Tema 61 - Educajob.com
Anuncio

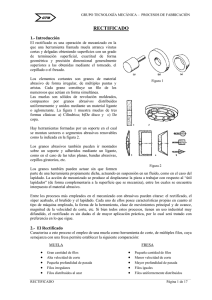
Tema 61. Mecanizado por abrasión. Clasificación. Abrasivos. Muelas. Operaciones. Máquinas que se emplean: prestaciones y funcionamiento. MECANIZADO POR ABRASIÓN 1. ABRASIÓN Es la acción y el efecto de desgaste por fricción. Este procedimiento de conformación se basa en las propiedades cortantes de los abrasivos contenidos en las muelas: unos productos de gran dureza y resistencia al calor y usados en distintas máquinas-herramientas tales como: esmeriladoras, rectificadoras, afiladoras... Estos abrasivos, reducidos a granos de tamaño mínimo, están dispersos de la forma más homogénea posible en el seno de una masa aglutinante que los sostiene y que, a la vez, permite conformar la herramienta abrasiva o muela, de modo que sea apta para el trabajo de esmerilado. La alta velocidad de corte desarrollada de (ordinario muy superior a la de otra máquinas herramientas), junto con la capacidad de arrancar virutas microscópicas, permiten alcanzar precisiones y calidades superficiales imposibles de obtener por otros procedimientos. Por esta razón, el rectificado es un método de trabajo que se emplea para acabar piezas mecanizadas con anterioridad con las demasías adecuadas (torneadas, fresadas, etc.), cuando sus características mecánicas así lo aconsejan. El rectificado también resulta imprescindible para mecanizar piezas de gran dureza superficial, como es el caso de las piezas templadas. CLASIFICACIÓN El rectificado requiere como mínimo la conjunción de tres movimientos, el de corte, realizado por la muela; el de avance o alimentación, realizado por la pieza y el de penetración que casi siempre lo efectúa la muela. Por otro lado, el rectificado se aplica a superficies de revolución de generatrices rectas (cilíndricas, cónicas,...) o curvas y también a superficies planas. En consecuencia, las diversas variedades de rectificado dependen de la combinación armónica de los movimientos necesarios y de la naturaleza geométrica de las superficies a tratar. A grandes rasgos, los rectificados más importantes son: - Rectificado Rectificado Rectificado Rectificado Rectificado Rectificado plano con muela frontal. plano con muela tangencial. cilíndrico exterior. cilíndrico interior. sin centros. de perfiles. Cuando el rectificado sirve para obtener las caras de corte de una herramienta, entonces se denomina afilado y se realiza en máquinas especializadas. 2.1. Rectificado plano con muela frontal: En este sistema el eje de la muela es perpendicular a la superficie que debe rectificarse. Por consiguiente, la muela, que es cilíndrica, ataca la pieza por su cara frontal, mientras gira a una velocidad de corte Vm determinada (movimiento de corte) al mismo tiempo avanza periódicamente en dirección axial hacia la pieza, lo que constituye el movimiento de penetración av que ocasiona la profundidad de pasada. La pieza se desplaza longitudinalmente a una velocidad vp y transversalmente con un avance ar si el ancho a rectificar el mayor que el diámetro de la muela; no obstante, en algunas máquinas, estos movimientos los realiza la muela. 2.2. Rectificado plano con muela tangencial: La disposición básica de este tipo de procedimiento es el paralelismo existente entre el eje de la muela y la superficie a rectificar. La muela arranca la viruta trabajando por su periferia, lográndose así rectificados de mayor calidad superficial y precisión, debido al escaso contacto entre la pieza y la muela que, teóricamente, se reduce a la tangencia de una superficie plana con la cara lateral de un cilindro. La muela está animada de un movimiento de rotación sobre su eje Vm al mismo tiempo que dispone de un desplazamiento vertical ar al término de cada pasada completa. Por su parte la pieza se mueve longitudinalmente para conseguir el avance o alimentación vp y también transversalmente ap cuando finaliza una pasada completa, en función del ancho de la muela y de la calidad que se desea obtener. (NO ES EL TEMA COMPLETO – ES UNA MUESTRA DEL TEMA)