Práctica 4: Inferencia Estadística (I)
Anuncio
")
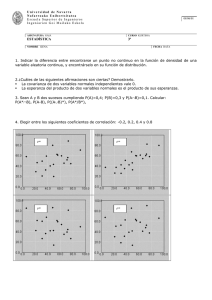
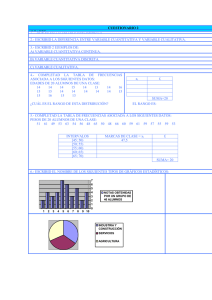
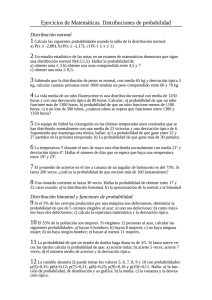
Práctica 5: Control de Calidad Práctica 5: Control de Calidad Objetivos específicos Al finalizar esta práctica deberás ser capaz de: • Construir los gráficos de control para la media, la desviación típica y el rango (gráficos de control por variables). • Interpretar correctamente la información contenida en dichos gráficos. • Estimar correctamente los parámetros del proceso µ y σ, utilizando las muestras recogidas. 1. Introducción al control estadístico de la calidad En control de calidad se distinguen entre dos tipos de fuentes de variación en un proceso: las causas fortuitas y las causas asignables. Las causas fortuitas de variación son debidas a muchas pequeñas influencias inherentes al proceso de fabricación. Las causas asignables pueden ser debidas, por ejemplo, a un ajuste incorrecto de las máquinas, errores del operario o defectos en las materias primas, entre otras. La variabilidad producida por estas causas asignables hace que el funcionamiento del proceso se considere inaceptable. Un gráfico de control constituye un mecanismo para detectar situaciones donde las causas asignables pueden estar afectando de manera adversa a la calidad del producto. Un proceso puede monitorizarse midiendo algunos valores (en el caso de control por variables se monitorizan la media y la desviación típica o el rango de la variable X de interés) sobre muestras de ese proceso tomadas a intervalos de tiempo regulares. A estas muestras se les llama subgrupos racionales. Control estadístico es la situación en la que sólo existen causas fortuitas de variación, es decir, la distribución de los valores que se monitorizan es predecible y estable a lo largo del tiempo. Un gráfico de control consta de tres líneas horizontales: la línea central y los límites inferior y superior de control. El cálculo de estas líneas se basa en la distribución de probabilidades del valor monitorizado. Además de las líneas, sobre el gráfico se representan con puntos (generalmente unidos con una recta) los valores monitorizados Isolina Alberto Moralejo 73 Práctica 5: Control de Calidad obtenidos en cada uno de los subgrupos racionales. Si estos puntos caen dentro de los límites de control inferior y superior y no se detecta ningún patrón no aleatorio en el gráfico, se considerará que el proceso está bajo control estadístico. Un gráfico de control será eficiente si da muy pocas señales de fuera de control cuando el proceso está bajo control, pero muestra un punto fuera de los límites de control tan pronto como el proceso se sale de control. Los gráficos de control se utilizan ampliamente en la industria como técnica de diagnóstico, para supervisar procesos de producción e identificar variaciones y circunstancias anormales: cuando un gráfico indica una situación de fuera de control, se puede iniciar una investigación para identificar causas y tomar medidas correctivas. La notación que vamos a utilizar es la siguiente: Tamaño del subgrupo racional Número de subgrupos racionales Número total de observaciones n k n×k xi Media del subgrupo racional i-ésimo Media de las medias Desviación típica del subgrupo racional i-ésimo Media de las desviaciones típicas Rango del subgrupo racional i-ésimo Media del rango k verificando que x = ∑ xi i =1 k k ∑ Ri , R = i =1 k x si s Ri R k ∑ si y s = i =1 k . Si tras la realización y el análisis de los gráficos de control se concluye que el proceso está bajo control estadístico, los parámetros del proceso, µ y σ, se pueden estimar utilizando la información de los datos. Las estimaciones son las siguientes: para la media del proceso, µ̂ = x ; y para la desviación típica, σˆ = R s o σˆ = , dependiendo d2 c2 de si se ha utilizado el gráfico de la desviación típica o del rango. Los valores de las constantes c2 y d2 dependen del tamaño del subgrupo racional y sus valores se encuentran tabulados en la Tabla 4. Si los gráficos no muestran control estadístico, los subgrupos racionales que produzcan observaciones fuera de los límites de control habrá que eliminarlos del estudio y Isolina Alberto Moralejo 74 Práctica 5: Control de Calidad recalcular los gráficos de control con los subgrupos restantes hasta que los gráficos muestren control. 2. Construcción del gráfico del rango Para el cálculo de la línea central y los límites de control inferior y superior del gráfico de control del rango se utilizan las expresiones que aparecen en la Tabla 1. Tabla 1: Expresiones para la línea central y límites de control para el gráfico del rango Línea central Límite inferior de control (LIC) Límite superior de control (LSC) D3 R D4 R R Las constantes D3 y D4 dependen del tamaño del subgrupo racional, n, y sus valores aparecen en la Tabla 4. Para su construcción deberemos seguir los siguientes pasos: 1. En primer lugar, calcular, para cada uno de los k subgrupos racionales, las observaciones mínima (con la función estadística MIN) y máxima (con la función MAX). 2. A continuación, haciendo la resta, obtendremos el rango. 3. Una vez obtenidos el rango de cada subgrupo, obtendremos el rango medio, R , utilizando la función estadística PROMEDIO. 4. Construiremos la línea central y los límites de control inferior y superior utilizando las expresiones de la Tabla 1, y los valores de las constantes de la Tabla 4. 5. Finalmente no tenemos más que hacer la representación gráfica correspondiente. 3. Construcción del gráfico de la desviación típica Para el cálculo de la línea central y los límites de control inferior y superior del gráfico de control de la desviación típica se utilizan las expresiones de la Tabla 2. Tabla 2: Expresiones para la línea central y límites de control para el gráfico de la desviación típica Línea central Límite inferior de control (LIC) Límite superior de control (LSC) B3 s B4 s s Las constantes B3 y B4 también dependen del tamaño del subgrupo racional, n, y sus valores aparecen en la Tabla 4. Isolina Alberto Moralejo 75 Práctica 5: Control de Calidad Para su construcción deberemos seguir los siguientes pasos: 1. En primer lugar, calcular la desviación típica de cada subgrupo racional utilizando la función estadística DESVESTP. 2. Utilizando la función estadística PROMEDIO calcularemos la media de esas desviaciones típicas, s . 3. Construiremos la línea central y los límites de control inferior y superior utilizando las expresiones de la Tabla 2, y los valores de las constantes de la Tabla 4. 4. No queda más que hacer la representación gráfica. 4. Construcción del gráfico de la media Dependiendo de si la variabilidad se ha medido con el rango o con la desviación típica, las expresiones para el cálculo de la línea central y los límites inferior y superior de control del gráfico de la media se encuentran en la Tabla 3. Tabla 3: Expresiones para la línea central y límites de control para el gráfico de la media Variabilidad Línea medida con central Desviación x típica Rango Límite inferior de control Límite superior de control (LIC) (LSC) x x − A1s x + A1s x − A2 R x + A2 R Las constantes A1 y A2 también dependen del tamaño del subgrupo racional, n, y sus valores aparecen en la Tabla 4. Para su construcción deberemos seguir los siguientes pasos: 1. En primer lugar, calcular la media de cada subgrupo racional utilizando la función estadística PROMEDIO. 2. Utilizando la función estadística PROMEDIO calcularemos la media de las medias, x . 3. Construiremos la línea central y los límites de control inferior y superior utilizando las expresiones de la Tabla 3, y los valores de las constantes de la tabla Tabla 4. 4. Finalmente no tenemos más que hacer la representación gráfica correspondiente. Isolina Alberto Moralejo 76 Práctica 5: Control de Calidad 5. Valores de las constantes de los gráficos de control Los valores de las constantes A1, A2, c2, B3, B4, d2, D3 y D4 aparecen en la Tabla 4, para tamaños de subgrupo racional entre 2 y 25. Tabla 4: Valores de las constantes en función del tamaño del subgrupo racional n 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 A1 3.760 2.394 1.880 1.596 1.410 1.277 1.175 1.094 1.023 0.973 0.925 0.884 0.848 0.816 0.788 0.762 0.738 0.717 0.697 0.679 0.662 0.647 0.632 0.619 A2 1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.308 0.285 0.266 0.249 0.235 0.223 0.212 0.203 0.194 0.187 0.180 0.173 0.167 0.162 0.157 0.153 c2 0.5642 0.7236 0.7979 0.8407 0.8686 0.8882 0.9027 0.9139 0.9227 0.9300 0.9359 0.9410 0.9453 0.9490 0.9523 0.9551 0.9576 0.9599 0.9619 0.9638 0.9655 0.9670 0.9684 0.9696 B3 0 0 0 0 0.030 0.118 0.185 0.239 0.284 0.321 0.354 0.382 0.406 0.428 0.448 0.466 0.482 0.497 0.510 0.523 0.534 0.545 0.555 0.565 B4 3.267 2.568 2.266 2.089 1.970 1.882 1.815 1.761 1.716 1.679 1.646 1.618 1.594 1.572 1.552 1.534 1.518 1.503 1.490 1.477 1.466 1.455 1.445 1.435 d2 1.128 1.693 2.059 2.326 2.534 2.704 2.847 2.970 3.078 3.173 3.258 3.336 3.407 3.472 3.532 3.588 3.640 3.689 3.735 3.778 3.819 3.858 3.895 3.931 D3 0 0 0 0 0 0.076 0.136 0.184 0.223 0.256 0.284 0.308 0.329 0.348 0.364 0.379 0.392 0.404 0.414 0.425 0.434 0.443 0.452 0.459 D4 3.276 2.575 2.282 2.115 2.004 1.924 1.864 1.816 1.777 1.744 1.719 1.692 1.671 1.652 1.636 1.621 1.608 1.596 1.586 1.575 1.566 1.557 1.548 1.541 6. Ejemplo Una vez al día se eligen al azar tres especimenes de aceite para motor de su proceso de producción y cada uno se analiza para determinar su viscosidad. Los datos del fichero Aceite_motor.xls corresponden a un periodo de 25 días. El día en que se recogió la muestra está situado en la columna A del fichero y las observaciones medidas en las columnas B, C y D (ver Figura 1). Isolina Alberto Moralejo 77 Práctica 5: Control de Calidad Figura 1: Datos del fichero Aceite_motor.xls Construir los gráficos de control de la media y la desviación típica. ¿Qué conclusiones se obtienen de la observación de estos gráficos? En primer lugar, con las funciones PROMEDIO(B2:D2), DESVESTP(B2:D2), MAX(B2:D2) y MIN(B2:D2) calculamos la media, desviación típica, máximo y mínimo de cada subgrupo racional, que situaremos en las columnas E, F, G y H, respectivamente. A continuación, calcularemos el rango haciendo la operación G2-H2 en la columna I. Una vez escritas todas estas expresiones, “estiraremos” las fórmulas hasta la fila número 26, obteniendo los datos de la Figura 2. Nos situaremos entonces en la celda E27, e insertaremos la función estadística PROMEDIO(E2:E26), obteniendo así el valor x = 10.49 . Análogamente, en la celda F27 calcularemos el PROMEDIO(F2:F26), obteniendo s = 0.14 ; y en la celda I27, la función PROMEDIO(I2:I26), obteniendo con ello R = 0.32 . Isolina Alberto Moralejo 78 Práctica 5: Control de Calidad Figura 2: Cálculo de la media, desviación típica y rango de los subgrupos racionales Como en este caso, el tamaño del subgrupo racional es n=3 (se toman tres especimenes), los valores de las constantes que proporciona la Tabla 4 son: n 3 A1 2.394 A2 1.023 B3 0 B4 2.568 D3 0 D4 2.575 Debemos, por tanto, efectuar las operaciones anteriormente citadas para calcular los valores de los límites de control para los gráficos de la media, de la desviación típica y del rango. Lo haremos utilizando las funciones habituales de Excel, pegando la fórmula en la segunda fila y luego “estirándola” hacia abajo. Los valores obtenidos se pueden ver en la Figura 3. Figura 3: Límites de control para la media, la desviación típica y el rango Isolina Alberto Moralejo 79 Práctica 5: Control de Calidad Con estos valores representaremos los gráficos de control, con la opción del menú INSERTAR>GRÁFICO. Los gráficos se pueden ver en la Figura 4 y la Figura 5. Gr áf i c o de c o nt r o l d e l a m e d i a m i di e n do l a Gr áf i c o de l a de sv i a c i ón t í p i c a d i sp e r si ón c on l a de sv i a c i ón t í p i c a 0,40 11,00 0,35 0,30 10,80 Medi a 10,60 0,25 Desvi aci ón típi ca 0,20 LCI 0,15 LCS LCI 10,40 LCS 0,10 10,20 0,05 10,00 0,00 D ía D ía Figura 4: Gráficos de control de la media y la desviación típica Gr áf i c o de c o nt r o l d e l a m e d i a m i di e n do l a Gr áf i c o de l r a ng o d i sp e r si ón c on e l r a n go 0,90 11,00 0,80 0,70 10,80 0,60 10,60 10,40 Medi a 0,50 LCI 0,40 LCS 0,30 Rango LCI LCS 0,20 10,20 0,10 10,00 0,00 Di a D ía Figura 5: Gráficos de control de la media y el rango Observando los gráficos de control podemos decir que, dado que ninguna observación se sale de los límites y que no se aprecia un comportamiento no aleatorio, el proceso está bajo control estadístico. Podemos estimar los parámetros del proceso utilizando los datos. Las estimaciones son µˆ = x = 10.49 para la media y σˆ = R 0.32 s 0.14 = = 0.1890 = = 0.1935 ó σˆ = d 2 1.693 c 2 0.7236 para la desviación típica. Isolina Alberto Moralejo 80 Práctica 5: Control de Calidad Apellidos y nombre: Profesor: Grupo: Ejercicio 1.- En el fichero Resistencia.xls se recogen los valores de la resistencia al esfuerzo de hojas de plástico utilizadas para transparencias (la fuerza, en psi, necesaria para romper una hoja). Hay k=22 muestras de tamaño n=4, obtenidas en instantes equidistantes en el tiempo. (psi= pounds/inch2 = libras/pulgada2). Calcula la media, la desviación típica y el rango de cada muestra. Con los datos obtenidos, completa la tabla siguiente: x s R Calcula los límites de control inferior y superior y la línea central para los gráficos de la media, de la desviación típica y del rango. Con los datos obtenidos, completa las tablas siguientes: LIC Gráfico de control para la desviación típica LC LSC LIC Gráfico de control para el rango LC LSC Gráfico de control para la media, utilizando la desviación típica LIC LC LSC Gráfico de control para la media, utilizando el rango LIC LC LSC Representa los gráficos de control. ¿Qué observas?........................................................... ............................................................................................................................................. ............................................................................................................................................. Estima los parámetros del proceso y completa la tabla siguiente: µ̂ σ̂ con la desviación típica Isolina Alberto Moralejo σ̂ con el rango 81 Práctica 5: Control de Calidad Ejercicio 2.- Se han recogido datos del índice de refracción de un cable de fibra óptica tomando subgrupos racionales de tamaño n=6. Los datos del fichero Fibra_optica.xls contienen la media y la desviación típica de los subgrupos racionales en 24 días. Calcula la media total y la media de las desviaciones típicas y completa la tabla. x s Calcula los límites de control inferior y superior y la línea central para los gráficos de la media y de la desviación típica. Con los datos obtenidos, completa las tablas siguientes: Gráfico de control para la desviación típica LC LIC LSC Gráfico de control para la media, utilizando la desviación típica LIC LC LSC Representa los gráficos de control. ¿Hay alguna observación que quede fuera de los límites de control?....................¿Cuál?..................................¿En qué gráfico?................... ............................................................................................................................................. Recalcula los límites de control eliminando los subgrupos racionales que hayan quedado fuera de los límites y completa las tablas siguientes: Gráfico de control para la desviación típica LC LIC LSC Gráfico de control para la media, utilizando la desviación típica LIC LC LSC Representa los gráficos de control. ¿Qué observas?........................................................... ............................................................................................................................................. ............................................................................................................................................. Estima los parámetros del proceso y completa la tabla siguiente: µ̂ σ̂ con la desviación típica Isolina Alberto Moralejo σ̂ con el rango 82