03 LECHE UHT 8 Pags A4 MPFT
Anuncio

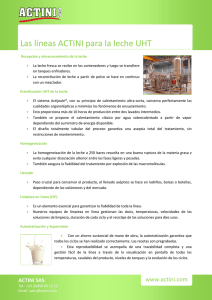
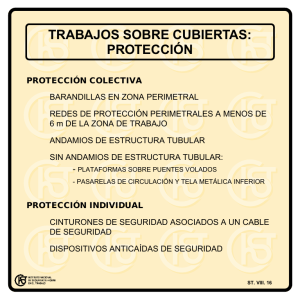
U.H.T. Tratamiento Indirecto www.gemina.es U.H.T. Tratamiento Indirecto Producción de Leche de Larga Duración INTRODUCCIÓN El tratamiento UHT (Ultra High Temperature) es una técnica para preservar los alimentos líquidos exponiéndolos a un breve, pero intenso tratamiento térmico. Este tratamiento destruye todos los microorganismos relevantes contenidos en el producto y desactiva la mayoría de las enzimas resistentes al calor. De manera que los productos obtenidos resultan de excelente calidad y pueden ser almacenados durante largos periodos a temperatura ambiente. Este tratamiento se aplica siempre que el producto permanezca bajo condiciones asépticas, luego es necesario prevenir reinfecciones en el proceso de empaquetado del producto y en definitiva en cualquier proceso posterior al tratamiento UHT. GÉMINA diseña modernas plantas UHT, donde la leche es bombeada a través de un sistema cerrado. Durante el transcurso del proceso, la leche es precalentada, tratada a un alto grado de calor, homogenizada, enfriada y empaquetada asépticamente. Productos líquidos poco ácidos (PH > 4.5 productos comunes, PH>6.5 para leche) son normalmente tratados a una temperatura que oscila entre 135 y 150ºC durante unos pocos segundos a través de calentamiento indirecto o directo. Productos líquidos muy ácidos (PH<4.5) como zumos son normalmente tratados a 90-95⁰ C durante 15-30 segundos. Las plantas UHT GÉMINA son flexibles y permiten procesar un amplio rango de productos en la misma planta. El tratamiento UHT aplicado a la leche ahorra tiempos, labores, energía y espacio. Se trata de un proceso a alta velocidad que tiene mucho menos efecto en el color y el sabor original del producto final. APLICACIONES PRINCIPIO DE FUNCIONAMIENTO El tratamiento UHT es un proceso continuo, y sus aplicaciones son por lo tanto limitadas a productos que pueden ser bombeados. Este tratamiento puede ser aplicado a un amplio abanico de productos lácteos y productos alimentarios en general: Leche líquida y recombinada. Leche concentrada. Cremas lácteas. Bebidas con leche de sabores. Productos lácteos fermentados (yogurt, mantequilla, etc…) Bebidas basadas en sueros. Helados. Postres. Bebidas de proteínas. Bebidas de soja. Comida para bebés. Ingredientes y cremas basadas en grasas vegetales. Sopas, salsas, purés… Soluciones nutricionales. El principio de funcionamiento se describe en las siguientes fases: Pre-esterilización Antes de que comience la producción la planta debe estar esterilizada para evitar infecciones en el producto a tratar. La pre-esterilización implica: Esterilización por agua caliente a la misma temperatura a la que va a circular el producto. Este ciclo tiene una duración mínima de 30 minutos desde el momento en que la temperatura ha alcanzado las condiciones asépticas necesarias. Enfriar la planta a las condiciones requeridas para la producción. 1. 2. 3. 4. 5. C.I.P. Tanque de balance Bomba de alimentación Intercambiador de calor Recuperación Pre-calentamiento Intercambiador de calor Calentador 6. 7. 8. 9. 10. Intercambiador de calor Calentador final Intercambiador de calor Enfriador Homogenizador Llenado aséptico Tanque aséptico 1. 8. 9. 2. 4. 5. 6. 7. 3. 10. Producción La experiencia de GÉMINA en el sector nos ha conducido a clasificar el tipo de intercambiadores en función del tipo de producto. Por ello, para productos con viscosidades bajas y medias que contengan o no partículas o fibras aplicamos un sistema de tratamiento térmico tubular. El término viscosidad media es un concepto ambiguo, ya que la viscosidad de un producto podría variar dependiendo del material crudo, aditivos y tratamientos mecánicos. Sopas, productos derivados del tomate, frutas, vegetales y ciertos postres son ejemplos de productos con viscosidad media que encajan en el concepto de tratamiento térmico tubular. Además los sistemas tubulares son los más utilizados para procesar leche común de larga duración. El tiempo de funcionamiento de los sistemas indirectos se prolonga aún más instalando una sección de mantenimiento (Holding) que estabiliza las proteínas de la leche y por lo tanto, minimiza el ensuciamiento en los intercambiadores de calor. El intercambiador de calor tubular comprende un gran número de tubos ensamblados en módulos que pueden estar conectados en serie y/o en paralelo para ofrecer un sistema completamente optimizado para cualquier tarea de calentamiento y/o enfriamiento. En la mayoría de los casos las plantas UHT indirectas se conectan directamente con las líneas de envasado aséptico. Para evitar los inconvenientes de la recirculación de productos en las paradas de las envasadoras, suministramos tanques asépticos perfectamente integrados en el sistema. Gracias a la sección de recuperación de calor, las plantas UHT GÉMINA alcanzan un alto grado de eficiencia energética. El producto es bombeado desde un tanque a través de una bomba de alimentación al primer intercambiador de calor. Después de esta etapa, diferentes estaciones de calentamiento se utilizan para llevar al producto a las condiciones de temperatura deseadas. Monitores localizados en las diferentes etapas del proceso comprueban que estas temperaturas se han alcanzado con éxito. El tubo de mantenimiento mantiene el producto a la temperatura requerida durante un periodo de tiempo determinado. El producto es enfriado con agua de red y después con agua procedente de la enfriadora hasta alcanzar la temperatura de empaquetamiento. Finalmente, el producto enfriado es bombeado a un tanque pulmón aséptico, que ofrece una amortiguación entre el proceso continuo en línea de pasterización y el sistema de empaquetamiento. Limpieza Intermedia Aséptica El ciclo completo CIP dura entre 70 y 90 minutos y normalmente se lleva a cabo inmediatamente después de la producción. Una limpieza intermedia aséptica es una herramienta útil en casos donde la planta se usa para producciones de larga duración. Un ciclo de este tipo dura 30 minutos y se puede realizar cada vez que sea necesario eliminar ensuciamientos en la línea de producción sin perder las condiciones asépticas. CARACTERÍSTICAS Y VENTAJAS DETALLES TÉCNICOS DE CONSTRUCCIÓN Diseño adaptado a las necesidades del cliente: en todos los proyectos realizados por GÉMINA valoramos especialmente una integración adaptada perfectamente a las instalaciones de nuestros clientes. Montados sobre chasis modular, un módulo consiste en intercambiadores de calor y otro módulo incluye los tanques, bombas y cuadro eléctrico con control del proceso. Este diseño facilita futuras ampliaciones. Sistema de recuperación de rechazos: Máximo aprovechamiento de la totalidad del producto tratado, sin pérdidas. Sencillez en el manejo y aprendizaje del sistema automatizado: Nuestro objetivo es facilitar el trabajo de las personas, por ello, utilizamos recursos de racionalidad, ergonomía y funcionalidad aplicadas a nuestros métodos constructivos. Diseñados y fabricados cumpliendo los elevados requisitos de diseño higiénicos recomendados por EHEDG (European Hygienic Equipment Design Group) y 3A (normas USA). Asistencia técnica vía Internet: Enfocada a resolver todas las dificultades técnicas de nuestros clientes de forma permanente. Eficiencia: Control absoluto de la esterilización, con doble testado de la temperatura de proceso. Automatización: Amplia gama de procesos; desde la pantalla HMI al SCADA. Integración de modo óptimo en soluciones IT (Information Technology) , por ejemplo, con aplicaciones de los niveles MES (Manufacturing Executing Systems) y ERP (Enterprise Resource Planning). Integración con el resto de sistemas, buses de campo, ASIBus, Profi-Bus y Ethernet. Brindamos la máxima facilidad para la conectividad y puesta en marcha de los sistemas informáticos de control de procesos. Supervisión y control on-line de todo el sistema automatizado. Soldadura: Intercambiadores de calor soldados en atmósfera inerte y con soldadura robotizada. Componentes: Fabricado con los componentes de mayor calidad del mercado. Materiales: AISI 316 todas las zonas en contacto con el producto y AISI 304 el resto. Todos los componentes utilizados están aprobados por la FDA. Tratamientos: Tratamientos de pasivado que reducen las picaduras superficiales. Montaje: Pre-montado en chasis, reducción de los periodos de puesta en marcha en fábrica. Excelente acabado superficial, con rugosidades de acabados interiores menores de Ra < 0.8 mm. Limpieza: Diseño sin zonas muertas (roscas internas, conexiones de piezas, etc…) Todos los elementos están diseñados para una producción fiable y segura. ¿QUÉ NOS HACE ÚNICOS? Cálculo y registro del factor f0 de esterilización. Este factor viene determinado por el tiempo de exposición y la temperatura de esterilización con la que es tratado el producto. En función de ambos parámetros, se determina la intensidad del tratamiento térmico. Las curvas representan el efecto letal para distintos tipos de bacterias patógenas. VENTAJAS Control en tiempo real del proceso de pasteurización o esterilización. Representación gráfica en tiempo real del diagrama mostrado abajo, que indica en qué región de esterilización se encuentra el producto que está siendo tratado. Solución a las auditorías: Registro del factor f0. Estos informes pueden ser guardados o impresos. TEMPERATURA DE PROCESO HEATING TIMES BOTELLA ESTERIL 2000 ctin Pe 1000 600 l thy me 400 3% ere est 200 60 s5 re po cs ºC 30 s re po ili s lic h op hi rm ell 6 am ine Juice pasteurization 2ª Pasteurization Orange res osop ec tiv eta Veg 20 10 ian 90 % PS Lip ase i na cti Ps-p No vat dic rote ion olo ase ratio inac n tiva tion 1% Des tru ctio no f ly sine e Th Asc 40 90% p so Me ge r an Eo PM ase 100 D es tru ctio no f th s UHT REGION 5º 4 C 2 1 60 70 80 90 100 110 120 130 140 150 TEMPERATURE ºC MODELOS Capacidad litros/hora Producto Sistema Impulsión Temp. Max de Proceso Temp. entrada Producto Medio Calentamiento Control Holding MLK-UHT-/4500-A 4500 Milk Indirecto Tubular Centrifuga 150ºC 2ºC Vapor Automatico 4 sg MKL-UHT-/6500-A 6500 Milk Indirecto Tubular Centrifuga 150ºC 2ºC Vapor Automatico 4 sg MLK-UHT-/8500-A 8500 Milk Indirecto Tubular Centrifuga 150ºC 2ºC Vapor Automatico 4 sg MLK-UHT-/12000-A 12000 Milk Indirecto Tubular Centrifuga 150ºC 2ºC Vapor Automatico 4 sg MLK-UHT-/15000-A 15000 Milk Indirecto Tubular Centrifuga 150ºC 2ºC Vapor Automatico 4 sg Modelo GÉMINA puede diseñar cualquier modelo personalizado en función de las necesidades requeridas por el cliente MACHINEPOINT FOOD TECHNOLOGIES es el resultado de una fusión entre dos empresas MACHINEPOINT y GÉMINA. MACHINEPOINT FOOD TECHNOLOGIES diseña, fabrica e integra líneas, equipos y procesos para la industria alimentaria, más en concreto para los procesadores de bebidas, la industria láctea y los procesadores de frutas y vegetales. MACHINEPOINT FOOD TECHNOLOGIES pertenece al GRUPO MACHINEPOINT, un grupo internacional especializado en equipos industriales para las industrias plástica, embalaje y alimentación. El grupo tiene sus oficinas centrales en España (Valladolid) y sedes comerciales en Turquía, México, Francia, India y Norte de África. El centro de ingeniería de MACHINEPOINT FOOD TECHNOLOGIES esta localizado también en España (Murcia), es aquí donde se encuentra nuestro equipo de fabricación y diseño de equipos y plantas, así como nuestro centro I+D+i. GEMINA PROCESOS ALIMENTARIOS S.L. es una empresa líder en diseño y fabricación de sistemas que aportan soluciones innovadoras para la industria del sector alimentario. Más de 25 años de experiencia diseñando, fabricando, montando, automatizando y poniendo en marcha líneas y procesos. Oficinas centrales - Europa Parque Tecnológico de Boecillo Edificio C.E.E.I. 2.01 E-47151 Valladolid - España Tel: +34 983 549 900 Fax: +34 983 549 901 Email: [email protected] Centro de Ingeniería - Europa Polígono Industrial Los Romerales Parcelas 3 y 4 30520 Jumilla - Murcia - España Apartado de Correos 231 Email: [email protected] North Africa 71, Rue Jilani Marchand 2034 Ezzahra Ben Arous Tunisia Tel: +216 98 31 14 90 Tel/Fax: +216 79 48 45 21 Email: [email protected] Turkey Tel: +90 212 414 27 49 GSM: +90 554 577 2166 Email: [email protected] India 39, Rajdhani Bungalows, Near Ramwadi, Isanpur Road Ahmedabad – 382 443 India GSM: 0091 997 997 5617 Tele/Fax: 0091 79 65492585 Email: [email protected] France Tel: +33 975 181 356 Email: [email protected] Mexico Tel: +52 442 348 6609 Email: [email protected]