Typical Physical Properties
Anuncio

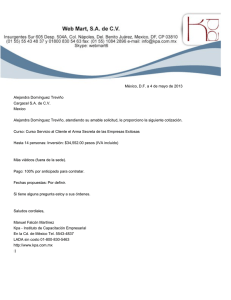
ARPRO® Porous 4025 ® Producto: ARPRO Porous 4025 es una perla porosa de color gris, con una densidad aparente de 23 g/l a 27 g/l. ® Aplicaciones: ARPRO Porous 4025 se suele utilizar en piezas acústicas o de drenaje, o bien en piezas de relleno de bajo rendimiento. La densidad moldeada suele estar entre los 30g/l y los 45 g/l. Propiedades físicas típicas: Para el rango de densidades moldeables Densidad probada Resistencia a la compression 25% compresión 50% compresión 75% compresión Endurecimiento por compresión 25% deformación – 22 horas – 23°C Índice de inflamabilidad Estándar ISO 844 5mm/min ISO 1856 C Estabilización 24 horas ISO 3795 12.5mm grueso 30 g/l 45 g/l 100 kPa 175 kPa 400 kPa 8% 160 kPa 260 kPa 550 kPa 8% Pasar ( < 100 mm/min) Pasar ( < 100 mm/min) ® ARPRO Porous 4025 puede moldearse mediante los procesos de llenado de grietas (CF) y de llenado a presión (PF). Se recomienda pretratamiento (PT) para lograr diferentes densidades de moldeado. Rango de densidad moldeado (g/l) Las piezas se fabrican habitualmente mediante moldeado en cámara de vapor. El procesamiento se lleva a cabo con tiempos de ciclo muy cortos. Moulded density range (g/l) Procesamiento: Pretratamiento: Ciclo de PT sugerido (con aire comprimido a 23°C): 5 horas a un máximo de 1 bar; disminuir y mantener a 0,7 bar durante todo el proceso de producción. 45 40 35 30 CFPT CFNPT PFPT PFNPT Moulding Moldeo techniques Técnicas CF,PF g/l CF, PF30 30to a 35 g/l Retracción: Los valores típicos se sitúan entre el 2,5% y el 3,5%. El incremento de la densidad moldeada tiende a reducir la retracción. Pressure (bars) Postratamiento: Se recomienda el postratamiento, por ejemplo entre 3 y 8 horas a 80 ºC en función de las dimensiones de la pieza. 1 Presión (bares) Los tanques de presión calentados acortarán los tiempos de pretratamiento sin modificar la presión interna de la perla. 0.7 0.5 0 0 1 2 3 4 5 Time(horas) (hours) Tiempo La geometría y el proceso (CF o PF) influyen en la densidad moldeada y la retracción de la pieza. Recomendamos realizar pruebas para determinar con precisión la densidad moldeada y la retracción. Boletín: 450 Versión: 003 Esta información se facilita a los clientes como referencia y refleja los resultados de pruebas internas realizadas sobre muestras de ARPRO. Aunque se ha puesto todo el cuidado en asegurarse de que la información sea precisa en el momento de su publicación, JSP no garantiza, expresa o implícitamente, la idoneidad, precisión, fiabilidad o completitud de la misma.