Efectividad Global de los Equipos – OEE –
Anuncio

IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Efectividad Global de los Equipos
– OEE –
Una Poderosa Herramienta para
Incrementar la Rentabilidad de
Mantenimiento.
Contenido:
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• El poder del OEE – Efectividad Global de los
Equipos.
• Mediciones Básicas del OEE.
• Aspectos financieros del OEE.
• Factor Humano.
• Estrategias de Paradas de Equipos (Win-Win).
• Éxito o Fracaso.
Ing. Jaime Collantes Bohórquez
2
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Medición de la
Productividad y
Efectividad Real
de los Equipos
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
“No se puede hacer gestión
sobre algo que no se mide”
Ing. Jaime Collantes Bohórquez
4
Efectividad Real del
Equipo
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• Si quiero incrementar la productividad de mi
planta debo:
– Minimizar los recursos de entrada (input)
– Maximizar la productividad (output)
Ing. Jaime Collantes Bohórquez
5
Recursos de entrada
(Input)
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• Recursos humanos: personal, mano de obra.
• Maquinarias: equipos, máquinas, instalaciones,
servicios.
• Materia prima: materiales, insumos.
Ing. Jaime Collantes Bohórquez
6
Productividad (Output)
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• Producción: cantidad, pero incluye:
– Calidad
– Costo
– Tiempo de entrega
– Seguridad
– Salud y entorno
– Moral
Ing. Jaime Collantes Bohórquez
7
Optimo OEE maximizando
el output mientras se
minimiza el input.
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Tomado de Seiki Nakajima
Ing. Jaime Collantes Bohórquez
8
El Poder del OEE
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• Fábricas: Productoras efectivas de Bienes o Servicios
buenos.
• Dinámica de las fábricas.
• El balance del negocio.
• Liderazgo para los equipos de trabajo.
• Mejoramiento del Rendimiento.
• Productividad Efectiva Total de los Equipos.
• Línea Base: Bienes o servicios buenos a bajo costo.
Ing. Jaime Collantes Bohórquez
9
El Poder del OEE
Ing. Jaime Collantes Bohórquez
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
10
Mediciones Básicas
del OEE
•
•
•
•
•
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Definición de categorías.
Recolección de datos.
Reportes de producción.
Fórmulas y Resultados del OEE y TEEP.
Análisis de Pérdidas.
Ing. Jaime Collantes Bohórquez
11
Medición del OEE y TEEP
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Distribución del Tiempo en Planta
TIEMPO
DISPONIBLE
TIEMPO DE
PARADA
PLANIFICADA
TIEMPO DE
FUNCIONAMIENTO
TIEMPO DEL
PERIODO DE
OPERACIÓN
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
OPERACIÓN
NETA
TIEMPO DE
OPERACIÓN
UTILIZABLE
TIEMPO TIEMPO DE
PRODUCTIVO
OPERACIÓN
NETO UTILIZABLE
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO PERDIDO
POR OPERACIÓN
TIEMPO PERDIDO
POR DEFECTOS
El Tiempo de Operación Utilizable se divide
en :
Ing. Jaime Collantes Bohórquez
{
•Tiempo Productivo Neto
•Tiempo Perdido por Producción
12
Medición del OEE y TEEP
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Distribución del Tiempo en Planta
TIEMPO
DISPONIBLE
TIEMPO
PRODUCTIVO
NETO
Producción real / estándar (ideal)
TIEMPO PERDIDO
POR DEFECTOS
TIEMPO PERDIDO
POR OPERACIÓN
Fallas por Defecto:
9 Mermas
9 Reproceso
9 Rechazos
Fallas de Operación:
9 Marchas en vacío /
Pequeñas paradas
9 Velocidad reducida
9 Falla suministro
Materia Prima /
Insumos
9Mala operación
Ing. Jaime Collantes Bohórquez
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
Fallas de los Equipos:
9 Mecánico
9 Eléctrico / Electrónico
9 Instrumentación
9 Servicios Industriales*
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
PARADA
PLANIFICADA
Preparación &
Ajustes de los
Equipos:
9 Arranque
9 Cambio de formato
9 Cambio de producto
9 Cambio de turno
9 Parada
Planeamiento &
Control de la
Producción:
9 Planificado No
producción:
• Días/semana
• Meses/año
• Turnos/día
• Almuerzo
9 Ajuste Producción:
• caída demanda
• falta suministros
Mantenimiento:
9 Anual planificado:
• Overhaul
9 Preventivo:
• por uso
• por tiempo
9 Predictivo
13
Efectividad Global de
Equipos
(OEE: Overall Equipment
Effectiveness)
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
TIEMPO DE
FUNCIONAMIENTO
TIEMPO
PRODUCTIVO
NETO
TIEMPO PERDIDO
POR DEFECTOS
TIEMPO PERDIDO
POR OPERACIÓN
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TPN TF − TPA− TPNP− TPOP− TPD
OEE =
=
TF
TF
OEE = A × η × q
Medida global de efectividad cuando el equipo tiene planificado funcionar
Ing. Jaime Collantes Bohórquez
14
Que debemos esperar de
nuestros equipos:
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Después de una exitosa instalación del TPM se puede
lograr:
9A – disponibilidad:
Más de 90%
9H – eficiencia de rendimiento: Mas de 95%
9Q – tasa de calidad:
Mas de 99%
World Class – Clase Mundial
OEE > 90% x 95% x 99%
OEE > 85%
Ing. Jaime Collantes Bohórquez
15
EL EFECTO
ACUMULATIVO DEL TPM
SOBRE LA OEE
Ing. Jaime Collantes Bohórquez
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
16
Productividad Efectiva
Total de Equipos
(TEEP: Total Effective
Equipment Productivity)
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
TIEMPO
DISPONIBLE
TIEMPO
PRODUCTIVO
NETO
TIEMPO PERDIDO
POR PRODUCCIÓN
TIEMPO PERDIDO
POR OPERACIÓN
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
PARADA
PLANIFICADA
TPN TD − TPP − TPA− TPNP− TPOP− TPD
=
TEEP =
TD
TD
TEEP = U × A×η × q
TEEP = U × OEE
Considera la utilización planificada y efectividad de los equipos.
Se relaciona directamente con la capacidad de la Planta
Ing. Jaime Collantes Bohórquez
17
Aspectos financieros
del OEE
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
•
•
•
•
Caso Base.
Mejorar el OEE con la misma producción.
Mejorar el OEE con la máxima producción.
Impacto del OEE en el ROA – retorno sobre
los activos. (productividad).
• OEE más alto con las mismas ventas, ROA.
• OEE más alto con las máximas ventas, ROA.
• Conclusiones.
Ing. Jaime Collantes Bohórquez
18
Factor Humano
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• El recurso más importante: Aprendiendo
activamente, Personas motivadas.
• Habilidades, Interacción y Acción.
• Observación y Educación.
• Trabajo en Equipo.
• Entrevistando y contratando.
• Calificando y Compensando.
Ing. Jaime Collantes Bohórquez
19
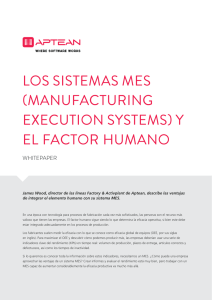
Medición del OEE y TEEP
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Ejemplo de Distribución del Tiempo en Planta
TIEMPO
DISPONIBLE
8760 horas - año
TIEMPO DE
FUNCIONAMIENTO
8030
TIEMPO DEL
PERIODO DE
OPERACIÓN
7412
TIEMPO DE
OPERACIÓN
NETA
TIEMPO DE
OPERACIÓN
UTILIZABLE
TIEMPO
PRODUCTIVO
NETO
4818
6504
7227
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO PERDIDO
POR OPERACIÓN
185
TIEMPO PERDIDO
POR DEFECTOS
1686
Ing. Jaime Collantes Bohórquez
723
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
PARADA
PLANIFICADA
730
618
4818
TEEP =
×100% = 55%
8760
4818
OEE =
×100% = 60%
8030
20
Medición del OEE y TEEP
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Ejemplo de Distribución del Tiempo en Planta
TIEMPO
DISPONIBLE
8760 horas - año
TIEMPO DE
FUNCIONAMIENTO
8030
TIEMPO DEL
PERIODO DE
OPERACIÓN
7412
TIEMPO DE
OPERACIÓN
NETA
TIEMPO DE
OPERACIÓN
UTILIZABLE
TIEMPO
PRODUCTIVO
NETO
OEE =
4818
6504
7227
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO PERDIDO
POR OPERACIÓN
185
TIEMPO PERDIDO
POR DEFECTOS
4818
×100% = 60%
8030
Ing. Jaime Collantes Bohórquez
1686
723
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
PARADA
PLANIFICADA
730
618
7227
×100% = 90%
8030
6504
×100% = 90%
η=
7227
4818
q=
×100% = 74%
6504
OEE = 90% × 90% × 74% = 60%
21
A=
Medición del OEE y TEEP
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Ejemplo de Distribución del Tiempo en Planta
TIEMPO
DISPONIBLE
8760 horas - año
TIEMPO DE
FUNCIONAMIENTO
8030
TIEMPO DEL
PERIODO DE
OPERACIÓN
TIEMPO DE
OPERACIÓN
NETA
TIEMPO DE
OPERACIÓN
UTILIZABLE
TIEMPO
PRODUCTIVO
NETO
OEE =
4818
4867
TIEMPO PERDIDO
POR DEFECTOS
4818
×100% = 60%
8030
Ing. Jaime Collantes Bohórquez
49
7412
7227
TIEMPO DE PARADA
NO PLANIFICADA
POR EQUIPOS
TIEMPO PERDIDO
POR OPERACIÓN
185
2360
TIEMPO DE
PREPARACIÓN
DE EQUIPO
TIEMPO DE
PARADA
PLANIFICADA
730
618
7227
×100% = 90%
8030
4867
×100% = 67%
η=
7227
4818
q=
×100% = 99%
4867
OEE = 90% × 67% × 99% = 60%
22
A=
Éxito o Fracaso
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
• Éxito
–
–
–
–
Liderazgo
Enfocados en objetivos o metas.
OEE
Aprendizaje activo.
• ¿Por qué fallan las fábricas?
• Logremos el éxito.
Ing. Jaime Collantes Bohórquez
23
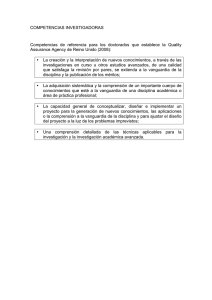
Medición del TEEP y OEE
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Perdida de producción por
arranques
Perdida por velocidad
Perdida por cambio
Perdida por defectos
reducida
de producto
(rechazos)
Perdida por defectos
(reproceso)
1000
900
Capacidad
800
700
600
500
400
Perdida por fallas
de procesos o
equipos
300
200
10
Ing. Jaime Collantes Bohórquez 10
20
Tiempo
30 días 24
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
¿Preguntas?
Ing. Jaime Collantes Bohórquez
25
IV FORO DATASTREAM DE
MANTENIMIENTO E INDUSTRIA
"A la Vanguardia en Tecnología y
Producción"
Muchas gracias !!!!
Ingº Jaime Collantes Bohórquez
C&C Ingenieros Asociados S.R.L.
[email protected]
[email protected]