CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT
Anuncio

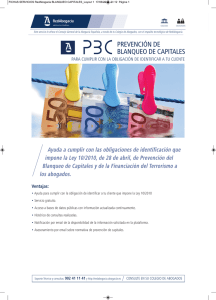
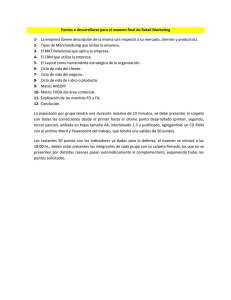
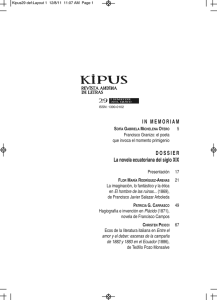
CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 6.1. 6.2. 6.3. 6.4. IMPLANTACIÓN DE PROCESOS LEAN. DISTRIBUCIÓN EN PLANTA ASPECTOS DETERMINANTES DEL LAYOUT ORGANIZACIÓN DEL LAYOUT DISEÑO DEL LAYOUT DE LA LÍNEA DE MONTAJE LEAN Francisco Javier Payseo Díaz Página 116 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 6.1. IMPLANTACIÓN PLANTA DE PROCESOS LEAN. DISTRIBUCIÓN EN La disposición adoptada en la implantación física de los procesos dará lugar a lo que conocemos como layout. Revisando y completando aspectos relacionados con éste, se deberá decidir y plasmar en la planta una serie de aspectos sumamente importantes; que son de gran interés para el planteamiento del layout cuando se trata de operar en Lean Manufacturing: • Flujo de los procesos (en nuestro caso One Piece Flow: Flujo de unidad en unidad) • Flujo de los materiales y productos en curso • Situación de los materiales y medios de transporte • Posición de los equipamientos • Posición de los operarios • Flujo del operario • Flujo de la información La implementación del layout del conjunto de procesos a ubicar en una planta de producción implica cubrir adecuadamente las siguientes etapas: 1) Disponer de un plano de la estructura constructiva de la planta (paredes, columnas y puertas). 2) Ubicar en dicho plano la fase final del conjunto de procesos a implantar y estudiar alternativas de flujo de procesos y materiales hacia dicha fase. Elegiremos una de ellas, la que se considere más conveniente. En las implantaciones lean, que se caracterizan por la implantación física en flujo en lugar del funcional, el flujo del procesos es al mismo tiempo más simple de implantar físicamente (porque así se plantea conceptualmente), pero también más importante (ya que la disposición en flujo adecuado facilitará que la producción tenga lugar de forma regular y sin problemas). 3) A partir de ahí y del espacio disponible en la planta (así como sus accesos), delimitaremos el área en la que se situará el conjunto de procesos a implantar, disponiendo pasillos para separar esta área del resto de la planta, en la medida de lo conveniente. 4) Incorporar al área delimitada los elementos del sistema productivo que compondrán el layout, asignándoles a cada uno la superficie que precisen. Será asimismo muy importante respetar al máximo el flujo del producto y proponer disposiciones que faciliten la eliminación de despilfarros y la flexibilidad. En este sentido las células flexibles tendrán un papel sumamente importante en las implantaciones lean. Francisco Javier Payseo Díaz Página 117 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 5) Complementando la representación de los elementos involucrados en el layout, es conveniente añadir al mismo, una visualización de los distintos flujos (secuencia de operaciones del proceso, materiales procedentes de estanterías y similares, productos en curso, flujo de la información y también, el de las personas). 6) Introducir, finalmente, los elementos correspondientes al layout detallado del entorno del operario. La distribución en planta puede realizarse a tres niveles: layout general, layout de cada proceso y layout de cada operación de cada proceso. Se determinarán las posiciones de las estaciones de trabajo, la posición de los operarios y el recorrido de materiales, productos y personas. Francisco Javier Payseo Díaz Página 118 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 6.2. ASPECTOS DETERMINANTES DEL LAYOUT La elaboración del layout es la tarea más visual de la implementación del estudio de un sistema productivo y, en buena medida, es el resultado del resto del trabajo. Por este motivo se puede afirmar que el layout es el resultado de múltiples interacciones entre muchos apartados del estudio. Uno de los aspectos clave es la necesidad de reducir drásticamente las actividades sin valor añadido por desplazamientos en la planta, sea para ir a buscar material, recoger o utilizar herramientas y, también, ir en busca de información. Para ello será conveniente tener en cuenta la: • Identificación del material: en cuyo caso no hay que emplear tiempo en buscarlo. • Entrega de material definida: creando unos puntos definidos de entrega, unas rutas y las cantidades a entregar. Con entrega mediante señales pull se incluirá un sistemas de tarjetas kanban o similar. • Definición de utillajes y los lugares en que se usarán. • Organización del lugar de trabajo. A tal fin, se dispondrá del layout de manera que el proceso tenga los recursos necesarios, el material cerca y la zona de montaje final próxima. • Diseño de las áreas de trabajo específicas para cada función, separadas del resto. A partir de ahí y como ya hemos comentado a raíz de las etapas de la elaboración del layout determinaremos la superficie real en la que ubicar los procesos y estableceremos un flujo general de proceso hacia la zona de salida del producto acabado, previamente determinada. Para decidir el flujo general de proceso, se deben tener en cuenta la forma de la superficie del layout, los accesos y todos los flujos a incorporar, incluyendo premontajes y la ubicación de stocks de materiales y productos en curso. El objetivo final será crear un flujo claro, estándar, fijo y único, flexible en su utilización actual y futura, que minimice las pérdidas identificadas y donde los tres elementos que confluyen: operarios, material y proceso se encuentren “cómodos”. Francisco Javier Payseo Díaz Página 119 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT Aspectos importantes a tener en cuenta: - - - Determinar la zona que delimitará el layout. Ahí será tan importante la forma, superficie y condiciones que reúne la misma, como la adecuada conexión con el resto de procesos de la planta. Debe delimitarse la zona estricta de trabajo mediante una separación “quirúrgica” de las distintas zonas de trabajo con el resto de planta, para ayudar en lo posible a este hecho, se identificará la zona de trabajo mediante líneas pintadas en el suelo. Se utilizará cinta adhesiva hasta que la configuración del layout sea definitiva. Cuando se compruebe que todo funciona, se pintará el suelo si podemos permitirnos el coste. Si hay alguna duda sobre que el mercado no va a ser permanente se utilizará siempre cinta adhesiva. Dentro de la isla solamente tendrán derecho a permanecer aquellos útiles, herramientas, equipos y materiales que se precisen en cada momento. Si no es así, deberán de ser apartados fuera del área correspondiente. Dentro del área acotada para implantar los procesos se identificarán ante todo, las distintas zonas dedicadas a cada uno de los grandes del diagrama de precedencias, según la secuencia establecida por el flujo de proceso y en las proporciones que se determinarán en el balanceo de operaciones. De hecho, el diagrama de precedencias puede suponer la primera aproximación al layout, siempre matizada por el flujo real finalmente decidido. Francisco Javier Payseo Díaz Página 120 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 6.3. ORGANIZACIÓN DEL LAYOUT Determinadas características de los procesos a implantar pueden dar nuevas directrices de cómo implementar el layout. Destacaremos: 1) Peso y volumen de los materiales a procesar: Las dimensiones físicas de peso y volumen afectarán al área que precisa cada operación y, de ser elevadas, el stock de materiales que pueda acumularse influirá decisivamente, lo mismo que ocurrirá con las dimensiones de los pasillos que, a su vez, se verán influidos también por los medios de transporte elegidos para mover materiales. Sin embargo, los medios de transporte dependerán también de otros factores, tales como el takt time. 2) Takt time aproximado: El takt time puede influir, no sólo en los concerniente al área de trabajo de cada puesto, sino también en todo lo que afecta al almacenaje y movimiento de materiales. Así, por ejemplo, se incidirá en: - - Cantidad de puestos de trabajo que lleven a cabo el mismo proceso en paralelo, determinado por la relación entre el tiempo de ciclo y el takt time. Tipo de transporte: si el takt time es elevado o muy elevado (horas), el transporte pierde importancia, incluso para productos pesados y voluminosos, siendo muy importante cuando es bajo (minutos o segundos). Priorización de la carga y reposición de material en las estanterías: nuevamente, un takt time elevado permite que esta tarea no sea prioritaria. Cantidad de stock de productos es curso e, incluso, productos en proceso a lo largo de todo el layout. Resulta evidente que un takt time bajo favorecerá un volumen elevado de producto en curso al generar mayor cantidad de unidades de producto por unidad de tiempo. 3) Existencia de procesos de fabricación o premontaje que entregan el producto a otros o al montaje final: Estas líneas pueden observarse directamente en el diagrama de precedencias. 4) Desplazamientos necesarios entre los puestos de trabajo de procesos distintos (por ejemplo, de premontajes a montaje minal) o a las áreas o estanterías de materiales. A tal efecto, será bueno recordar que las estanterías de cada zona sólo deben contener lo necesario para los procesos que se efectúan en ella. Serán estanterías específicas. Francisco Javier Payseo Díaz Página 121 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 5) Las estanterías y zonas de almacenamiento deberán ubicarse en los lugares que generen menos desplazamientos y dimensionarse de acuerdo con el volumen de materiales que deben albergar. En las implantaciones lean, las estanterías actuarán como supermercados y el volumen de los materiales que pueden llegar a almacenarse en ellas podrá evaluarse por medio de tarjetas kanban o del sistema de se utilice para enviar órdenes pull. La situación relativa de las estanterías respecto a los puestos de trabajo que deben alimentar resulta asimismo importante para reducir al máximo los desplazamientos. Otro aspecto a tener en cuenta es la movilidad del producto. Llegados a este punto aplicaremos el layout cuando hemos ido desarrollando hasta ahora para el análisis de las operaciones y sus despilfarros, la secuencia de operaciones. De acuerdo a ello, se insertan, siguiendo el orden determinado, las operaciones correspondientes a los procesos de cada unidad del producto, en el lugar preciso del layout y en la cantidad precisa de cada uno de los elementos que requieren. Pueden surgir problemas de falta de espacio en puestos de trabajo concretos, para alojar los materiales precisos, sobre todo si su tamaño es grande y, puede incluso, que no haya espacio suficiente en toda el área destinada al layout. Ello supondría tenerlos en una zona alejada del lugar de uso, por lo que, para minimizar al máximo los desplazamientos se puede crear un almacén avanzado con algunos componentes. También puede ocurrir que haya alguna fase de determinado proceso que deba realizarse fuera del área destinada al layout. En tal caso deberán preverse las comunicaciones adecuadas entre el proceso y la operación especial (un sistema kanban podría ser una buena solución). Por otra parte, es importante que el flujo se haya diseñado buscando la máxima estandarización con cualquier producto actual y futuro; si, en el layout, todas las fases se prevén iguales, no habrá problemas de intercambios de funciones de fases y adaptación del layout a otros flujos y productos. Por lo que hace referencia al flujo de información superpuesto en el layout, deben preverse los puntos de recogida de las tarjetas y el lugar de destino para cada una de éstas. Los tarjeteros se pueden encontrar en cada estantería, cerca de los materiales a los que se refieren. Francisco Javier Payseo Díaz Página 122 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT 6.4. DISEÑO DEL LAYOUT DE LA LÍNEA DE MONTAJE LEAN Considerando todos los aspectos nombrados en los apartados anteriores se va a mostrar el layout diseñado para nuestro producto, teniendo en cuenta también toda la información mostrada en el capítulo anterior. La nave de 52x16m sigue siendo la misma pero con otra distribución Se podrá observar que: - La señalización visual es muy importante en nuestra nueva estación de trabajo. Están definidas el área total de montaje, las estaciones de trabajo, los puestos de espera del producto, el área de trabajo de cada operario y el área de estanterías de estándares y de carritos de componentes, herramientas, útiles y fungibles. - Las estanterías que están pegadas a la pared de la nave son las estanterías de estándares. Los estándares que se encuentran en cada estación son los necesarios para cada operación de montaje que se va a realizar en dicha estación y se suministran a granel como se verá en el siguiente capítulo. Los carritos de componentes están al lado del pasillo central. Su reposición también se verá en el siguiente capítulo. - No se comparte nada entre las diferentes estaciones. Cada una tiene lo necesario para realizar su montaje. - Los operarios no se mueven de estación en estación, cada uno en su estación. - El operario sólo tiene que desplazarse en su propia estación, cogiendo los componentes, estándares, útiles, herramientas y fungibles necesarios para la operación de montaje que se va a realizar. Las estanterías siguen la secuencia de montaje por lo que siempre se va a llevar un orden. - La reposición de estándares y componentes se realiza vía kanban. Todas las tareas de suministros están centralizadas en el personal de almacén (sin intervención de los operarios de la línea) por lo que ni un minuto del operario cualificado se utiliza para preparar material, desembalarlo, etc. Todo lo deja listo el almacén. - El área de recogida de motores terminados está delimitada en la parte izquierda de la nave. - Línea de montaje totalmente equilibrada o balanceada en función del takt time requerido por el cliente. - Está implantado el sistema pull por lo que la demanda del motor está sincronizada con la del vehículo. - En cada estación hay un panel de seguimiento de tareas donde se puede ver la secuencia de operaciones, los tiempos de ejecución y un indicador si la tarea va en tiempo (verde si es afirmativo y rojo en caso contrario) y también se pueden escribir observaciones. Cualquier operario puede escribir en la pizarra para que el seguimiento sea mucho más visual. - Hay puestos de espera entre estaciones para liberar el espacio de trabajo. Francisco Javier Payseo Díaz Página 123 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT Francisco Javier Payseo Díaz Figura 45: Layout Planta Lean Página 124 Página 124 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT Figura 46: Simulación 3D Planta Lean 1 Francisco Javier Payseo Díaz Página 125 CAPÍTULO 6: DISEÑO DEL NUEVO LAYOUT Figura 47: Simulación 3D Planta Lean 2 Francisco Javier Payseo Díaz Página 126