MOLDES DE MOLDEO EN BARBOTINA.(ES2041415)
Anuncio
")
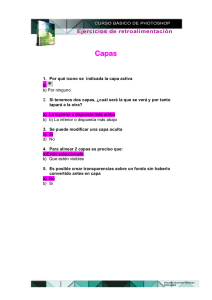
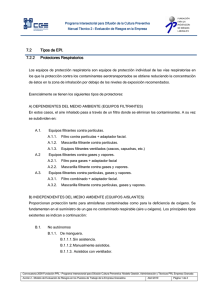
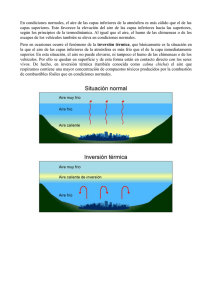
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 041 415 kInt. Cl. : B28B 1/26 11 N.◦ de publicación: 5 51 ESPAÑA k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 89307245.4 kFecha de presentación : 18.07.89 kNúmero de publicación de la solicitud: 0 352 056 kFecha de publicación de la solicitud: 24.01.90 T3 86 86 87 87 k 54 Tı́tulo: Moldes de moldeo en barbotina. k 73 Titular/es: Inax Corporation k 72 Inventor/es: Ito, Takeshi Enokido Kojo; k 74 Agente: Carpintero López, Francisco 30 Prioridad: 19.07.88 JP 95503/88 U 6 Koiehonmachi 3-Chome Tokoname-Shi Aichi, JP 45 Fecha de la publicación de la mención BOPI: 16.11.93 45 Fecha de la publicación del folleto de patente: 16.11.93 Aviso: k k Murata, Kazushige Enokido Kojo y Kohmura, Kuniyoshi Enokido Kojo, k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 2 041 415 DESCRIPCION Este invento se refiere a moldes de moldeo en barbotina y a un método para producir los moldes. Más particularmente, este invento se refiere a mejoras en un molde de vaciado para moldear artı́culos sin cocer de loza sanitaria, loza cerámica artı́stica y similares. Es conocido en la técnica la instalación de conductos de movimiento de fluidos compuestos por cuerdas porosas o por agujeros ciegos en las capas filtrantes de un molde de moldeo en barbotina. Un ejemplo de configuraciones de técnicas previas utilizando cuerdas porosas se dan en U.S. 4664610 y DE-A-2634301. Un ejemplo de técnicas previas utilizando solamente agujeros ciegos se dan en EP-A-0089317. Sin embargo, la utilización de cualquiera de las configuraciones de técnicas previas origina aún problemas derivados del movimiento no uniforme de fluidos. Con anterioridad a este invento, se ha creı́do en la profesión que las cuerdas porosas y los agujeros ciegos juegan exactamente el mismo papel y tienen los mismos efectos en las capas filtrantes. De esta manera, los más hábiles en la profesión han adoptado o bien cuerdas o bien agujeros ciegos, pero como se ha indicado anteriormente, dichas configuraciones de técnicas previas origina todavı́a problemas. Uno de los inventores de esta solicitud fue el invento de U.S. 4664610 y utilizó aquella configuración técnica previa como punto de partida para tratar de resolver los problemas antes mencionados. Los inventores presentes han tratado de emplear una combinación efectiva de ambos, cuerdas porosas y agujeros ciegos para los conductos de movimiento de fluidos, encontrando que los problemas convencionales pueden ser eliminados mediante la instalación de una combinación especı́fica de cuerdas porosas y agujeros ciegos en las capas filtrantes del molde. De esta manera, se suministra según este invento: un molde para moldear por vaciado una barbotina, que consta de un molde de vaciado divisible, que incluye al menos dos partes de molde que forman una cavidad cuando se acoplan entre sı́; cada parte del molde consta de un bastidor hermético y una capa filtrante de estructura continuamente porosa adyacente al bastidor; dicha capa filtrante incluye conductos para el movimiento de fluidos; un conducto de suministro de barbotina que está conectado con dicha cavidad de moldeo y está comunicada con el exterior del bastidor; un conducto de movimiento de fluidos que está conectado con dicho conducto de movimiento de fluidos y comunicado con el exterior del bastidor; caracterizado en que los conductos de movimiento de fluidos constan de partes principales de cuerdas porosas situadas a lo largo de las capas filtrantes en una lı́nea curva y partes secundarias de agujeros ciegos instalados en capas filtrantes en lı́nea sustancialmente recta; las cuerdas porosas están esencialmente instaladas en las partes de la capa filtrante en donde las cuerdas están libremente o uniformemente dis2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 puestas; y los agujeros ciegos están esencialmente instalados en las partes de las capas filtrantes en donde se requiera unas propiedades de incremento de movimiento de fluidos; mediante lo cual se suministra sustancialmente propiedades uniformes de movimiento de fluidos en las capas filtrantes del molde. El molde por vaciado divisible anteriormente mencionado puede producirse mediante los siguientes pasos, que comprenden; (1) preparar un modelo para una capa filtrante que tenga la forma del artı́culo que se va a moldear, (2) colocar sobre el modelo una caja de tela metálica provista de cuerdas porosas enrolladas y fijas en él, (3) colocar el bastidor dividido sobre la caja, (4) llenar el espacio compuesto por el bastidor y el modelo para la capa filtrante con un material filtrante colable y dejar que el material se solidifique, y (5) perforar los agujeros ciegos mediante taladro o similar desde el bastidor hacia las superficies filtrantes de las capa filtrante. El molde incluye capas de sostén para que las capas filtrantes puedan ser producidas mediante la utilización de bastidor dividido que incluye la capa de sostén en el interior del bastidor del paso (3). Las Figs. 1 y 2 son vistas transversales verticales de los moldes de los Ejemplos 2 y 3 respectivamente. La Fig. 3 es una vista en perspectiva del modelo del Ejemplo 4. La Fig. 4 es una vista transversal vertical del molde comparativo del Ejemplo 1. La capa filtrante del molde presente puede contener una capa de sostén entre la capa filtrante y el bastidor, con vistas al reforzamiento de, y al coste del, material de la capa de relleno ası́ como para evitar la deformación de la capa filtrante. En otras palabras, el bastidor hermético del molde consta de un bastidor para el molde y capas de sostén para las capas filtrantes instaladas entre el bastidor y las capas filtrantes. Los materiales para la capa filtrante pueden ser cualquiera material que puedan formar una capa sólida continuamente porosa, e incluye resinas sintéticas porosas y yeso. En vista del rendimiento y durabilidad del molde, generalmente se prefiere que la capa filtrante conste de una resina sintética continuamente porosa. Los materiales de la capa de sostén pueden ser materiales sólidos sustancialmente no porosos. Según una materialización tı́pica del invento, se suministra un molde en el que los agujeros ciegos son instalados en las partes convexas de las superficies filtrantes de las capas filtrantes y alcanzan cerca de las superficies filtrantes. Según otra materialización tı́pica del invento, se suministra un molde en el que los agujeros ciegos son instalados a lo largo de las partes de borde convexas de las capas filtrantes y alcanzan cerca de las partes esquinadas convexas de las capas filtrantes del molde. Las cuerdas porosas incluyen, por ejemplo, cordones y tubos de fibra, siendo normalmente los tubos de filtra (por ejemplo, tubos tejidos de algodón) los más empleados. El diámetro externo de las cuerdas porosas oscila generalmente entre unos 2 a unos 20 mm. Las cuerdas porosas están 3 2 041 415 generalmente dispuestas a lo largo de las capas filtrantes en intervalos de unos 5 a 60 mm y a una profundidad de unos 10 ∼ 40 mm de las superficies de las capas filtrantes. El término “agujero ciego” significa un agujero largo y estrecho instalado hacia las superficies de las capas filtrantes, cuya parte superior alcanza cerca de las superficies filtrantes a una distancia de unos 10 a 40 mm de las superficies filtrantes. El diámetro del agujero ciego oscila generalmente entre unos 5 a 30 mm. Ejemplo 1 (Comparativo) Para comparación, un molde de vaciado se muestra en la Fig. 4, que incluye cuerdas porosas 3 y no incluye agujeros negros 13 en las capas filtrantes 2. Este molde comprende capas filtrantes divisibles 2 compuestas de materiales sólidos porosos que forman la cavidad de moldeo S cuando se unen entre sı́; los conductos de movimiento de fluidos 3, 3 dispuestos a lo largo de las superficies filtrantes en un intervalo conveniente en el interior o en la parte posterior de la capa filtrante; un bastidor 4 localizado fuera de las capas filtrantes 2; y capas de sostén 5 compuestas de materiales sólidos no porosos colocados entre las capas filtrantes 2 y el bastidor 4. Los conductos de movimiento de fluidos 3, 3 compuestos de tubos porosos 3 están recogidos y conectados con conductos externos 8. La cavidad de moldeo S está conectada con un conducto de suministro de barbotina 6 y un conducto de aire comprimido 7. La capa entre la capa filtrante y las capas de sostén, según se muestra en las Figs. 4 y 1, puede ser una capa adhesiva o una capa extendida del bastidor para refuerzo. Sin embargo, dicha capa generalmente no es necesaria. La operación de moldear barbotina mediante el uso de este molde 1 se lleva a cabo de la siguiente manera. La cavidad de molde S se llena con barbotina suministrada vı́a el conducto de suministro de barbotina 6. La barbotina de la cavidad de moldeo se presuriza mediante un conducto de suministro de barbotina, a la vez que se despresurizan los conductos de movimiento de fluidos. De esta manera, la barbotina se deposita en las superficies internas 2a de las capas filtrantes 2, mientras que el agua contenida en la barbotina es sacada a través de las capas filtrantes 2 y los conductos de movimiento de fluidos 3, 3. Cuando la capa depositada alcanza un espesor predeterminado, el conducto de suministro de barbotina se coloca en una posición gravitacional baja, y la barbotina que permanece en la cavidad es drenada vı́a el conducto de suministro de barbotina 6. A continuación se introduce aire comprimido en la cavidad de moldeo a través del conducto de aire comprimido 7 para extraer el agua que permanece en la capa depositada, vı́a las capas de filtrado 2 y los conductos de movimiento de fluidos 3, 3. A continuación, los conductos de movimiento de fluidos 3, 3 son presurizados con aire para exudar el agua que permanece en las capas filtrantes 2 y conductos 3 a las interfases entre las superficies filtrantes 2a y la capa depositada, y las capas filtrantes 2 son divididas para demoldear el artı́culo moldeado resultante. Como se ha descrito anteriormente, los con- 5 10 15 20 25 30 35 40 45 50 55 60 65 4 ductos de movimiento de fluidos 3, 3 juegan un papel importante en la deposición de la barbotina y demoldeo del artı́culo moldeado. Por lo tanto, se requiere que la distancia entre los conductos de movimiento de fluidos y las superficies filtrantes 2a no sea muy grande con objeto de conseguir una deposición uniforme de la barbotina y una exudación uniforme del agua restante a las superficies filtrantes 2a. Sin embargo, a veces es técnicamente difı́cil conseguir que la distancia entre los conductos de movimiento de fluidos 3, 3 y las superficies filtrantes 2a sea sustancialmente uniforme en algunas partes de las capas filtrantes 2. Dichas partes difı́ciles de las capas filtrantes incluye las partes convexas 2b, 2c y 2d, en donde las superficies filtrantes sobresalen de las superficies internas 2a de las capas filtrantes 2, porque los tubos porosos 3 no pueden ser convenientemente puestos en dichas partes convexas. De esta manera, las propiedades de drenar agua después de la deposición de la barbotina y exudar el agua tras demodelar el artı́culo moldeado son considerablemente diferentes en las partes convexas 2b, 2d, 2d y en las partes planas 2e de las capas filtrantes 2. Dichos moldes convencionales 1 han causado algunos problemas en las operaciones de moldeo por vaciado. Ejemplo 2 La principal mejora del molde presente 11, en comparación con el Ejemplo comparativo 1 incluye, como se muestra en la Fig. 1, agujeros ciegos 13 para el movimiento de fluidos en la parte superior de las partes ciegas 13a que alcanzan cerca de las superficies filtrantes de las partes convexas 2b, 2c y 2d. Incidentalmente, los agujeros conectores 12 de agujeros ciegos 13 penetran las capas de sostén 5 en lı́nea recta, que pueden ser generalmente producidas mediante perforado o similar. La otra estructura del molde es similar a aquella del Ejemplo comparativo 1, mostrada en Fig. 4, en donde se dan las mismas referencias numéricas. Las capas filtrantes 2 contienen solamente los conductos de movimiento de fluidos 3, 3 compuestos de tubos porosos, según se muestra en la Fig. 4, sin embargo, casi carecen de las propiedades de drenaje de agua tras la deposición y de las propiedades de exudar el agua tras el demoldeo en las partes convexas 2b, 2d, 2d en comparación con otras superficies filtrantes de las capas filtrantes 2. Una vez que las capas de sostén 5 y las capas filtrantes 2 han sido producidas, los agujeros ciegos 13 y los agujeros 12 que penetran las capas de sostén 5 son producidos mediante perforaciones sucesivas desde las superficies de la capa de sostén 5 hacia las superficies filtrantes 2a. Los agujeros de penetración 12 se conectan con los conductos externos 14, pudiendo, de esta manera, ser presurizados o despresurizados los agujeros ciegos. Los diámetros y número de agujeros ciegos 13 a instalar en las partes convexas 2b, 2c, 2d pueden ser determinados empı́ricamente. También, el diámetro de los agujeros puede ser aumentado y el número de agujeros puede ser aumentado a niveles óptimos según los resultados de la operación de moldeo. Además, la distancia entre la parte ciega superior 13a y la superficie filtrante 3 5 2 041 415 2a puede ser controlada a niveles óptimos según los resultados de la operación de moldeo. Incidentalmente, los agujeros ciegos 13 pueden contener algunos productos de relleno, tipo fibras, para almacenar suficiente agua en su interior como para exudar agua tras el demoldeo del artı́culo moldeado. Ejemplo 3 La sección transversal vertical en otro molde 21 del presente invento se muestra en Fig. 2. Comparado con el molde 11, citado anteriormente, el presente molde 21 consta de capas filtrantes 22 dentro del bastidor 4 que están directamente sostenidas por el bastidor 4, sin capas de sostén. Los agujeros ciegos de movimiento de fluidos están instalados en las capas filtrantes 22. Las partes ciegas superiores 23a de los agujeros ciegos alcanzan cerca de las superficies filtrantes de las partes convexas 22b, 22c, 22d desde las superficies exteriores 22e a las partes convexas. Después que las capas filtrantes se han formado, los agujeros ciegos 23 pueden ser perforados mediante perforaciones o similar desde las superficies externas 22e hacia las caras filtrantes 22a. Los agujeros ciegos 23 están conectados con los conductos externos 14, mediante los cuales los agujeros ciegos pueden ser despresurizados o presurizados. Ejemplo 4 La Fig. 3 es una vista en perspectiva que muestra la parte superior del molde de un molde divisible en dos para producir una vasija rectangular paralelepı́peda, en donde se dan los mismos números de referencia que en la Fig. 1. El molde 5 10 15 20 25 30 35 40 45 50 55 60 65 4 6 comprende unas capas filtrantes 2 que contienen tanto tubos porosos 3 como agujeros ciegos 13 y que exhibe propiedades uniformes de movimiento de fluidos. Más especı́ficamente, las partes de borde convexas 2f y especialmente las partes esquinadas convexas 2g de las capas filtrantes 2 no pueden tener propiedades uniformes de movimiento de fluidos, dado que es difı́cil situar los tubos porosos 3 cerca de las partes de borde y de esquina de las capas filtrantes. Por otra parte, es prácticamente imposible, o no practicable, instalar un número elevado de agujeros ciegos profundos en vez de tubos porosos 3 dispuestos a lo largo de dichas capas filtrantes y capas filtrantes de fondo, dado que es muy difı́cil perforar un número elevado de agujeros ciegos profundos de 30 cm o más. Según el invento presente, los tubos porosos 3 están dispuestos a lo largo de los laterales y fondo de las capas filtrantes del molde, y cuatro agujeros ciegos 13 están instalados a lo largo de las cuatro partes de borde convexos de las capas filtrantes, por lo que los problemas del movimiento no uniforme de fluidos de dicho tipo de molde por vaciado han sido eliminadas con éxito. En otras palabras, se pueden mostrar rendimientos efectivos mediante la combinación de un número mı́nimo de agujeros ciegos y partes principales de tubos porosos en las capas filtrantes de un molde de moldeo en barbotina, en el que hubiera sido difı́cil instalar un gran número de agujeros ciegos en él. 7 2 041 415 REIVINDICACIONES 1. Un molde para moldear por vaciado una barbotina que consta de un molde de vaciado divisible que incluye al menos dos partes de molde para formar una cavidad de moldeo (S) cuando se unen entre sı́; cada parte de molde consta de un bastidor hermético (4) y una capa filtrante (2) de una estructura continuamente porosa adyacente al bastidor; dicha capa filtrante (2) incluye conductos de movimiento de fluidos (3); un conducto de suministro de barbotina (6) que está conectado con dicha cavidad de moldeo (S) y comunicado con el exterior del bastidor; un conducto de movimiento de fluidos (8) que está conectado con dichos conductos de movimiento de fluidos (3) y comunicado con el exterior del bastidor (4); caracterizado en que: los conductos de movimiento de fluidos constan de partes principales de cuerdas porosas (3) dispuestas a lo largo de las capas filtrantes (2) en una lı́nea curva y partes secundarias de agujeros ciegos (13) instalados en las capas filtrantes (2) en una lı́nea sustancialmente recta; las cuerdas porosas (3) están esencialmente instaladas en las partes de la capa filtrante (2) en donde las cuerdas (3) están libremente dispuestas; y los agujeros ciegos (13) están esencialmente instalados en las partes de las capas filtrantes (2) en donde se requiera un incremento de las propiedades de movimiento de fluidos; mediante lo cual se suministra propiedades sustancialmente uniformes de movimiento de fluidos en las capas filtrantes del molde. 2. El molde según la reivindicación 1, en que el bastidor hermético consta de un bastidor (4) para el molde y capas de sostén (5) para las capas filtrantes (2) instaladas entre el bastidor y las capas filtrantes. 3. El molde según la reivindicación 2, en que 5 10 15 20 25 30 35 40 8 la capa de sostén (5) consta de materiales sustancialmente no porosos. 4. El molde según las reivindicaciones 1, 2 ó 3, en que la capa filtrante (2) consta de una resina sintética continuamente porosa. 5. El molde según cualquiera de las reivindicaciones 1-4, en que los agujeros ciegos (13) están instalados en las partes convexas (2b, 2c, 2d) de las superficies filtrantes de las capas filtrantes (2) y alcanzan cerca de las superficies filtrantes. 6. El molde según cualquiera de las reivindicaciones 1-4, en que los agujeros ciegos (13) están instalados a lo largo de partes de borde convexas (2f) de las capas filtrantes (2) y alcanzan cerca de las partes esquineras convexas (2g) de las capas filtrantes (2) del molde. 7. El molde según cualquiera de las reivindicaciones 1-6, en que los agujeros ciegos (13) contienen algunos productos de relleno, tales como fibras, para almacenar agua en ellos. 8. Un método para producir el molde de la reivindicación 1, que comprende: (a) preparar un modelo para una capa filtrante que tenga la forma del artı́culo que se va a moldear, (b) colocar sobre el modelo una caja de tela metálica provisto de cuerdas porosas enrolladas y fijas en él, (c) colocar el bastidor dividido sobre la caja, (d) llenar el espacio compuesto por el bastidor y el modelo para la capa filtrante con un material filtrante colable y dejar que el material se solidifique, y (e) perforar agujeros ciegos desde el bastidor hacia las superficies filtrantes de las capas filtrantes. 9. El método según la reivindicación 8, que utiliza un bastidor dividido que incluye una capa de sostén dentro del bastidor en el paso (C), para suministrar una capa de sostén entre la capa filtrante y el bastidor. 10. El método según la reivindicación 9, en que la capa de sostén (5) consta de materiales sustancialmente no porosos. 45 50 55 60 65 5 2 041 415 6 2 041 415 7