Recomendaciones preliminares de moldeado para ARPRO® 4635-FR
®
Para moldear con éxito ARPRO 4635 FR es preciso realizar algunas modificaciones a los ajustes de
acuerdo con la geometría y la densidad de las piezas moderadas
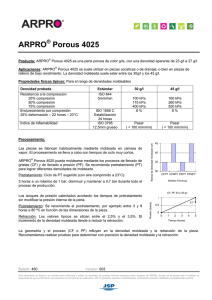
Moulded
density range
(g/l) (g/l)
Rango
de densidad
moldeado
®
ARPRO 4635-FR puede moldearse mediante los procesos
de llenado de grietas (CF) y de llenado a presión (PF). En
ambos casos es posible utilizar material pretratado (PT) o no
pretratado (NPT) para lograr diferentes densidades de
moldeado (de 38 a 60 g/l).
60
55
50
45
40
Parámetros de vaporización:
35
CFPT CFNPT PFPT PFNPT
Se recomienda realizar una prueba de moldeado para lograr la mejor fusión.
Para piezas gruesas y altas densidades (> 50 g/l): el moldeado mediante contrapresión (por
ejemplo 3,0 / 2,8 bares) durante el paso del vapor cruzado permite lograr las mejores
propiedades de fusión. En otros casos, incrementar la presión y el tiempo de aplicación del
vapor cruzado (configuración de 3,2 bar / 10 s para vapor cruzado y 3,2 bar / 5 s. para
autoclave) da buenos resultados.
Para piezas delgadas o bajas densidades pueden utilizarse los parámetros estándar. En caso
necesario se puede mejorar la fusión utilizando baja presión para la primera fase de primer
vapor cruzado (1,8 bar) y una presión más alta para la segunda fase (2,5 – 2,8 bar).
Se incrementa el enfriamiento (aproximadamente 50 segundos) y la estabilización puede fijarse a
aproximadamente 50 segundos.
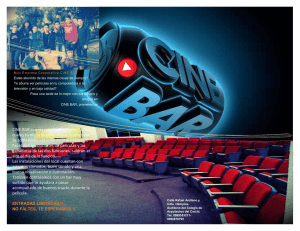
Pressure
Presión
(bars)
(bars)
2.5
2
Ciclo PT sugerido (con aire comprimido a 23°C):
1.5
6 horas a un máximo de 2,5 bar; disminuir y mantener a 1,2 bares
1
0.5
durante todo el proceso de producción.
0
Los tanques de presión calentados acortarán los tiempos de
0 1
pretratamiento sin modificar la presión interna de la perla.
Pretratamiento:
2
3
4
5
6
Postratamiento:
Es posible no someter a algunas piezas a postratamiento dependiendo del diseño, la densidad
modelada y el vapor aplicado.
Se recomienda 8 horas a 80°C, dependiendo de las dimensiones de las piezas, para la mejora
del aspecto de la superficie.
Valores típicos de retraccíon tras un postratamiento de 8 horas a 80°C:
El valor de retraccíon típico se en entre el 1,8 y el 2,2%, dependiendo de la densidad moldeada.
Se requieren pruebas específicas para determinar los valores exactos de retracción de las piezas.
®
Se requieren pruebas de moldeado para estudiar la viabilidad de una pieza moderada con ARPRO 4635
FR.
Boletín: 643
Versión: 002
Esta información se facilita a los clientes como referencia y refleja los resultados de pruebas internas realizadas sobre muestras de ARPRO. Aunque se ha puesto todo el
cuidado en asegurarse de que la información sea precisa en el momento de su publicación, JSP no garantiza, expresa o implícitamente, la idoneidad, precisión, fiabilidad o
completitud de la misma.
 0
0