1- INTRODUCCIÓN - Universidad de Sevilla
Anuncio

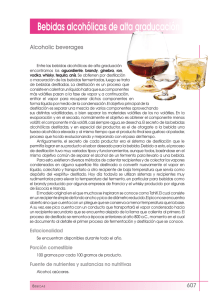
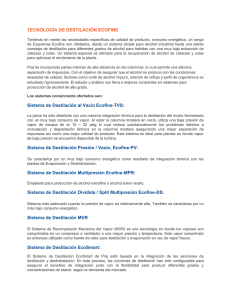
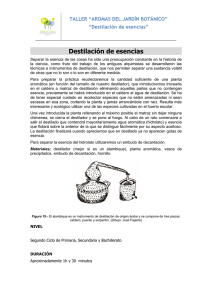
INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA 1- INTRODUCCIÓN 1.1 – Antecedentes La Escuela Técnica Superior de Ingenieros de la Universidad de Sevilla se encuentra situada en la Isla de La Cartuja, Camino de los Descubrimientos s/n, Sevilla. Su emplazamiento actual en el edificio Plaza de América data de 1998 cuando fue trasladada su ubicación desde la anterior sede que actualmente alberga la Escuela Técnica Superior de Ingenieros Informáticos, en la Avda. de Reina Mercedes de Sevilla. Además de dicho edificio, cuenta con una serie de talleres y laboratorios situados en el lado contrario del Camino de los Descubrimientos. En estos laboratorios se realizan diversos trabajos de investigación así como prácticas para los alumnos de la ETSI. El laboratorio L5 de Ingeniería Química y Ambiental es un buen ejemplo de ello, ya que alberga varias plantas piloto que son utilizadas en diversos proyectos. Entre ellas se encuentran una torre de desulfuración, una planta de filtración a alta temperatura y, más recientemente, una planta piloto de electrofiltración. Asimismo, cuenta con otros equipos a escala piloto o semi-industrial como una torre de platos para destilación, una torre de relleno y un filtro prensa entre otros. Concretamente, la torre de destilación se utiliza actualmente para experiencias en la titulación de Ingeniero Químico. Se trata de una columna de vidrio con bandejas metálicas perforadas en el interior y una estructura exterior de soporte que está unida a la estructura metálica principal, que también sustenta otras plantas piloto. Para operar la torre se utilizan una bomba centrífuga, un temporizador de encendido/apagado del electroimán de reflujo y el vapor proveniente de una caldera de gasóleo para la calefacción del hervidor. Todas las líneas cuentan con válvulas de cierre de diversos tipos. Al comienzo de este proyecto se operaban cada uno de estos equipos separadamente, de forma manual. En el año 2004, se adquirieron un autómata industrial SIEMENS SIMATIC S7-300 y un ordenador personal con el propósito de conectar, automatizar y supervisar la operación de la torre de destilación en principio y la de otros equipos más adelante. 1.2 – Destilación Dentro de las operaciones unitarias que abarca la ingeniería de procesos químicos, una de las más importantes es la destilación. Está incluida dentro de las operaciones de separación y se caracteriza por separar los componentes que forman una mezcla líquida o una mezcla bifásica utilizando las técnicas de evaporación y condensación de los vapores, siempre que los componentes se encuentren en ambas fases, la fase líquida y la fase vapor, en distintas concentraciones una de la otra. En un sistema cerrado en equilibrio, todos los componentes se encuentran distribuidos en ambas fases. Los componentes puros poseen una propiedad que se denomina volatilidad y que está referida a la facilidad a pasar de líquido a vapor. Cuanto mayor INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA sea el valor, más fácilmente pasará a la fase vapor dicho componente y por tanto su concentración disminuirá más en el líquido, en proporción al resto y aumentará más en la fase vapor. Un ejemplo de operación de destilación es la separación de agua y amoniaco. Al calentar la mezcla con una determinada composición a presión atmosférica se obtiene un vapor más rico en amoniaco (al ser éste más volátil que el agua) que la solución original, resultando además una fase líquida más pobre en amoniaco, con lo que se consigue un cierto grado de separación. A este proceso de separación de la fase líquida y la fase vapor se le denomina etapa. Aumentando el número de etapas con cada una de las fases resultantes y manipulándolas adecuadamente, variando la presión y la temperatura del equilibrio, puede alcanzarse una separación tan alta como sea necesaria y obtener de esta forma los componentes por separado con la pureza deseada. La ventaja principal de esta operación es que no es necesario introducir en el sistema una sustancia distinta de las ya existentes. Como inconveniente, cabe destacar que, al no variar demasiado las propiedades de la mezcla, la separación que se obtiene en cada etapa es relativamente pequeña en comparación a otras operaciones como la absorción, pudiendo ocurrir incluso que no haya ningún cambio en la composición, debiéndose recurrir entonces a otros métodos. Para comprender esta operación es necesario conocer el comportamiento de los equilibrios líquido-vapor. En la Figura 1.1 se muestran las diferentes curvas de composición de una mezcla A-B, en función de la temperatura y de la presión. Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.1 – Curvas de equilibrio Líquido-Vapor para mezclas binarias a diferentes presiones INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA Las zonas sombreadas representan el rango de temperaturas y composiciones a una determinada presión total Pt de los equilibrios vapor-líquido ideales. En las condiciones de estas zonas (presión, temperatura y composición) se produce un vapor que está equilibrio con el líquido. A mayor temperatura, manteniendo constantes la presión y la composición, sólo hay vapor y a menor temperatura sólo hay líquido. En la realidad no sucede así, por lo que se trata de una aproximación para equilibrios ideales. En la línea superior de cada una de ellas se encuentran los puntos de rocío, es decir, la temperatura a la que se forma la primera gota líquida para una determinada composición del vapor xa (al tratarse de vapor dicha composición se denomina ya para distinguir entre las fases). La línea inferior incluye los puntos de burbuja que son las temperaturas a las que se forma la primera burbuja de vapor en una mezcla líquida de composición xa . Se puede observar como al aumentar la presión (Pt1<Pt2<Pt3<Pt4<Pt5) aumentan las temperaturas a las que se produce el equilibrio y disminuye el área de la zona sombreada, lo que implica una menor separación entre los componentes. Imagínese que se calienta en un recipiente cerrado una mezcla líquida con xa = 0,5 a una presión Pt1. Al llegar a la temperatura de burbuja (punto de corte de una recta vertical con la línea inferior de la zona sombreada) se genera la primera burbuja de vapor. La composición de dicha burbuja viene dada por una recta horizontal que corta a la línea superior en un punto con ya mayor a 0,5 , es decir, la primera burbuja tiene una composición más rica en A que el líquido del que proviene. Al ser un gas, puede separarse fácilmente del líquido original y sólo sería necesario enfriarlo para provocar su condensación y obtener de esa forma un líquido con mayor concentración en A que la solución de partida. Este proceso puede volver a repetirse indefinidamente para conseguir mayores concentraciones en cada etapa. No obstante, el líquido resultante se ve empobrecido en el componente A, por lo que para temperaturas intermedias entre la de burbuja y la de rocío se produce un reparto distinto como puede verse en la Figura 1.2. Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.2 – Curva de equilibrio L-V y diferentes composiciones de las fases Para una composición x1 y una temperatura T2, el líquido tendrá una composición dada por el punto E, igual a x2 , mientras que la fase vapor tendrá una composición dada por el punto F, igual a y2. En esta gráfica, los puntos A y C corresponden a las temperaturas de INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA ebullición de los componentes puros B y A respectivamente, a la presión dada. La temperatura C es menor que la temperatura A por lo que se deduce que el componente A es más volátil que el B, y es por ello que se expresa la composición de la mezcla xa ó ya referida al componente A. Operaciones de transferencia de masa ; Robert E. Treybal Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.3 – Equilibrio L-V en función de la presión En la Figura 1.3 se representa el mismo equilibrio pero esta vez en función de la presión para una temperatura constante. PA y PB son las presiones de vapor de las especies puras a la temperatura de la mezcla. En este caso el componente B es el menos volátil ya que su presión de vapor es menor. Otra forma de realizar la separación es por tanto variar la presión, como se observa en la Figura 1.1. Una disminución provoca que se evapore la mezcla, produciéndose un vapor que será más rico en el componente más volátil. En la mayoría de los casos, sucede que el comportamiento de los equilibrios líquidovapor de una mezcla no siguen la Ley de Raoult (PA·xA = Presión parcial en la mezcla), presentando desviaciones del comportamiento ideal. Los datos deben obtenerse de forma experimental y a partir de ellos componer las gráficas anteriores. Una mezcla cuya presión total es mayor que la calculada para el caso ideal se dice que muestra desviaciones positivas de la Ley de Raoult (Figura 1.4). Si es menor, las desviaciones son negativas. INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.4 – Desviación positiva El caso límite de las desviaciones se debe a las llamadas mezclas aceotrópicas (Figura 1.5). Dichas mezclas presentan un punto de ebullición constante y la composición del líquido es igual a la del vapor por lo que no se pueden seguir separando sin modificar las condiciones de operación. 2 Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.5 – Aceótropo entre acetona y CS2 Se puede trabajar a ambos lados del aceótropo pero cerca de él no se puede obtener una concentración que esté del otro lado. Para ello hay que recurrir a otras técnicas como, por ejemplo, variar la presión para modificar el aceótropo. INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA 1.3 – Equipos de destilación Los equipos industriales para operaciones de destilación más difundidos son los siguientes: Destiladores FLASH Destiladores diferenciales (tipo “batch”) Torres de relleno Torres de platos Los primeros son equipos de una sola etapa en los que se parte de una fase líquida a la que se aumenta la presión mediante una bomba. En la alimentación al equipo, que es básicamente un depósito cilíndrico, se coloca una válvula que provoca una brusca caída de presión en la mezcla alimentada, por debajo de su presión de vapor a esa temperatura, de forma que parte de la misma se evapora. Se pueden utilizar equipos en serie y diversas configuraciones para obtener una mayor separación. Los equipos para destilación diferencial (o “batch”) son depósitos en los que se calienta el fluido para formar vapor que es separado y condensado. La composición del mismo irá variando a lo largo del tiempo, al ir variando la composición del líquido residual en equilibrio. Cada cierto intervalo de tiempo, se cambia el recipiente en el que se almacena el vapor condensado, de forma que cada recipiente tiene una composición distinta. Las torres de relleno se componen de un cuerpo cilíndrico vertical en cuyo interior hay algún tipo de material de relleno que puede ser uniforme o aleatorio. La disposición de dicho relleno crea un cuerpo con una gran superficie específica (superficie por unidad de volumen) y una gran cantidad de huecos por los que circularán tanto el vapor como el líquido de forma más o menos tortuosa. Por la parte superior se introduce el líquido que cae mojando el relleno. El vapor asciende a través los huecos que deja el relleno mojado, en contacto continuo con el líquido, produciéndose una transferencia de materia y de energía. En la parte superior, a la salida del vapor, se coloca un condensador con el que se obtiene de nuevo una mezcla líquida de componentes más rica en el componente volátil, que se denomina destilado. Al ser más rico en el componente volátil que la alimentación, puede volver a introducirse en el equipo, lo que provoca un aumento de la transferencia de materia y una mayor riqueza de la fase vapor, a costa de reducir el caudal de destilado. Asimismo, el destilado tiene menor entalpía que el vapor ascendente, con lo que al ponerse en contacto lo enfría, afectando por tanto al equilibrio. En la parte baja se coloca algún tipo de sistema calefactor, normalmente hervidores, para provocar la evaporación de la mezcla líquida. Las torres de relleno aplicadas a la destilación, aún siendo menos caras que las torres de platos, presentan como inconvenientes principales una dinámica más lenta, una mayor caída de presión y la inestabilidad del flujo, haciendo más difícil su control. Finalmente, las torres de platos tienen un funcionamiento similar a las torres de relleno. Se componen de un cuerpo cilíndrico vertical en cuyo interior se distribuyen unas bandejas metálicas perforadas o de otro tipo, denominadas platos, y un bajante o colector. La INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA zona comprendida entre un plato y otro, incluyendo el plato inferior, se denomina etapa de contacto. En una configuración simple, el líquido cae del bajante superior a uno de los extremos del plato y se desliza por él. En el extremo contrario se encuentra el bajante para el siguiente plato, por el cual cae el líquido, y así sucesivamente. El vapor cruza de un plato al inmediatamente superior a través de los orificios, evitando que el líquido los atraviese. Al pasar por los orificios, forma burbujas que se ponen en contacto en flujo cruzado con el líquido que hay en el plato y es ahí donde se produce la transferencia de materia, generando espuma. En la Figura 1.6 puede observarse un esquema del funcionamiento. Apuntes de Operaciones de Separación ; Ingeniero Químico, E.T.S. Ingenieros de Sevilla Figura 1.6 – Esquema de una torre de platos de destilación El bajante del plato superior descarga por debajo del nivel de líquido del plato inferior, con lo que se tiene un sello hidráulico que evita que el gas pase de una etapa a la siguiente a través del bajante. Para ello hay que situar el bajante de cada plato a mayor altura que el bajante de descarga superior. Al igual que las torres de relleno, disponen de un condensador en la parte superior y un hervidor en la parte baja. Presentan la ventaja de que en cada plato la composición del líquido en régimen permanente se mantiene bastante constante (destilación en continuo), por lo que pueden realizarse extracciones intermedias cuya concentración es conocida, o también INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA puede introducirse la alimentación directamente a un plato y jugar así con más variables de operación. En los cuatro equipos, la forma más empleada de conocer la composición es mediante una medida de la temperatura debido a la relación que guarda con la composición de la mezcla y a que introduce menor retardo que un analizador de composición, normalmente cromatógrafos de gases que, por otro lado, son muy costosos. En las torres de platos es donde las temperaturas se mantienen más constantes, permitiendo una mejor calidad del control, en igualdad de condiciones. 1.4 – Modos de destilación Existen varias formas de operar las columnas de destilación. Lo más frecuente es hacerlo en continuo o por cargas. También existe una forma adicional de operación en semicontinuo, mezcla de ambas. En la operación en continuo, se introduce una alimentación más o menos constante (caudal, composición, temperatura y presión) y se extrae tanto el destilado como los fondos para que no haya acumulación de ninguno de los componentes en la torre. Las variables de operación se suelen mantener, con pequeñas variaciones, en torno a unos valores concretos y sólo se ven alteradas por perturbaciones exteriores o modificaciones del punto nominal de funcionamiento. En el caso de la operación por cargas, se parte de un volumen de líquido que es introducido en la torre, generalmente en los fondos y el hervidor. Este volumen se calienta y va separándose progresivamente el componente volátil, empobreciéndose en el mismo. Existen diversos objetivos o modos de operación en la destilación por cargas: volumen de destilado, operación con relación de reflujo constante o variable, tiempo mínimo para obtener un determinado grado de separación, máxima productividad... También se puede trabajar con una composición de destilado constante, controlando la relación de reflujo, que es el método más utilizado de cara a cumplir con unas especificaciones de calidad del producto. La operación en semi-continuo es una operación por cargas en la que, al llegar a un determinado nivel de agotamiento de los fondos, se introduce una nueva carga a destilar. Dependiendo de la rapidez con la que se agoten los fondos, la operación será más o menos parecida a alguna de las dos anteriores. Existen diversos desarrollos matemáticos para modelar la destilación. Entre ellos destacan el modelo de Rayleigh (por cargas), el modelo “shortcut” de Fenske-UnderwoodGilliland (FUG), modelos simples o rigurosos, así como desarrollos posteriores basados en cada uno de ellos. Los más utilizados en simulación de procesos suelen ser el modelo “shortcut” y el modelo riguroso aplicado plato a plato. Partiendo de estos modelos de comportamiento, se pueden obtener los métodos para llevar a cabo el control de la columna. No obstante, estos métodos suelen requerir unos INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA ajustes de los parámetros de control en base a experiencias reales, principalmente en el caso de la destilación por cargas. 1.5 – Variables de diseño y control El diseño y operación de una torre de platos para destilación, en comparación con otras operaciones unitarias, es bastante complejo, ya que no sólo se ven afectados por las propiedades físicas y químicas de las sustancias sino que hay que tener en cuenta la termodinámica, la transferencia de calor y la fluidodinámica, estando todas ellas interconectadas. Esto cobra una mayor importancia cuando el funcionamiento se aleja del punto de diseño, lo cual suele suceder con bastante frecuencia en la industria. Las modificaciones en el diseño y construcción de estos equipos sólo están justificadas en casos concretos, por lo que una variación en el punto de funcionamiento se realiza normalmente a través de la modificación de las diversas variables de operación. En el caso de la destilación en continuo, partiendo de un equipo determinado, quedan fijados algunos límites como, por ejemplo, los caudales máximos y mínimos de líquido y de vapor que vienen determinados por la fluidodinámica. Dichos límites generan una zona de operación eficiente como se ve en la Figura 1.7. Fuera de los mismos se producen una serie de fenómenos indicativos del mal funcionamiento. Operaciones de transferencia de masa ; Robert E. Treybal Figura 1.7 – Características de operación de una torre de platos perforados El caudal máximo de gas fija la potencia máxima de calefacción necesaria y es también un límite de caudal máximo de destilado, lo cual proporciona además la potencia necesaria en el condensador. La composición del destilado viene marcada por el número de platos y su eficiencia que dependen de la construcción, pero también por la relación de reflujo, es decir, la proporción entre el destilado que se vuelve a introducir en la torre y la parte que se saca como producto. Una mayor relación de reflujo aumenta la composición de salida al poner en contacto la fase vapor con un líquido rico en el componente volátil, pero disminuye el INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA caudal de salida del destilado, haciendo que aumente el coste operativo si se quiere aumentar la pureza del mismo. También es posible que el componente que interesa separar sea el menos volátil, para lo cual se sigue aplicando todo lo anterior, ya que con una alimentación determinada, si se fijan la composición y caudal del destilado quedan también fijados la composición y caudal de los fondos a través de balances de materia. La medida de temperatura suele usarse normalmente para conocer la composición en cada uno de los platos, en el destilado y los fondos, ya que está relacionada con las mismas como ya se ha indicado. Si se precisa más exactitud o un control adicional, se suelen colocar medidores de composición. La entalpía y el caudal de la alimentación afectan también a la operación, estando relacionadas ambas con la potencia de funcionamiento del hervidor y del condensador. Otra variable de interés es la presión a la que opera la torre, normalmente controlada a través del condensador y del grado de inundación (en %). Se suele trabajar en depresión para facilitar la evaporación del componente volátil. A lo largo de la torre existe un aumento de la presión en sentido descendente debido al peso del líquido, que suele utilizarse como medida del grado de inundación de cada plato. Si esta caída de presión es muy elevada, es necesaria mayor potencia en el hervidor para lograr la vaporización y un aumento de la temperatura de los fondos, lo que en ocasiones puede producir la degradación térmica de algunos compuestos. En muchos casos se opera a presión atmosférica, con un condensador abierto a la atmósfera y sobredimensionado para evitar pérdidas. Todo lo anterior está referido al funcionamiento en régimen permanente de la destilación en continuo. Los arranques y paradas, así como las modificaciones en el punto de funcionamiento, requieren una especial atención y son por lo general difíciles de modelar, tanto más cuanto mayor sean el tamaño y complejidad de la torre. Las opciones más utilizadas en estos casos son la simulación en programas informáticos y la experiencia previa acumulada por los responsables de operar la torre. En el caso de la destilación por cargas, se puede aplicar una gran parte de lo anterior, pero dicha operación presenta una serie de peculiaridades que la hacen especial. Como diferencia principal, al no existir una alimentación continua al equipo, la operación transcurrirá siempre en régimen no estacionario, por lo que un análisis correcto de funcionamiento debe estar basado en la evolución temporal de las variables. Toda la energía que interviene en la torre (calor introducido en el hervidor, extraído en el condensador y pérdidas) es externa, a diferencia de la destilación en continuo donde parte de esta energía es introducida a través de la alimentación. Al no haber un caudal de alimentación, aumenta la dificultad a la hora de manejar la fluidodinámica, ya que se dispone de un menor número de variables sobre las que actuar para controlar los flujos de gas y líquido y el equilibrio en cada plato. El perfil de temperaturas a lo largo de la torre cobra importancia y sirve en ocasiones para evaluar el progreso de la destilación, aunque suelen combinarse varias técnicas como el análisis de la composición de fondos (conocidos la concentración y el volumen de la carga iniciales) o el control de tiempo de operación basado en la experiencia previa o en cálculos aproximados a partir de modelos matemáticos o simulaciones. INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA El control de la composición del destilado se convierte en un parámetro muy importante ya que, en la mayoría de ocasiones, se suele trabajar con una relación de reflujo que no es constante, debido a la evolución de las diversas variables en juego. De este parámetro depende en gran medida la eficiencia económica de la separación. Sobre la operación por cargas se han realizado diversos estudios, aunque su uso queda relegado a un segundo plano en grandes instalaciones (refinerías, petroquímicas,…) teniendo mayor interés en química fina y procesos semi-continuos, como sucede en la industria farmacéutica o en destilerías. Más adelante se comentará en profundidad la problemática de control asociada a esta operación. 1.6 – Control y automatización Una vez conocido el funcionamiento de un determinado equipo y las variables sobre las que se puede actuar, así como el efecto de cada una de ellas sobre el proceso, lo que queda por resolver es la forma en la que se van a manipular. De ello depende en gran medida que la operación sea estable y tenga ciertas garantías en cuanto a calidad del producto, cantidad, coste y seguridad. El control de un proceso se define como la forma de manipular los parámetros que afectan a su funcionamiento con el fin de cumplir unos objetivos concretos. En un principio, el método de control más simple es operar manualmente todas y cada una de las variables (válvulas, bombas, elementos calefactores, etc.). El efecto que tiene cada acción se ve reflejado en los instrumentos de medida. Esto requiere una atención exclusiva del operario y su presencia continuada y añade limitaciones en ciertos aspectos como la simultaneidad de actuaciones. Aún colocando actuadores remotos y concentrando los mandos y la instrumentación en un solo lugar, sigue existiendo la limitación del número de variables y actuaciones que puede atender una persona, así como la interacción entre variables provocada por la actuación del operario. Sobre la opción anterior, se puede añadir la ayuda de dispositivos que faciliten ciertas tareas, haciendo que la intervención humana no sea necesaria, salvo que se produzcan fallos en el funcionamiento. A esto se le denomina control automático. Hoy día, los dispositivos que mejor cumplen con esta función son los dispositivos electrónicos, dada su gran fiabilidad y elevado número de actuaciones, en comparación a los dispositivos mecánicos, cuyo uso sigue resultando más barato en ciertos casos (boya de control de nivel en un depósito, válvula de seguridad para depósitos a presión, etc.). No obstante, debido al avance de la tecnología y la disminución de costes de la electrónica, muchos dispositivos mecánicos incluyen un control electrónico. Dentro del control electrónico existen dos tipos de sistemas en función del tipo de señales que utilicen en su funcionamiento: sistemas analógicos y sistemas digitales. Los primeros son más simples y baratos pero presentan inconvenientes debido a que su funcionamiento se ve afectado por condiciones internas del circuito (temperatura, INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA envejecimiento de los componentes) o externas (interferencias). La capacidad de estos sistemas es reducida por lo que se suelen utilizar para controles simples. La electrónica digital lleva asociada un gran número de ventajas que la convierten en la base actual de los sistemas de control, no solo a nivel industrial. Entre ellas, las más importantes son la fiabilidad, rapidez y exactitud de las operaciones, así como la posibilidad de cambiar el comportamiento sin realizar modificaciones en el medio físico. La capacidad es muy superior a los sistemas analógicos y si se necesitan controles complejos son una solución más barata. En función de las necesidades, se puede optar por dispositivos para aplicaciones específicas (programables o no), lógica programable o autómatas programables industriales (API o PLC por sus siglas en inglés), todos ellos basados en microcontroladores. Los primeros son sistemas hechos a medida mientras que los otros dos son sistemas comerciales, lo que implica que son más caros de implantar pero más sencillos de manejar y configurar. Los autómatas industriales son los equipos más difundidos cuando el grado de complejidad de la instalación es elevado. Los APIs pueden integrarse dentro de una estructura de control por computador, basada en la arquitectura de los computadores digitales y cuyas funciones principales son las siguientes: - Adquisición y tratamiento de datos - Monitorización y supervisión - Mando remoto - Control Entre los tipos de estructuras de control, aplicadas en instalaciones industriales, los principales son el control centralizado y el control distribuido. El control centralizado requiere que todas las señales sean llevadas al centro de control y allí conectadas al ordenador central donde son procesadas y manipuladas. El control distribuido utiliza estaciones de control (normalmente APIs) distribuidas por la planta, cada una de las cuales controla una parte de la instalación. Todas ellas están a su vez conectadas al centro de control y funcionan independientemente unas de otras. Esta conexión permite el intercambio de datos a través de líneas o buses de comunicaciones, tanto entre equipos como con el control central, instrumentación, etc. Tiene claras ventajas con respecto al control centralizado y, por ello, es la estructura más utilizada en las nuevas instalaciones e incluso en muchas plantas antiguas, que la han adoptado tras una actualización. Un esquema típico de control distribuido puede verse en la Figura 1.8. INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA Traducción del original obtenido de Google Images Figura 1.8 – Jerarquía de control y supervisión 1.7 – Control supervisor y adquisición de datos Entre las funciones de un sistema de control por computador se incluyen la adquisición de datos y la supervisión del proceso. Sin embargo, la capacidad de almacenamiento de información de la que disponen los autómatas industriales es bastante limitada y por tanto, también es limitada su capacidad de procesamiento. Como solución se utiliza el almacenamiento remoto y el tratamiento informático de los datos procesados a través de ordenadores personales o servidores de red. Aún así, el intercambio de datos conlleva un retardo que puede afectar a determinados procesos clave. Tampoco es adecuado dejar todas las operaciones a cargo de un ordenador, ya que sobrecarga el bus de comunicaciones y se crea una dependencia del ordenador que no saca ventaja del control distribuido. La solución óptima pasa por realizar los cálculos sencillos en los autómatas de forma que controlen el comportamiento de ciertas variables y almacenar los datos trascendentes en uno o varios servidores centrales. De dicho servidor se obtendrán los datos útiles para los responsables de la planta, y también realizará operaciones complejas como, por ejemplo, optimización de beneficios, análisis estadísticos, etc. El funcionamiento del autómata puede verse modificado automáticamente a partir de los resultados de estas operaciones. También permite controlar manualmente la instalación actuando de forma remota sobre el proceso, incluso a través de otras redes de comunicación como puede ser Internet. Además de la adquisición de datos, el servidor central realiza tareas de supervisión del proceso. Esta supervisión resulta muy útil ya que permite que el sistema reaccione automáticamente ante determinados sucesos, a la vez que registra y avisa de lo sucedido, lo INTRODUCCIÓN CONTROL REMOTO SUPERVISOR DE UNA COLUMNA DE PLATOS PARA DESTILACIÓN BINARIA cual disminuye la atención que hay que prestar al proceso. A su vez, reduce la mano de obra necesaria y aumenta la seguridad. Los sistemas informáticos que realizan este conjunto de operaciones se denominan sistemas SCADA (Supervisory Control and Data Adquisition, es decir, Control Supervisor y Adquisición de Datos). Pueden estar combinados con una Interfaz Hombre-Máquina (en inglés Human-Machine Interface o HMI) a través de la cual un operario recibe la información y/o actúa sobre los controles disponibles, bien a través de un panel de control, de un mando a distancia, una pantalla táctil, un terminal informático o dispositivos similares. El control supervisor lo puede llevar a cabo el operario o puede estar programado en el equipo, dejando abierta o no la posibilidad de que el operario modifique algunos de los parámetros (p. ej. la temperatura de alarma de un reactor o el punto de consigna de un lazo de control…).