verificación de las temperaturas de corte en la destilación
Anuncio

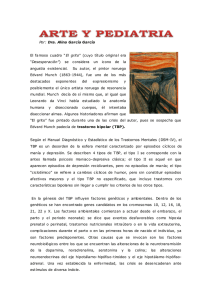
VII CAIQ 2013 y 2das JASP VERIFICACIÓN DE LAS TEMPERATURAS DE CORTE EN LA DESTILACIÓN ATMOSFÉRICA DEL PETRÓLEO MEDIANTE HYSYS J. Martínez*1, J.M. Vega2, L. E. Ale Ruiz3, E. Erdmann4 & E. E. Tarifa5 1 INIQUI - Facultad de Ingeniería - CIUNSa. (Universidad Nacional de Salta - CONICET) Avda Bolivia 5150 - 4400 Salta - Argentina E-mail: [email protected] 2 INIQUI. (Universidad Nacional de Salta - CONICET) E-mail: [email protected] 3 Consejo de Investigaciones - CIUNSa, Facultad de Ingeniería (Universidad Nacional de Salta) E-mail: [email protected] 4 ITBA - INIQUI (Universidad Nacional de Salta - CONICET) E-mail: [email protected] 5 Facultad de Ingeniería. (Universidad Nacional de Jujuy - CONICET). Gorriti 237 - 4600 San Salvador de Jujuy - Argentina. E-mail: [email protected] Resumen. En este trabajo se describe la simulación estacionaria para topping con la finalidad de verificar las temperaturas de corte calculadas manualmente con las correspondientes a las de las extracciones obtenidas a partir de la simulación. Las etapas involucradas en este trabajo son: análisis del proceso, identificación de parámetros, determinación de las propiedades fisicoquímicas de los cortes, procesamiento de datos, simulación * A quien debe enviarse toda la correspondencia AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP estacionaria y elaboración de resultados. El topping es llevado a cabo en una columna atmosférica, cuya misión es fraccionar el crudo en sus productos: nafta, kerosene, gasoil, etc. La columna a simular está compuesta por una columna de rectificación con tres extracciones laterales. Compañías como Petrobras, Esso, Refinor, etc. operan este tipo de columnas en Neuquén, Mendoza y Salta. En primer lugar, se caracterizó el petróleo: para modelar la físico-química del petróleo en HYSYS se requiere definir los componentes hipotéticos mediante la curva TBP y las propiedades globales, mientras que con el calculo manual para determinar la físico-química del crudo es necesario recurrir a tablas y gráficos. Resuelta la físico-química, se calcula y simula la columna. Palabras clave: Destilación Atmosférica, Petróleo, Simulación, Temperatura de corte. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 1. Introducción La operación de la destilación inicial del petróleo consiste en fraccionar el crudo en una serie de cortes o fracciones elementales: gas, nafta liviana, nafta pesada, kerosén (JP1), gas oil liviano, gas oil pesado y residuo atmosférico. Generalmente, se suele realizar la separación en una columna única, que funciona bajo una presión ligeramente superior a la atmosférica y que posee extracciones laterales, a esta torre se la conoce como Torre Tipo I. Hoy en día la unidad de destilación de petróleo es, en hecho, una colección de unidades de destilación que posibilita que un eficiente grado de fraccionamiento sea alcanzado, en contraste con las primeras unidades de fraccionamiento. La alimentación a la torre de destilación es calentada en un horno hasta una temperatura predeterminada, a la que una porción de la alimentación es vaporizada. En la torre los vapores son fraccionados en gas oil, kerosén y nafta mientras que los productos no volátiles y el líquido de la alimentación descienden hacia la parte inferior de la torre y es bombeado como producto de fondo. Para precalentar la carga al horno se usan intercambiadores de calor, los cuales usan productos calientes de la torre de destilación, al mismo tiempo estos productos son enfriados. En la parte inferior de la torre se inyecta vapor de agua no solo para proveer calor sino también para inducir la vaporización a menores temperaturas. La sección de despojamiento es la parte de la torre bajo el punto en el cual se introduce la alimentación, en esta zona los componentes más volátiles son despojados de la columna descendente de líquido. Por encima de la alimentación está la sección de rectificación, en donde la concentración de los componentes menos volátiles en el vapor es reducida. La torre es dividida en un número de secciones horizontales por bandejas metálicas o platos, cada uno de ellos es equivalente a una unidad de destilación. La alimentación a una torre típica entra a una zona de vaporización o flash, sin platos. La mayoría de los platos son localizados por encima de este punto. La temperatura de los platos progresivamente más fría desde el fondo hacia la zona superior. El plato inferior es calentado por la alimentación que ingresa caliente, aunque algunas veces se usa el vapor de agua para suministrar calor adicional. Como los vapores calientes van hacia arriba de la torre, la condensación ocurre sobre los platos AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP hasta que el reflujo (la evaporación simultanea del líquido y condensación del vapor) ocurre en los platos. Los vapores ascienden a través de la torre, mientras que el líquido en un plato particular se derrama sobre el plato inferior, y así hasta que el calor en un punto particular es demasiado intenso para que el material permanezca en estado líquido. Entonces se convierte en vapor y se junta con los vapores que van subiendo a través de la torre. La torre completa simula una colección de muchos destiladores, con la composición del líquido en cualquier punto o en cualquier plato permanece casi constante. Esto permite que parte del líquido del reflujo sea recogido en varios puntos como productos laterales. Este tipo de columna se caracteriza por los siguientes hechos: La complejidad química de la carga, la existencia de múltiples extracciones laterales de producto cuyo tenor de hidrocarburos livianos es ajustada en torres despojadoras (strippers) y todo el calor necesario para vaporizar los productos se entrega con la alimentación a través del horno de carga y de intercambio con productos de la torre. En el presente trabajo se analizara una Torre Tipo I: donde todo el calor se extrae en el condensador de tope, por lo que no está disponible a un nivel térmico adecuado para lograr una buena recuperación de calor. Debido a que el reflujo se genera en el tope, las cargas internas de líquido y vapor en la torre se ven incrementadas apreciablemente desde el fondo hacia el tope. El diseño de una columna de fraccionamiento Topping involucra el diseño del proceso y el dimensionamiento del equipo. El diseño del proceso comprende calcular todas las condiciones de operación: presión en la cabeza, en el fondo y en la alimentación; temperatura de extracciones laterales, flujos de alimentación y de productos. Se debe plantear el equilibrio y hacer un balance de materia y de energía. En función de estas variables podemos hacer el cálculo de número de platos. La columna está compuesta por un absorbedor de reflujo con tres separadores laterales. Para modelar un proceso que involucre petróleo, es necesario conocer o al menos estimar las propiedades del mismo. La determinación exacta de la composición de un crudo no es posible debido a la gran cantidad de componentes que integran la mezcla. Se caracteriza entonces el petróleo por una curva de destilación realizada de acuerdo a procedimientos estandarizados. Luego se emplean correlaciones existentes para estimar AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP las propiedades físicas del petróleo a partir de temperaturas que conforman la curva de destilación. Así, el crudo puede ser modelado como un grupo de componentes hipotéticos cuyas propiedades dan forma a la curva de destilación. Mediciones experimentales como peso molecular, densidad o viscosidad, generan nuevas curvas que permiten refinar las estimaciones para el crudo. También se miden el peso molecular y la densidad para el volumen total de la muestra. En este trabajo se parte de los datos de laboratorio, de la curva de destilación TBP, y se definen las propiedades globales del crudo para modelar la físico-química del petróleo. Resuelta la físico-química, se construye el modelo de la columna, determinándose las temperaturas de corte de los productos que se pretende fraccionar. El objetivo de este trabajo es desarrollar una simulación estacionaria de un topping, para torre Tipo I mediante el simulador Aspen HYSYS, verificando las temperaturas de corte calculadas. 2. Caracterización del Petróleo La destilación de petróleo en laboratorio es de gran utilidad en el refinamiento y formulación de combustibles. Tres de los ensayos más importantes desarrollados por Wuithier (1971) Speight (1998) y Cohen (2003) son: ASTM, la TBP y la EFV. 2.1 Ensayo ASTM. Para este ensayo se utiliza el balón Engler con dimensiones estándar con una carga de 100 cm3 de muestra. Se le debe suministrar calor a una velocidad tal que pueda recogerse 5 cm3 por minuto de destilado. Durante el experimento, se registra para la curva la temperatura a la cual se obtiene la primera gota de destilado; lo mismo se hace cada vez que se recoge 10% de destilado. 2.2 Ensayo TBP. La destilación TBP no está estandarizada. El destilado se obtiene de la división de la muestra en las fracciones que la componen. Se emplea el equipo Geters con una carga que puede variar de 1000 a 5000 cm3 de muestra. La columna de fraccionamiento está rodeada por un calentador que compensa las pérdidas de calor, de esta forma se pretende emular una columna adiabática. En el tope de la columna se instala un AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP condensador que condensa el vapor que llega a él. El condensado desciende y entra en contacto con el vapor que asciende, allí se produce la separación. Nuevamente, la curva se obtiene registrando la temperatura en el momento en que se produce la primera gota de destilado, y cada vez que se recoge 10% de destilado. 2.3 Ensayo EFV. Esta curva grafica la temperatura de equilibrio líquido-vapor vs. el porcentaje de volumen de líquido destilado. Se carga la muestra en un recipiente, se descarga totalmente en un serpentín que se encuentra en un recinto caliente. Los vapores que se generan no se separan del líquido y permanecen en contacto con el mismo alcanzándose el equilibrio. El líquido es recogido y el vapor es condensado. Se efectúan diferentes operaciones con la misma cantidad de muestra y la misma cantidad de tiempo pero a diferentes temperaturas y se obtienen distintas cantidades de destilado. 3. Procedimiento Convencional (Ojeda(1989), Watkins (1981)) 3.1 Caracterización y análisis del crudo de petróleo En primer lugar, se caracterizó el petróleo mediante la realización de análisis de laboratorio. A partir de estos análisis, se construyó la curva TBP a 760 mmHg, Figura 1. Fig. 1. Curva de destilación TBP AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Para el diseño de una torre de destilación atmosférica, mediante cálculo convencional, es necesario transformar la curva de destilación TBP a EFV. Tarifa et al. (2009) presentan un nuevo método para estimar la curva de destilación EFV a partir de procedimientos de ensayos analíticos de laboratorio estándar. El caudal de crudo a procesar es de 500 m3/hr. Los productos comerciales son nafta (N), kerosene (JP1), gas oil liviano (GOL) y gas oil pesado (GOP), cuyas especificaciones de temperatura de corte ASTM se muestran en la Tabla 1. Tabla 1. Temperatura ASTM de los cortes CORTE Temperatura ASTM Nafta hasta 170°C / 338°F JP1 hasta 245°C / 473°F GOL hasta 300°C / 572°F GOP hasta 345°C / 653°F Con los datos anteriores se calcula el punto de Corte TBP de los productos, que determina sobre la curva TBP del crudo, mediante el método de Watkins (1981, 1969), los rendimientos volumétricos de cada uno, para ello se adopta el número de platos y el Gap (brecha entre las temperaturas ASTM de corte de los productos). Se realizan los siguientes pasos: • Se obtienen las curvas TBP de los productos. • Se verifican las especificaciones de los productos • Se determinan las propiedades de los productos. • Se realiza el balance de materia: conociendo las fracciones en volumen de cada fracción y el caudal de crudo a tratar se puede obtener el flujo volumétrico correspondiente a cada fracción. Con la densidad se puede obtener el flujo másico y con el peso molecular de cada fracción se puede obtener el flujo en mol/hr. En el presente trabajo se presenta el procedimiento de cálculo hasta verificar las temperaturas de cortes de los productos de extracciones laterales. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Secuencia de cálculo: 1. Se parte de la especificación de la temperatura 100% ASTM de los productos que se desea fraccionar y del Gap de separación de los cortes adyacentes, los cuales se muestran en las Tablas 1 y 2 respectivamente. Tabla 2. Gap adoptados para los productos Separación Gap (ºF) N-JP1 25 JP1-GOL 10 GOL-GOP 5 GOP-CR 3 2. Se utiliza el método de Watkins (1981), obteniendo los resultados que se muestran en la Tabla 3 para los diferentes cortes (C): Nafta (N), JP1 (JP), GOL (GL), GOP (GP) y Residuo (R). Tabla 3. Datos para obtener las temperaturas de corte TBP C N ASTM (ºF) 338 TBP 100% 359 ASTM 95% 331.6 ASTM 5% TBP 0% JP 473 497.1 463.6 356.6 323.3 473.1 GL 572 605.2 562.7 473.6 449.1 577.75 GP 653 698 644 567.7 550.3 666.75 647 635.5 R Tcorte 341.15 Una vez obtenidas las temperaturas de corte de los productos se debe calcular el rendimiento de los mismos. Esto se logra ingresando a la curva TBP del crudo con las temperaturas de corte antes calculadas (Figura 2), así se obtienen los rendimientos sobre el crudo de cada producto, ver Tabla 4. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Tabla 4. Rendimiento de los productos GOL GOP Res Productos N JP1 Rend. s/crudo (%) 22 19 20 15 24 Rend. Acum. 22 41 61 76 100 Fig. 2. Obtención de los rendimientos de cada corte 3.2 Caracterización de los productos Para realizar la caracterización de cada producto se extiende los cortes al 100%, calculando para cada tanto por ciento volumétrico sobre el crudo el porcentaje volumétrico acumulativo correspondiente. Se confecciona una tabla para cada producto, haciendo coincidir el 0% del corte adyacente con el 100% del corte anterior, obteniéndose así las curvas extendidas ideales de cada corte, ver Figuras 3, 4, 5 y 6. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 400 350 T (ºF) 300 250 200 150 TBP-nafta 100 0 20 40 % vap 60 80 100 Fig. 3. Curva TBP ideal extendida para la Nafta 500 T (ºF) 450 400 350 TBP-JP1 300 0 20 40 %Vap 60 80 Fig. 4. Curva TBP ideal extendida para JP1 (kerosene) AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ 100 VII CAIQ 2013 y 2das JASP 600 T (ºF) 550 500 TBP-GOL 450 0 20 40 %Vap 60 80 100 Fig. 5. Curva TBP ideal extendida para el Gasoil liviano (GOL) 700 T (ºF) 650 600 TBP-GOP 550 0 20 40 %Vap 60 80 100 Fig. 6. Curva TBP ideal extendida para el Gasoil pesado (GOP) A continuación se verificaron los Gap adoptados, nos interesa comprobar que las temperaturas de corte ASTM especificadas se cumplan. Se realizan las curvas TBP reales de cada uno de los productos, para ello se reemplazan en las curvas ideales los valores de temperatura 0% y 100% TBP, indicadas en la Tabla 3. Una vez obtenidas las curvas TBP reales extendidas por producto, utilizando el método de Edmister para transformación de curvas, se transforman estas curvas TBP a AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP ASTM, con el objetivo de realizar la comprobación de las temperaturas 100% ASTM, resultados que se observan en las Tablas 5, 6, 7 y 8. Tabla 5. Curva TBP y ASTM real de la Nafta %V TBP ASTM 0 125 176 10 150 187 20 182 30 204 40 224 50 243 60 262 70 281 80 301 90 322 298 100 359 336 217 241 267 Tabla 6. Curva TBP y ASTM real del JP1 %V TBP ASTM 0 323 375 10 360 393 20 380 30 402 40 423 50 438 60 447 70 455 80 462 90 469 450 100 497 485 409 426 440 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Tabla 7. Curva TBP y ASTM real del GOL %V TBP ASTM 0 449 453 10 485 478 20 494 30 503 40 513 50 524 60 535 70 545 80 555 90 565 540 100 605 568 488 503 520 Tabla 8. Curva TBP y ASTM real del GOP %V TBP ASTM 0 550 549 10 584 568 20 592 30 600 40 608 50 615 60 624 70 632 80 644 90 659 608 100 698 644 574 582 591 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Luego de verificar que los Gap fueron propuestos correctamente, se transformaron las curvas TBP reales de cada producto en curvas EFV (Equilibrium Flash Vaporization) con el fin de confrontar las temperaturas de las extracciones obtenidas con las que brinda el simulador. Las curvas EFV de cada producto se obtuvieron a partir de las TBP utilizando el método de Maxwell, las mismas pueden observarse en las Figuras 7, 8, 9 y 10. 400 350 300 T (ºF) 250 200 150 100 EFV-nafta TBP-nafta 50 0 0 20 40 % vap 60 80 100 Fig. 7. Curvas TBP y EFV de la Nafta 500 T (ºF) 450 400 350 TBP-JP1 EFV-JP1 300 0 20 40 %Vap 60 80 Fig. 8. Curvas TBP y EFV del JP1 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ 100 VII CAIQ 2013 y 2das JASP 600 T (ºF) 550 500 TBP-GOL EFV-GOL 450 0 20 40 %Vap 60 80 100 T (ºF) Fig. 9. Curvas TBP y EFV del GOL 680 670 660 650 640 630 620 610 600 590 580 570 TBP-GOP EFV-GOP 0 20 40 %Vap 60 80 100 Fig. 10. Curvas TBP y EFV del GOP Las temperaturas de extracción lateral de los productos son las temperaturas de burbuja de los mismos, la que es igual a la temperatura 0% de la curva EFV del corte, para la Nafta la temperatura es la de rocío que corresponde a la del 100% EFV. En este trabajo se realiza la comparación de estas temperaturas con las temperaturas de extracción obtenidas al realizar la simulación. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 4. Simulación Estacionaria Para realizar la simulación se utilizó el simulador comercial Aspen HYSYS (2011), versión 7.3, cuya licencia posee la Facultad de Ingeniería de la Universidad Nacional de Salta. Con la curva TBP del crudo de petróleo y las propiedades globales del mismo, se definieron los componentes hipotéticos que requiere HYSYS para modelar la físicofísico química del petróleo. La Figura 11 muestra el diagrama de flujo flu del modelo implementado en el simulador de procesos HYSYS. Para el cual se emplea el paquete de propiedades Peng Robinson que es el más adecuado para la industria del gas y petróleo. Se simula el Proceso de Topping correspondiente a una Torre de Tipo I. El modelo está conformado por una columna PreFlash en la cual ingresa la corriente del Crudo, en este equipo se produce la separación Flash y se originan dos corrientes, la corriente líquida es enviada al horno donde se calienta a una temperatura menor a los 343 ºC (650 ºF), para evitar el craqueo del crudo. Luego se mezclan estas corrientes ingresando a la columna de destilación. Fig 11. Diagrama de Flujo del Topping. Fig. 5. Resultados y Discusiones Los resultados obtenidos son mostrados en la Figura 12, 12, donde se observa la variación de los flujos molares líquido y vapor (kgmol/h) y el perfil de la temperatura (ºC) con respecto al número de platos. AAIQ,, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Se simuló el proceso adoptando una torre de 29 platos calculados gracias al Gap adoptado, y realizando las extracciones laterales de GOP, GOL y JP1 en los platos 7, 14 y 20 respectivamente. N Ref K D GO A Res Fig. 12. Variación de Flujo y Temperatura con respecto al número de platos. Torre de Tipo I. Se compararon las temperaturas 0% EFV con las temperaturas de los platos de extracción obtenidas en la simulación, de manera de determinar si la ubicación de los platos de extracción es la correcta, en el caso de la Nafta se tomo la 100% EFV. Los resultados se muestran en la Tabla 9. Tabla 9. Temperaturas de los platos de extracción y temperaturas calculadas 29 T (ºF) calculada 262.62 T (ºF) HYSYS 296.4 ∆T (ºF) 33.78 JP1 20 397.40 420.9 23.5 GOL 14 509.46 514.8 5.33 GOP 7 606.49 588.5 17.99 Producto PEI Nafta AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP De manera de minimizar las diferencias de temperaturas (∆T) se procedió a reubicar los platos de extracción lateral. Este procedimiento se realizó íntegramente con el simulador, utilizando le herramienta Data Recorder. Esta herramienta graba los estados de la simulación que se quieren resguardar, para luego poder llevarlos a Excel y analizarlos. Al variar el plato de extracción para el JP1 no sólo cambia la temperatura de extracción de JP1 sino también la temperatura de la Nafta. Los cambios representativos que se hicieron se observan en las Tablas 10, 11 y 12. Tabla 10. Variación del plato de extracción para el JP1 Plato de extracción T (ºF) calculada T (ºF) HYSYS ∆T (ºF) 20 397.40 420.9 23.5 21 397.40 400.40 3.0 19 397.40 443.7 46.3 Tabla 11. Variación del plato de extracción para el GOL Plato de extracción T (ºF) calculada T (ºF) HYSYS ∆T (ºF) 14 509.46 514.8 5.33 13 509.46 536.8 27.33 15 509.46 496.9 12.57 Tabla 12. Variación del plato de extracción para el GOP Plato de extracción T (ºF) calculada T (ºF) HYSYS ∆T (ºF) 7 606.49 588.5 17.99 8 606.49 579.2 27.29 6 606.49 601.7 4.79 5 606.49 610.1 3.61 4 606.49 617.4 10.91 AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP 6. Conclusiones Se observa en Tabla 13 los platos de extracción inicial (PEI) y los platos de extracción apropiados (PEA) para los distintos cortes del crudo marcando las diferencias de temperaturas entre las calculadas mediante Excel y las obtenidas con el simulador HYSYS. Se observa que en las extracciones laterales las diferencias de temperatura son menores que 6 ºF, lo cual es un error totalmente aceptable. En el corte nafta la diferencia de temperatura es mayor esto se debe a que como este corte sale por la cabeza de la torre no podemos cambiar su lugar de extracción, lo que se debería hacer es cambiar el número de platos de la torre lo que afectaría todo el diseño del proceso. De todas maneras este es una diferencia de temperatura aceptable Tabla 13. Ubicación final de los platos de extracción C PEI PEA 29 T (ºF) calculada 262.62 T (ºF) HYSYS 280.6 ∆T (ºF) 17.98 N 29 J 20 21 397.40 440.4 3.00 GL 14 14 509.46 514.8 5.33 GP 7 5 606.49 610.1 3.61 El trabajar con el simulador HYSYS permite, sin mayores esfuerzos, realizar cambios muy usuales en la industria como por ejemplo el cambio de las especificaciones de los productos. Esta metodología es muy usada en las refinerías de petróleo, en las cuales, la mayoría, utilizan diariamente el simulador HYSYS, no solo cuando cambian las especificaciones de los productos sino también cuando cambia la composición de los crudos de petróleo que se alimentan a la destilería. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ VII CAIQ 2013 y 2das JASP Referencias Aspen Hysys Aspen Technology (2011). Tutorial and Application-Version Number 7.3. Inc. Cambridge, MA 02141-2201- USA. Behrenbruch, P., Dedigama, T., (2007). Classification and characterization of crude oils based on distillation properties, Journal of Petroleum Science and Engineering, 57, 166-180. Cerutti, A. A., (2002). La Refinación del petróleo - Tomo I, Buenos Aires, Argentina, Ed. IAPG. Cohen, L., (2003). Diseño y Simulación de Procesos Químicos, Segunda Ed. Algeciras, Spain. Edmister, W. C. and Okamoto, K.K., (1959). Applied Hydrocarbon Thermodynamics Part 12: Equilibrium Flash Vaporization Correlations for Petroleum Fractions, August- Petroleum Refiner. Maxwell, J. B., (1950). Data Book on Hydrocarbons, London, D. van Nostrand Company. Ojeda, A. L.,(1978). Destilación Aplicada a Sistemas de Hidrocarburos, YPF-PGM, Tomos I y II. Speight, J., (1999). The Chemestry and Technology of Petroleum, Marcel Dekker Inc– New York. Tarifa E., Erdmann E., Humana D., Martínez J., (2009). New Method for Estimating the EFV Distillation Curve, Petroleum Science & Technology, Ed.Taylor & Francis, ISSN 1091-6466, Volume 27 Issue 3, 331-344. Watkins, R.N. (1981). Petroleum Refinery distillation. Gulf Publishing Company. Houston Texas. Watkins, R.N. (1969) How to design crude distillation. Special Report. Hydrocarbon Processing. December. Wuithier, P, (1971). Refino y Tratamiento Químico: el Petróleo. Madrid, Spain: Cepsa S.A. and Marcel Dekker Inc. AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ