677.028 245-H557d
Anuncio

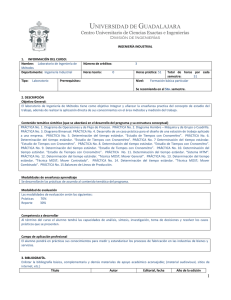
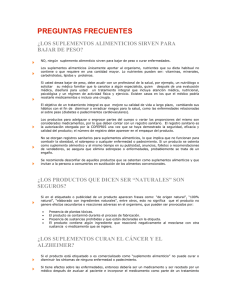
10 CAPITULO II MARCO TEÓRICO. El planteamiento de un estudio de tiempos para crear una base de datos de tiempos estándar debe ser precedido por un análisis y mejoramiento de las técnicas y métodos que utilizados actualmente tales como: Distribución de maquinaria y equipo, diseño del puesto de trabajo, patrones de movimiento, condiciones de trabajo, verificar la aplicación de los principios de economía de movimientos, y análisis de los métodos de trabajo, con el fin obtener los mejores métodos de trabajo. 2.1 DISTRIBUCIÓN EN PLANTA. Se trata de la ubicación, en los distintos sectores de una planta, de la maquinaria y equipos correspondientes, de los puestos de trabajo, de los almacenes y demás dependencias que hacen funcionar una fábrica. Una mala disposición genera movimientos inútiles e innecesarios, lo que provoca retrasos y gastos de energía. Por tanto, contar con un buen estudio de la distribución en planta de una fábrica, es un elemento necesario e imprescindible para evitar los manejos y transportes innecesarios de material. La empresa elige el tipo de distribución que más se ajuste a la forma de trabajo que se pretende implementar. A continuación de detallan los diferentes tipos de distribución. 2.1.1 DISTRIBUCIÓN POR PROCESO. La distribución por procesos consiste en la agrupación de las maquinas o procesos del mismo tipo. Es un sistema laboral estacionario y se le conoce con el nombre de fabricación según principio de realización. Es necesario utilizar este tipo de distribución por procesos en los siguientes casos: 11 • Cuando se fabrica una gran variedad de productos. • Cuando se produce en lotes pequeños. • Cuando la demanda es intermitente. Ventajas: • Flexibilidad de la producción. • Menores inversiones en maquinaria. • Mayor utilización del equipamiento. • La producción no se interrumpe por rotura o reparación de una máquina. • Alta especialización de los operarios en el manejo de las maquinas. • Mejores posibilidades de aislar y controlar procesos contaminantes y molestos. Desventajas • No existen rutas fijas ni directas. • Mayor manipulación de materiales. • Elevada producción en proceso. • Mayor congestión de rutas y áreas de trabajo. • Difícil de programar y reprogramar. • Dificultad para controlar. 2.1.2 DISTRIBUCIÓN POR PRODUCTO. La disposición de las máquinas sigue al producto, según la secuencia de las operaciones a realizar para fabricarlo. También es un sistema laboral estacionario que se conoce con el nombre de fabricación según el principio de flujo tal como se esquematiza en la figura 1. 12 Figura 1 Esquema de la Distribución por producto. Es necesario utilizar este tipo de distribución por productos en los siguientes casos: • Cuando la variedad de productos es pequeña • Cuando se fabrica en grandes volúmenes. • Cuando la demanda es estable. • Cuando la línea se puede equilibrar en cuanto al tiempo. Ventajas: • Rutas directas • Menor manipulación de materiales, por lo que se requiere menos espacio físico y menos mano de obra para el transporte. • Bajo inventario de las materias primas usadas. • Programación de la producción sencilla. • Simplificación de la supervisión y los mecanismos control. • Menor el costo de mano de obra directa por especialización en la operación. Desventajas: • Sistema rígido (poca flexibilidad) • La inversión en capital fijo es mayor, se pueden necesitar varias máquinas del mismo tipo en varias líneas. • La repetición de actividades genera monotonía. 13 • Necesidad de equipamiento especializado. • La producción se ve interrumpida por la avería de una máquina. 2.1.3 DISTRIBUCIÓN POR PRODUCTO O POR PROCESO. A la hora de decidir qué tipo de distribución conviene más, es necesario tener en cuenta los diferentes costes que se pueden tener, en función del tipo de distribución escogida. En el caso de la distribución por producto, los costes fijos son muy grandes, debido a una inversión grande en maquinaria de producción. Sin embargo, los costes variables unitarios de producción son menores que en una distribución por proceso. En el caso de la distribución por proceso, los costes variables son grandes, debido al uso de mano de obra calificada, gastos asociados a traslados y costo financiero de existencias en curso. Sin embargo, los costes fijos son menores que en el caso de la distribución por producto. Figura 2 Punto de equilibrio distribución por proceso vrs. Distribución por producto. En general, cuando hay que decidir el tipo de distribución, es necesario tener en cuenta los costes totales (costes fijos + variables), encontrando de esta forma un punto de equilibrio (Q1), a partir del cual conviene más la distribución por producto o, por el contrario, interesa más la distribución por proceso. 14 2.1.4 DISTRIBUCION POR POSICION FIJA. En este tipo de distribución los recursos (operarios, materiales, máquinas, herramientas, etc.) se dirigen hacia donde está lo se produce o el servicio que se presta, por lo que es un sistema laboral móvil. Este tipo de distribución se utiliza cuando el objeto a elaborar es muy grande, lo que dificulta o torna muy costoso su movimiento. Ejemplos de ello, seria la construcción de un barco, de una carretera, etc. 2.1.5 DISTRIBUCION POR CELULAS. Este tipo de distribución se usa cuando se fabrican diferentes familias de productos. Las células de producción se configuran disponiendo las máquinas necesarias para la elaboración juntas y en forma de U, buscando que el operario las pueda atender simultáneamente, sin necesidad de desplazarse, y con todo al alcance de su mano. Figura 3 Distribución por Células. También se pueden utilizar máquinas de control numérico, asistidas por computador, en las que el trabajo se controla automáticamente, por medio de un dispositivo que utiliza datos numéricos, que se introducen, generalmente, a medida que transcurre la operación. 15 2.2 DISEÑO DEL PUESTO DE TRABAJO. Este diseño es un dibujo de la estación de trabajo, generalmente a la vista, que incluye el equipo, materiales y espacio del operador. El diseño de las estaciones de trabajo requiere de la aplicación de los principios de economía de movimientos, cuando se aplican correctamente estos principios a las estaciones de trabajo y a su diseño, el resultado es un patrón de movimiento más eficaz. Decidir por donde comenzar a diseñar un puesto de trabajo depende mucho de lo que se va a llevar a cabo en dicho puesto de trabajo. La forma más económica es el diseño de puestos de trabajo sencillos y cualquier mejora de este método más económico deberá estar justificada por los ahorros. Entre la información que se debe incluir en el diseño del puesto de trabajo esta: • Mesa de trabajo. • Materiales de llegada. • Material de salida o producto terminado. • Espacio y acceso del operador al equipo. • Ubicación de desperdicios y rechazos. • Dispositivos y herramientas • Escala del dibujo 12 Figura 4 Alcance normal y alcance máximo . 12 Fuente: García Criollo, R. [2005], Estudio del Trabajo, Ingeniería de Métodos y Medición del Trabajo Segunda Edición. McGraw Hill. México. 16 2.3 PRINCIPIO DE ECONOMIA DE MOVIMIENTOS. Eficacia es hacer las cosas correctas (el trabajo) y eficiencia es hacerlas bien (el método), por lo que la eficacia y la eficiencia significan hacer bien las cosas correctas. Es importante considerar en primer término a la eficacia, porque hacer un trabajo innecesario es malo, pero hacer eficiente un trabajo inútil es el peor de los pecados. La eficiencia, es decir, hacer las cosas bien, es la meta en los estudios de tiempos y movimientos. 2.3.1 MOVIMIENTOS DE LAS MANOS. Las manos deben operar con movimientos de tipo espejo. Los movimientos deben iniciarse y detenerse simultáneamente, moverse en direcciones opuestas y trabajar en todo momento. Si las manos buscan dos piezas al mismo tiempo, los materiales deben estar colocados a igual distancia del área de trabajo y a la misma distancia de la línea central de la estación. Para diseñar una estación de trabajo normal, el técnico deberá colocar todas las piezas y herramientas entre un alcance normal y uno máximo, tratando que sean lo más corto posibles. Mantener trabajando en todo momento ambas manos es un reto. 2.3.2 TIPOS BÁSICOS DE MOVIMIENTO. • Movimientos balísticos: Se crean movimientos balísticos al poner en movimiento un conjunto de músculos sin tratar de suspenderlos mediante otros músculos. Un ejemplo es lanzar una pieza a un recipiente o presionar el botón de pánico de una máquina. Deben alentarse los movimientos balísticos. • Movimientos controlados o restringidos: son lo opuesto a los movimientos balísticos y requieren de mayor control, especialmente al final del movimiento. La colocación cuidadosa de piezas es un ejemplo de movimiento controlado. La mejor justificación para los movimientos controlados son las consideraciones de 17 seguridad y calidad; pero si se encuentran maneras de reemplazarlos con movimientos balísticos, es posible conseguir una reducción de costo. • Movimientos continuos: estos son curvos y más naturales. Cuando el cuerpo tiene que cambiar de dirección, reduce la velocidad y realiza dos movimientos por separado. Si la dirección se modifica menos de 120°, se requieren dos movimientos. Alcanzar el interior de una caja de piezas que está sobre la mesa es un ejemplo de dos movimientos: uno para alcanzar el borde de la caja y otro para introducir la mano. Si la caja fuera colocada en ángulo, se utilizaría un solo movimiento. 2.3.3 LOCALIZACIÓN DE PIEZAS Y HERRAMIENTAS. Se debe escoger un lugar fijo para todo y tener las cosas tan cerca del punto de uso como sea posible. Disponer de un lugar fijo para todas las piezas y herramientas ayuda a la formación de hábitos y acelera el proceso de aprendizaje. En el diseño del puesto de trabajo debe tener como meta que el operario tenga bien organizada la caja o recipiente de herramientas de manera que sepa dónde está cada herramienta. 2.3.4 LIBERAR LAS MANOS. Los aditamentos y dispositivos están diseñados para sujetar las piezas de manera que los operadores puedan valerse de ambas manos. Se pueden diseñar dispositivos de control accionados con el pie para operar equipo, de forma que las manos queden libres para el trabajo. Las bandas transportadoras pueden hacer pasar las piezas frente a los operadores para que no tengan que tomar o dejar de lado la unidad base. También se emplean mesas redondas eléctricas para mover las piezas frente a un operador. Los dispositivos pueden ser eléctricos, neumáticos, hidráulicos o manuales. Pueden cerrarse con muy poca presión o con toneladas y tener cualquier forma, según lo necesite la pieza. El diseño de dispositivos es fácil, y para ello solamente hace falta conocer las piezas y los procesos necesarios. 18 2.3.5 APROVECHAMIENTO DE LA GRAVEDAD. La gravedad es energía gratuita, esta puede acercar las piezas. Si se coloca un plano inclinado en la parte inferior de los recipientes de las piezas, éstas se deslizarán hacia la parte delantera. La administración de la producción autoriza a evitar todo gasto, y el aprovechamiento de la gravedad lo puede hacer. Las cajas grandes se pueden meter y sacar de las estaciones de trabajo mediante redilos de gravedad y ruedas de patines. Entre las estaciones, las piezas se pueden mover sobre rampas de gravedad hechas de láminas de metal, plástico e incluso madera. La gravedad también sirve para retirar las piezas terminadas de las estaciones de trabajo. Se ahorra tiempo y espacio en la estación de trabajo si se dejan caer las piezas en toboganes que las aparten del lugar. 2.3.6 PATRONES DE MOVIMIENTO. Es la trayectoria recorrida por ambas manos en el proceso de fabricar una pieza o un par de piezas. La trayectoria de cada mano debe ser continua y formar un lazo completo. Un patrón de movimientos es también un plano del método de trabajo y una lista de materiales para un estándar de tiempo. Figura 5 Ejemplo de un patrón de movimiento. Fuente: Elaboración propia. 19 El diseño de la estación de trabajo debe estar terminado antes de trazar el patrón de movimientos. El primer patrón de movimientos se dibuja sobre la estación de trabajo y luego se vuelve a trazar en una página aparte para permitir un análisis. Para un mismo trabajo, el patrón de movimientos y el trazo de ciclógrafo se verían idénticos. Los ciclógrafos son buenos pero demasiado costos de producir. 2.4 CONDICIONES DE TRABAJO. 2.4.1 ERGONOMÍA. A los operadores eficientes debe permitírseles trabajar a la altura correcta, con sillas cómodas, luz suficiente y espacio adecuado para llevar a cabo sus tareas. La altura correcta es la del codo. Con el antebrazo paralelo al piso y el brazo en sentido vertical, la altura del piso al codo es la altura de trabajo. Un puesto debe estar diseñado para trabajar sentado o de pie, pero la altura del codo debe mantenerse igual. El espacio para el operador será de 3 x 3 pies (90 x 90 cm.), a menos que la estación de trabajo se más ancha. Tres pies de separación del pasillo es un espacio adecuado por razones de seguridad, y otros tres pies de lado a lado permiten que las piezas se coloquen cómodamente cerca del operador. Si las máquinas necesitan mantenimiento y limpieza, debe dejarse alrededor un acceso de dos pies (60 cm.). 20 Figura 6 Zonas de alcance óptimas13. 2.5 ANALISIS DEL MÉTODO. Nunca debe medirse el tiempo de una operación que no haya sido normalizada. La normalización de los métodos de trabajo es el procedimiento por medio del cual se fija en forma escrita una norma de método de trabajo para cada una de las operaciones que se realizan en una fábrica. En estas normas se especifican el lugar de trabajo y sus características, las máquinas y herramientas, los materiales, el equipo de seguridad que se requiere para ejecutar dicha operación, los requisitos de calidad como tolerancias y acabado, y un análisis de los movimientos de mano derecha y mano izquierda. 13 Fuente. Escuela Superior de Ingenieros Industriales de Ciudad Real. Universidad de Castilla – La Mancha. http://www.uclm.es/area/organizacionempresas_etsii/docencia/OrgProd/Ergonomia.pdf 21 Un trabajo estandarizado o con normalización significa que una pieza de material será siempre entregada al operario en la misma condición y que él será capaz de ejecutar su operación haciendo una cantidad definida de trabajo, con los movimientos básicos, mientras siga usando el mismo equipo y bajo las mismas condiciones de trabajo. La ventaja de estandarizar el método de trabajo resulta en un aumento en la habilidad de ejecución del operario, lo que mejora la calidad y disminuye la supervisión del personal por parte de los supervisores; el número de inspecciones necesarias será menor, lográndose una reducción en los costos. 2.6 TIEMPOS PREDETERMINADOS. Los tiempos predeterminados son una colección de tiempos válidos asignados a movimientos y a grupos de movimientos básicos, que no pueden ser evaluados con exactitud con el procedimiento ordinario del estudio cronométrico de tiempos. Son el resultado del estudio de un gran número de muestras de operaciones diversificadas, con un dispositivo para tomar el tiempo, tal como la cámara de cine, que es capaz de medir elementos muy cortos. Por sus características, estos movimientos básicos se pueden agrupar adecuadamente hasta formar elementos completos de operaciones logrando cuantificar el tiempo de éstos sin necesidad del cronómetro, además de las ventajas de un análisis minucioso del método. Los principales sistemas tiempos predeterminados son: • Medición del Tiempo de los Métodos (MTM) • WORKFACTOR14 • GENERAL PURPOSE DATA –Basado en MTM. • BMT (Basic Motion Timestudy – Estudio de tiempos de los movimientos básicos). • MODAPTS (Arreglo Modular de Tiempos Estándar Predeterminados). 14 Sistema de estándares predeterminados de tiempo de movimientos que utiliza el factor trabajo como índice de dificultad de movimiento. Demuestra que el tiempo es proporcional a factores específicos del trabajo como miembro del cuerpo, distancia, dirección, etc., y que la relación es constante e intercambiable. Se utiliza para establecer métodos eficaces y fijar estándares de tiempos de rendimiento 22 El MTM es considerado el estereotipo de los tiempos predeterminados, por lo tanto, se presenta la teoría básica para conocer el sistema. 2.6.1 MEDIDA DEL TIEMPO DE LOS MÉTODOS (MTM) Definición: “Es un procedimiento que analiza cualquier operación manual o método por los movimientos básicos necesarios para ejecutarlos, asignando a cada movimiento un tiempo tipo predeterminado, que se define por la índole del movimiento y las condiciones en que se efectúa”15. Este sistema no se basa sólo en tablas de tiempos para movimientos básicos, sino que también establece las leyes sobre la secuencia de estos movimientos interpretando matemáticamente, casi de la misma manera que las leyes físicas o químicas, los resultados materiales esperados, que pueden presentarse bajo condiciones físicas variables. El MTM reconoce ocho movimientos manuales, nueve movimientos de pie y cuerpo y dos movimientos oculares, el tiempo para realizar cada uno de ellos se ve afectado por una combinación de condiciones físicas y mentales. Las tablas de referencia del MTM se encuentran ubicadas en el anexo B de este estudio. La ley por la que se rige el uso de los movimientos (sus secuencias y combinaciones) se ha llamado el principio de la reducción de movimientos. El MTM tiene varias limitaciones, entre ellas el hecho de que no abarca elementos controlados mecánicamente ni movimientos físicamente restringidos de proceso y cosas similares. Procedimiento para el empleo de la Medida del Tiempo de los Métodos (MTM): 15 García Criollo, R. [2005], Estudio del Trabajo, Ingeniería de Métodos y Medición del Trabajo Segunda Edición. McGraw Hill. México. 23 • Determinar los micros movimientos básicos que deben utilizarse en la operación que se estudia. • Sumar el valor del tiempo dado por las tablas de datos de la MTM para cada uno de dichos micro movimientos. • Conceder el suplemento por fatiga, retrasos personales y retrasos inevitables. La dificultad estriba primordialmente en la necesidad de conocer perfectamente e identificar todos los micros movimientos básicos necesarios para una operación. Para vencer esta dificultad es necesario mucho estudio y práctica. 2.6.2 UNIDAD DE TIEMPO (TMU). Los datos de tiempo del MTM se expresaron en función del número de fotogramas que se necesitaban para ejecutar cada elemento básico. Se juzgó conveniente convertir esta unidad de 1/16 de segundo en una unidad reconocida más ampliamente. Se acordó que sería conveniente adoptar la hora decimal que tenía un uso más difundido. 1/16 de segundo equivale a 0.00001735 de hora. Para vencer las dificultades halladas al usar una fracción decimal con tantas cifras, se eligió arbitrariamente como unidad: 01, se le dio el nombre de “unidad para la medida del tiempo” ó TMU. Así pues, el paso de un cuadro de película, expresado en TMU´s y aproximando en un solo decimal, se convierte en 1.7 TMU´s. 1 TMU = 0.036 Segundo 1 segundo = 27.8 TMU 1 minuto = 1,666.67 TMU 1 hora = 100,000 TMU 0.0006 Minuto 0.00001 Hora Tabla 3. Unidades de MTM 2.6.3 USOS DE MTM. Cuando se usa en forma adecuada y conjunta con otros instrumentos o técnicas de ingeniería apropiadas, el MTM se ha encontrado de mucha utilidad en las siguientes áreas: 24 • Base para desarrollar buenos métodos. a) Desarrollo de buenos métodos antes de iniciar la producción. b) Mejoramiento de métodos actuales. c) Guía de diseño de productos. d) Selección de equipo eficaz. e) Guía de diseño de herramientas. • Como base para establecer normas de producción. a) Establecimiento de normas de tiempo en trabajos individuales. b) Desarrollo de datos estándar c) Cálculo de costos de mano de obra. • Otros usos. a) Entrenamiento de empleados para adquirir conciencia de métodos. b) Ajuste de diferencias respecto a normas de producción c) Proporciona una base más amplia para la investigación y estudio del movimiento. d) Ayuda al adiestramiento del operador e) Útil para los estudios de distribución de equipo en las plantas. 2.6.4 GENERALIDADES. • Elementos primarios del sistema MTM. a. Un sistema de clasificación de los movimientos básicos b. Una serie de símbolos para identificar los movimientos básicos c. Valores de tiempos predeterminados de los movimientos básicos. • Tipos de control en la aplicación del MTM: a. Control de proceso. b. Control humano. • Niveles de control. CONTROL BAJO Las características de este nivel de control son: 25 a) Acción automática, poco más que una respuesta aprendida. b) Control motor mínimo. c) Falta de coordinación manual-ocular. d) Confianza en los sentidos subconscientes cinestéticos y de tacto. No se requiere la atención visual por el operador cuando se ejecuta un movimiento con control bajo. CONTROL MEDIANO Las características son: a) Un grado moderado de exactitud en la terminación del movimiento. b) Coordinación manual-ocular durante el principio del movimiento (no se requiere para terminar el movimiento). c) Control mental consciente o control ocular (ambos generalmente no son necesarios). Se requerirá visión en algún movimiento anterior o durante el movimiento, pero no se requerirá para terminar el movimiento porque la mano sólo necesita que esté ubicada aproximadamente. CONTROL ALTO Las características de este nivel de control son: a) Exactitud en el movimiento de terminación b) Coordinación manual – ocular sin distracciones (control visual de terminación) c) Mucha retroinformación sensorial d) Dirección consciente mental y ocular. Se requiere visión al terminar el movimiento. Si los ojos se dirigen hacia otro lugar que no sea el destino antes de que el movimiento se termine, el movimiento no puede realizarse con éxito. 26 2.7 ESTUDIO DE LOS MOVIMIENTOS BÁSICOS. 2.7.1 ALCANZAR (REACH. Símbolo R). Es el movimiento manual básico efectuado con el fin predominante de transportar la mano o los dedos a un destino. Se deben considerar tres variables al analizar el alcanzar: • Nivel de Control: Tipo A Alcanzar un objeto en un lugar fijo o un objeto en la otra mano o sobre el cual descanse la otra mano. Ejemplos: alcanzar un objeto frágil, agudo o flexible, aun cuando esté sostenido en la otra mano. Tipo B Alcanzar un objeto en un lugar que puede variar ligeramente de ciclo a ciclo. Tipo C Alcanzar un objeto amontonado con otros en un grupo de manera que ocurra el buscar y seleccionar. Este caso ocurre principalmente cuando se alcanza un pequeño objeto amontonado con otros, como alcanzar una sola tuerca en un grupo de tuercas, siempre y cuando los objetos sean razonablemente pequeños. Si los objetos son grandes como un huevo en un montón de huevos se utiliza otro tipo de alcanzar (A o B). Lo mismo sucede si el alcanzar es el grupo (se toman varios) y no un solo objeto. Los objetos amontonados pueden ser idénticos o diferentes, pero deben ser fácilmente distinguibles entre sí, si son diferentes. El caso C de alcanzar no incluye tiempo para “estar buscando” un objeto, debe verse fácilmente. Tipo D Alcanzar un muy objeto pequeño o donde se requiere del coger preciso. La característica distintiva del movimiento es que un coger preciso, debe seguir a este alcanzar. Este alcanzar a menudo se ejecuta cuando el objeto que se va a sujetar es frágil, filoso, caliente o presenta otros peligros para el operador. Se esquematiza en la figura 7. Figura 7 Alcanzar preciso 27 Tipo E Alcanza ar a una ub bicación ind definida para poner la a mano en posición p pa ara el equilibrrio del cuerpo, o para a el siguiente movimiento o fue era de luga ar. El alcanza ar E rara amente ess un movvimiento limitante, nunca n pre ecede directamente a un n coger. • Tipo o de movim miento. Tipo I. La man no en desccanso tanto o al principio como al final del movimie ento (Tal como c se muestra en la l figura 8). En la tab bla de alcan nzar en la ta arjeta de datos del MTM, M las primeras cu uatro colum mnas de da atos de tiem mpo son parra movimientos Figura 8 La mano en re eposo al principio o y final del moviimiento de tipo I. Tipo II. Mano en e movimie ento ya sea al ovimiento. Ver principio o al fiinal del mo figura a 9. Figura 9 Mano en moviimiento al princip pio del movimiento miento tantto al princcipio como al final del d movimiento Tipo III. Mano en movim madamente e raro. Los valores para los casos A y B tipo III se obtienen extrem deducciendo la diiferencia en ntre el tipo I y el tipo II. • Disttancia alcanzada. Es la variable qu ue ejerce el e mayor efecto sobre el tiempo de ejecució ón. La dista ancia se de etermina miidiendo el trayecto t de e la mano al a realizar un u alcanzar. Al realiza ar un alcanzzar se notta que el trayecto t de e la mano es genera almente curvo; éste es e el trayeccto que se e mide. Un n punto co onveniente de mediciión de la distancia es e el despla azamiento del nudillo en la base e del dedo índice. í Tam mbién el alccanzar se puede realiza ar con los dedos, en este caso o la distanccia se mide e en la yem ma del ded do. El 28 alcanzar es algunas veces ayudado por movimientos de la muñeca, del cuerpo y de otros movimientos básicos tales como girar, caminar paso lateral y así en consecuencia. 2.7.2 MOVER. (MOVE, símbolo M) Es el movimiento manual básico efectuado con el fin de transportar un objeto a un destino con dedos o mano. Al analizar los tipos de movimientos deben tratarse directamente con tres variables: a) Nivel de control. b) Tipo de movimiento. c) Distancia. • Casos Nivel de Control: A. Tipo I. Mover un objeto a otra mano o contra un tope. Mover el objeto a la otra mano a menudo ocurre conjuntamente con un alcanzar A de la otra mano. Asimismo, el tope coloca el objeto en un lugar exacto sin necesidad de usar el alto control. Ver Figura 10 Mover un objeto hacia la otra mano o contra un tope. figura 10. B. Mover el objeto hacia un lugar aproximado o definido. Es ejecutado con un Además control de ser bajo el o mediano. caso más frecuentemente encontrado. Ver figura 11. Figura 11 Mover un objeto aproximada o indefinida. a una localización 29 C. Mover un objeto a un destino o situación exacta, ejecutado con alto control. El mover C se completa usando tanto la vista como la concentración, tal como se muestra en la figura 12. Figura 12 Movimiento de un objeto hacia su destino con un alto nivel de control. • Tipo de Movimiento. Lo tratado sobre los tipos de movimientos en alcanzar también se aplica para mover. • Distancia del Movimiento. Lo tratado sobre la determinación de la distancia en alcanzar también aplica para Mover. • Peso o resistencia. El aumento de peso o resistencia en un mover tiene el efecto de aumentar el tiempo para su ejecución. • Peso neto efectivo (PNE). Es igual a la resistencia encontrada por una sola mano al efectuar un mover. Cuando un mover con peso se realiza con ambas manos, el PNE será generalmente la mitad de la resistencia total para cada mano y en la hoja de análisis se mostrará tanto en la columna izquierda como en la derecha. Para los moveres especiales el PNE es igual al peso del objeto. Para los tipos de mover en deslizamiento, el PNE es igual al peso del objeto multiplicado por el coeficiente de fricción. Peso nominal 2 Kg. o menos. • Componentes del mover con peso componente estático Es el tiempo requerido para la tensión muscular que debe ejercerse a un nivel que resulta en el movimiento del objeto que va a moverse. Ocurre antes de que se mueva el objeto. La fórmula para encontrar el valor del componente estático es: TMU = 0.475 + 0.761 PNE 30 La clave para identificar el movimiento de una mano como un mover es reconocer que la mano o los dedos están realizando algún tipo de trabajo al momento de moverse, es decir, cuando la mano se usa como si fuera herramienta. 2.7.3 GIRAR (TURN, Símbolo T). Es el movimiento manual básico efectuado al hacer girar la mano vacía o llena sobre el eje longitudinal del antebrazo. Tal como se ilustra en la figura 13. Figura 13 Ejemplos de girar Un girar con la mano cargada es un mover girar. Figura (a) Un girar realizado con la mano vacía es frecuentemente llamado un alcanzar girar. Figura (b). La ilustración se esquematiza en la figura 14. Figura 14 Alcanzar, Girar y Mover - Girar. Un alcance Giro se efectúa con la mano vacía y un mover - Giro se realizar con la mano ocupada. Variables de girar: • Distancia: Esta se mide en términos de grados girados. Los grados girados se miden en relación con el eje largo del antebrazo, con el plano de rotación quedando aproximadamente perpendicular a este eje. • Resistencia: Debido a lo poco frecuente del mover girar con resistencia mayor de 1 Kg. se ha clasificado en cuatro categorías, que rinden resultados satisfactorios para determinar el tiempo para el girar, son: a) Sin resistencia: mano vacía b) Pequeña: hasta 1 kg. c) Mediana: de 1.1 a 5 kg. d) Grande: de 5.1 a 16 kg. 31 2.7.4 APLICAR PRESION (APPLY PRESURE, símbolo AP). Es una aplicación de la fuerza muscular para vencer la resistencia de un objeto, acompañada por poco o ningún movimiento. Se aplica presión solamente con las manos. El aplicar presión se caracteriza por: a) Pausa corta o titubeo. b) La tensión de los músculos del operador. c) Exprimir o halar con la mano. Casos: • Aplicar presión 1. Símbolo AP1 Ocurre con más frecuencia cuando se requiere una presión pesada. También es necesario la orientación o ajuste del miembro del cuerpo para evitar incomodidad o daño a sí mismo o el acondicionamiento preliminar de los músculos para exprimir o apretar en otra forma el objeto que lo requiera. Aplicar presión 1 (AP1) es esencialmente un AP2 precedido por un volver a coger (G2) valor constante de 16.2 MTU. • Aplicar presión 2 Igual que el AP1, salvo que la orientación o ajuste del miembro del cuerpo o el acondicionamiento preliminar de los músculos no se requiera. Valor constante de 10.6 TMU. No toda aplicación de fuerza que se analiza como AP debe incluirse en el análisis de un trabajo como uno de los movimientos básicos que se requieren en su ejecución, si la aplicación de la fuerza se incluye en algún otro movimiento básico. Los golpes con la mano o dedos no requieren un AP, los golpes débiles del cuerpo algunas veces exigen un AP para aplicar fuerza en operaciones que no requerirían al AP si se utilizara un miembro más fuerte del cuerpo. 32 2.7.5 AGARRAR. (GRASP, símbolo G). Es el movimiento manual básico de los dedos o la mano, empleado para asegurar el control de un objeto. Cuando se logra el control por medio mecánico o por algún otro miembro del cuerpo, el movimiento o movimientos no se clasifican como coger. Por ejemplo, el ganar control de un objeto por medio de pinzas. Caso G1, se clasifica de la siguiente manera: G1A. Un objeto solo, pequeño, mediano o grande, cogido fácilmente. La forma más sencilla para reconocer este coger es recordar que se ejecuta con el cerrar de los dedos. El objeto debe estar retirado de cualquier estorbo y ser fácil de coger. Ver Figura 15 Asir para levantar. En la mayoría de los casos el asir consiste en cerrar los dedos alrededor de un objeto figura 15. G1B. Un objeto muy pequeño, un objeto que esté cerca y sobre una superficie plana. (ver figura 16) Existe una interferencia causada por la superficie sobre la cual el objeto que va a cogerse está colocado o por los objetos muy pequeños, que ocasionan una obstrucción a los dedos. Figura 16 Asir G1B utilizado para levantar un objeto que esta sobre una superficie plana. G1C. Interferencia con el coger en el fondo y un lado de un objeto casi cilíndrico. G2. Volver a coger. Se utiliza para mejorar el control de un objeto cogido. A menudo se limita por la ejecución de un mover. Este movimiento es conocido también como Reagarre tal como se muestra en la figura 17. Figura 17 Reagarre. Se da cuando se toma un lápiz y se coloca en la mano de manera que se pueda empezar a escribir. 33 G3. Coger por transferencia. Ocurre cuando un objeto fácilmente cogido se pasa de una mano a otra. G4. Objeto amontonado con otros objetos, de manera que ocurra la búsqueda y selección. G5. Coger por contacto, deslizante o por gancho. En realidad no es del todo un movimiento, sino un término descriptivo que indica que un objeto ha sido tocado por las manos o dedos. Valor = 0 TMUs. 2.7.6 SOLTAR (RELEASE, Símbolo RL). Es el movimiento básico de dedos o manos empleado para dejar el control de un objeto, tal como se esquematiza en la figura 18. Figura 18 Soltar normal realizado abriendo los dedos. Casos: • RL1. Soltar normal ejecutado abriendo los dedos. • RL2. Soltar de contacto. Es de naturaleza muy semejante a la de coger de contacto, G5 no consume tiempo. 2.7.7 POSICIONAR. Es el movimiento manual básico efectuado para llevar un objeto a una relación exacta (alinear, orientar o encajar), predeterminada con otro objeto. Las variables de importancia en el posicionar de inserción son: • Clase de ajuste. • Simetría. • Facilidad de manejo. P1SE. Es el elemento básico del posicionar sobre el cual se basan todos los demás valores de posicionar. Se efectúa con un alto nivel de control. 34 • Clase de ajuste. P1 suelto. No se requiere presión P2 aproximado. Se requiere una ligera presión. P3 exacto. Se requiere una presión fuerte. • Simetría. S. Simétrico. Es aquel que no requiere orientación durante el movimiento de posicionar. (Ilustración A de la figura 19) SS. Semisimétrico. Toda simetría menos los simétricos o no simétricos. (Ilustración B de la figura 19). Los objetos encajan con una orientación previa media de 45º. NS. No simétrico. El objeto puede insertarse en solamente una forma sobre el eje de orientación. (Ilustración C de la figura 19) Los objetos encajan tras una orientación media de 75º. Figura 19. Esquemas de posicionar. Caso A. Colocar en Posición Simétrico. Caso B. Colocar en Posición Semi simétrico. Caso C. Colocar en Posición Asimétrico. • Facilidad de Manejo. Fácil (E). Difícil (D). Generalmente se encuentra en el posicionar cuando, por ejemplo: a) Una parte muy pequeña, como un pequeño remache, es posicionado, un hilo o alambre delgado. b) Una parte flexible es posicionada, un hilo o alambre delgado c) Una parte se coge a una distancia del extremo de encaje. 35 • Posicionar de superficie: Son los que no incluyen un encaje secundario. La colocación de la punta de un lápiz en la intersección de dos líneas como se muestra en la figura siguiente es un posicionar de superficie. Estos se analizan como sigue: Tolerancia de la acción final Análisis Figura 20 Colocar en superficie un lápiz. ±3 mm a + 1 mm P1 ± 1mm y menos P2 2.7.8 DESMONTAR Es el movimiento manual básico efectuado para separar objetos, que se caracteriza por un movimiento involuntario ocasionado por la terminación repentina de la resistencia. Variables que afectan a Desmontar: a) Clase de ajuste. b) Facilidad de manejo. c) Cuidado de manejo. d) Atorón. a) Clase de ajuste. Las clases de ajuste se distinguen unas de otras por la cantidad de fuerza requerida para separar las partes y la longitud de la subsecuente retroacción. b) Facilidad de manejo. • Fácil de manejar: el objeto puede desmontarse sin cambiar en forma alguna el coger. • Difícil de manejar: el coger debe cambiar durante el desmontarse. c) Cuidado de manejo: 36 Existe para evitar daño a los objetos que están siendo separados o puede ser necesario si pudiera causar algún daño a la mano debido a una retroacción no controlada. d) Atorón. Debido a un ajuste flojo, los atorones no ocurren con el D1. Cuando ocurren atorones con D2, agréguese un volver a coger (G2) para cada atorón en un ajuste de tres. Los mover que siguen al desmontar pueden empezar en: • Reposo. Cuando el mover es un rumbo opuesto al desmontar • Movimiento. Con movimiento al principio cuando el mover tiene la misma dirección que el desmontar. 2.7.9 TIEMPO OCULAR. Figura 21 Esquema del eje de visión humano. • RECORRIDO OCULAR: Es el movimiento básico que se emplea para cambiar el eje de visión de un lugar a otro. Ver figura 21. Métodos para ejecutar el recorrido ocular: a) Voltear únicamente los ojos. b) Voltear únicamente la cabeza. c) Voltear tanto la cabeza como los ojos. Los datos del recorrido ocular son válidos para cada uno de los tres métodos. Medición del recorrido ocular. • Multiplicar los grados por 0.285 TMU hasta 20 TMU como un total máximo. 37 • Medir la distancia entre los puntos y hasta los cuales viaja el ojo, y la distancia perpendicular desde el ojo a la línea real o imaginaria entre los dos puntos y usar la fórmula que está en la tarjeta de datos MTM. • ENFOQUE OCULAR. Es el elemento básico visual-mental de mirar hacia un objeto, durante el tiempo que sea suficiente para determinar una característica fácilmente visible. Si las piezas fueran razonablemente grandes podrían requerirse varios enfoques oculares. Para todo fin práctico, el enfoque ocular ocurre únicamente cuando los ojos están inmóviles. • LECTURA. Ocurre como una serie de recorridos y enfoques oculares. El valor de tiempo satisfactorio para la mayoría de las lecturas que se encuentran en la industria es de 5.05 TMU por palabra (330 palabras por minuto). 2.8 TRANSPORTE DEL CUERPO 2.8.1 CAMINAR Es el movimiento del cuerpo hacia delante o hacia atrás, ejecutado con pasos alternados. Variables de Caminar: • Obstrucción • Carga Clasificación de Obstrucción a) Sin obstrucción. Caminar sobre una superficie firme, relativamente libre de obstrucciones. b) Con obstrucción. Caminar en zonas de trabajo congestionadas o en las que la longitud del paso se restringe artificialmente. 38 • Carga. El principal efecto del aumento de peso de cargas llevadas o empujadas por un operador es acortar la longitud del peso. • Símbolos de caminar Movimiento W W W W Elemento # de pasos o Pasos (P) o metros Metros (M) 5 P 8 P 26 M 47 M Obstrucción (O) O O Símbolo W5P W8PO W26M W47MO Tabla 4. Simbología de Caminar Cuando no se presenta la letra O, el caminar es sin obstrucción. • Paso lateral. Es un movimiento lateral del cuerpo, sin rotación, ejecutado por uno o dos pasos. Se representa por SS. Variables: 1. Frecuencia (número de pasos) 2. Longitud del paso • Frecuencia Casos: a) Paso lateral caso 1 (SS-C1): Empieza con los pies juntos y termina con los pies separados, dado con un solo paso. b) Paso lateral caso 2 (SS-C2): Empieza con los pies juntos y termina con los pies juntos. Longitud del paso: La longitud del paso lateral se mide por la distancia de los movimientos del cuerpo y no de los pies. La distancia movida se mide desde un punto en el centro del cuerpo, tal como la línea central del tronco. Sólo es limitador si el paso es menor de 30 cm. 39 2.8.2 GIRAR EL CUERPO. Es un movimiento de rotación del cuerpo que se ejecuta por uno o dos pasos. Símbolo TB. Girar el cuerpo difiere del paso lateral, es decir se ejecuta girando el cuerpo más que moviéndolo a un lado. • Girar el cuerpo caso 1 (TBC1). Consiste en dar un paso para girar el cuerpo; el método más común es empezar con los pies juntos y terminar con los pies separados. • Girar el cuerpo caso 2 (TBC2). Consiste en dar dos pasos, empieza con los pies juntos y termina con los pies juntos. Es importante recordar que el girar del cuerpo ocurre únicamente si se dan uno o más pasos. 2.9 MOVIMIENTO DEL CUERPO. 2.9.1 MOVIMIENTO DE PIES. Es el movimiento del metatarso del pie hacia arriba o hacia abajo, con el talón del pie utilizado como punto de apoyo. El símbolo es FM. Cuando un movimiento de pie es ejecutado con presión fuerte, es evidente que es más lento. El símbolo es FMP. Ver figura 22. Figura 22. Movimiento de pies. 40 2.9.2 AGACHARSE O DOBLARSE. Es el movimiento de inclinar el cuerpo en posición de arco hacia delante desde la posición de pie, de manera que las manos puedan alcanzar a/o más abajo del nivel de las rodillas. No se flexionan las rodillas. El símbolo es B Figura 23 Movimiento de agacharse. • Levantarse del agacharse Es el movimiento de regresar el cuerpo de un agacharse a una posición de pie firme. El símbolo es AB. • Encuclillarse Es el movimiento de inclinar el cuerpo hacia delante desde una posición de pie, de manera que las manos puedan alcanzar el piso. El símbolo es S. • Levantarse de cuclillas Es el movimiento de regresar el cuerpo del encuclillar a una posición erecta de firme. El símbolo es AS. 2.9.3 ARRODILLARSE EN UNA RODILLA (KNEE ON ONE KNEE) Es el movimiento de bajar el cuerpo de una posición de pie firme, desplazando un pie hacia delante o hacia atrás, y bajando la rodilla de la otra pierna. Se representa por KOK. • Levantarse del arrodillarse en una rodilla Es el movimiento de regresar el cuerpo de arrodillarse en una rodilla a una posición erecta de pie. Se representa por AKOK. 41 2.9.4 ARRODILLARSE EN AMBAS RODILLAS Es el movimiento de bajar el cuerpo desde una posición erecta de pie desplazando un pie hacia delante o hacia atrás, bajando una rodilla al piso y colocando la otra rodilla adyacente a él. Se representa por KBK. • Levantarse del arrodillarse en ambas rodillas Es el movimiento de regresar el cuerpo del arrodillarse en ambas rodillas a una posición de pie firme. AKBK. 2.9.5 SENTARSE. Es el movimiento de bajar el cuerpo desde una posición de pie firme directamente frente al asiento y trasladar el peso del cuerpo al asiento. El símbolo es SIT. 2.9.6 PARARSE. Es el movimiento de trasladar el peso del cuerpo del asiento y levantar el cuerpo a una posición de pie firme directamente frente al asiento. El símbolo es STD. 2.10 MOVIMIENTOS SIMULTANEOS Y COMBINADOS • Principios del movimiento limitador Si un operador ejecuta más de un movimiento a la vez, todos los movimientos pueden ejecutarse en uno solo sin importar que exija la mayor cantidad de tiempo. • Movimientos simultáneos Ocurre cuando se ejecutan simultáneamente dos o más movimientos por diferentes miembros del cuerpo. • Dos movimientos ejecutados al mismo tiempo uno por cada uno. Se registran ambos movimientos en el mismo renglón; se indica que se ejecuten al mismo tiempo. Si los movimientos son idénticos el valor TMU de uno de ellos se coloca en la columna TMU. No se requieren mayores claves. Si los movimientos 42 difieren, el símbolo del movimiento limitador se encierra en un círculo y el valor del tiempo para el movimiento limitador se registra en la columna TMU. • Movimientos combinados. Ocurre cuando se ejecutan simultáneamente dos o más movimientos por el mismo miembro del cuerpo. Es importante aclarar que cualquier movimiento básico no realizado con las manos se registrará en la columna de la mano derecha, representado con el símbolo correspondiente. • Más de un movimiento ejecutado al mismo tiempo por un solo miembro del cuerpo. Los movimientos combinados son registrados uno debajo del otro en una misma columna. El hecho de que los movimientos se ejecuten al mismo tiempo se indica conectando los símbolos con una línea curva seguida de la columna TMU. Se traza una línea a través de los símbolos de movimiento limitado. • Tres movimientos ejecutados al mismo tiempo, cada uno de ellos por diferentes miembros del cuerpo. Los movimientos colocados en una misma columna se conectan uno con el otro con un signo de paréntesis al lado de los símbolos distantes de la columna TMU. Los movimientos limitativos están encerrados en un círculo, y el tiempo para el movimiento limitativo se muestra en la columna TMU. • Movimientos combinados y otros ejecutados al mismo tiempo. Los movimientos combinados limitados se tachan y los movimientos simultáneos limitados se encierran en círculo. 2.11 ANALISIS DE LOS MOVIMIENTOS. El análisis de los movimientos es el estudio de todos y cada uno de los movimientos de cualquier parte del cuerpo humano para poder realizar un trabajo de forma eficiente. 43 Para lograr este e propósito es necesa ario dividir y analizar un u trabajo, dividiéndolo en todos sus eleme entos básico os y analiza ar cada uno o de ellos para p determ minar la ma anera más práctica p de simplificarr los movim mientos reallizados teniendo como o fin un mé étodo más fácil f para el e operario y económico. Para efectuar estte análisis se dispone en de las téccnicas sigu uientes: • Diagrama a bimanual de trabajo • Análisis de movimien ntos básico os • Principio de d Econom mía de movimientos. 2.11..1 TE ECNICA DEL D INTER RROGAT TORIO. La téccnica del in nterrogatorrio es el me edio de efe ectuar el examen e críttico sometiendo sucessivamente cada c activid dad a una serie s sistem mática y pro ogresiva de preguntas.. PREG GUNTAS PRELIMINAR RES Las preguntas se e hacen en n un orden bien b determ minado, parra averiguar: el el la la los PROPOSITO LUGAR SUCESION N PERSO ONA M MEDIOS con el que donde en que por la que porr los que s se emprenden las aactividades, con el objeto de E ELIMINAR, COMBI N NAR, ORDENAR O SIMPLIFICAR d dichas actividades En la primera ettapa del intterrogatorio o se pone en e tela de juicio, siste emáticamente y con respecto a cada activvidad registtrada, el propósito, lu ugar, sucessión, perso ona y os de ejecu ución, y se le busca jusstificación a cada resp puesta. medio es: Las preguntas preliminaress serán, pue 44 PROPO OSITO •¿¿Qué se hace en realidad? •¿¿Por qué hay que hacerlo? LUGAR •¿Dóndee se hace? •¿Por qu ué se hace allí? SU UCESION •¿Cuándo se hace? •¿Por qué se hace en ese momento? PERSONA A •¿Quién lo hacce? •¿Po or qué lo hacce esa perrsona? MEDIOS •¿Cómo se e hace? •¿Por qué sse hace de ese modo LAS PREGUNTA P AS DE FON NDO Las preguntas p de d fondo so on la segun nda fase de el interrogatorio: prolo ongan y dettallan las prreguntas prreliminares para deterrminar si, a fin de mejjorar el método emple eado, sería factible y preferible p re eemplazar por p otro el lugar, la su ucesión, la persona y//o los medio os. En essta segunda fase del interrogato orio el inve estigador pasa p a averiguar qué mas podría a hacerse, y por tanto o, qué se debería d haccer. En esa a forma de profundiza ar las respuestas que se habían n obtenido sobre el lugar, la su ucesión, la a persona y los medio os. Combinando las do os pregunta as prelimina ares y las dos d preguntas de fond do de cada tema, propósito o luga ar, se llega a la lista co ompleta de e interrogacciones, es decir: d PROPOSSITO • ¿¿Qué se hace ? • ¿¿Por qué se h hace? • ¿¿Qué otra ccosa podría h hacerse? • ¿¿Qué debería h hacerse? LUGAR • ¿Dónde sse hace? • ¿Por quéé se hace allí?? • ¿En qué otro lugar pod dría hacerse?? • ¿Dónde debería hacerse?? SUCESION • ¿Cuándo se hace? • ¿Por qué se hace entonces? • ¿Cuándo podría hacerse? • ¿Cuándo debería hacerse? PERSONA • ¿Quién lo hacee? • ¿Porr qué lo hacee esa perssona? • ¿Qué otra perssona podría haceerlo? • ¿Quién debeería haceerlo? MEDIOS • ¿Cómo se hace? • ¿Por qué se hace de ese modo? • ¿De qué otrro modo podríía hacerse? • ¿Cómo debería hacerse? 2.12 SUPLEM MENTOS DEL EST TUDIO DE E TIEMPO OS. Sería imposible que un operario o ma antuviese el e mismo ritmo en cada c minuto de H tres clases de intterrupcione es que se presentan p o ocasionalm trabajo del día. Hay ente, mpensar co on tiempo adicional. que hay que com Son trres los suplementos que q pueden concedersse en un esstudio de tie empos: 45 1. Por retrasos personales 2. Por fatiga (descanso) 3. Por retrasos especiales: a) Demoras debidas a elementos contingentes poco frecuentes b) Demoras en la actividad del trabajador provocadas por supervisión. c) Demoras causadas por elementos extraños inevitables, concesión que puede ser temporal o definitiva. Lineamientos para determinar el porcentaje total por suplementos: • En general, los suplementos personales son constantes para un mismo tipo de trabajo. Para personas normales fluctúan entre el 4% y el 7%. • Los suplementos para compensar los retrasos especiales pueden variar entre amplios límites, aunque en trabajos bien estudiados no es raro encontrar que sean de entre 1% y 5%. • Los suplementos para vencer la fatiga, en trabajos relativamente ligeros, son en general del orden de 4%. • Los suplementos totales para trabajos ligeros bien estudiados fluctúan entre 8% y 15%. • Los suplementos totales para trabajos medianos bien estudiados oscilan entre 12% y 40%. • Los suplementos totales para trabajos pesados no son fáciles de estimar, pero en general son mayores de 20%. • En general, cuando los suplementos totales suman más de 20%, no es necesario añadir el suplemento por fatiga. 2.12.1 SUPLEMENTOS POR RETRASOS PERSONALES En este rubro deberán situarse todas aquellas interrupciones en el trabajo, necesarias para la comodidad y bienestar del empleado. Esto comprenderá las idas a tomar agua y a los sanitarios. Las condiciones generales en que se trabaja y la 46 clase de trabajo que se desempeña, influirán en el tiempo correspondiente a retrasos personales. 2.12.2 SUPLEMENTOS POR FATIGA Fatiga es el estado de la actitud física o mental, real o imaginaria, de una persona, que influye en forma adversa en su capacidad de trabajo. Factores que tienden a producir fatiga: a) Constitución del individuo b) Tipo de trabajo c) Condiciones de trabajo d) Monotonía y tedio e) Ausencia de descansos apropiados f) Alimentación del individuo g) Esfuerzo físico y mental requeridos h) Condiciones climáticas i) Tiempo trabajando. Un método para calcular el suplemento por fatiga consiste en hacer el análisis de las características del trabajo estudiado y, posteriormente, con base en valores asignados para diferentes condiciones, se procede a calcular el suplemento a concederse. Para efectos de cálculo, puede decirse que el suplemento por descanso consta de: a) Un mínimo básico constante, que siempre se concede. b) Una cantidad variable, añadida a veces, según las circunstancias en que se trabaje. 2.12.3 CALCULO DE LA CANTIDAD VARIABLE DEL SUPLEMENTO. Se deben considerar los siguientes factores: • Trabajo de pie 47 Este tipo de trabajo lleva consigo un suplemento adicional. En diversos países, la ley ha reconocido que el trabajo de pie es más agotador y exige que en el lugar de trabajo o cerca de él haya asientos para los periodos de descanso. • Postura anormal La postura normal del obrero occidental es de pie o sentado, con el trabajo más o menos a la altura de la cintura. Las demás posturas resultan anormales y se les debe asignar un suplemento según el grado en que sean forzadas, por ejemplo: Peso del cuerpo no distribuido por igual en los pies 2% máximo. Cuerpo inclinado en ángulo con la vertical 5% máximo. Brazos alzados más alto que el tórax 10% máximo. Cuerpo doblado, agachado o tendido 5% máximo. • Levantamiento de pesos o uso de fuerza Los suplementos detallados en la tabla 5 son válidos si se levantan o acercan pesos en posturas cómodas, pero deben aumentarse si es necesario agacharse o doblarse (postura normal). Las cifras en la tabla muestran que, a partir de cierta carga, es más económico, y no solo más humano, recurrir a la fuerza mecánica. La OIT adoptó en junio de 1967, en su 55ª conferencia el convenio sobre el peso máximo admisible y una recomendación que dispone lo siguiente: “Cuando el peso máximo de la carga que puede ser transportada manualmente por un trabajador adulto de sexo masculino sea superior a 55 kilogramos, deberían adoptarse medidas lo más rápidamente posible para reducirlo a ese nivel. El peso máximo admisible para las mujeres y menores debería ser considerablemente inferior al fijado para los adultos del sexo masculino.” • Intensidad de la luz. Si se trabaja con menos luz que la recomendada por las condiciones normales y es imposible aumentarla, se debe conceder un suplemento según el grado en que deba forzarse la vista. Sin embargo, la luz es mala no sólo cuando es poca, sino también 48 cuando hay resplandor o contrastes violentos entre la superficie de trabajo y el ambiente circundante. • Calidad del aire Los suplementos en la tabla de suplementos no deben servir para compensar las variaciones del clima, sino para contrarrestar los efectos de un aire viciado por algún factor propio del trabajo que no se pueda eliminar totalmente. Cuando el obrero debe soportar emanaciones molestas es posible que se justifique un suplemento de hasta 15%, según la gravedad de la situación. Si las emanaciones son nocivas e imponen el uso de máscaras de protección, los suplementos suelen llegar a 10% más o menos. • Tensión visual La vista se esfuerza cuando el trabajo que se hace o el instrumento que se emplea exigen gran concentración, por ejemplo, fabricar relojes o vigilar una continua de anillos para ver inmediatamente las roturas del hilo. • Tensión auditiva. El oído es notablemente resistente cuando se le impone un ruido fuerte a intervalos irregulares, como el de una remachadora o cuando debe distinguir variaciones de tonalidad, intensidad o calidad de un sonido, como al ensayar ciertos tipos de máquinas. • Tensión mental Puede ser causada por una concentración prolongada, como la necesaria para recordar las fases de un proceso largo y complejo. También puede deberse al esfuerzo de vigilar varias máquinas al mismo tiempo (por ejemplo telares), en cuyo caso interviene también un factor de ansiedad. 49 • Monotonía mental Proviene generalmente del empleo repetido de ciertas facultades mentales, como hacer un cálculo mental, y tiene mayores probabilidades de producirse un trabajo corriente de oficina. • Monotonía física Es la sensación causada por el uso repetido de ciertos miembros u órganos (dedos, manos, brazos y piernas). El estudio de métodos al simplificar el trabajo lo hace más fastidioso para los obreros diestros, pero a menudo lo pone al alcance los inexpertos. El aburrimiento se puede combatir colocando a los trabajadores, especialmente a las muchachas jóvenes, en puestos que les permitan conversar con las más próximas mientras trabajan. Ejemplos: Trabajo de ciclo muy breve, alrededor de 5 segundos 3 a 5% Trabajo de ciclo breve de 5 a 10 segundos 1 a 2% • Suplementos por políticas Son los que otorga la dirección de la empresa. 50 Sistema de suplementos por descanso porcentajes de los Tiempos Básicos16 1. SUPLEMENTOS CONSTANTES A. Suplemento por necesidades personales B. Suplemento base por fatiga Hombres 5% 4% 2. SUPLEMENTOS VARIABLES A. Suplemento por trabajar de pie B. Suplemento por postura anormal Ligeramente incómoda Incómoda (inclinado) Muy incómoda (echado, estirado) C. Uso de fuerza/energía muscular Levantar, tirar, empujar Peso levantado 2,5 kg. Levantar, tirar, empujar Peso levantado 5 kg. Levantar, tirar, empujar Peso levantado 7,5 kg. Levantar, tirar, empujar Peso levantado 10 kg. Levantar, tirar, empujar Peso levantado 12,5 kg. Levantar, tirar, empujar Peso levantado 15 kg. Levantar, tirar, empujar Peso levantado 17,5 kg. Levantar, tirar, empujar Peso levantado 20 kg. Levantar, tirar, empujar Peso levantado 22.5 kg. Levantar, tirar, empujar Peso levantado 25 kg. Levantar, tirar, empujar Peso levantado 30 kg. Levantar, tirar, empujar Peso levantado 35.5 kg. D. Mala iluminación. Ligeramente por debajo de la potencia calculada Bastante por debajo Absolutamente insuficiente E. Condiciones atmosféricas. Índice de enfriamiento Kata (milicalorías/cm2/segundo) 16 14 12 10 8 6 5 4 3 2 F. Concentración intensa Trabajos de cierta precisión Trabajos precisos o fatigosos Trabajos de gran precisión o muy fatigosos G. Ruido Continuo Intermitente y fuerte Intermitente y muy fuerte Estridente y fuerte H. Tensión mental Proceso bastante complejo Proceso complejo o atención dividida entre muchos objetos Muy complejo I. Monotonía Trabajo algo monótono Trabajo bastante monótono Trabajo muy monótono J. Tedio Trabajo algo aburrido Trabajo bastante aburrido Trabajo muy aburrido 4% 0% 2% 7% 1% 3% 7% 0% 1% 2% 3% 4% 5% 7% 9% 11% 13% 17% 22% 1% 2% 3% 4% 6% 8% 10% 13% 16% 20%17 - 0% 2% 5% 0% 2% 5% 0% 0% 0% 3% 10% 21% 31% 45% 64% 100% 0% 2% 5% 0% 2% 5% 0% 2% 5% 0% 2% 5% 1% 4% 8% 1% 4% 8% 0% 1% 4% 0% 1% 4% 0% 2% 5% 0% 1% 2% 17 7% 4% 2% Tabla 5. Suplementos. Fuente Estudio del Trabajo. Roberto García Criollo 16 Mujeres Estudio del Trabajo, Ingeniería de Métodos y Medición del Trabajo. Roberto García Criollo. Peso máximo para levantar por una mujer 51 2.12.4 TABLA DE DEMORA DE MAQUINAS PERMITIDAS En la industria de la confección se deben considerar suplementos relacionados con la maquinaría utilizada por los retrasos debidos a ajustes, enhebrado, cambios de hilos, limpieza y otros casos relacionados con la maquinaria. Por lo tanto, se presenta la siguiente tabla con el porcentaje de suplementos utilizados de acuerdo con el tipo de máquina. MÁQUINA SUPLEMENTO (%) PLANA DE UNA AGUJA 12.5% PLANA DE DOS AGUJAS 17.5% COLLARETERA DE UNA AGUJA 7.5% COLLARETERA DE DOS AGUJAS 10.0% COLLARETERA DE TRES AGUJAS 12.5% COLLARETERA DE CUATRO AGUJAS 15.0% RANA DE 2 HILOS 7.5% RANA DE 3 HILOS 7.5% RANA DE 4 HILOS 9.0% RANA DE 5 HILOS 10.0% ATRACADORA 7.5% TAQUEADORA 12.0% BOTONEADORA 5.0% OJALEADORA 7.5% OJALEADORA 10.0% PRESIONAR 2.5% OPERACIONES MANUALES 1.0% Tabla 6. Demora de máquinas. 52 2.13 DESCRIPCIÓN DE LA MAQUINARIA Y HERRAMIENTAS UTILIZADAS EN LA CONFECCION DE PRENDAS DE VESTIR DE TEJIDO DE PUNTO. MÁQUINA RANA. Para la unión de piezas en el proceso de ensamble se utilizan las máquinas ranas, las cuales pueden ser ajustadas para obtener anchos de costuras (sorjetes) de 3/32”, 1/8” y 5/32” dependiendo del requerimiento de los clientes. 18 Figura 24 Máquina rana . Tipo de máquina. Costura Número de agujas Número de Hilos Ancho de sorjete Máxima velocidad de costura (rpm). 1 3 1/8” A 5/32” 8000 Tabla 7. Especificaciones máquina Rana En esta máquina se pueden realizar operaciones como: Cierre de hombros, Cierre de costados, Cierre de cuellos, Cierre de puños, Pegado de manga, y cualquier otro tipo de operación que requiera la unión de dos o más piezas por medio de este tipo de costura. En una planta de confección este tipo de máquina son ajustadas para el trabajo de los operarios de la siguiente manera: 18 Fuente: Union Special Machine Company—Industrial Sewing Machine Guide, Second Edition. 2005 [en línea] citado 19 noviembre de 2006. Disponible en http://www.unionspecial.com/Apparel/Apparel.htm 53 • Una máquina rana pegadora de cuello se trabaja con 6000 rpm. • Las máquinas ranas para cualquier costura de cierre se ajusta con 7000 rpm. • Las puntadas por pulgada estándar son 12 ppp. 19 Figura 25 Máquina rana pegadora de cuello . MÁQUINA PEGADORA DE CINTA. Es una máquina para pegar la cinta tapa costura en cuello y hombros que da a la prenda una mejor apariencia además de reforzarla. 20 Figura 26 Máquina pegadora de Cinta . Tipo de máquina Costura Número de agujas Número de Hilos Separación de agujas. 2 4 0.252” Máxima velocidad de costura (rpm). 4500 Tabla 8. Especificaciones máquina pegadora de cinta. Otro tipo de máquina pegadora de cinta que se utilizan en la industria. Conocida también como Máquina de codo. 21 Figura 27. Máquina Pegadora de Cinta . 19 Fuente: Union Special Machine Company—Industrial Sewing Machine Guide, Second Edition. 2005 [en línea] citado 19 noviembre de 2006. Disponible en http://www.unionspecial.com/Apparel/Apparel.htm 20 Fuente: Union Special Machine Company—Industrial Sewing Machine Guide, Second Edition. 2005 [en línea] citado 19 noviembre de 2006. Disponible en http://www.unionspecial.com/Apparel/Apparel.htm 21 Fuente: Brother Industrial Machine [en línea] citado 19 noviembre de 2006. Disponible en http://www.brother.ro/pdf/b927eng.pdf 54 Uso Pa ara materiales medianos Parra materiales s livianos Velo ocidad 4000 rp pm Número de agujas 2 Aguja (Org gan TVx 64 ) Separació ón de agujas (en pu ulgadas) Tamaño mínimo de brrazo #12 #14 #16 1/8”,5/32”,3 3/16”,1/4” 1/8”,5/32”,3/1 16” 1/4” 6.73” (171 mm) Tabla 9. Especificaciones Máquina Pega adora -B927 Stan ndard UINA COLL LARETERA A. MÁQU En essta máquin na se efecctúan las operacione es como ruedo de manga m y ru uedo de fald da. Se utilizza además para ap plicar coverr o decorad do sobre la as gado de cuello o de e mangas, o costuras de peg peración qu ue requiera este tipo de d cualquier otra op Figura 28. Máquina Collare etera punta ada. Aplicació ón Costura Modelo Número de agujas Número de Hilos 2 3 MF-7812H10B**/UT24 H10 MF – 7823 – H10 – B**PL10 Tabla 10 0. Especificaciones máquina de cover. c Separación de e agujas (plg) 5 Máxima velocidad de costura (rpm). 6,500 0 0.22”, 0.25” (5.6, 6.4 mm) 3 Longitud de e puntada . 0.035” – 0.142” m) (0.9 -3.6 mm 5000 0 22 22 Fuente e: Union Special Machine Compa any—Industrial Sewing S Machine Guide, Second Edition. E 2005 [en n línea] citado 19 9 noviemb bre de 2006. Disp ponible en http://www.unionspeciial.com/Apparel/A Apparel.htm 55 MÁQUINA PLANA. Se utiliza para costuras de una aguja como: unión de viñetas, decorados de cuello, ruedo de bolsa, taqueos de costura, etc. Figura 29 Máquina Plana. Máquina 591 D 200A Para costuras Velocidad máxima (puntadas por pulgada) Largo máximo de puntada 205A 240A 300A Livianas a medianas 5500 5000 591 C 303ª 305ª 308A 200A 240A Medianas a Medio pesadas Pesadas Livianas a medianas 5000 3000 5000 5 ppp 3.2 ppp 5500 6 ppp Tabla 11. Especificaciones de máquinas planas. • 23 300A Medianas a medio pesadas 4500 6 ppp 308ª Pesadas 3000 3.2 ppp 24 REVOLUCIONES POR MINUTO (RPM) Se investigó las máximas revoluciones por minutos que pueden alcanzar las diferentes marcas de maquinaria con las que se trabajan las prendas de vestir de tejido de punto. TIPO RANA MARCA USO RPM UNION SPECIAL CIERRES 7000 RANA YAMATO PEGADO DE MGA 7000 RANA YAMATO/PEGASUS PEGADO DE CUELLO 6000 RANA YUKI (UNION SP) PEGADO DE CUELLO CON CINTA 6000 COLLARETERA RUEDOS DE FALDA Y MANGA 5200 SINGER COSTURAS DE UNA AGUJA 4000 DE CODO BROTHER PEGADO DE CINTA 3800 DE CODO SINGER PLANA PEGADO DE CINTA 4000 COLLARETERA CINTA DE CUELLO 4000 MULTIAGUJAS RECUBRIMIENTOS DE CINTA 800 Tabla 12. RPM utilizadas por tipo de máquina. 23 Fuente: Singer Industrial Sewing Machine [en línea] citado 19 noviembre de 2006. Disponible en: http://www.industrialsewmachine.com/webdoc1/singer/591d.htm 24 Fuente: 591E UTT Operator’s guide. High speed single needle top feed machine. Singer Industrial Machines. [en línea] citado 19 noviembre de 2006. Disponible en http://parts.singerco.com/IPinstManuals/591EUTT.pdf . 56 • HERRAMIENTAS Las herramientas que generalmente se usan en el proceso de confección son las tijeras, cuchilla manual para cortar hilos, descosedores, y escobillas para limpiar el área de trabajo, pinzas para ayudar a enhebrar la máquina, todas estas herramientas se ubican en un depósito para evitar accidentes de trabajo. TIPOS DE CORTADORES MANUALES DE HILO25 Figura 30. Cortador de hilo Largo de la herramienta: 4 ¾”. Longitud de corte 1 3/8”. Figura 31. Cortador de hilo. Largo de la herramienta: 4 ¾”. Longitud de corte 1 3/8”. Figura 32. Tijera26 • ADITAMENTOS DE MAQUINARIA Estos se adaptan a las maquinas con el fin de agilizar los procesos de costura. 27 Figura 33. Cortador manual de cintas . 25 Cortador manual de hilo. Fuente: Universal Sewing Supply, [en línea] citado 26 de diciembre de 2006. Disponible en http://www.universalsewing.com/featured/sb-3501.htm 26 tijeras. Fuente: Universal Sewing Supply, [en línea] citado 26 de diciembre de 2006. Disponible en http://www.universalsewing.com/featured/l-3529.htm 27 cortador manual de cintas. Fuente: Universal Sewing Supply, [en línea] citado 26 de diciembre de 2006. Disponible en http://www.universalsewing.com/featured/fi-18224.htm 57 Este aditamento se usa en las maquinas collareteras ajustadas para operaciones como cinta de cuello o de mangas. También puede ser adaptada a una máquina pegadora de cinta tapa costura, en las cuales es necesario cortar pieza por pieza. DOBLADORES PARA CUELLOS DE CINTA28. Figura 34. Doblador de cuello de cinta vertical. Figura 35. Doblador de cuello de cinta horizontales. La cinta debe estar cortada en rollo y se requiere una medida específica de corte dependiendo del requerimiento en la prenda terminada. MÁQUINA CON CINTA DISPUESTA A UN LADO29 Figura 36. Máquina con cinta dispuesta al lado. Figura 37. Guía de costura Se utilizan para mantener los márgenes propios de costura. 28 Fuente: Jesse J Heap & Son Inc, [en línea] citado 26 de diciembre de 2006. Disponible en http://www.jesseheap.com/esp/historia.htmlhttp://www.jesseheap.com/esp/historia.html 29 Fuente: Jesse J Heap & Son Inc, [en línea] citado 26 de diciembre de 2006. Disponible en http://www.jesseheap.com/Pictures/Collarette/Side-Feed/Sidefeed.htm 58 Estos y otros tipos de aditamentos pueden ser adaptados a los diferentes tipos de maquinas utilizados en el área de confección para obtener una buena variedad de estilos que el cliente escoge de acuerdo a la temporada y modas. 2.14 PRESUPUESTO DE MANO DE OBRA. En la actualidad los presupuestos constituyen una herramienta indispensable para la administración de las empresas, las decisiones de tipo gerencial no se toman únicamente sobre una base de resultados históricos, al contrario se deben realizar sobre proyecciones efectivas que permitan a las empresas corregir hechos negativos que perjudiquen sus economías. La búsqueda de instrumentos válidos de apoyo a la toma de decisiones gerenciales es una preocupación constante desde los comienzos del siglo XX. La generalización en el empleo de cifras predeterminadas de acuerdo con unos criterios racionales fue el primer paso encaminado a mejorar los soportes de información. Ha sido a partir de 1950 cuando esta inquietud ha alcanzado su máximo desarrollo y en la actividad de elaboración de presupuestos, aplicación de cifras predeterminadas y desarrollo de un control de gestión son hechos comunes, que se tornan imprescindibles, en la vida empresarial. Entre las ventajas con las que contamos al contar un presupuesto de mano de obra se encuentran: • Presiona a que la alta gerencia defina adecuadamente los objetivos básicos de la producción. • Propicia que se defina una estructura organizacional adecuada. • Cuando existe motivación adecuada incrementa la participación de los diferentes niveles de la organización. • Obliga a mantener un archivo de datos históricos controlables. • Facilita a la administración la utilización óptima de los diferentes insumos. • Facilita la coparticipación e integración de las diferentes áreas de la compañía. 59 • Obliga a realizar un autoanálisis periódico. • Facilita el control administrativo. • Ayuda a lograr mayor eficiencia en las operaciones Para el sector de la industria manufacturera textil el presupuesto de producción determina el número de unidades por cada producto a fabricarse para satisfacer las ventas planeadas a través de niveles de inventarios apropiados y a los costos que permitan obtener beneficios esperados. Para llevar a cabo el presupuesto de mano de obra es necesario tener un claro conocimiento de la capacidad del personal, la capacidad de la fábrica, disponibilidad de materiales, limitaciones técnicas, limitaciones de inversión y los costos de elementos productivos. El presupuesto de mano de obra debe estar en armonía con la planificación realizada para la producción de unidades a fabricarse, razón por la cual es necesario que este presupuesto se realice especificando horas y costo de mano de obra por tiempo y por producto, para lo cual es necesario considerar los siguientes aspectos en la determinación del costo de mano de obra: • Clasificación en mano de obra directa o indirecta. • Costos normales y extraordinarios. • Métodos de pago de los salarios. • Determinación del listado de mano de obra a utilizarse. • Disponibilidad de tiempos estándares o predeterminados. • Revisión del registro de costos históricos. • Estudio de tiempos y movimientos. • Costos estándares. • Estimados directos del supervisor. • Efectividad en la contratación. • Entrenamiento y adiestramiento. 60 • Plan de permisos y bonificaciones especiales por resultados. • Informe de horas efectivas trabajadas. • Determinación de los costos de mano de obra por tipo de producto. 2.14.1 DESARROLLO DEL PRESUPUESTO DE MANO DE OBRA En el desarrollo del presupuesto de mano de obra se debe considerar los siguientes aspectos: • El tiempo necesario para fabricar una unidad de producto. • Costo de mano de obra que en presupuestos se denomina tasa salarial El tiempo necesario esta dado por el Gerente de producción o de Ingeniería a través de experiencias anteriores, estudio de tiempos y movimientos, tiempos estimados por los supervisores de producción o por la contratación de un grupo asesor externo. La tasa salarial resulta de la suma de los sueldos más bonificaciones sociales, bonificaciones, todo esto dividido para las horas que tiene el mes. Es necesario establecer además una tasa salarial promedio clasificando a los obreros de acuerdo a su sueldo percibido en cada departamento o proceso, considerando su mayor o menor eficiencia. El presupuesto de mano de obra se calcula de la siguiente forma: PRODUCCIÓN PRESUPUESTADA X PRESUPUESTO MANO DE HORAS MANO DE OBRA = OBRA POR PRODUCTO = Tabla 13. Presupuesto de mano de obra. TOTAL HORAS MANO DE OBRA PRESUPUESTADA X COSTO POR HORA DE MANO DE OBRA = PRESUPUESTO DE MANO DE OBRA