2.1. Introducción a la Absorción La absorción de gases es una
Anuncio

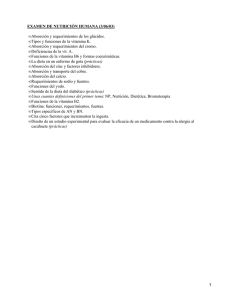
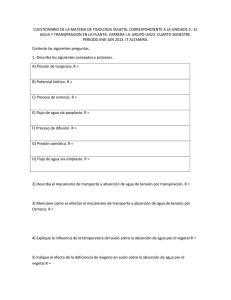
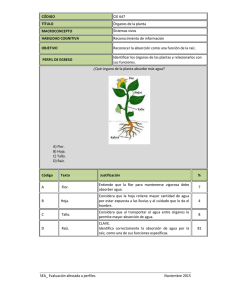
Capítulo 2: Absorción Química como sistema de abatimiento 23 2.1. Introducción a la Absorción La absorción de gases es una operación unitaria por la que los componentes solubles absorbatos, de una mezcla gaseosa se disuelven en un líquido, el absorbente. La operación inversa, denominada desorción, consiste en la transferencia a la fase gaseosa de los componentes (solutos) volátiles de una mezcla líquida. Para conseguir el contacto íntimo de las fases, líquido y gas, ambas operaciones utilizan el mismo tipo de equipo empleado en la destilación, es decir, torres de platos, torres de relleno, torres de pulverización y columnas de burbujeo. (14) Las torres o columnas son recipientes cilíndricos esbeltos donde se coloca un relleno o platos y se hace circular, normalmente en contracorriente, el gas y el líquido por el interior de la torre. Los dispositivos internos colocados promueven el contacto entre las fases, aumentando así el área interfacial por el cual se producirá la transferencia de materia. Los mecanismos más utilizados para conseguir este fin son: (1) Dividir el gas en pequeñas burbujas en una superficie líquida continua (torres de burbujeo), (2) separar el líquido en películas que fluyan a través de una fase gaseosa continua (torre de relleno), (3) convertir el líquido en gotas de pequeño tamaño que caigan a través de una fase gaseosa continua (torre de pulverización). Cada uno de estos mecanismos favorece un tipo de transferencia, y según los requisitos que deseemos alcanzar será más recomendable utilizar un tipo de columna u otro. Los equipos de contacto pueden ser categorizados como equipos de contacto por etapas (torres de platos), que utilizan un número de etapas separadas para realizar el contacto gaslíquido o equipos de contacto continuo-diferencial (torres de relleno), que utilizan toda la columna como un sistema continuo de contacto gas-líquido. (15) La Tabla 2.1 es un resumen presentado en el libro Gas Purification de Kohl et al. (15) que muestra un criterio de selección para elegir el medio de contacto más adecuado. Puede verse que para sistemas parecidos al nuestro, no es conveniente el uso de platos y tendría más sentido el uso de rellenos debido a la escala con la que trabajamos y a los grandes caudales de líquido manejados. 24 Absorción de contaminantes inorgánicos de un gas de gasificación de RDF mediante sosa caustica Condition of Application Low pressure Moderate pressure High pressure High turndown ratio Low liquid rates Foaming systems Internal tower cooling Solids present Dirty or polymerized solution Multiple feeds and sidestreams High liquid rates (scrubbing) Small diameter columns Columns with diameter 3-10 ft Large diameter columns Corrosive fluids Viscous fluids Low ∆P Expanded column capacity Low cost Available design procedures Platos perforados o válvulas 2 3 3 Bubble cap or Tunner Trays 1 2 2 2 2 2 Systematically Packed 3 1 0 2 3 1 2 1 2 3 1 1 3 2 0 2 3 1 0 2 1 1 0 2 1 1 0 3 3 1 0 2 1 3 0 1 1 3 2 3 2 2 2 3 1 2 1 2 2 1 1 1 0 3 3 2 1 0 2 2 0 2 3 2 1 2 1 3 2 2 1 Randomly Packed Tabla 2.1. Tabla de recomendaciones según condiciones para usar tipos de columnas. 0 - no usar, 1 - Evaluar cuidadosamente, 2 - Aplicable, 3 - Mejor elección (15) 2.2. La absorción aplicada a la purificación de gases La absorción aplicada a la purificación de gases puede dividirse en tres tipos; dependiendo de la naturaleza de la interacción entre absorbato y el absorbente: (15) - Absorción física: el compuesto absorbido es más soluble en el líquido que otros compuestos presentes en la corriente gaseosa y no reacciona químicamente con el absorbente. La concentración de equilibrio en la fase líquida depende fuertemente de la presión parcial del gas objetivo. Por lo que, no suele ser viable si la concentración del compuesto es muy baja en la fase gas. Un ejemplo de este tipo de absorciones es el proceso Selexol para absorber H2S y CO2 en polietilenglicol. Capítulo 2: Absorción Química como sistema de abatimiento - 25 Reacciones reversibles: existe una reacción química entre el compuesto gaseoso objetivo y un compuesto de la fase líquida que es reversible en función de las condiciones de operación. El compuesto, por tanto, presentará una fracción en forma acuosa que tendrá una fracción en forma vapor será proporcional a la temperatura. Este tipo de reacciones es difícil de modelar por su naturaleza no lineal, pero permiten la regeneración del compuesto absorbente en una etapa de stripping o desorción mediante temperatura. Un ejemplo de este tipo de absorción es la absorción de CO2 en una solución de monoetanolamina (MEA). - Reacciones irreversibles: el compuesto absorbido reacciona con un componente de la fase líquida para formar un producto que no se descompone por acción de la temperatura. Un ejemplo de este caso es la absorción de H2S en soluciones de hierro para formar un fango de partículas de azufre. En líneas generales, la reacción química permite una mayor capacidad para disolver el soluto en la fase líquida. Según el régimen de reacción o su velocidad, se puede realizar otra clasificación: - Régimen de reacción lenta: la reacción ocurre en el seno de la fase líquida. En este tipo de reacciones no se observa una mejora sustancial en la transferencia del gas al líquido. Este régimen es indeseado para propósitos industriales si es el gas que se desea absorber el que presenta un comportamiento de absorción lento. En cambio, es el ideal para compuestos que no se desea absorber. En este caso, la resistencia en la fase gaseosa puede despreciarse y se puede suponer que la velocidad de reacción tiene un efecto predominante en la velocidad de reacción. - Régimen de reacción rápido: en muchos tipos de procesos de tratamiento de gases, la absorción está en el régimen rápido de reacción. El régimen rápido ocurre cuando no está en el régimen instantáneo pero la reacción ocurre en la película de líquido. Por lo que el factor de mejora de la reacción química es lejana a 1. La reacción que ocurre entre el CO 2 y las soluciones alcalinas acuosas suelen estar incluidas en este régimen de reacción, ya que no son extremadamente rápidas al ser un ácido de Lewis y necesitar un primer paso de hidratación antes de reaccionar con el álcalis. 26 Absorción de contaminantes inorgánicos de un gas de gasificación de RDF mediante sosa caustica - Régimen de reacción instantáneo: Este régimen es particularmente interesante para analizar la eliminación de H2S de corrientes de gases, ya que el H2S presenta reacciones virtualmente instantáneas de transferencia de protones en líquidos alcalinos. El factor de mejora de reacción es cercana a la unidad y la reacción ocurre en la película cercana la interfase gas-líquido. Durante este régimen de reacción, la resistencia en la fase líquida es mucho menor a la de la resistencia gaseosa. En el proyecto tratamos con una mezcla de gases que presentan un régimen de reacción instantáneo en el caso del H2S y HCl y un régimen de reacción rápido en el caso del CO2. Todas estas reacciones son reversibles en función de cómo se mueva el pH de la solución en la columna. 2.3. Propiedades químicas de los compuestos presentes en la mezcla de gases para la absorción en distintos solventes Las propiedades de la mezcla entrante son necesarias para saber qué proceso sería el más indicado para abatir los contaminantes presentes en la corriente de syngas con el mínimo coste. En este proyecto se ha especificado como necesario el uso de cáustico como absorbente, pero uno de los objetivos es la búsqueda de la idoneidad del absorbente. En la Tabla 2.2 se adjuntan las solubilidades de los compuestos contaminantes y propiedades de los solventes interesantes que limitan su aplicación. Solvente CO2 solubilidad H2S solubilidad HCl solubilidad NH3 solubilidad Temp ebullición (ºC) Agua 0,169 0,385 72 52.9 100 NaOH (aq) – pH 11 (0,001M) 2,026 2,411 ~73 ~50 ~100 MDEA (aq) 20%p 1,665 27,53 - - 247,1 Tabla 2.2. Propiedades de los solventes. Solubilidad en g de gas/100 g de solvente a 25ºC (14) (16) (17) (18) En la tabla puede observarse la selectividad de cada uno de los absorbentes debatidos en el proceso. Es notable la mayor selectividad de equilibrio que posee la metildietanolamina frente la sosa cáustica que implicará una menor necesidad de absorción de CO2 para absorber la misma cantidad de H2S. Capítulo 2: Absorción Química como sistema de abatimiento 27 2.4. Separación de H2S y su problemática 2.4.1. Opciones de separación utilizando una mezcla cáustica como absorbente Cuando se trata un gas ácido que contiene H2S y se opera con una solución de NaOH como absorbente es necesario evaluar la mezcla entrante y su composición. Si el único gas presente en la corriente es H2S, no es necesario utilizar un diseño complejo y se puede escoger entre el diseño simple utilizando NaOH en exceso o un diseño en doble etapa que optimice el uso de NaOH. Generalmente, si existe un compuesto que se absorbe en simultáneo, se debe diseñar un proceso especial que sea selectivo. Entre los compuestos presentes usualmente están el CO2 o el NH3. Figura 2.1. Configuración típica de un scrubber de un solo lazo. Cada uno de los sistemas siguientes están enfocados a ofrecer como ventaja una mayor simplicidad, producir un producto de mayor calidad (NaHS frente a Na2S ya que el primero tiene valor comercial), conseguir un menor consumo de NaOH en el proceso o ser un proceso más selectivo. 28 Absorción de contaminantes inorgánicos de un gas de gasificación de RDF mediante sosa caustica Lavadores cáusticos de un solo lazo con exceso de NaOH En este proceso simple, el gas pasa a través de una torre (normalmente de relleno) en contracorriente a una corriente de líquido de cáustico recirculado. Este tipo de unidades necesita una bomba para impulsar el reciclo de líquido, intercambiadores de calor para eliminar el calor producido en la absorción y los controladores necesarios para garantizar su correcto funcionamiento. Además, se necesita un aporte de NaOH para compensar el cáustico consumido en el proceso (Figura 2.1). Este tipo de configuración es ideal para plantas de pequeña capacidad que no tienen espacio para equipos o cuando el coste de los equipos sea significativo, pero, si se desea alcanzar un gran rendimiento, es necesario operar en gran exceso de NaOH respecto al azufre absorbido (NaOH:H2S = 2:1). Este exceso es el principal factor en el rendimiento de absorción de sulfuro de hidrógeno. Debido a este gran consumo de caustico, la operación con este tipo de configuraciones se limita a concentraciones bajas de H2S con bajo contenido en CO2. Uno de los usos más comunes en la industria de este tipo de configuraciones es como backup de una unidad Claus durante las paradas. Lavadores cáusticos con doble lazo En un lavador cáustico de doble lazo (Figura 2.2) se opera con dos zonas en una columna. La primera y superior, que opera a un pH elevado, es una zona donde se purifica la corriente a límites muy bajos de H2S; y, la segunda e inferior, que opera a un pH menor y ofrece la separación de la mayoría de H2S de la corriente de entrada. Esta configuración permite alcanzar una concentración muy pequeña de H2S a la salida del gas, minimizando el consumo de NaOH en la operación a costa de tener una mayor complejidad y coste de equipamiento. Además, permite obtener un producto de mayor calidad (mayor cantidad de NaHS) gracias a que opera a un pH menor en la zona baja. Capítulo 2: Absorción Química como sistema de abatimiento 29 Figura 2.2. Configuración típica de un lavador cáustico de doble lazo. Lavador selectivo de H2S en presencia de CO2 (Lavadores de tiempo de contacto pequeño) Presente en la Figura 2.3, los sistemas de lavado de poco tiempo de contacto (Short-contact time en inglés) son diseñados para sistemas donde se desee una gran selectividad por la presencia de CO2 en la corriente de H2S. Típicamente, la relación CO2/H2S es menor a 5:1, aunque puede ser una relación superior utilizando más de una etapa de absorción a distintos pH. Como la absorción de H2S puede ser realizada más rápidamente que la del CO2 a pH altos, la máxima selectividad se alcanza diseñando un mezclador estático de pequeño tamaño que permita el contacto entre las fases gas y líquida durante poco tiempo (0,01 – 0,2 segundos), para después separarse rápidamente en un depósito y evitar la absorción de CO2. 30 Absorción de contaminantes inorgánicos de un gas de gasificación de RDF mediante sosa caustica La operación con este tipo de sistemas es muy flexible y el diseño del contactor puede ser realizado de distintas formas, siendo algunas de ellas la operación con venturis o la operación con una torre de lavado de pequeño tamaño operando en isocorriente. Además, el control de pH a la entrada es muy importante, ya que de su valor depende que la absorción de H2S se lleve a cabo satisfactoriamente. Figura 2.3. Configuración selectiva de absorción de H2S con un corto tiempo de contacto Otras configuraciones posibles Existen numerosos procesos que muestran la flexibilidad de operación que tiene trabajar con cáusticos a la hora de tratar mezclas de gases ácidos. Uno de ellos, Figura 2.4, es el proceso de absorción de una corriente de gases que contiene NH3 y H2S y se desea abatir solamente H2S, permaneciendo el amoníaco en la corriente gaseosa. Una solución es utilizar un esquema de dos columnas. La primera columna operaría a un pH alto, como en el caso del lazo simple, absorbiendo ambos compuestos. Esto es debido a que el NH3 se absorbe fácilmente en agua a cualquier pH, pero, al operar a pH alto, su forma en el líquido será no iónica. Este hecho permite el uso de una segunda columna de stripping o desorción que opere a una temperatura mayor, Capítulo 2: Absorción Química como sistema de abatimiento 31 liberando el NH3 del líquido al bajar su solubilidad en el agua. El H2S permanecerá en el líquido ya que está en estado iónico, al igual que otros compuestos en el líquido a pH mayor. Este esquema permite la separación de ambos gases de una forma ingeniosa utilizando la temperatura y cáusticos. Figura 2.4. Configuración diseñada para la separación de H2S y NH3 2.5. Esquema de operación elegido en el proyecto En el proyecto se ha escogido operar con una columna de relleno como medio de contacto gas-líquido. Se ha escogido frente a las otras alternativas porque es la más indicada para plantas de pequeño-mediano tamaño, permite la operación de lavado con un gran caudal de líquido frente al gaseoso, y permite la operación con fluidos corrosivos, ya que operamos a pH básicos y tratamos gases ácidos. Ya que se desea separar compuestos con presiones parciales muy bajas en el gas, se ha descartado operar con absorción física y se ha preferido utilizar absorción química. A pesar de la falta de recomendaciones generales, se ha decidido operar con sosa cáustica como líquido absorbente, ya que permite la separación a concentraciones razonables de los compuestos que 32 Absorción de contaminantes inorgánicos de un gas de gasificación de RDF mediante sosa caustica contaminan la corriente de syngas con este absorbente. Es un proceso apto para operar en plantas de pequeño tamaño y es un esquema que puede ser optimizado para operar en situaciones no deseables. Finalmente, como esquema de operación se ha realizado el modelo como una primera etapa utilizando el esquema simple de un solo lazo. Este es el esquema más apto para plantas de pequeño tamaño como la que se opera en el proyecto, pero puede dar resultados indeseados a la hora de contar la absorción de CO2. No obstante, si finalmente fuera imposible la absorción en presencia de CO2, el modelado puede tener validez para diseñar el contactor de pequeño tamaño utilizado en los esquemas SCT (Short-contact time o bajo tiempo de contacto) si fuera necesario, utilizando una columna de pequeño tamaño y un esquema de operación en isocorriente. 2.6. Problemas de seguridad ambiental y tratamientos necesarios para prevenirlos En este proyecto, al utilizarse la vía húmeda para la eliminación de gases contaminantes, se convierte un problema; inicialmente de contaminación del gas, en otro de contaminación de aguas. El agua efluente de un lavadero es recirculada después de un tratamiento adecuado o vertida a un sistema de alcantarillado municipal, suponiendo que la planta de tratamiento municipal tuviera capacidad suficiente para tratar los caudales adicionales generados por el lavadero. El primer tratamiento realizado en la planta in situ es el uso de NaOCl para la oxidación del Na2S producido a Na2SO4. Esta sal es mucho más estable y no produce malos olores ya que produce un desplazamiento del equilibrio al H2S, es neutro y es una sal que no produce problemas de deposición. Más adelante se puede hacer un tratamiento básico que consiste en la neutralización o ajuste del pH y la eliminación de los sólidos que quedaran atrapados en el sistema, en caso de que los hubiera antes de la recirculación al sistema, mediante sedimentación o empleando un filtro. Finalmente, al tratar con gases tan peligrosos, antes de su emisión al ambiente se requiere un análisis riguroso, ya que en esta planta pueden aparecer trazas de alquitranes, benceno o tolueno, que requerirían un tratamiento específico si sobrepasasen los límites medioambientales. (2)