Metodología para DFA Comparación de las metodologías de
Anuncio

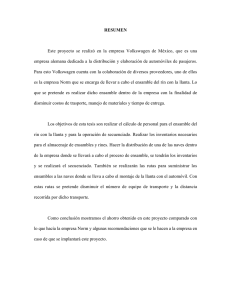
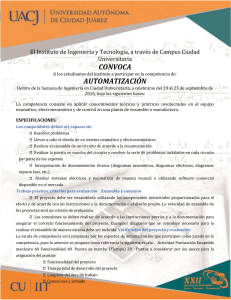
Tecnologías de manufactura avanzada Diseño para el montaje (DFA) Metodología para DFA El objetivo del diseño para el ensamble (DFA – design for assembly) es simplificar el producto de tal modo que los costes por ensamble se reduzcan. Sin embargo, las consecuencias del aplicar el DFA usualmente incluye mejoras en la calidad y confiabilidad, y una reducción en el equipo de producción y en el inventario de partes. Estos beneficios secundarios superan a menudo la reducción de costos en el ensamble. El DFA reconoce la necesidad de analizar tanto el diseño de las partes como el producto entero para cualquier problema de montaje a principios del proceso de diseño. El DFA se puede definir como “Un proceso para mejorar el diseño del producto para facilitar y disminuir los costos de ensamblaje, enfocándose en la funcionalidad y en el ensamblaje concurrente.” La práctica del DFA como una característica distinta del diseño es un desarrollo relativamente nuevo, aunque muchas compañías han estado haciendo DFA por mucho tiempo. Por ejemplo, General Electric publicó un manual de fabricación de producibilidad interno en 1960 como un conjunto de directrices y datos de fabricación para que siguieran los diseñadores. Estas directrices integran muchos de los principios del DFA. Fue hasta 1970 que el término comenzó a aparecer en libros y papers. Los más importantes fueron las publicaciones hechas por G. Boothroyd que promovían el uso del DFA en la industria. Comparación de las metodologías de ensamblaje Los métodos de ensamblaje pueden ser divididos a grandes rasgos en 3 grupos: Ensamblaje manual: Las partes se envían a mesas de trabajo donde los trabajadores ensamblan manualmente el producto o sus componentes. En esta parte las herramientas manuales son las más utilizadas por los trabajadores. Aunque este es el más flexible y adaptable de los métodos de ensamble, usualmente hay un límite superior en el volumen de producción y los costos laborales son altos. Automatización rígida: Se caracteriza por maquinaria hecha a la medida que ensambla un y solo un producto específico. Obviamente, este tipo de maquinaria requiere una gran inversión de capital. A medida que aumenta el volumen de producción, la fracción de la inversión de capital disminuye en comparación al costo total de fabricación. Mesas de clasificación, alimentadores de partes, y controles automáticos tipifican este método de ensamble inherentemente rígido. Automatización suave: Incorpora el uso de sistemas robóticas para el ensamble. Puede ser desde un solo robot hasta una celda de ensamble multi estación robótica con todas las actividades simultáneamente controladas y coordinadas por un PLC o una computadora. Aunque este tipo de Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Diseño para el montaje (DFA) método de ensamble puede tener también altos costos de inversión, su flexibilidad a menudo ayuda a compensar el gasto a través de muchos productos diferentes. Costo de ensamble por producto En la Figura 1 se puede observar el costo de los diferentes métodos de ensamble. Los costos no lineales del ensamble robótico reflejan la no linealidad de los costos de los robots. Ensamble manual Ensamble automático Ensamble robótico Volumen de producción anual Figura 1: Costos relativos de los diferentes métodos de ensamble Los rangos apropiados para cada tipo de método de ensamble se muestran (aproximadamente) en la Figura 2. Los métodos de ensamble deben ser escogidos para prevenir cuellos de botella en los procesos así como para reducir los costos. Directrices de diseño para ensamble manual Las siguientes directrices dependen de las habilidades del trabajador: Eliminar la necesidad de los trabajadores para tomar o decisiones o realizar ajustes. Garantizar la accesibilidad y la visibilidad. Eliminar la necesidad de herramientas de montaje y medidores. Minimizar el uso de partes diferentes (usar partes estándares). Minimizar el número de partes Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Diseño para el montaje (DFA) Evitar o eliminar la orientación de partes en el proceso de ensamble. Preferiblemente manejar las piezas que no se enredan fácilmente o que se anidan uno con otro. Número de componentes por producto Se debe resaltar que muchos productos no se prestan por sí mismos para estas directrices. De tal modo que muchos productos son vendidos como paquetes “listo para armarse” o requieren que el ensamble se cambie a mercados con mano de obra más baratos. Propósito especial Ensamble automático Volumen anual de producción Figura 2: Rangos de producción para cada tipo de método de ensamble Directrices de diseño para la automatización rígida La principal diferencia aquí es que el ensamble es realizado por máquinas en vez de personas. Reducir el número de componentes diferentes considerando: - ¿Se mueve la parte en relación a otras partes? - ¿La parte debe ser aislada de otras partes? (electricidad, vibración, etc.) - ¿La parte debe separarse para permitir el ensamble? Utilizar características de auto alineación y auto localización. Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Diseño para el montaje (DFA) Evitar tornillos/pernos. Usar la parte más larga y rígida como la base para el ensamble. Usar componentes y materiales estándar. Evitar partes que se enreden o se aniden. Evitar partes flexibles y frágiles. Evitar partes que requieran de orientación. Utilizar partes que puedan ser alimentadas automáticamente. Diseñar partes con un centro de gravedad bajo. Algunas veces es muy difícil hacer partes simétricas, a menudo se añaden características no funcionales para facilitar la alimentación de partes, el agarre y la orientación. Directrices de diseño para la automatización suave En comparación a los humanos, los robots son completamente inflexibles y “estúpidos”. Sin embargo, pueden ser programados para hacer una cosa una y otra vez a altas velocidades y con alta precisión en comparación con los humanos. Diseñar la parte de modo que sea compatible con el efector final del robot. Diseñar la parte de modo que pueda ser alimentada con la orientación apropiada. Evaluación de los métodos para el DFA Existen varios métodos para cuantificar las mejoras y objetivos del DFA. En esta parte se mencionan únicamente 2 de estos métodos: el método boothroyd-dewhurst y el método Lucas. Método Boothroyd-dewhurst Se basa en 2 principios: 1. Aplicación de criterios para cada parte con el fin de determinar si deben ser separadas de las demás piezas. 2. Estimación de los costos de manejo y ensamble para cada parte utilizando el proceso adecuado de ensamble. Su fórmula para determinar la eficiencia de diseño es la siguiente: Design efficiency = (3s x Nm) / Tm Actualmente existen diversos softwares basados en este método debido a que es un método que consume demasiado tiempo para calcularse. Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Diseño para el montaje (DFA) Método Lucas Se basa en un punto de escala que da una medición relativa de la dificultad de ensamble. El método esta basado en 3 análisis separados y secuenciales. Estos son conocidos como parte del diagrama de flujo de la secuencia de montaje (ASF – assembly sequence flowchart). 1. Especificación 2. Diseño 3. Análisis funcional. Calcula la eficiencia del diseño con la siguiente fórmula: Ed = A/(A+B) x 100% Donde A es el número esencial de componentes y B el número de componentes no esenciales. Usualmente se busca una eficiencia de diseño del 60% para los diseños iniciales. Directrices básicas del DFA Usualmente se debe comenzar con un diseño conceptual y entonces guiarse a través de estas directrices para decidir cuál es aplicable y cual no. Muchas de estas directrices son las mismas que se aplican para el DFM. Reducir el número mínimo de piezas mediante la incorporación de múltiples funciones en piezas individuales. Modularizar varias piezas en subconjuntos individuales. Ensamblar en espacios abiertos y nunca en espacios cerrados, nunca ocultar los componentes importantes. Hacer las partes de tal modo que sea fácil identificar la forma en que deben estar orientadas para la inserción. Priorizar las piezas de auto locación. Estandarizar para reducir la variedad de partes. Maximizar la geometría de partes. Diseñar en propiedades polares de geometría y peso si hay asimetría. Eliminar las partes con demasiado ángulo. Crear códigos de colores para las partes que son diferentes pero que tienen forma parecida. Prevenir la anidación de partes, de preferencia usar ensambles apilados. Proporcionar funciones de orientación para las asimétricas. Proporcionar las características de la alineación. Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Diseño para el montaje (DFA) Insertar nuevas partes dentro del ensamble desde la superficie. Eliminar la re orientación tanto del ensamble como de las partes. Los canales profundos deben ser lo suficientemente amplios para permitir el fácil acceso a las herramientas de sujeción, eliminar los canales si es posible. Proporcionar superficies planas para sujeción uniforme y para facilitar la sujeción. Priorizar las partes que pueden manejarse fácilmente. Alumno: Arturo Tadeo Calderón Salazar Tecnologías de manufactura avanzada Referencias [1]Chan, Vincent &Filippo A. Salustri. Design for assembly [2] Riba, Carles. Diseño concurrente. Ed. UPC [3] Boothroyd, Bewhurst. DFMA Alumno: Arturo Tadeo Calderón Salazar Diseño para el montaje (DFA)