LECCION 12.- CEMENTOS / TRITURACIÓN DE LAS MATERIAS
Anuncio

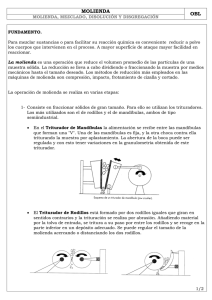
LECCION 12.- CEMENTOS / TRITURACIÓN DE LAS MATERIAS PRIMAS. 1.-Introducción. La reducción de tamaño de las distintas materias hasta convertirlas en un polvo fino (generalmente denominado HARINA) es necesaria al objeto de conseguir una mezcla homogénea de las materias primas, que por cocción en el horno, se convierta rápidamente en CLINKER sin presencia de cal libre. Usualmente, la reducción de tamaño se realiza, por lo menos, en dos etapas principales: Reducción preliminar: TRITURACIÓN. Reducción fina: MOLIENDA. La trituración es la primera etapa de la operación de reducción de tamaño de las materias primas (Admitiendo el mayor tamaño posible) y tiene por objetivo obtener un producto fácilmente transportable, que se preste bien a la operación de prehomogeneización en montones y cuyo tamaño sea lo más fino posible y, en cualquier caso, cuyo tamaño superior sea aceptable como alimentación de los molinos de crudo, que, generalmente, es del orden de 25-30 mm o incluso 50 mm. De este modo se mejora la eficacia de la operación de molienda. La característica general de las instalaciones de trituración de una cementera es su simplicidad, puesto que se pasa en una sola etapa, generalmente, de la dimensión de las materias primas tal y como se obtienen de la explotación minera (Bloques de hasta 2 metros) a 25-30 mm. Esto es debido a la buena aptitud de los materiales a la trituración y a la débil abrasividad. Como norma general se suele considerar como roca abrasiva aquella que contiene por encima de un 3 % de sílice libre o por encima de un 10 % de dolomía. Por lo tanto, y siempre que la abrasividad lo permita, que es en la mayoría de las ocasiones, diseñan instalaciones lo más sencillas posible, es decir, instalaciones con trituradoras de impactos (de choque, de martillos, de cilindros dentados, etc.), dado que su coeficiente de reducción es notablemente superior al de aquellas cuyo concepto de trituración es el de la compresión (Trituradoras de mandíbulas y giratorias). Hoy en día, están bastantes extendidas las instalaciones de trituración móviles, con un equipo de desplazamiento a base de orugas, etc., las cuales van siguiendo el frente de la explotación y que se alimenta directamente por las máquinas cargadoras. En la extracción de las materias primas de la cantera, se da frecuentemente el caso de un alejamiento del frente de la cantera con respecto al emplazamiento de la trituradora primaria de impactos existente. En este caso, una machacadora de mandíbulas próxima al frente de explotación puede resolver el problema, efectuando un grado de reducción previo, permitiendo la creación de un stock intermedio, eliminando transporte móvil (camiones) y mejorando, incluso, la capacidad de producción de la trituradora de impactos existente. Se dispone en el mercado de una gran variedad de procedimientos y máquinas que permiten hacer frente en las mejores condiciones (elección más adecuada) a una determinada aplicación. En la tabla 1.1 pueden verse tos distintos métodos y máquinas que hoy en día se suelen utilizar tanto para la trituración como para la molienda en la industria del cemento. Los factores más importantes a tener en cuenta a la hora de elegir el tipo de trituradora son los siguientes: (A).-Tamaño de la alimentación. Método de explotación y equipo de cantera. (B).-Grado de reducción. (C).- Capacidad promedio de producción requerida (Producción por unidad de tiempo alta). (D).-Características del material a triturar (Posibilidad de trituración de cualquier material). (E).-Granulometría y forma de los trozos del material triturado (Tamaño de alimentación a molinos) (F).-Inversión inicial. Relación (inversión/producción ) baja. (G).-Costes de operación y mantenimiento (Consumo de energía bajo y desgate reducido). Tabla 1.1.- Métodos y máquinas para el desmenuzamiento. (A).-Tamaño de la alimentación. Método de explotación y equipo de cantera. La estructura geológica y el método de explotación de la cantera tiene una influencia directa en la selección del tipo de trituradora. Al seleccionar el método de explotación debe de tenerse en cuenta el efecto que tendrá en la trituración primaria. En términos generales, cuanto más grande sea el tamaño de alimentación, el cual depende del método de explotación y este a su vez de la estructura geológica de la cantera, el coste de la trituración será mayor. Cuando se utiliza una pala o cargador frontal para extraer la materia prima, debe cumplir con los requisitos de la trituración primaria, ya que el tamaño del material depende del tamaño de la cuchara, por lo hay que cuidarse de recoger piedras demasiado grandes. Utilizando explotación por voladura, la estructura geológica de la cantera influye en el tamaño de las piedras y, por tanto, tiene una considerable influencia en la selección y tamaño de la trituradora. Si la cantera es estratificada, se puede hacer una voladura económica sin problemas en la alimentación para las trituradoras giratorias o de rodillos con dientes. Pero si la voladura produce piedras masivas es preferible una de mandíbulas a una giratoria. En la figura 1.1 se muestra una gráfica que relaciona el tamaño máximo de la alimentación en función del tamaño del producto para diferentes tipos de trituradoras. (C).-Capacidad promedio de producción requerida. Este factor viene determinado por los requerimientos de producción. Para un determinada trituradora la capacidad de producción depende del tamaño de producto, así, por ejemplo, una trituradora de t t mandíbulas operando a 750 dando un producto de 150 mm., solamente dará 600 cuando se quiera h h reducir el tamaño del producto a 80 mm. Cabe mencionar que si el material alimentado contiene un exceso de finos, estos pasarán a través de la trituradora más rápido con lo que la capacidad de producción se incrementará, así, por ejemplo, una t t trituradora giratoria con una capacidad de 400 podrá producir 800 si el material es anormalmente h h fino. También hay que tener en cuenta, el tanto por ciento del periodo total de operación que la trituradora opera a su plena capacidad, lo que depende de la uniformidad de la alimentación en el tiempo. Normalmente, una trituradora deberá exceder la producción diaria de un 25 a un 70 % dependiendo de las horas de operación. En la figura 1.2 trituradoras. se muestra el rango de capacidad de producción normal de diferentes tipos de (D).-Caracteristicas del material a triturar. Hay que estudiar las siguientes características del material Evaluación cuantitativa de su resistencia a la trituración (por ejemplo: suave, medio duro y muy duro), contenido de humedad y abrasividad (Caliza con sílice abrasiva). Así,, por ejemplo, cuando se trate de materiales muy duros, que pueden causar grandes desgastes por abrasión, han de escogerse maquinas de movimiento lento, tales como las trituradoras de mandíbulas o giratorias, mientras que si la dureza es media es apropiado el empleo de trituradoras de impacto o de martillos, en las cuales la fragmentación se realiza principalmente por choque. En la figura 1.3 se dan 3 tablas, que comparan los diferentes tipos de trituradoras en función de los 3 tipos de materiales característicos como son: Materiales abrasivos, duros y con alto contenido de humedad. Figura 1.1.- Comparación de los diferentes tipos de trituradoras con respecto al tamaño máximo de alimentación y el tamaño medio del producto, tomando como base los rangos normales de producción, Figura 1.2.- Comparación entre los diferentes tipos de trituradoras con respecto al rango de capacidad normal. Figura 1.3.- Comparación relativa de trituradoras de acuerdo a las características del material. (E).-Granulometría y forma de los trozos del material triturado (Tamaño de alimentación a molinos) Este factor está en función del tipo de molino de crudo. Cuanto menor sea el tamaño de alimentación al molino, más reducción hay que efectuar en la trituración. No obstante, cuando se selecciona una trituradora primaria, esta deberá ajustarse para dar el mínimo tamaño de producto y obtener así el máximo grado de reducción posible. El tamaño máximo de material alimentado y sus características determinarán el número de etapas requerido. (F).-Inversión inicial. Normalmente cuando se invierte en instalaciones de una fábrica de cemento, se espera que esta trabaje como mínimo 50 años, por lo que cualquier inversión fuerte, siempre y cuando este justificada, puede ser realizada. En la figura 1.4 se da una comparación de los diferentes tipos de trituradoras con respecto a la inversión inicial. Figura 1.4.- Comparación entre los diferentes tipos de trituradoras con respecto a la inversión inicial. (G).-Costes de operación y mantenimiento. Se tendrá en cuenta: - Consumo de energía (Hora punta) - Turnos de operación. - Costes de mantenimiento y operación. - Costes de mano de obra. - Inventario de paradas para comidas ligeras y servicios del fabricante. 2.- Grado de reducción. GRADO DE REDUCCIÓN. Se suele denominar por n y se define por la relación que existe entre la mayor dimensión lineal (D) del material de alimentación y la mayor dimensión lineal del material triturado o molido (d), es decir: n= Dmax d max Ante la dificultad que presenta la determinación del mayor tamaño de partícula, tanto en la alimentación como en el producto triturado o molido, el grado de reducción se suele definir por la relación entre el diámetro de tamiz que permita el paso de un mismo tanto por ciento del material de alimentación y del saliente (figura 2.1 ). Figura 2.1.- Grado de reducción. 3.-Etapas de trituración. Dentro de un proceso de trituración pueden existir varias etapas, que van desde primaria secundaria hasta terciaria, dependiendo del tamaño de alimentación que envíe la cantera, de las características del material que se va a triturar y de las necesidades del proceso (por ejemplo tamaño de alimentación al molino de crudo). Si todas las etapas se incluyen en la operación de trituración, las reducciones típicas serán: Primaria Secundaria Terciaria n=5 n=7 n=6 Así para un tamaño de alimentación de 700 -1000 mm mediante la etapa primaria de trituración se pasaría a 120 - 200 ( n = 5). Posteriormente en la etapa secundaria con n = 7 se pasaría a 20 - 25 mm. Este tamaño de material ya es adecuado para ser alimentado a los molinos de crudo. Sin embargo, para aumentar la eficiencia de la molienda de crudo se puede disponer de una tercera etapa de trituración (n = 6) con lo que se pasaría a 4-5 mm. El grado de reducción total sería n = 200 y hasta la etapa secundaria n = 35. Las únicas trituradoras que pueden alcanzar un grado de reducción elevado, por ejemplo, n > 50, en una simple operación, de tal modo que se puede suprimir la etapa secundaria, son aquellas que funcionan bajo el principio de impacto, p.e. una trituradora de martillos. Cabe mencionar que es muy importante el método de explotación de la cantera, generalmente por voladura, ya que cuanto menor sea el tamaño de roca que se produce, más factible será disminuir las etapas de trituración. REDUCCIÓN EN UNA SOLA ETAPA. Se consigue la finura deseada mediante la acción de una sola máquina, la cual puede funcionar en circuito abierto o en circuito cerrado (Figura 3.1). REDUCCIÓN EN ETAPAS MULTIPLES. La finura deseada se consigue mediante dos o mas maquinas dispuestas en serie, cada una de las cuales puede funcionar en circuito abierto o cerrado. (b) Figura 3.1.- (a).- Reducción en una sola etapa en circuito abierto. (b).- Reducción en una sola etapa en circuito cerrado. 4.- Tipos de trituradoras. 4.1.- Introducción. Las trituradoras industriales pueden clasificarse tomando como criterio el modo en que trabajan. Así, en la tabla 4.1.1. se relacionan los tipos principales de trituradoras, así como sus características y aplicaciones. Tabla 4.1.1.- Tipos principales de aplicaciones. trituradoras, así como sus características y Tabla 4.1.1.- Tipos principales de (Continuación). trituradoras, así como sus características y aplicaciones 4.2.-Trituradoras de mandibulas. Las trituradoras de mandíbulas se emplean en la fragmentación de materiales muy duros y/o abrasivos (cuarcita, oxido férrico, costras y bolas de clinker, etc.) y muy raramente en la trituración de la caliza. Este tipo de trituradoras son muy susceptibles la humedad, así cuando se las alimenta con materiales húmedos o con cierta plasticidad (pegajosos) pueden formarse atascos, principalmente si, la alimentación tiene una elevada proporción de finos, por tanto, no son apropiadas para ese tipo de materiales. Sin embargo, son capaces de triturar productos blandos y que discurran difícilmente, los cuales no es posible pasarlos por una trituradora giratoria. Las trituradoras de mandíbulas son de construcción relativamente sencilla, tiene un bajo coste de mantenimiento y existen en el mercado en unidades de gran tamaño. Se han desarrollado diversos tipos de trituradoras de mandíbulas, sin embargo de todos ellos solo han prevalecido, de modo general, dos tipos: -Trituradoras de doble palanca acodada (TRITURADORA BLAKE) -Trituradoras con una palanca acodada simple (TRITURADORA OSCILANTE). Ambos tipos pueden verse en las figura 4.2.1 y 4.2.2, respectivamente. En el primer tipo la mandíbula móvil realiza un movimiento de vaivén u oscilante (ATRAS-DELANTE), que ejerce, principalmente, un esfuerzo de COMPRESIÓN sobre el material. Cuando, mientras que en el segundo tipo a parte del movimiento anterior hay también un movimiento de ABAJO-ARRIBA, de donde resultan los esfuerzos combinados de COMPRESIÓN-FRICCION. Habitualmente, las fuerzas susceptibles de romper un sólido pueden ser de: tracción, compresión, flexión, torsión, cizallamiento y choque. Entre estas, únicamente las de tracción y torsión, no intervienen en las fragmentaciones industriales. Los grandes bloques necesitan fuerzas considerables para ser rotos, y así con frecuencia dichas fuerzas son obtenidas bajo forma de presiones elevadas, con ayuda de un sistema de palancas. Las trituradoras de mandíbulas y las giratorias trabajan según este principio. Las trituradoras del primer tipo son adecuadas para fragmentar rocas duras e incluso muy duras con alimentación en trozos de gran tamaño, mientras que las segundas lo son para rocas de dureza media y de tamaños relativamente pequeños, ya que con rocas duras y abrasivas de produciría un desgaste muy elevado de las mandíbulas debido al movimiento de ARRIBA-ABAJO. Además la gran amplitud de movimiento a la entrada de la cámara de trituración trae consigo choques y esfuerzos importantes sobre las mandíbulas que deben de ser soportados por los rodamientos de la excéntrica, por tanto, las posibilidades de este tipo de trituradoras son limitadas, sobre todo con materiales muy resistentes. El desmenuzamiento del material (Reducción de tamaño) se desarrolla entre dos mandíbulas, una fija y una móvil, debido a los esfuerzos anteriormente mencionados. Las mandíbulas pueden ser de diversas formas, de lo cual depende la capacidad del recinto de trituración, y están revestidas con blindajes (de fundición a la coquilla o de acero con le 12-14 % de Mn) de perfil liso o dentado en el sentido longitudinal. El uso de mandíbulas acanaladas permite evitar el paso de los trozos planos y obtener un producto más equiáxico. Sin embargo, el dentado se desgasta muy rápidamente con los materiales abrasivos. Figura 4.2.1.- Trituradora de mandíbulas de doble palanca acodada (TRITURADORA BLAKE) Figura 4.2.2.- Trituradora de mandíbulas de simple efecto. En la figura 4.2.3 puede verse la abertura, la separación y las fuerzas puestas en juego en una trituradora de mandíbulas. Se supone fija la mandíbula vertical M y móvil la M’. Figura 4.2.3.- Abertura, la separación y las fuerzas puestas en juego en una trituradora de mandíbulas. En la figura 4.2.3 se tiene: O es la abertura de entrada que define la dimensión de los bloques mayores susceptibles de ser triturados. r es el reglaje o abertura de salida correspondiente a la separación de las mandíbulas en el momento en que están más separadas la una de la otra. P es la profundidad de la cámara de quebrantado. n es el ángulo de toma y es el que forman las mandíbulas. Cuando estas no son planas el ángulo de toma es, por definición, el ángulo de los planos tangentes a las mandíbulas en los puntos de contacto con el bloque a quebrantar. Consideremos un bloque S de forma sensiblemente esférica apresado entre las mandíbulas y examinemos las fuerzas puestas en juego cuando la mandíbula M' se aproxima a la mandíbula M. Sea F’ la componente normal a M’ del esfuerzo aplicado por la mandíbula M sobre el bloque S y F la componente normal a M de la reacción sobre la mandíbula fija M. Sean T y V las fuerzas de fricción en el plano de las mandíbulas M y M'. Estas fuerzas se encuentran en el plano de la figura y si consideramos sus componentes, respectivamente, horizontales y verticales, puede escribirse: F − F 'cos(n ) − T ' sen(n ) = 0 (4.2.1) F ' sen(n ) − P − T − T 'cos(n ) = 0 (4.2.2) siendo P el peso del bloque S. Si f es el coeficiente de rozamiento del mineral S con el metal de las mandíbulas M y M’ se tiene: T ≤ fP y T ' ≤ fP ' Si f es demasiado pequeño o n demasiado grande, el bloque S será expulsado fuera de las mandíbulas. En el caso límite se tiene: T = fP y T ' = fP ' Escrribiendo que la suma de los momentos de las fuerzas, con relación al centro O de la estera S es nula, se encuentra que: T =T ' con lo que: F =F' Entonces la relación (4.2.1) se puede poner: F [1 − cos( n ) ] − Tsen( n ) = 0 (4.2.3) de donde: n 2sen 2 T 1 − cos ( n ) n 2 f= = = = tag F sen ( n ) n n 2 2sen cos 2 2 (4.2.4) y en las condiciones límites consideradas se tiene pues: siendo ϕ n f = tag (ϕ ) = tag 2 (4.2.5) el ángulo de rozamiento. La relación que relaciona el ángulo de toma, n, y el ángulo de rozamiento, haya trituración es: n ≤ 2ϕ ϕ, p a r a que efectivamente (4.2.6) Los coeficientes de rozamiento de los minerales usuales con el acero están comprendidos entre 0.2 y 0.3, que corresponden a ángulos de toma máximos comprendidos entre 22 y 33 grados. El dentado sirve para aumentar la acción de trituración y puede ser de diversas formas como se muestra en la figura 4.2.4 cada una de las cuales es adecuada para la trituración de ciertos tipos de materiales. Para triturar materiales duros, semiduros y quebradizos se usan las placas del tipo (a). El ángulo interno del ranurado esta entre 90-100 º. Para la trituración de materiales mas duros y de mayor tamaño, se usan las del tipo (b), en donde el ángulo de ranurado esta entre 100 -110 º y finalmente para materiales muy duros y de gran tamaño se usan las del tipo (c). La relación más efectiva entre el ancho del canal y su altura para el caso de las placas del tipo (a) es de: t = (2-3)h y para las el tipo(c): t = (4-5)h. Dependiendo del tamaño de la alimentación el ancho de las ranuras en las trituradoras usadas como primarias esta entre 50 y 150 mm y en las empleadas como secundarias entre 10 y 40 mm. Figura 4.2.4.- Diversas formas del dentado de las placas de blindaje de las trituradoras de mandíbulas. Cuando se trabaja con materiales durísimos el dentado da lugar a la aparición de fuerzas laterales, que son un inconveniente para el funcionamiento del eje de las mandíbulas. En este caso son preferibles las placas lisas. Así mismo para que no se produzcan trozos planos o en forma de agujas se pueden utilizar placas con dientes de altura sobredimensionada (Trituradoras usadas, algunas veces, como primarias para caliza). Debido a la producción de trozos planos el producto triturado suele contener entre un 10 y un 20 % de rechazo al tamizarlo con una criba de igual abertura que la de salida de la trituradora en posición abierta. Como el máximo desgate de las placas tiene lugar en la parte inferior, estas se hacen reversibles de tal manera que girándolas 180º se obtiene la máxima vida de cada juego de placas. En la figura 4.2.5 pueden verse las diversas formas que pueden adoptar las mandíbulas de trituración. En angulo ϕ varía entre 15 y 27 º. El grado de reducción que se consigue con este tipo de trituradoras esta comprendido entre 4 y 8 para las trituradoras Blake y puede llegar hasta 10 para las de simple efecto. Además las de simple efecto permiten un triturado más fino, que en el caso de querer conseguirlo con las trituradoras Blake su capacidad disminuiría rápidamente. Los grados de reducción que se alcanzan son pequeños por lo que, en general, si se quiere conseguir un producto de la finura apropiada para la alimentación de la molienda, es necesario intercalar otra etapa de trituración Figura 4.2.5.- Diversas formas que pueden adoptar las mandíbulas de trituración. Finalmente en la figura 4.2.6 se muestra el dispositivo hidráulico de seguridad ante sobrecargas (piezas de hierro, dientes de la pala excavadora, etc.) y que representa una inversión aproximada del 25 % del valor del triturador. Figura 4.2.6.- Dispositivo hidráulico de seguridad ante sobrecargas Velocidad angular, número de vueltas en la unidad de tiempo. La velocidad angular, medida por el número de vueltas, determina su caudal, junto con el tamaño del triturador de mandíbulas. Sin embargo, el número de vueltas no debe ser demasiado alto, pues la experiencia demuestra que, rebasado cierto límite, con el aumento del número de vueltas no se produce aumento perceptible del caudal. El movimiento de vaivén de la mandíbula móvil se ha de medir de modo tal, que el material desmenuzado tenga tiempo de abandonar el triturador por la abertura. La fórmula para la determinación del número de vueltas del triturador de mandíbulas es: n = 665 tag (α ) s (4.2.7) siendo: n = Número de vueltas por minuto α = Angulo de las mandíbulas en grados s = Longitud del camino de la mandíbula móvil en cm Por consideración del rozamiento entre el material en trituración y las placas de trabajo, los fabricantes recomiendan que no se rebase el límite superior de 170 vueltas/min.. La misma fórmula se ha cambiado algo para que se corresponda mejor con los datos de la práctica, y queda así: nPRACTICA = 600 tag (α ) s (4.2.8) Tomando en cuenta la simplificación de que habitualmente el ángulo de las mandíbulas es de 20 º, en la mayoría de los trituradores de mandíbulas, la fórmula para el número de vueltas se convierte en: n= 360 s (4.2.9) Capacidad de producción. Taggart desarrolló una fórmula práctica para determinar la capacidad de producción de los trituradores de mandíbulas, cuya expresión es: Q = 0.093b.d (4.2.10) en la que: Q = Capacidad en t/h b = Ancho de la mandíbula, cm. d = Tamaño del material de alimentación, en cm Esta fórmula coincide bien con los resultados prácticos obtenidos con trituradores de tamaño medio. Para los grandes trituradores la fórmula da valores bajos para el caudal obtenido. Lewenson elaboró la fórmula que sigue para determinar la capacidad de producción de los trituradores de mandíbulas: Q = 150.n.b.s.d .µ .γ (4.2.11) en la que: Q = Capacidad del triturador en t/h n = Vueltas por minuto b = Ancho de la mandíbula oscilante, en m s = Amplitud de oscilación de la mandíbula oscilante en m d = Tamaño medio del material triturado, en m µ = Grado de llenado del material triturado, dependiente de sus propiedades físicas aproximadamente variable entre 0.25 y 0.50 γ = Peso específico del material que se ha de triturar en t/m 3 Prescott ha desarrollado una fórmula de primera aproximación, según la cual el caudal de un triturador de mandíbulas es aproximadamente 0.1 t/h por pulgada cuadrada (6.45 cm 2 ) de la sección de salida del material en el triturador. Giesking también ha establecido una fórmula para el caudal, válida tanto para los trituradores de mandíbula como para los de cono, en trabajo a tamaño grosero, que tiene la forma: Q = c.e.n.b.B.S.η .γ (4.2.12) en la cual Q = Caudal del triturador en t/h c = Factor dependiente de la presencia de finos en la alimentación y del carácter de la superficie de las placas de trabajo de las mandíbulas γ = Densidad volumétrica en kg/dm3 del material triturado B = Longitud de la abertura en los trituradores de mandíbula, cm = Perímetro de descarga en los trituradores de cono, cm S = Ancho de la abertura, en cm e = Amplitud de la oscilación de la mandíbula, en cm n = Número de oscilaciones por minuto b = Factor de corrección por razón del ángulo de las mandíbulas con 26° = 1. Incremento de un 3 % por cada grado de descenso del ángulo η = relación entre el caudal teórico y práctico, aproximadamente, 0.8-0.9. Energía para el accionamiento. La energía para el accionamiento de los trituradores de mandíbulas se calcula como sigue: Según la fórmula de Virad: N = 0.0155b.D (4.2.13) siendo: N = Potencia del motor para el triturador de mandíbulas, en CV b = Ancho de la mandíbula triturante, en cm D = Dimensión máxima del material de alimentación, en cm Según la fórmula de Lewenson: N= n.b.( D 2 − d 2 ) (4.2.14) 0.34 en la cual: N = Potencia del motor para el triturador de mandíbulas, en CV n = Vueltas/minuto en el eje de transmisión b = Ancho de la mandíbula móvil, en m D = Tamaño medio del material de alimentación, en m d = Tamaño medio del material triturado, en m Para mayor seguridad, se elige un motor con 10-15 % de aumento de potencia, para salvar las irregularidades posibles en la magnitud de la alimentación. El índice práctico de consumo de energía en la trituración de caliza de dureza media es 0.3-0.6 kWh de material alimentado. m3 Los valores prácticos para el desmenuzamiento de 1 m 3 de material en trituradores de mandíbulas de tamaños diferentes son: 1.10 - 2.20 kWh en trituradores pequeños 0.75 - 1.10 kWh en trituradores medianos 0.35 - 0.75 kWh en trituradores grandes 4.3.- Trituradores giratorios. Triturador GATES y SYMONS. En los trituradores giratorios, también llamados cónicos, la reducción de tamaño del material se realiza, principalmente, por el esfuerzo de compresión y también parcialmente por flexión, que se ejerce entre un anillo de trituración estacionario de forma cónica y otro cono triturador móvil solidario con un eje que describe un cono de ángulo a muy pequeño. Su movimiento esta mandado por una excéntrica cuyo arrastre esta asegurado por el par producido por el engranaje cónico Durante cada rotación cada punto del cono móvil se aproxima y se aleja del punto correspondiente del cono fijo. La dimensión del producto a la salida esta determinada por la separación máxima, llamada reglaje, que puede existir entre ambos conos. Esta puede ser regulada levantando o bajando el anillo móvil mediante mecanismos mecánicos (tuercas, etc) o hidráulicos. Esto debe de hacerse cuando la abertura aumenta por efecto del desgaste debido al rozamiento de los blindajes con la alimentación o bien porque se desee modificar la granulometría de salida. Este tipo de trituradores se fabrica en dos modalidades: -TRITURADOR GATES (triturador de gran cono) en los que el cono triturador y el anillo cónico están en oposición. -TRITURADOR SYMONS en los cuales el cono triturador y el anillo cónico están en el mismo sentido. En la figura 4.3.1 puede verse un esquema de un triturador GATES y de su acción rompedora En el podemos ver las partes principales y como el cono triturador, fijado al eje, se aproxima o se aleja periódicamente del cono estacionario, por lo que el material interpuesto entre las dos superficies cónicas sufre esfuerzos de compresión que producen su fragmentación. Las partes principales de este triturador son el anillo estacionario de trituración (1) y el cono de trituración móvil (2) montado sobre el eje (3). El eje del triturador, llamado eje principal, está pendiente juntamente con el cono, de una sus-pensión oscilante de rótula esférica (4); esto es característico de la construcción del triturador giratorio. Mediante un cojinete excéntrico (5) que acoge el extremo del eje movido por un engranaje cónico (6), el cono de trituración recibe su movimiento circular tambaleante. El ángulo comprendido entre la vertical y el eje del cono móvil es de 2 a 3 º, lo que ocasiona que al girar se acerque y se aleje de forma periódica al anillo estacionario de trituración. El eje del cono móvil no debe girar sobre su propio eje. En la industria del cemento los trituradores GATES, al igual que los de mandíbulas, se utilizan como trituradores previos. Sin embargo, los trituradores GATES ofrecen de 4 a 5 veces los caudales correspondientes a los trituradores de mandíbulas para la misma dimensión de alimentación y la misma relación de reducción. Esto se debe a que funciona a “boca llena” y a que siempre esta triturando, cuando por un lado se aleja por el opuesto se acerca, mientras que la trituradora de mandíbulas solo tritura cuando la mandíbula móvil se acerca a la fija. Si el cono fijo es de perfil curvo, se puede triturar más fino o aumentar la capacidad de la trituradora para una relación de reducción dada. Medido por el consumo de energía, el caudal del triturador giratorio por kWh es de 1.5-1.6 el del de mandíbulas, que se eleva a 2.1-3.6 para trituradores de gran tamaño. Esto explica que se emplee este tipo de trituradores cuando el tamaño de la alimentación es grande. Con respecto a las trituradoras de mandíbulas presentan las siguientes ventajas: 1.-No se ven afectadas por sobrecargas. 2.-No requieren ningún dispositivo de alimentación especial. Los volquetes procedentes de la cantera o de las pilas de almacenamiento vierten directamente a la boca de alimentación. El aparato así “cargado a boca llena o “ahogado” trabaja constantemente al máximo de su capacidad. Se produce así un desgaste similar en todas las partes de las placas y se trabaja con mayor eficiencia. 3.-Debido a la forma anular de la descarga, casi nunca aparecen trozos planos o alargados y el producto triturado es “más cúbico”. 4.-Grado de reducción mayor de 7:1 a 15:1. 5.-Los riesgos de atascamiento y de formación de bóvedas son muy pequeños, debido a su movimiento continuo y la siguiente desventaja: 1.-Las placas de blindaje sufren un desgaste más alto. Figura 4.3.1.- Trituradora giratoria GATES. Por otra parte, y al igual que en las trituradoras de mandíbulas, son muy sensibles a los materiales húmedos y plásticos, produciéndose atascos, sobre todo cuando dichos materiales contienen una gran proporción de finos. Número de vueltas. La fórmula para decidir el número de vueltas más favorable del eje triturador giratorio, es parecida a la del triturador de mandíbulas, y es la siguiente: n = 665 tag (α1 ) + tag (α 2 ) 2r (4.3.1) La fórmula anterior, más ajustada a los resultados prácticos, tiene la forma n = 470 tag (α1 ) + tag (α 2 ) r (4.3.2) En esas fórmulas: n = Número de vueltas más favorable, por minuto r = radio de la excentricidad del eje, en cm α1 y α 2 = Angulos con la vertical de las generatrices del anillo y del cono.La suma de esos dos ángulos vale, aproximadamente, 20°-23 °. El caudal de producción de un triturador giratorio se puede calcular según la fórmula de Giesking, válida también para los trituradores de mandíbulas. Los trituradores SYMONS, en general, se usan como trituradores secundarios o de segundo tramo de desmenuzamiento. En este tipo de trituradores el cono triturador y el anillo cónico fijo están dispuestos en la misma dirección de la conicidad, tal y como puede verse en la figura 4.3.2. La cámara de quebrantado termina con una zona de ancho más o menos constante y suficientemente larga, lo que unido a una mayor velocidad de rotación, hace que todos los trozos sufran, por lo menos una vez, la acción rompedora de los conos. Se cumple la condición de que todo el material pasa por la dimensión mas estrecha de la abertura (d). Esto significa que el tiempo que ha de invertir cada trozo en recorrer la longitud 1 de la abertura de salida, ha de ser superior al que invierta el cono triturador en dar una vuelta completa alrededor de su excéntrica. Esto requiere altas velocidades de rotación del cono triturador, mayores que en el caso de los trituradores Gates. La dimensión máxima del producto triturado viene definida no por la separación en la posición abierta sino por su separación en la posición más próxima. Otra diferencia entre este tipo de triturador y el triturador GATES es que en los primeros el eje no esta dispuesto como órgano suspendido sino solidamente unido por su parte inferior al mecanismo excéntrico. El extremo superior del eje esta conformado como plato dispersor que recibe la alimentación y la distribuye en la cámara de trituración. Recibiendo la alimentación regularizada dan un producto final de granulometría constante. La relación de reducción esta comprendida, generalmente, entre 6 y 8 y, excepcionalmente, puede alcanzar 20 o aún más. Figura 4.3.2.- Trituradora giratoria SYMONS. Número de vueltas del cono triturador. Para calcular el número de vueltas del cojinete excéntrico de apoyo, es decir, el número de ciclos del mismo, se utiliza la fórmula empírica: n = 133 sen (α ) − f .cos (α ) L (4.3.3) siendo: n = Número de vueltas del cojinete excéntrico para el eje del cono del triturador α = Angulo del cono triturador (Figura 4.3.2). Este ángulo varía entre 39°-45° L = Longitud de la abertura de descarga, en m (Figura 4.3.2) f = coeficiente de rozamiento entre el material de alimentación y el cono triturador Energía para el accionamiento. La fórmula para calcular la energía necesaria para el accionamiento de un triturador Symons tiene la forma: N= D.n.( d12 − d 22 ) (4.3.4) 0.2η en la cual: N = Potencia del motor de accionamiento, en CV n = Vueltas por minuto del dispositivo excéntrico (número de ciclos) d1 = Tamaño medio del material de alimentación, en In d 2 = Tamaño medio del material triturado, en m D = Diámetro de la base del cono de trituración, en m η = Rendimiento de la transmisión del motor a la excéntrica Caudales. La fórmula para determinar el caudal del triturador Symons : Q = 6.8D 2 .d 2 .n.γ (4.3.5) en la cual (aparte de los signos ya utilizados): Q = Caudal del triturador Symons, en t/h γ = Peso específico del material de alimentación en t/m 3 4.4.- Trituradoras de rodillos o de cilindros. Este tipo de triturador consiste en dos cilindros de ejes paralelos girando en sentido inverso y a la misma velocidad de rotación (se impide el rozamiento del material con los rodillos), formando entre ellos una cámara de trituración en forma de V, como se muestra en la figura 4.4.1. Figura 4.4.1.- Angulo de toma de una trituradora de cilindros. Si el ángulo de toma, n, no es demasiado grande el trozo de mineral S es arrastrado por las fuerzas de rozamiento y comprimido entre los dos cilindros hasta que se rompe. Para que el bloque S sea triturado, es necesario que la resultante F se dirija hacia abajo, lo que se verificará si n ≤ 2ϕ (Siendo ϕ el ángulo de rozamiento). Por otra parte, dicha condición se comprueba inmediatamente observando la figura 4.4.2, ya que para que la fuerza F se dirija hacia abajo, se debe tener: n <ϕ 2 (4.4.1) Sea un bloque de mineral S de forma, aproximadamente, esférica y de diámetro d. Si D es el diámetro de los cilindros y e su separación, se tiene: n OB D + e = cos = 2 OS D + d (4.4.2) de donde: n D 1 − cos + e 2 d= n cos 2 (4.4.3) La condición (4.4.1) para que haya trituración puede escribirse: d< D 1 − cos (ϕ ) + e cos (ϕ ) (4.4.4) El diámetro mínimo de los cilindros necesario para triturar una alimentación de dimensión d a la finura e, viene dado por la fórmula: d< d cos (ϕ ) − e 1 − cos (ϕ ) (4.4.5) A la fórmula (4.4.5) debe de añadirse un coeficiente de corrección para tener en cuenta la diferencia entre la velocidad del trozo S de mineral que cae en la trituradora y la velocidad de los cilindros. Dicha corrección es tanto más elevada cuanto mayor sea la velocidad de giro de los cilindros. Pudiendo variar el coeficiente de rozamiento de los minerales con el acero entre 0.2 y 0.3 ( ϕ entre 11 y 17 º), en la práctica se adoptan las siguientes reglas, valederas en los casos extremos: (i).- Materiales secos de coeficiente de rozamiento relativamente elevado, con los cilindros girando lentamente (4 – 6 m/s), se toma: D > 22 ( d − e ) (4.4.6) (i).- Materiales húmedos de coeficiente de rozamiento pequeño, con los cilindros girando rápido (8 – 10 m/s), se toma: D > 50 ( d − e ) (4.4.7) El material a triturar se sitúa entre dos cilindros y la rotura se produce principalmente por esfuerzos de compresión, y en menor medida por cortadura. Se diferencia de los dos tipos anteriores en que la presión se aplica de forma continua y porque el producto es arrastrado mecánicamente a la cámara de trituración. Esta última característica es la que permite admitir productos pegajosos o húmedos, que no pasarían por una de mandíbulas o giratorias bajo la acción de la gravedad. Pueden ser utilizadas para triturar en húmedo, bajo riego de agua, aumentando la capacidad pero también la corrosión. La abertura de salida tiene un ancho constante y esta característica se puede usar cuando se desee obtener un producto con una distribución granulométrica estrecha. En este caso, la alimentación debe de hacerse lo más uniforme que sea posible sobre todo el ancho de los cilindros y a un caudal bastante pequeño, para que los granos no corran el riesgo de superponerse y, por tanto, triturarse entre si. Con este tipo de trituración las relaciones de reducción no pueden ser elevadas y, generalmente, se conservan alrededor de 3. Por el contrario, cuando no sea de temer una supertrituración, el material puede ser alimentado de tal manera que la abertura entre los cilindros este constantemente llena y que los granos se trituren, no solamente por la acción directa de los cilindros, sino además entre ellos. Entonces, la relación de reducción puede alcanzar 6 o 7 con las trituradoras pesadas y de diámetros bastante grandes. Los cilindros están recubiertos de una camisa amovible de acero al manganeso o al cromo, que son resistentes al desgaste. Además y dependiendo del tipo de material que se quiere triturar las camisas pueden ser lisas, corrugadas o con dientes. Según la dureza del material las nervaduras están en la dirección del eje o transversalmente. En la figura 4.4.2 puede verse un triturador de rodillos, destacándose las partes más importantes. El enlace elástico que supone el muelle (3) es un dispositivo de seguridad frente a la presencia de material no triturable (dientes de excavadora, trozos de acero o de hierro, etc). En el caso de la figura solo uno de los rodillos es motriz, aunque las construcciones de hoy en día los dos rodillos van accionados de forma individual. La anchura de los rodillos oscila entre 0.8 y 1.2 el diámetro. Los trituradores de rodillos (cilindros) son máquinas intermedias entre la trituración primaria y la molienda, aunque también se pueden utilizar en la trituración primaria de materiales de dureza media, plásticos, húmedos y/o abrasivos, tales como las margas, las pizarras y las arcillas. Utilizados correctamente (superficies perfectamente cilíndricas) y con alimentación uniforme y moderada sobre todo el ancho de los cilindros (se evita el riesgo de que los trozos se superpongan y se trituren entre si), minimizan la supertrituración y dan productos de granulometría muy regular (abertura de salida constante). El tamaño final del material triturado depende de la distancia entre ambos cilindros. Figura 4.4.2.- Trituradoras de cilindros. El grado de reducción oscila entre 5:1 y 7:1. Si se quiere conseguir un grado de reducción mayor, sin acudir a trituradores separados, se pueden utilizar trituradores dobles o triples. (Figura 4.4.3). Figura 4.4.3.- Trituradoras de cilindros doble y triple En la industria del cemento el triturador de rodillos se emplea, a menudo, en la trituración del carbón. Capacidad de las trituradoras de cilindros. La capacidad teórica máxima de una trituradora de cilindros se obtiene calculando la masa de una banda continua de material discurriendo a la velocidad periférica de los cilindros y teniendo un espesor igual a su separación, d: Q = 50L.D .n.d .γ (4.4.8) en la cual: Q = Caudal del triturador en t/h L = Ancho de los cilindros, en m D = Diámetro de los rodillos, en m n = Vueltas por minuto de rotación de los rodillos d = Ancho de la abertura de trituración entre cilindros, en m γ = densidad volumétrica del material triturado, en t/m 3 4.5.- Trituradoras de martillos articulados. Los trituradores de martillos son de uso extendido en la industria del cemento para la fragmentación de calizas duras o de dureza media y de margas. Pueden verse en la figura 4.5.1. Este tipo de trituradores trabajan con la fuerza de percusión de martillos articulados a un rotor de eje horizontal girando a gran velocidad dentro de una cámara de trituración fuertemente blindada. La energía puesta en juego viene dada por la fórmula de la energía cinética: 1 P = mv 2 2 (4.5.1) donde: m = masa de los martillos (30 - 380 Kg). v = velocidad lineal de los martillos (25-50 m/s). Lo que se suele hacer es reducir al mínimo la masa, con lo que para elevar la fuerza de impacto se eleva la velocidad tanto como sea posible. Las velocidades elevadas tienen un efecto rompedor mayor, pero razones mecánicas (esfuerzos sobre los rodamientos, etc.) y de mayor desgaste limitan su valor. Las velocidades altas también suponen una producción mayor de finos, que generalmente son nocivos. El numero de martillos del rotor debe de ser tanto mayor (Separación más pequeña) cuanto más pequeña sea la velocidad de rotación y su separación debe ser suficiente para que los trozos de material a triturar tengan tiempo de descender a una altura sensiblemente igual a la de los martillos durante el tiempo que transcurre entre su paso. En el caso de introducción periférica de los materiales, su velocidad de introducción deberá calcularse en función del tiempo disponible entre el paso de dos martillos consecutivos. Dicha velocidad, en general, se obtiene únicamente por el efecto de la gravedad (caída libre o caída por deslizamiento a lo largo de un plano inclinado). Por tanto, la altura de caída libre deberá determinarse en función de la velocidad y de la separación de los martillos. Si la velocidad de introducción es demasiado grande, el material llegará hasta el núcleo del rotor y podrá provocar su deterioro más o menos rápido, mientras que si es demasiado pequeña únicamente la arista de extremidad de los martillos podrá entrar en juego. Entonces se desgastará demasiado rápidamente en perjuicio de la eficacia de la fragmentación. (a) (b) Figura 4.5.1.- Trituradoras de martillos articulados (a).- De un solo rotor (b).- De dos rotores. Figura 4.5.1.- Trituradoras de martillos articulados La situación ideal es cuando el material a triturar tiene el tiempo justo para penetrar hasta media altura de la cara activa del martillo. Si D es el diámetro exterior de la trayectoria de los martillos, N el número de hileras de martillos, E su espesor y n el número de rpm. (Figura 4.5.2), el tiempo de paso entre dos martillos vendrá dado por: 60(π D − NE ) t (s ) = (4.5.2) π nND Si R es la distancia de penetración deseada, es decir, en principio la mitad de la altura de la cara activa del martillo, la velocidad de penetración deberá ser tal que este espacio R sea recorrido durante el tiempo t vP = y la altura de caída correspondiente: H = R Rπ nND = t 60(π D − NE ) (4.5.3) v2 : 2g ( Rπ nND ) H= 2 7200g (π D − NE ) 2 (4.5.4) Figura 4.5.2.- Situación ideal del material a triturar. Si la alimentación se efectúa tangencialmente sobre un plano inclinado 45 º, el resultado anterior deberá multiplicarse por 1.7 aproximadamente, para tener en cuenta a la vez la componente horizontal y un coeficiente de rozamiento de 0.2. A parte del esfuerzo combinado de percusión e impacto por parte de los martillos, también existe fragmentación por los repetidos choques contra las placas de blindaje y por los choques de los fragmentos entre si “acción autógena”. El fundamento de las trituradoras que actúan por choque, es que las tensiones que se producen en el interior de las rocas por la aplicación de una determinada fuerza F, son mucho mayores cuando dicha fuerza F se aplica rápidamente que cuando se aplica lentamente, como es el caso de las trituradoras por presión, en las que parte de la energía se utiliza para la deformación plástica y no en la formación de grietas o roturas. Se observa que los trozos más gruesos son quebrantados fácilmente y son desmenuzados progresivamente por sucesivos golpes de martillo, que en este caso actúan también por cizallamiento. Por otra parte, la resistencia a la deformación de una roca determinada, caracterizada por su carga de rotura, es tanto mayor cuanto más rápidamente se aplica ¡a fuerza F, de ello resulta que rocas blandas (fácilmente deformables) que tienen tendencia a atascar las trituradoras de mandíbulas y giratorias donde la fuerza F se aplica lentamente (menor resistencia a la deformación), son frágiles (rompen y no se deforman) bajo la acción de las trituradores de choque, donde la tuerza se aplica rápidamente (mayor resistencia a la deformación). La finura de la trituración queda definida por la abertura de paso que queda entre los martillos y las placas de blindaje. El tamaño máximo de las partículas del producto, queda determinado por la separación que haya entre las barras del emparrillado de salida. Los emparrillados cierran al rotor en un arco que oscila entre 120 y 180 ~. La distancia entre los extremos de los martillos y los barrotes de la parrilla debe ser siempre inferior a la separación prevista entre los citados barrotes. Los barrotes de las parrillas pueden ser de sección triangular o trapezoidal. Los de sección triangular por ensancharse por debajo de las rendijas, ofrecen una menor resistencia al paso de los materiales y descargan más fácilmente, pero también sufren mayores desgastes y las aberturas resultan demasiado anchas rápidamente. Este efecto es menos pronunciado en los barrotes de sección trapezoidal, con los cuales, además, siendo iguales la resistencia estructural y la abertura de paso, se obtienen en el emparrillado un área mayor de la superficie abierta, que la dada por los barrotes de sección triangular. (Figura 4.5.3). Figura 4.5.3.- Barrotes de las parrillas de la trituradora. Las aberturas del emparrillado de las trituradoras primarias que actúan como máquinas de una solo etapa, son, generalmente de unos 25 mm. de anchura, obteniéndose un producto triturado con tan solo 3-5 % de partículas de tamaño mayor a 25-30 mm., siendo apto, por tanto, para la alimentación de los molinos. Sin embargo, llegan a emplearse aberturas de 40-60 mm. en trituradoras que deban alimentarse con materiales plásticos y con humedades de 6-8 %, siendo necesarias estas aberturas mayores para evitar el taponamiento de los emparrillados. La parte mas importante de este tipo de trituradores es un rotor formado por una serie de discos, que montan en su periferia unos ejes sobre los cuales se articulan los martillos. Estos cuando esta en marcha el rotor se proyectan hacia delante por efecto de la fuerza centrifuga. Los martillos son intercambiables y Según el tamaño del triturador pesan de 30 a 380 Kg. La capacidad y la finura del producto triturado se resienten notablemente al desgastarse los martillos, así mismo el desgaste de los barrotes puede dar origen a una proporción inadmisible de trozos de tamaño excesivo. Por ello ambos elementos deben de sustituirse o repararse cuando el desgaste sea excesivo. En el caso de los martillos se suele hacer cuando el desgaste es mayor del 10 % del peso inicial. Los barrotes del emparrillado suelen durar al menos tanto tiempo como los martillos y, a veces, el doble. El cierre del orificio de salida mediante una parrilla fija de control es posible en estos casos sin necesidad de complicaciones de tipo mecánico, y de esta forma la mayoría de los molinos de martillos están previstos para funcionar con parrillas. La selección del material para hacer los martillos depende de la granulometría, dureza y abrasividad del material a triturar. Las características que se exigen a un martillo son alto grado de dureza en la cabeza, tenacidad apropiada y mucha resistencia al desgaste en el agujero del pivote.En general, es preferible emplear materiales de alta resistencia, que ofrecen mayor durabilidad en el servicio, que materiales menos resistentes (más baratos) que son aptos para recarga por adición de metal al arco eléctrico. g El desgaste de los martillos usados en la trituración de caliza y marga es del orden de 0.5-0.6 . Si en la t cámara de trituración entra un cuerpo no triturable, los martillos pueden inclinarse hacia atrás de forma que disminuye su resalte e incluso pueden llegar a desaparecer completamente entre los discos, protegiendo de esta manera a la trituradora. En la figura 4.5.4 pueden verse distintas formas de los martillos y sus características. Figura 4.5.4.- Diversas formas de martillos La más simple (a) utiliza un perfil plano cortado en longitud y con un orificio. Muchos constructores prevén martillos reversibles (b) con dos orificios, y que teóricamente pueden utilizarse sucesivamente sobre sus cuatro ángulos (con la condición de volverlos a tiempo, es decir, antes de que el desgaste no alcance el agujero «de recambio., disciplina ésta que muy pocos utilizadores saben imponerse. (e) muestra una forma de martillos con extremidad retorcida, pudiendo ser conveniente especialmente para la pulverización. (c) es un martillo pesado, de cabeza alargada y (k) un martillo más pesado aún, de doble mango, convenientes para el machaqueo de gruesos bloques. (p) muestra un martillo con forma de estribo, que cubre todo el ancho de la cámara de molienda, forma muy ventajosa para ciertas aplicaciones. (d) son perfiles apropiados para tratamiento de materias fibrosas y tenaces. (l) y (m) son batidores en forma de anillos lisos o dentados que han sido reconocidos interesantes para ciertas aplicaciones y en particular para el tratamiento de virutas metálicas, así como para el desmenuzado de restos a base de chapas finas (bidones y recipientes metálicos, viejas carrocerías de automóviles, etc.). (g) representa un balancín formado por eslabones de cadena que se utilizan en las operaciones de desterramiento de abonos compuestos. (h) esquematiza la disposición llamada «Flextooth», en la cual el diente que forma resalte puede ocultarse completamente entre los discos en caso de gran resistencia. (n) es un martillo especial de 6 aristas de trabajo que para el tratamiento de ciertos productos determinados permite la transformación del molino de martillos en molino de percutores rígidos. Finalmente (j) muestra un ejemplo de martillos con cabeza postiza. Numerosos dispositivos de este tipo han sido experimentados y periódicamente aparecen nuevas patentes relativas a esta técnica. Estos trituradores tienen un grado de reducción grande, variando entre 40:1 a 60:1, lo que hace que en la mayoría de los casos no sea necesario el escalonamiento de la trituración en varias etapas. Las trituradoras de martillos se construyen de dos tipos (Figura 4.5.1) -DE UN ROTOR. -DE DOS ROTORES (Girando el uno hacia el otro), en los que disminuyen los riesgos de formación de bóvedas a la entrada. Así mismo en la figura 4.5.1(a) pude verse una trituradora de martillos de construcción especial, ya que esta provista de dos rodillos alimentadores girando en el mismo sentido, pero a velocidades distintas. Las partículas menores que llegan con la alimentación (Finos terrosos en los cuales se concentra la humedad) caen por las rendijas existentes entre los rodillos alimentadores y solo los trozos sólidos son enviados a la trituradora. Para materiales húmedos y pegajosos (Cretas y margas) existe una trituradora que viene provista con una cadena desatascadora, también llamada de placa-yunque móvil. La superficie de trabajo se renueva constantemente y si hay alguna adherencia y acumulación de material sobre las placas, estas pueden limpiarse evitándose de ese modo los atascamientos. Para materiales aún más húmedos, alcanzando el estado pastoso, se han construido trituradoras de doble cadena de desatascado, en las que solo existe una pared fija en la trayectoria de los materiales a triturar. Las trituradoras de martillos, y en general todos los tipos de trituradoras, se caracterizan por un aumento progresivo de su tamaño (exigencias de mayores capacidades de producción) lo que lleva implícito que también hayan aumentado los desgastes. Quitar y sustituir las piezas desgastadas, en tales trituradoras, sin usar dispositivos auxiliares es una operación difícil en la que puede tardarse mucho tiempo. Así los constructores al objeto de facilitar la sustitución de tales piezas, han desarrollado equipos auxiliares que van incorporados en las trituradoras. Con ello se reduce el tiempo que se para por reparaciones y se aumenta el tiempo de operación de la trituradora. En la figura 4.5.5 puede verse una trituradora de martillos con dispositivos especiales para el recambio de las piezas de mayor desgaste. Figura 4.5.5.- Dispositivos especiales para el recambio de piezas. (a).- Aparejo para levantar los martillos (b).- Aparato para extraer los husillos de los martillos. (c).- Dispositivo para retirar las rejillas de descarga. Capacidad de las trituradoras de martillos articulados. La determinación del caudal de los trituradores de martillos para caliza se realiza de acuerdo con la fórmula empírica: Q = ( 30 − 45 ) D.L (4.5.5) en la cual: Q = Caudal del triturador, en m 3 /h D = Diámetro del rotor del martillo, en m L = Longitud del rotor, en m Potencia necesaria. También se puede calcular la potencia necesaria mediante la fórmula siguiente: N = ( 0.1 − 0.15 ) i .Q (4.5.6) en la cual: N = potencia del motor, en kW i = grado de desmenuzamiento Q = caudal del triturador, en t/h Otra fórmula más exacta para determinar la potencia necesaria, adopta la forma N= G.R 2 .n 3 .e.f 8x100000.η (4.5.7) en donde: N = Potencia del motor, en CV G = Peso de un martillo, en kg R = Diámetro del círculo que describe el martillo, en m n = vueltas por minuto del rotor e = número de martillos f = factor dependiente de la velocidad de rotación de los martillos, cuyos valores figuran en la tabla que sigue η = rendimiento mecánico de la transmisión (por pérdidas de trabajo en la misma) 4.6.- Trituradores de impacto o de martillos fijos. Las trituradoras de choque se diferencian de las trituradoras de martillos, fundamentalmente en dos cosas: 1.-Los martillos no están articulados sobre el rotor, sino que forman protuberancias. Con esta disposición es la inercia del pesado rotor la que interviene en la percusión y no la inercia de un martillo articulado, que es mucho más pequeña y que disminuye progresivamente a medida que se desgasta el martillo. 2.-La abertura de salida de la trituradora esta libre (Granulometría bastante libre). Por ello y salvo casos excepcionales, deben de funcionar en circuito cerrado con las cribas. Cuando se pretende un producto calibrado menor de 25-30 mm., la carga circulante es excesiva, especialmente con materiales húmedos y pegajosos, lo que plantea problemas de mantenimiento y cribado. En este tipo de trituradoras la fragmentación tiene lugar porque el material es lanzado a gran velocidad (gran energía cinética), que puede alcanzar aproximadamente 1.8 veces la velocidad de los martillos, contra unas placas estacionarias con ¡as que choca. La fragmentación también se produce por impacto del material sobre los listones del rotor, así como por choques del material entre si (fragmentación “autógena”). El componente predominante del trabajo de trituración es la acción de choque contra las placas, que depende de la velocidad periférica del rotor. Esta suele variar entre 15 - 50 m/s. Cada tipo de roca exige la correspondiente velocidad angular, al objeto de lograr la capacidad máxima con el tamaño de partícula mas ventajoso. Las velocidades pequeñas dan una granulometría final gruesa, mientras que las altas las dan finas. Todo ello podemos verlo en la figura 4.6.1, en la cual se muestra un triturador de rotor único y otro de dos rotores. Las trituradoras de impactos son adecuadas para materiales quebradizos, duros o semiduros, que tengan planos de exfoliación naturales (la rotura se produce de acuerdo con dichos planos). En cambio no son apropiadas para materiales blandos, plásticos o húmedos, ya que no rompen por choque. Aunque si es posible triturar materiales que contengan constituyentes plásticos ( mezclas de caliza + arcilla). La alimentación debe ser bien estudiada para que el material sea golpeado horizontalmente por ¡os martillos. Si los bloques caen con una velocidad insuficiente son golpeados por el borde exterior del martillo, que se redondea rápidamente por desgaste, y el material sale en mala dirección, disminuyendo rápidamente la capacidad de la máquina. El grado de reducción varía entre 10 y 20 en circuito cerrado, estando el tamaño final entre 150 y 200 mm., con lo que no se consigue la granulometría de 0 - 25 mm que es la mas adecuada para la alimentación de los molinos de crudo. Entonces lo que se hace es introducir un Segundo escalón de trituración, por ejemplo con una segunda trituradora de impactos cuyo rotor gire a mayor velocidad. La proporción de finos producida es más elevada que con ¡as trituradoras que actúan por presión, aumentando con la velocidad del rotor y cuanto más friable sea el material. Por otra parte la forma de los granos del producto triturado es “más cúbica”. Figura 4.6.1.- Trituradoras de martillos fijos o de impacto. Existe una trituradora de impacto compuesta HAZEMAG (de dos rotores), en la que los dos escalones (primario y secundario) están dispuestos en una sola maquina (Figura 4.6.2). El tamaño de partícula máximo del producto viene determinado por la abertura e ida formada por una placa de choque adicional corrugada, dispuesta en el fondo de la maquina. Este tipo de trituradora compuesta, recibe alimentación con trozos de tamaño máximo 1.5 m., reduciéndolos a un producto en el cual el 95 % es menor de 25 mm. El rotor superior esta provisto de barras de impacto fijas, pero el rotor inferior puede equiparse con barras de impacto o con martillos móviles, Según convenga a la naturaleza de la alimentación y a la finura exigida al producto. Figura 4.6.2.- Trituradora de impactos compuesta. 5.- Alimentadores. 5.1.- Introducción. Cualquier tipo de trituradoras operará a su máxima eficiencia si la cantidad de alimentación es tan cercana a la cantidad de producción de diseño de la trituradora como sea posible. Excluyendo las grandes trituradoras giratorias que puede ser sobrealimentadas, un alimentador es esencial para la buena operación de la trituradora. Existen situaciones en donde es recomendable remover partículas pequeñas antes de que lleguen a la trituradora, por ejemplo, si una trituradora está diseñada para producir un producto de 150 mm no se gana nada en alimentar material de ese tamaño; esto es todavía más crítico cuando existe la posibilidad de bloqueo por la humedad en las partículas más pequeñas. Por lo tanto, cuando se desea una tamización del material alimentado, existen diversos tipos de alimentadores que efectúan esta operación, también existen otros que reúnen otras propiedades como a continuación se ejemplifica. 5.2.- Tipos de alimentadores y funcionamiento. Alimentadores de cadenas Es uno de los alimentadores más sencillos, económicos y que requieren un mínimo de arreglo estructural, entre ellos existe el tipo Ross, que se muestra en la figura 5.2.1 que consiste básicamente en varias hileras de cadenas sinfín que están suspendidas de un tambor situado muy por encima de la tolva de alimentación. Las cadenas son tan largas que varios de los eslabones están en contacto con el piso de la tolva, deben de ser lo suficientemente pesados para detener cualquier avalancha de material. Existe una transmisión que mueve la cadena de tal forma, que mueve el material hacia ¡a trituradora, usualmente la velocidad es variable y pudiendo así controlar ¡as necesidades de la trituradora. Otra ventaja de este tipo de alimentador es que no tiene que mover o soportar el peso de la alimentación, pero gran desventaja puede ser una posible acumulación de material pegajoso en la sección de la tolva, antes de las cadenas. Figura 5.2.1.- Alimentador de cadenas. Alimentador de placas Este tipo de alimentador es conveniente para cuando se maneja un gran tonelaje de material como en las trituradoras primarias, en donde se transportan rocas de considerable tamaño. Este tipo consta de una serie de placas rectangulares unidas entre sí de tal manera que formen una cadena sinfín. Estos alimentadores son de construcción extremadamente robusta, con el fin de asimilar el impacto del material cayendo al alimentador. Este tipo de alimentador tiene un efecto considerable en la eficiencia de operación de trituración, ya que se asegura una alimentación constante a la trituradora (Figura 5.2.2) Figura 5.2.2.- Alimentador de placas Alimentador de barra. Este es un tipo de alimentador que puede cambiar una alimentación constante a la trituradora como una tamización del material más pequeño. La maquinaria está hecha por una serie de barras de acero unidas en un extremo de tal manera que formen una cadena sinfín, la cual es movida por engranes que se encuentran al final del tramo. Las barras están distanciadas según sea el tamaño de la alimentación que tenga que ser removida. Con el fin de que el material terminado no quede atrapado en el retorno de la cadena, cada barra alternada está unida por el centro de la barra próxima, de tal manera, que una vez que el par de barras pase por el engrane, el eslabón cuelgue verticalmente, aumentando así el espacio vacío entre las barras de retorno, el diseño típico está mostrado en la figura 5.2.3. Este alimentador, así como el de placas, puede subir material por una pendiente de no más de 15 º. Figura 5.2.3.- Alimentador de barras Ross. Alimentador clasificador de dos roles. En la práctica, cuando se utiliza un alimentador de barra, solamente queda tamizado el material que se encuentra en la superficie del alimentador, debido a esto, por ¡o general, se le adiciona un alimentador clasificador de dos roles que tiene la forma de una unidad con dos roles como lo muestra la figura 5.2.4. Esta máquina es de gran capacidad que separa por la acción de vibrorolado, en tanto el flujo de material pasa sobre el “tamiz” las piezas más grandes son levantadas y vibradas por los roles dentados, mientras que el tamaño más pequeño cae entre el claro existente entre los roles. La abertura entre los roles puede ser regulada según sean las necesidades, ésto se puede hacer mientras la máquina esté funcionando. Figura 5.2.4.- Alimentador clasificador de dos roles. Alimentador de barras elípticas. Este tipo de maquinaria es de construcción robusta, la cual a la vez de transportar el material, tamiza una gran proporción del mismo. Este alimentador consiste en una serie de barras de forma elíptica, las cuales giran en la misma dirección con el eje mayor de las barras adyacentes en ángulos rectos. Estas barras están espaciadas para proporcionar claros de igual tamaño, por lo que el tamaño de la abertura permanece constante a lo largo del alimentador. El claro puede ser ajustado hasta cierto límite (215 mm). El alimentador está colocado, normalmente, con una ligera inclinación hacia adelante, pero puede trabajar horizontalmente si así es requerido. El movimiento giratorio de las barras está proporcionado por cadenas, y no producen vibración ni ruido alguno. Este alimentador funciona de la siguiente forma: El material es alimentado a la tolva y las partículas en contacto con la barra son levantadas y dejadas caer alternadamente como lo muestra la figura 5.2.5, lo que ocasiona un movimiento transversal, el cual no solamente tamiza y transporta el material, sino que también puede llegar a triturar pequeños trozos de barro. La masa total está en una condición tal de movimiento, que no permite la formación de bloqueos en el sistema. Figura 5.2.5.- Alimentador de barras elípticas (Rodillos rotatorios elípticos). Alimentadores de mesa accionado por sistema hidráulico. Este tipo de alimentadores regula la cantidad de alimentación hacia la trituradora mediante un movimiento de vaivén producido por un sistema hidráulico, la regulación de la alimentación está en base a la cantidad de golpes por minuto que efectúa dicho pistón. Para garantizar el funcionamiento óptimo de este alimentador, la tolva de recepción debe tener como mínimo de llenado un tercio de la capacidad. Estos alimentadores además del sistema hidráulico están provistos de un sistema de engrase para lubricar las ruedas donde va montado un carril por el cual se desliza el alimentador. También cuenta con unos interruptores limitadores, que como su nombre indica, limitan la carrera del pistón (Figura 5.2.6). Figura 5.2.6.- Alimentador de mesa accionado por sistema hidráulico. En la tabla 5.2.1 puede verse una comparación de los diferentes tipos de alimentadores para trituradoras primarias. Tabla 5.2.1.- Comparación de los diferentes tipos de alimentadores para trituradoras primarias. 6.- Instalaciones de trituración. 6.1.- Introducción. Las instalaciones de trituración suelen ser de una sola etapa o de dos etapas, según que se desee alcanzar el tamaño de partícula conveniente (<25 mm.) con una sola trituradora o con dos montadas en serie. Cada una de las trituradoras puede trabajar en circuito abierto ( con o sin tamizado preliminar) o en circuito cerrado. Por otra parte las instalaciones de trituración pueden ser estacionarias o móviles. Las plantas estacionarias predominan en la industria del cemento sobre todo en las instalaciones antiguas, pero en las nuevas instalaciones, y especialmente cuando se exige una producción en muy gran escala, las plantas móviles han ido ganando posiciones merced a que varios sistemas para su movilidad de una posición de trabajo a la siguiente han demostrado ser fiables. En la industria del cemento no es una práctica habitual la separación de los finos de la alimentación de la trituradora. La decisión de implantar dicha separación viene determinada por la proporción de partículas finas, de las propiedades físicas de dichas partículas y del tipo de trituradora empleada. La operación de separación primaria de los gruesos y de los finos puede, en un proyecto de nueva implantación, dar lugar a la elección de una trituradora de menor tamaño que la necesaria o en una instalación ya existente mejorar el rendimiento de la trituradora (mayor capacidad de producción). Además la separación de los finos de la alimentación de la trituradora reduce los desgastes de los elementos trituradores y, al mismo tiempo, reduce los riesgos de atascos y pegaduras en la entrada de la máquina. Esto último es particularmente cierto si se separan materiales húmedos y pegajosos. En general, la separación primaria no ofrece ventajas cuando la trituración se realiza en una sola etapa con trituradoras de martillos, las cuales tienen un grado de reducción alto y entregan un producto triturado menor de 25 mm, corrientemente aceptado como el máximo para la alimentación de los molinos de bolas. Como Además la alimentación raramente contiene más de 15-20 % de partículas finas (< 25 mm), resulta que su separación preliminar no suele ser económica. Según las experiencias operativas y teniendo en cuenta la inversión que es necesario realizar, parece ser que la separación primaria solo es beneficiosa cuando se separa la tercera parte de la alimentación. Los aparatos que se suelen usar en la separación primaria de la alimentación son: cribas de barrotes fijos o móviles (de sección redonda o elíptica) (Figura 5.2.5) separadoras de vaivén, rejillas vibratorias, etc. Un aparato especialmente conveniente para la separación de los materiales pegajosos y finos, es el calibrador Mogensen (Figura 6.1.1), que esta formado por barras redondas de acero, de longitud 2 m. o más, no dispuestas en el mismo plano y unidas de forma individual a un elemento tubular transversal. Al caer el material sobre las barras estas oscilan y esta oscilación hace que se desprendan los materiales que se vayan quedando pegados. Figura 6.1.1.- Calibrador Mogensen. En las instalaciones de trituración de dos etapas, si se realiza la separación de los finos del producto proveniente de la primera etapa, ya que descarga notablemente la segunda etapa. Así mismo, la clasificación del producto de la segunda trituradora (Trituración en circuito cerrado), también es ventajoso para eliminar las partículas gruesas, que pueden ser causantes de perturbaciones en el funcionamiento del molino. El material arcilloso, generalmente húmedo y pegajoso, presenta dificultades para su desmenuzamiento de forma individual (pueden triturarse en trituradoras de cilindros y en varias etapas), por lo que es favorable triturarlo conjuntamente con la caliza. A este fin, los dos materiales se alimentan a la trituradora mediante tolvas separadas (Figura 6.1.2) en sus respectivas proporciones, ajustando adecuadamente la velocidad de los alimentadores de láminas. Figura 6.1.2.- Alimentación simultánea de una trituradora con dos componentes mediante dos alimentadores de láminas. Los motores de ambos alimentadores están conectados entre si, de modo que si varia la velocidad del alimentador principal (caliza), en respuesta a la potencia consumida por el motor principal, inmediatamente cambia la potencia consumida por el motor secundario y con ella la velocidad del alimentador secundario (Arcilla). La mezcla caliza-arcilla puede, en general, triturarse sin dificultad en trituradoras de martillos, aun en el caso de que la arcilla posea propiedades físicas desfavorables. La caliza gruesa y dura (principal componente de la mezcla) actúa como elemento limpiador de la trituradora y facilita el desmenuzamiento combinado. El diseño de la tolva de arcilla es de gran importancia, y en ese sentido sus paredes deben ser lo más empinadas posible y, preferiblemente, revestidas de plástico. La unión de la pared vertical con la pared inclinada ha de ser curva. Así mismo, los transportadores no deben dimensionarse estrechos, ya que sino pueden formarse bóvedas de arcilla en los costados de guía del transportador. Los cuerpos extraños (barrenas rotas, dientes de cuchara de excavadoras, piezas de carril, cadenas, etc.) que hayan podido entrar con la alimentación de la primera etapa de trituración pueden ser eliminados eficazmente después de su paso por la trituradora primaria, al objeto de proteger la segunda etapa de trituración (trituradora de gran velocidad) o la molienda. A este fin se emplean detectores de metales y separadores magnéticos. En la figura 2.6.1.3 puede verse una instalación de protección contra metales. Figura 6.1.3.- Dispositivos de protección contra metales. 6.2.- Instalaciones de trituración estacionarias. En la figura 6.2.1 puede verse una instalación de trituración estacionaria de una sola etapa, cuyas partes principales son: la tolva de alimentación, el alimentador, la trituradora y el transportador del producto triturado. Las tolvas de alimentación han de tener una capacidad de al menos dos veces la del mayor de los transportes que viertan en ella. El dispositivo alimentador suele ser un transportador de láminas (apron), de construcción robusta y que ha demostrado ser el más conveniente, ya que cumplen con todas las exigencias aplicables a un dispositivo alimentador: - Control de la cadencia de la entrada de material. - Adaptabilidad a las condiciones de carga de la trituradora. - Alimentación sobre toda la anchura de la trituradora. - Facilidad para su paro bajo carga y que la alimentación pueda pararse instantáneamente (no después de escurrirse el material, el cual podría ahogar a la trituradora en marcha lenta o parada). Para el transporte del producto triturado mediante maquinas con rejilla se emplean, generalmente, cintas transportadoras de la misma anchura que la abertura de descarga, con el fin de prevenir la formación de adherencias. Así mismo las paredes laterales de conexión entre la descarga de la trituradora y el transportador deben de ser verticales. Para el transporte del producto triturado mediante maquinas sin rejilla son preferibles los transportadores de cadena o de láminas, pues el tamaño y la velocidad de los trozos que salen de la trituradora son mayores al no existir la rejilla. Figura 6.2.1.- Planta de trituración fija con tolva de alimentación y alimentador En la figura 6.2.2 puede verse la etapa de trituración primaria de una instalación de trituración estacionaria de dos etapas. Estas suelen aplicarse en casos donde la dureza y abrasividad de la alimentación es muy grande, con lo que hay que ir a trituradoras de mandíbulas o giratorias. En el caso de la figura 6.2.2 se trata de una trituradora giratoria, en la que no existe tolva de alimentación y que recibe el material directamente de los camiones. Puesto que la trituración primaria da un producto del orden de 300-500 mm, es necesaria una segunda etapa de trituración, que funcionara en unas condiciones menos severas. Aún cuando se pueden utilizar trituradoras giratorias (SYMONS) para la Segunda etapa, es más ventajoso emplear máquinas de alta velocidad como las trituradoras de martillos o las de choque. En el caso de las trituradoras de martillos, que disponen de rejilla de descarga no es necesario hacer una clasificación posterior. Esto si es necesario en las trituradoras de choque (HAZEMAG), que deben de trabajar en circuito cerrado. Si en la primera etapa se tiene una trituradora giratoria (GATES), que no esta afectada por sobrecargas y trabaja a "boca llena", con el producto triturado es conveniente hacer un almacenamiento intermedio (Un silo con un extractor-transportador de velocidad controlada por la potencia consumida por el motor que acciona la trituradora secundaria) para poder suministrar una alimentación uniforme a la segunda etapa. Otra solución es aplicar un control a la alimentación de la trituradora primaria, en cuyo caso la trituradora secundaria, si esta proyectada de forma conveniente, podrá alimentarse directamente con el producto de la primera etapa. En la figura 6.2.3 se muestra otro esquema de instalación de trituración estacionarias con trituradora de mandíbulas. Figura 6.2.2.- Planta de trituración fija con descarga directa de camiones. Figura 6.2.3.- Planta de trituración fija con trituradora de mandíbulas. En la figura 6.2.4 puede verse una instalación (LARON) de trituración para una producción de 1000 tipo de trituradora es de impactos. Figura 6.2.4.- Instalación de trituración LARON para una producción de 1000 t . h t . El h 6.3.- Instalaciones de trituración móviles. Pueden verse en la figura 6.3.1. El arranque por voladura produce, en general, trozos de gran tamaño, que no son adecuados para su carga en cintas transportadoras, las cuales son el medio de transporte más económico, principalmente cuando hay que cubrir grandes distancias. Entonces es necesario triturar el material arrancado a un tamaño "transportable por cinta", que generalmente implica que no haya trozos de tamaño superior a 200-400 mm. La exigencia de proceder a la trituración en las inmediaciones del frente de la cantera y de ir acompañándolo, ha dado lugar a la aparición y desarrollo de varios tipos de instalaciones de trituración móviles, con capacidades suficientes para las mayores producciones requeridas. Las instalaciones de trituración móviles pueden ser auténticamente móviles, con autopropulsión o semimóviles, sin autopropulsión. Las instalaciones móviles pueden ser: sobre ruedas, sobre orugas, sobre carriles y sistema hidráulico (mecanismo andante). El sistema elegido depende de las condiciones del terreno (liso, rugoso, etc.) y de la técnica de las operaciones de la cantera. Las instalaciones montadas sobre ruedas. se emplean cuando haya que realizar desplazamientos a distancias km <100 largas, debiendo poseer una elevada maniobrabilidad. Su velocidad es de aproximadamente 6 h m 1 ) pendiente menor de y la presión que ejercen sobre el suelo es de 4.5-9 Kgf/cm2, que es muy min uto 10 elevada. Cuando la trituradora esta en funcionamiento, las ruedas se descargan levantándolas del suelo y al mismo tiempo la instalación se asienta sobre unas "puntales" descendentes. 1 y pueden trasladarse por terrenos rugosos, Las instalaciones montadas sobre orugas. remontan pendientes de 10 con tal que estén libres de obstáculos. Su velocidad de desplazamiento es muy pequeña, aproximadamente 5-8 m y la presión que ejercen sobre el suelo 1-1.5 Kgf/cm2, que es muy baja. min uto La tracción sobre orugas no se levanta del suelo durante el funcionamiento de la trituradora, por lo que su sistema de tracción esta sometido a condiciones más duras que los otros sistemas de desplazamiento. Las instalaciones montadas sobre carriles, pueden emplearse satisfactoriamente en aquellos casos en que el avance del frente de la cantera este determinado de antemano. Como la resistencia a la rodadura es pequeña, la potencia necesaria para el desplazamiento es muy baja. 1 (2.5 %) y que el terreno debe de Tienen en su contra la desventaja de no sobrepasar pendientes superiores a 40 tener gran resistencia a las cargas. En general, durante el funcionamiento de la trituradora la instalación esta apoyada sobre las ruedas. Las instalaciones con mecanismo andante, son las más favorables desde el punto de vista de los costes. Comprenden un Asiento flexible con tres émbolos elevadores con los cuales se puede levantar la totalidad de la plataforma. Un dispositivo hidráulico de pistones instalado entre la plataforma y el Asiento flexible permite mover y girar la instalación. m . Cuando la trituradora esta trabajando, el Asiento La velocidad de desplazamiento es de 0.7-1.5 min uto flexible se mantiene alzado y la instalación se apoya sobre puntales. Las instalaciones semimóviles van montadas sobre ruedas y al carecer de propulsión, para moverse de una posición a otra necesitan ser empujadas o remolcadas. Últimamente, se han desarrollado vehículos levantadores especiales, los cuales cargan la instalación y la llevan al lugar deseado (Figura 6.3.1) La ventaja de este medio estriba en que un solo vehículo puede cubrir las necesidades de varias instalaciones y que, cuando no se use, puede resguardarse de las inclemencias del tiempo. Planta móvil de trituración montada sobre ruedas de goma. Planta móvil de trituración montada sobre orugas Planta móvil de trituración montada sobre ruedas comprendiendo dos secciones. Planta móvil de trituración con mecanismo hidráulico Planta de trituración que se mueve con auxilio de vehículos. Figura 6.3.1.- Instalaciones de trituración móviles. En la figura 6.3.2 se muestra una fotografía en la que puede verse una instalación móvil de trituración, en una cantera de creta, cuyo arranque se realiza mediante una pala excavadora. Figura 6.3.2.- Instalaciones de trituración móvil. En las instalaciones móviles para la alimentación de la trituradora se suelen usar cintas transportadoras reforzadas, con la ventaja de su menor peso, comparadas con los alimentadores de láminas. Con el fin de proteger a la cinta se recomienda el empleo de una tolva especial para la carga de la misma, con fondo de apertura y cierre automático (Figura 6.3.3) La tolva se carga con la compuerta cerrada, la cinta para momentáneamente, se abre la compuerta y la cinta arranca de nuevo. Figura 6.3.3.- Tolva alimentadora con compuerta corrediza para una c i n t a transportadora reforzada. Finalmente, en la figura 6.3.4 se da un diagrama de flujo esquemático de las etapas de arranque, trituración y prehomogeneización. Figura 6.3.4.-Diagrama de flujo esquemático de las etapas de arranque, trituración y prehomogeneización.