Qualified Coatings in Nuclear Power Plants. Commercial products
Anuncio

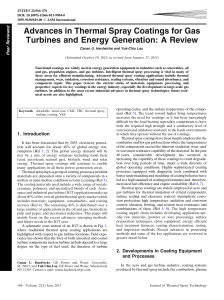
40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 Qualified Coatings in Nuclear Power Plants. Commercial products. (Pinturas homologadas en centrales nucleares. Productos comerciales) Javier Bárcena (1) / Borja Nuñez (1) / Mariluz Romero (1) / Marta Baladía (2) (1) Empresarios Agrupados / (2) CNAT [email protected] / [email protected] / [email protected] / [email protected] Abstract Recently, the supplier of paints that were qualified for use in nuclear applications as protective coatings have ceased to supply in Spain the paints that was used in areas or components with special requirements for nuclear power plants (NPPs). This lack of the common commercial products called for the search for and homologation of other products. A study was performed on the current status of the homologation of commercial products for NPPs and on the codes and standards governing them. The criteria to be met have been defined and the results of the tests performed on the selected paints have been compared against the established criteria so as to allow the homologation of the paints. Resumen Recientemente, el fabricante de pinturas homologadas para aplicaciones nucleares ha dejado de suministrar en España las pinturas que se venían aplicando como recubrimiento en las centrales nucleares (CC.NN.) en zonas o componentes con requisitos especiales. La falta de los productos comerciales habituales ha forzado la búsqueda y homologación de otros productos. Se ha realizado un trabajo sobre el estado de homologación actual de los productos comerciales para CC.NN. y sobre las regulaciones y normas que rigen este tema aplicables a cada Central (Almaraz y Trillo), definiendo los criterios que deben cumplir y comparando los resultados de los ensayos realizados en las pinturas seleccionadas con los criterios establecidos, lo que permite su homologación. 1. INTRODUCTION This paper presents the work being conducted to qualify protective coatings (paints) for use in Almaraz and Trillo NPPs. Such paints are mainly used in existing NPPs for maintenance purposes (repairing or patching) of Systems, Structures or Components (SSCs) as well as for painting of new installed SSCs inside the controlled area. Maintenance of coatings implies, in some cases, the application of new paints on already coated substrates. The need for new qualified coatings arises because the supplier has stopped providing NPPs in Spain with the qualified coatings that had been being used until recently in nuclear applications. Thus, new ones have had to be qualified. To do this, the requirements for coatings of NPPs were first identified. Then, a set of criteria was established for each NPP and Service Level according to their technology, the 40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 legislation and licensing commitments. Lastly, the market was explored and available products were matched with the established criteria. In addition, adherence tests have been carried out to analyse the performance of the qualified coatings when they are applied on the existing ones. Among the problems encountered for homologation were that the legislation and licensing commitments were unclear or poorly defined; moreover, few manufacturers could prove compliance with strict nuclear requirements. 2. OBJECTIVE Protective coatings are used throughout NPPs in different areas and on a wide range of SSCs. They are applied either inside the Reactor Containment (RC) or in controlled or conventional areas, on top of safety-related SSCs or non safety-related ones and on steel or concrete substrates. This work focuses mainly on maintenance coatings applied in controlled areas (including the RC) and on safety-related SSCs of existing NPPs (Service Levels I, II and III, defined below). The aim of the work is to identify the requirements demanded to the different coatings depending on their Service Level at the nuclear plant, and to find commercial coatings that can be used in existing NPPs during maintenance operations in order to qualify them. 3. REQUIREMENTS FOR PROTECTIVE COATINGS Protective coatings used for these purposes have two main objectives: to prevent corrosion and to ease decontamination of surfaces. Additionally, it can be used for marking or colouring. However, as SSCs thus coated may be affected by accident, the coatings used are required to meet specific requirements so as not to interfere with the performance of the safety systems. Requirements should be defined based on applicable legislation, codes and standards. U.S. codes and standards have been followed to set out requirements, in particular, Regulatory Guide 1.54 [1] and Standard ASTM D5144 [2]. Figure 1. Service Levels and relation to safety. 40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 In them, the requirements that coating systems must meet according to the Service Level are set out, along with the definition of the test methods to be followed. Coatings are classified according to their service level as follows (See Figure 1): Nuclear Service Level I: used in areas inside the RC Nuclear Service Level II: used in areas outside RC subject to radiation or contamination. Not safety related. Nuclear Service Level III: used in areas outside the RC and not exposed to irradiation and/or contamination where failure could adversely affect the safety function of a safety-related Systems, Structure or Component An important requirement derived from GL 98-04 [3] is that coating debris inside the RC not be produced during a Loss Of Coolant Accident (LOCA) in order to avoid sump blockage and/or malfunction of the Emergency Cooling Systems. Therefore, the fact that some coatings may be subjected to a Design Basis Accident (DBA) or irradiation conditions implies the need to have special performance and that defects such as flaking, peeling, delamination or blistering not be produced. Other defects such as decolouration or little blistering (without rupture) are accepted. In other words, coatings must remain firmly adhered under operation and accident conditions. Moreover, the fact that each Plant has its own DBA and irradiation conditions means that the requirements have to be adapted for each plant (See Figure 2). This situation implies that each coating must be evaluated for each Plant as the DBA or irradiation conditions may differ from one plant to another. Figure 2. Comparison of temperature curves during accident. 40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 In some cases, coatings are tested following standards of the country of origin which differ from those established in a particular Plant. As tests, for example DBA, are not easy to carry out and/or resources consuming, when this happens, the conditions and requirements set out in the Standards have to be compared with those established in the Plant and evaluated to determine whether the results obtained through those standards are valid. 3. QUALIFIED COATING SYSTEMS As mention above, the maintenance of protective coatings of existing NPPs includes the painting of existing SSCs as well as the newly-installed SSCs derived from design modifications or changes. The application of protective coatings on new SSC, where the substrate is intact, makes it easier to select and test potential coatings based on the supplier’s technical datasheets. Suppliers define the type of substrate and surface preparation for each type of coating system and test the coating systems considering these conditions. Results can be used directly. However, when it comes to repairs in coatings that have suffered deterioration over time or patching, sometimes it is necessary to apply protective coatings over already painted SSCs. In this case, it is necessary to analyse the performance of potential coatings on these coated substrates. New tests shall be done to verify compliance with requirements under these conditions and to analyse the performance of the whole coating system. Qualified coating systems are those that fully meet the requirements established by codes and standards (See Table 1). To meet Quality Assurance requirements, the fulfilment of a criterion must be recorded in a report signed by a competent testing laboratory or company. During the qualification stage, nuclear coatings already existing on the market were sought first. Several suppliers were consulted to obtain all the documentation related to the specific requirements that should be met. The information provided was then evaluated. Coatings were sought for both steel substrates or for concrete structures and for being applicable for the three service levels. The final analysis concluded that only a few coating systems can currently be fully qualified for use in these Spanish NPPs, although potential ones are pending to be qualified due to the lack of test reports. This lack of test reports meant NPPs carried out their own analyses following the defined standards. Until now these tests have mainly focused on the application of coatings on existing and already coated SSCs. For maintenance purposes it is important to know the performance of new coatings when they are applied over old ones and the compliance with the requirements. These tests are out of the scope of the suppliers and are normally not provided. Lastly, a qualified system is deemed valid if the manufacturer certifies its production in the same way and with the same raw material, or the legislation/requirements do not change. 40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 Table 1. Requirement for protective coatings as a function of service level. REQUIREMENT LEVEL I LEVEL II LEVEL III A DBA YES NO NO B Decontamination (only for top coat) YES YES NO C Radiation resistance YES YES NO D Flame spread (Class 1E) YES YES YES E Thermal conductivity YES NO NO F Temperature YES YES YES G Adherence YES YES YES H Repainted (maintenance) YES YES YES I Gloss YES YES NO J Colour YES YES YES K Abrasion (only for floors) YES YES YES L Chemical Resistance YES YES YES M Outdoors NO NO YES 4. ENVIRONMENTAL QUALIFICATION Although the mandatory nuclear codes and standards do not contemplate the environmental qualification of coatings, it is a fact that the products with recently formulated compositions are environmentally friendlier: they have lower volatile organic compound (VOC) content than their predecessors and some of them use water as a solvent. 5. CONCLUSIONS Protective coatings must be evaluated and qualified. Some requirements are general, but others must be defined for each NPP based on its technology and licensing documentation. The nuclear market in most countries is small, which means manufacturers do not invest many resources in nuclear coating applications. Associating several plants may make it possible to run tests together and thus share costs. It is also important to mention that Spanish NPPs have created a work group led by UNESA with the goal of finding new commercial products qualified for use in its NPPs. This paper also shows that, from an environmental point of view, the coatings used should be upgraded so as to make greater use of commercially available products that contain fewer solvents. Adherence tests carried out by Trillo and Almaraz NPPs have obtained positive results. It is possible to use new paints, usually top coatings, on already existing ones in good conditions. This can be done, for now, only outside the Reactor Containment, where the DBA test is a must. 40ª Reunión Anual de la SNE Valencia, España, 1-3 octubre 2014 REFERENCES [1] Regulatory Guide 1.54, Service Level I, II and III Protective Coatings Applied to NPP [2] ASTM D5144-08, Standard Guide for Use of Protective Coatings Standards in NPP [3] NRC Generic letter GL 98-04, Potential for degradation of the Emergency Core Cooling System and the Containment Spray System after a Loss-Of-Coolant Accident because of construction and protective coating deficiencies and foreign material in containment.