membranas
Anuncio

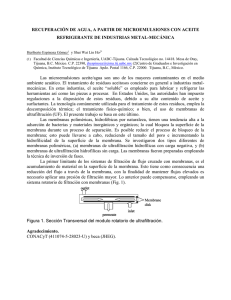
Tecnología de membranas Mercè Raventós, Sonia Duarte (Universidad Politécnica de Catalunya) 1.- Palabras clave: tecnología emergente, permeabilidad selectiva, gradiente de presión, microfiltración (MF), ultrafiltración (UF), nanofiltración (NF), ósmosis inversa (OI), concentración por membranas. Introducción La aplicación de las tecnologías de membranas para la conservación y obtención de alimentos es una tecnología emergente en el sector alimentario. De hecho, los procesos de membrana se utilizan para concentrar o bien fraccionar un líquido en dos de diferente composición. El proceso de separación se fundamenta en la permeabilidad selectiva de un componente o más del líquido a través de la membrana y en un gradiente de presión hidrostática. Los procesos de membranas de filtración más importantes para la industria alimentaria son: microfiltración (MF), ultrafiltración (UF), nanofiltración (NF) y ósmosis inversa (OI). Los procesos de filtración por membranas son cada vez más utilizados en la industria alimentaria, especialmente la láctica y la de bebidas en general. Las ventas anuales de membranas en la industria alimentaria se estiman en más de 300 M€, distribuidos de la siguiente forma: 50% MF, 25% UF, 15% OI y 10% ED (electrodiálisis). Los motivos expresados por los profesionales del sector para la utilización de esta tecnología en la industria alimentaria son fundamentalmente: - mejora de la calidad de los productos (82%) (nutricional, bacteriológica y funcional) - reducción de los costes de producción (32%), aumento del rendimiento, automatización de los procesos, flexibilidad - nuevos productos y solución a los problemas medioambientales (29%) Definición de membrana Una membrana se puede considerar que es una barrera o película permeoselectiva entre dos medios fluidos, que permite la transferencia de determinados componentes de un medio al otro a través de ella y evita o restringe el paso de otros componentes. El transporte de componentes a través de la membrana se realiza siempre aplicando una fuerza impulsora. Esta fuerza impulsora puede ser debida a gradientes de concentración, presión, temperatura o potencial eléctrico.La permeabilidad selectiva viene determinada por la medida de la partícula, la afinidad química con el material de la membrana y/o la movilidad de los componentes a través de la membrana (movimiento difusivo o convectivo). Las membranas, para ser efectivas en los procesos de separación y filtración, han de ser resistentes químicamente (tanto con el alimento como con los productos de limpieza), mecánica y térmicamente estables, y tener una permeabilidad elevada, alta selectividad y resistencia a las operaciones. Membranas y materiales Los materiales que se utilizan en muchos procesos de membranas pueden ser muy diferentes, ya que tanto el material como las configuraciones ofrecen muchas posibilidades. Por eso, se pueden establecer varias clasificaciones, según el elemento de referencia.Una de ellas puede ser la naturaleza de la membrana: biológica o sintética. Estos dos tipos de membranas son muy diferentes en estructura y funcionalidad. Otra clasificación puede ser según la porosidad de la membrana: - Membrana porosa. Formada por poros que pueden ir desde 5 nm hasta alguna micra. Éste es el fundamento de la microfiltración y la ultrafiltración. - Membrana microporosa. Formada por poros de 1 a 5 nm de diámetro. En este caso, los efectos de carga de partículas son más importantes en el proceso de separación que los efectos del tamaño de partícula. - Membrana no porosa. Membrana con poros de tamaño inferior a 1 nm de diámetro. 3.- Operaciones y equipos Variables que definen el comportamiento En todo el proceso de membrana, existen tres corrientes: 1) Alimento Disolución que se quiere tratar. 2) Permeado Corriente que es capaz de pasar a través de la membrana. Está constituido por el solvente y algunos solutos. Es rico en sustancias con tendencia a atravesar la membrana. 3) Retenido o concentrado Corriente que no ha pasado a través de la membrana. Ha perdido parte de la disolución del alimento y, por tanto, aumenta la concentración de sustancias que no pueden atravesar la membrana. La corriente de interés del proceso puede ser el permeado, el retenido o ambos, dependiendo del objetivo de la separación: - Concentración. El componente deseado se encuentra en concentración baja en la corriente del alimento y es el disolvente (permeado) el que se elimina con el fin de aumentar el componente que se quiere concentrar. - Purificación. Las impurezas o los componentes no deseados se eliminan en la corriente de permeado o en el retenido. - Fraccionamiento. Cuando una mezcla se separa en dos o más componentes deseados. Si el objetivo del proceso es concentrar, la corriente de interés es el retenido o concentrado. Si se quiere purificar, la corriente de interés es o bien el retenido o bien el permeado, según cuál contenga las impurezas que se quieren eliminar. Si se quiere hacer un fraccionamiento, las dos corrientes -el retenido y el permeado a la vezpueden ser de interés. La separación se realiza gracias a la facilidad que tiene la membrana de transportar un componente de las fases a través de la membrana. El transporte a través de la membrana se efectúa por la acción de una fuerza impulsora. En el esquema siguiente, se representa el proceso general de separación por membranas, en el que se distinguen las tres corrientes. El alimento es separado en una corriente más concentrada o retenido y en una corriente menos concentrada o permeado. Membrana Alimento Permeado Bomba de alta presión Concentrado Válvula Representación esquemática de un proceso de separación por membrana Modelos con membranas orgánicas a) Planos Consisten en una serie de membranas dispuestas horizontal o verticalmente sobre separadores permeables, que actúan como canales y conducen el flujo. Los separadores pueden ser de disco o de placa y marco. La relación superficie/volumen normalmente es baja, comparada con la configuración tubular, y depende de la forma y la eficacia del material utilizado como separador, pero oscila generalmente entre 100-300 m2/m3. No se aconseja para la desalinización del agua, a causa de la baja relación S/V y las altas presiones que tendría que soportar (10100 bar); sin embargo, es adecuada para la recuperación y concentración de productos de alto valor añadido, como proteínas o vitaminas, en que estas limitaciones no son importantes. MEMBRANA SALIDA DE PERMEADO EJE PLACA DISCO METÁLICO Movimiento de la corriente de flujo Fig. Módulo plano de disco DDS E N T R A D A D E L Í Q U I D O membrana SALIDA DE CONCENTRADO SALIDA DE PERMEADO SALIDA DE CONCENTRADO Fig.. Módulo plano de placas y marcos b) Tubulares Las membranas se encuentran en el interior de un soporte en forma de tubo de acero inoxidable o poliéster reforzado, de 10-40 mm de diámetro interior y de 0,5-3,5 m de longitud. Las membranas se colocan en paralelo o en serie dentro del módulo. La disolución que se quiere tratar entra a presión por un extremo del tubo y llega al final como corriente del retenido, mientras que el permeado pasa a través de la membrana y es recogido en el exterior del módulo. La velocidad de circulación de la solución es del orden de 6 m/s (régimen turbulento). La relación S/V es baja, entre 25-100 m2/m3, y exige más superficie de instalación y mayor coste de inversión y mantenimiento. Su configuración es sencilla y se puede utilizar en MF, UF, diálisis y concentración alimentaria por OI. PERMEADO Producto ALIMENTACIÓN RETENIDO CARCASA MEMBRANA Fig. Módulo tubular c) Cartucho en espiral Las membranas en forma de lámina se colocan una sobre otra (de 4 a 10 láminas) y se enrollan sobre un eje central, y queda un cilindro que se coloca en el interior de un tubo o cartucho. La capa activa de la lámina se orienta hacia el exterior, de forma que el flujo de permeado va en dirección desde el exterior hacia el interior, y los solutos quedan retenidos en esta superficie activa. Una vez el permeao pasa a la capa activa, una malla porosa entre las láminas es la encargada de conducirlo hacia el interior del tubo o eje central. Entre las dos capas activas se coloca una malla sintética, que conduce el alimento por toda la superficie de la membrana. Este conjunto o “sandwich” es sellado con el fin de no mezclar la corriente de permeado con otras corrientes. La corriente de alimentación y la de concentrado son axiales en la dirección del eje central y paralelas a la superficie de la membrana para poder disminuir el fenómeno de polarización de concentración. No representan un coste de inversión ni de mantenimiento elevado, ya que sus elementos de membrana se pueden recuperar y ser utilizados nuevamente para configurar nuevas membranas. Fig. Módulo de membrana en espiral d) De fibra hueca Formados por un haz de fibras huecas asimétricas, de diámetro interior de 40 μm y diámetro exterior de 85 μm, aproximadamente. Las fibras actúan como autosoporte y resisten presiones elevadas. El haz consta de entre decenas y millones de fibras y se encuentra dentro de un distribuidor poroso que es sellado por los extremos donde se enlazan las fibras con una resina epoxi. La corriente de alimento se impulsa radialmente hacia el haz y el transporte se efectúa por el interior de las fibras hacia el exterior, donde se recoge el permeado. Generalmente, se configuran en módulos de poliéster reforzado, de hasta 1,2 m de longitud y de 10 a 25 cm de diámetro, y suelen ser muy compactos. Para reducir la polarización de concentración se trabaja con flujo laminar. El factor de conversión es del 60%. No se pueden utilizar en la separación de soluciones muy concentradas porque su superficie activa se podría bloquear en poco tiempo, lo cual reduciría drásticamente la eficacia del proceso. Generalmente, requieren un pretratamiento riguroso. Su uso está decreciendo. FIBRA HUECA PERMEADO RESINA EPOXI SOPORTE POROSO 30 >Di< 100 micrón De< 200 micrón PELÍCULA DENSA SOPORTE POROSO RESINA EPOXI Haz de fibras huecas Fig. Características y configuración de un módulo de fibras huecas. diámetro interior; De es el diámetro exterior) (Di es el Dentro de este tipo de módulos existe una variante de membranas capilares, que presentan una configuración similar a las de fibra vacía, pero sus dimensiones son mayores (relación de diámetros de 0,5 a 5 mm). Su aplicación es menos específica que para fibra hueca y se utilizan en UF, NF y OI. Modelos con membranas inorgánicas Las configuraciones de las membranas inorgánicas suelen ser tubulares o multicanal, y están colocadas en paralelo en módulos de acero inoxidable. Los módulos se componen de uno o varios elementos filtrantes. En casos concretos, se utilizan plásticos u otros materiales resistentes para construir los módulos. 4.-Aplicaciones de la tecnología de membranas en la industria alimentaria La tecnología de membranas ha sido objeto de un gran interés en los últimos años, gracias sobre todo a la industria química. Ésta dedica el 80% de su consumo energético a procesos de separación y concentración de sustancias, lo cual ocasiona una gran demanda de técnicas avanzadas en separación, que sean limpias, respeten el medio ambiente y tengan gran ahorro energético. El rango de aplicación de las membranas en la industria es muy amplio, al igual que su nivel de ventas; asimismo, presentan todavía una serie de problemas técnicos y económicos, que son motivo de estudio y de investigación con la intención de aumentar la efectividad de esta tecnología. Actualmente, son muchos los problemas de separación que se pueden solucionar con las membranas comercializadas en el mercado, como la concentración y purificación de disoluciones macromoleculares, la separación de electrólitos y no electrólitos de bajo peso molecular de soluciones acuosas, el fraccionamiento económico de la mezcla de gases, la separación selectiva de iones metálicos pesados y la difusión controlada de componentes activos en el campo de la biomedicina y la biología. La aplicación de la tecnología de membranas como proceso ha ido evolucionando a medida que se han desarrollado mejoras de las propiedades físicas y químicas de las membranas, mejoras en las aplicaciones y en la ingeniería de procesos y, por tanto, han resultado mejores técnica y económicamente que las otras tecnologías tradicionales. Existen, por tanto, tecnologías maduras y procesos bastante fiables industrialmente, como los procesos impulsados por diferencia de presión (MF, UF, NF, OI), y otros todavía en vía de estudio sin muchas aplicaciones comerciales, pero con un futuro posible (membranas de transporte activo o MTA y membranas acumuladoras de energía o MAE). Las principales aplicaciones de las membranas en procesos de separación se encuentran en el sector químico, en el tratamiento de aguas residuales o en la producción de agua potable o agua de uso industrial. El proceso de OI es uno de los más usuales a la hora de producir agua de calidad (ultrapura), incluso a partir de agua residual. Las membranas de más aplicación en la industria alimentaria son las de microfiltración y ultrafiltración, ya que pueden trabajar a altas temperaturas y garantizan una desinfección y esterilización perfectas de los sistemas en que se manipulan alimentos, a la vez que se mantienen sus cualidades organolépticas. Durante el procesado de alimentos, existen diferentes etapas en que la aplicación de la tecnología de membranas puede ser de gran interés (tabla 4.1). Tabla 4.1. Etapas en que se aplican procesos de membrana en la industria alimentaria Etapa del proceso Inicio Núcleo Final Razones Oportunidades Condicionamiento de la calidad del agua disponible o de los líquidos para procesar Optimización o sustitución de las etapas del proceso para aumentar rendimientos tecnoeconómicos Purificación-concentración de los productos finales Conservación de alimentos Tratamiento de efluentes para la reutilización o el vertido Mejora de la calidad Ahorro energético Ahorro energético Mejora de la calidad Reducción del impacto ambiental Mejora de la calidad Reducción del impacto ambiental o prevención de la contaminación Tabla 4.2 Aplicaciones de procesos de membrana en la industria alimentaria(I) Proceso/Industria Agua, leche, bebidas Tratamiento de agua para el consumo humano Tratamiento de agua de uso industrial Producción de agua de calidad Industria láctea Industria láctea: elaboración de quesos Industrias de fermentación Bebidas Separación/Aplicación - Potabilización de agua para el consumo humano (NF) - Desinfección, clarificación y desmineralización del agua (MF, UF, NF) - Desalinización de aguas marinas (OI) - Clarificación, desinfección y esterilización de aguas residuales (MF, UF) - Agua ultrapura para la industria electrónica (OI) - Agua de refrigeración para torres de enfriamiento, condensadores e intercambiadores de calor (OI) - Agua para calderas y para el lavado de gases (OI) - Concentración de leche, por eliminación de agua, sales minerales y lactosa (UF, OI) - Producción de fermentos lácticos con la eliminación de los inhibidores del crecimiento celular y concentración de la biomasa hasta los niveles del producto comercial - Extracción y concentración de proteínas del suero adecuadas para las industrias cosmética o farmacéutica como emulsionante (UF, OI) - Estandarización de leche para aportarle el contenido proteico adecuado (UF) - Clarificación y estabilización de mosto y vino (UF) - Clarificación y esterilización de cerveza (UF, MF) - Purificación de moléculas activas y microorganismos en proceso de fermentación (UF) - Concentración de vino para acelerar la precipitación tartárica (OI) - Eliminación de tartratos en vino ( MF) - Desalcoholización de vino y cerveza (OI) - Clarificación y esterilización de zumos de fruta después de la prensa, suprimiendo así las etapas convencionales siguientes de filtración (UF, NF) - Preconcentración de zumos (OI) - Recuperación de colorantes y aromas de las aguas residuales - Ajuste de la acidez de zumos Tabla 4.2. Aplicaciones de procesos de membrana en la industria alimentaria (II) Proceso/Industria Otras industrias alimentarias Procesado de carne y pescado Procesado de frutas y hortalizas Procesado de huevos Procesado de azúcar Procesado de aceites y grasas Separación/Aplicación - Tratamiento de purines. Separación de la biomasa (UF) - Tratamiento de sangre. Preconcentración del suero sanguíneo (UF,OI) - Concentración de proteínas en la fabricación de gelatinas - Concentración-recuperación de proteínas de la salmorra residual del curado de carnes y pescados - Concentración-recuperación de proteínas de las aguas de lavado de carnes y pescados - Eliminación de pelos y piel de animales en el agua residual - Biorreactores con membrana para la conversión de residuos de patata - Recuperación de proteínas vegetales - Recuperación de productos del procesado - Recuperación de productos y subproductos de aguas de lavado (azúcares, aceites esenciales, proteínas) - Concentración de albúmina de huevo hasta valores del 40% de extracto seco - Deshidratación parcial antes del secado (UF) - Desmineralización de melazas - Recuperación de azúcar de las aguas de lavado antes de la etapa de evaporación-concentración - Preconcentración de jarabe (OI) - Clarificación de los primeros extractos de remolacha (UF) - Concentración de disoluciones diluidas de remolacha - Preparación de proteínas vegetales - Recuperación de aceites de agua de lavado - Recuperación de disolventes - Refinación de aceites comestibles (ajuste de la acidez, decoloración) Como se ha podido observar en la tabla 4.2, la industria láctea es una de las industrias principales en que se aplica la separación por membranas. Se utiliza la OI para concentrar la leche antes de la evaporación y la fabricación de quesos. El factor de concentración está limitado por la precipitación del fosfato de calcio. En la concentración del suero obtenido en el procesado de la leche, se puede utilizar la OI para separar proteínas, lactosa y sales, y así reducir el coste de transporte, mientras que la UF se puede utilizar para el fraccionamiento y producir un concentrado de proteínas de gran valor. La UF también se utiliza para la concentración de proteínas de la leche y para la normalización proteica de leche destinada a la producción de quesos, yogures y otros productos lácteos. La NF se utiliza para la desalinización parcial del suero y la MF se aplica para la reducción del número de bacterias en la leche desnatada y el suero, así como para reducir el contenido en grasa del suero destinado a la producción de concentrados proteicos. En estas aplicaciones, las pequeñas moléculas, como las sales o la lactosa, pasan a través de la membrana de ultraflitración, mientras que las proteínas quedan retenidas en el concentrado. Los zumos de fruta se concentran desde el contenido original de azúcar del 10-16% hasta un 60% para el transporte y almacenamiento. Esta concentración se puede realizar con OI, que reduce el consumo energético y mejora la calidad organoléptica del zumo, y con otras técnicas convencionales, como la evaporación que, sin embargo, presenta la limitación del bajo rango de concentración que se alcanza (un 24%). Para la obtención de azúcar de caña o remolacha hay que realizar una clarificación del zumo para eliminar las partículas coloidales y en suspensión, lo que puede hacerse por ultrafiltración. También se aplica OI para la preconcentración del jarabe. En la clarificación del vino, existen varias etapas de filtración, desde el desbaste hasta la esterilización, que pueden ser sustituidas por una etapa de microfiltración. También se puede utilizar la OI para concentrar el vino y acelerar el proceso de precipitación tartárica, o para obtener vino y cerveza con bajo contenido de alcohol. La microfiltración se utiliza normalmente para esterilizar la cerveza en frío. En los mataderos, el residuo principal que se obtiene es la sangre, que se puede recuperar, separar y purificar mediante membranas de UF. La gelatina en polvo animal, rica en proteínas coloidales y formada a partir de la hidrólisis del colágeno, se puede obtener por ultrafiltración, con lo que se obtienen mejores resultados que con la evaporación y el secado tradicionales.