DISEÑO E IMPLANTACIÓN DE UN SISTEMA DE
Anuncio

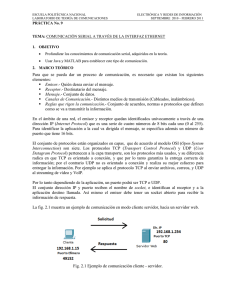
DISEÑO E IMPLANTACIÓN DE UN SISTEMA DE AUTOMATIZACIÓN INDUSTRIAL Autor: Bolívar Touriño, Iria. Director: Santodomingo Berry, Rafael. Entidad Colaboradora: ICAI – Universidad Pontificia Comillas. RESUMEN DEL PROYECTO La automatización industrial consiste en sustituir a operadores humanos en el control de máquinas y procesos industriales por sistemas automáticos. La gran ventaja de estos sistemas es su capacidad de repetitividad, ya que a diferencia de las personas, son capaces de repetir el mismo proceso obteniendo siempre el mismo resultado. Gracias a esto, se consigue una mayor eficiencia y por tanto un incremento de la productividad, dado que una máquina es más constante, más rápida y únicamente requiere realizar paradas de mantenimiento o reparación. Puesto que en los sistemas automáticos industriales es habitual que haya dos o más dispositivos, las comunicaciones suponen una parte muy importante en la automatización industrial, ya que permiten a los distintos equipos estar distanciados entre sí a la vez que coordinados, y se pueden integrar al sistema en cualquier momento productos de otros fabricantes a través de las interfaces de software estandarizadas. Este proyecto consiste en llevar a cabo el diseño e implantación en el laboratorio de un sistema de automatización industrial, utilizando para ello la mejor comunicación posible entre los distintos dispositivos. El proyecto se puede dividir en dos grandes partes bien diferenciadas, una primera que consiste en la puesta en marcha del sistema automático, y una segunda enfocada a las comunicaciones entre dispositivos, en la que se estudian las tecnologías existentes y se elige la más adecuada. En la Figura 1 se muestra un esquema del sistema de automatización industrial implantado, que consiste en dos robots (grúa y almacén), tres autómatas programables y un ordenador que carga los programas del usuario en dichos autómatas. El usuario maneja a través de las entradas del bastidor de uno de los PLCs los dos robots, que se encuentran cada uno unido a un PLC diferente. El usuario es capaz de poner en marcha y de parar ambos robots cuando quiera. Además puede indicarle a la grúa que tiene que recoger una pieza, y de qué tipo es para que sepa dónde recogerla. Una vez la grúa deposite la pieza en la plataforma del almacén, éste puede almacenarla en una casilla o en otra según de qué tipo sea. Figura 1: Esquema del sistema implementado La implantación del sistema se llevó a cabo de la siguiente manera. Antes de coordinar los distintos elementos de la planta era necesario que funcionaran correctamente de forma independiente, por lo que lo primero que se hizo fue automatizar los dos robots por separado y posteriormente se procedió a su coordinación. Utilizando el modelo OSI, el protocolo de red elegido para las comunicaciones entre autómatas y ordenador ha sido Ethernet, y de todos los protocolos de comunicaciones se han elegido TCP y UDP. La primera red de autómatas que se configuró fue con un enlace TCP entre dos de los autómatas, concretamente entre el PLC que maneja el usuario (PLC1) y el de la grúa (PLC2). Tras su éxito se procedió a incluir un nuevo autómata en esta red, el del almacén (PLC3), que por medio de un nuevo enlace de tipo TCP se comunicaba con el PLC1. Las primeras pruebas que se realizaron con enlaces UDP fueron entre dos CPUs, como los enlaces TCPs anteriores, y se pudo apreciar que eran más rápidos. Cuando se vio que funcionaban se procedió a la creación de un enlace UDP multicast entre los tres PLCs, que también resultó satisfactorio. En el enlace UDP multicast, el PLC1 se encarga de enviar de forma continua un byte a los otros dos PLCs. Tras la realización de las distintas pruebas se ha podido concluir que para este proyecto tanto el enlace TCP como el UDP son apropiados, ya que cada uno aporta una cualidad importante. El enlace UDP no requiere una conexión previa y es más rápido, mientras que el enlace TCP es más lento pero es capaz de detectar los errores, lo que aporta seguridad al sistema. Como conclusión general se ha podido comprobar que la incorporación de una red de comunicación a los procesos automatizados industriales permite un control centralizado de todas las máquinas y procesos. Gracias a la red implementada en este proyecto, se han podido controlar dos robots de fabricantes diferentes (cada uno asociado a un autómata) desde un solo autómata programable a una distancia que en este caso dependía de la longitud del cable Ethernet utilizado. DESIGN AND IMPLANTATION OF AN INDUSTRIAL AUTOMATION SYSTEM The industrial automation consists of replacing human operators in the control of machines and industrial processes for automatic systems. The best advantage of these systems is their aptitude to repeat, they are capable of repeating the same process obtaining always the same result. Thanks to this, a major efficiency is obtained and therefore an increase of the productivity, because a machine is more constant than a person, faster and it only needs to realize stops of maintenance or repair. It is habitual that the automatic industrial systems are composed by two or more devices, so communications are a very important part of the industrial automation, because they allow the different equipments to be distanced and simultaneously coordinated, and it is possible to integrate to the system at any time products of other manufacturers with software standardized interfaces. This project consists of carrying out the design and implantation in the laboratory of an industrial automation system, using for it the best possible communication between the different devices. The project can be divided in two big parts, the first one, crating the automatic system, and a second one, focused on the communications between devices, consists of studying the existing technologies and finally and choose the most suitable. Figure 1 shows a scheme of the industrial automation system implemented, that consists of two robots (crane and store), three Programmable Logic Controllers and a computer that loads the user’s programs in the Programmable Logic Controllers. The user handles both robots with the income of the frame of one of the PLCs, each robot is joined to a different PLC. The user is capable of starting and of stopping both robots when he wants. He also can indicate to the crane that it has to take a piece, and he can tell de crane what type of piece is it to make it knows where it must take the piece. Once the crane has deposited the piece in the store’s platform, the store can store it in a cabin or in other one according to its type. Figure 1: Scheme of the implemented system The system implantation was carried out this way. Before coordinating the different elements it was necessary that they work correctly separately, so the first thing to be done was to automate both robots separately and later they were coordinated. Using the OSI model, the network protocol chosen for the communications between PLCs (Programmable Logic Controller) and computer was Ethernet, and of all the communications protocols there have been elected TCP and UDP. The first PLCs net was formed with a link TCP between two of the PLCs, the one that is handled by the user (PLC1) and the one of the crane (PLC2). After this success it was included a new PLC in this net, the store’s PLC (PLC3), linked to the PLC1 with a TCP. The first tests realized with UDP links were between two CPUs, as the previous TCP links, and it was possible to estimate that they were faster. Next, was created a UDP multicast link between three PLCs, which also worked right. In the link UDP multicast, the PLC1 is sending all the time a byte to the other two PLCs. After these tests it is concluded that for this project both links (TCP and UDP) are appropriated, because each one has an important quality. The UDP link does not need a previous connection and is faster, whereas the TCP link is slower but is capable of detecting mistakes, which makes a safety system. As a general conclusion, it has been verified that the incorporation of a communication net to the automated industrial processes allows a centralized control of all machines and processes. Thanks to the implemented net, the user can control two robots of different manufacturers (each one associated to a PLC) from an alone Programmable Logic Controller separate from the others a distance that in this case depended on the length of the Ethernet cable.