investigación de efectos olvidados en el despliegue de la función de
Anuncio

DO
16
INVESTIGACIÓN DE EFECTOS OLVIDADOS EN EL DESPLIEGUE
DE LA FUNCIÓN DE CALIDAD (QFD)
JAVIER RUIZ FERNÁNDEZ
LABEIN. CENTRO INVESTIGACIÓN TECNOLÓGICA
JAVIER ZUBILLAGA ZUBIMENDI
DEPARTAMENTO DE ORGANIZACIÓN DE EMPRESAS
UNIVERSIDAD DEL PAÍS VASCO/EUSKAL HERRIKO UNIBERTSITATEA
Resumen: Se propone aplicar la Teoría de Efectos Olvidados a la metodología del Despliegue Funcional de
Calidad (Quality Function Deployment, QFD). La matriz A-1 es crítica durante el proceso de aplicación del
método QFD. Las decisiones tomadas durante el desarrollo de productos se basan en buena medida en la
información contenida en dicha matriz. Es por ello
que se propone investigar los efectos olvidados de segundo y tercer orden para verificar la coherencia de la
Matriz A-1, en base a las matrices de incidencia de
redes con valores en los arcos o en los vértices.
Palabras clave: Despliegue Funcional de Calidad, QFD,
Efectos Olvidados.
I. Introducción
Si bien existen antecedentes en la antigüedad, cabe
situar los orígenes de la moderna gestión de la calidad en la revolución industrial de nuestro siglo. Los
autores americanos Juran, Deming, Crosby o Feigenbaum han sido considerados los promotores de
la denominada "revolución de la calidad", cuya idea
central es la calidad como estrategia fundamental
en la administración de los negocios, que penetra la
cultura de toda la organización que la adopta. Es sin
embargo en Japón donde tal revolución se hace realidad, con rasgos culturales propios y realizaciones
que le confieren una intensidad singular (,,,,,,). Es la
evolución industrial desde la inspección hasta la gestión total de la calidad, pasando por el control (estadístico del producto y del proceso) y el aseguramiento de la calidad.Tal evolución de la concepción
de la calidad en las organizaciones, reveladora del
progreso cultural, tecnológico y económico, tiende
a la generalización a todas las áreas de la empresa
y a su migración "aguas arriba" del ciclo de vida de
productos y servicios. Migración desde el control
final de la fabricación al control del proceso, al diseño, la investigación y el desarrollo (I+D) y el marketing. Así son varios los autores (1,3,7,13,,,) que
consideran la gestión de la calidad como una disciplina con un cuerpo de conocimientos, estrategias,
métodos y procedimientos de carácter interdisciplinar y alto grado de horizontalidad.
Pero es de nuevo en Japón donde tal migración
"aguas arriba" de los métodos de la gestión total de
la calidad (denominada Total Quality Control,TQC)
se produce con mayor rapidez. El método "Despliegue de la Función Calidad" es uno de los elementos clave de la respuesta japonesa a los problemas de calidad en el diseño y desarrollo de productos desde la década de los setenta.
En el presente trabajo se presenta la metodología
del Despliegue de la Función Calidad QFD y se
propone una aplicación de la teoría de "Efectos Olvidados" (,,) a la Matriz A-1 del método QFD. Ésta
trabajos posteriores (,) el Dr. Akao integró el QFD
con la ingeniería del valor, análisis de costes, o la ingeniería de fiabilidad. En Estados Unidos, Bob King
(), fue uno de sus primeros alumnos, y buscó su colaboración en repetidas ocasiones para impartir seminarios y preparar materiales de formación más
didácticos y comprensibles (). En la década de los
80, Growth Oportunity Alliance of Lawrence
(G.O.A.L./QPC) y American Supplier Institute (ASI)
son los principales focos de difusión del método,
junto con las grandes compañías multinacionales. A
partir de 1990, crece el número de aplicaciones y
expertos, especialmente en Estados Unidos, donde
se celebra un congreso anual desde dicho año.
Según el Dr. Akao, QFD puede definirse como la
conversión de las necesidades de los consumidores
en características de calidad, desarrollando un sistema de calidad del producto terminado mediante el
despliegue sistemático de las interrelaciones entre
necesidades del cliente y características del producto, empezando con la calidad de cada componente
funcional y extendiendo el despliegue a la calidad
de cada parte y proceso. La calidad total del producto quedará constituida a través de esta red de
interrelaciones.
En una traducción más "occidental", QFD se ha definido como un proceso estructurado y disciplinado
que sirve para identificar y trasladar la voz del cliente
y convertirla en requisitos del producto, a través de
cada etapa del desarrollo e implementación de un
producto o servicio, con la participación de todas las
funciones de la empresa que intervienen en el mismo.
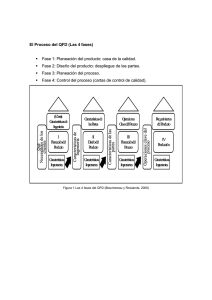
Para analizar la etimología del Despliegue Funcional
de Calidad (QFD), debemos remontarnos a la expresión japonesa:
es la matriz cuyas conclusiones y datos son la base
de todo el proceso QFD, y resultaría de gran interés investigar efectos olvidados de 2º y 3er orden,
que se hallan ocultos y que no son más que efectos de efectos de una acumulación de causas. El
modelo que se va a aplicar se basa en las matrices
de incidencia de redes con valores en los arcos o
en los vértices.
2. Despliegue de la función calidad (QFD)
El concepto de "Despliegue de Calidad" se remonta a finales de los años 60. Es en esta época cuando
en la aplicación del TQC en Japón comienza a
emerger con fuerza la convicción de que la calidad
del diseño también debe ser mejorada. Inicialmente, se comenzaron a usar diagramas causa-efecto
para identificar las necesidades del cliente y establecer la calidad del diseño. Alrededor de 1966, el
Dr. Akao comenzó a poner de manifiesto la necesidad de identificar los puntos críticos para asegurar
la calidad del diseño (16). Estas inquietudes fueron
más tarde formuladas en el QFD.
En 1972, con la ayuda de los Drs. Akao, Mizuno y
Furukawa, los astilleros de Mitsubishi Heavy Industries en Kobe desarrollaron una matriz de necesidades de clientes y características de calidad. Dos
años más tarde, el Dr. Akao fundó y presidió el Comité de Investigación en QFD de la Asociación Japonesa para el Control de la Calidad (JSQC).
Como presidente, jugó un papel clave en el desarrollo de esta técnica. En 1978, los Drs. Akao y Mizuno escribieron el primer texto japonés sobre
Quality Function Deployment. En investigaciones y
HIN SHITSU
CALIDAD
CARACTERISTICAS
ATRIBUTOS
CUALIDADES
KI NO
FUNCION
MECANIZACION
TEN KAI
DESPLIEGUE
DIFUSION
DESARROLLO
EVOLUCION
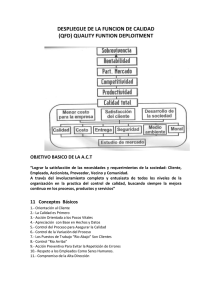
ficaciones de diseño a través del filtro de los técnicos conocedores del producto. Se elabora para
ello una matriz (Casa de la Calidad o matriz A-1)
que compara las necesidades de los clientes, entrada de la parte izquierda, con las características
de calidad, que son su entrada superior. En esta
comparación, se identifican las relaciones fuertes,
medias y débiles o posibles. En la parte derecha
se reflejan la importancia de las necesidades del
cliente, su valoración del producto actual frente
El concepto básico tras el método QFD es la transmisión de las necesidades del cliente a través de
todo el proceso de desarrollo de un producto. Esta
transmisión se puede representar de manera simplificada mediante lo que se conoce como Despliegue de Calidad, esquematizado en la figura 1, que se
realiza en cuatro etapas:
❑ Planificación del Producto. Los deseos o requisitos
expresados por el cliente se traducen en especi-
174
a los de la competencia, el plan de mejora y argumentos de venta. Combina tales puntuaciones
para obtener los pesos absoluto y relativo (porcentaje) de cada necesidad.
tar de "inventar" nuevas prestaciones del producto que puedan dar gran satisfacción al cliente y
nos permitan lograr una importante ventaja
competitiva a un coste mínimo.
❑ Despliegue de las Partes. Los requisitos de diseño
se traducen en las especificaciones de las piezas,
componentes o sub-sistemas que forman el producto. Ello se realiza mediante una matriz que
examina la correlación entre las características
de calidad y las partes del producto. Esta es una
de las primeras matrices que se emplearon para
reconocer las partes críticas y controlarlas.
❑ Ayuda a utilizar de una manera coherente y sistematizada, otras técnicas de calidad (Herramientas de Control y Planificación de la Calidad,
Análisis Modal de Fallos y Efectos, Diseño de Experimentos, Estudios de Fiabilidad y Mantenibilidad,...) que normalmente son de uso más restringido, difícil y costoso.
No hay un camino único para aplicar QFD. Cada
aplicación debe seguir sus propias directrices y
crear las representaciones matriciales adecuadas a
las peculiaridades intrínsecas de cada proceso. Para
poder implantar con éxito QFD, la dirección tiene
que ser consciente de que puede hacer falta un
cambio en la forma de trabajo y en la cultura de la
empresa. Debe además permitir dedicar suficiente
tiempo al proyecto.También una información fluida
y una buena comunicación interfuncional son parte
de las claves del éxito de este sistema.
Antes de finalizar este apartado es conveniente realizar una evaluación del método a partir de la experiencia y resultados de empresas que lo han aplicado. Esta labor no resulta fácil, dado el interés de
los difusores del método en resaltar los aspectos
positivos y amplificar los beneficios que reporta su
uso. Se trata pues, de hacer una lectura desapasionada y basada en datos objetivos que los usuarios
del método hayan aportado. Pese a la escasez de
información fiable sobre el tema, se han encontrado dos fuentes principales que reúnen estas condiciones, y aportan datos contrastados, aún cuando
ambos estudios son de diferente naturaleza, fechas
y objetivos.
El primero de ellos se basa en una encuesta realizada en 1986 por el Comité de investigación sobre
QFD de la Asociación Japonesa de Control de la
Calidad (Japan Society for Quality Control J.S.Q.C.)1, presidida por Akao, entre empresas asociadas a la Unión Japonesa de Científicos e Ingenieros (Japan Union of Scientist and Engineers J.U.S.E.).
El segundo estudio de referencia, de naturaleza más
cualitativa, es el publicado en 1991 por Abbie Griffin2, profesora de Marketing y Gestión de la Producción de la Universidad de Chicago (University
❑ Planificación del Proceso. A partir de las especificaciones definidas en la etapa anterior, se establecen los requisitos del proceso. Éstos se recogen en una tabla donde aparece el número de
proceso, el nombre, condiciones de fabricación,
equipamiento a emplear, con sus códigos o índices, características de las partes, y puntos centrales del proceso.
❑ Planificación de la Producción. Se definen los puntos de control de dicho proceso, y se reflejan en
el procedimiento correspondiente, establecido a
partir de los puntos críticos que proceden de las
etapas anteriores.
En cada una de las matrices, se hace una priorización, filtrado y selección de los aspectos que se
puedan considerar críticos y se sigue todo el proceso solamente con estos. Se tiene pues un proceso estructurado y coherente. La mecánica de las
matrices consiste en cruzar entradas verticales y
horizontales, (ver figura 2), e incluso más de dos entradas utilizando cubos u otro tipo de matrices. Esta
técnica presenta algunas ventajas:
❑ Visión global de todo el problema, a pesar de su
complejidad.
❑ Cruce de todos los parámetros, mostrando interferencias, interrelaciones e influencias positivas o negativas. Esto es, constituye una herramienta de análisis pormenorizado de relaciones
entre los múltiples factores que entran en juego
en el proceso de desarrollo de productos.
❑ Ayuda a seguir un camino marcado, enfocando
siempre los requisitos del cliente. Se trata de no
olvidar nada. Se intenta prever todas las necesidades del producto a lo largo de su vida útil.
1 Proceedings of International Conference of Quality Control, B-1-02,
Tokyo, 1987 (Citado por King B., "Better Design in Half the Time",
GOAL/QPC, 1989, p. 34-2)
❑ Potencia la creatividad de los miembros del equipo al mostrar las lagunas o puntos débiles a potenciar. Se incorporan algunas técnicas para tra-
2 GRIFFIN A.; "Evaluating Development Processes: QFD as an Example"; University of Chicago, Report No. 91-121, 1991
175
of Chicago Graduate School of Business), sobre 35
proyectos QFD realizados por nueve empresas
americanas.
A partir de los datos y conclusiones de ambos estudios, se trata de identificar los puntos comunes y
las divergencias encontradas, de manera que nos facilite un acercamiento más realista a la metodología
QFD.
De forma general, puede afirmarse que mientras en
las empresas japonesas la aplicación del QFD produce beneficios tácticos3, en las empresas americanas son más frecuentes los beneficios estratégicos4,
mientras que los beneficios tácticos son menos frecuentes y espectaculares. Para valorar esta afirmación en su justa medida, habría que considerar las
grandes diferencias existentes en la gestión de los
procesos de desarrollo de nuevos productos en
empresas japonesas y americanas. Mientras en
Japón la aplicación del QFD ha propiciado el logro
de reducciones sensibles en los tiempos y costes de
desarrollo, esto no ha sido tan claro en las empresas americanas, en las que por otro lado, ha tenido
importantes efectos en facilitar la comunicación y
en la creación de equipos interfuncionales sólidos.
Por otro lado, los proyectos QFD japoneses, aunque de carácter genérico en ocasiones, siempre
persiguen resolver problemas específicos. En muchos proyectos americanos tales objetivos específicos están ausentes, lo que ha dificultado la obtención de beneficios en el corto plazo.
Para finalizar, nos referiremos a algunos factores de
éxito que han sido puestos de manifiesto como
consecuencia de los dos estudios descritos. Desde
el punto de vista del contexto o del proceso de implantación del método QFD en una organización,
habría que tener en cuenta lo siguiente:
●
Buscar un alto compromiso y motivación tanto
de la dirección como de los miembros del equipo que va a aplicar el método QFD.
●
Ser persistente a largo plazo, y no esperar resultados espectaculares en el corto plazo, especialmente cuando no existe una buena integración
funcional.
●
equipo QFD. Matrices construidas por una ó dos
personas pueden ser de gran utilidad, especialmente cuando existe una buena comunicación
interfuncional.
●
Comenzar por productos sencillos o componentes que impliquen modificaciones limitadas. Los
productos complejos con un alto grado de reconsideración presentan mayor riesgo y menores probabilidades de éxito en las primeras aplicaciones del método.
●
La aplicación del QFD puede presentar mayores
ventajas en el diseño y desarrollo de procesos de
servicio que en productos.
●
Plantear siempre objetivos específicos o problemas a resolver durante el comienzo de todo
proyecto QFD.
En un plano operacional, habría que tener en cuenta:
●
No infravalorar la dificultad de recoger y comprender "La Voz del Cliente", y planificar desde el
principio las vías que van a ser empleadas con los
medios y plazos adecuados.
●
Construir matrices de reducido tamaño, focalizadas en aspectos concretos, evitando en lo posible matrices de más de 10 ó 12 entradas.
A modo de sumario, cabe concluir con los tres
rasgos que Griffin identifica como de importancia
fundamental para la mejora de los procesos de
desarrollo de las empresas americanas, que podrían suscribirse para las occidentales en general, y
que fueron los beneficios estratégicos más frecuentes:
1º Estructurar los procesos de toma de decisiones
a través de grupos interfuncionales.
2º Construir equipos altamente motivados y sólidamente organizados.
No ser muy dogmáticos en la constitución del
3º Trasladar información con eficiencia desde su
origen hasta el último usuario.
3 Se entiende por beneficios tácticos aquellos que se producen en el
No resulta fácil encontrar datos sobre la aplicación
de este método en empresas españolas. Si bien
existen diversas experiencias en empresas de tamaño medio y grande, preferiblemente del sector
industrial, no se han publicado estudios comparativos que permitan hacer un balance objetivo. Los
casos de aplicación en empresas españolas son más
bien esporádicos, y toman la forma de proyectos
corto plazo, incidiendo de forma directa y cuantificable en el proyecto
en el que se aplica QFD, en forma de reducciones del tiempo o coste
de desarrollo,
4 Se entiende por beneficios estratégicos aquellas mejoras a medio o
largo plazo que inciden sobre el propio proceso de desarrollo más que
sobre el producto en cuestión, en forma de racionalización del proceso de toma de decisiones, mejoras en el flujo de información, consolidación de equipos interfuncionales,...
176
aislados en el tiempo, que sin embargo no se incorporan a los procesos de diseño. Será necesario
un crecimiento de las actividades de diseño, y en
particular de la planificación del mismo para encontrar aplicaciones de QFD sistemáticas.
3.2. Utilización de Matrices Borrosas M
En una relación borrosa o matriz borrosa, la evaluación de un par (aj bj) ∈ R ⊂ A x B, en vez de
tomar valores 0/1, no incidencia/incidencia, puede
adquirir cualquier valor entre 0 y 1, expresado de la
forma:
3. Investigación de efectos olvidados
en QFD
f(ai bj) ∈ MAB
v(m) ∈ [0,1]
Con frecuencia se cometen errores respecto al olvido de efectos en el tratamiento de la información
que da lugar a riesgos que pueden poner en peligro
la gestión o al menos reducir su eficacia.
La introducción de una valuación comprendida
entre 0 y 1, permite hacer intervenir niveles de certeza en la noción de incidencia.
En nuestro caso, y dado que se han definido escalas
de relación en las matrices QFD, adoptaremos la
escala denominada internacional, que establece la
siguiente correspondencia semántica para los 5 valores de 0 a 1:
Estos riesgos, con frecuencia, no son siempre explícitos sino que hallan ocultos, como consecuencia de
que no son otra cosa que efectos de efectos de una
acumulación de causas.
A estos efectos olvidados se les denomina “ Efectos
de segundo, tercera, ... generación”
V(P) =
=
=
=
=
3.1. Incidencia de Primer, Segundo Ordenes
y Superiores
Sea C un conjunto de características de calidad de
un producto:
0,1
0,3
0,5
0,7
0,9
Muy Débil Incidencia
Débil Incidencia
Incidencia Media
Fuerte Incidencia
Muy Fuerte Incidencia
3.3 Cálculo de los efectos olvidados.
C = {c1, c2, c3, c4, c5, c6}
Sea MAB la matriz de incidencia fe los elementos A
sobre los elementos de segunda generación siendo:
que tiene una incidencia sobre un conjunto de necesidades N o resultados que los usuarios esperan
obtener mediante dicho producto:
A C A x B y B C B x B,
en donde A representa la incidencia de los elementos de A sobre A y B representa los de B sobre
B. La matriz que dará los efectos de 1er y 2ª generación será:
N = {n1, n2, n3, n4}
diremos que existe una incidencia de ci sobre nj si
el valor del par (nj ci) es igual a 1, y que no existe
incidencia si el valor de este par es igual a 0. El conjunto de valores evaluados de esta forma define
una matriz de incidencia. El conjunto de valores (ci
nj) formaría una matriz recíproca que expresaría la
influencia de las necesidades de los clientes en las
características de calidad del producto, y se denominaría matriz de influencia. Cuando sólo se utiliza
una matriz de incidencia, se dirá que el análisis se
ciñe a una incidencia de primer orden.
M *AB = A o M
mxn
mxn
AB
oB
mxn
Si volvemos sobre nuestro caso, podríamos representar una relación borrosa o subconjuntos borrosos de CxN en la forma:
Para obtener las incidencias de segundo orden y superiores, condensaremos la incidencia de un conjunto A sobre un conjunto B y la incidencia de este
conjunto sobre una tercera C.
MAC=MAB o MBC, obteniendo las incidencias de
segundo orden y sucesivamente.
177
n1
n2
c1
0.9
0
c2
0
0.5
c3
0.1
0.9
c4
0
0
n3
n4
0
0
0
0
0
0
0.5
0
c5
0.3
c6
0.1
c1 = Número de movimientos para abrir y
cerrar
c2 = Peso
c3 = Dimensiones (ratio de la superficie
cubierta con el paraguas está abierto y la
longitud cuando el paraguas está cerrado
y plegado al máximo).
c4 = Peso de óxido tras ensayo acelerado en
cámara de niebla salina.
c5 = Número de golpes admitido
manteniéndose en buen uso.
c6 = Fuerza del viento (m/s) sin doblarse
(ensayo en túnel de viento).
0
0.7
0.9
0.3
0.5
0.7
que corresponde a una matriz A-1 en la que se han
invertido las posiciones de las necesidades y características.
Para proseguir en la investigación de los efectos olvidados en el experto, debemos aislar los efectos
de segunda generación, para lo que aplicando las
propiedades de las matrices borrosas tendríamos la
expresión:
D AB = M* AB – M AB
mxnmxnmxn
C = {c1, c2, c3, c4, c5, c6}
El equipo de expertos elabora la matriz de incidencia MCN mencionada arriba5, esto es:
siendo:
DAB = Matriz de efectos olvidados de
la 2ª generación, de m filas y n columnas.
M*AB = Matriz que engloba los efectos de primera
y segunda generación,
que se obtiene componiendo:
M* AB = Ao M AB oB
mxnmxmmxnnxn
donde A representa la incidencia de los elementos
de A sobre A y B representa la incidencia de los elementos de B sobre B.
n1
n2
n3
n4
c1
0.9
0
0
0
c2
0
0.5
0
0
c3
0.1
0.9
0
0
c4
0
0
0.5
0
c5
0.3
0
0.7
0.9
c6
0.1
0.7
0.3
0.5
MAB = Matriz de incidencia de los elementos de A
sobre B.
MCN
La matriz que engloba los efectos de primera y segunda generación será:
3.4 Investigación de los Efectos Olvidados
en la Matriz A-1
M*CN = C o MCN o N
Según lo reflejado en la Figura 2, en el desarrollo de
un paraguas se han considerado cuatro necesidades
básicas de los usuarios a partir de la investigación
de mercado:
n1
n2
n3
n4
=
=
=
=
y la de efectos olvidados:
DCN = M*CN - MCN
Los expertos definen la siguiente matriz de incidencia para las características de calidad:
Sencillo de abrir y cerrar
Cómodo de transportar
Que tenga buena vejez
Resistente a los golpes
c1
c2
c1
1
N = {n1, n2, n3, n4}
c3
c4
0
0.1
El equipo QFD, que reúne expertos de marketingcomercial, ingeniería, fabricación y calidad, ha establecido 6 características de calidad para el nuevo
modelo de paraguas:
5 La técnica de las matrices borrosas, basada en la teoría de los expertos, podría ser utilizada en esta etapa para mejorar la fiabilidad en
la cuantificación de esta información.
178
c5
0.9
0.3
c6
0
c2
0
c3
0.9
c4
0
c5
0
c6
0
1
0
0.3
0
0
1
0
0
0.5
0
0
0.5
1
0
0
0
0
1
0.9
0.1
0.7
M"
0.9
A continuación, calculamos
M*CN = (C o MCN) o N y obtenemos:
0
n1
n2
c1
0.9
0.9
MCC
c2
0.7
0.7
que coincide con la matriz A-3 del proceso QFD
("tejado de la Casa" en la Figura 2).
Para elaborar la matriz de incidencia de las necesidades, se reúne a un grupo de usuarios que, conducidos por un monitor6, llegan al siguiente resultado:
c3
0.9
0.9
c4
0.1
0.3
c5
0.7
0.3
c6
0.7
0.9
n1
n1
n2
1
0.7
0.1
1
n2
0.3
n4
0.7
0
c1
0.9
0.9
c2
0.3
0.7
c3
0.9
0.9
c4
0
0
c5
0.3
0.1
c6
0.1
0.9
0.5
0.5
0.5
0.5
0.5
0.1
0.7
0.9
0.5
0.5
0.1
0.3
0.1
Finalmente, para el cálculo de los efectos olvidados
aplicamos:
1
0.1
DCN = M*CN - MCN
0.5
1
M*CN
y obtenemos la matriz:
Calcularemos en primer lugar M" = (C o MCN)
n2
0.3
0
MNN
n1
0.3
n4
1
0.1
n4
n3
0.5
n3
n3
n3
0.3
0.5
0.3
n1
n2
c1
0
0.9
c2
0.7
0.2
c3
0.8
0
c4
0.1
0.3
c5
0.4
0.3
c6
0.6
0.2
n4
0.3
0.5
0.5
n3
n4
0.3
0.3
0.5
0.5
0.5
0.5
0
0.1
0
0
0.2
0
0.5
0
0.7
0.9
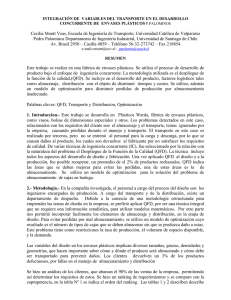
DCN
0.3
0.5
que revela los siguientes efectos de segunda generación:
(c1 n2): Nº Movimientos abrir/cerrar
⇒ Cómodo de Transportar (0.9).
(c2 n1): Peso ⇒ Sencillo de abrir y cerrar (0.7).
(c3 n1): Dimensiones ⇒ Sencillo de abrir
y cerrar (0.8).
(c6 n1): Fuerza del viento ⇒ Sencillo de abrir
y cerrar (0.6).
6 Este proceso corresponde a la investigación cualitativa de mercado,
que debe permitir comprender la “voz del cliente”, estructurarla y formularla con claridad para pasar a la investigación cuantitativa Ésta debe
dar lugar a datos representativos del mercado potencial al que va dirigido el nuevo producto. Así pues, la obtención de esos valores se basa
en valores medios de la muestra de usuarios potenciales del producto
que son encuestados.
179
El primer efecto olvidado se produce a través de las
dimensiones. Es decir, que el diseño del número de
movimientos para abrir y cerrar va a afectar a las
dimensiones del paraguas, las cuales están directamente relacionadas con la comodidad de transporte. La vía de relación se puede observar en el grafo
de la Figura 3. Los demás efectos olvidados podrían
ser representados mediante grafos y analizados de
manera análoga. Sería en cualquier caso el equipo
QFD quien haría la valoración de estas conclusiones, para aceptarlas, y modificar las relaciones establecidas inicialmente en la matriz A-1, o rechazarlas,
por existir alguna suposición o valoración errónea
en las matrices MCC y MNN.
En cualquier caso y dada la importancia de la matriz A-1, en la que se basan las decisiones posteriores del diseño, la investigación de efectos olvidados
proporciona una forma de comprobar la consistencia entre necesidades del cliente y características de
calidad. Esto resulta tanto más importante cuanto
mayor es la complejidad de dicha matriz. Estas suelen alcanzar con facilidad quince o veinte entradas
en los proyectos QFD reales.
Bibliografía
JURAN J.M., GRYNA F.M.; "Manual de Control de Calidad";
Ed. McGraw Hill 4ª Edición, Vol. I y II, 1993.
DEMING W.E.; "Quality, Productivity and Competitive
Position"; Massachusetts Institute of Technology, Center of Advanced Engineering Study, 1982.
DEMING W.E.; "Out of crisis", Massachusetts Institute of
Technology, Center of Advanced Engineering Study,
1986.
CROSBY P.B.; "Quality is Free"; Ed. McGraw-Hill, 1979.
FEIGENBAUM A.V.; "Total quality control"; Harvard Business Review, 34 (6), 1956.
IMAI M.; "Kaizen: The Key to Japan's Competitive Success"; Random House Business Division, 1986.
ISHIKAWA K.; "What is Total Quality Control? The Japanese Way"; Prentice Hall, Englewood Cliffs, 1985.
MIZUNO S.; "Company-Wide Total Quality Control";
Asian Productivity Organization, 1988.
NEMOTO M.; "Total Quality Control for Management";
Prentice Hall, Englewood Cliffs, 1987.
OZEKI K., ASAKA T.; "Handbook of Quality Tools"; Productivity Europe, Bucks, 1990.
SHINGO S.; "Zero Quality Control: Source Inspection
and the Poka - Yoke System"; Productivity Press, 1986.
TAGUCHI G.; "Introduction to Quality Engineering";
Asian Productivity Organization, 1986.
DALE B.G.; "Managing Quality"; Prentice Hall, 1994.
OAKLAND, J.S y PORTER, L.; "Total Quality Management"; Butterworth Heinemman; 1993.
PERIGORD M.; "Réussir la Qualité Totale"; Editions d'Organisation, 1987.
ZALUDOVA A.H.; "Some Reflections on Quality Terminology"; EOQC Quality, vol. 1, 1981.
AKAO Y.; "Quality Function Deployment, QFD: Integrating Customer Requirements into Product Design";
Productivity Press, p. XV, 1990.
ZUBILLAGA F. J.; "Teoría de la Decisión Empresarial a
Medio y Largo Plazo", Curso de Doctorado E.T.S.I.I. e
I.T., Bilbao, 1993-94.
KAUFMANN A., GIL ALUJA J.; "Introducción a la teoría de
los subconjuntos borrosos a la Gestión de Empresas";
Ed. Milladoiro,1986.
KAUFMANN A., GIL ALUJA J.; "Modelos para la investigación de efectos olvidados"; Ed. Milladoiro, 1988.
AKAO Y., KOMIZAWA N.; "Quality Function Deployment and FMEA", Quality Control,Vol. 8, 1976.
AKAO Y., ONO M., "Recent Developments in Cost Deployment and QFD in Japan"; EOQ´93 Helsinki, 1993.
KING B.; "Better Designs in Half the Time";Third Edition,
GOAL/QPC, 1989.
SORLI M., RUIZ J.; "QFD. Una Herramienta de Futuro";
LABEIN Centro de Investigación Tecnológica, ISBN 841895-94, 1994.
SORLI M., GOIRI Z., RUIZ J.; "QFD in Research and Development"; The Fifth Symposium on Quality Function
Deployment, Michigan, June 1993.
4. Conclusiones
1. El Despliegue de la Función Calidad QFD es una
metodología desarrollada y aplicada en Japón
desde la década de los años 70, ante las dificultades de las empresas al trasladar los conceptos de
calidad a las fases de I+D, márketing y diseño.
Esta metodología no se ha difundido en el
mundo occidental hasta mediados de la década
de los 80.
2. El Despliegue de la Función Calidad ha suscitado
un interés creciente durante la última década en
las empresas occidentales, por representar una
metodología estructurada con resultados probados sobre dos aspectos críticos de la gestión de
las organizaciones: la creación y consolidación de
una cultura centrada en el cliente, y el proceso
de diseño y desarrollo de nuevos productos y
servicios.
3. Se realiza una aplicación de la Teoría de los Efectos Olvidados en las matrices QFD. El procedimiento propuesto, ilustrado en un caso para la
matriz A-1, permite revisar las prioridades de
ellas derivadas, y evitar no considerar efectos o
relaciones que aún siendo de segundo o tercer
orden, pueden tener efectos combinados significativos sobre las conclusiones obtenidas en las
matrices.
180
ZAÏDI A.; "QFD: Une Introduccion"; Ed. Lavoisier, 1990.
EUREKA W. E., RYAN N.E.; "Customer Driven Company"; p. 35, ASI Press, 1988.
ZULTNER R.; "The Analytic Hierarchy Process in QFD";
The Fifth Symposium on Quality Function Deployment
pp. 459-466, Novi, June 1993.
181