CONTROL LÓGICO PROGRAMABLE 1.
Anuncio

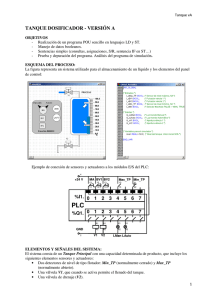
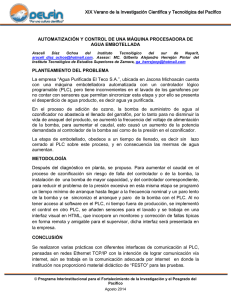
control-systems-principles.co.uk. Control Logico Programable. CONTROL LÓGICO PROGRAMABLE Marco Antonio Pérez Cisneros*, James Vernon + * División de Electrónica y Computación, CUCEI, Universidad de Guadalajara, México. + Consultor “Control Systems Principles” RESUMEN: Este es uno de una serie de manuales sobre construcción, análisis y control de sistemas, preparado por Control Systems Principles.co.uk para dar una introducción en los principios y procesos de control. En los sistemas de control hay un número de sistemas y métodos genéricos que son encontrados en todas las áreas de la industria y la tecnología. El objetivo de estos manuales es explicar esos importantes sistemas y métodos en sencillas sesiones. El manual describe lo que hace un tipo particular de sistema/método, cómo trabaja y después demuestra cómo controlarlo. Las demostraciones de control están desarrolladas usando modelos de sistemas reales designados por nuestro fundador –Peter Wellstead- y elaborados para manufacturarlos por TQ Education and Training Ltd en su rango CE de equipamiento. De ser posible, los resultados de los sistemas reales son mostrados. Este manual trata acerca del “work horse” o trabajador voluntario de la automatización industrial: el controlador lógico programable. 1. ¿Qué es el Control Lógico Programable? El Control Lógico Programable, o PLC como es llamado universalmente, es el ‘work horse’de la automatización industrial. Mi jefe también lo llama la “Cenicienta del Control”, porque no es muy bien tratada en los colegios y universidades, pero cuando el ingeniero en Control usa PLC’s en la industria, ellos se preguntan cómo vivirían sin ellos, porque ellos son demasiado importantes y con una amplia extensión. Nosotros pensamos que son muchos los controladores de tres términos en el mundo, pero hay mucho más para PLC’s. El Control Lógico Programable es importante porque todos los procesos de producción experimentan una secuencia repetitiva fija de operaciones que envuelve pasos y decisiones lógicas. Un PLC es usado para controlar tiempo y regular la secuencia. Ejemplos de procesos de producción que son controlados usando PLC’s son: secuencias maquiladoras de metal, líneas de ensamblado de productos y procesos químicos. El Control Lógico ha sido usado para controlar secuencias de acciones en sistemas de manufactura automática por muchos años. Originalmente, un sistema de control lógico fue cableado usando transmisores electrónicos y unidades lógicas y de tiempo. Esos sistemas eran inflexibles. Una vez que un sistema lógico cableado ha sido construido, si el programa de maquinación era alterado por otro tipo de producto, el sistema de control lógico tenía que ser manualmente recableado para la nueva aplicación. Esto era inflexible y consumía tiempo, restringía el plan de producción de una fábrica y hacía cambios de difícil producción. La situación comenzó a cambiar en la década de los 70’s cuando las minicomputadoras pudieron ser adquiridas. Es fácil realizar cambios en programas de computadoras. Un programa de computadora es también fácil de cambiar cuando el problema del control cambia y permite muchas mas funciones lógicas que las que son posibles en un control lógico cableado. Cuando los microprocesadores pudieron ser adquiridos en la década de los 80’s, con pequeñas memorias y características de entrada1 salida flexibles, entonces la generación moderna de PLC’s comenzó a emerger. Hoy, las microcomputadoras basadas en PLC’s son un robusto y fiable instrumento con muchas funciones y características. Aunque los pequeños PLC’s son capaces de controlar una estación de maquinación automática a media escala o reactores de reacciones químicas, grandes sistemas de PLC’s son capaces de correr un sistema completo de automatización en la producción. Los PLC’s tienen la estructura básica mostrada en la figura 1. De la figura, los PLC’s tienen cuatro unidades principales: 1. La Memoria Programable. Las instrucciones para la secuencia de control lógico están acomodadas aquí. 2. La Memoria de Datos. Las condiciones de los cambios, interbloqueo, valores pasados de datos y otros datos de trabajo están acomodados aquí. 3. Los dispositivos de salida. Estos son los controladores de hardware/software para los procesos industriales como motores y válvulas. 4. Los dispositivos de salida. Estos son los controladores de hardware/software para los sensores de los procesos industriales como sensores de cambio de estado, detectores de proximidad, ajuste de interbloqueo y más. Data memory Control unit Programme memory Input devices Process actuators Output devices Process sensors Programming module or PC Figura 1. Esquematización de un PLC. En adición a esto, los PLC’s tienen una unidad de programación. Esta puede ser un módulo especial, una PC conectada a el PLC por la liga serial o ambas. La unidad de programación es usada para construir, examinar y editar la secuencia lógica que el PLC ejecutará. En un nivel básico, los PLC’s son programados en forma simple por código ensamblador. Cada manufactura tiene sus propios estándares y definiciones para esos códigos. Hay otros lenguajes de programación como el IEC 61131-3 standard, Sequential Function Chart, Function Block Diagrams. De cualquier forma, una gran cantidad de lenguajes de programación estándar establecidos, llamados “Ladder Logic” son entendidos universalmente por programadores de PLC. En años recientes, los PLC’s han venido a ser más sofisticados. Como resultado, algunas veces es difícil poner todas sus características dentro de la estructura de la escala lógica, y los lenguajes alternativos de programación están siendo más ampliamente usados. De todos modos, en estos tiempos la escala lógica es la forma estándar para describir un programa de PLC. 2 2. Motivación en la Ingeniería. Un típico proceso por lotes. Figura 2. El proceso de PLC CE111. Cuando una secuencia lógica ha sido programada y descargada a la unidad de memoria programable, el programa puede ser comenzado, pausado, dar un solo paso o parado de la unidad de PLC por sí mismo. La estructura normal de una secuencia de PLC es una cadena repetitiva de acciones elementales que están determinadas por el estatus del dispositivo de entrada del proceso industrial. Los siguientes párrafos describen una típica secuencia de PLC referido a un proceso de automatización de ingeniería química. Todos los procesos de producción industrial siguen una secuencia fija de acciones que están determinadas por los pasos identificados en el proceso de producción y la reacción conocida que puede ser hecha durante el proceso. Los procesos de producción industrial pueden ser la manufactura de productos eléctricos o mecánicos en una línea de ensamble o maquilación, procesado de materiales puros, la formación de productos químicos o farmacéuticos en un proceso químico, y más. En esta sección, describiré una secuencia de procesamiento líquido simple que es una típica de muchas secuencias de proceso de líquidos que son encontradas en procesos industriales [1]. Mantener la simple ilustración, un proceso por lotes de dos tanques de la industria química (como se muestra en la Figura 2) es usado. El proceso consiste de dos tanques, uno encima del otro. Hay una bomba que puede ser activada o desactivada para bombear líquido a lo más alto del tanque (Tanque 1). El tanque 1 tiene una válvula operadora solenoidal en la base. Esta válvula (Válvula 3) está normalmente cerrada pero puede ser abierta para enviar el líquido del tanque 1 dentro del tanque más bajo (tanque 2). El tanque 2 tiene una válvula operadora solenoidal (válvula 4) en su base para que el tanque 2 pueda ser vaciado dentro de un embalse. La bomba y la válvula que entran al proceso son 3 entradas binarias que actúan en el proceso para encender o apagar la bomba, o abrir o cerrar las válvulas. Los sensores son también binarios; ellos llaman al PLC aunque un interruptor esté abierto o cerrado. La excepción es un contador de flujo, el cual da un pulso de señal, la cual puede ser procesada para encontrar el tipo de flujo de la bomba. El pulso de entrada para el medidor de flujo es un ejemplo de cómo el alcance de los PLC’s va más allá de las puras señales lógicas. Todas las entradas y salidas para el proceso de la Figura 1 están enlistadas e la siguiente tabla: Función Variable Entrada o salida del proceso Nivel, L1 Salida Tanque 2 está en nivel LOW Nivel, L2 Salida Tanque 2 está en nivel HIGH Nivel, L3 Salida Tanque 1 está en nivel LOW Nivel, L4 Salida Tanque 1 está en nivel HIGH Nivel, L5 Salida Reservoir LOW está en nivel Float Válvula,V1 Entrada Bomba a Válvula Reservoir (by-pass) Válvula,V2 Entrada Tanque 1 Alimentar Válvula Válvula,V3 Entrada Tanque 1 Drenar Válvula Válvula,V4 Entrada Tanque 2 Drenar Válvula Válvula, P1 Entrada Bomba ON/OFF Flujometro, F1 Salida Flujometro, pulso relacionado con flujo Tabla 1. Las variables para el sistema PLC. Una simple secuencia para este sistema podría ser como la siguiente: 1. Abrir la válvula V2, cerrar V3 y activar la bomba P1 (ésto comienza a llenar el tanque 1). 2. Esperar hasta que L4 esté activado y desactivar la bomba P1 (esto para el llenado del tanque 1 cuando éste esté lleno). 3. Esperar por 10 segundos (esto podría ser para permitir mezclar el fluido, reacciones o resolver tomar el lugar). 4. Abrir válvula V3, cerrar V4 (esto comienza a vaciar el contenido del tanque 1 dentro del tanque 2). 5. Esperar hasta que L3 esté activada y cerrar V3 (esto espera hasta que todo el tanque 1 esté vaciado dentro del tanque 2). 6. Ir al paso 1 para repetir la secuencia indefinidamente. Secuencias más complejas del proceso de flujo pueden ser activadas con el proceso de la figura 1, pero pienso que la llave elemental de un sistema de procesamiento por lotes se muestra aquí. En la siguiente sección, explicaré los elementos de un programa lógico de un PLC. 4 3. Elementos de Escala Lógica. Los componentes básicos en un programa de escala lógica son el contacto y la bobina. El contacto es el nombre dado a un dispositivo general de entrada, éste puede ser activado por un interruptor externo, una lógica de activación interna o una función de tiempo. La bobina es el nombre dado a un dispositivo general de salida y es usada para manejar motores, solenoides y otros procesos de activación. Estos dos dispositivos básicos son mostrados en la Figura 3. Contact (normally open) Contact (normally closed) coil Figura 3. Componentes de Escala Lógica Básica. Contactos Los contactos son los dispositivos de entrada en un diagrama. Ellos son abiertos y cerrados tanto por un signo aplicado externamente (usualmente representado por X), como por un temporizador interno (T), contador o por una bandera lógica interna (M y S). Como se muestra en la tabla de contactos son obtenibles en dos formas: normalmente abiertos o normalmente cerrados. Bobinas Las bobinas son los dispositivos de salida en un diagrama de escala. Son usadas para operar dispositivos externos y temporizadores internos, contadores y banderas. Algunas manufacturas incluyen bobinas que permiten operaciones especiales para ser realizadas, lo cual extiende la capacidad del PLC más allá de lo que se puede obtener con las simples bobinas o contacto. Las siguientes instrucciones son una selección de los rasgos extra que pueden ser operados usando el rasgo de la bobina especial de una manufacturadora (Mitsubusi). Master Control (MC) y Master Reset (MCR) Un bloque de control maestro (master control) es un sistema de programas de escala que son ejecutados cuando un dispositivo de entrada es activado. El fin de un bloque de control maestro está marcado por la instrucción del master reset. Esta es la escala lógica equivalente de una subrutina o procedimiento en un lenguaje de programación convencional. Dispositivos Set (SET) y Reset (RST). Estas instrucciones son usadas para activar o reiniciar un dispositivo de salida cuando una entrada designada está activada. El dispositivo de salida mantiene el valor dado aún si el estado de entrada es cambiado. 5 Reset (RST) temporizador o contador. Esta instrucción reinicia un contador o temporizador designado. Algún dispositivo de salida activado por el temporizador será reiniciado también. Flanco ascendente (de subida) y flanco descendente (de bajada). Esta instrucción activa un dispositivo de salida designado por un solo ciclo cuando un flanco ascendente o descendente es detectado de un dispositivo de entrada. Usando los elementos básicos descritos aquí es posible construir secuencias lógicas muy complejas. En la siguiente sección mostraré algunos ejemplos reales de programas escritos por el proceso del PLC. 5. Sistema PLC. Hay muchas compañías ofreciendo sistemas PLC. La elección es grande y confusa, y por lo tanto es mejor restringir la selección primero definiendo las características que son requeridas en una aplicación particular, (número de entradas, salidas, etc.). Esto reducirá el número de opciones, además hay muchos sitios web que te pueden ayudar en la selección más allá de esto. Para motivarlo, considera la aplicación del proceso de control el PLC descrito en la Sección 2. El proceso del PLC tiene 6 salidas (nivel, tipo de flujo y detectores) y cinco entradas (válvula, solenoides y motores). Esto le da los mínimos requerimientos que el sistema PLC necesita para manejarlo. En adición, para una aplicación el sistema debe ser capaz de alcanzar un cierto tiempo de exploración, permitir las instrucciones suficientes para el programa planeado más complejo, y tener una suficiente memoria de datos y programas. Habrá también sistemas con opción de manejar requerimientos de entrada y salida, herramientas de programación protocolos de comunicación. En una situación de formación y creación de prototipos, hemos encontrado el entrenador PLC CE123 mostrado en la figura 4 es excelente. Esto incorpora un 14 I/O canal industrial del sistema PLC. Las características importantes del sistema CE123 es el envasado con entrada restringida con un buffer y conectores de salida, entrada manual, interruptores de salida e indicadores de estado. 6 Figura 4. El sistema CE123 PLC. Como he remarcado en la sección 1, los PLC’s tienen un módulo programable que permite al usuario introducir instrucciones que construyan la secuencia lógica que debe ser seguida. Hay muchos lenguajes posibles, pero el más entendible es el plano de escala lógica. Las instrucciones de la escala lógica son metidas en un diagrama de escalera que describe la secuencia lógica de entrada de un proceso particular. Como ejemplo, la Figura 5 muestra una pantalla de disparo de un diagrama simple para ser ejecutado en el sistema CE123 PLC por el control del proceso del PLC. El objetivo de este circuito controlador lógico es llenar el tanque 1 y mantener el nivel (ver tabla 1). El programa es iniciado por el ajuste de la entrada X6 a 1 (esto sería hecho con un de los interruptores manuales del CE123). El programa opera un control cíclico de nivel según el cual las válvulas V2 y V3 son abiertas y cerradas, de acuerdo al estado del censor L4 en el Tanque 1. El objetivo es mantener el nivel en el Tanque 1 cerca de la marca. Revisar el diagrama de escala peldaño a peldaño: Peldaño 1 arranca la bomba cuando X6 está arriba y si el nivel del embalse está arriba, esto abre también la válvula de paso si el alimentador del Tanque 1 está cerrado. Peldaño 2. Cuando la bomba está arriba (o el nivel del embalse está demasiado bajo) la válvula del tanque 2 es abierta. (Esto es para drenar agua de regreso al embalse y no es parte del ciclo de control). Peldaño 3. Cuando el nivel alto del Tanque 1 indica que está demasiado bajo y la entrada X6es alta entonces la válvula del alimentador del Tanque 1 se abre. Peldaño 4. Cuando el indicador de nivel alto del Tanque 1 está arriba la válvula de drenaje para el tanque 1 es abierta. 7 Figura 5. Diagrama de Escala para un Control de Proceso del PLC 6. Palabras Finales. Estoy desolado por revelarte que no es posible responder preguntas acerca de nuestro manual, a menos que nosotros tengamos un contrato con tu organización. Para más información acerca del controlador PLC y el sistema CE123 PLC dirigirse al sitio web del TQ Education And Training usando la liga www.control-systems-principles.co.uk o usar la dirección e correo electrónico [email protected]. Hay muchos libros buenos sobre PLC y automatización industrial. Por ejemplo, [2] es claro y funcional, y [3] es una buena introducción al nuevo estándar IEC. También hay muchos tutoriales de fabricantes sobre PL’s los cuales pueden conseguidos mediante el world-wide-web. 7. Referencias. 1. D.E. Seborg, T. F. Edgar, D. A. Melichamp, Process Dynamics and Control, Wiley, 1989. 2. G. Warnock, Programmable Controllers: Operation and Application, Prentice Hall, 1988. 3. R. W. Lewis, Programming industrial control systems using IEC 1131-1, IEE Press, 1998 8