características de polvos cerámicos para prensado
Anuncio

BOLSOC.ESP.CERAM.VIDR.
26(1987) 1, 31-37
CARACTERÍSTICAS DE POLVOS CERÁMICOS PARA PRENSADO
J. L. AMOROS ALBARO
A. BLASCO FUENTES
J. E. ENRIQUE NAVARRO
F. NEGRE MEDALL
Asociación de Investigación de las Industrias Cerámicas (A.I.CE.)
Instituto de Cerámica y Vidrio. C.S.I.C. Arganda del Rey (Madrid).
RESUMEN
En este trabajo se anali/an los procesos de vía húmeda y vía seca para la fabricación de pavimentos y
revestimientos cerámicos desde el punto de vista del prensado y del tipo de granulos a producir en ambos
procesos. En particular se estudia la fluidez y la influencia en la misma de la distribución granulométrica
del polvo y de su humedad.
Characteristics of ceramic powders for pressing
The «wet process» and the «dry process» in the production of wall and floor tiles on the point of view
of pressing and the characteristics of granulate were analyzed. In particular, the flow and the influence on
it of the grain size distribution and the moisture content are studied.
Caractéristiques des poudres céramiques destinées au pressge
Les auteurs de ce travail analysent, du point de vue du pressage et du type de granules à produire, les
procédés de fabrication, par voie humide et par voie sèche, des carrelages et des revêtements céramiques.
Ils étudient notamment la fluidité et l'influence sur celle-ci de la distribution granulométrique et de
l'humidité.
Charakteristische Eigenschaften von keramischen Presspulvern
Verfasser untersuchen die Naß- und Trockenverfaheren zur Herstellung von Belagen und Keramikauskleidungen unter besonderer Berücksichtigung des Preßvorgangs und der mittels beider Verfahren zu
erstellenden Granalien.
Schwerpunktmä ßig werden die Fließbarkeit und deren Beeinflussung durch die Korngrößenverteilung
und den Feuchtigkeitsgehalt untersucht.
L INTRODUCCIÓN
La elección de un proceso de vía seca en la fabricación
de pavimentos y revestimientos cerámicos supone una
disminución del consumo energético y una reducción de
la inversión respecto al proceso de vía húmeda (con
secado por atomización que es necesario determinar en
cada caso concreto.
Asimismo, es imprescindible para elegir convenientemente el proceso de preparación del polvo, cuantificar
la influencia que esta etapa de la fabricación ejerce sobre
la productividad, control y automatización del conjunto
del proceso y sobre la calidad del producto acabado.
En principio, el proceso en vía seca podría considerarse como el más adecuado desde el punto de vista económico, si mediante este procedimiento se alzanzasen
unos porcentajes de calidad y unos efectos decorativos
similares a los que se logran con un proceso en vía
húmeda. Sin embargo, la incidencia que tiene el tipo de
proceso de preparación del polvo de prensas sobre la
aparición de ciertos defectos en el producto acabado
(1) Original recibido el 5 de septiembre de 1986.
ENERO-FEBRERO 1987
depende de muchos factores, por lo que resulta difícil de
generalizar y cuantificar. Como consecuencia de ello se
utilizan actualmente los dos tipos de procesos en la fabricación de pavimentos y revestimientos cerámicos.
A continuación se analiza desde el punto de vista del
prensado y del tipo de granulos los procesos de vía
húmeda y vía seca.
El prensado en seco (*), es el método empleado por la
industria del pavimento y revestimiento cerámicos, principalmente por los siguientes motivos: en primer lugar,
facilita el secado de las piezas, eliminándose prácticamente la contracción de secado, por lo que se pueden
obtener piezas con una gran exactitud dimensional y cantos más perfectos y en segundo lugar, porque este procedimiento de moldeo es, con diferencia, el de mayor productividad.
Los principales objetivos de la operación de prensado
son:
a) Moldear las piezas con la geometría y dimensiones
preestablecidas, sin que éstas presenten ni en crudo ni en
(*)
El contenido de humedad del polvo suele ser inferior al 8% b.s.
31
.1.1 . AMOROS Al BARO. A. BLASCO FUENTES. .I.E. ENRIQI^E NAVARRO. F. NEGRE MEDALI
cocido aquellos defectos que son directamente imputables a una incorrecta realización de esta operación. Entre
estos defectos cabe destacar, las laminaciones, ahojados,
fisuras y deformaciones que pueden aparecer tanto en la
pieza recien moldeada como en las distintas etapas del
proceso de fabricación.
También son defectos imputables al prensado, el descuadre, calibre desuniforme y falta de planaridad en la
pieza cocida, motivados por la desuniformidad de la densidad aparente en crudo en la misma pieza o entre varias
piezas. La distribución no homogénea del polvo en los
alveolos de los moldes y/o una falta de reproductibilidad
en el desarrollo global de esta operación, son las causas
de estos defectos.
h) Contribuir a configurar una microestructura en la
pieza cruda, que cumpla los requisitos siguientes:
— Proporcione a la pieza después de seca, la resistencia mecánica suficiente para su procesado en
crudo (esmaltado, transporte, almacenamiento y
alimentación al horno).
Confiera a la pieza durante la etapa de precalentamiento de la cocción, la permeabilidad necesaria
para que todas las reacciones vinculadas a una
transferencia de gases entre la pieza y la atmósfera
del horno (deshidroxilación, oxidación de la materia orgánica, descomposición de los carbonatos,
...) se completen en el ciclo previsto.
— Permita alcanzar en el producto cocido las propiedades y características requeridas (contracción
lineal, capacidad de absorción de agua, resistencia
mecánica, planaridad, etc.) con los ciclos de cocción empleados.
2.
VARIABLES DE OPERACIÓN DEL PRENSADO
Para alcanzar los objetivos del apartado anterior se
requiere que la operación de prensado se desarrolle adecuadamente. Los factores que por una u otras razones,
pueden influir sobre la operación de prensado son:
a) Ciclo de prensado o programa de compactación.
h) Características del polvo que se prensa.
2.1.
Programa de compactación
Este comprende el conjunto de acciones sincronizadas que desarrollan los elementos principales de la
prensa, que intervienen en las distintas etapas del prensado.
Las variables fundamentales de la operación que en
principio deben considerarse en el diseño del programa
de compactación y que en mayor o menor medida afectan a la calidad del producto prensado, pueden concretarse en los siguientes grupos:
— Factores que intervienen en el llenado de la cavidad del molde.
— Ciclo de primera prendada.
— Período de desaireación.
— Ciclo de segunda prensada.
— Programa de extracción.
El llenado del molde es la etapa más crítica de la
operación; su incorrecta realización (falta de reproducti32
vidad y uniformidad) es la causa principal de la mayor
parte de los defectos anteriormente enumerados.
Además de las características del polvo que se prensa,
la velocidad de llenado del molde, la forma, el tamaño, la
distribución y el número de piezas que se moldean en una
prensada, son los principales factores que determinan la
uniformidad en el llenado de los moldes.
El ciclo de primera prensada y la etapa de desaireación tienen por objeto evacuar la mayor parte del aire
presente en el molde. Para una realización correcta de
estas dos etapas, la presión de primera prensada y el
tiempo de desaireación deben elegirse convenientemente
para que la pieza en este estado sea lo suficientemente
permeable y disponga del tiempo necesario para permitir
la casi total difusión del aire.
El ciclo de la segunda prensada es la etapa que mayoritariamente contribuye a configurar la microestructura
en crudo de la pieza y a conferirle sus propiedades.
Durante la extracción de la pieza del molde se pueden
originar fisuras y deformaciones motivadas por las tensiones de cizalladura que se origina en la pieza por rozamiento con la pared del molde. Las resistencias mecánicas de las piezas prensadas a este tipo de tensiones son
relativamente bajas, por lo que pequeñas tensiones desarrolladas durante la extracción pueden originar algunos
de los defectos anteriormente mencionados.
2.2.
Características del polvo
La operación del prensado y la microestructura de la
pieza prensada, están marcadamente afectadas por las
propiedades de las partículas (naturaleza, tamaño, distribución, forma, etc.). por las características de los aglomerados de partículas (forma, tamaño, distribución de
los granulos o aglomerados, etc.) y por los aditivos de
prensado (humedad, ligantes, plastificantes etc.).
Las características anteriormente mencionadas, son
función, por una parte, de la composición y, por otra, de
la preparación de la pasta (atomización, vía seca tradicional y granulación) determinan a su vez otras propiedades o parámetros tecnológicos del polvo tales como:
densidad aparente, fluidez, compactabilidad, etc. (I) (2)
(3). De todos los parámetros que caracterizan a los polvos para la operación de prensado vamos a centrarnos en
los que influyen en la etapa de llenado de moldes y en la
de compactación.
2.3.
Llenado de los moldes
Como se ha indicado anteriormente, el llenado uniforme y reproductible del molde es la etapa más crítica
del prensado. Su correcta realización requiere que el
polvo presente unas buenas propiedades reológicas. Una
buena fluidez del polvo permite que el llenado del molde
se realice a velocidades elevadas sin perjuicio de la uniformidad de la pieza prensada.
Además de una buena fluidez, el polvo debe poseer
una densidad aparente adecuada. Una densidad aparente
excesivamente baja conduce, por una parte, a un elevado
volumen de aire que hay que evacuar en el prensado, y
por otra, a una razón de compactación (altura de llenado/altura de la pieza prensada) excesivamente alta.
Ambos fenómenos ocasionan dificultades en el desarrollo de la operación de prensado.
BOL.SOC.ESP.CERAM.VIDR.VOL. 26 - NUM.l
Características de polvos cerámicos para prensado
La densidad del polvo, que se alcanza al llenar lentamente un recipiente por caída libre del mismo, se denomina comúmente densidad aparente del polvo. Esta
característica se determina pesando el polvo que contiene
una probeta de volumen conocido que ha sido llenada en
las condiciones anteriormente descritas.
La densidad aparente del polvo es función del volumen de poros intergranulares (huecos exteriores a los
granulos que se forman en el empaquetamiento del polvo
al llenar el molde) y de la densidad del granulo o aglomerado.
La densidad del aglomerado depende del proceso de
preparación de la pasta (vía seca tradicional, granulación
o atomización) de las variables de proceso utilizadas
(densidad de la barbotina, molienda, humedad de granulación, etc.) y de la forma y distribución de las partículas
que componen el aglomerado.
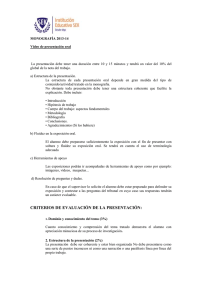
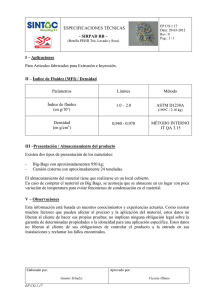
El efecto que el proceso de preparación de la pasta
ejerce sobre la densidad del granulo se pone de manifiesto en la figura 1. En ésta se representa la densidad de
las distintas fracciones de atomizado y de granulado obtenido por vía seca.
2,2
GRANULADO
= 2,1
^ATOMIZADO
:2,0
Como puede apreciarse en esta figura, las densidades
de los granulos de atomizado son mucho menores q ue las
de los aglomerados. Además, mientras la densidad de los
aglomerados se incrementa ligeramente con su tamaño,
como se ha indicado anteriormente, la densidad de los
granulos de atomizado disminuye con el aumento de su
tamaño. Las fracciones de polvo preparadas por vía seca
menores de 200 micrómetros no se han representado en
esta figura por no tratarse de verdaderos aglomerados.
La amplia dispersión granulométrica de la fracción
menor de 125 micrómetros para el polvo atomizado
impide calcular la densidad de granulo de esta fracción
por este procedimiento (la suposición del 40% de poros
externos no es admisible).
La menor densidad de los granulos de atomizado y la
disminución de ésta conforme aumenta el tamaño, se
debe fundamentalmente a la existencia de cráteres y huecos internos que crecen en volumen con el tamaño del
granulo. Por el contrario, los aglomerados vía seca son
macizos y el ligero aumento de la densidad es motivado
por el procedimiento de cálculo empleado.
Además de estos factores, el empaquetamiento de las
partículas en el granulo de atomizado es más poroso que
el correspondiente al aglomerado, lo que también contribuye a reducir la densidad de los granulos de atomizado.
El otro factor que controla la densidad del polvo,
como se ha mencionado anteriormente, es el volumen de
huecos interí^ranulares. La porosidad intergranular
depende de la forma y distribución del tamaño de los
aglomerados o granulos, y está marcadamente afectada
por la fluidez del polvo. Una elevada fricción entre los
granulos o aglomerados conduce a una baja densidad
aparente aunque los restantes factores (forma y distribución de tamaños) sean los adecuados para alcanzar un
compacto empaquetamiento cuando por agitación
mecánica se vencen las fuerzas de rozamiento (vibración).
En la tabla 1 se detallan las densidades de un atomizado, de un granulado vía seca y de un polvo preparado
por vía seca tradicional. Como puede comprobarse, la
densidad aparente más elevada le corresponde al granulado vía seca. Esto se debe fundamentalmente a la elevada densidad del granulo y a la amplia distribución de
tamaños de aglomerado de este polvo. Una amplia distribución de tamaños de aglomerados reduce la porosidad intergranular.
1,9
600
TANAñO DE GRANULO
TABLA I
DENSIDADFS DEL POl VO ATOMIZADO Y GRAMH ADO
Fig. I. - Efecto c/e/ proceso de preparación de la pasta sobre la densidad del i^ránulo.
La densidad del granulo se ha calculado a partir de la
máxima densidad del polvo alcanzada por vibración,
considerando que el volumen de poros o huecos externos
de este empaquetamiento es del 40%, si el tamaño de los
granulos es prácticamente uniforme. Este procedimiento
para estimar la densidad del granulo es el más utilizado a
pesar de que los resultados están afectados por el tamaño
del granulo. Se ha comprobado que la densidad calculada por este procedimiento suele incrementarse con el
tamaño de los aglomerados sin que se modifique la densidad real de éstos (4) (5).
ENERO-FEBRERO 1987
Humedad
Granulado
Atomizado
Vía seca tradicional
5.95
5.60
6.50
Densidad
Densidad
aparente por vibración
íiz em')
íg cm^)
1.113
1.005
0.752
1.472
1.244
1.325
En el atomizado, la baja densidad de granulo y su
estrecha distribución de tamaños hacen que la densidad
aparente del polvo sea más baja que la de los aglomerados.
La menor densidad aparente corresponde al polvo
preparado por vía seca tradicional. La reducida fluidez
de este polvo es la principal causante de su baja densidad.
33
J.L. AMOROS ALBARO. A. BLASCO FUENTES. .LE. ENRIQUE NAVARRO. F. NEGRE M E D A L L
Para analizar el efecto que la fluidez del polvo ejerce
sobre su densidad aparente, se ha determinado la densidad del polvo empaquetado por vibración. Los resultados se detallan en la tabla I. Como puede comprobarse,
una vez superadas las fuerzas de rozamiento que impiden
a los polvos alcanzar los empaquetamientos más
compactos posibles, al atomizado le corresponde la
menor densidad aparente por vibración.
La fluidez es tal vez la característica más importante
de los polvos que se utilizan en prensado. Los parámetros
más utilizados para caracterizar esta propiedad son la
velocidad de flujo y el índice de Hausner.
El primero de ellos se determina midiendo la velocidad a la que fluye el polvo a través del oriflcio de un
embudo, y se expresa en cm^s (6) (7). El índice de Hausner se basa en el aumento de densidad que experimenta el
lecho de polvo resultante del llenado de un recipiente
cuando éste se agita vigorosamente. Este parámetro se
define como la razón entre la densidad vibrada del polvo
y la densidad aparente del mismo (8).
Cuánto mayor es la fricción entre los aglomerados
(menor fluidez), más elevado resulta el aumento de densidad que, se consigue con la vibración y consecuentemente mayor es el índice de Hausner.
A pesar de que estos parámetros son los más adecuados para la caracterización de la fluidez de polvo, generalmente no se han utilizado para valorar esta propiedad
en composiciones formuladas con materiales arcillosos.
Para este tipo de composiciones, los criterios que siguen
algunos autores en la evaluación de esta propiedad se
basan en determinar los efectos que la fluidez produce
criterios que siguen algunos autores en la evaluación de
esta propiedad se basan en determinar los efectos que la
fluidez produce en la homogeneidad de la compacidad de
las piezas producidas y/o en la uniformidad de las propiedades de las piezas cocidas (contracción lineal, absorción de agua, etc.) (9) (10).
Estos parámetros son más adecuados para determinar la fluidez, ya que con ellos se mide directamente esta
propiedad; mientras que con los otros criterios, se valora
la fluidez por el efecto que produce en la pieza prensada o
en la pieza cocida. En consecuencia, estos últimos son,
por una parte, más lentos y por otra, los resultados están
afectados por la propia operación de prensado, pudiendo
distorsionarse marcadamente en algunos casos. En
efecto, un mal funcionamiento de algunos de los elementos de la prensa (carro en mal estado, mala alineación del
molde, etc.) conduce a efectos similares a los que se
obtendrían utilizando un polvo de baja fluidez.
Para estudiar los efectos que la humedad, el tamaño
de aglomerados y el tipo de preparación de la composición ejercen sobre la fluidez, se han determinado las velocidades de flujo de polvos industriales utilizados en la
fabricación de pavimentos y revestimientos cerámicos.
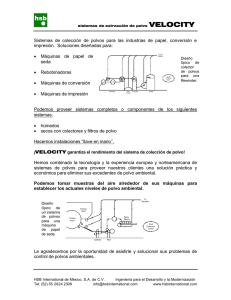
El efecto que la humedad ejerce sobre la fluidez del
polvo atomizado se detalla en la flgura 2. Se observa una
disminución de la velocidad de flujo conforme aumenta
la humedad del polvo, siendo este efecto mucho más
marcado a partir de humedades próximas al 5-6%. Las
débiles uniones, que se crean por fuerzas de capilaridad,
entre los granulos húmedos es la causa de la disminución
de fluidez con el aumento de la humedad. Este mismo
tipo de curva se presenta en los aglomerados preparados
por vía seca. En los polvos preparados por vía seca tradi34
cional no puede utilizarse la velocidad de flujo como
parámetro para caracterizar la fluidez, debido a que estos
polvos no fluyen libremente. El estudio del efecto de la
humedad sobre la fluidez de estos polvos se verá posteriormente con el índice de Hausner.
0^
0)
o
Q
<
Q
Fig. 2.
Efecto íle la ¡mnicc/ad sohir la fluide: del polvo aioiiiizado.
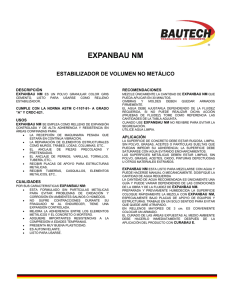
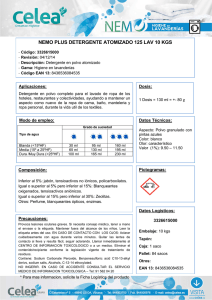
El efecto que el tamaño de los granulos ejerce sobre la
fluidez se pone de maniflesto en la flgura 3. En esta
figura se ha representado la velocidad de flujo de distintas fracciones de atomizado y de granulado vía seca. En
esta misma figura se representa por flechas la velocidad
de flujo que corresponde a la distribución granulométrica
completa.
Del examen de la figura 3 se desprende:
1. Las fracciones de tamaño de granulo menores de
125 micrómetros, en todos los casos, son las que presentan una menor fluidez. Este efecto es tanto más exagerado en el polvo granulado por vía seca, en el que las
fracciones inferiores a 200 micrómetros no fluyen libremente (velocidad de flujo cero). La irregularidad de los
aglomerados y la heterogeneidad de tamaños de partículas y aglomerados son las principales causas de la baja
fluidez. Por el contrario, en el polvo atomizado estas
fracciones de menor tamaño son granulos esféricos de
superfice lisa. Como consecuencia de ello, la fracción
menor de 125 micrómetros aún posee una fluidez aceptable a pesar del gran número de contactos entre granulos.
2. Para el polvo granulado vía seca las fracciones
superiores a la comprendida entre 200 y 300 micrórhetros
presentan una fluidez aceptable y se mantiene prácticaBOL.SOC.ESP.CERAM.VIDR.VOL 26 - NUM.l
Características de poKos cerámicos para prensado
por vía seca tradicional, que como se ha visto anteriormente no puede ser caracterizado por el método de velocidad de flujo, se ha determinado el índice de Hausner de
los distintos polvos industriales.
GRANULADO VIA SECA
h
J1
100
11
--J
1
300
TAflAHO DE GRANULO
TAMA;'0
DE
GRANULO
(Mieras)
mente constante. La forma casi esférica de estos aglomerados y su superficie no excesivamente rugosa les confieren una fluidez aceptable. Por otra parte, tanto la forma
como la rugosidad no se modifican con el tamaño del
granulo, por lo que su fluidez se mantiene prácticamente
constante.
3. Para el atomizado, las fracciones comprendidas
entre 125 y 300 micrómetros, y 300 y 500 micrómetros,
presentan la mayor fluidez como consecuencia de su
forma esférica y de su superficie lisa. Sin embargo, las
fracciones granulométricas superiores presentan una
disminución de la fluidez, llegando incluso a ser ligeramente inferiores a las de los correspondientes aglomerados vía seca. Esto se debe a que estas fracciones están
formadas por apelmazamiento de granulos de menor
tamaño. Esta morfología del granulo incrementa marcadamente las fuerzas de rozamiento disminuyendo por
tanto la fluidez.
4. Tanto es el polvo granulado vía seca como en el
atomizado, la presencia de un ligero porcentaje de granulos de pequeño tamaño y. por tanto, de baja fluidez reduce sensiblemente la velocidad de flujo del conjunto de la
distribución granulométrica.
Del examen de las figuras 4 y 5. que representan las
distribuciones granulométricas de estos polvos, se desprende que el granulado vía seca presenta un mayor porcentaje de granulos menores de 200 micrómetros (granulos que no fluyen) mientras que en el atomizado, el
porcentaje de granulos de baja velocidad de flujo (baja,
pero no nula), que son los menores de 125 micrómetros,
es mucho menor. Estos factores determinan la mayor
fluidez del polvo atomizado.
Con objeto de relacionar el índice de Hausner con la
velocidad de flujo y con vistas a estudiar el efecto que la
humedad ejerce sobre la fluidez de un polvo preparado
í^ranu/ométrica de un polvo í^ranulado por vía
seca.
Fícelo c/cl laniaño de granulo sobre la fluidez.
E N E R O - F E B R E R O 1987
1
700
.Mirras)
Fig. 4.— Disírihución
Fie. 3.
1
500
ATOMIZADO
500
700
TAMAflO DE GRANULO (Mieras)
Fig. 5. - Disírihución
^ranulomélrica
de un polvo
atomizado.
En la figura 6 se representa la influencia que en un
polvo atomizado ejerce la humedad sobre la densidad
aparente, la densidad vibrada y sobre el índice de Hausner. Se observa que con el aumento de la humedad las
densidades, tanto aparentes como vibradas, expresadas
en base seca disminuyen. Esta disminución es más acusada en la densidad aparente que en la vibrada, por lo
que el índice de Hausner, que es el cociente de ambas, se
incrementa.
La evolución de la fluidez con la humedad medida
por el índice de Hausner, coincide con la determinación
por la velocidad del flujo.
35
J.L. A M O R O S A L B A R O . A. BLASCO FUENTES. J E . E N R I Q U E N A V A R R O . F. NEGRE M E D A L L
La fracción menor de 125 micrómetros que presenta
una densidad aparente baja, debido a su reducida fluidez,
por vibración alcanza la mayor densidad, debido a que
los granulos son más densos y a que la distribución granulométrica en esta fracción es más amplia.
La influencia que la distribución del tamaño de granulo ejerce sobre el índice Hausner para el granulado vía
seca, se representa en la figura 8. Como era de esperar, la
evolución que sigue el índice de Hausner con el tamaño
del aglomerado es similar a la que presentaba la velocidad del flujo. Es decir, para tamaños de granulos supe-
GRANULADO
HUMEDAD
DEL
POLVO
VIA
SECA
i%)
Fig. 6. — Efecto de la humedad sobre la densidad aparente, la densidad
vibrada y la fluidez de un polvo atomizado.
La influencia que la distribución del tamaño de granulo ejerce sobre el índice de Hausner, para el polvo
atomizado, se detalla en la figura 7. Se observa que el
índice de Hausner presenta la misma tendencia que ofrecía la velocidad de flujo, alcanzándose el mínimo índice
de Hausner para los tamaños medios del granulo (200500 micrómetros) que se corresponde con los valores
máximos de la velocidad de flujo.
Q
Q
Q
500
TAflAdO DE GRANULO
',
(Mieras)
Fig. 8. - Efecto del tamaño de í^rdnulo sobre la densidad aparente,
densidad vibrada y la fluidez de un i^ránulo vía seca.
300
500
TAMAÑO DE GRANULO
700
(Mieras)
VELOCIDAD DE FLUJO
Fig. 7. —Efecto del tamaño de granulo sobre la densidad aparente,
densidad vibrada y la fluidez de un polvo atomizado.
36
icmVseq)
Fig. 9. — Representación del indice de Hausner frente a la velocidad de
flujo para polvos í^ranulados y atomizados.
BOL.SOC.ESP.CERAM.VIDR.VOL. 2 6 - N U M . !
Características de polvos cerámicos para prensado
3.
VIA SECA TRADICIONAL
De lo anteriormente expuesto, se puden extraer las
siguientes conclusiones:
2,0
1,5
-O
-^
Cr-^
:r
2:
Q
Q
Q
•"-O.^
D^
a
""ATOMIZADO
—
-O-
-
^
D.
>3,
HUMLDAD D E L POLVO
Fig. 10.
CONCLUSIONES
{%)
/nflucncia de !a hunicdcid del polvo sobre la fluidez de polvos
preparados por vía seca tradicional.
1. La fluidez de los polvos aglomerados o atomizados depende marcadamente del porcentaje de las fracciones finas y de su morfología. La reducción que experimenta la fluidez del atomizado por la presencia de estas
fracciones, debido a su forma esférica y a su superficie
lisa, es menos acusada que la de los polvos granulados
vía seca.
2. Se ha comprobado que la humedad ejerce un
efecto negativo sobre la fluidez y la densidad aparente del
polvo, siendo este efecto mucho más acusado en los polvos preparados por un proceso de vía seca tradicional.
3. Se ha establecido que la correspondencia entre los
resultados obtenidos por los dos procedimientos utilizados en la determinación de la fluidez es aceptable. Sin
embargo, se considera más adecuado para el control de
polvos aglomerados, la velocidad de flujo debido a su
mayor sensibilidad. Para polvos preparados por vía seca
tradicional de baja fluidez, el índice de Hausner es el
procedimiento idóneo.
4. Los dos procedimientos ensayados para determinar la fluidez son simples, objetivos y reproductibles,
por lo que pueden ser utilizados para controlar sistemáticamente la fluidez de los polvos.
BIBLIOGRAFÍA
riorcs a 300 micrómetros el índice de Hausner permanece
prácticamente constante, como ocurría con la velocidad
de flujo.
Para tamaños inferiores a 200 micrómetros, en los que
la fluidez no podía determinarse por la velocidad de
flujo, se observa que la fluidez aumenta (el índice de
Hausner disminuye) con el tamaño del granulo.
En la figura 9 se representa el índice de Hausner en
función de la velocidad de flujo, observándose una buena
correlación entre ambos métodos. No obstante, la sensibilidad de la velocidad de flujo para polvos que fluyen
libremente, es superior a la que puede lograrse con el
índice de Hausner.
Sin embargo, para polvos que no fluyen libremente,
el índice de Hausner se presenta como el método idóneo
para determinar la fluidez.
Para determinar el efecto que la humedad ejerce
sobre la fluidez de polvos preparados por vía tradicional,
una de las principales variables que afectan a la misma, se
ha determinado el índice de Hausner en un polvo industrial a distintas humedades. En la figura 10 se detallan los
resultados. En esta misma figura se ha representado la
evolución del índice de Hausner, en función de la humedad, para el polvo atomizado con el fin de compararlos.
Como puede observarse, la humedad ejerce un efecto
mucho más marcado sobre la fluidez del polvo preparado
vía seca tradicional, que sobre los polvos atomizados.
Aunque las densidades aparentes del polvo vibrado
sean elevadas, la baja fluidez del polvo le confiere una
densidad aparente extremadamente reducida. La forma
irregular y excesiva proporción de finos son las principales causantes de la reducida fluidez de este polvo.
ENERO-FEBRERO 1987
1. SlNCi. K. S. W.: Characterization of powder surfaces.
Edit. Academic Press. Londres. 1976.
2. FISCHER. E.: Modern forming operation in powder
metallurgy conventional pressing techologv. Powder Metal. Int. 18 (1986) 3, 174-180.
3. BERRÍN. L.: JONNSON. D . W.; NITTI. D . J.: High
purity reactive alumina powders: I, Chemical and
powder densitv. Am.Ceram.Soc.BuJl.. 51 (1972) 11,
840-844.
4. BERRY, T. P.; Ai.LEN, W. C ; HASSET, W. A.: Role of
powder density in dry-pressed ceramic parts.
Am.Ceram.Soc.Bull. 38 (1959) 8, 393-400.
5. NiES, C. W.; MESSING, G. L.: Effect of glasstransition temperature of polyethylene glicolplasticied polivinil alcohol on granule compaction.
J.Am.Ceram.Soc. 67 (1984) 4, 301-304.
6. WANG, F . Y.: Treatise on materials science and
techology. Volume 9. Ceramic fabrication processes.
Edit. Academic Press, Londres, 1976, pág. 75.
7. AMOROS ALBORO,
J.
L.;
BELTRAN
POCAR,
V.:
(A.I.C.E.) Aparato para la determinación simultánea
de la fluidez y la densidad aparente de polvos cerámicos granulados. Pat. Ev/7úr/7¿7, 86/02372(2-10-1986).
8. HAUSNER. H . H . ; ROLL. K. H.; JOHNSON. P.
K.:
New methods for the consolidation of metal powders. Edit. Plenum Press, New York. 1967.
9. DRAIGNAUD, P.; BARZAC, G.: Comportement au
pressage d'une masse atomisée ou traditionelle. Ind.
Ceram. (1965), Oct., 718-725.
10. BARZAC, G.; FUSEAU, M.: Comparaison de masses
atomisées pour carreaux de grés cérame fin vitrifié.
Ind. Ceram. (1968)602-608, 609-610.
37
PUBLICACIONES EDITADAS POR LA SOCIEDAD ESPAÑOLA
DE CERÁMICA Y VIDRIO
Materiales Refractarios y Siderurgia
(Jornadas de Arganda del Rey, 4-5 mayo 1984
CONTENIDO:
I. Experiencias y perspectivas de la utilización de
materiales refractarios en la industria siderúrgica.
D. Ernesto Badía Atucha, Jefe de obras y refractarios de Altos Hornos de Vizcaya, y D. Ignacio
Larburu Ereño: Refractarios para hornos altos
en ÁHV.
D. Gabino de Lorenzo y D. Francisco Egea
Molina: Revestimientos refractarios en Horno
Alto de EN SI D ESA,
D. Jesús María Valerio, de S.A. Echevarría:
Cucharas de tratamiento secundario de acero.
D. Jesús Valera, ENSIDESA-Veriña: Evolución
de la duración de revestimientos en las acerías de
ENS ID ES A.
D. J.A. Pérez Romualdo, Jefe de Colada Continua de Altos Hornos del Mediterráneo: Refractarios en cucharas de acero y colada continua de
slabs.
Vocabulario para la Industria
de los Materiales Refractarios
ISO/R 836-1968
CONTENIDO:
I. Terminología general.
II. Materias primas y minerales.
III. Fabricación.
IV. Tipos de refractarios.
II Investigaciones en el campo de materiales refractarios en el Instituto de Cerámica y Vidrio.
Prof. Dr. Salvador de Aza, Director del ICV: El
Instituto de Cerámica y Vidrio. Estructura y
objetivos.
D. Emilio Criado Herrero: El sector español de
refractarios y la industria siderúrgica. Evolución
y perspectivas.
Dr. Francisco José Valle Fuentes: Tendencias en
el análisis de materiales refractarios.
Dr. Serafín Moya Corral: Materiales cerámicos
tenaces basados en mullita-circón.
Dra. Pilar Pena Castro: Materiales refractarios
basados en circón.
D. Angel Caballero Cuesta: Evolución de las
propiedades refractarias y termomecánicas de las
bauxitas.
Dr. Rafael Martínez Cáceres: Cementos refractanos.
PRECIO: 4.500 PESETAS
160 PAGINAS
V. Los hornos y la utilización de productos refractarios:
— Metalurgia.
— Industria del coque y gas.
— Generadores dé vapor. Calderas.
— Industria vidriera.
— Cales y cementos.
— Cerámica.
VI. Características y métodos de ensayo.
• Contiene 4 índices alfabéticos en
castellano, francés, inglés y ruso; con
un código numérico que permite la
localizacíón de cada uno de los términos en los otros tres idiomas.
• Incorpora más de 1.100 términos
relativos a la industria de refractarios e industrias consumidoras.
190 PAGINAS, 50 FIGURAS.
PRECIO: 4.500 PESETAS
La reserva de ejemplares y los pedidos deben dirigirse a: SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIO
Ctra. Valencia, Km. 24,300
ARGANDA DEL REY (Madrid)