- Ninguna Categoria
DESVITRIFICACIÓN DOBLE DE ANORTITA-GAHNITA EN
Anuncio
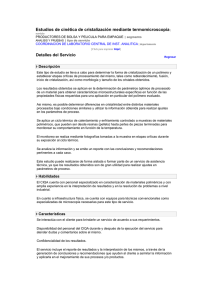
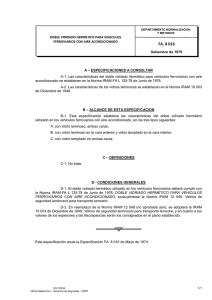
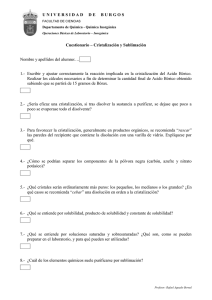
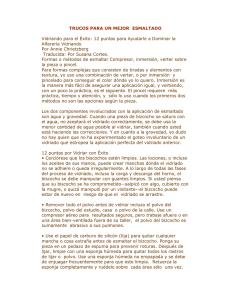
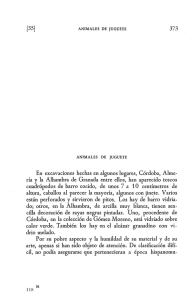
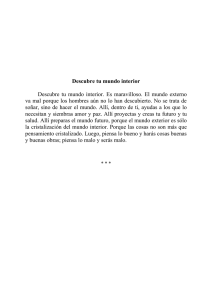
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos, Gandía 2002 545-553 DESVITRIFICACIÓN DOBLE DE ANORTITA-GAHNITA EN VIDRIADOS SiO2-Al2O3-ZnO-CaO: CINETICA Y EFECTO SOBRE LAS PROPIEDADES MECANICAS. S. Sorlí, A. Mestre, J. Badenes, M. Llusar, G. Monrós. Dpto. de Química Inorgánica y Orgánica, Universidad Jaume I, 12080-Castellón. RESUMEN En el presente trabajo se ha estudiado como afecta la desvitrificación doble anortitagahnita y la desvitrificación simple gahnita a las propiedades mecánicas de un vidriado (SiO2Al2O3)-(ZnO-CaO). Asimismo se ha realizado el estudio TTT del vidriado a fin de observar la modificación de la cinética. La cinética del sistema se ha obtenido aplicando el modelo de Johnson-Mehl-Avrami Palabras clave: Vidriado cerámico, desvitrificación, índice de fragilidad. 1. INTRODUCCION. 1.1 Desvitrificación cristalina en vidriados cerámicos. Los vidriados cerámicos o materiales vítreos utilizados para impermeabilizar y decorar pastas cerámicas, se tienen que acomodar a las modernas pastas de gres porcelánico cocidas en ciclos industriales de menos de 90 minutos y no más de 1220ºC (1300ºC es el límite de operación de los hornos de rodillos de base silimanita actuales antes de romperse por estrés térmico o mecánico) capaces de producir un material gresificado por debajo de 0,5% de AA (Absorción en Agua). El gres porcelánico presenta interesantes propiedades de resistencia al hielo así como resistencia mecánica presentando contracciones lineales de hasta un 10% en la cocción lo que obliga a controlar muy bien el procesado con el fin de evitar descalibres de la pieza y falta de planaridad por deformación piroplástica que impedirían un adecuado pulido en su caso. La planaridad no es tan relevante en el caso del porcelánico esmaltado pero requiere esmaltes vidriados de propiedades dilatométricas compatibles con la pasta soporte y su ciclo térmico de producción industrial, asimismo las propiedades mecánicas del vidriado deben ser suficientes como para poder responder a su utilización en ambientes exteriores y en aplicaciones de pavimento ya que de lo contrario se perdería el valor técnico de resistencia antihielo del soporte, por último, el interés decorativo demanda que el vidriado mantenga en las condiciones anteriores valores elevados de brillo. Para conjugar estas condiciones de compatibilidad térmica, brillo y resistencia a la abrasión demandada a estos vidriados de gres porcelánico, se utilizan composiciones desvitrificables SiO2-Al2O3-ZnO-CaO. En estos materiales desvitrifican diferentes fases tales como: (a) ortosilicatos forsterita (Mg2SiO4 olivino con iones óxido en HCP y Mg2+ en posiciones octaédricas muy estable y de amplio uso en el campo de los refractarios al fundir a 1890ºC) y willemita (Zn2SiO4 que forma disoluciones sólidas parciales con la forsterita y se diferencia por no presentar el sistema óxido en empaquetamiento compacto y el Zn2+ en coordinación tetraédrica), (b) piroxenos formados por largas cadenas –SiO3- como la enstatita MgSiO3, la wollastonita CaSiO3, el diópsido CaMg(SiO3)2 o el espodumeno LiAl(SiO3)2 que presentan bajos coeficientes de expansión térmica incrementando la resistencia al choque 545 Sorlí, Mestre, Badenes, Llusar y Monrós. térmico de los materiales, (c) tectosilicatos como la plagioclasa anortita Ca[(AlO2)2(SiO2)2] o la cordierita Mg2[(AlO2)2(SiO2)3] que también tienden a disminuir el coeficiente de expansión térmica, por último, (d) pueden cristalizar fases espinela como la gahnita ZnAl2O4 en aquellos vidriados ricos en cinc y el feldespato celsiana Ba[(AlO2)2(SiO2)2] en los vidriados báricos. Estas fases cristalinas desvitrifican a través de un mecanismo de nucleación homogénea. Al separar una partícula esferica de radio r por un proceso homogéneo de nucleación, la variación de energía libre que el sistema experimenta es igual a la propia de la separación de fases, más la resultante del aumento de la energía superficial debido al aumento de la superficie específica, y a la tensión superficial interfases σ. Esta energía determina la fase estable que cabe esperar cristalice en el sistema, sin embargo, los procesos de nucleación homogénea presentan energías de activación muy dispares por lo que pueden cristalizar, dependiendo del tipo de ciclo térmico utilizado, fases metaestables favorecidas por bajas energías de activación de nucleación. 1.2 Cinética de desvitrificación de un vidriado. La cinética de cristalización por desvitrificación de un vidriado sigue en muchas ocasiones el modelo de Jhonson-Mehl-Avrami basado en la ecuación 1 [1]. x = 1 − exp(− kt n ) (1) donde x es la fracción de volumen tranformado, k es la constante de velocidad, n es el orden de la reacción y t es el tiempo. El exponente, n es la unidad para un proceso de cristalización, de primer orden, proceso de transformación exotérmica. La constante de velocidad k es la de un proceso termicamente activado y que sigue la ecuación tipo Arrhenius 2. −E (2) k = ν exp RT donde n es el factor de frecuencia, E es la energía de activación de la transformación, R es la constante de los gases perfectos y T es la temperatura absoluta. En el análisis de Kissinger [2] para tratamientos no isotérmos con una variación de la temperatura con el tiempo, la velocidad de reacción viene dada por la ecuación 6. dx ∂x ∂x dT = + dt ∂t T ∂T t dt (3) Sustituyendo las ecuaciones 1 y 2 en la 3 la velocidad de reacción queda: −E dx = ν (1 − x ) exp dt RTc (4) Esta velocidad es máxima cuando d2x/dt2=0 lo cual ocurre a la temperatura de cristalización Tc, cumpliéndose: E − E dT −E d 2x dx = 0 = −ν exp + ν (1 − x ) 2 exp 2 dt dt RTc dt RTc RTc E dx = (1 − x ) 2 dt RTc dT dt Sustituyendo la ec. 6 en la ecuación cinética 4 queda: 546 (5) (6) VIII Congreso Nacional de Propiedades Mecánicas de Sólidos −E E dT = ν exp 2 RTc dt RTc Y esta ecuación puede reescribirse del modo: T2 E E ln c = ln + Rν RTc Θ (7) (8) La ecuación 8 permite obtener tanto los valores de la energía de activación como del factor de frecuencia a partir de los datos del análisis térmico diferencial (ATD) o de calorimetría diferencial de barrido (DSC). Para ello se puede representar el neperiano del cuadrado de la temperatura del pico de cristalización dividido por la velocidad de calentamiento respecto de la inversa de la temperatura de cristalización: la representación debe ajustarse a una recta con una pendiente proporcional a la energía de activación. 1.3. Propiedades mecánicas de un material vitrocristalino. Las propiedades mecánicas de un material compuesto vidrio-cerámica (vitrocristalino o vitrocerámico) han sido ampliamente estudiadas en la ciencia de materiales con el fin de desarrollar propiedades mecánicas relevantes. Khruschov describe matemáticamente la resistencia a la abrasión de estos materiales como una función lineal de la fracción volumétrica de las fases reforzantes, sin embargo, Garrison [3] demuestra que este modelo solo representa adecuadamente el comportamiento frente al desgaste de materiales polifásicos cuando todas las fases presentan una velocidad de desgaste proporcional a la carga aplicada. En materiales compuestos epoxi-amina reforzados con fibras de carbono, Drzal y Madhukar [4], estudian además la adhesión fibra reforzante-matriz como una variable a tener en cuenta en el mecanismo de desgaste de estos composites que debe ser optimizada, ya que dependiendo del campo de tensiones generado, el mecanismo de desgaste es diferente En líneas generales en un material compuesto vidrio-cerámica, la fase reforzante ofrece una buena protección contra la abrasión, mientras que la matriz es la responsable de la resistencia global del material y de la adherencia con el soporte. Si el recorrido libre medio entre las partículas es grande (partículas reforzantes de diametro medio alto superior a los 20 µm), los fenómenos interfaciales no deben afectar al proceso de desgaste (en realidad la superficie interfacial en estos casos es baja), sin embargo si el recorrido libre medio es corto (0,5-1µm ) estos fenómenos son de singular importancia y con el fin de evitar la disgregación de particulado por la carga abrasiva es muy importante disminuir la tensión interfacial partícula-matriz, esto supone en general, trabajar con matrices de baja tensión superficial. En la industria del pavimento cerámico, las prestaciones mecánicas del cubriente son básicamente las relacionadas con la resistencia a la penetración del material evaluable por diferentes ensayos: (1) La resistencia al rayado o dureza al rayado Mohs evaluada según la norma EN 101. (2) Microdureza a indentación con microdurómetros que producen cargas constantes y continuas a tiempos prefijados con indentadores piramidales (Vickers) o prismáticos (Knoop). (3) Tenacidad a la fractura KIc del material por análisis de la fractura lateral producida por un microindentador según la aplicación de las ideas de Lawn y Fuller desarrollada por Roesler [3] a grietas laterales de acuerdo con la ecuación: KIc = 0,0513 P c(-3/2) (9) donde es el factor de intensidad de tensiones crítico, P la carga aplicada en N y c el frente de grieta lateral nucleada en los vértices de la indentación en µm (cumpliéndose que c/a>2, siendo a la media diagonal medida para la indentación Vickers). 547 Sorlí, Mestre, Badenes, Llusar y Monrós. En realidad los tres ensayos son puntos de vista diferentes de evaluación de la resistencia a la penetración que en cierto sentido se complementan,. La dureza Mohs mide la resistencia a la raya que comporta una fractura del material con arrastre de material con esfuerzos que no destruyan al mineral rallador. El método de indentación analiza la resistencia a la deformación plástica del material antes de fractura en el ensayo de microdureza y la resistencia a fractura en el análisis de fractura lateral. La resistencia al desgaste por abrasión, de singular interés en vidriados para pavimento que han de soportar tráfico de personas y materiales, viene evaluada por la relación HVN/ KIc denominada índice de fragilidad que aumenta con la resistencia del material a deformarse y disminuye con la resistencia a la fractura [5,6]. 2. OBJETIVOS. El objetivo del presente trabajo es establecer las características del ciclo de cocción adecuado para el vidriado a partir del diagrama TTT(Tiempo Transformación Temperatura), la cinética de desvitrificación, las medidas de los parámetros mecánicos así como de la microestructura del material vitrocristalino obtenido por desvitrificación de un vidriado brillante y blanco de composición (%): K2O 4, CaO 7, MgO 5, ZnO 18, Al2O3 22 SiO2 4, utilizado comercialmente sobre pasta de gres porcelánico. 3. EXPERIMENTAL. Las muestras se prepararon mezclando en molino de bolas tipo planetario durante 10 minutos y a 800 rpm la barbotina del vidriado (mezcla del vidrio en polvo y agua) ajustada a densidad aparente de 1,6 g/mL. La barbotina se depositó sobre la pasta de gres porcelánico por el método del Doctor Blade siempre con la misma cantidad de esmalte por unidad de superficie de soporte (1 Kg/m2). La placa esmaltada fue cocida según tres ciclos: (I) ciclo rápido con calentamiento a 30ºC/min hasta 1200ºC y enfriamiento libre, (II) ciclo de cocción intermedio con calentamiento a 20ºC/min hasta 1200ºC y enfriamiento libre, (III) ciclo lento con calentamiento a 5ºC/min hasta 1200ºC y enfriamiento libre Las muestras fueron caracterizadas mediante medida del brillo, difracción de rayos X (DRX), dureza Mohs y análisis microestructural por microscopía electrónica de barrido (SEM). El brillo se midió con un Reflectómetro Minolta Multi-Gloss 268, que cumple la normativa DIN 67 530, ISO 2813, ASTM D523, BS 3900 (D5). Se ha utilizado la reflexión a 60º, pero si el valor supera las 70 unidades se toma como valor de brillo la reflexión a 20º. La difracción de Rayos X (DRX) realizada a las placas esmaltadas con el fin de caracterizar las fases cristalinas que desvitrifican en el seno del vidriado, se realizó en un difractómetro SIEMENS D5000 que utiliza la radiación CuKα filtrada por Ni. Con este fin, se midió el número de cuentas por segundo evaluadas por el detector para el pico de máxima intensidad de la fase correspondiente trabajando a velocidad de goniómetro de 0,05 º2Θ/s y constante de tiempo de 0,02 s. La dureza al rayado de la superficie en la escala Mohs, se realizó según norma EN 101 mediante rayado con una colección de minerales de dureza conocida. La microscopía de barrido se realizó en un microscopio electrónico LEO440i de LEYCA. Las medidas de microdureza Vickers se realizaron con un microindentador MATSUZAWA utilizando cargas de 200 g aplicadas durante 25 segundos. Al aumentar la carga hasta obtener grietas de indentación localizada y bien desarrollada. se midió del valor crítico del factor de intensidad de tensiones KIC que mide la tenacidad del material a la fractura aplicando la ley de Lawn y Fuller al desarrollo de grietas radiales por Roesler, para sólidos lineales elásticos anteriormente descrita. 548 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos 4. RESULTADOS Y DISCUSION. En la Tabla 1 se presentan los resultados obtenidos en los análisis y ensayos anteriormente descritos sobre las placas esmaltadas obtenidas y en la Figura 1 se presentan los difractogramas de rayos X de las muestras. Asimismo en la Figura II se presentan las micrografías SEM obtenidas tanto en corte transversal pulido de las muestras como de la superficie de las mismas utilizando detector de electrones retrodispersados. Muestra III Rápido. II standard DRX Tabla 1. Evolución TTT del vidriado. VHN/ KIc Índice de Índice de HVN Kic Mohs (Kg/mm2) (MPa.m1/2) brillo(60º) blancura (µm-1/2) G(270) A(100) F(40) G(470) A(50) F(40) 48,5 15,8 623 1,1 5,6 6 95,7 16,8 653 1,3 4,9 5 I 5,2 G(340) 94,9 17,0 678 1,3 6 lento Fases Cristalinas: G(Gahnita ZnAl2O4), A(Anortita CaAl2Si2O8), F(Forsterita Mg2SiO4). Entre paréntesis el pico más intenso de la fase observado. G A G F F F F 30ºC/min F G G F G G G 5ºC/min G 10 15 20 25 30 35 40 45 50 55 60 º2Θ Figura 1. DRX de las muestras: G(gahnita), F(Forsterita), A(anortita). 4.1. Evolución TTT(Tiempo Transformación Temperatura) del vidriado. Los resultados permiten establecer el diagrama TTT (Tiempo Transformación Temperatura) del vidriado en base a las siguientes consideraciones: (a) con el ciclo rápido se observa la cristalización de gahnita (cristales blancos de 0,5 µm) cristalizando homogéneamente en toda la masa pero observándose una catálisis hetereogénea asociada a interfases de desgasificación (cristalización sobre las burbujas de porosidad cerrada en la Fig. 2.a, transversal), así como anortita (cristales oscuros) y forsterita en menor proporción. El material resulta poco brillante y con propiedades mecánicas realtivamente bajas y alto índice de fragilidad relativo. (b) con tiempos de cocción intermedios, la anortita disminuye en intensidad, la porosidad cerrada disminuye, la gahnita aumenta de tamaño y el material presenta alto brillo y 549 Sorlí, Mestre, Badenes, Llusar y Monrós. resistencia a la abrasión óptima aunque se observa una pérdida de dureza Mohs de un punto. (c) el ciclo lento cristaliza gahnita orientada como única fase cristalina con desarrollo de cristales cúbico blancos relativamente grandes, el material es brillante y las propiedades mecánicas indican una mejora en microdureza y Mohs, sin embargo la resistencia a la abrasión disminuye respecto del ciclo intermedio (el índice de fragilidad aumenta). TRANSVERSAL SUPERFICIE (a) (b) (c) Figura 2. Micrografías electrónicas SEM de las muestras vidriadas depositadas sobre soporte cerámico y cocidas con el ciclo indicado, visionados de la superfie y de un corte transversal pulido: (a) ciclo lento (5ºC/min), (b) ciclo intermedio (20ºC/min), (c) ciclo rápido (30ºC/min). 550 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos Como consecuencia de la discusión anterior, se puede establecer que el vidriado desvitrifica inicialmente anortita junto con gahnita y el piroxeno forsterita, la anortita se disuelve en el vidriado al aumentar el tiempo y/o la temperatura de cocción para quedar la espinela gahnita como única fase cristalina a tiempos o temperaturas elevadas. Por otro lado, el material vitrocristalino presenta fracciones relativamente altas de cristales pequeños de carácter difásico en el ciclo rápido. Con el tiempo, la fracción de cristales aumenta y se vuelve monofásica, aumentando el tamaño de los mismos (cubos grandes de gahnita) en el ciclo intermedio. Se observa que las intensidades de los picos de gahnita no mantienen la relación de intensidades de la ficha JCPDS, la intensidad del pico hkl=311 es muy alta y la del resto de picos es anómalamente baja, este hecho indica que los cristales de gahnita sufren una orientación preferencial cuando cristalizan en el vidriado. En esta situación el material presenta menor dureza Mohs pero mejora la tenacidad a la fractura. En el ciclo lento, al aumentar el tamaño de los cristales y disminuir la densidad de los mismos en el vidriado, se recupera la dureza Mohs pero la relación HVN KIc aumenta, indicando menor resistencia a la abrasión del material. En consecuencia, cabe considerar como óptimo el ciclo intermedio de cocción. 3,8 Tc 3,6 (a) 3,4 3,2 7,5ºC/min 3 Tg 2,8 <E N 2,6 D O 2,4 12,5ºC/mi n 2,2 15ºC/min 2 1,8 1,6 1,4 25 225 425 625 825 1025 1225 Temperatura(ºC) 4,5 25ºC/min 4 (b) 3,5 3 <ENDO 22,5ºC/min 2,5 30ºC/min 2 1,5 1 25 225 425 625 825 1025 1225 temperatura(ºC) Figura 3: ATD representativos: (a) cristalización de gahnita a velocidades lentas de calentamiento, (b) cristalización de gahnita-anortita a velocidades rápidas. 551 Sorlí, Mestre, Badenes, Llusar y Monrós. 4.2. Analisis de Kissinger de la desvitrificación del vidriado. Para realizar el análisis de Kissinger [5] para tratamientos no isotérmos con una variación de la temperatura con el tiempo, se realizaron tratamientos de calorimetría diferencial mediante un equipo de Análisis Térmico Diferencial (ATD) suministrado por Perkin Elmer que utiliza α-Al2O3 como patrón a velocidades de calentamiento desde 2ºC/min hasta 30ºC/min. 11,550 y = 29038x - 9,1491 2 R = 0,9304 11,500 11,450 2 ln(Tc /Θ) 11,400 11,350 11,300 (a) 241 Kj/mol 11,250 11,200 11,150 7,00E-04 7,02E-04 7,04E-04 7,06E-04 7,08E-04 7,10E-04 7,12E-04 7,14E-04 -1 1/Tc(K ) 13,000 y = 252717x - 167,07 R2 = 0,9766 12,800 12,600 2 ln(Tc /2Θ Θ) 12,400 12,200 (b) 2100 Kj/mol 12,000 11,800 11,600 11,400 7,07E-04 7,07E-04 7,08E-04 7,08E-04 7,09E-04 7,09E-04 7,10E-04 7,10E-04 7,11E-04 7,11E-04 7,12E-04 7,12E-04 -1 1/Tc(K ) Figura 4. Ajuste de la cinética de desvitrificación de: (a) anortita-gahnita a velocidad de calentamiento alta, (b) gahnita a velocidad baja. En la Figura 3.a se presentan algunos ATD representativos de cristalización de gahnita en ciclos lentos donde se observan las bandas endotérmicas de transición vítrea Tg y las exotérmicas asociadas de cristalización Tc que van aumentando con la velocidad de calentamiento. En esta etapa las bandas son agudas, sin embargo, a velocidades de calentamiento muy rápidas, las bandas se ensanchan y pierden agudeza debido a la cristalización mayoritaria de anortita asociada con fases gahnita y forsterita que cristalizan, en 552 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos este caso, fundamentalmente por nucleación hetereogénea sobre las burbujas de desgasificación (Fig. 2.c). En la Figura 4 se representa de acuerdo con la ecuación [9] el neperiano del cuadrado de la temperatura del pico de cristalización dividido por la velocidad de calentamiento respecto de la inversa de la temperatura de cristalización para los ciclos rápidos (Θ=30, 27.5 25, 22.5, 20 ºC/min en Fig. 4.a) asociados a la cristalización de anortita. La energía de cristalización para esta fase, estimada a partir de la pendiente de la recta, es de solo 241 KJ/mol que explica la cristalización de la fase anortita metaestable por calentamiento rápido. En la Figura 4.b se realiza la misma representación para los ciclos lentos (Θ=2, 5, 7.5, 10, 12.5, 15, 17.5ºC/min), este tratamiento permite la cristalización de la fase estable del sistema que requiere energías de activación, evaluadas por la pendiente de la recta, de 2100 KJ/mol, muy superiores a la de la anortita, lo que explica la metaestabilización cinética de esta fase en los ciclos rápidos. 5. CONCLUSIONES. La desvitrificación de vidriados del sistema SiO2-Al2O3-CaO-ZnO estudiados que se vienen empleando de forma amplia en las modernas pastas de gres porcelánico esmaltado, desvitrifican variedad de fases cristalinas dependiendo del ciclo de cocción: velocidades rápidas estabilizan anortita junto a fases asociadas gahnita y forsterita, los ciclos lentos únicamente desvitrifican gahnita que se orienta en el vidriado. El análisis de Kissinger para tratamientos no isotérmos con una variación de la temperatura con el tiempo, realizados mediante tratamientos de calorimetría diferencial (ATD) permite constatar que la fase anortita desvitrifica de forma metaestable en los ciclos rápidos debido a su baja energía de activación (241 KJ/mol), en cambio esta fase no aparece en los ciclos lentos ya que permiten suficiente velocidad de difusión de calor en el sistema para que cristalice la fase estable gahnita con una energía de activación asociada de 2100 Kj/mol. Desde el punto de vista de las prestaciones mecánicas del material, es aconsejable la utilización de ciclos intermedios que permitan la presencia preferente de la fase estable gahnita y una fracción significativa de la fase metaestable anortita, que desarrollarán un efecto refuerzo de la matriz vítrea más efectivo frente a la abrasión cuando estos materiales se utilicen como pavimento tal y como indica el índice de fragilidad (HVN/Kic=4,9 µm-1/2). 6. REFERENCIAS 1. P.F. James, Kinetics of crystal nucleation in lithium silicate glasses, Phys. Chem. Glasses, 15, 95-105, 1974 2. H.E. Kissinger, Variation of peak temperature with heating rate in differential thermal analysis", J. Res. Natl. Bur. Stand. (U.S), 57[4], 217-21, 1956. 3. W. Semm, S. Fretti, Abrasive Wear of multiphase materials, Castolin SA, Wear, 129, 234-243, 1988. 4. L.T. Drzal, M. Madhucar, Fibre-matrix ahesion and its relationship to composite mechanical properties, J. of Mat. Sci., 28, 569-610, 1993. 5. E. Breval, G.C. Dodds, N.H. Mcmillan, The Hardness, Stiffness and Thoughness of Diphasic Abrasive Materials prepared by Sol-Gel Techniques, Mat. Res. Bull, 20, 413429, 1985. 6. A. R. Boccaccini, The Relationship between Wear Behaviour and Brittleness Index in Engineering Ceramics and Dispersion-Reinforced Ceramic Composites, Interceram 48, 176-187, 1999. Agradecimientos: los autores agradecen la financiación del trabajo a TORRECID S.A. y GRES DE VALLS S.A. así como su coloaboración activa. 553
 0
0
Anuncio
Documentos relacionados

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados