1
UNIVERSIDAD DE ANTOFAGASTA
FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA MECANICA
SELECCIÓN DE MATERIALES
APLICACIONES AL DISEÑO
ANDREA HENRIQUEZ GIUSTI
RAUL HENRIQUEZ TOLEDO
MARZO 2019
2
PROLOGO
Es altamente probable que nuestros primitivos antepasados hayan
tenido muy pocos problemas para seleccionar los materiales que
necesitaban para sus actividades cotidianas. El espectro donde podían
elegir era bastante reducido: maderas, huesos, cueros-pieles y rocas.
Sus problemas deben haber consistido en discernir entre maderas
blandas y duras y entre rocas blandas y duras, tales como el pedernal
o sílice (óxido de silicio, SiO2), dependiendo de la función que iba a
tener la pieza que estaban elaborando. Para fabricar las puntas de sus
herramientas y armas, naturalmente tenían que inclinarse por los
materiales más duros, pero para utensilios domésticos no era
necesaria esta propiedad.
Después de haber transcurrido miles de años, el francés Gustavo
Eiffel tampoco dispuso de una gran variedad de materiales. Todavía
no se había desarrollado el acero, por lo que, para la construcción de
su famosa Torre de Eiffel, inaugurada el año 1889, recurrió al hierro
pudelado, un proceso de refinación del hierro fundido en el que se
extrae mucho carbono y azufre, siendo ya la antesala de lo que sería
el acero, obtenido por el proceso Bessemer. Las uniones
necesariamente tuvieron que hacerse remachadas, todavía no se
desarrollaba la soldadura.
En la época de Eiffel se desconocían las aleaciones livianas de
aluminio y magnesio, de titanio; el advenimiento de los polímeros y
cerámicas avanzadas ocurriría varios decenios después, y la
introducción de los materiales compuestos (composites) podríamos
decir que es reciente.
En la actualidad hay que lidiar con miles de materiales disponibles,
con propiedades que pueden ser muy semejantes entre algunos de
ellos, pero en otros pueden diferir notablemente. Eso hace necesario
recurrir a procedimientos sistemáticos rigurosos con el fin de que la
elección del material sea la más adecuada para la pieza que se va a
fabricar y la aplicación que tendrá esta pieza.
El Volumen 20 del Metals Handbook de ASM, ―Materials Selection and
Design‖ [1], contiene varios capítulos dedicados a esta materia, por lo
que constituye una excelente referencia, pero algunos de los
3
procedimientos propuestos son de tipo cualitativo, por lo que son muy
susceptibles a introducir sesgos y criterios que pueden llegar a ser
subjetivos. Algunos de los métodos cuantitativos, por otra parte,
suelen ser un poco ambiguos o algo confusos en algunos aspectos.
El Profesor Michael Ashby [2], de la Universidad de Cambridge, Reino
Unido, con las Cartas o Mapas de Ashby, contribuyó notablemente a
una comprensión global de las propiedades de las grandes familias de
materiales. La incorporación de propiedades normalizadas o
específicas, tales como Resistencia/Densidad, Resistencia/Módulo de
Elasticidad, Tenacidad/Densidad, Resistencia/Costo, etc., reducen
considerablemente el tiempo de búsqueda de las mejores soluciones,
y echan por tierra muchos prejuicios que solemos tener los ingenieros
en estas materias. Sus Mapas se usan extensamente en este libro.
Por su parte, los autores, especialmente el Profesor Raúl Henríquez
Toledo, con una larga experiencia en la enseñanza de la Ciencia de
Materiales, del Diseño Mecánico y del Análisis de Fallas, han
encontrado que, cuando se cuenta con información de las causas que
han originado la falla de una pieza, si se incorpora esta información
para la selección del material de la pieza de reemplazo, o en el diseño
de una nueva pieza para una máquina antigua o una nueva, se
disminuye notablemente la probabilidad de una falla prematura debida
a las mismas causas que la pieza original.
En este contexto, los autores relacionan los modos de fallas con las
propiedades de los materiales que mejor responden a evitar la
ocurrencia de fallas. Se usan los Mapas de Ashby para la selección de
una familia de materiales (o de la mejor), que provea una solución
para la aplicación. Pero hay factores, tales como la disponibilidad del
material, cercanía de proveedores, confianza en los proveedores,
prestigio de los fabricantes, que suelen ser un tanto subjetivos, pero
algunos suelen ser de bastante importancia al momento de tener que
tomar decisiones. Por esta razón, complementando los métodos de
selección de Ashby, hemos incorporado un sencillo método matricial,
que permite hacer una evaluación cuantitativa final. Ahora con
materiales y propiedades específicas.
Este texto ya se ha usado como Curso obligatorio en el Programa de
Magister en Ingeniería y Tecnología de los Materiales y en Cursos de
4
Formación Profesional de las Carreras de Ingeniería Mecánica de la
Universidad de Antofagasta, Chile.
El nivel del curso supone que el estudiante ha aprobado algún curso
de Ciencia de Materiales, otro de Resistencia de Materiales, uno de
Diseño Mecánico, e idealmente un Curso de Análisis de Fallas. Es
importante el Curso de Diseño Mecánico, porque normalmente el
Ingeniero de Diseño no es un especialista en Materiales y, entonces,
dada la enorme diversidad de materiales existentes, ¿qué material
elige para su aplicación?
En el último capítulo se incluyen sugerencias para más de cien
ejercicios, problemas, aplicaciones e investigaciones, con el objetivo
de contribuir a la mejor comprensión de los procesos de selección de
materiales.
Los autores, con este pequeño aporte esperan contribuir al
mejoramiento de los procesos de selección de materiales y, con ello,
lograr mejores diseños y mejores desempeños de máquinas y
equipos.
Agradecemos al Departamento de Mecánica de la Universidad de
Antofagasta por haber permitido el desarrollo de este tipo de trabajo
Andrea Henríquez Giusti
Raúl Henríquez Toledo
ANTOFAGASTA, Marzo de 2019.
5
INDICE
Materia
Página
Prólogo
02
Indice
05
Capítulo 1:
Visión global del proceso de selección de materiales
1.1 Introducción
1.2 Desarrollo de los materiales de ingeniería
1.3 Requerimientos para los materiales de ingeniería
1.4 Función del componente
1.4.1 Soportar o transmitir cargas (fuerzas y/o momentos)
1.4.2 Resistir temperaturas
1.4.3 Resistir ataques químicos
1.4.4 Otras funciones
1.5 Diseño con propiedades limitantes
1.6 Proceso de selección de materiales
1.6.1 Selección de materiales para un nuevo diseño
1.6.2 Sustitución de materiales para un diseño existente
09
09
14
16
17
19
20
21
21
23
25
25
26
Capítulo 2: Modos de fallas
2.1
Generalidades
2.2
Modos de falla observados
2.3
Descripción de los modos de fallas
2.3.1 Falla por deformación elástica
2.3.2 Falla por deformación plástica (fluencia)
2.3.3 Falla por fractura
2.3.3.1 Fractura dúctil
2.3.3.2 Fractura frágil
2.3.3.3 Fractura por fatiga
2.3.4 Falla por corrosión
2.3.5 Falla por desgaste
2.3.6 Falla por impacto
2.3.7 Falla por creep o falla por termofluencia
2.3.8 Falla por choque térmico
2.3.9 Falla por pandeo
28
28
29
31
31
32
33
34
34
36
39
40
42
43
44
44
6
2.3.10 Falla por corrosión – fatiga
45
Capítulo 3. Propiedades mecánicas de los materiales
3,1
Introducción
3.2
Ensayo de tracción
3.2.1 Curva Tensión – Deformación ζ – ε
3.2.2 Módulo de elasticidad E
3.2.3 Tensión de fluencia
3.2.4 Consideración del costo
3.2.5 Resistencia a la tracción
3.2.6 Otras propiedades del ensayo de tracción
3.3.
Dureza
3.3.1 Dureza al rayado
3.3.2 Dureza a la penetración
3.3.2.1 Dureza Brinell
3.3.2.2 Dureza Rockwell
3.3.2.3 Dureza Vickers
3.3.2.4 Durómetros portátiles
3.4
Prueba de Charpy
3.5
Fractura y tenacidad a la fractura
3.5.1 Introducción
3.5.2 Resistencia y tenacidad
3.5.3 Tenacidad a la fractura
3.5.3.1 Intensidad de tensiones ki y tenacidad a la fractura kic
3.5.3.2 Tasa de liberación de energía G y tenacidad Gc
3.5.4 Zona plástica en la punta de la grieta
3.6.
Mapas de los materiales para la tenacidad
3.6.1 Mapa Módulo-Tenacidad a la Fractura
3.6.2 Mapa Tenacidad a la Fractura-Resistenci
3.7
Orígenes de la tenacidad
3.7.1 Energía de superficie
3.7.2 Fractura frágil por clivaje
3.7.3 Fractura dúctil tenaz
3.7.4 Transición dúctil – frágil
3.7.5 Otros tipos de fragilización
3.8
Indices para diseño restringido por fractura
3.8.1 Diseño limitado por energía
3.8.2 Diseño limitado por el desplazamiento
47
47
49
51
52
56
62
71
77
80
80
80
81
82
83
87
88
89
89
90
92
92
94
97
99
99
101
102
102
103
104
106
107
108
109
109
7
3.8.3
3.9
3.9.1
3.9.2
3.9.3
3.9.4
3.10
3.11
Dibujo de los índices en el mapa
Propiedades para la fatiga: daño por cargas cíclicas
Fatiga de altos ciclos y la curva S-N
Fatiga de bajos ciclos
Mapas de Ashby para el límite de fatiga
Daño por fatiga y agrietamiento
Efecto de la temperatura en las propiedades mecánicas
Manipulación de las propiedades
110
111
111
113
115
117
119
125
Capítulo 4: Propiedades térmicas
4.1
Introducción
4.2
Propiedades térmicas: definición y medición
4.3
Cartas de propiedades térmicas
4.3.1 Expansión térmica, α, y conductividad térmica, λ
4.3.2 Conductividad térmica, λ, y difusividad térmica, a
4.3.3 Conductividad térmica, α, y Tensión de fluencia ζy
4.4
Diseño para explotar las propiedades térmicas
4.4.1 Control de los esfuerzos térmicos
4.4.2 Sensor térmico y actuación
4.4.3 Gradientes térmicos
4.4.4 Conducción con resistencia: intercambiadores de calor
4.4.5 Aislamiento: paredes térmicas
4.4.6 Uso de la capacidad de calor: acumuladores de calor
4.4.7 Uso de los cambios de fase: amortiguadores térmicos
4.4.8
Materiales con memoria de forma y super elásticos
4.5
Uso de materiales a altas temperaturas
4.5.1 Introducción
4.5.2 Dependencia de la temperatura de las propiedades
de los materiales
4.5.2.1 Temperaturas de servicio máximas y mínimas
4.5.2.2 Dependencia lineal y no lineal de la temperatura
4.5.2.3 Flujo viscoso
4.5.2.4 Creep
4.5.2.5 Pruebas y curvas de creep
4.5.2.6 Daño y fractura por creep
4.5.3
Cartas para el comportamiento frente al creep
4.5.4
Materiales resistentes al creep
4.6
Metales y aleaciones refractarias
140
140
142
145
145
146
148
149
149
152
152
156
158
159
161
162
163
163
163
163
164
165
166
166
169
170
172
188
8
Capítulo 5: Propiedades eléctricas, magnéticas y ópticas
5.1
Propiedades eléctricas
5.2
Propiedades magnéticas de los materiales
5.3
Propiedades ópticas de los materiales
190
192
198
220
Capítulo 6: Oxidación, corrosión y degradación
6.1
Introducción
6.2
Oxidación, inflamabilidad y foto-degradación
6.3
Mecanismos de oxidación
6.4
Materiales que resisten la oxidación
6.5
Corrosión: ácidos, álcalis, agua y solventes orgánicos
6.6
Profundización: mecanismos de corrosión
6.7
La lucha contra la corrosión
6.8
Solventes orgánicos y parámetros de solubilidad
226
226
227
229
232
236
237
263
266
Capítulo 7: Matrices de decisión en la selección de materiales
7.1
Introducción
7.2
Ventajas de los métodos de decisión matriciales
7.3
Limitaciones de los métodos de decisión matriciales
7.4
Alternativas, criterios y factores de peso
7.5
Técnicas de decisión matricial
7.6
Método de Pugh
7.7
Método propuesto por autores
268
268
268
269
270
271
271
275
8.
289
Problemas, Ejercicios y aplicaciones
REFERENCIAS BIBLIOGRAFICAS
305
9
CAPITULO I
VISIÓN GLOBAL DEL PROCESO DE SELECCIÓN DE
MATERIALES
1.1. Introducción
El concepto ―diseñar‖ es tan amplio que puede incluir desde el diseño
de un jardín, un sombrero, un paraguas, hasta un reductor de
velocidades o una caja de cambios de un automóvil, o una pala o
rotopala, e incluso las grandes aeronaves con que nos sorprende cada
día la industria aeronática y aeroespacial. Esto hace necesario acotar
un poco este tremendo universo. Nosotros nos referiremos
específicamente al ―Diseño Mecánico‖ o ―Diseño de Máquinas‖,
entendiéndolo como ―el proceso de dar forma y dimensiones a una
pieza, máquina o equipo para cumplir una o más funciones
específicas‖.
Dar la forma a algo puede ser algo subjetivo; por ejemplo, una tubería
no necesariamente tiene que tener sección circular (claro que los
especialistas en diseño nos saldrán al paso para informarnos de las
desventajas de las secciones no circulares: aparición de
concentradores de esfuerzo en las esquinas, agrietamiento en los
dobleces o en las esquinas que favorecen la acumulación de
partículas del flujo que pueden reducir el área neta de flujo o ser
iniciadores de procesos de corrosión, etc.).
Las dimensiones dependerán de las cargas de servicio y del peso
propio, y de las propiedades del material que se haya seleccionado. Y
aquí se inicia de inmediato la relación permanente del ingeniero de
diseño con los procesos de selección de materiales. Este libro trata
sobre el diseño mecánico y el papel que cumplen los materiales en él.
Los componentes mecánicos tienen masa (peso); soportan cargas
(fuerzas y momentos); conducen el calor y la electricidad; aíslan del
calor o de la electricidad; están expuestos al desgaste y a ambientes
corrosivos; están construidos de uno o más materiales; tienen forma; y
deben ser fabricados; se les exige una vida útil; y, finalmente, fallan,
muchas veces en forma catastrófica, causando grandes pérdidas
económicas, ecológicas y de vidas humanas. El libro describe cómo se
relacionan estas actividades y cómo se pueden usar estas relaciones
10
para obtener el mejor desempeño de los materiales y de las piezas
que se fabriquen con ellos.
Desde que el hombre hizo sus primeros diseños tuvo que tomar
decisiones acerca de los materiales. Las pieles eran de utilidad para
sus ropas y para hacer más cómodas las viviendas, pero no servían
para defenderse de las fieras o de sus enemigos, para lo cual
necesitaba armas construidas de materiales más rígidos y más duros
que las pieles; recurre a las piedras, principalmente sílice (óxido de
silicio, SiO2), que encuentra disponible en forma natural en su hábitat.
En términos más técnicos ―el diseño es el proceso de traducir una
nueva idea o una necesidad del mercado en la información detallada a
partir de la cual se puede fabricar un producto‖ [3]. Cada una de las
etapas del diseño requiere decisiones sobre los materiales con los que
se fabricará el producto y el proceso para hacerlo. La cantidad de
materiales disponibles para el ingeniero es enorme: algo más de
120.000 están a su disposición. Y aunque la estandarización y la
globalización se esfuerzan por reducir el número, la aparición continua
y creciente de nuevos materiales con propiedades novedosas,
sorprendentes y hasta exóticas y explotables amplía aún más las
opciones.
(a)
(b)
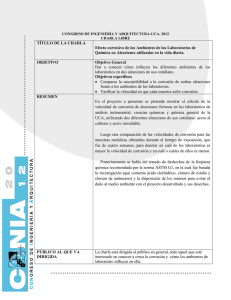
Fig. 1.1. Pala de la gran minería accionada por cables
11
La pieza o equipo que se diseña debe cumplir funciones. Pensemos
en un cable por ejemplo, que se enrolla en un tambor y levanta una
pieza (Fig. 1.1b). La carga que actúa entre el balde y la rueda superior
es una tracción simple, pero cuando pasa por la rueda se dobla y
queda sometido a flexión. Además, por la forma de construcción de los
cables (Fig. 1.1a), se produce un fuerte rozamiento entre los torones
que constituyen el cable y las propias hebras de los torones,
produciendo desgaste y el corte de estas hebras.
Para otra pieza, la función puede ser conducir vapor a alta presión y
alta temperatura, de modo que se le exigirá que tenga una buena
resistencia mecánica a temperaturas elevadas y, dependiendo del tipo
de fluido, una buena resistencia a la corrosión.
Queda claro entonces, que la definición de la función es una tarea que
exige alta rigurosidad para determinar todas las funciones que
desempeñará la pieza, así como las magnitudes o intensidades de
cada una de ellas (cargas, temperaturas, presiones, velocidades,
ambiente químico, tiempos de operación, etc.)
Entonces surge la pregunta: ¿cómo elige el ingeniero, de tan amplio
menú, el material que mejor se adapta a su función y propósito?
¿Debe confiar en la experiencia? En el pasado se hizo de esta forma,
adiestrando a aprendices que después se transformarían en maestros.
Pero el mundo del diseño de ingeniería de hoy es diferente, todo está
en contra del éxito de este modelo. Hay movilidad laboral, lo que
significa que el maestro que está aquí hoy se habrá ido mañana. Y la
rápida evolución de los materiales y de la información disponible sobre
ellos. Y las exigencias cada vez mayores que impone la tecnología
actual (velocidades supersónicas, temperaturas que exceden
largamente los 1000°C, o que están por debajo de -180°C, menores
consumos de combustible, menor peso, largas vidas útiles, fáciles de
mantener y de operar, tamaños reducidos, etc.).
Ciertamente, la experiencia sigue siendo importante, pero hoy día es
insuficiente. Se requiere de la existencia de procedimientos rigurosos
de selección, basados en los conocimientos y en resultados de
pruebas realizadas bajo estrictas normas, por ejemplo, ASTM Vol.
03.01 [3]. Debido a que no siempre es el ingeniero metalúrgico o de
materiales quien especifica el material, este libro intenta tratar la
12
selección de materiales para el diseño para beneficiar a todos los
ingenieros que participan en la selección de materiales con el
conocimiento de sus propiedades, sus procesos de fabricación, sus
modos de fallas, que conduzcan a un componente fabricados listos
para ensamblar. Seleccionar el mejor material para una pieza implica
más que seleccionar un material que tenga las propiedades para
proporcionar el desempeño necesario en el servicio; también está
íntimamente conectado con el procesamiento del material en la pieza
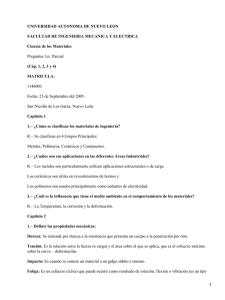
terminada (figura 1.2). Un material mal elegido puede aumentar el
costo de fabricación e incrementar innecesariamente el costo de la
pieza. Además, las propiedades del material se pueden modificar
mediante el procesamiento (beneficioso o perjudicial) y eso puede
afectar el desempeño en servicio de la pieza.
Diseño
Condiciones de servicio
Función
Costo
Materiales
Propiedades
Disponibilidad
Costo
Fabricación
Selección de equipos
Influencia sobre las propiedades
Costo
Fig. 1.2. Interrelación entre diseño, materiales y procesamiento
13
A nivel de diseño conceptual, esencialmente todos los materiales y
procesos se consideran de manera bastante amplia. La metodología y
los mapas de selección de materiales desarrollados por Ashby son
muy apropiados en esta etapa. La decisión es determinar si cada parte
del diseño estará hecho de metal, plástico, cerámica, composite o
madera, y reducirlo a un grupo de materiales.
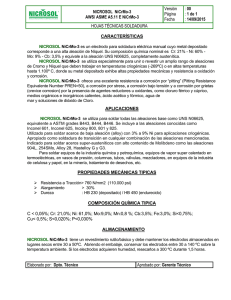
La Figura 1.3 contrasta los métodos de diseño y las herramientas
utilizadas en cada etapa con la selección de materiales y procesos.
Necesidad
del mercado
Herramientas
de diseño
Función de
síntesis
Función
modelar
Modelo sólido en
3D
Métodos de
diseño
Selección de
material
Proceso de
selcción
Aclaración de
tareas
Concepto
Todos los
materiales;
poca precisión
de los datos
Todos los
procesos; baja
resolución
Forma
Subconjuntos
de materiales;
mayor
precisión de
datos
Subconjunto
de procesos;
mayor
resolución
Un material;
alta precisión
de datos
Un proceso;
alta resolución
Función
desarrollo de
la estructura
Desarrollo de
la disposición
(layout)
Simulación
Métodos de
optimización
Modelación de
componentes
Optimización
de las formas
Optimización de
la fabricación
Detalle
DFM/DFA
Producto
Fig. 1.3. Esquema del proceso de diseño con herramientas de diseño a la izquierda y selección de
materiales y procesos a la derecha. En la etapa conceptual del diseño, el énfasis está en la
amplitud; en las últimas etapas, está en la precisión. FEM, modelado de elementos finitos; DFM,
diseño para fabricación; DFA, diseño para ensamblaje [1].
Un aspecto importante es que la elección del material para una pieza
no se puede hacer independientemente de la elección del proceso
mediante el cual se fabricará la pieza, se unirá, terminará. El costo
interviene, tanto en la elección del material como en la forma en que
se procesa el material. Así también influye el uso del material en el
entorno en el que operará en servicio. Y debe reconocerse que un
14
buen diseño de ingeniería por sí solo no es suficiente para vender
productos. En casi todo, desde electrodomésticos hasta automóviles y
aeronaves, la forma, la textura, el tacto, el color, la decoración del
producto (la satisfacción que brinda a la persona que lo posee o lo
utiliza) son importantes.
Los problemas de diseño no tienen una solución única o "correcta",
aunque algunas soluciones serán claramente mejores que otras. En
esto se diferencian de los problemas analíticos utilizados en la
enseñanza de la mecánica, las estructuras o la termodinámica, que
generalmente tienen respuestas únicas y correctas. Veamos, por
ejemplo, los automóviles, que cumplen la misma función: trasladar un
pasajero de un punto a otro; pero si se recorre un estacionamiento, se
verán decenas e incluso centenares de diseños distintos. Por lo tanto,
la primera herramienta que necesita un diseñador es una mente
abierta: la disposición a considerar todas las posibilidades.
1.2. Desarrollo de los materiales de ingeniería
Los materiales han tenido una gran importancia en el desarrollo de las
civilizaciones. Inicialmente, la prehistoria se divide de acuerdo al
material que usó el hombre: la edad de la piedra, del bronce y del
hierro, caracterizando la tecnología de su época. Y cuando el hombre
muere, lo entierran con sus objetos más característicos. Si se siguiera
esta tradición, habría que enterrar al hombre con su reloj de titanio, su
raqueta de tenis reforzada con fibra de carbono, etc. Esta no es la
edad de un material, es la edad de una inmensa gama de materiales.
Nunca ha habido una época en la que los materiales hayan tenido una
evolución más rápida y el rango de sus propiedades más variado.
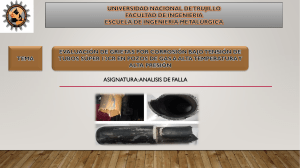
En la figura 1.4 se muestra la forma en que se desarrollaron los
materiales [2].
Los materiales de la prehistoria (> 10,000 aC, la Edad de Piedra)
fueron cerámica y vidrios, polímeros naturales y compuestos. Las
armas, casi siempre en la cima de la tecnología, estaban hechas de
madera y pedernal (sílice); construcciones y puentes, de piedra y
madera. El oro y la plata naturales estaban disponibles localmente y, a
15
pesar de su rareza, asumían una gran influencia como moneda, pero
su papel en la tecnología era pequeño. El desarrollo de la
termoquímica rudimentaria permitió la extracción de cobre y bronce
(Edad del Bronce, 4000–1000 aC), luego se pudo obtener el hierro
(Edad del Hierro, 1000 aC - 1620 dC) conduciendo a enormes
avances tecnológicos. La tecnología del hierro fundido (1620) permitió
el completo dominio de los metales en la ingeniería. Y, desde
entonces el desarrollo de los aceros (1850 en adelante), las
aleaciones livianas (1940) y las aleaciones especiales, han
consolidado su posición. Todavía, en la década de 1960, "materiales
de ingeniería" significaba "metales".
Sílice
Cerámicas
Pegamentos
Piedra
Sílice
Cerámica
Vidrio
Cemento
Refractarios
Portland
AÑO
Fig. 1.4. Evolución de los materiales de ingeniería con el tiempo
Naturalmente, también hubo desarrollo de otros tipos de materiales:
cementos mejorados, refractarios, vidrios, bakelitas, gomas, polietileno
y otros polímeros, pero el uso total de estos materiales fue muy
pequeño. Todo esto cambió a partir de 1960, donde ahora se vuelve
lenta la tasa de desarrollo de nuevas aleaciones metálicas, en cambio
16
la industria de polímeros y de materiales compuestos (composites)
crece rápidamente.
1.3. Requerimientos para los materiales de ingeniería
En términos generales, se deben tener en cuenta varios factores y
criterios en el proceso de selección de materiales.
Disponibilidad: local, nacional o internacional
Resistencia mecánica/Ductilidad
Tenacidad a la fractura
Confiabilidad
Desempeño frente a las temperaturas (bajas, ambiente, altas)
Propiedades térmicas y eléctricas
Propiedades químicas: Corrosión (medio ambiente)
Propiedades magnéticas
Propiedades ópticas
Fricción/ Desgaste: adhesivo, abrasivo, corrosivo, fretting
Procesamiento
Utilidad
Costo
Seguridad
Volumen/Peso (densidad)
Duración
Ruido
Forma
Flexibilidad/Rigidez
Control
Lubricación
Mantenimiento
Operación: condiciones de servicio (cargas, temperaturas, etc.)
Responsabilidad legal
Para hacer todas estas consideraciones es necesario trabajar tanto
con las propiedades de los materiales como con los requerimientos de
la operación (cargas, formas de aplicación de las cargas, temperatura
de trabajo, velocidades de operación, posibles entornos agresivos,
conexiones con otros materiales, gradientes térmicos, contacto con
residuos, etc.). En la mayoría de los casos también hay que incluir las
necesidades y requerimientos del cliente.
17
1.4. Función
Las máquinas y estructuras están diseñadas y construidas para
cumplir una función. Por ejemplo, una juguera, debe ser capaz de
transformar una fruta, agua y endulzante en líquido dulce con gusto a
la fruta que se agregó. Del mismo modo, un ascensor debe cumplir la
función de llevarnos de un piso a otro, subiendo o bajando. La función
de un automóvil es transportarnos de un punto a otro. Está claro que
cada uno de estos sistemas están constituidos por diversos
componentes, cada uno de los cuales tendrá su propia función dentro
de la máquina o estructura. Pensemos en la sencilla cadena que se
muestra en la fig. 1.5a, cuya función es simplemente soportar fuerzas
de tracción; pero también permite cambiar la dirección de las fuerzas.
A partir de esta función podría deducirse que el único requisito es una
buena resistencia a la tracción; pero si la cadena ha de operar en un
barco, habrá que exigir, además, una buena resistencia a la corrosión.
F
F
F
(a)
(b)
Fig. 1.5. (a) Fuerzas de tracción sobre una cadena: (b) Eslabón fracturado
18
La figura 1.5b muestra un eslabón fracturado. El eslabón es la parte
fundamental de la cadena; los eslabones le dan flexibilidad a las
cadenas.
La fig. 1.6 muestra el ―corazón‖ de un motor de combustión interna: eje
cigüeñal, biela y pistón. La biela es el componente que transmite la
fuerza impulsora que genera la explosión del combustible sobre el
pistón, al eje cigüeñal; pero, además, transforma el movimiento
rectilíneo alternativo del pistón, en movimiento circular continuo del eje
cigüeñal. Por lo tanto, debe tener buena resistencia mecánica, debe
ser rígida y soportar las temperaturas que se desarrollan al interior del
cilindro.
Pistón
Biela
Eje cigüeñal
Fig. 1.6. Sistema cigüeñal-biela-pistón
En resumen, la definición rigurosa de la función que deberá cumplir la
pieza que se está diseñando es, probablemente, la parte más
importante de un diseño, porque de esta definición se derivarán
muchos de los requerimientos de propiedades que deberá tener el
material con que se van a fabricar las piezas. Probablemente también
nos oriente acerca del proceso de fabricación más adecuado. En la
19
lista siguiente, que no pretende ser totalmente exhaustiva, se muestra
una gran cantidad de funciones, en algunos casos con subclases.
1.4.1. Soportar o transmitir cargas (fuerzas y/o momentos).
La aplicación de cargas puede manifestarse de diversas formas:
Permanente o transitoria; puntual o distribuida.
Aplicación: gradual o rápida (cargas de impacto)
Constante o variable: si es variable puede ser cíclica, aleatoria,
alternante o fluctuante (Fig. 1.7).
𝑅=
𝜎𝑀𝐼𝑁
𝜎𝑀𝐴𝑋
Fig. 1.7. Formas de cargas variables (de fatiga): (a) Completamente alternante o de amplitud
constante: ζMAX = -ζMIN; R = -1; ζm = 0. (b) Cargas fluctuantes con R entre -1 y 0; ζMIN < 0. (c)
Cargas fluctuantes con R entre 0 y +1, ζMIN 0.
20
Despegue
Esfuerzos, ζ
La fig. 1.8 [2] muestra un esquema de la forma en que varían los
esfuerzos sobre el ala de un avión, desde el carreteo previo al
despegue hasta el carreteo final, posterior al aterrizaje. Se observa
que mientras el avión se mantiene a la velocidad de crucero la
amplitud de los esfuerzos es constante, pero durante el despegue,
aterrizaje y, especialmente, en zonas de turbulencias, los esfuerzos
son completamente aleatorios.
Crucero
Turbulencia
Aterrizaje
Tiempo t
Carreteo
Carreteo
Fig. 1.8. Esquema del ciclado de los esfuerzos en la parte inferior del ala, considerando desde el
carreteo previo al despegue hasta el carreteo posterior al aterrizaja.
1.4.2. Resistir temperaturas
Los materiales con los que se fabrican los distintos componentes de
un equipo tienen que resistir las temperaturas de operación del equipo.
Estas temperaturas pueden ser:
Permanentes o transitorias
Bajas, temperatura ambiente (20°C), altas. Es bastante usual
definir como altas temperaturas aquellas que están por encima
de 0,4 veces la temperatura de fusión absoluta del material (°K).
A esta temperatura se produce recristalización del material, e,
incluso a temperaturas un poco más bajas en algunos metales,
iniciarse los procesos de creep o termofluencia.
21
Constante o variable. El cambio de temperaturas (cíclico o no)
genera variaciones de esfuerzos térmicos que pueden conducir a
la fatiga témica.
Homogeneidad: Si hay gradientes térmicos en la pieza, se
generan esfuerzos adicionales a los que producen las cargas.
1.4.3 Resistir ataques químicos
Por diversas causas, los materiales se ven expuestos a diversas
formas de ataque químico (corrosión) que incluyen desde la atmósfera
en la que operan hasta las materias que se procesan.
Atmósfera: Rural, urbana, industrial, marina.
Materiales de proceso: Muchas veces los materiales que se
procesan contienen agentes químicos agresivos. Por ejemplo,
los productos de la lixiviación del cobre, inevitablemente
contienen residuos de ácido sulfúrico (H2SO4); muchas
empresas mineras hoy operan con agua de mar, lo mismo que
hacen algunas plantas termoeléctricas. Las plantas de productos
químicos, de procesamiento de hidrocarburos y de alimentos,
suelen ser bastante agresivas para los materiales.
Procesos de fabricación: Algunos procesos de fabricación, como
los de limpieza química, deposición de
recubrimientos
electrolíticos, etc., también deben ser considerados en el
proceso de selección.
1.4.4 Otras funciones
Otras funciones que se les exige a los materiales pueden ser las
siguientes:
Conducir el calor
Aislar el calor
Conducir la electricidad
Aislar la electricidad
Reflejar la luz
Absorber la luz
Absorber energía
22
Permanecer rígido: por ejemplo, para los instrumentos de
medición de alta precisión, sería deseable que el material fuera
indeformable, es decir, perfectamente rígido. Las vigas de los
puentes deben deformarse lo menos posible. Los ingenieros
eléctricos deben lidiar con la catenaria de los cables de alta
tensión.
Ser flexibles: Al revés de los casos anteriores, un resorte debe
ser deformable, de modo que permita absorber o acumular la
mayor cantidad de energía posible o amortiguar vibraciones o
una carga de impacto.
La fig. 1.9 muestra las relaciones entre la función y los diversos
requerimientos que conducen a las propiedades necesarias del
material. En dicha figura se han incluido los modos de falla como
información importante que debe considerar el diseñador en la etapa
de selección de materiales; este tema será desarrollado en otro
capítulo.
Cargas
FUNCION
Temperatura
Otros
requerimientos
Entorno
Propiedades del
material
Modos de falla
Requerimientos
del cliente
Fig. 1.9. Relaciones entre la función y otros requerimientos que conducen a la selección adecuada
de un material para una cierta aplicación.
23
En un enfoque más amplio del diseño de ingeniería, Dixon y Poli [1]
sugieren un enfoque de cuatro niveles para la selección de materiales:
• Nivel I. En función de las propiedades críticas, determine si la pieza
estará hecha de metal, plástico, cerámica o material compuesto.
• Nivel II. Determine si las partes metálicas se producirán mediante un
proceso de deformación (forjado) o un proceso de fundición; para
plásticos, determine si serán polímeros termoplásticos o
termoendurecibles (termoestables).
• Nivel III. Reducir las opciones a amplias categorías de material. Los
metales se pueden subdividir en categorías como acero al carbono,
aceros aleados, acero inoxidable y aleaciones de cobre, aleaciones de
aluminio, aleaciones de titanio, aleaciones de níquel, etc. Los plásticos
se pueden subdividir en clases específicas de termoplásticos y
termoestables tales como policarbonatos y poliésteres.
• Nivel IV. Seleccione un material específico de acuerdo con un grado
o especificación específica.
Así, la selección de materiales y procesos es un proceso progresivo de
reducción de un gran universo de posibilidades hasta una selección de
materiales y procesos específica. Los niveles I y II a menudo pueden
ser suficientes para el diseño conceptual. El nivel III es necesario para
el diseño de la realización (configuración) y, en ocasiones, para el
diseño conceptual. El nivel IV generalmente se puede posponer hasta
el diseño detallado.
1.5. Diseño con propiedades limitantes
Muchas veces el desempeño de un componente está limitado por
algunas de las propiedades de los materiales de los que está hecho.
Esto significa que, para lograr un nivel deseado de conformidad en el
desempeño, los valores de las propiedades que limitan el diseño
deben cumplir con ciertos objetivos y los que no lo hacen no son
adecuados. En la caricatura de la figura 1.10, la rigidez, resistencia y
tenacidad son limitantes del diseño; si cualquiera de ellas es
demasiado baja, el avión no va a volar; también lo es el peso, si la
densidad es muy alta, el avión puede tener dificultades para volar. En
el diseño de las líneas de transmisión de energía eléctrica, la
24
resistividad es limitante del diseño; en el diseño de una lente de
cámara, es la calidad óptica y el índice de refracción.
Los materiales son elegidos mediante la identificación de las
propiedades de diseño que son limitantes y aplicando límites a ellos,
descartando aquellos que no cumplan con los límites.
Todo como debe ser
No es suficientemente rígido
(E es demasiado bajo)
No tiene suficiente resistencia
(tensión de fluencia
demasiado baja)
No tiene suficiente tenacidad
(KIC demasiado bajo)
Demasiado peso
(Densidad muy alta)
Fig. 1.10. Propiedades limitantes de un diseño
25
Del mismo modo que la propiedades limitantes caricaturizadas en la
fig. 1.10, pueden ser propiedades limitantes la conductividad térmica o
eléctrica, o la aislación térmica o eléctrica, la resistencia a la corrosión,
algunas propiedades ópticas, magnéticas, etc.
1.6.
Proceso de selección de materiales
Un problema de selección de materiales generalmente involucra una
de las dos situaciones siguientes:
• Selección de los materiales y los procesos para un nuevo producto o
un nuevo diseño.
• La evaluación de materiales alternativos o nuevas formas de
fabricación para un producto o diseño existente. Este trabajo de
rediseño por lo general se realiza para reducir costos, aumentar la
confiabilidad o mejorar el desempeño de la pieza. Por lo general, no es
posible realizar todo el potencial de sustituir un material por otro sin
considerar completamente sus características de fabricación. En otras
palabras, la sustitución simple de un nuevo material sin cambiar el
diseño rara vez proporciona una utilización óptima del material.
1.6.1. Selección de materiales para un nuevo diseño. En esta
situación, es conveniente seguir estos pasos:
1. Defina las funciones que debe realizar la pieza que se diseña y
tradúzcalas en las propiedades de los materiales requeridos, como
rigidez, resistencia mecánica, resistencia a la corrosión u otras, y
factores comerciales como el costo, la disponibilidad del material, la
calidad del servicio y/o asesoría técnica.
2. Defina los requisitos de fabricación en términos de parámetros tales
como la cantidad de piezas requeridas, el tamaño y la complejidad de
la pieza, las tolerancias y el acabado de la superficie requeridos, el
nivel de calidad general y la fabricación general del material.
3. Compare las propiedades y parámetros necesarios con una base de
datos de propiedades de materiales de gran tamaño (muy
probablemente informatizada) para seleccionar algunos materiales que
parecen prometedores para la aplicación. En este proceso de
26
selección inicial, es útil establecer varias propiedades de detección.
Una propiedad de filtrado es cualquier propiedad del material para la
cual se puede establecer un límite absoluto inferior (o superior). No se
permite ninguna desviación más allá de este límite. Es una situación
de si o no. La idea esta etapa en la selección de materiales es hacer la
pregunta: "¿Debería evaluarse este material para esta aplicación?"
4. Investigue los materiales candidatos en más detalle, particularmente
en términos de desempeño del producto, costo, fabricación y
disponibilidad en los grados y tamaños necesarios para la aplicación.
Las pruebas de propiedad de materiales y otras pruebas a menudo se
realizan en esta etapa.
5. Desarrollar datos de diseño y / o una especificación de diseño. El
paso 4 da como resultado la selección de un solo material para el
diseño y un proceso sugerido para la fabricación de la pieza. En la
mayoría de los casos, esto se traduce en el establecimiento de las
propiedades mínimas mediante la definición del material con un
estándar de material genérico como los emitidos por ASTM, la
Sociedad de Ingenieros Automotrices (SAE), Códigos ASME, Normas
europeas u otras. Para partes críticas en aplicaciones sensibles, por
ejemplo en áreas aeroespaciales y nucleares, puede ser necesario
llevar a cabo un extenso programa de pruebas para desarrollar datos
de diseño que sean estadísticamente confiables.
1.6.2. Sustitución de materiales para un diseño existente. En esta
situación, es recomendable realizar los siguientes pasos:
1. Caracterice el material utilizado actualmente en términos de
propiedades, desempeño, requisitos de fabricación y costo.
2. Determine qué características se deben mejorar para mejorar la
función del producto. A menudo, los informes de análisis de fallas
juegan un papel importante en esta etapa, debido a que contribuyen a
evitar los errores o defectos que pueden haber sido la causa de la
falla.
3. Busque materiales alternativos y / o distintas formas de fabricación.
Use la idea de proyectar propiedades para un mejor desempeño.
27
4. Compile una lista breve de materiales y formas de procesamiento y
utilícelos para estimar los costos de las piezas fabricadas. Un método
de análisis de ingeniería llamado ingeniería de valor ha demostrado
ser útil para este propósito. La ingeniería del valor es una metodología
de resolución de problemas que se centra en identificar las funciones
clave de un diseño para que los costos innecesarios puedan
eliminarse sin comprometer la calidad del diseño.
5. Evalúe los resultados en el paso 4 y haga una recomendación para
un material de reemplazo. Defina las propiedades críticas con
especificaciones o pruebas como en el paso 5 de la sección anterior.
Hay dos enfoques para determinar la mejor combinación materialproceso para una pieza. En el enfoque del material, el diseñador
comienza seleccionando una clase de material y verificándolo como se
describió anteriormente. Luego, se consideran y evalúan los procesos
de fabricación consistentes con el material seleccionado. El principal
factor a considerar es el volumen de producción y la información sobre
el tamaño, la forma y la complejidad de la pieza. Con el enfoque del
proceso, el diseñador comienza seleccionando el proceso de
fabricación, guiado por los mismos factores. Luego, los materiales
consistentes con el proceso seleccionado se consideran y evalúan,
guiados por los requisitos de desempeño de la pieza. Ambos enfoques
terminan en el mismo punto de decisión. La mayoría de los ingenieros
de diseño e ingenieros de materiales utilizan instintivamente el primer
enfoque de los materiales, ya que es el método que se enseña en la
resistencia de los materiales y los cursos de diseño de máquinas. Los
ingenieros de manufactura y aquellos fuertemente involucrados con la
ingeniería de procesos se inclinan hacia el otro enfoque. No se han
realizado estudios para determinar cuál conduce a los mejores
resultados.
28
CAPITULO 2
MODOS DE FALLA
2.1. Generalidades
Iniciaremos
este
capítulo
haciendo
algunas
definiciones
fundamentales, empezando por definir el término FALLA como
defecto material de una cosa que disminuye su resistencia; no
responder a lo que de ella se espera, o tener algún defecto que le
resta perfección. En forma más en general, la falla mecánica puede
definirse como cualquier cambio en el tamaño, forma, aspecto o
propiedades del material de una estructura, máquina o componente de
máquina, que lo hace incapaz de desarrollar satisfactoriamente su
función de diseño. Según el Metals Handbook de la ASM [4] (American
Society for Metals), se considera que una pieza o un conjunto de ellas
ha fallado, cuando se cumple alguna de las tres condiciones
siguientes:
a.
Cuando el equipo es completamente inoperable.
b.
Cuando aún siendo operable, no es capaz de cumplir
satisfactoriamente la función de diseño.
c.
Cuando el deterioro es tan evidente que su uso continuado es
poco confiable o inseguro, necesitándose la inmediata remoción del
servicio para su reparación o reemplazo.
El Análisis de Fallas puede definirse como la disciplina que se ocupa
de las formas de determinar la o las causas primarias que han
provocado una falla, con el objeto de que, una vez conocidas éstas, se
puedan determinar y ejecutar las medidas correctivas para prevenirlas.
Modo de falla: El modo de falla es el proceso físico o los procesos
que tienen lugar o combinan sus efectos para producir la falla. En
otras palabras es el hecho físico que se observa a simple vista como
la falla misma; por ejemplo fractura, corrosión, desgaste,
sobrecalentamiento, vibraciones excesivas, fuga de fluido de una
tubería, excesivo material particulado en lubricantes, etc. Según ISO
14224 [5] ―es el efecto por el cual una falla es observada‖
Causa de falla: La misma Norma ISO 14224 define causas de falla
―como las circunstancias durante el diseño, la fabricación o el uso, las
29
cuales han conducido a una falla. Esa norma enfatiza que para la
identificación de las causas de una falla, se necesita realizar una
investigación exhaustiva por medio de un análisis Causa Raiz de
Fallas para descubrir los factores físico, humanos y organizacionales
fundamentales, que pudieran ocasionarla‖.
Mecanismo de falla: Según API RP 581 [6] los mecanismos de falla
son los ―Procesos que inducen cambios perjudiciales en el tiempo y
que afectan las condiciones o propiedades mecánicas de los
materiales. Los mecanismos falla o de deterioro suelen ser graduales,
acumulativos y en algunos casos irrecuperables‖.
2.2. Modos de falla observados
La siguiente lista de modos de falla incluye todos los modos de fallas
mecánicas observados comúnmente [4]. Al revisar la lista puede
notarse que ciertos modos de falla son fenómenos simples, mientras
que otros son fenómenos combinados. Por ejemplo, la corrosión y la
fatiga están en la lista como modos de falla y la corrosión-fatiga se
presenta como otro modo de falla. Tales combinaciones están
incluidas debido a que ellas se observan comúnmente, son
importantes y usualmente son sinergéticas. Es decir, en el caso de la
corrosión-fatiga, por ejemplo, la presencia de corrosión activa agrava
los procesos de fatiga y, al mismo tiempo, la presencia de cargas
fluctuantes de fatiga agravan los procesos de corrosión.
1.
Deformación elástica inducida por fuerza y/o temperatura.
2. Deformación plástica (Fluencia).
3. Indentación (―Brinnelling‖).
4. Fractura dúctil.
5. Fractura frágil.
6. Fractura por Fatiga.
6a) Fatiga de altos ciclos.
6b) Fatiga de bajos ciclos.
6c) Fatiga térmica
6d)
Fatiga de superficie o de contacto (tensiones de Hertz).
6e) Fatiga por impacto.
6f) Corrosión–fatiga
6g) Fatiga por roce (―fretting‖).
7. Corrosión.
30
7a) Ataque químico directo (corrosión uniforme).
7b) Corrosión galvánica
7c) Corrosión en rendijas o hendiduras (―crevice corrosion‖).
7d) Corrosión por picado (―pitting‖).
7e) Corrosión intergranular.
7f) Lixiviación selectiva.
7g) Corrosión - erosión.
7h) Corrosión - cavitación.
7i) Daño por hidrógeno.
7j) Corrosión biológica.
7k) Corrosión bajo tensiones.
8. Desgaste.
8a) Desgaste adhesivo.
8b) Desgaste abrasivo.
8c) Desgaste corrosivo.
8d) Desgaste por fatiga de superficie.
8e) Desgaste por deformación.
8f) Desgaste por impacto.
8g) Desgaste por roce.
9. Impacto.
9a) Fractura por impacto.
9b) Deformación por impacto.
9c) Desgaste por impacto.
9d) Fretting por impacto.
9e) Fatiga por impacto.
10. Fretting.
10a) Fatiga por fretting.
10b) Desgaste por fretting.
10c) Corrosión por fretting.
11. Creep (termofluencia).
12. Relajación térmica.
13. Ruptura por tensiones.
14. Choque térmico.
15. Raspado (―galling‖) y agripamiento (―seizure‖).
16. Astilladura (―spalling‖).
17. Daño por radiación.
18. Pandeo.
19. Pandeo por creep.
31
20. Corrosión-desgaste.
21. Corrosión-fatiga.
22. Combinación de creep y fatiga.
2.3. Descripción de los modos de fallas. En esta sección se presenta
una descripción detallada de los modos de falla más frecuentes.
2.3.1. Falla por deformación elástica
Este es un modo de falla frecuente, y que se encuentra en
instrumentos de precisión y en dispositivos que operan con estrechas
tolerancias. Se produce por la acciones de fuerzas y/o temperaturas
que producen deformaciones elásticas. Pero por exigencias de las
aplicaciones, estas deformaciones pueden ser suficientemente altas
como para interferir con la operación del componente. La figura 2.1.
muestra dos casos de falla por deformación elástica; a la izquierda la
clásica falla por pandeo elástico; a la derecha una deformación
torsional excesiva que puede volver inoperable un sistema de
transmisión por engranajes.
Fig. 2.1. Falla por deformación elástica
En la figura 2.2 se muestra un pistón con anillos nuevos y anillos que,
en este caso, fallaron por desgaste, pero que también suelen fallar por
excesiva deformación provocada por calentamientos del motor.
32
Fig. 2.2. Falla de anillos de motor
2.3.2. Falla por deformación plástica (fluencia)
La falla por fluencia se produce cuando las tensiones exceden la
tensión de fluencia y la deformación plástica (no recuperable) en un
componente de máquina construido con material dúctil, debido a las
cargas o al movimiento operacional impuesto, llega a ser
suficientemente grande para interferir con la habilidad de la máquina
para llevar a cabo satisfactoriamente su función de diseño. Además,
debe tenerse presente, que cuando se produce fluencia, local o
generalizada, es porque la tensión aplicada ha excedido la tensión de
fluencia del material, lo que en muchos reglamentos y normas resulta
inaceptable. En la figura 2.3a se muestran diversas formas de falla por
deformación plástica de tubos sometidos a cargas de compresión, de
tracción y de flexión.
(a)
33
Figura 2.3. Falla por deformación plástica. (a) Tubos fallados por deformación plástica. (b) Eje
cardán de camión que falló por deformación plástico (Trabajo de Análisis de Falla realizado en
laboratorios del Depto. de Ingeniería Mecánica de la Universidad de Antofagasta).
En la medida que el material se deforma plásticamente se va
endureciendo siguiendo la curva esfuerzo – deformación, pero, al
mismo tiempo, va perdiendo ductilidad, es decir, se va haciendo más
frágil, por lo que no es sorprendente que la excesiva deformación
plástica puede culminar con fractura frágil.
2.3.3. Falla por fractura
El modo de falla por fractura incluye tres subcategorías de fallas, cada
uno de las cuales se distingue de las otras por su aspecto
macroscópico, aspecto microscópico, propiedades del material y por la
forma de aplicación de las cargas. Otra forma de clasificar las fracturas
es de acuerdo al camino que sigue la grieta, agrupándolas como
grietas intergranulares, cuando el camino de crecimiento es por los
bordes de grano, o transgranulares, cuando crecen a través de los
granos.
34
2.3.3.1. Fractura dúctil
La falla por fractura dúctil se produce cuando la deformación plástica,
en un componente de máquina que muestra comportamiento dúctil, es
llevada al extremo de que el miembro se separa en dos partes. En el
caso del ensayo de tracción, este tipo de fractura está estrechamente
asociada a la formación de un cuello, fenómeno conocido como
estricción; en la práctica adoptan la conocida forma de copa y cono
que se muestra en la figura 2.4. La iniciación y coalescencia de
huecos internos se propaga lentamente hasta la falla, dando una
superficie de ruptura fibrosa y opaca.
Fig. 2.4: Fractura de copa y cono en el ensayo de tracción
2.3.3.2. Fractura frágil
La falla por fractura frágil, que se muestra en la figura 2.5 para una
probeta de tracción, se produce cuando la deformación elástica, en un
componente de máquina que exhibe un comportamiento frágil, es
llevada al extremo de que los enlaces interatómicos primarios se
rompen y el miembro se separa en dos o más partes. Los defectos
preexistentes o grietas formadas en los lugares de iniciación, se
propagan muy rápidamente hasta la falla catastrófica, produciendo una
superficie de fractura granular, brillante y con múltiples facetas.
35
Las fracturas frágiles se caracterizan por una rápida propagación de la
grieta, con menor consumo de energía que la fractura dúctil y sin
deformación plástica generalizada apreciable. Se producen
típicamente en los materiales inherentemente frágiles (vidrios,
hormigón, fundiciones grises, aceros altamente templados sin revenir,
cerámicos en general).
Figura 2.5. Aspecto de una probeta de tracción de un material frágil
Bajo ciertas condiciones los materiales dúctiles pueden comportarse
en forma frágil. Hay tres causas que conducen a este tipo de
comportamiento: las altas velocidades de deformación (cargas de
impacto, como en el ensayo de Charpy), la aparición de esfuerzos
triaxiales, como en la última etapa del ensayo de tracción, después
que se inicia la estricción y las bajas temperaturas es la tercera de las
36
causas de este comportamiento. En la figura 2.6 se muestra el
comportamiento frente a la temperatura de un acero ASTM A 533, tipo
B. La temperatura de transición dúctil – frágil se produce
aproximadamente a 0°C.
Temperatura
de transición
dúctil-frágil
Figura 2.6. Ensayo de Charpy de un acero ASTM A 533, tipo B
2.3.3.3. Fractura por fatiga
Según ASTM E 1823 [9], ―fatiga es el proceso de cambio estructural
permanente localizado y progresivo que ocurre en un material
sometido a condiciones que producen tensiones y deformaciones
fluctuantes en algún punto o puntos y que puede culminar en grietas o
una fractura completa después de un número suficiente de
fluctuaciones‖.
En términos más simples, la falla por fatiga es un término general dado
a la separación imprevista y catastrófica, en dos o más partes, de un
componente de máquina o de una estructura, como resultado de la
aplicación de cargas o deformaciones alternadas o fluctuantes durante
un período de tiempo. La falla tiene lugar mediante la iniciación y
propagación de una grieta hasta que se hace inestable y se propaga
súbitamente hasta fallar. Las cargas y deformaciones que
37
habitualmente causan la falla por fatiga están bastante por debajo de
los niveles de falla estática (tensión de fluencia).
Cuando las cargas o deformaciones son de tal magnitud que se
requieren más de 10.000 ciclos para producir la falla, generalmente el
fenómeno se denomina fatiga de altos ciclos. Cuando las cargas o
deformaciones son de tal magnitud que se requieren menos de 10.000
ciclos para producir la falla, habitualmente el fenómeno se llama fatiga
de bajos ciclos.
Cuando el ciclado de cargas o deformaciones se produce debido a un
campo de temperaturas fluctuantes en un componente de máquina, el
proceso generalmente se denomina fatiga térmica.
La falla por fatiga de superficie o fatiga de contacto, normalmente se
asocia con superficies cilíndricas en contacto, la cual se manifiesta
como picaduras, agrietamiento y astilladura de las superficies en
contacto como resultado de las tensiones cíclicas de contacto de Hertz
que se producen para los valores máximos de las tensiones de corte
cíclicas, ligeramente por debajo de la superficie.
La fatiga por impacto, la corrosión-fatiga y la fatiga por roce, se
describirán posteriormente.
Considerando que se ha determinado en laboratorio el
comportamiento a la fatiga de muchos metales y aleaciones, resulta
sorprendente que aún ocurran en servicio muchas fallas mediante este
mecanismo. La dificultad se encuentra en el hecho de que hay una
gran cantidad de variables que influyen en el comportamiento a la
fatiga tales como: magnitud y frecuencia de aplicación de las tensiones
fluctuantes, presencia de una tensión media, temperatura, medio
ambiente, forma y tamaño de la probeta o pieza real, estado de
tensiones (uniaxial, biaxial o triaxial), presencia de tensiones
residuales, acabado superficial, presencia de concentradores de
tensiones (agujeros, chaveteros, cambios de sección, ranuras, hilos,
etc.), microestructura, daño por ―FRETTING‖ (desgaste de
componentes pareados con deslizamiento relativo), presencia de
uniones soldadas.
38
Las superficies de fractura por fatiga muestran una topografía típica
que se denominan ―marcas de playa‖ (beach marks), como se
observan en la fig. 2.7.
Inicio
Marcas de
playa
Propagación de la
grieta de fatiga
Fractura
catastrófica
Fig. 2.7. Superficie de fractura por fatiga mostrando marcas de playa y zona de ruptura frágil
catastrófica al final del proceso.
Una superficie de fractura con muchas marcas de playa indica bajos
esfuerzos y altos ciclos; por el contrario una fractura con pocas marcas
de playa es representativa de alto esfuerzo y bajos ciclos. El cambio
de curvatura de las marcas de playa indica la presencia o no de
concentradores de esfuerzos.
Los resultados de los ensayos de fatiga se representan normalmente
como las tensiones máximas o la amplitud de las tensiones versus el
número de ciclos para la fractura, N, usando una escala logarítmica
para el número de ciclos. Las tensiones pueden representarse en
escala lineal o logarítmica. La curva obtenida con los datos del ensayo
se llama curva S – N; también se la conoce como curva de Wöhler. En
la figura 2.8 se muestran tres curvas S - N típicas. Las dos curvas
superiores correspondientes a acero SAE 2340, son típicas de los
aceros, distinguiéndose una parte recta inclinada para bajos ciclos, la
cual se transforma en una línea horizontal para altos ciclos, con una
39
clara transición entre las dos; la intersección de estas dos líneas
representa el límite de fatiga, conocido también como límite de
duración; en algunos países se le conoce como límite de endurancia
(endurance limit).
100
Sa (kg/mm2)
Acero SAE 2340; HRc 48
Sin entalla
Acero SAE 2340; HRc 48
Con entalla
50
Aleación de Al 7075 T6
0
105
106
103
107
104
Log (Número de ciclos a la fractura, N
108
Figura 2.8. Curva S – N (de Wöhler)
2.3.4. Falla por corrosión [7]
La falla por corrosión, un término muy amplio, implica que un
componente de máquina se vuelve incapaz de cumplir su función
proyectada debido al deterioro no deseado del material como
resultado de la interacción química o electroquímica con el ambiente.
La corrosión frecuentemente interactúa con otros modos de falla tales
como desgaste o fatiga. La velocidad, extensión y tipo de ataque
corrosivo que pueden aceptarse varían ampliamente, dependiendo de
la aplicación específica.
El tipo de corrosión, su extensión y la velocidad a la que progresa, son
influenciadas por la naturaleza, composición y uniformidad (o no
uniformidad) del medio ambiente y de la superficie del metal en
contacto con dicho ambiente. Estos factores, generalmente no
40
permanecen constantes según progresa la corrosión, sino que son
afectados por los cambios que se imponen externamente y por los
cambios que ocurren como una consecuencia directa del mismo
proceso de corrosión.
Otros factores que tienen gran influencia en los procesos de corrosión,
incluyen la temperatura y gradientes de temperatura en la interfaz
metal – medio ambiente, presencia de hendiduras en el componente
metálico o ensamblaje, movimiento relativo entre el medio y la parte
metálica, y la presencia de metales diferentes en un medio
eléctricamente conductor.
El procesamiento y las operaciones de fabricación tales como
esmerilado de superficies, tratamientos térmicos, soldadura,
conformado en frío o en caliente, punzonado y corte, producen
cambios locales o generalizados sobre el componente metálico que,
variando de grados, afectan su susceptibilidad a la corrosión.
Cada aplicación específica determina la cantidad de metal que puede
perderse antes de considerar que una pieza ha fallado por corrosión.
En algunas aplicaciones, especialmente cuando se produce ataque
uniforme y generalizado, pueden aceptarse reducciones sustanciales
en el espesor del componente. En otras aplicaciones, donde es
importante la apariencia, o donde es inaceptable la decoloración o
contaminación de alimentos u otros productos en proceso o
almacenamiento, la disolución de pequeñas cantidades de metal
constituye una falla.
El ataque localizado, como el picado (pitting) por ejemplo, que puede
perforar las paredes de recipientes, tuberías u otros equipos
relacionados, suele causar fugas que constituyen fallas. Aún cuando el
ataque localizado sea relativamente poco profundo, puede dar origen
a concentradores de tensiones o generar hidrógeno sobre la superficie
del metal, y generar una falla por mecanismos distintos de la
corrosión.
2.3.5. Falla por desgaste
El desgaste es el cambio acumulativo, no deseado, de las
dimensiones debido a la remoción gradual de partículas discretas
41
desde superficies en contacto que están en movimiento, normalmente
deslizante, predominantemente como resultado de una acción
mecánica. El desgaste no es un proceso simple, sino un conjunto de
diferentes procesos que pueden tener lugar independientemente o
combinados, provocando la remoción de material desde las superficies
en contacto a través de una compleja combinación de cizalladura
local, labrado, escoplado, soldadura, desgarramiento y otros.
Generalmente se acepta que hay cinco grandes tipos de desgaste,
que son: desgaste adhesivo, desgaste abrasivo, desgaste corrosivo,
desgaste por fatiga de superficie y desgaste por deformación.
Adicionalmente, algunos especialistas incluyen los tipos de desgaste
por fretting y por impacto; algunos autores también consideran la
cavitación y la erosión, como otras formas de desgaste. Cada uno de
estos tipos de desgaste se produce por procesos físicos claramente
diferentes y deben tratarse separadamente, aún cuando varios de
estos tipos pueden actuar en forma combinada durante la operación
de una máquina.
Fretting: La acción de desgaste por rozamiento o fretting se produce
en la interfaz entre dos cuerpos sólidos cualesquiera, cuando ellos son
presionados uno con respecto al otro mediante una fuerza normal y
son sometidos a movimiento cíclico relativo de pequeña amplitud. El
fretting normalmente tiene lugar en uniones que no están proyectadas
para moverse, pero debido a cargas o deformaciones vibracionales,
experimentan pequeños movimientos relativos cíclicos. Típicamente,
los restos producidos por la acción del fretting quedan atrapados entre
las superficies, debido a los pequeños movimientos involucrados La
falla de desgaste por fretting se produce cuando los cambios
dimensionales de las partes pareadas, debido a la presencia de la
acción del fretting, llegan a ser suficientemente grandes para interferir
con las funciones de diseño adecuadas o para producir una
concentración geométrica de tensiones de tal magnitud que la falla se
produce como resultado del excesivo nivel de tensiones locales.
El ―fretting‖, consiste en una combinación de desgaste y corrosión.
Este es el caso, por ejemplo, que se produce en las superficies de
contacto entre ejes y poleas o engranajes. La falla por fatiga - fretting
es la fractura prematura por fatiga de un componente de máquina
sometido a cargas o deformaciones fluctuantes, junto con las
42
condiciones que producen simultáneamente la acción del fretting. Las
discontinuidades superficiales y microgrietas generadas por la acción
del fretting actúan como núcleos de grietas de fatiga, que se propagan
hasta la falla, bajo condiciones de carga de fatiga que, de otro modo,
podría ser aceptable. La falla por fatiga - fretting es un modo de falla
solapado, insidioso, debido a que la acción del fretting generalmente
está escondida dentro de una unión, donde no puede ser vista, y
conduce a una falla por fatiga prematura, inesperada, de naturaleza
repentina y catastrófica.
2.3.6. Falla por impacto
La falla por impacto se produce cuando una estructura o un miembro
de máquina es sometido a cargas dinámicas que producen en la pieza
tensiones o deformaciones de tal magnitud que la pieza no es capaz
de cumplir su función de diseño. La falla se produce por la interacción
de ondas de tensión o de deformación generadas por cargas
dinámicas o aplicadas súbitamente, las cuales pueden inducir
tensiones y deformaciones locales varias veces mayores que las que
podría inducir la aplicación estática de la misma carga.
a). Si las magnitudes de las tensiones y deformaciones son
suficientemente altas para causar la separación de la pieza en dos o
más partes, la falla se llama fractura por impacto.
b). Si el impacto produce deformaciones elásticas o plásticas
intolerables, la falla se denomina deformación por impacto.
c). Cuando hay impactos repetidos, se inducen deformaciones
elásticas cíclicas que conducen a la iniciación de una matriz de grietas
por fatiga, las cuales crecen hasta fallar mediante el fenómeno de
fatiga de superficie descrito anteriormente. En este caso el proceso se
llama desgaste por impacto.
d). Si la acción de ―fretting‖, como se describió en párrafos anteriores,
es inducida por pequeños desplazamientos relativos laterales entre
dos superficies que impactan juntas, donde los pequeños
desplazamientos son causados por deformaciones de Poisson o
pequeñas componentes tangenciales de velocidad, el fenómeno se
llama fretting por impacto.
43
e). La falla por fatiga por impacto se produce cuando una carga de
impacto se aplica repetitivamente a un componente de máquina, hasta
que ocurre la falla mediante nucleación y propagación de grietas por
fatiga.
2.3.7. Falla por creep o falla por termofluencia
La falla por creep o falla por termofluencia se produce cuando la
deformación plástica en un componente de máquina se acumula
durante un período de tiempo, bajo la influencia de tensiones y
temperaturas, hasta que los cambios dimensionales acumulados
interfieren con la capacidad del componente para cumplir
satisfactoriamente su función proyectada. Normalmente se observan
tres etapas de creep. (1). Creep primario o transitorio, período durante
el cual la velocidad de deformación disminuye; (2). Estado estacionario
o creep secundario, durante el cual la velocidad de deformación es
virtualmente constante; (3). Creep terciario, durante el cual la
velocidad de deformación aumenta, por lo general bastante
rápidamente, hasta que se produce la ruptura. Esta ruptura final se
llama ruptura por creep y puede producirse o no, dependiendo de las
condiciones de tensión – tiempo - temperatura.
En general, se acepta que el creep es importante a temperaturas
superiores a 0,5TF °K, no obstante, puede iniciarse a temperaturas
inferiores, las cuales se señalan a continuación:
Para metales
:
T > (0,3 – 0,4)TF °K
Para cerámicos
:
T > (0,4 – 0,5)TF °K
donde TF, es la temperatura de fusión absoluta (en °K).
Tanto el aumento de la tensión como el incremento de las
temperaturas, tienden a aumentar las velocidades de creep y,
consecuentemente, a disminuir los tiempos de duración de los
componentes.
La falla por relajación térmica, se produce cuando los cambios
dimensionales debido a los procesos de creep originan la relajación de
piezas predeformadas o pretensadas, hasta que no son capaces de
44
cumplir su función de diseño. Por ejemplo, si los pernos pretensados
de una brida de un recipiente de presión a alta temperatura, se relajan
en un período de tiempo debido al creep de los pernos, de modo que
finalmente las presiones máximas excedan la precarga, y la brida no
cumple su función selladora, los pernos habrán fallado debido a
relajación térmica.
La falla por ruptura por tensiones está también relacionada
íntimamente con los procesos de creep, excepto que la combinación
de tensiones, tiempos y temperaturas es tal que se asegura la ruptura
de la pieza en dos o más partes. En este tipo de falla, la combinación
de tensión y temperatura es tal que la etapa de creep estacionario es
muy corta o no existe.
2.3.8. Falla por choque termico
La falla por choque térmico se produce cuando los gradientes térmicos
generados en un componente de máquina son tan pronunciados que
las deformaciones térmicas diferenciales exceden la capacidad del
material de resistir, sin que haya fluencia o fractura. Esto puede ocurrir
en un tratamiento térmico, tanto en la etapa de calentamiento como en
la etapa de enfriamiento.
2.3.9. Falla por pandeo
La falla por pandeo se produce cuando, a causa de una combinación
crítica de magnitud y/o punto de aplicación de una carga, junto con la
configuración geométrica de un componente de máquina, la deflexión
de un componente aumenta fuertemente en forma repentina con sólo
un pequeño cambio de la carga. Esta respuesta no lineal conduce a la
falla por pandeo si el componente pandeado no es capaz de cumplir
su función de diseño. En la figura 2.9 se muestra una falla por pandeo
de una estructura.
En el caso de la falla por pandeo, como en varios otros modos de falla,
es imprescindible un análisis de esfuerzos, especialmente si actúan
45
esfuerzos combinados, con el propósito de evaluar si las dimensiones
y geometría de la estructura son adecuadas para la aplicación.
Fig. 2.9. Pandeo en estructuras
2.3.10. Falla por corrosión-fatiga
La corrosión-fatiga es una combinación de modos de falla donde la
corrosión y la fatiga combinan sus efectos perjudiciales para producir
la falla de un componente de máquina. Los procesos de corrosión
normalmente producen picaduras y discontinuidades superficiales que
actúan como aumentadores de tensiones, que, a su vez, aceleran la
falla por fatiga. Posteriormente, las grietas en la capa corroída,
generalmente frágil, también actúan como núcleos de grietas de fatiga
que se propagan hacia el material base. Por otra parte, las cargas o
deformaciones cíclicas producen agrietamiento y descascaramineto de
la capa de corrosión, con lo que se expone metal fresco al medio
corrosivo. Así, cada proceso acelera al otro, haciendo que, por lo
general, el resultado sea desproporcionadamente serio.
Las fallas por corrosión-fatiga son causadas por los efectos
combinados de un ambiente corrosivo y tensiones cíclicas de
magnitud suficiente. La corrosión-fatiga generalmente disminuye el
nivel de esfuerzo mínimo y/o el número de ciclos que causan falla con
respecto a un entorno inerte. Las grietas por corrosión-fatiga pueden
desarrollarse en sitios de concentración de esfuerzos (elevadores de
46
esfuerzo) tales
superficiales.
como
pits,
muescas
u
otras
irregularidades
Las grietas de fatiga térmica se desarrollan a partir de tensiones
excesivas inducidas por un ciclo rápido y cambios repentinos de la
temperatura del fluido en contacto con el metal del tubo a través del
grosor de la pared del tubo. Esto puede ser causado por arranques
rápidos de caldera por encima de los límites de parámetros de
operación apropiados. El enfriamiento de agua por rociado de
condensado en el medio de soplado de hollín y las tolvas de cenizas
inferiores también pueden inducir grietas de fatiga térmica. El
enfriamiento repentino de las superficies de los tubos provoca fuertes
tensiones debido a que el metal superficial enfriado tiende a
contraerse. Sin embargo, este metal queda restringido por el metal
más caliente debajo de la superficie. Los procedimientos que pueden
reducir estos gradientes de temperatura cíclicos repentinos
disminuyen o eliminan el agrietamiento por fatiga térmica.
El ciclado frecuente puede reducir la vida de diseño de los
componentes de alta temperatura de los pronosticados para el
funcionamiento en estado estacionario. Las condiciones de
temperatura cíclicas aceleran el ataque principalmente a través de la
pérdida de la escama protectora. Dependiendo de la gravedad de los
ciclos térmicos en un componente de alta temperatura, es probable el
astillado de la barrera térmica, recubrimientos cromados y
aluminizados. En ciertos casos, como en las superaleaciones de base
níquel en ambientes oxidantes a altas temperaturas, las condiciones
agresivas pueden retardar la propagación de la fractura por fatiga. Los
aceros inoxidables tienen buenos límites de fatiga por corrosión en
comparación con otros aceros.
47
CAPITULO 3
PROPIEDADES MECANICAS DE LOS MATERIALES
3.1. Introducción
En este capítulo se estudian las propiedades mecánicas de los
materiales, las que, probablemente sean las más familiares,
especialmente para los ingenieros mecánicos. El empleo exitoso de
metales en aplicaciones de ingeniería se basa en la capacidad de los
metales para cumplir con los requisitos de diseño y servicio y para ser
fabricados a las dimensiones adecuadas. La capacidad de un metal
para cumplir con estos requisitos está determinada por las
propiedades físicas y mecánicas del metal.
Las propiedades físicas son aquellas típicamente medidas por
métodos que no requieren la aplicación de una fuerza mecánica
externa. Los ejemplos típicos de propiedades físicas son la densidad,
las propiedades magnéticas (por ejemplo, permeabilidad),
conductividad térmica y difusividad térmica, propiedades eléctricas
(por ejemplo, resistividad), calor específico, y coeficiente de expansión
térmica. Las propiedades mecánicas, el enfoque principal de este
capítulo, se describen como la relación entre las fuerzas (o tensiones)
que actúan sobre un material y la resistencia del material a la
deformación y fractura. Esta deformación, sin embargo, puede o no
ser evidente en el metal después de que se retira la carga aplicada. Se
emplean diferentes tipos de pruebas, que utilizan una fuerza aplicada,
para medir propiedades, tales como módulo de elasticidad, elasticidad,
deformación elástica y plástica (es decir, alargamiento), dureza,
resistencia a la fatiga y tenacidad a la fractura. Las muestras típicas
para estas evaluaciones se muestran en la Fig. 3.1.
Las propiedades mecánicas dependen en gran medida de la
microestructura (por ejemplo, tamaño de grano, distribución de fases,
contenido de segunda fase), tipo de estructura cristalina (es decir, la
disposición de los átomos) y composición química (por ejemplo,
contenido de elementos de aleación, nivel de impurezas). Con
frecuencia existe una relación entre la microestructura y el desempeño
mecánico con aumento en la tensión de fluencia a medida que
disminuye el tamaño de grano. Relaciones como estas entre
48
estructura del metal y el desempeño hacen que la determinación de
las propiedades mecánicas sea importante para una amplia variedad
de aplicaciones estructurales, en el diseño de máquinas, en
metalurgia, en análisis y prevención de fallas, y en el desarrollo de
materiales para aplicaciones avanzadas.
Probeta plana
Probeta cilíndrica
Probeta de tracción con muesca
Flexión con tres puntos
De tracción conpacta
Fig. 3.1. Muestras típicas para (a) pruebas de tracción, (b) pruebas de tracción con muescas y (c)
pruebas de tenacidad a la fractura.
El diseño es la función última de la ingeniería en el desarrollo de
productos y procesos, y un aspecto integral del diseño es el uso de
propiedades mecánicas derivadas de pruebas mecánicas. El objetivo
básico del diseño del producto consiste en especificar los materiales y
los detalles geométricos de una pieza, componente y ensamblaje para
49
que un sistema cumpla con sus requisitos de desempeño. Por
ejemplo, el desempeño mínimo de un sistema mecánico implica la
transmisión de las cargas requeridas, sin fallas durante la vida útil preestablecida del producto según las condiciones ambientales (térmicas,
químicas, electromagnéticas, de radiación, etc.). Los requisitos para el
desempeño óptimo también pueden incluir criterios adicionales tales
como peso mínimo, costo mínimo del ciclo de vida, responsabilidad
ambiental, factores humanos, y seguridad y confiabilidad del producto.
Aunque las formas de productos existentes son de variedad infinita y
estas formas pueden estar sujetas a un sinfín de configuraciones
complejas de carga, unas pocas condiciones básicas de tensiones
describen las características esenciales del comportamiento mecánico
de cada componente del producto. Estas condiciones de esfuerzo son
las siguientes:
Tracción o compresión axial.
Flexión, cizallamiento y torsión.
Presión interna o externa.
Concentraciones de esfuerzo y cargas de contacto localizadas.
3.2. Ensayo de tracción
Aún cuando el Ensayo de Tracción es una de las pruebas estáticas
más utilizadas para determinar las propiedades mecánicas de los
metales y aleaciones, no siempre es empleado correctamente, o bien,
no se obtiene toda la información que es posible sacar de él. En los
párrafos siguientes se hace una descripción que pretende ser una
ayuda para los estudiantes de ingeniería que tienen que realizar dicho
ensayo en alguna parte de su Programa de Estudios, o que deben
conocer las propiedades más importantes de los materiales en las
aplicaciones que pueden surgir en las diferentes especialidades.
Muchos países han normalizado este ensayo, de manera que sea
fácilmente ejecutable y reproducible, y que los resultados obtenidos
puedan ser comparables. En nuestro país, la Norma chilena NCh 200,
recoge gran parte de la normalización existente al respecto. Como
complemento es interesante la consulta de las Normas ASTM A 370
(American Standards testing materials), E 4, E 66 y E 8.
50
El Ensayo de Tracción consiste en aplicar a una probeta plana o
cilíndrica, generalmente normalizada, una carga de tracción creciente,
en dirección a su eje longitudinal, hasta causar la rotura de ella. La
máquina de ensayo puede registrar mecánica o electrónicamente las
cargas y los alargamientos que ellas producen, o puede hacerse
también en forma manual; este registro procesado adecuadamente, es
el que permite determinar una gran variedad de propiedades
mecánicas del material ensayado.
La aplicación de una carga P a una probeta de longitud inicial L0,
inmediatamente produce un alargamiento ∆, como se muestra en la
figura 3.2.
P
P
L0
Fig. 3.2. Barra sometida a fuerzas de tracción
En la figura 3.3 se muestra una probeta con las dimensiones
normalizadas de acuerdo a Normas ASTM (American Standard
Testing Materials).
Fig. 3.3. Probeta de tracción normalizada en ASTM E 8.
Tabla 3.1. Dimensiones estándar ASTM para probetas de tracción
SECCION
G: Gage Length
D: Diámetro
R: Radio
A: Long. Mínima
Estándar
12,5
62,5 ± 0,1
12,5 ± 0,2
10
75
DIMENSIONES , mm
Probetas de Tamaño Reducido
9
6
4
2,5
45 ± 0,1
30 ± 0,1
20 ± 0,1
12,5 ± 0,1
9 ± 0,1
6 ± 0,1
4 ± 0,1
2,5 ± 0,1
8
6
4
2
54
36
24
20
51
3.2.1. Curva Tensión – Deformación ζ – ε (o esfuerzo-deformación).
La Figura 3.2 muestra una carga de tracción axial aplicada a una barra
de unión que representa, por ejemplo, un soporte de grúa de pluma,
un cable o un perno. Para este caso elemental, la tensión en la barra
se distribuye uniformemente sobre la sección transversal de la barra
de unión y viene dada por:
=
(3.1)
Donde, P es la fuerza (en unidades de fuerza: N, kgf, lbf)
A es el área (en m2, cm2, mm2, pulg2)
ζ es el esfuerzo en kg/mm2; kg/cm2; N/m2 = Pa (MPa); lb/pulg2 = psi
(kpsi).
Si se representan en un diagrama, las cargas P en las ordenadas y los
alargamientos o elongaciones ∆L en el eje de abscisas, se obtiene un
gráfico típico como el que se muestra en la figura 3.4.
Alargamiento ∆L mm
Fig 3.4. Diagrama Fuerza-alargamiento
Si se divide la carga P por el área de la sección transversal de la
probeta, A0, se obtiene la tensión o esfuerzo ζ que actúa sobre el
material. Si se divide el alargamiento ∆L por la longitud inicial de la
probeta, L0, se obtendrá la deformación unitaria ε. Utilizando escalas
adecuadas, la forma del diagrama no se altera, obteniéndose ahora un
52
diagrama tensión-deformación, ζ - ε. El diagrama de la figura 3.4 es
típico de un material dúctil. En el diagrama de la figura 3.4 pueden
verse tres regiones diferentes. La primera, llamada zona elástica, en
que el material cumple la Ley de Hooke que establece que en esta
región las tensiones son proporcionales a las deformaciones, como
muestra la proporcionalidad de la relación 3.2. La segunda región es la
zona plástica y la tercera es la zona de fractura.
ζ
ε
(3.2)
3.2.2. Módulo de elasticidad E
La expresión (3.2) puede transformarse en una ecuación introduciendo
la constante de proporcionalidad E, llamada Módulo de Young o
Módulo de Elasticidad longitudinal de los materiales. Por lo tanto la ley
de Hooke puede escribirse de la forma que se muestra en la ecuación
3.3. En la Tabla 4.2 se muestran los Módulos de Elasticidad de los
materiales más común es.
=
(3.3)
Tabla 3.2. Módulos de elasticidad E para varios metales en distintas unidades
MATERIAL
Acero
Latón
Cobre
Bronce
Aluminio
Hormigón
PVC
Pino chileno
kg/cm2 x 106
2,1
1,05
1,2
0,9
0,7
0,175
0,032
0,086
Módulo de Elasticidad E
Kg/mm2
GPa
21.000
206
10.500
103
12.000
117,7
9.000
88,3
7.000
68,7
1.750
17,2
320
3,1
860
8,4
psi x 106
30
15
17
12,8
10,1
2,5
0,45
1,22
El Profesor Michael Ashby, de la Universidad de Cambridge, ha
introducido una novedosa metodología para ser usada en la Selección
de Materiales. El ha elaborado unos documentos llamados cartas o
mapas de Ashby. Aquí introduciremos el primero de ellos, que se
muestra en la fig. 3.5. En este Mapa de Ashby se muestran los
módulos de elasticidad de todas las grandes familias de materiales
(Metales, Polímeros, Cerámicos y Composites o compuestos), a
diferencia de la Tabla 3.2 en la que se muestran solamente los
53
módulos de algunos metales. Incluso el Mapa de Ashby incluye
algunos materiales específicos, especialmente en metales y
polímeros.
Es tan notable la representación de Ashby que, en una sola mirada
nos permite tener una visión global de la gran mayoría de los
materiales. Así, si nuestra propiedad que manda es la rigidez,
tendremos de inmediato dos familias candidatas: metales y cerámicas;
pero si también hay exigencias de ductilidad, como veremos más
adelante, se descartan las cerámicas y quedan solo los metales; pero
si miramos la parte superior derecha, empiezan a emerger los
materiales compuestos o composites. Por el contrario, si buscamos
materiales flexibles, nuestra mirada se dirige a los polímeros, y, mejor
aún, a las gomas naturales.
Varias
potencias de 10
Compuestos
Fig. 3.5. Mapa de barras de los módulos de elasticidad E.
NOMENCLATURA:
POM = polioximetileno
ABS = acrilonitrilo butadieno estireno
PC = policarbonato
PTFE = politetrafluoroetileno (Teflón)
EVA = etilvinilacetato (Goma EVA)
BC = carburo de boro prensado en caliente
CFRP = polímero reforzado con fibra de carbono
Plywood = WPC = compuesto de madera y polímero
Al – SiC = Compuesto de aluminio y carburo de silicio
PS = poliestireno
PU o PUR = poliuretano
PE = polietileo
PP = poliprolpileno
WC = carburo de tungsteno
SiC = carburo de silicio
GFRP = polímero reforzado con
fibra de vidrio
54
Si combinamos la Ley de Hooke con las definiciones de esfuerzo y de
deformación, obtenemos:
P
L
PL L
E E
L
A
L
AE E
(3.4)
La ec. (3.4) muestra que el alargmiento de la barra, es decir, la
deformación ε = (∆L/L0) es inversamente porporcional al módulo de
elasticidad E; mientras más alto sea E, menor será la deformación. Lo
mismo ocurre para otras formas de carga: en flexión, la flechas son del
tipo y = (PL3/CEI), donde C depende de la forma en que la viga esté
cargada y apoyada. En torsión el ángulo de giro viene dado por la
expresión θ = (TL/GJ) (rads), donde T es el torque aplicado, L es la
longitud del eje, G es el módulo de rigidez o módulo de corte y J es el
momento de inercia polar; G = E/2(1 + ν) aunque la práctica se usa G
= 0,4E.
Para evitar la falla de la barra, la tensión o esfuerzo de la ec. (3.1)
debe ser menor que la tensión de falla o la resistencia del materia, ζf:
=
(3.5)
La tensión de falla, ζf, puede ser el límite elástico, ζo, si la deformación
permanente es el criterio para la falla, o la resistencia a la tracción
final, ζu, si la fractura es el criterio para la falla, o el límite de fatiga
para piezas que trabajan con cargas variables en el tiempo.
Ahora relacionemos la carta Ashby con el modo de falla por
deformación elástica: la pieza falla porque la deformación elástica
resulta excesiva para la operación de la pieza. Si observamos la ec.
(3.4) vemos al módulo E en el denominador, de modo que la solución
a este problema es el uso del módulo de elasticidad más alto posible.
Si no hay otra restricción el Mapa de Ashby de la fig. 3.5 nos muestra
que la mejor solución son los cerámicos: carburo de tungsteno (WC),
carburo de boro (BC), carburo de silicio (SiC) y alúmina (Al2O3), en ese
orden. Ligeramente más abajo encontramos los aceros (recordemos
que los aceros tienen el mismo módulo E, independientemente de su
resistencia)
55
El ensayo de tracción nos permite determinar experimentalmente
varias propiedades importantes del material. Transformaremos el
diagrama P - ∆L de la fig. 3.4 en el diagrama ζ – ε de la fig. 3.6,
habiendo hecho las transformaciones correspondientes.
σ, MPa
σu
σ0
Deformación, ε, mm/mm
εR
Fig. 3.6. Diagrama ζ – ε con sus puntos y zonas características
Ahora analicemos la fig.3.6 la que nos muestra varios aspectos que
constituyen las propiedades mecánicas que nos entrega esta prueba.
En primer lugar, la pendiente constante de la curva en la zona elástica
es el Módulo de Elasticidad E = (ζ/ε), que, como la deformación ε
(strain) es adimensional, resulta en las mismas unidades en las que se
mida el esfuerzo o tensión (stress).
Si ponemos una segunda exigencia, el peso de la pieza, representada
por su densidad ρ, de nuevo Ashby nos ayuda a resolver el problema.
El Mapa de la fig. 3.7 muestra una carta con la densidad ρ en abscisas
(peso) y el módulo de elasticidad E (rigidez) en ordenadas.
Supongamos que existe una aplicación hipotética en que el indicador
de desempeño viene dado por la relación E/ρ, lo cual significa que hay
proporcionalidad entre E y ρ. Trazamos la línea roja continua con
pendiente 1 (a 45°) sobre el mapa de Ashby: todos los materiales
ubicados en esa línea tienen el mismo desempeño frente a estas dos
características: por ejemplo, un metal con densidad 10 y módulo 10 da
una relación (10/10) = 1, idéntica a la de un polímero con densidad 1 y
módulo 1. Si se desplaza la línea hacia arriba se mejora la solución,
obteniendo como mejores soluciones, de nuevo las cerámicas,
aleaciones de aluminio y magnesio, y, sorprendentemente la madera
(wood).
56
Fig. 3.7. Mapa de Ashby para Módulo de elasticicidad y densidad
NOMENCLATURA:
B4C = carburo de boro, tetraboro o diamante negro
PEEK = Poliéter éter cetona
PMMA = poli (metil metacrilato)
PET = polietileno
PA = poliamida
tereftalato
3.2.3. Tensión de Fluencia
El punto en que se pierde la proporcionalidad, donde la línea recta se
transforma en una curva se llama límite elástico, límite de
proporcionalidad, límite de cedencia o tensión de fluencia, siendo esta
última la acepción de mayor uso. Representa el límite entre la región
elástica y la región siguiente, llamada zona plástica. La tensión de
fluencia se suele designar de varias formas:
RE (Según Norma Chilena NCh 200)
Y ( del inglés ―yield‖ = fluencia),
S0, ζ0, ζY (En algunos textos de uso común)
En el desarrollo de este texto se usa la denominación ζ0 para
referirnos al límite de elasticidad, tensión de fluencia o límite elástico
de los materiales .
57
Existen algunos materiales, como el cobre, que no tienen una tensión
de fluencia nítida, por lo que se ha definido una tensión de fluencia
convencional. Esta es la tensión necesaria para producir una
deformación especificada previamente (normalmente 0,1 ó 0,2%
según sea el caso, es decir, ε = 0,001 ó ε = 0,002). La tensión de
fluencia convencional, ζ0,2, se determina de la forma que se muestra
en la figura 3.8a: se traza una línea tangente a la curva en el origen, a
continuación una recta paralela a esta tangente, que se inicia en la
deformación convenida (0,002, en este caso); el punto en que esta
recta corta a la curva, determina la tensión de fluencia convencional.
La figura 3.8b muestra un diagrama tensión – deformación para un
material frágil (fundición, cerámicos, etc.); obsérvese que no muestra
tensión de fluencia y que la deformación es mínima (en vidrios,
fundiciones grises y algunas cerámicas la deformación es cero).
ζu
ζu
0,2
(a)
0,002
(b)
ε
ε
Fig. 3.8. Diagramas esfuerzo deformación. (a) Para un material dúctil. (b) Para un material frágil
Muchos diseños de estructuras y elementos de máquinas que trabajan
con cargas constantes y cuasi-estáticas, se diseñan para que el
esfuerzo aplicado o tensión (stress) no exceda la resistencia a la
fluencia (yield strenght); de hecho se usa el concepto de resistencia
admisible o permisible que es igual a la resistencia a la fluencia
dividida por un factor de seguridad FS que, dependiendo de diversos
factores con frecuencia puede variar entre 1,5 y 3; algunos Códigos
(ASME, API, etc) para ciertas aplicaciones especiales exigen factores
de seguridad de 5 y hasta 10 o más para el izaje de personas. Por lo
tanto ζADM = (ζ0/FS). Para aplicar la resistencia a la fluencia
introduciremos un nuevo mapa de Ashby: un mapa de burbujas con la
58
resistencia elástica ζY (o ζ0) en el eje vertical, y la densidad ρ en el eje
horizontal, como se muestra en la fig. 3.9.
Figura 3.9. Mapa de Ashby resistencia a la fluencia-densidad
De nuevo, si el único requisito es la rigidez (Mapa de Ashby fig. 3.7) el
mejor candidato es el carburo de boro (B4C), seguido de otras
cerámicas, aleaciones de titanio, aleaciones de níquel y aceros. En el
otro extremo, el peor material sería una espuma flexible de polímero.
Pero si, además de requerir resistencia a la fluencia pedimos que sea
liviano, la situación cambia notablemente.
A continuación estudiaremos tres aplicaciones en las que la rigidez y
el peso son las restricciones para el diseño: una barra tirante, un panel
delgado y una viga sometida a cargas de flexión, como se muestra en
la fig. 3.10.
Caso (a): Barra de sección circular sometida a tracción (Figura
3.10a)
59
Sección de Area A
Fuerza F
Deflección δ
Sección cuadrada
2
Area A = b
Fuerza F
Fuerza
F
Figura 3.10. Diferentes situaciones de carga. (a) Barra sometida a fuerzas de tracción. (b) Panel
delgada apoyada en dos lados, sometida a una fuerza central. (c) Viga de sección cuadrada,
apoyada en los extremos, sometida a una fuerza en el centro de la viga.
Su longitud L0 está especificada y debe resistir una fuerza de tracción
F sin alargarse elásticamente más de un valor δ. Su rigidez debe ser a
lo menos S* = F/δ. Este es un componente sometido a carga, por lo
que necesitará tener cierta resistencia (tenacidad). El objetivo es que
sea lo más liviano posible. El área de la sección transversal A es libre.
Los requerimientos de diseño, se enumeran en la Tabla 3.3. En primer
lugar, buscamos una ecuación que describa la cantidad a ser
maximizada o minimizada, Aquí la masa m es la eliminatoria. Esta
ecuación, llamada la función objetivo es:
m = AL0ρ
(3.6)
donde A es el área de la sección transversal y ρ es la densidad del
material de que está hecho. Podemos reducir la masa mediante la
reducción de la sección transversal, pero hay una restricción: el área
de la sección A debe ser suficiente para proporcionar una rigidez S*,
que, para un eslabón, está dada por la ecuación 3.7:
=
(3.7)
60
Tabla 3.3. Requerimientos de diseño para barra tirante con requisito
de rigidez
Función
Restricciones
Objetivo
Variables libres
Tirante
Rigidez S* especificada
Alguna tenacidad
Longitud L0 especificada
Minimizar masa
Elección del material
Selección del área de la sección
transversal
Restricciones
funcionales
Restricción geométrica
Si el material tiene un módulo bajo, se necesita una gran área A para
dar la rigidez necesaria; si E es alto, se necesita un área menor. Pero
cuál da la menor masa? Para encontrarla, eliminamos la variable libre
A entre las ecuaciones 3.6 y 3.7, dando:
=
( )
(3.8)
Tanto S* como L0 están especificados. El tirante más liviano que
proporcionará una rigidez S* es el que está hecho con el material con
el menor valor de ρ/E. Podríamos definir este como el ―índice del
material‖ del problema, buscando el material con un valor mínimo,
pero es más habitual expresar índices de una forma para la que se
solicita un máximo. Por lo tanto, invertimos las propiedades del
material en la ecuación (3.8) y definimos el Índice del material Mt
(subíndice "t" de tirante), como:
=
(3.9)
Mt se denomina la rigidez específica. Los materiales con un alto valor
de Mt son la mejor elección, a condición de que ellos también cumplan
con las demás limitaciones del diseño, en este caso de la necesidad
de una cierta tenacidad.
Ahora haremos el mismo ejercicio pero, en lugar de la rigidez, la
limitante será la resistencia a la fluencia (Mapa de Ashby, fig. 3.9).
61
Tabla 3.4. Requerimientos de diseño para barra tirante con requisito
de resistencia
Función
Restricciones
Objetivo
Variables libres
Tirante
Tensión de fluencia especificada Restricciones
funcionales
Alguna rigidez
Longitud L0 especificada
Restricción geométrica
Minimizar masa
Elección del material
Selección del área de la sección
transversal
Nuevamente, la función objetivo es:
m = AL0ρ
El esfuerzo aplicado es:
=
=
(3.10)
Reemplazamos en la ecuación anterior obteniendo:
=
( )
(3.11)
Igual que antes, invertimos las propiedades del material en la ecuación
(3.11) y definimos el Índice del material MR (subíndice "R" de
resistencia), como:
=
(3.12)
MR se denomina la resistencia específica. Los materiales con un alto
valor de MR son la mejor elección, a condición de que ellos también
cumplan con las demás limitaciones del diseño, en este caso de la
necesidad de una cierta rigidez (relacionada con E).
Copiamos de nuevo el Mapa de Ashby de la figura 3.9, pero ahora
agregamos las líneas representativas de los indicadores del material.
Se observa que el mejor material ahora es el compuesto de polímero
reforzado con fibra de carbono (CFRP), seguido de las aleaciones de
titanio y algunos cerámicos. En un mismo nivel con los aceros,
aparecen las aleaciones de níquel, algunos polímeros y, de nuevo,
62
sorprendentemente, las maderas con fibra paralela a las fuerzas. Para
esta aplicación, las espumas ocupan nuevamente el último lugar.
En esta segunda aplicación el modo de falla es la deformación
plástica, que se produce cuando el esfuerzo aplicado excede la
resistencia a la fluencia o límite elástico.
Fig. 3.9 REPETIDA, para agregar los índices de resistencia.
3.2.4. Consideración del costo
Con frecuencia se debe minimizar el costo, no el peso, que es el
objetivo primordial de un diseño; en otros casos, además de la
resistencia y el peso, hay que considerar el costo del material. El mapa
de la figura 3.11 muestra, en el eje x, los precios relativos por unidad
de volumen de materiales, normalizados a la del metal que se usa en
cantidades más grandes que cualquier otro: el acero corriente. El
hormigón, las espumas y la madera son los más baratos; los
polímeros, aceros y aleaciones de aluminio vienen después; metales
especiales como el titanio, la mayoría de las cerámicas técnicas y
algunos polímeros como PTFE y PEEK son caros. El mapa de Ashby
63
de la fig. 3.11 permite la selección de materiales que son rígidos y
baratos.
Rigidez
Resistencia
a la fluencia
Fig. 3.11. Mapa de Ashby para el costo de los materiales
Cuando el objetivo es minimizar el costo en lugar del peso, los índices
cambian. Si el precio del material es Cm $/kg, el costo del material
para hacer un componente de masa m es mCm. La función objetivo
para el costo C del material de la barra tirante, el panel o la viga, se
convierte entonces en:
C = mCm = ALCmρ
(3.13)
Procediendo como en los dos ejemplos anteriores se llega a índices
que son iguales a los de las ecuaciones ya deducidas, con ρ
reemplazado por Cmρ.
El costo del material es sólo una parte del costo de un componente
conformado; también está el costo de la fabricación: costo para dar la
forma, unirlo y terminarlo.
En la figura 3.12 se muestra un diagrama con los costos absolutos en
US$/kg de material. Es cierto que estos valores pueden variar año a
64
año, pero como valores referenciales en el inicio de un proyecto son
bastante útiles, los cuales deben ser afinados en etapas posteriores.
Fig. 3.12. Valores absolutos de las diversas clases de materiales
Ahora veamos cuánto costarían las soluciones óptimas encontradas
en los dos ejemplos anteriores. Para el caso limitado por rigidez se
encontró que la mejor solución era el carbonato de boro, B4C; el precio
de este material es unas 24 veces mayor que el acero al carbono
corriente. Para el caso limitado por la resistencia a la fluencia se
encontró que la mejor solución era el polímero reforzado con fibra de
carbono, CFRP; el precio de este material es unas 40 veces mayor
que el acero al carbono corriente. Es muy probable que estos costos
nos obliguen a bajar un poco nuestras expectativas respecto a la
rigidez y a la resistencia a la fluencia.
Caso (b) Minimizar el peso de un panel rígido y liviano
Un panel es una losa plana, como una mesa. Se especifican su
longitud L y anchura b pero su espesor h es libre. Se carga en flexión
por una carga central F (Figura 3.10b). La restricción de rigidez
requiere que no se debe desviar más de δ bajo la carga F y el objetivo
es, de nuevo que el panel sea lo más liviano posible. La Tabla 3.5
resume los requisitos de diseño.
65
Tabla 3.5. Requerimientos de diseño para un panel rígido y liviano
Función
Panel
Rigidez S* especificada
Longitud L y ancho b
especificados
Minimizar masa
Elección del material
Elección del espesor del panel h
Restricciones
Objetivo
Variables libres
Restricción funcional
Restricción geométrica
La función objetivo para la masa del panel es la misma que para la
barra tirante:
m = ALρ = bhLρ
(3.14)
Su rigidez a la flexión S* viene dada por la ecuación (3.15). Debe ser
al menos:
=
(3.15)
El momento de inercia, I, para una sección rectangular es:
=
La rigidez S*, la longitud L y la anchura b están especificados; sólo el
espesor h es libre. Podemos reducir la masa mediante la reducción del
espesor h, pero sólo en la medida que se cumpla la restricción de la
rigidez. El uso de las dos últimas ecuaciones para eliminar h en la
función objetivo para la masa da:
=(
)
⁄
(
)(
)
(3,16)
Las cantidades S*, L, b y C1 están todas especificadas; la única
libertad está en la elección del material. Los mejores materiales para
un panel rígido y liviano son los que tienen los menores valores de
ρ/E1/3 (de nuevo, siempre y cuando cumplan con cualesquiera de las
otras restricciones). Al igual que antes, vamos a invertir este valor,
buscando en cambio valores máximos del índice de materiales Mp
para el panel:
=
(3.17)
66
Esto no parece muy diferente del índice anterior, E/ρ, pero lo es. Esto
lleva a una elección diferente de material, como veremos en un
momento. Por ahora, tengamos en cuenta el procedimiento. Se
especificó la longitud del panel, pero nos quedamos con libertad para
variar el área de la sección. El objetivo es reducir al mínimo su masa,
m. Se utilizó la restricción de la rigidez para eliminar la variable libre, h.
A continuación, veamos la combinación de propiedades de los
materiales que aparecen en la función objetivo de la ecuación para la
masa. Es el índice para el problema.
Suena fácil, y es tan simple como que está claro desde el principio
cuáles son las restricciones que se está tratando de maximizar o
minimizar, y qué parámetros se especifican y cuáles son libres.
Si sacamos logaritmos a la ec. 3.17 se obtiene:
Log(Mp) = -Log(ρ) + (1/3) Log(E)
En un diagrama bilogarítmico, como las cartas de Ashby, esta es la
ecuación de una línea recta con pendiente 1/3 (18,43°). Volvemos al
mapa de Ashby de la fig. 3.5 y trazamos sobre el líneas con pendiente
1/3.
Fig. 3.9. REPETIDA para agregar indicadores de rigidez para el panel
67
En el mapa anterior se ve, nuevamente que los mejores materiales
son las cerámicas, pero estos materiales son frágiles y muy caros. Si
bajamos un poco encontramos aleaciones de aluminio, de titanio, de
cobre, de zinc, aceros, concretos, y de nuevo, la madera aparece
atractiva.
Veamos ahora si en lugar de la rigidez utilizamos la resistencia a la
fluencia como criterio de selección, de nuevo minimizando el peso. La
función objetivo es la misma que antes:
m = ALρ = bhLρ
El momento de inercia, I, y el módulo resistente para una sección
rectangular es:
=
=
=
=
El momento flector máximo está en el centro de la viga (L/2) y es:
=
=
El esfuerzo máximo en la viga es:
=
=
=
= (
)
⁄
La resistencia ζ0, la longitud L, la fuerza F y la anchura b están
especificados; sólo el espesor h es libre. Podemos reducir la masa
mediante la reducción del espesor h, pero sólo en la medida que se
cumpla la restricción de la resistencia ζ0. Despejamos h de la última
ecuación para eliminarla en la función objetivo de lo que se obtiene:
=(
)
⁄
(
) = (
)
⁄
(
⁄
)
(3.18)
Las cantidades ζ0, L, b y F están todas especificadas; la única libertad
está en la elección del material. Los mejores materiales para un panel
rígido y liviano son los que tienen los menores valores de ρ/(ζ0)1/3 (de
nuevo, siempre y cuando cumplan con cualesquiera de las otras
restricciones). Al igual que antes, vamos a invertir este valor,
68
buscando en cambio valores máximos del índice de materiales Mp
para el panel:
=
(
)
(3.19)
Volvemos al mapa de Ashby de la última figura y trazamos sobre el
líneas de trazos con pendiente ½ (26,6°). Se observa que los mejores
materiales, de acuerdo al criterio de resistencia a la fluencia y peso,
son las aleaciones de aluminio y composites.
Caso c: Viga sometida a cargas de flexión
Las vigas vienen en muchas formas: rectángulos sólidos, tubos
cilíndricos, vigas I, H, T y muchas más. Algunas de estas formas
tienen demasiadas variables geométricas libres para aplicar
directamente el método anterior. Sin embargo, si limitamos la forma de
tal manera que todas las dimensiones cambiarán en proporción a la
variación que tenga el tamaño general, el problema se vuelve tratable
de nuevo. Por consiguiente, consideramos vigas en dos etapas:
primero, identificar los materiales óptimos para una viga rígida y liviana
de una forma simple (como una sección cuadrada); luego, en segundo
lugar, se explora cómo se puede hacer más liviana, con la misma
rigidez, mediante el uso de una forma más eficiente.
Consideremos una viga de sección cuadrada A = b x b que puede
variar en tamaño pero con la forma cuadrada que se mantiene. Se
carga a la flexión en un tramo de longitud L, fijo, con una carga F en el
centro (Figura 3.10c). La restricción de la rigidez es, de nuevo, que no
se debe desviar más de δ bajo la carga F, con el objetivo de que la
viga debe ser lo más liviana posible. La tabla 3.6 resume los
requerimientos de diseño.
Tabla 3.6. Requerimientos de diseño
Función
Restricciones
Objetivo
Variables libres
Viga
Rigidez S* especificada
Longitud L
Sección de forma cuadrada
Minimizar masa
Elección del material
Area A de la sección transversal
Restricción funcional
Restricciones
geométricas
69
Procediendo como antes, la función objetivo es:
m = ALρ = b2Lρ
(3.20)
Su rigidez a la flexión S* viene dada por la ecuación (3.21). Debe ser
al menos:
=
(3.21)
El momento de inercia, I, para una sección cuadrada es:
=
=
(3.22)
Para una longitud dada L, la rigidez S* se consigue ajustando el
tamaño de la sección cuadrada. Ahora la eliminación de b (o A) en la
función objetivo para la masa da:
=(
)
( )(
)
(3.23)
Las cantidades S*, L y C1 están todas especificadas; los mejores
materiales para una viga rígida y liviana son aquellos con los menores
valores de ρ/E1/2. La inversión de esta cantidad para requerir valores
máximos del índice de materiales Mv para la viga da:
=
(3.24)
Este análisis fue para una viga cuadrada, pero el resultado, de hecho,
se cumple para cualquier forma, siempre y cuando la forma se
mantenga constante. Esto es una consecuencia de la ecuación (3.22);
para una forma determinada, el momento de inercia de un área
siempre puede ser expresado como una constante por A2, por lo que
cambiar la forma sólo cambia la constante C1 en la ecuación (3.23), no
el índice resultante.
Como se señaló anteriormente, las vigas reales tienen formas de
sección que mejoran su eficiencia en flexión, lo que requiere menos
material para conseguir la misma rigidez. Mediante la conformación de
la sección transversal, es posible aumentar I sin cambiar A. Esto se
consigue localizando el material de la viga tan lejos del eje neutro
70
como sea posible, como en tubos de paredes delgada o vigas I.
Algunos materiales son más susceptibles que otros a ser fabricados
en formas eficientes. La comparación de materiales sobre la base del
índice de la ecuación (3.24), por lo tanto, requiere de cierta cautela;
materiales con valores más bajos del índice pueden ―ponerse al día‖ al
ser hechos con formas más eficientes. De modo que es necesario
tener una idea del efecto de la forma en el desempeño a la flexión.
La figura 3.13 muestra una viga cuadrada sólida, de sección
transversal de área A. Si transformamos la misma área en un tubo,
como se muestra a la izquierda de la figura, la masa de la viga no
cambia. El momento de inercia del área, sin embargo, ahora es mucho
mayor, y también lo es la rigidez. Definamos la relación de I para la
sección en forma de un sólido de sección cuadrada con la misma área
(y por tanto la misma masa) como factor de forma Φ. Cuanto más
delgada es la forma más grande es Φ, pero hay un límite de que sea
demasiado delgado y el tubo se pandee, de modo que hay un factor
de forma máximo para cada material que depende de sus
propiedades. La Tabla 3.7 enumera algunos valores típicos.
Figura 3.13. Efecto de la forma de la sección sobre la rigidez de una viga.
71
Tabla 3.7. Efecto de la forma sobre la rigidez y la masa de diferentes
materiales
MATERIAL
Acero
Aleaciones de aluminio
Composites (GFRP, CFRP)
Madera
Factor de forma típico
(rigidez con respecto
a la de una viga
cuadrada sólida)
64
49
36
9
Razón de masa típico
por conformado (con
respecto a una viga
cuadrada sólida)
1/8
1/7
1/6
1/3
El cambio de forma también se utiliza para hacer estructuras más
livianas: es una manera de conseguir la misma rigidez con menos
material (Figura 3.13, derecha). La relación de masa está dada por el
recíproco de la raíz cuadrada del factor de forma máxima, Φ-1/2 (debido
a que C1, que es proporcional al factor de forma, aparece como (C1)-1/2
en la ecuación (3.18)). La Tabla 3.7 enumera el factor por el que una
viga se puede hacer más liviana, para la misma rigidez, mediante el
cambio de forma. Los metales y composites pueden ser mejorados
significativamente (aunque los metales son un poco mejores), pero la
madera tiene un potencial más limitado porque es más difícil de
conformar en formas eficientes, de paredes delgadas. Por lo tanto,
al comparar los materiales para la vigas livianas y rígidas utilizando el
índice de la ecuación (3.19), el desempeño de la madera no es tan
bueno como parece porque otros materiales se pueden convertir en
formas más eficientes. Como veremos, los materiales compuestos
(sobre todo CFRP) tienen valores muy altos de los tres índices Mt, Mp
y Mb, pero esta ventaja con respecto a los metales se reduce un poco
por el efecto de la forma.
3.2.5. Resistencia a la tracción
Cuando el sistema de cargas y deformaciones entran en la zona
plástica, se pierde la proporcionalidad; si se descarga el material éste
tiene una ligera recuperación elástica, quedando una deformación
plástica permanente. La carga sigue aumentando hasta que alcanza
un valor Pmáx. Este valor dividido por el área inicial de la probeta se
72
denomina Resistencia a la Tracción del material ó resistencia última;
se designa por:
RM (Según la Norma Chilena NCh 200)
UTS (Del inglés Ultimate Tensile Strength), ζú, Su
En la zona plástica no tiene validez la Ley de Hooke. En su reemplazo
se han propuesto varios modelos; uno de los más aceptados es el
modelo de Hollomon que establece:
ζR = Cεn
(3.25)
donde: ζR es el esfuerzo real
C es una constante llamada constante de resistencia
ε es la deformación real = Ln(L/L0)
n es el exponente de endurecimiento por deformación
En los textos de estudio, manuales y catálogos generalmente se
muestran las curvas esfuerzo-deformación basadas en esfuerzos y
deformaciones ingenieriles, las cuales se obtienen dividiendo la carga
aplicada por el área inicial y el cambio de longitud por el largo inicial,
respectivamente. Los esfuerzos y deformaciones reales se obtienen al
considerar el área y largo instantáneo durante la prueba de tracción.
Es decir:
=
(3.26)
Como el volumen permanece constante, podemos escribir:
=
V = AL = A0L0
=
( )
(3.27)
La deformación ingenieril es
=
=
=( )
(3.28)
Entonces, la ec. (3.27) se puede escribir en función del área inicial y la
deformación ingenieril:
73
=
=
( )=
(
)
=
(3.29)
La definición infinitesimal de la deformación real es:
=
=
∫
=∫
=
( )
(3.30)
Entonces, como (L/L0) = 1 + εING, tenemos una relación entre ambas
deformaciones:
=
( )=
(
)
(3.31)
En la zona elástica estas deformaciones son prácticamente iguales,
por lo que no se hace ninguna diferencia, pero en la zona plástica se
van diferenciando a medida que aumenta la magnitud de la
deformación. Por ejemplo: para εING = 0,4, se tiene que εR = 0,336, es
decir es casi un 16% inferior.
Ahora, usando las ecs. 3.26 y 3.29 podemos escribir el esfuerzo real
en función del esfuerzo ingenieril:
=
=
=
(
)
(3.32)
Si se toman logaritmos en la ecuación 3.25 se obtiene la ecuación de
una línea recta, de modo que ésta puede trazarse con el simple
conocimiento de las coordenadas de dos puntos. Veamos, por ejemplo
el caso del acero ASTM A 36, con ζ0 = 250 MPa y ζu = 420 MPa; las
deformaciones para la fluencia y la ruptura son 0,002 y 0,23 (para L =
50 mm), respectivamente. Las coordenadas de estos dos puntos son:
P1:
0,002
250
P2:
Ln(1,23) = 0,207
420
La figura 3.14 muestra un gráfico bilogarítmico de los datos anteriores
ajustados a una curva potencial. La ecuación de la recta es la
ecuación de Hollomon para el acero ASTM A 36. Teniendo la ecuación
de Hollomon, usando de nuevo Excel, construimos la Tabla 3.8, a
partir de la cual, ―construimos‖ la curva esfuerzo- deformación reales,
como se muestra en la fig. 3.15.
74
Esfuerzo aplicado, MPa
1000
y = 500,88x0,1118
100
1,E-03
1,E-02
1,E-01
1,E+00
Deformación real
Fig. 3.14. Obtención de la ecuación de Hollomon
Tabla 3.8. Esfuerzo- deformación reales
Deformación Esfuerzo
0
0
0,002 250,028114
0,05 358,326178
0,1 387,198522
0,15 405,154525
0,2 418,397272
450
Esfuerzo real, MPa
400
350
300
250
200
150
100
50
0
-0,05
0
0,05
0,1
0,15
Deformación real
Fig. 3.15. Curva ζ – ε reales
0,2
0,25
75
En esta sección introduciremos nuevos Mapas de Ashby, haciendo
algunas aclaraciones previas. En muchos de los mapas se usa la
notación ζf para referirse a la resistencia de falla. Este concepto puede
tener distintas connotaciones dependiendo del tipo de material.
Para polímeros y metales ζf es la tensión de fluencia o límite elástico;
pero como el rango de materiales incluye aquellos que se han
trabajado, el campo de la burbuja del mapa abarca desde la fluencia
inicial hasta la resistencia máxima; para la mayoría de los propósitos
prácticos es lo mismo en tracción y compresión. Para las cerámicas
quebradizas, la resistencia representada aquí es la resistencia al
aplastamiento en compresión, no la tracción que es de 10 a 15 veces
menor. Para los materiales frágiles ζf representa la resistencia a la
tracción. Para elastómeros, resistencia significa la resistencia al
desgarro. Para los materiales compuestos, es la resistencia a la
tracción (la resistencia a la compresión puede ser menor hasta un 30%
debido al pandeo de la fibra).
En la figura 3.16 se muestra un mapa para la selección cuando los
requisitos apuntan a la rigidez (E) y resistencia a la falla (con las
consideraciones ya señaladas).
Fig. 3.16. Mapa de Ashby para Módulo de elasticidad y resistencia de falla
76
Otra contribución de Ashby es el uso de lo que denomina propiedades
específicas o normalizadas, tales como E/ρ, ζ/ρ, E/ζ, ζ/C, ρ/C, C/ρ,
etc. Con estos conceptos se puede saber, por ejemplo, cuánto es el
costo de cada MPa de resistencia, o de cada GPa de módulo elástico,
o la resistencia por kg de masa de material. En la figura 3.17 se
muestra un diagrama de este tipo: módulo específico – resistencia
específica.
Fig. 3.17. Mapa de módulo específico – resistencia específica
77
3.2.6. Otras propiedades del ensayo de tracción
En el ensayo de tracción se obtienen otras propiedades que se
detallan a continuación.
a) Resiliencia: La Resiliencia es la capacidad de los materiales para
absorber impactos (energía) permaneciendo en régimen elástico, es
decir, sin deformarse permanentemente. Numéricamente puede
determinarse calculando el área bajo la curva hasta la tensión de
fluencia. Es decir, tratándose de un triángulo, queda determinada por
la ecuación 3.33.
1
1 02
R 0
(3.33)
2
2 E
La unidad de esta propiedad es energía absorbida por unidad de
volumen.
b) Tenacidad estática: La Tenacidad Estática se determina evaluando
el área total bajo la curva - , lo cual puede hacerse gráficamente o
mediante la integración que se muestra en la ecuación 3.34.
r
T d
(3.34)
0
Como ya se ha indicado, la cuantificación del área bajo la curva puede
hacerse en forma gráfica, simplemente utilizando el procedimiento de
cuadricular el diagrama, como se muestra en la figura 3.18.
Tensión, kg/mm2
60
50
40
30
20
10
0
0
0,05
0,1
0,15
0,2
Deformación, mm/mm
Fig. 3.18. Diagrama esfuerzo - deformación
78
c) Ductilidad: La ductilidad es una medida de la capacidad de aceptar
deformaciones de los materiales. Se mide por el alargamiento o
elongación total de la probeta, como muestra la ecuación 3.35.
e
L L f L0
L0
L0
(3.35)
La ductilidad también puede determinarse a partir de la variación de
las secciones transversales de la probeta, conocida como Reducción
de Area, RA. Esta forma de medir la ductilidad se muestra en la
ecuación 3.36.
RA
A0 AF D02 DF2
A0
D02
(3.36)
donde los subíndices cero y F denotan la situación inicial y final,
respectivamente.
Normalmente, la ductilidad puede darse también en términos
porcentuales, multiplicando ambos valores por 100.
La tensión a la cual se produce la rotura de la probeta se denomina
tensión de rotura o de ruptura, la cual es de poco interés ingenieril.
Solamente en unos pocos materiales frágiles (vidrios u otro tipo de
cerámicos), la tensión de ruptura puede coincidir con la resistencia a la
tracción; generalmente es menor.
En el instante en que se alcanza la carga máxima, se inicia la
formación de un cuello en la probeta, como se muestra en la figura
3.18, produciéndose un adelgazamiento localizado en esta región;
este fenómeno se denomina estricción. Hasta este instante la
deformación es bastante homogénea y se distribuye uniformemente
sobre toda la probeta. Si es una probeta cilíndrica, se mantiene
cilíndrica. Sin embargo, cuando se alcanza la resistencia a la tracción,
la probeta pierde totalmente su forma cilíndrica. Lo anterior conduce a
que las relaciones de volumen constante sean válidas solamente
hasta el punto de carga máxima. Después de la estricción aparecen
79
esfuerzos en tres direcciones, denominados esfuerzos triaxiales, que
suelen conducir a que esta zona se rompa en forma frágil, aunque el
material sea dúctil.
Figura 3.18. (a) Formación del cuello en el ensayo de tracción;
(b) Distribución de esfuerzos después de la estricción.
Entonces, hasta el punto de estricción:
V = constante = A0L0 = AFLF
El ensayo de tracción se realiza a temperatura ambiente (20 °C) y a
una velocidad de deformación que simula condiciones casi estáticas,
por lo que las propiedades obtenidas mediante este tipo de prueba
pueden usarse en forma confiable solamente cuando las condiciones
de servicio son similares a las de ensayo. Para efectos de diseño de
estructuras y piezas de máquinas que trabajan a temperatura
ambiente, el diagrama - contiene toda la información necesaria y
suficiente; sin embargo resulta poco útil cuando la pieza trabaja a
temperaturas elevadas, bajo ambientes agresivos, o bajo la acción de
cargas variables en el tiempo.
d) Relación de Poisson: Llamada también Módulo de Poisson, es la
relación entre la deformación transversal y la deformación longitudinal
80
que sufre el material en un ensayo de tracción. Normalmente fluctúa
entre 0,25 y 0,33 para la mayoría de los metales. Se determina por la
ecuación 3.37.
Deformación Transversal
Deformación Longitudinal
(3.37)
Como las deformaciones van a tener siempre un signo negativo, una
respecto de la otra, la relación o razón de Poisson, ν, resulta ser
siempre positiva.
3.3. Pruebas de Dureza
La dureza es una propiedad mecánica que generalmente se relaciona
con la resistencia al desgaste de los materiales y, aunque no se
obtiene en el ensayo de tracción, en algunos casos suele ser de
utilidad para elegir adecuadamente un material. Puede tener diferentes
significados según sea el instrumento utilizado para medirla.
3.3.1. Dureza al rayado.
Este ensayo es usado principalmente por los geólogos. Fue ideado por
Fiedrich Mohs y consta de diez minerales estándar ordenados en
forma de dureza creciente del 1 al 10, según se indica en la tabla 3.9.
Tabla 3.9: ESCALA DE MOHS
1 TALCO
2 YESO
3 CALCITA
4 FLUORITA
5 APATITA
6 FELDESPATO
7 CUARZO
8 TOPACIO
9 CORINDON
10 DIAMANTE
3.3.2. Dureza a la penetración.
Este es el concepto de dureza más utilizado en la Ingeniería de
Materiales. Mide la resistencia a la penetración o indentación de los
81
materiales. Existen tres procedimientos de ensayo, uqe son los más
comunes, los cuales se encuentran normalizados en las Normas
Chilenas NCh 197, 198 y 199.
3.3.2.1. Dureza Brinell.
Ideado por J.A. Brinell en el año 1900, consiste en comprimir sobre la
superficie a ensayar una bolita de acero templado de 10 mm de
diámetro, con una carga de 3000 kg para los materiales ferrosos y 500
kg para los no ferrosos. La carga se aplica durante 10 seg en los
primeros, y 30 seg en los no ferrosos. El número de dureza Brinell,
HB, es el cuociente entre la carga aplicada y el área del casquete
esférico dejado por la impresión, como se muestra en la fig. 3.19. En
USA esta prueba está cubierta por la Norma ASTM E 10. Para
durezas mayores a 450 HB se usa una bola de tungsteno (hasta 650
HB), en cuyo caso la dureza se denota por HBW.
Fig. 3.19. Prueba de dureza Brinell
Si el ensayo es estándar con bolita de 10 mm de diámetro, carga de
3000 Kg. y tiempo de aplicación de 10 segundos, se escribe
simplemente la cifra medida, seguida de HB. De no ser así, deben
especificarse las condiciones del ensayo; por ejemplo:
82
90 HB 5/500/30
Diámetro
de la bola
Carga
(kgf)
tiempo de aplicación
(segundos)
Generalmente no es necesario hacer ningún tipo de cálculos debido a
que para los durómetros más antiguos existen tablas de conversión en
las que basta conocer la carga aplicada y el diámetro de la huella, d.
En los durómetros modernos se cuenta con electrónica digital en los
que la lectura se hace directamente en una pantalla.
Este ensayo está limitado a medir durezas de materiales más blandos
que la bolita de acero templado usada como penetrador, es decir,
unos 500 HB (es conveniente no exceder de 450 HB con bola de
acero y de 650 HBW con bola de tungsteno). También existen
limitaciones en cuanto al espesor; debido a las grandes cargas
usadas, los espesores no pueden ser menores que el diámetro de la
bolita (10 mm). Otra limitación es el requerimiento de planitud de la
probeta de ensayo. Es de gran empleo en aceros estructurales,
aleaciones blandas y en la mayoría de las aleaciones para fundición.
3.3.2.2. Dureza Rockwell.
Este método mide la profundidad de la penetración; está normalizado
por ASTM E 18. Este procedimiento utiliza una gran diversidad de
escalas de acuerdo al tipo de material y dimensiones de la pieza a
medir. En las máquinas de mayor uso industrial y de laboratorios, con
escalas B y C, se emplea una carga previa de 10 Kg. y una carga final
de 100 y 150 kgf, respectivamente. Los penetradores usados son una
bola de acero de 1/16‖ (1,59 mm) de diámetro en la escala B y un
cono de diamante en la escala C. La escala B se utiliza en materiales
blandos tales como aleaciones de Al y Mg, latones, aceros
estructurales y aleaciones para fundición y ,en general, para
aleaciones con durezas inferiores a HB 200 (aproximadamente 93
HRB), mientras que las escala C se utiliza para aceros templados con
durezas superiores a HB 250 (aproximadamente 25 HRC). Con este
procedimiento puede medirse la dureza en espesores de hasta unos 2
mm. En la fig. 3.20 se muestran los dos tipos de indentadores.
83
Fig. 3.20. Indentadores para pruebas Rockwell
3.3.2.3. Dureza Vickers.
Igual que el método Brinell mide el área dejada por la indentación del
penetrador. Utiliza como penetrador una punta piramidal de diamante,
de base cuadrada, que forma un ángulo de 136° entre caras (fig. 3.21).
No tiene limitaciones ni en durezas ni en espesores; es especialmente
apto para medir durezas en pequeños espesores de hasta 0,15 mm.
Pueden emplearse cargas desde 1 gramo hasta 1 kg. Se encuentra
normalizado en ASTM E 92.
En la figura 3.22 se muestra un cuadro con las equivalencias de
diferentes escalas de dureza.
84
Fig. 3.21. Indentador piramidal para prueba Vickers
Tensión de
fluencia app.
MPa
C
A
Figura 3.22. Escalas de dureza comparadas con la tensión de fluencia
La norma ASTM E 140 provee la equivalencia exacta entre diferentes
escalas de dureza.
Cabe señalar que las durezas inferiores a 20 HRc que se muestran en
el esquema de la fig. 3.22, son meramente referenciales, debido a
que, en la práctica, este método no permite realizar estas mediciones.
La figura 3.23, muestra la relación aproximada entre la dureza Brinell y
la resistencia a la tracción
Resistencia a la Tracción, kpsi
Resistencia a la Tracción, MPa
85
Dureza Brinell
Figura 3.23. Relación entre dureza Brinell y Resistencia a la Tracción
Antes de introducir el mapa de Ashby relacionado con la dureza,
haremos algunas definiciones previas. Cuando las superficies se
deslizan, se desgastan. Se pierde material de ambas superficies,
incluso cuando una es mucho más dura que la otra. La tasa de
desgaste, W, se define convencionalmente como el volumen de
material removido dividido por la distancia de deslizamiento:
=
(
=
)
(3.38)
Una cantidad más útil, para nuestros propósitos, es la tasa de
desgaste específica Ω:
=
(adimensional)
(3.39)
Donde An es el área nominal de desgaste.
La tasa de desgaste específica, Ω, aumenta a medida que aumenta la
presión de contacto p:
86
=
De modo que la relación
=
=
=
permanece constante.
La constante ka se conoce como la constante de desgaste de Archard.
Con esa constante de desgaste podemos escribir de otra forma la tasa
de desgaste específica, Ω:
La fig. 3.24 muestra un mapa de Ashby para la constante de la tasa de
desgaste versus la dureza en MPa (
).
Fig. 3.24. Mapa de Ashby para la constante de la tasa de desgaste versus la dureza
La presión de contacto p es la cantidad especificada por el diseño. La
capacidad de una superficie para resistir una presión de contacto
estático se mide por su dureza, por lo que la máxima Presión de
contacto Pmax es sólo la dureza H de la superficie más blanda. Por lo
tanto, la tasa de desgaste de una superficie de apoyo se puede
escribir:
87
=
=
(
)
(3.40)
Las líneas de trazos de la fig. 3.24 representan diferentes valores
constantes del producto K = kaH (constante de Archard por la dureza
H), de modo que los valores crecientes hacia arriba muestran los
materiales con mejor desempeño al desgaste,
En la ecuación (3.40) aparecen dos propiedades de los materiales: la
constante de desgaste ka y la dureza, H, son los ejes de la carta. Las
líneas de trazos diagonales muestran el producto K = kaH.
Los mejores materiales para cojinetes para una presión dada p del
cojinete son aquellos con el valor más bajo de ka, es decir, los más
cercanos a la parte inferior del diagrama. Por otro lado, un cojinete
eficiente, en términos de tamaño o peso, se cargará a una fracción
segura de su presión máxima de contacto, es decir, a un valor
constante de P/Pmax, y para ésto son mejores los materiales con los
valores más bajos del producto kaH. Los materiales de una clase dada
(metales, por ejemplo) tienden a quedar hacia abajo a lo largo de la
diagonal de la figura, lo que refleja el hecho de que la baja tasa de
desgaste está asociada con una alta dureza.
3.3.2.4. Durómetros portátiles
Los durómetros portátiles sirven para determinar rápidamente en
terreno la dureza superficial de diversos materiales. Existen
durometros para medir metal, plástico, goma, tejidos, etc. Los
durómetros muestran la dureza en Rockwell B, Rockwell C, Vickers,
Brinell HB, Shore. Estos durómetros son especialmente apreciados en
los ámbitos de producción, de control de calidad y de servicio técnico
gracias a su movilidad. El principio de las mediciones de la dureza de
los materiales es siempre el mismo, sólo que existe una distinción
entre el procedimiento estático y dinámico de la medición de dureza
(explicación de ambos procedimientos para realizar la medición de la
dureza). Con los durómetros para materiales metálicos se pueden
comprobar de un modo rápido y preciso la dureza superficial del acero,
hierro fundido, herramientas de acero, acero aleado, aleaciones de
88
aluminio, cobre y bronce. Existen durómetros para determinar la
dureza Shore de la goma, los plásticos o los tejidos. Estas pruebas se
encuentran normalizadas en ASTM E 110.
3.4. Prueba de Charpy
El ensayo de Charpy se usa para determinar la capacidad para
absorber energía de impacto de los materiales; de alguna forma,
también determina la ductilidad/fragilidad de los materiales. A raíz de
las grandes pérdidas generadas por las fallas de los barcos Liberty, de
la armada norteamericana, durante la Segunda Guerra Mundial, un
vastísimo plan de investigación, estableció que los materiales BCC
(cúbicos centrados en el cuerpo), como el hierro y sus aleaciones, se
fragilizan a bajas temperaturas. Entonces, este tipo de prueba,
realizada a diferentes temperaturas permite determinar la temperatura
de transición dúctil-frágil. En la fig. 3.25 se muestra un péndulo de
Charpy, la máquina para realizar estas pruebas, y, en la parte superior
de la misma figura se observa el tipo de probeta entallada (con
muesca en V) utilizada en este ensayo.
Fig. 3.25. Péndulo de Charpy y probeta usada en la prueba
89
En la fig. 3.26 se muestra una curva típica obtenida en ensayos de
Charpy a diferentes temperaturas. Este material específico muestra
una temperatura de transición a poco menos de 20°C.
Fig. 3.26. Temperatura de transición dúctil-frágil en un material BCC
Esta prueba está normalizada en ASTM E 23. Es muy importante en
fallas que se producen a bajas temperaturas y/o por impacto. En las
operaciones mineras de Chile se suelen combinar ambas condiciones.
En operaciones en altura, tal como Collahuasi y El Abra, es frecuente
que en el invierno se alcancen temperaturas inferiores a 10°C bajo
cero, y en el proceso de carga de los camiones, al altura de caída
suele ser del orden de 5 m, además de que las palas, pueden
descargar rocas con pesos superiores a 5 ton.
3.5. Fractura y tenacidad a la fractura
3.5.1. Introducción
Es fácil establecer un valor en la ciencia de la ingeniería que permita el
éxito, que hace que las cosas sucedan, mucho más difícil es prevenir
o evitar que las cosas sucedan. Uno de los grandes triunfos recientes
de la ciencia de la ingeniería ha sido el desarrollo riguroso, en la
década de 1960, de la mecánica de fractura. No hay cifras para el
dinero que se ha salvado mediante la prevención de fallas; todo lo que
se sabe es que es enorme. Esta sección trata sobre las formas en que
90
los materiales fallan cuando se cargan progresivamente, y los métodos
de diseño para asegurar que la fractura no sucederá a menos que se
quiera que ocurra.
A veces, por supuesto, se hace. Los motores de avión están unidos al
ala por pernos que trabajan al cizalle, diseñados para fallar y arrojar el
motor si se detiene súbitamente. Es más, a nivel familiar, el despegar
las tapas de las latas, romper los sellos en los envases de alimentos y
muchos otros dispositivos de seguridad se basan en la rotura o
fractura controlada. Y los procesos de mecanizado y corte son una
combinación de plasticidad y fractura.
Comenzamos distinguiendo resistencia de tenacidad. La tenacidad, es
decir, la resistencia a la fractura requiere una nueva propiedad del
material: la resistencia a la fractura. Esta nueva propiedad se estudia
mediante el uso de gráficos como los que ya hemos visto en el módulo
y la resistencia.
3.5.2. Resistencia y tenacidad
Cuando se habla de un material, la resistencia suele ser su resistencia
al flujo plástico, es decir, la tensión de fluencia. Pensemos en una
muestra cargada en tracción. Aumenta el esfuerzo hasta que las
dislocaciones barren toda la sección transversal, haciendo que la
muestra fluya, y se pueda medir la resistencia a la fluencia. La
resistencia generalmente aumenta con la deformación plástica debido
al endurecimiento por trabajo, alcanzando un máximo en la resistencia
a la tracción. El área bajo la curva tensión-deformación hasta la
fractura es el trabajo de fractura.
La tenacidad es la resistencia de un material a la propagación de una
grieta. Supongamos que la muestra de material contiene una pequeña
grieta aguda, como en la figura 3.27(a). La grieta reduce la sección
transversal A y, dado que ζ = F/A, el esfuerzo aumenta. Pero
supongamos que la grieta es pequeña, reduciendo muy poco la
sección, y la muestra se carga como antes. Un material tenaz fluirá,
endureciéndose por trabajo y absorbiendo la energía igual que antes;
91
la grieta no hace ninguna diferencia significativa. Pero si el material no
es tenaz, entonces sucede lo inesperado; la grieta se propaga
repentinamente y la muestra se fractura con un esfuerzo que puede
ser muy inferior a la resistencia a la fluencia. El diseño basado en la
fluencia es una práctica común. La posibilidad de fractura con
tensiones por debajo del límite de elasticidad es realmente una mala
noticia. Y ha sucedido, a escalas espectaculares, haciendo que
exploten las calderas, se derrumben los puentes, barcos que se
rompen por la mitad, tuberías que se separan y aviones que se
estrellan. Entonces, ¿cuál es la propiedad del material que mide la
resistencia a la propagación de una grieta? Y se tratará de la misma
forma si se lee en el diario que se han detectado grietas en la pista de
la vía férrea en la que usted viaja, o en los recipientes a presión del
reactor nuclear de la central a unos pocos kilómetros de distancia? Si
los materiales son suficientemente tenaces se puede dormir en paz.
Pero, ¿qué es "lo suficientemente tenaz?
Fig. 3.27. Tenacidad y comportamiento frágil
Esta diferencia en el comportamiento de los materiales, una vez que
se ha identificado, es bastante familiar. Comprar un CD, un paquete de
carpetas transparentes o incluso un cepillo de dientes: todos vienen en
perfecto embalaje transparente. Trate de sacarlos tirando (en tracción)
y usted tiene un problema: el envase es resistente. Pero si se hace
una melladura con un cuchillo o una llave o con los dientes, de repente
se rompe fácilmente. Es por eso que los fabricantes de sobres de
92
champú hacen la melladura para usted. Lo que olvidan es que el
polímero de la bolsa se vuelve más tenaz cuando está mojado, y que
los dedos jabonosos no pueden transmitir mucha fuerza. Pero tenían
la idea correcta.
Si se le pidiera idear una prueba para caracterizar la resistencia, es
posible soñar algo así como los de la Figura 3.28: haga una muesca
en el material, y luego tire de éste o golpee hasta que se rompa,
midiendo la energía para hacerlo. Pruebas como estas (hay muchas
variantes) se usan para hacer ranking de los materiales y como
procedimientos de aceptación en la recepción de un nuevo lote de
material. El problema es que ellos no miden una verdadera propiedad
del material, es decir, uno que sea independiente de la forma y tamaño
de la muestra, por lo que las mediciones de energía no ayudan en el
diseño. Para llegar a las propiedades reales del material necesitamos
las ideas de de intensidad del esfuerzo y la tenacidad a la fractura.
Figura 3.28. (a) Ensayo de fractura; (b) Ensayo de impacto
3.5.3. Tenacidad a la fractura
3.5.3.1. Intensidad de tensiones ki y tenacidad a la fractura kic
Las grietas concentran las tensiones. Un esfuerzo remoto ζ aplica una
fuerza que se transmite a través de un material agrietado en la forma
sugerida por la Figura 3.29. La tensión local, ζlocal, que es proporcional
al número de líneas de fuerza que atraviesan la unidad de longitud de
la
sección
transversal,
no
es
uniforme,
aumentando
considerablemente según como se acerca a la punta de la grieta.
Las grietas son agudas; el radio en la punta es esencialmente cero. El
93
análisis del campo de esfuerzos por delante de una grieta aguda de
longitud c muestra que la tensión local a una distancia r de su punta,
causada por un esfuerzo de tracción uniforme ζ remoto es:
=
(
√
)
(3.41)
donde Y es una constante con un valor próximo a la unidad que
depende levemente de la geometría del cuerpo agrietado. Lejos de la
grieta, donde r >> c, la tensión local cae al valor ζ, pero cerca de la
punta, donde r << c, se eleva abruptamente a:
√
=
√
(3.42)
De modo que para cualquier valor dado de r la tensión local es
proporcional a √ , y, por lo tanto, es una medida de la intensidad de
la tensión local (la inclusión de la constante π es una convención
usada internacionalmente).
Esta cantidad se llama el factor de intensidad de tensiones en modo
de 1 (el "modo 1" significa fractura por tracción) y se denota por el
símbolo K1:
=
(3.43)
√
Su unidad de medida es MPa*m1/2.
Figura 3.29. Líneas de fuerza en un cuerpo agrietado.
94
Por motivos que se señalan más adelante, las grietas se propagan
cuando el factor de intensidad de tensiones excede un valor crítico.
Este valor crítico se llama la tenacidad a la fractura, K1c. La figura 3.30
muestra dos geometrías de muestra utilizados para medir K1c (hay
otros, descritos posteriormente). Una muestra que contiene una grieta
aguda de longitud c (si es una grieta superficial) o 2c (si es una grieta
centrada), se carga, registrando el esfuerzo de tracción ζ* al cual la
grieta se propaga repentinamente.
Es esencial que la grieta sea aguda (una cosa fácil de lograr), ya que
si no lo es, la parte del campo de tensiones con las más altas
tensiones, donde las líneas de fuerza de la Figura 3.29 están más
juntas, se modifica. Hay varias formas de hacer grietas agudas. El
valor de Y para esta geometría es 1 siempre que c << w; cuando no lo
es, hay un pequeño factor de corrección. Entonces la cantidad K1c
viene dada por:
=
√
√
(3.44)
La tenacidad a la fractura es una propiedad del material, y esto
significa dos cosas: la primera es que su valor es independiente de la
forma en que se mide (diferentes geometrías de las probetas), si se
realiza correctamente, dando el mismo valor de K1c para cualquier
material dado (Figura 3.30). El segundo es que puede ser utilizado
para el diseño, en las formas que se describen más adelante.
3.5.3.2. Tasa de liberación de energía G y tenacidad Gc
Cuando una muestra se fractura, se crea una nueva superficie. Las
superficies tienen energía, la energía de superficie γ, con unidades de
J/m2 (típicamente γ (Gamma) = 1 J/m2). Si se fractura una muestra a
través de un área de sección transversal A, se crea una nueva
superficie de área 2A, lo que requiere una energía de al menos 2Aγ J
para hacerlo. Consideremos primero la cuestión de la condición
necesaria para la fractura. Es que debe hacerse suficiente trabajo
externo, o liberar energía elástica, al menos para suministrar la
energía superficial γ por unidad de superficie, de las dos nuevas
superficies que se crean. Entonces escribimos lo siguiente:
95
(3.45)
donde G se llama la tasa de liberación de energía. En la práctica, se
necesita mucha más energía que 2γ debido a la deformación plástica
alrededor de la punta de la grieta. Pero el argumento todavía se
mantiene: el crecimiento de una grieta consume una energía Gc J/m2
para las dos superficies, una especie de Energía de superficie
"efectiva", reemplazando a 2γ. Se llama, confusamente, la tenacidad
(o la velocidad crítica de liberación de energía de deformación). Esta
tenacidad Gc está relacionada con la tenacidad a la fractura K1c de la
forma que se describe a continuación
Figura 3.30. Medición de la tenacidad a la fractura K1c
Pensemos en una placa de material de espesor unidad sometida a un
esfuerzo ζ. La energía elástica por unidad de volumen almacenada en
él es:
=
(3.46)
Ahora pongamos una grieta de longitud c, como en la Figura 3.31. La
grieta relaja la tensión en un semi cilindro de radio c (el semi cilindro
rojizo en la figura) liberando la energía contenida.
96
( )=
(3.47)
Supongamos ahora que la grieta se extiende en δc, liberando la
energía elástica en el segmento amarillo. Esta energía tiene que pagar
por la superficie adicional creada, y el costo es Gcδc. Por lo tanto,
derivando la última ecuación, la condición para la fractura
conduce a:
=
=
(3.48)
Pero ζ2πc es justamente (K1c)2, por lo que a partir de la ecuación
(3.43), tomando Y = 1:
=
(3.49)
Esta derivación es una aproximación. Una más rigurosa (pero mucho
más complicada) muestra que la forma de la ecuación (3.49) es
correcta, pero que es más pequeña, en exactamente un valor 2.
Entonces, el resultado correcto es:
=√
Figura 3.31. Liberación de energía elástica cuando crece una grieta
(3.50)
97
3.5.4. Zona plástica en la punta de la grieta
El intenso campo de esfuerzos en la punta de una grieta genera una
zona de procesos: una zona plástica en los sólidos dúctiles, una zona
de micro-grietas en las cerámicas, una zona de delaminación,
desuniendo y extrayendo las fibras de de los materiales compuestos.
Dentro de la zona de proceso, el trabajo se hace en contra de las
fuerzas de fricción y plásticas; esto es lo que explica la diferencia entre
la energía de fractura medida Gc y la energía superficial verdadera 2γ.
Podemos estimar el tamaño de la zona plástica que se forma en la
punta de la grieta de la siguiente manera. La tensión aumenta a
medida que √ se acerca a la punta de la grieta (ecuación 3.47). En
el punto donde se alcanza el límite elástico ζy el material fluye (Figura
3.32) y, a excepción de algo del endurecimiento por trabajo), el
esfuerzo no puede subir más que esto. La distancia desde la punta de
la grieta se encuentra estableciendo ζlocal = ζy en la ecuación (3.42) y
resolviendo para r. Pero la parte truncada del campo de tensiones
elásticas se redistribuye, haciendo que la zona plástica sea más
grande. El análisis de éste es complicado, pero el resultado es simple:
el radio ry de la zona plástica que permite la redistribución del
esfuerzo, es el doble del valor encontrado en la ecuación (3.32),
obteniendo:
= (
)=
(3.51)
(tomando Y = 1). Se debe tener en cuenta que el tamaño de la zona se
reduce rápidamente a medida que aumenta ζy: las grietas en metales
blandos tienen grandes zonas plásticas; las grietas en cerámicas y
vidrios tienen zonas pequeñas o ninguna.
La propiedad K1c tiene valores bien definidos para materiales frágiles y
para los que la zona plástica es pequeño en comparación con todas
las dimensiones de la muestra de ensayo, de modo que la mayor parte
de la muestra es elástica. Cuando esto no es así, se necesita una
caracterización más compleja. En materiales muy dúctiles el tamaño
de la zona plástica supera el ancho de la muestra; entonces, la grieta
no se propaga, la muestra simplemente fluye.
98
Figura 3.32. Forma de la zona plástica en la punta de la grieta donde la tensión puede exceder la
tensión de fluencia.
Cuando las grietas son pequeñas, los materiales fluyen antes de que
se fracturen; cuando son grandes, es todo lo contrario. Pero qué es
"pequeño"? La Figura 3.33 muestra cómo el esfuerzo de falla por
tracción varía con el tamaño de la grieta. Cuando la grieta es pequeña,
esta tensión es igual a la tensión de fluencia; cuando es grande, cae
de acuerdo con la ecuación (3.45), la cual (tomando Y = 1
nuevamente) escribimos como:
=
√
(3.52)
La transición desde la fluencia a la fractura es suave, como se muestra
en la figura 3.33, pero se produce alrededor de la intersección de las
dos curvas, cuando ζf = ζy , dando la transición la longitud crítica de la
grieta:
=
(3.53)
99
Figura 3.33. Transición de fluencia a fractura y longitud crítica de una grieta
Este es el mismo que el tamaño de la zona plástica en la fractura
(ecuación (3.49)), cuando K1 = K1c.
La tabla 3.10 muestra el rango de valores para las principales clases
de materiales. Estas longitudes de grietas son una medida de la
tolerancia a los daños del material. Los metales tenaces son capaces
de contener grandes grietas pero aún fluir en forma previsible, de
manera dúctil. Las cerámicas, (que siempre contienen pequeñas
grietas), fallan de manera frágil con tensiones muy por debajo de su
límites de elasticidad. El vidrio puede ser utilizado estructuralmente,
pero requiere un cuidadoso tratamiento para prevenir el desarrollo de
defectos superficiales. Los polímeros son percibidos como tenaces,
debido a su resistencia al impacto cuando no están agrietados. Pero la
tabla muestra que los defectos de menos de 1 mm pueden ser
suficientes para causar que algunos polímeros fallen de manera frágil.
Tabla 3.10. Longitudes aproximadas de grietas para la transición entre
fluencia y fractura
Clase de material
Metales
Polímeros
Cerámicos
Composites
Longitud de grieta en transición, ccrít, mm
1 – 1.000
0,1 – 10
0,01 – 0,1
0,1 – 10
3.6. Mapas de propiedades de los materiales para la tenacidad
3.6.1. Mapa Módulo-Tenacidad a la Fractura
La tenacidad a la fractura K1c se representa frente al módulo E en la
Figura 3.34. El rango de K1c es grande: desde menos de 0,01 a más
de 100 MPa*m1/2. Al final de la parte inferior de este rango están los
100
materiales frágiles, que, cuando son cargados, se mantienen elásticos
hasta que se fracturan. Para éstos, la mecánica lineal elástica de la
fractura funciona bien, y la misma tenacidad a la fractura es una
propiedad bien definida. En el extremo superior se encuentran los
materiales super tenaces, todos los cuales muestran una plasticidad
considerable antes de que se rompan. Para éstos, los valores de K1c
son aproximados pero todavía útiles en proveer un ranking de los
materiales. La figura muestra una de las razones para el predominio
de los metales en la ingeniería; casi todos tienen valores de K1c
superiores a 15 MPa*m1/2, un valor citado a menudo como un mínimo
para el diseño convencional.
Fig. 3.34. Carta de tenacidad a la fractura K1c y Módulo E. Las líneas de trazos muestran la
tenacidad Gc.
Las escalas logarítmicas de la figura 3.34 nos permiten graficar
contornos de la tenacidad, Gc, la energía de superficie aparente para
la fractura (dado que Gc =
). Las líneas de trazos diagonales en
la carta muestran los valores de la tenacidad que comienzan en 10-3
101
kJ/m2 (aproximadamente igual a la energía de superficie, γ) y varían
en un rango de casi cinco potencias de 10 hasta 100 kJ/m2. En esta
escala, las cerámicas (10-3 – 10-1 kJ/m2) son muy inferiores a los
polímeros (10-1 - 10 kJ/m2); esto es parte de la razón por la que los
polímeros son más ampliamente utilizado en la ingeniería que las
cerámicas.
3.6.2. Mapa Tenacidad a la Fractura-Resistencia
El diseño limitado por resistencia se basa en que el componente fluya
antes de que se fracture. Esto involucra una comparación entre
resistencia y tenacidad; la Figura 3.35 muestra una carta con estas
propiedades. Los metales son a la vez tenaces y resistentes, es por
eso que se han convertido en los materiales de caballo de batalla de la
ingeniería mecánica y estructural.
Figura 3.35. Carta tenacidad a la fractura-Tensión de fluencia. Las líneas de trazos muestran la
-2
3
longitud de transición ccrít, variando desde 10 hasta 10 mm.
102
La tensión a la que ocurre la fractura depende tanto de K1c como de la
longitud de la grieta, c. La longitud de transición, ccrít, en la cual el
comportamiento dúctil es reemplazado por frágil está dada por la
ecuación (3.48). Se representa en la carta como líneas de trazos
marcadas 'longitud de transición de la grieta ". Los valores varían
enormemente, desde dimensiones casi atómicas para cerámicas
frágiles y vidrios hasta casi un metro para los metales más dúctiles
como el cobre o el plomo. Los materiales que están hacia la parte
inferior derecha tienen una alta resistencia y baja tenacidad; se
fracturan ante de fluir. Aquellos en la parte superior izquierda hacen lo
contrario: ellos fluyen antes de fracturarse.
El diagrama tiene aplicación en la selección de materiales para el
diseño seguro de estructuras cargadas. La carta de resistenciatenacidad a la fractura también es útil para evaluar la influencia de la
composición y procesamiento sobre las propiedades.
3.7. Orígenes de la tenacidad
3.7.1. Energía de superficie
La energía de superficie de un sólido es la energía que cuesta hacer
dicha superficie. Es una energía por unidad de área; sus unidades son
J/m2. Pensemos en tomar un cubo de material de 1 m y cortarlo por la
mitad para hacer dos nuevas superficies, una arriba y otra abajo, como
en la figura 3.36. Para hacer esto tenemos que proporcionar la
energía cohesiva asociada con los enlaces que tenían unido el cuerpo
previamente al corte. Los átomos están unidos en todos los lados por
lo que el átomos de la superficie pierden una sexta parte de sus
enlaces cuando se hace el corte. Esto significa que tenemos para
ofrecer una sexta parte de la energía de cohesión Hc (una energía por
unidad de volumen) para una rebanada de espesor 4r0, donde r0 es el
radio del átomo, por tanto, para un volumen de 4r0 m3. Así que la
energía de superficie debe ser:
(3.54)
con Hc, típicamente, 3x1010 J/m3 y r0 típicamente es 10-10 m, por lo que
las energías de superficie son alrededor de 1 J /m2.
103
La tenacidad Gc no puede ser inferior a 2γ. La carta de la figura 3.34
muestra Gc mediante las líneas de trazos; para la mayoría de los
materiales su valor es cientos de veces más grande que 2γ. ¿Hacia
dónde va la energía extra? La respuesta es: en el trabajo plástico. Lo
examinaremos con más detalle en un momento. En primer lugar, la
fractura por clivaje.
Figura .3.36. La creación de nuevas superficies requiere romper enlaces
3.7.2. Fractura frágil por clivaje
La fractura frágil es característica de los cerámicos y vidrios. Estos
tienen muy alta tensión de fluencia, no permitiendo ninguna manera de
aliviar las tensiones en la punta de la grieta mediante flujo plástico.
Esto significa que, cerca de la punta, la tensión alcanza la resistencia
ideal (alrededor de E/15). Eso es suficiente para romper los enlaces
atómicos, permitiendo la grieta crezca como en la figura 3.37. Y puesto
que
= √ , un aumento de c significa un aumento en KI,
causando que la grieta acelere hasta que alcanza la velocidad del
sonido, es decir que los materiales frágiles fallan con una explosión.
Algunos polímeros son frágiles, especialmente los amorfos. Las
tensiones en la punta de la grieta descomprimen los débiles enlaces
de van der Waals entre las moléculas.
104
Figura 3.37. Fractura por clivaje. La tensión local aumenta hacia la punta de la grieta según ⁄ .
√
Si se supera la tensión necesaria para romper los enlaces interatómicos (la 'resistencia' ideal) los
átomos se separan, originando una fractura por clivaje. Muy poca energía es absorbida. Los
hoyuelos crecen y se unen causando la fractura final.
3.7.3. Fractura dúctil tenaz
Para entender cómo se propagan las grietas en los materiales dúctiles,
pensemos primero en traccionar una muestra sin grietas, como en la
Figura 3.38. Los metales dúctiles se deforman plásticamente cuando
se cargan por encima de su límite elástico, endureciéndose por trabajo
hasta que se alcanzan la resistencia a la tracción. A partir de
entonces, se debilitan y fallan. ¿Qué causa este debilitamiento? Si el
metal es ultrapuro, puede simplemente adelgazarse hasta que la
sección transversal tiende a cero. Las aleaciones de ingeniería no son
ultrapuras; casi todas contienen pequeñas inclusiones, partículas
duras de óxidos, nitruros, sulfuros y similares. A medida que el
material, que aquí se muestra como una probeta, se estira, se
deforma, en principio de manera uniforme, creando esfuerzos en las
inclusiones, que actúan como concentradores de esfuerzos. Estas
inclusiones, ya sea que se separen de la matriz o se fracturen, nuclean
105
pequeños agujeros. Los agujeros crecen a medida que aumenta la
tensión, se van uniendo y debilitando la parte de la muestra en la cual
son más numerosos, hasta que finalmente se unen para dar una
fractura dúctil. Muchos polímeros, también, son dúctiles. Por lo general
no contienen inclusiones debido a la forma en que se fabrican. Pero
cuando se abren pequeñas grietas en las regiones más estiradas,
blanqueándolo si el polímero es transparente, simplemente porque los
enlaces de Van der Waals que enlazan sus largas cadenas son muy
débiles y se separan fácilmente. Los detalles difieren pero el resultado
es el mismo: las grietas nuclean, crecen y se unen para dar una
fractura dúctil.
Figura. 3.38. Fractura dúctil. La plasticidad está mostrada en rojo. Las inclusiones concentran las
tensiones que se fracturan o se separan de la matriz, nucleando una grieta.
Pasemos ahora a la muestra agrietada, mostrada en la Figura 3.39. La
tensión sigue aumentando según como ⁄
se acerca a la punta de
√
la grieta, pero en el punto en que exceda la tensión de fluencia ζy el
material fluye y se desarrolla una zona plástica. Dentro de la zona
plástica se produce la misma secuencia que la de la figura 3.38:
nuclean hoyuelos, crecen y se unen para dar una fractura dúctil. La
grieta avanza y el proceso se repite nuevamente. La plasticidad
enroma la grieta y el efecto de la concentración de esfuerzos en una
grieta roma es menos grave que en una grieta aguda, de modo que el
esfuerzo en la punta de la grieta es apenas suficiente para mantener la
106
deformación plástica del material en esta parte. Esta deformación
plástica absorbe energía, aumentando la tenacidad Gc.
Figura 3.39. Si el material es dúctil se forma una zona plástica en la punta de la grieta. Dentro de
ella nuclean hoyuelos, que crecen y se unen, avanzando la grieta de modo dúctil, absorbiendo
energía en el proceso.
3.7.4. Transición dúctil – frágil
Una fractura por clivaje es mucho más peligrosa que una fractura
dúctil: se produce sin aviso, sin deformación plástica previa. A bajas
temperaturas algunos metales (especialmente los metales BCC) y
todos los polímeros se vuelven frágiles y el modo de fractura pasa de
ser dúctil a clivaje. De hecho, sólo los metales con estructura FCC
(cobre, aluminio, níquel y acero inoxidable, por ejemplo) permanecen
dúctiles a temperaturas muy bajas. Todos los otros tienen límites
elásticos que aumentan según como la temperatura desciende, con el
resultado de que la zona plástica en cualquier grieta que contenga se
encoge hasta que se vuelve tan pequeña que el modo de fractura
cambia, dando una transición de dúctil a frágil. Para algunos aceros la
temperatura de transición es tan alta como 0°C (aunque para la
mayoría es considerablemente más baja), con el resultado de que
107
barcos de acero, puentes y plataformas petroleras son más propensos
a fallar en invierno que en verano. Los polímeros, también, tienen una
transición dúctil a frágil, una consideración que debe tenerse en
cuenta en la selección de los que van a ser usados en congeladores y
refrigeradores.
3.7.5. Otros tipos de fragilización
El cambio de temperatura puede conducir a la fragilidad; como
también puede hacerlo la segregación química. Cuando los metales
solidifican, los granos comienzan como pequeños cristales sólidos en
suspensión en la masa fundida, y crecen hacia el exterior hasta que
chocan para formar bordes de grano. Los bordes, siendo la última
parte que solidifica, terminan como depositario de las impurezas en la
aleación. Esta segregación en los límites de grano puede crear una
red de caminos de baja tenacidad a través del material de modo que,
aunque la mayor parte de los granos es tenaz, el material como un
todo falla por fractura frágil intergranular (Figura 3.40). La química
localmente diferente de los bordes de grano causa otros problemas,
tales como la corrosión, una forma en la que las grietas pueden
aparecer en componentes inicialmente libres de defectos.
Figura 3.40. La segregación química puede causar agrietamiento intergranular frágil
108
3.8. Indices para diseño restringido por fractura
Entre los ingenieros mecánicos hay una regla de oro que ya se ha
mencionado: evitar materiales con una tenacidad a la fractura K1c de
menos de 15 MPa*m1/2. La carta K1c- E de la figura 3.41 muestra que
casi todos los metales aprueban: la mayoría tienen valores de K1c en el
rango de 20-100 MPa*m1/2. Sólo unos pocos fallan: fundición blanca y
algunos productos de la metalurgia de polvos tienen valores tan bajos
como 10 MPa*m1/2. Las cerámicas corrientes de ingeniería tienen
valores en el rango de 1 a 6 MPa*m1/2; los ingenieros mecánicos las
ven con profunda sospecha. Pero los polímeros de ingeniería tienen
valores aún más pequeños de K1c, en el rango de 0,5 a 3 MPa*m1/2 y,
sin embargo los ingenieros los usan todo el tiempo. ¿Por qué?
En el diseño de una pieza estructural limitada por carga, de un puente
o el ala de un avión, por ejemplo (figura 3.38(a, b)), la pieza fallará de
forma frágil si la tensión supera a la dada por la ecuación (3.45). Para
maximizar la carga necesitamos materiales con valores más altos de
M1 (ecuación 3.55):
M1 = K1c
(3.55)
Pero no todos los diseños son limitados por carga; algunos son
limitados por energía, otros son limitados por la deflexión. Entonces, el
criterio para la selección cambia. Consideremos, entonces, los otros
dos escenarios esbozados en la Figura 3.41.
Figura 3.41. (a – b): Diseño limitado por cargas; c) Diseño limitado por energía; d) Diseño limitado
por desplazamiento.
109
3.8.1. Diseño limitado por energía
No todos los diseños son limitados por carga. Los resortes y sistemas
de contención para las turbinas y volantes (para coger los pedazos si
se desintegran) son limitados por energía. Consideremos el resorte de
la figura 3.41(c) como un ejemplo. La energía elástica Ue almacenada
en él es la integral sobre el volumen de la energía por unidad de
volumen, Ue. Es decir:
=
=
(3.56)
La tensión está limitada por la tensión de fractura de la ecuación (3.45)
de manera que, si "falla" significa 'fractura', la máxima energía por
unidad de volumen que el resorte puede almacenar es:
=
(
)
(3.57)
Para un tamaño dado de defecto inicial c, la energía se maximiza por
la elección de materiales con valores grandes de:
=
(3.58)
3.8.2. Diseño limitado por el desplazamiento
Hay un tercer escenario: el de diseño con limitación del
desplazamiento (Figura 3.41(d)). El cierre a presión en tapas de
botellas, bisagras y acoplamientos elásticos, son limitados por
desplazamiento: deben permitir suficiente desplazamiento elástico
para permitir el cierre a presión o la flexión sin fallar, lo que requiere
una gran deformación para la falla εf. La deformación se relaciona con
el esfuerzo por la ley de Hooke, ε = ζ/E, y la tensión está limitada por
la ecuación de fractura. Por lo tanto la deformación de falla es:
=
√
(3.59)
Los mejores materiales para el diseño con limitación
desplazamiento son los que tienen grandes valores de:
=
(3.60)
de
110
3.8.3. Dibujo de los índices en el mapa
La figura 3.42 muestra de nuevo la carta K1c-E. Permite que los
materiales sean comparados por los valores de tenacidad a la fractura,
M1, por la tenacidad, M2, y por los valores del índice limitado por
deflexión, M3. Como las reglas de los ingenieros demandan que casi
todos los metales tengan valores de K1c que se encuentran por encima
del nivel 15 MPa*m1/1, la aceptación para el diseño limitado por carga,
se muestra como una línea horizontal de selección en la figura. Los
polímeros y las cerámicas no cumplen.
Figura 3.42. Carta K1c-E mostrando los tres índice M1, M2 y M3.
La línea que muestra M2 en la figura 3.42 se coloca en el valor 1
kJ/m2. Los materiales con valores de M2 mayores tienen un grado de
resistencia a los impactos con la que los ingenieros se sienten
cómodos (otra regla de oro). Los metales, materiales compuestos y
muchos polímeros califican; las cerámicas no lo hacen. Cuando
llegamos al diseño limitado por la deflexión, la imagen cambia de
nuevo. La línea muestra el índice M3 = K1c/E en el valor 10-3 m1/2.
Ilustra por qué los polímeros encuentran aplicaciones tan amplias:
cuando el diseño está limitado por deflexiones, los polímeros,
111
particularmente nylon (PA), policarbonatos (PC) y ABS son mejores
que los mejores metales.
La figura da más ideas. El amor de los ingenieros mecánicos por los
metales (y, más recientemente, por los materiales compuestos) se
inspira no sólo por el atractivo de sus valores de K1c. Los metales son
buenos por los tres criterios (K1c,
y K1c/E), los polímeros tienen
buenos valores de K1c/E y son aceptables para
. Las cerámicas
son pobres respecto de los tres criterios. En esto están las raíces más
profundas de la desconfianza de los ingenieros por las cerámicas.
3.9. Propiedades para la fatiga: daño y falla por cargas cíclicas
En el segundo capítulo, sobre modos de fallas, ya se habló algo de
fatiga, específicamente como modo de falla. Aquí se enfoca el tema de
la resistencia a la fatiga, como propiedad mecánica del material.
3.9.1. Fatiga de altos ciclos y la curva S-N
La fig. 3.43 muestra cómo se miden y se representan las
características de fatiga. Una muestra se somete a esfuerzos cíclicos
con amplitud Δζ/2 con un valor medio ζm, y se registra el número de
ciclos para provocar la fractura. Los datos se presentan como curvas
Δζ – Nf (―S - N‖), donde Δζ es el rango de mínimo a máximo, sobre el
cual varía el esfuerzo y Nf es el número de ciclos hasta la falla. La
mayoría de los estudios utilizan una tensión variando sinusoidalmente,
con una amplitud ζa:
=
=
(3.61)
Y un esfuerzo medio ζm:
=
(3.62)
Los datos de fatiga generalmente se informan para un valor de R
especificado:
=
(3.63)
112
Límite de duración
7
Figura 3.43. Resistencia a la fatiga para 10 ciclos; Límite de fatiga
Un valor de R = 1 significa que la tensión media es cero; un valor de R
= 0 significa que el ciclo de tensión va desde 0 a ζmax. Para muchos
materiales existe un límite de fatiga (límite de duración en algunos
textos) ζf (unidades de esfuerzo). Es la amplitud de la tensión ζa, con
un esfuerzo medio cero, por debajo del cual no se produce la fractura,
o sólo se produce después de un número muy grande de ciclos (Nf >
107 ciclos). Por lo tanto, el diseño contra la fatiga de altos ciclos es
muy similar al diseño limitado por resistencia, pero con las tensiones
máximas limitadas por el límite de fatiga ζf en lugar de la tensión de
fluencia ζy.
Los experimentos muestran que la vida a la fatiga de alto ciclo está
relacionada aproximadamente con el rango de esfuerzos por la
llamada ley de Basquin:
=
(3.64)
donde b y C1 son constantes; el valor de b es pequeño, típicamente de
0,07 a 0,13. Dividiendo Δζ por el módulo E da el rango de tensión Δε
(ya que la muestra es elástica):
=
=
(3.65)
Tomando logaritmos:
Log(Δε) = -bLog(Nf) + Log(C1/E)
Esto se representa en la figura 3.44, dando a la derecha, la parte de la
curva de la fatiga de alto ciclo, con una pendiente de –b.
113
Figura 3.44. Los regímenes de bajos y altos ciclos de fatiga y su descripción empírica de la fatiga.
3.9.2. Fatiga de bajos ciclos
En la fatiga de bajo ciclo la tensión máxima supera la tensión de
fluencia, por lo que, al menos inicialmente (antes del endurecimiento
por trabajo aumenta la resistencia), toda la muestra está en estado
plástico. La ley de Basquin no sirve aquí; necesitamos otra ley
empírica, esta vez la del Dr. Lou Coffin:
(
)
=
(3.66)
donde (Δε)pl indica que el rango de la deformación plástica, es decir, la
deformación total menos la parte elástica (por lo general muy
pequeña). Para nuestros propósitos podemos despreciar esa
distinción y trazarla en la Figura 3.44, dando la parte izquierda de la
curva. El exponente de Coffin, c, es mucho más grande que el de
Basquin; normalmente es 0,5.
Estas leyes describen adecuadamente la falla por fatiga de los
componentes no agrietados cargados cíclicamente a amplitud
constante con una tensión media cero. Pero como hemos visto, en la
realidad, las historias de carga son a menudo mucho más
complicadas. ¿Qué hacer para tener un margen para las variaciones
del esfuerzo medio y de la amplitud de la tensión? Necesitamos leyes
aún más empíricas, esta vez por cortesía de Goodman y Miner. La
Regla de Goodman relaciona el rango de esfuerzos (Δζ)ζm para fallar
114
bajo un esfuerzo medio ζm, con la falla con esfuerzo medio cero,
(Δζ)ζ0:
(
)
=(
)
(
)
(3.67)
donde ζu es la resistencia a la tracción, dando una corrección al rango
de esfuerzos. Al aumentar ζm se provoca un pequeño rango de
esfuerzos (Δζ)ζm que es tan perjudicial como cuando se aplica un
(Δζ)ζ0 grande con tensión media cero (Figura 3.45(a)). El rango de
tensión corregida puede entonces ser conectado en la ley de Basquin.
El problema de la amplitud variable puede ser abordado
aproximadamente con la regla del daño acumulativo de Miner. La
figura 3.45(b) muestra una historia de carga idealizada con tres
amplitudes de esfuerzos (todos con esfuerzo medio cero). La ley de
Basquin da el número de ciclos hasta la falla si cada amplitud se
mantiene durante toda la vida del componente. Así que si se gastan
los N1 ciclos con una amplitud de tensión Δζ1, se agota una fracción
N1/Nf,1 de la vida disponible, donde Nf,1 es el número de ciclos hasta la
falla para esa amplitud de la tensión. La regla de Miner asume que el
daño se acumula de esta manera en cada nivel de esfuerzos.
Entonces se producirá la falla cuando la suma de las fracciones de los
daños llega a 1, es decir cuando:
∑
(3.68)
Figura 3.45. (a) El límite de fatiga referido a un esfuerzo medio cero. Escalas de La ley de
Goodman del rango de esfuerzos para una tensión media ζm. (b) Cuando cambia la amplitud del
esfuerzo cíclico, la vida se calcula usando la regla daño acumulativo de Miner.
115
La ley de Goodman y la regla de Miner son adecuadas para el diseño
preliminar, pero son aproximadas; en aplicaciones críticas para la
seguridad son esenciales las pruebas para replicar las condiciones de
servicio. Es por esta razón que los nuevos modelos de automóviles y
camiones son probados en 'pistas de durabilidad' más ásperas hasta
que fallan, lo que es una prueba del desempeño a la fatiga.
La discusión hasta ahora se ha centrado en la falla por fatiga de
componentes no agrietados, controlada por la iniciación de la grieta. El
caso de piezas que contienen grietas fue discutido en la sección
anterior; es un tema que concierne a la mecánica de la fractura. El
crecimiento de grietas, ya sea que provengan de los procesos de
fabricación (especialmente piezas con tratamiento térmico o soldadas)
o que se nucleen durante la operación, se rige por la Ley de Paris.
En la práctica, cuando no se cuenta con datos experimentales,
muchos autores coinciden en que puede calcularse el límite teórico de
fatiga a partir de la Resistencia a la Tracción, u, como se muestra en
la Tabla 3.11.
TABLA 3.11 Valores teóricos del limite de fatiga en flexion rotativa
VALOR TEORICO DE S’e
0,5 u
70 kg/mm2
0,4 uT
16 kg/mm2
0,4 u
13 kg/mm2
0,4 u
10 kg/mm2
0,38 u
APLICACION
Aceros con u < 140 kg/mm2
Aceros con u 140 kg/mm
Fundiciones de hierro con u < 40 kg/mm2
Fundiciones de hierro con u 40 kg/mm2
Aleaciones de Aluminio con u < 33 kg/mm2
Aleaciones de Aluminio con u 33 kg/mm2
Aleaciones de Cu y Ni con u < 28 kg/mm2
Aleaciones de Cu y Ni con u 28 kg/mm2
Aleaciones de Mg
Para cargas axiales completamente invertidas (alternadas), los valores
de la tabla anterior deben multiplicarse por 0,85. Posteriormente estos
valores se reducen aplicando los factores de Marin, para tamaño,
terminación superficial, confiabilidad, etc.
3.9.3. Mapas de Ashby para el límite de fatiga
116
La propiedad más importante que caracteriza en forma simple la
resistencia a la fatiga es el límite de fatiga, ζf, para 107 ciclos y cero
esfuerzo medio (con un valor de R = -1). Dado esto y la capacidad de
corregir la tensión media, y las contribuciones de suma
cuando cambia la amplitud del esfuerzo (ecuaciones 3.67 y 3.68),
permiten el diseño para lidiar con la fatiga de altos ciclos.
No es sorprendente que el límite de fatiga y la resistencia estén
relacionados. La correlación más fuerte es con la resistencia a la
tracción ζu, que se muestra en la carta de la figura 3.46 y en la tabla
3.11. Los datos para metales y polímeros se agrupan alrededor de la
línea:
que se muestran en la carta. Para cerámicos y
vidrios:
Figura 3.46. Límite de fatiga (endurance) frente a la resistencia a la tracción. La mayotía de los
materiales fallan por fatiga con esfuerzos bastante por debajo de la resistencia a la tracción.
117
3.9.4. Daño por fatiga y agrietamiento
Una muestra perfectamente lisa, sin cambios de sección, y que no
contiene inclusiones, agujeros o grietas, sería inmune a la fatiga
asumiendo que ni ζmax ni ζmin exceden su límite elástico. Pero eso es
una visión de la perfección que es inalcanzable. Algún defecto, por
pequeño que sea, puede ser mortal. Los agujeros de remache,
cambios bruscos de sección, roscas, muescas e incluso superficies
rugosas concentran los esfuerzos de la forma ya descrita. A pesar de
que los niveles de esfuerzos nominales generalmente están por
debajo de la tensión de fluencia, las tensiones aumentadas localmente
pueden conducir a invertir la deformación plástica. El movimiento de la
dislocación se limita a un pequeño volumen cerca de la concentración
de tensiones, pero eso es suficiente para causar daños que finalmente
se convierten en una pequeña grieta.
Fig. 3.47. (a) En la fatiga de alto ciclo se forma una pequeña zona plástica en la punta de la grieta
en cada ciclo de tracción; en la compresión la superficie recién formada se pliega hacia delante. (b)
En la fatiga de bajo ciclo la zona plástica es lo suficientemente grande para que puedan nuclear
huecos y crecer dentro de ella. Su coalescencia provoca un avance adicional de la grieta.
118
En la fatiga de altos ciclos, una vez que una grieta está presente se
propaga en la forma mostrada en la Figura 3.47(a). Durante la parte de
tracción de un ciclo se forma una pequeña zona plástica en la punta
de la grieta, que se abre y se extiende creando así una nueva
superficie. En la parte de compresión del ciclo la grieta se cierra de
nuevo y la superficie recién formada se dobla hacia adelante,
provocando el avance de la grieta. Los ciclos repetidos hacen que la
grieta se mueva hacia adelante, dejando pequeñas ondulaciones en la
cara de la grieta que marcan su posición en cada ciclo. Estas ―estrías‖
son característicos de una falla por fatiga y son útiles, en un sentido
forense, para revelar dónde comenzó la grieta y lo rápido que se
propaga.
En la fatiga de bajo ciclo las tensiones son más altas y la zona plástica
más grande, como en la figura 3.47(b). Puede ser tan grande que toda
la muestra esté en estado plástico, como ocurre cuando se flexiona la
tapa de una lata para hacerla quebrarse. Las deformaciones más
grandes están en la punta de la grieta, donde la plasticidad ahora
causa la nucleación de huecos, los que crecen y se unen, como en la
fractura dúctil.
3.10. Efecto de la temperatura sobre las propiedades mecánicas
En términos generales, la temperatura afecta en mayor o menor
medida y de diferentes formas la mayoría de las propiedades de los
materiales. Por ejemplo, si la temperatura aumenta, disminuye
linealmente el módulo elástico y la densidad (fig. 3.48), también
disminuye la resistencia, aunque no en forma lineal, y aumenta la
ductilidad. Por el contrario, si la temperatura disminuye, aumenta la
resistencia y disminuye la ductilidad, pudiendo esta última llegar a ser
tan crítica, que algunos materiales dúctiles, se comporten como
frágiles.
En el gráfico de la fig. 3.49 se muestra el efecto de la temperatura
sobre el módulo de elasticidad de cuatro aleaciones, designadas
como: A: acero al carbono; B: acero inoxidable austenítico; C:
aleaciones de titanio; D: aleaciones de aluminio.
119
Fig. 3.48. Efecto de la temperatura sobre la densidad y módulo de elasticidad.
En el mismo gráfico se observa que la diferencia de módulos entre los
dos aceros es bastante poca y que se va estrechando a medida que
aumenta la temperatura. También se observa que el acero al carbono
a 650°C disminuye su módulo en 40%, en cambio el acero inoxidable
lo hace sólo en 25%.
Módulo de elasticidad, GPa
250
27
127
227
327
427
527
627 °C
300
400
500
600
700
800
900
200
150
100
50
0
200
1000
Temperatura, °K
A
B
C
D
Fig. 3.49. Efecto de la temperatura sobre diversas aleaciones: A: acero al carbono; B: acero
inoxidable austenítico; C aleaciones de titanio; D aleaciones de aluminio:
La figura 3.50 muestra, en general el efecto de la temperatura sobre la
resistencia a la tracción en acero al carbono.
120
Fig. 3.50. Influencia de la temperatura en el comportamiento de acero al carbono
La fig. 3.51 muestra el efecto de la temperatura sobre la resistencia a
la tracción de varios metales y aleaciones: bronce, cobre, acero
estructural (de bajo carbono), aceros fundidos (steel castings), hierros
fundidos o fundiciones (iron castings), hierro forjado. Se observa que
algunas aleaciones aumentan su resistencia a la tracción hasta 200°C
o poco más, pero después disminuyen abruptamente.
204,4
426,7
600
300
Resistencia a la tracción, MPa
Resistencia a la tracción, kpsi
860
Fig. 3.51. Influencia de la temperatura en la resistencia a la tracción de diferentes metales y
aleaciones.
121
La fig. 3.52 muestra el efecto de la temperatura sobre la resistencia a
la tracción y la ductilidad de un acero al carbono, hasta la temperatura
de fusión
Fig. 3.52. Ductilidad y resistencia a la tracción en acero al carbono
La fig. 3.53 nos muestra el efecto de la temperatura sobre el límite
elástico (tensión de fluencia) y ductilidad en una aleación de aluminio
con 3,2% de Mg.
Fig. 3.53. Límite elástico y ductilidad en aleación de Al – 3,2% Mg
122
La fig. 3.54 muestra el efecto de la temperatura sobre níquel puro y
dos aleaciones de níquel: Inconel y Monel.
Fig. 3.54. Efecto de la temperatura sobre la ductilidad en níquel y aleaciones de níquel
El mapa de Ashby de la fig. 3.55 muestra la máxima temperatura de
servicio recomendada y la máxima tensión de fluencia para todas las
familias de materiales que se consideran en este texto. Se enfatiza,
que salvo muy pocas excepciones, los mapas de Ashby presentan
propiedades de familias de materiales, no de materiales específicos,
considerados individualmente.
El gráfico de la figura 3.56 muestra el efecto de la temperatura sobre la
resistencia a la tracción, tensión de fluencia, alargamiento y reducción
de área en acero SAE/AISI 1045. Se observa que hasta 400°C, tanto
la resistencia a la tracción como la tensión de fluencia, disminuyen
sólo un 5%. A partir de los 400°C se produce un quiebre abrupto y la
resistencia disminuye considerablemente; esto es perfectamente
coherente con la información contenida en el mapa de Ashby de la fig.
3.55, en el que se observa que la máxima temperatura de servicio
recomendada para aceros al carbono es un poco menos de 400°C.
Para una mejor visualización, en la fig. 3.57 se representa sólo la
tensión de fluencia y resistencia a la tracción; se observan claramente
dos zonas, la primera hasta 400°C y la segunda de 400 a 700°C.
123
Resistencia, kg/mmm^2
80,0
100,0
90,0
80,0
70,0
60,0
50,0
40,0
30,0
20,0
10,0
0,0
70,0
60,0
50,0
40,0
30,0
20,0
10,0
0,0
0
100
200
300
400
500
600
700
Alargamiento, Red. de área, %
Fig. 3.55. Mapa de Ashby que muestra la máxima temperatura de servicio
800
Temperatura de ensayo, °C
Fluencia
Tracción
Alargamiento
Red. Ärea
Fig. 3.56. Efecto de la temperatura sobre las propiedades del acero SAE/AISI 1045
Resistencia, kg/mmm^2
124
80,0
70,0
60,0
50,0
40,0
30,0
20,0
10,0
0,0
0
100
200
300
400
500
600
700
800
Temperatura de ensayo, °C
Fluencia
Tracción
Fig. 3.57. Tensión de fluencia y resistencia a la tracción para acero SAE 1045 en función de la
temperatura.
La fig. 3.58 muestra la resistencia a la tracción en el intervalo 20 –
400°C, con las ecuaciones que gobiernan esas curvas, en las que se
aprecia muy buena correlación.
75,0
y = 6E-05x2 - 0,036x + 71,795
R² = 1
Título del eje
70,0
65,0
60,0
y = 1E-05x2 - 0,0135x + 55,431
R² = 1
55,0
50,0
0
50
100
150
200
250
300
350
400
450
Título del eje
Fluencia
Tracción
Fig. 3.58. Ecuaciones para determinar tensión de fluencia y resistencia a la tracción entre 20 y
400°C en acero SAE 1045.
125
La fig. 3.59 muestra la segunda parte de las curvas, de 400 a 700°C.
También se observa una buena correlación.
70,0
65,0
y = -0,0002x2 + 0,0707x + 70,4
R² = 1
Título del eje
60,0
55,0
50,0
45,0
40,0
35,0
30,0
25,0
y = -0,0003x2 + 0,2348x + 7,7
R² = 1
20,0
400
450
500
550
600
650
700
Título del eje
Series1
Series2
Fig. 3.59. Ecuaciones para determinar tensión de fluencia y resistencia a la tracción entre 400 y
700°C en acero SAE 1045.
3.11. Manipulación de las propiedades
Algunas propiedades mecánicas pueden manipularse con relativa
facilidad, con otras es un poco más difícil y hay algunas que
simplemente no es posible manipularlas.
3.11.1 Manipulación del módulo de elasticidad
El módulo de elasticidad, llamado también constante de elasticidad de
los materiales, precisamente porque su magnitud permanece
práticamente invariable cuando se modifican las concentraciones de
los elementos de aleación; así se demuestra en la fig. 3.49 al
comparar el módulo de elasticidad del acero al carbono
(aproximadamente 1% de elementos de aleación) y el acero inoxidable
austenítico, que puede llegar a tener más de 30% de elementos de
aleación (principalmente cromo, níquel, molibdeno y, en menor
proporción, titanio, niobio y otros.
126
Sin embargo, la situación es diferente en los materiales compuestos o
composites. Los composites se construyen mediante la incorporación
de fibras o partículas en una matriz continua de un polímero
(compuestos de matriz polimérica, PMCs), un metal (MMC) o una
cerámica (CMC), como en la Figura 3.60. El desarrollo de materiales
compuestos de alto rendimiento es uno de los grandes avances en
materiales de los últimos 40 años, alcanzando ahora una gran
madurez. Los composites tienen una alta rigidez y resistencia por
unidad de peso, y, en el caso de los compuestos MMC y CMC, un
buen desempeño con altas temperaturas. Aquí, entonces, estamos
interesados en la rigidez y el peso.
Cuando una fracción de volumen f de un refuerzo (de densidad ρr) se
mezcla con una fracción de volumen (1- f) de una matriz m (de
densidad ρm ) para formar un compuesto sin porosidad residual, la
densidad ̃ del compuesto se da exactamente por la regla de las
mezclas:
=
̃
(
)
(3.69)
La geometría o la forma del refuerzo no importa excepto en la
determinación de la fracción máxima de empaquetamiento de refuerzo
y, por lo tanto, el límite superior para f (típicamente 50%).
El módulo de un compuesto se encuentra acotado por los dos límites
entre los cuales queda el módulo del compuesto. El límite superior, Eu,
se encuentra suponiendo que, al aplicar carga, los dos componentes
se deforman en la misma cantidad, como resortes en paralelo. El
esfuerzo es, entonces, el promedio de los esfuerzos en la matriz y el
refuerzo rígido, dando, una vez más, una regla de las mezclas:
̃=
(
)
(3.70)
donde Er es el módulo de Young del refuerzo y Em de la matriz. Para
calcular el límite inferior, EI, suponemos que los dos componentes
soportan la misma tensión, como resortes en serie. La deformación es
el promedio de las deformaciones locales y el módulo compuesto es:
̃=
(
)
(3.71)
127
Figura 3.60. Mezcla de partículas o fibras rígidas en una matriz menos rígida.
Figura 3.61. Mapa E-ρ para materiales compuestos
La figura 3.61 muestra la gama de propiedades del compuesto que
podría, en principio, ser obtenido por mezcla de dos materiales; los
límites se calculan de las ecuaciones (3.69) a (3.71). Los compuestos,
por lo tanto pueden llenar, de una u otra manera, espacios vacíos en
los mapas E-ρ, abriendo nuevas posibilidades en el diseño. Desde
luego, hay límites prácticos como el hecho de que la matriz y el
refuerzo deben ser químicamente compatibles y estar disponibles en
la forma correcta, y el procesamiento de la mezcla debe ser
alcanzable a un costo razonable. Los polímeros reforzados con fibra
son ejemplos bien conocidos, estableciendo una burbuja para los
128
materiales compuestos entre la burbuja de los polímeros y la burbuja
de los cerámicos. Son tan rígidos como los metales, pero más
livianos.
Otro caso son las espumas, en las que, igual que en el caso de los
materiales compuestos, se puede manipular tanto el módulo de
elasticidad (la rigidez) y la densidad (el peso). Las espumas se hacen
de la misma forma en que se fabrica el pan: mezclando un material
matriz (la masa) con un agente espumante (la levadura), y controlando
lo que sucede entonces de tal manera de atrapar las burbujas. Las
espumas de polímero son familiares como aislantes y flotadores y
como rellenos en cojines y embalajes. Puede, sin embargo, hacerse
espumas de otros materiales: metales, cerámicas e incluso vidrio. Son
livianos por la obvia razón de que, por lo general, llenan un espacio del
90%, y tienen módulos bajos. Esto puede hacer que parezca como
que son de poca utilidad, lo que es erróneo: si se desea amortiguar o
proteger un objeto delicado, lo que se necesita es un material con una
rigidez baja y controlada, y resistencia, lo que es proporcionado por las
espumas. La figura 3.62 muestra los rangos en que puede
manipularse el módulo y la densidad en la fabricación de espumas.
Figura 3.62. Mapa de propiedades para espumas
129
3.11.2. Manipulación de la tenacidad-resistencia, la disyuntiva de los
metales.
a) Metales
No es fácil hacer materiales que sean a la vez tenaces y resistentes.
La energía absorbida por una grieta cuando avanza, dando tenacidad,
se deriva de la deformación que se produce en la zona plástica en la
punta de la grieta. Se mostró que el aumento de la resistencia a la
fluencia hace que la zona se contraiga y cuanto menor es la zona de
fluencia, menor es la tenacidad. La figura 3.63 muestra la resistencia y
tenacidad para aleaciones de aluminio forjadas y fundidas, indicando
los mecanismos de fortalecimiento. Todas las aleaciones tienen una
resistencia mayor y menor tenacidad que el aluminio puro. Las
aleaciones forjadas muestran un ligero descenso en la tenacidad con
el aumento de la resistencia; para las aleaciones fundidas la caída es
mucho mayor debido a la fractura intergranular.
Figura 3.63. Resistencia y tenacidad de aleaciones de aluminio forjadas y fundidas
130
La figura anterior muestra la forma en que la variación de los
elementos de aleación permite manipular la tensión de fluencia y la
tenacidad a la fractura.
La gran aceptación que tienen los aceros se debe, en gran parte, a la
posibilidad de cambiar sus propiedades a través de los elementos de
aleación. En la figura 3.64 se muestra el efecto de la concentración de
carbono en la dureza de los aceros. Para establecer el efecto de otros
elementos de aleación se recomienda consultar el Volumen 1 de ASM
Handbook [8].
Fig. 3.64. Efecto del carbono en la dureza y microestructura del acero [8]
Otra forma de mejorar la resistencia de los aceros es mediante
tratamientos térmicos. El recocido y normalizado ablandan los aceros;
en cambio, el temple (quench) conduce al endurecimiento de los
aceros; sin embargo, las estructuras martensíticas originadas en el
temple, son extremadamente duras y frágiles por lo que es necesario
hacer un tratamiento de revenido (tempering) de modo de ganar algo
de ductilidad, aún a expensas de perder algo de dureza y resistencia.
131
En la figura 3.65 se muestra el efecto del temple y revenido en función
de la temperatura de revenido y del porcentaje de carbono.
Fig. 3.65. Dureza en función del contenido de carbono en aleaciones hierro-carbono templado y
revenido a las temperaturas indicadas.
132
La figura 3.66 muestra el efecto del revenido en varios aceros aleados.
Fig. 3.66. Tenacidad al impacto Charpy con muesca en V en varios aceros aleados
133
El gráfico de la figura 3.67 muestra el efecto del revenido en las
propiedades mecánicas del acero SAE/AISI 4340 [9].
2000
22
1800
1600
1400
18
1200
16
1000
800
Alargamiento, %
Dureza (HB), Resistencia, UTS y Fluencia, MPa
20
14
600
12
400
200
10
100
200
300
400
500
600
700
Temperatura de revenido, °C
UTS
Fluencia
HB
Duct. %
Fig. 3.67. Efecto de la temperatura de revenido sobre las propiedades mecánicas del acero
SAE/AISI 4340.
La fig. 3.68 muestra el efecto de la temperatura de revenido sobre la
resistencia a la tracción, tensión de fluencia y alargamiento (ductilidad)
en el acero SAE/AISI 1045, un acero de amplio uso en nuestro medio.
Estos datos fueron obtenidos en Laboratorios del Departamento de
Ingeniería Mecánica de la Universidad de Antofagasta, Chile.
1400
15
1300
14
1200
13
1100
12
1000
11
900
10
800
9
700
8
600
7
500
6
400
Alargamiento Porcentual, %
Tensión, MPa
134
5
200
300
400
450
500
550
600
650
Temperatura de Revenido, ºC
Fluencia
Tracción
Alargamiento
Fig. 3.68. Efecto de la temperatura de revenido sobre las propiedades del acero SAE 1045
b) Polímeros y composites
Las microestructuras y propiedades de los polímeros son manipuladas
mediante reticulación y ajuste del peso molecular y el grado de
cristalinidad. Las figuras 3.34 y 3.35 mostraron que la resistencia de
los polímeros abarcan un factor de alrededor de 5, mientras que la
tenacidad a la fractura se extiende por un factor de 20. Los cambios
más dramáticos son posibles gracias a la mezcla, mediante la adición
de materiales de relleno y refuerzo con fibras continuas o picadas para
formar materiales compuestos (composites). La figura 3.69 muestra
cómo estos influyen en el módulo E y la tenacidad a la fractura KIC del
polipropileno (PP). La combinación o co-polimerización con
elastómeros tales como EPR o EPDM ('modificadores de la
resiliencia') reducen el módulo pero aumenta la tenacidad a la fractura
KIC y tenacidad Gc. El relleno con polvo de vidrio barato, talco o
carbonato de calcio aumenta el módulo a más del doble, pero a costa
de una cierta pérdida de tenacidad.
La separación dentro de la zona plástica, permitiendo que avance una
grieta, resulta del crecimiento de huecos que nuclean en las
135
inclusiones. Si se eliminan las inclusiones, la tenacidad aumenta sin
pérdida de resistencia, lo que retrasa la nucleación de los huecos. Los
aceros ―limpios‖, las superaleaciones y las aleaciones de aluminio que
se fabrican filtrando el metal fundido antes de la colada, tienen
significativamente mayor tenacidad que los hechas por métodos de
fundición convencionales.
Figura 3.69. Resistencia y tenacidad de polipropileno, mostrando el efecto de rellenos,
modificadores de la resiliencia y fibras.
El refuerzo con fibras de vidrio o de carbono aumenta con mayor
eficacia tanto el módulo como la tenacidad a la fractura KIC, y en el
caso del vidrio, la tenacidad Gc. ¿Cómo es que un polímero
relativamente frágil (KIC
3 MPa*m1/2) mezclado con fibras aún más
frágiles (para el vidrio KIC
0,8 MPa*m1/2) pueden dar un composite
con un KIC de hasta 10 MPa*m1/2? La respuesta se da a continuación.
Las finas fibras sólo pueden contener pequeños defectos y en
consecuencia tienen altas resistencias. Cuando una grieta crece en la
matriz, las fibras permanecen intactas y hacen de puente de las
grietas. Esto promueve un múltiple agrietamiento, donde cada uno
aporta su propia energía aumentando así la disipación general.
Cuando las fibras se rompen, las roturas se distribuyen
136
estadísticamente, dejando ligamentos de fibra enterrados en la matriz.
Según las grietas se abren, las fibras salen al exterior, y se disipa más
energía por la fricción. Los composites se procesan para controlar la
adhesión entre las fibras y la matriz para maximizar la tenacidad
mediante estos mecanismos.
3.11.3. Manipulación de la resistencia a la fatiga
Ya se ha mencionado varias veces la fuerte relación que existe entre
la resistencia a la fatiga y la resistencia a la tracción, por lo que la vida
de fatiga se ve favorecida por la elección de los materiales que son
resistentes, asegurándose de que contengan el menor número de
defectos como sea posible, y dándoles una capa superficial en la que
las tensiones internas sean de compresión. Aquí se debe hacer notar
la situación de las cerámicas, intrínsecamente frágiles, por lo que, a
pesar de tener buena resistencia, su menor resistencia a la fatiga y,
peor aún, muy baja tenacidad a la fractura, las hace poco atractivas
para trabajar a la fatiga
a) Elección de materiales resistentes
La carta de la figura 3.46 establece la estrecha relación entre el límite
de fatiga y la resistencia a la tracción. La mayoría de los diseños no se
basan en resistencia a la tracción, sino en la tensión de fluencia, y
aquí la correlación es menos fuerte. Definimos la razón de fatiga Fr =
Límite de fatiga/Tensión de fluencia. La figura 3.70 muestra los datos
para Fr de una aleación de aluminio endurecida y un acero de baja
aleación. Ambos pueden ser tratados térmicamente para aumentar su
resistencia a la fluencia, y más altas resistencias conducen a mayores
esfuerzos de diseño. La figura, sin embargo, muestra que la relación
de fatiga Fr cae a medida que aumenta la tensión de fluencia ζy, lo
que significa que la ganancia en el límite de fatiga es
considerablemente menor que la del límite elástico. En la fatiga
controlada por la propagación, por otra parte, la combinación de un
mayor esfuerzo y una menor tenacidad a la fractura implica que se
propagarán tamaños más pequeños de grietas, causando fallas (y la
resolución de las técnicas de inspección pueden no estar a la altura
del trabajo).
137
Figura 3.70. La caída en la relación de fatiga con el aumento de resistencia a la fluencia para una
aleación de aluminio y un acero, los cuales ambos se puede tratar para dar una gama de
resistencias.
b) Seguridad de que contienen el menor número de defectos como
sea posible
Ya se ha hecho mención de la limpieza de aleaciones con
composiciones cuidadosamente controladas, que se filtran en estado
líquido para eliminar las partículas no deseadas que, en el sólido,
pueden nuclear grietas por fatiga. Pruebas no destructivas utilizando
imágenes de rayos X o la detección ultrasónica de defectos peligrosos,
permiten que la pieza sea rechazada. Y ciertos procesos secundarios
como prensado isostático en caliente, que calienta el componente bajo
una gran presión hidrostática de gas argón inerte, puede sellar grietas
y colapsar la porosidad.
c) Proporcionar una tensión superficial en compresión
Las grietas sólo se propagan durante la parte de tracción de un ciclo
de esfuerzos; un esfuerzo de compresión obliga a la grieta a juntar
sus caras, provocando un cierre. Las grietas de fatiga frecuentemente
138
empiezan en la superficie, de modo que si una capa superficial
delgada puede dar una tensión interna de compresión, toda grieta
permanecerá cerrada incluso cuando el esfuerzo promedio a través de
toda la sección sea de tracción. Esto se logra mediante tratamientos
que comprimen plásticamente la superficie mediante granallado (shot
peening) (Figura 3.71): resortes de ballesta para autos y camiones son
"forjados en frío‖', lo que significa que se doblan con una gran
deflexión y luego se tratan de la manera mostrada en la figura; esto
aumenta su vida a la fatiga por un factor de 5. Un resultado similar se
consigue mediante un chorro de arena o bruñido (deformación local
con una herramienta lisa, pulida), o difundir los átomos en la superficie
(mediante cementación o nitruración), expandiendo una capa delgada,
que, debido a que está unida a la masa más interna, se comprime.
Figura 3.71. Granallado (shot peening), una de las varias formas de crear tensiones superficiales
de compresión.
RESUMEN
En este capítulo se han discutido las propiedades mecánicas,
relacionándolas con los modos de falla; también se ha señalado la
forma de mejorar algunas propiedades con el objeto de obtener una
ganancia en el desempeño de un componente específico. En la Tabla
3.12 se incluye un resumen de las propiedades, su relación con los
modos de falla y algunas aplicaciones típicas.
139
Tabla 3.12. Relación entre propiedades mecánicas y modos de falla,
incluyendo algunas aplicaciones típicas.
´PROPIEDAD
MODO DE FALLA
APLICACIONES
TIPICAS
Instrumentos de medida
Equipos de precisión
Componentes con ajustes
Módulo de elasticidad
de
precisión
(sellos,
Deformación elástica
(Rigidez).
canastillos
interior
y
exterior de rodamientos,
bujes), pandeo elástico
de columnas esbeltas.
Estructuras
y
Tensión
de
fluencia
componentes de máquina
Deformación plástica
(límite elástico)
sometidos
a
carga
estática o cuasi-estática.
Estructuras
y
Tensión
de
fluencia/
componentes de máquina
Fractura dúctil
Resistencia a la tracción
sometidos
a
carga
estática o cuasi-estática.
Estructuras
y
componentes de máquina
Resistencia a la tracción
Fractura frágil
sometidos a cargas de
impacto.
Estructuras
y
componentes de máquina
Resistencia a la fatiga
Fractura por fatiga
sometidos a cargas que
varían en el tiempo,
cíclicas o fluctuantes.
Tenacidad a la fractura
Fractura de materiales Estructuras
y
agrietados
componentes de máquina
que se fracturan por
propagación de grietas
por fatiga.
Densidad (peso)
Pérdida de funcionalidad Equipos de transporte,
por exceso de peso
especialmente
de
la
industria aeronáutica y
aero.espacial.
140
CAPITULO 4
PROPIEDADES TERMICAS
4.1. Introducción
Las propiedades de un material cambian con la temperatura, por lo
general se deterioran. Su resistencia disminuye, como ya se discutió
en el capítulo anterior, comienza el creep (disminuyendo la resistencia
lentamente con el tiempo), puede oxidarse, degradarse o
descomponerse (Fig. 4.1). Esto significa que existe una temperatura
límite llamada la temperatura máxima de servicio, Tmax, por encima de
la cual su uso es poco práctico. El acero inoxidable tiene un alto Tmax
(se puede utilizar hasta 800° C); la mayoría de los polímeros tienen
una baja Tmax y rara vez se utilizan por encima de 150°C, como se
muestra en el mapa de Ashby del capítulo anterior.
Fig. 4.1. Propiedades térmicas
141
La mayoría de los materiales se expanden cuando se calientan, pero
en diferentes cantidades, en función de su coeficiente de expansión
térmica, α. La expansión es pequeña, pero sus consecuencias pueden
ser grandes. Si, por ejemplo, una varilla está restringida, como en
Figura 4.1(b), y luego se calienta, la expansión obliga a la varilla a
actuar en contra de las restricciones, produciendo pandeo. Los rieles
del ferrocarril se pandean si el diseño no se ha hecho para hacer
frente a este problema.
Algunos materiales, metálicos por ejemplo, dan la sensación de frío;
otros, como la madera dan la sensación de ser cálidos. Esta sensación
tiene que ver con dos propiedades térmicas del material: la
conductividad térmica y la capacidad calórica. La primera, la
conductividad térmica, λ, mide la velocidad a la que el calor fluye a
través del material cuando un lado está caliente y el otro frío. Los
materiales con alta λ son los adecuados si se desea conducir calor de
un lugar a otro, como en ollas de cocina, radiadores e
intercambiadores de calor; la figura 4.1(c) sugiere las consecuencias
de alta y baja λ para el recipiente de cocción. Pero materiales con bajo
λ son útiles para aislar hogares, reducir la energía consumida por
refrigeradores y congeladores, y permiten que los vehículos espaciales
puedan volver a entrar la atmósfera de la tierra.
Estas aplicaciones tienen que ver con largos tiempos y flujo de calor
constante. Cuando el tiempo es limitado, interviene otra propiedad, la
capacidad de calor, Cp. Mide la cantidad de calor que se necesita para
hacer que la temperatura del material suba en una cantidad
determinada. Los materiales con elevada capacidad calorífica, el cobre
por ejemplo, requieren una gran cantidad de calor para cambiar su
temperatura; materiales de baja capacidad calorífica, como polímeros,
toman mucho menos tiempo. El flujo de calor constante tiene que ver,
como se ha dicho, con la conductividad térmica. Hay una propiedad
más sutil que describe lo que sucede cuando el calor se aplica
primero. Piense en encender el gas bajo una losa fría de material con
una porción de helado en la parte superior, como en la figura 4.1(d).
Un instante después de la ignición, la superficie inferior está caliente,
pero el resto está frío. Después de un tiempo, la parte central se
calienta, y más tarde aún, la parte superior comienza a calentarse y el
helado primero comienza a derretirse. ¿Cuánto tiempo dura esto?
142
Para un espesor dado de la losa, el tiempo es inversamente
proporcional a la difusividad térmica, a, del material de la losa. Se
diferencia de la conductividad porque los materiales difieren en su
capacidad de calor, de hecho, es proporcional a λ/Cp.
En este capítulo se discuten en detalles estas y otras propiedades
térmicas.
Las propiedades térmicas cuantifican la respuesta de los materiales al
calor. El calor, hasta alrededor del año 1800, se pensaba que era una
sustancia física llamado "calórico" que de alguna manera se filtraba en
las cosas cuando eran expuestos a las llamas. Correspondió al
americano Benjamin Thompson, respaldado nada menos que por el
formidable Carnot, sugerir lo que ahora sabemos que es verdad: que
el calor son átomos o moléculas en movimiento. En los gases, ellos
están flotando entre sí entre colisiones ocasionales. En los sólidos, por
el contrario, vibran alrededor de sus posiciones medias; cuanto mayor
sea la temperatura, mayor es la amplitud de las vibraciones. De esta
percepción emerge toda nuestra comprensión de las propiedades
térmicas de los sólidos: su capacidad calorífica, su coeficiente de
expansión, la conductividad, incluso la fusión.
El calor afecta a las propiedades mecánicas y también las físicas. a
medida que aumenta la temperatura, los materiales se expanden, el
módulo de elasticidad disminuye, la resistencia cae y puede comenzar
el creep en el material, deformándose lentamente con el tiempo a una
velocidad que aumenta a medida que nos acercamos al punto de
fusión hasta que, en la fusión, el sólido pierde toda rigidez y
resistencia.
El diseño térmico, el tema final de este capítulo, es el diseño para
hacer frente adecuadamente a los efectos del calor o, cuando sea
posible, para explotarlos.
4.2. Propiedades térmicas: definición y medición
Dos temperaturas, la temperatura de fusión, Tm, y la temperatura del
vidrio, Tg (unidades para ambos: Kelvin, °K, o centígrados, °C) son
puntos de referencia fundamentales porque se refieren directamente a
la resistencia de los enlaces en el sólido. Los sólidos cristalinos tienen
143
un punto de fusión definido, Tm. Los sólidos no cristalinos no lo tienen;
la temperatura del vidrio Tg caracteriza la transición de un sólido
verdadero a un líquido muy viscoso. Es útil, en el diseño de ingeniería,
definir otras dos temperaturas: las temperaturas máximas y mínimas
de servicio, Tmax y Tmin (unidades por tanto: °K o °C). La primera nos
dice la temperatura más alta a la que el material se puede utilizar de
forma continua sin oxidación, cambio químico o que la excesiva
distorsión se convierta en un problema. La segunda es la temperatura
por debajo de la cual el material se vuelve frágil o inseguro de usar.
Cuesta energía para calentar un material. La energía para calentar 1
kg de un material en 1 °K se denomina la capacidad de calor o calor
específico, y puesto que la medición se hace normalmente a presión
constante (presión atmosférica) se le da el símbolo Cp.
El calor se mide en Joules , símbolo J, por lo que las unidades de calor
específico son J/kg*°K. Cuando se trata con gases, es más habitual
medir la capacidad calorífica a volumen constante (símbolo Cv) y para
los gases este difiere de Cp. Para sólidos la diferencia es tan pequeña
que puede ser ignorada, y nosotros lo haremos aquí. Cp se mide
mediante la técnica de calorimetría, que es también la forma estándar
de la medición de la temperatura del vidrio Tg. La figura 4.2 muestra
cómo, en principio, se hace esto. Una cantidad medida de energía
(aquí, la energía eléctrica) se bombea a una muestra de material de
masa conocida. Se mide el aumento de la temperatura, permitiendo
que sea calculada la energía/kg*°K . Los calorímetros reales son más
elaborados que esto, pero el principio es el mismo.
La mayoría de los materiales se expanden cuando se calientan (Figura
4.3). La deformación térmica por grado de cambio de temperatura se
mide por el coeficiente térmico de expansión lineal, α. Se define por:
=
(4.1)
donde L es una dimensión lineal del cuerpo. Si el material es
anisotrópico se expande de manera diferente en diferentes
direcciones, y dos o más coeficientes son obligatorios. Dado que la
deformación es adimensional, las unidades de α son °K-1 o, más
convenientemente, 'Microdeformación /° K', es decir 10-6 °K-1.
144
Figura 4.2. Medición de la capacidad de calor Cp. La unidad es J/kg*°K
Figura 4.3. Medición del coeficiente de expansión térmica
La potencia se mide en watts; 1 watt (W) es 1 joule/segundo. La
velocidad a la que el calor es conducido a través de un sólido en el
estado estacionario (lo que significa que el perfil de temperatura no
cambia con el tiempo) se mide por la conductividad térmica, λ
(unidades: W/m*°K). La figura 4.4 muestra cómo se mide: mediante el
registro del flujo de calor q (W/m2) que fluye a través del material
desde una superficie a mayor temperatura T1 a una más baja T2
separados por una distancia x. La conductividad se calcula a partir de
la ley de Fourier:
=
=
(
)
Donde q es el flujo de calor por unidad de área (W/m2).
(4.2)
145
Figura 4.4. Medición de la conductividad térmica λ.
La conductividad térmica, como hemos dicho, regula el flujo de calor a
través de un material en el estado estacionario. La propiedad que rige
el flujo de calor transitorio (cuando la temperatura varía con el tiempo)
es la difusividad térmica, a (unidades: m2/s). Las dos están
relacionadas por:
=
(4.3)
donde ρ es la densidad y Cp es, como antes, la capacidad de calor. La
difusividad térmica se puede medir directamente mediante la medición
del tiempo que tarda un pulso de temperatura para atravesar una
muestra de espesor conocido cuando se aplica brevemente una fuente
de calor para un lado; o puede calcularse a partir de λ (y ρCp) a través
de la ecuación (4.3).
4.3. Cartas de propiedades térmicas
Tres cartas dan una visión general de las propiedades térmicas y su
relación con la resistencia.
4.3.1. Expansión térmica, α, y conductividad térmica, λ.
La figura 4.5 muestra los mapas de expansión térmica, α, y la
conductividad térmica, λ. Los metales y cerámicas técnicas están
hacia la parte inferior derecha: tienen altas conductividades y
coeficientes de expansión modestos. Los polímeros y elastómeros se
encuentran en la parte superior izquierda: sus conductividades son
146
100 veces menores y sus coeficientes de dilatación 10 veces mayor
que los de los metales. Las cartas muestran líneas de trazos con los
valores de λα, una cantidad importante en el diseño de la distorsión
térmica, un tema que retomaremos más adelante. Ha sido
añadido a la carta un material extra, el Invar (una aleación de níquel),
debido a su bajo coeficiente de expansión, único, cerca de la
temperatura ambiente, consecuencia de un equilibrio entre la
expansión normal y una contracción asociada con una transformación
magnética.
Figura 4.5. Coeficiente de expansión lineal, α, frente a la conductividad térmica, λ. Las líneas de
trazos muestran el parámetro de distorsión λ/α.
4.3.2. Conductividad térmica, λ, y difusividad térmica, a.
La figura 4.6 muestra los valores a temperatura ambiente de la
conductividad térmica, λ, y de la difusividad térmica, a, con líneas de
trazos para la capacidad de calor volumétrica ρCp, igual a la relación
λ/α (de la ecuación (4.3)). Los datos abarcan casi cinco órdenes de
147
magnitud en λ y a. Los materiales sólidos se encadenan a lo largo de
la línea
(4.4)
lo que significa que la capacidad calorífica por unidad de volumen,
ρCp, es casi constante para todos los sólidos, algo para recordar más
adelante. Como regla general:
λ = 3 x 106a
(4.5)
(λ en W/m*K y a en m2/s).
Figura 4.6. Coeficiente de expansión lineal, α, representado frente a la conductividad térmica, λ.
Las líneas de trazos muestran el parámetro de distorsión térmica λ/α.
Algunos materiales se apartan de la norma: tienen capacidad
volumétrica de calor menor a la media. Las mayores desviaciones se
muestran en los sólidos porosos: espumas, ladrillos refractarios de
baja densidad, maderas y similares. Debido a su baja densidad
148
contienen menos átomos por unidad de volumen y, promediando para
el volumen de la estructura, ρCp es baja. El resultado es que, aunque
las espumas tienen conductividades bajas (y son ampliamente
utilizados para el aislamiento debido a esto), sus difusividades
térmicas no son necesariamente bajas. Esto significa que no
transmiten mucho calor, pero ellos cambian de temperatura
rápidamente.
4.3.3. Conductividad térmica, α, y Tensión de fluencia ζy.
La carta de la figura 4.7, muestra la conductividad térmica, λ y la
resistencia a la fluencia, ζy. Los metales, particularmente las
aleaciones de cobre, aluminio y níquel, son resistentes y buenos
conductores, una combinación de propiedades que buscamos para
aplicaciones tales como intercambiadores de calor.
Figura 4.7. Conductividad térmica, λ, y tensión de fluencia ζ y.
149
4.4. Diseño para explotar las propiedades térmicas
Todos los materiales tienen un coeficiente de expansión térmica α, un
calor específico CP y una conductividad térmica λ. Las cartas de
propiedades del material son particularmente útiles en la elección de
materiales para aplicaciones que utilizan estas propiedades. Ciertas
propiedades térmicas, sin embargo, se muestran sólo por unos pocos
materiales especiales: el comportamiento de memoria de forma es
un ejemplo. No hay ningún punto en las cartas para ellos porque son
muy pocos los materiales que las poseen, pero siguen siendo de
interés en la ingeniería.
4.4.1. Control de los esfuerzos térmicos
La mayoría de las estructuras, pequeñas o grandes, están hechas de
dos o más materiales que son apernados, soldados o unidos de otro
modo. Esto causa problemas cuando cambian las temperaturas. Las
vías de ferrocarril se doblarán y pandearán en tiempos
excepcionalmente calurosos (acero con alto α, fijos a la tierra con un α
mucho menor). Las líneas de transmisión aéreas se pandean por la
misma razón, un problema para la alta velocidad de trenes eléctricos.
Los rodamientos se agripan. La distorsión térmica es un problema
particular en los equipos diseñados para la medición precisa o registro
como el que se utiliza para hacer máscaras para los chips de
computadora de alto rendimiento, causando la pérdida de exactitud
cuando las temperaturas cambian.
Todo esto se deriva de la expansión térmica diferencial, que, si los
componentes están restringidos (sujetos de una manera que permite
que esto ocurra) genera tensión térmica. Como ejemplo, muchas
tecnologías implican materiales de revestimiento con una capa
superficial delgada de un material diferente para impartir resistencia al
desgaste, o la resistencia a la corrosión u oxidación. El proceso de
deposición a menudo funciona a altas temperaturas. En el
enfriamiento, el sustrato y la capa superficial se contraen en diferentes
cantidades debido a que sus coeficientes de dilatación son diferentes y
esto pone la capa bajo esfuerzo. Esta tensión residual calcularse de la
forma siguiente.
150
Piense en una película delgada unida a un componente que es mucho
más grueso que la película, como en la figura 4.8(a). Primero
imaginemos que la capa se separa, como en la figura 4.8(b). Una
caída de temperatura de ΔT hace que la capa cambie de longitud por
δL1 = α1L0ΔT. Mientras tanto, el sustrato al que se unió previamente se
contrae por δL2 = α2L0ΔT. Si α1 > α2 la capa superficial se contrae más
que el sustrato. Si queremos mantener la película de nuevo en el
sustrato mucho más masivo, que cubra la misma superficie que antes,
debemos estirarlo mediante la deformación:
=
=
(
)
(4.6)
Esto requiere un esfuerzo en la película de:
ζ1 = E1(α1 – α2)ΔT
(4.7)
Los esfuerzos pueden ser lo suficientemente grandes como para
romper la película de la superficie. El patrón de grietas visto en
azulejos esmaltados surge de esta manera.
Figura 4.8. Las tensiones térmicas surgen en películas delgadas al enfriar o calentar cuando
difieren sus coeficientes de expansión. Aquí el de la película es α 1 y el del sustrato, un cuerpo
masivo, es α2.
151
De modo que si se unen materiales distintos se deben esperar
esfuerzos térmicos cuando son calentados o enfriados. La forma de
evitarlo es evitar combinaciones de materiales con muy diferentes
coeficientes de dilatación. La carta α-λ de la figura 4.5 tiene al
coeficiente de expansión α como uno de sus ejes: las opciones buenas
son aquellas que se encuentran muy cerca de este eje, las peligrosas
son aquellas que se encuentran lejos.
Pero evitar los materiales con α desiguales no siempre es posible.
Pensemos en unir vidrio con un metal (Pyrex con acero inoxidable, por
ejemplo), una combinación común en equipos de alto vacío. Sus
coeficientes de dilatación se pueden leer en la carta α - λ
de la Figura 4.5: para Pyrex (vidrio de borosilicato), α = 4 x 10-6 1/°K;
para acero inoxidable, α = 20 x 10-6 1/°K: un gran desajuste. Los
equipos de vacío tienen que ser sometidos ―al horno‖ para desorber
gases y la humedad, lo que requiere que se calienten a
aproximadamente 150°C, lo suficiente para que la falta de coincidencia
agriete el Pyrex. La respuesta es el grado de la unión con uno o más
materiales con la expansión que se encuentra entre los dos: en primer
lugar se une el Pyrex a un vidrio de expansión ligeramente más alta y
el acero a un metal de menor expansión; la carta sugiere vidrio de
sosa para la primera y una aleación de níquel para la
segunda, y luego la difusión del enlace éstos entre sí, como en la
figura 4.9. La unión gradual difunde la falta de coincidencia,
reduciendo el esfuerzo y el riesgo de daño.
Figura 4.9. Una unión gradual. El acero inoxidable de alta expansión está unido a una aleación de
níquel de expansión inferior; el Pyrex de baja expansión (un vidrio de borosilicato) está unido a un
vidrio con una mayor expansión, y el conjunto se ensambla para dar paso a paso a una junta de
expansión gradual.
152
Hay una alternativa, aunque no siempre es práctica. Consiste en poner
una capa compatible (de caucho, por ejemplo), en la unión; es la forma
en que las ventanas son montadas en los autos. La diferencia en la
expansión es absorbida por la distorsión en el caucho, transmitiendo
muy poco de la falta de coincidencia al vidrio o al acero circundante.
4.4.2. Sensor térmico y actuación
La expansión térmica puede utilizarse para detectar (para medir la
temperatura) y para accionar (para abrir o cerrar válvulas o circuitos
eléctricos, por ejemplo). El desplazamiento térmico directo δ = αL0ΔT
es pequeño; ayudaría tener una manera de amplificarlo. La figura 4.10
muestra una manera de hacer esto. Dos materiales, deliberadamente
elegidos para tener diferentes coeficientes de expansión α1 y α2, se
unen entre sí en forma de una tira de bi-material de espesor 2t, como
en la figura 4.9(a). Cuando la temperatura cambia en ΔT = (T1 – T0),
uno se expande más que el otro, haciendo que la tira se doble. Los
planos en la mitad del espesor de cada tira (con líneas de trazos en la
figura 4.10(b)) difieren en la longitud en L0(α2 – α1)ΔT. La simple
geometría muestra entonces que:
(
=
)
De donde:
=(
(4.8)
)
El desplazamiento resultante hacia arriba del centro de la tira de bimaterial (que se supone ser delgada) es:
=
(
)
(4.9)
4.4.3. Gradientes térmicos
Hay un efecto más sutil de la expansión que causa problemas, incluso
en un material simple. Supongamos que un trozo de material se enfría
súbitamente en ΔT (soltándolo caliente en un baño de agua fría, por
ejemplo) o de repente calentado en ΔT (dejándolo caer frío en agua
153
hirviendo). La superficie, casi de inmediato, se ve obligada a igualar la
temperatura del baño, como en la figura 4.11. Se contrae (si se enfría)
o se expande (en caso de calentamiento) en ΔL tal que ΔL/L0 = αΔT.
El interior del material no se ha expandido todavía porque no ha
habido tiempo para que el calor se difunda en el mismo. Esto significa
que hay un gradiente de temperatura, y aunque el material tiene sólo
un coeficiente de expansión, hay diferentes deformaciones en lugares
diferentes. Dado que la superficie en el interior está restringida,
aparecen tensiones térmicas en la misma manera que en la película
delgada de la figura 4.10. En materiales frágiles, estas tensiones
pueden causar fractura. La capacidad de un material para resistir esto,
su resistencia al choque térmico, ΔTs (unidades: °K o °C), es el
máximo cambio repentino de la temperatura a la que tal material
puede ser sometido sin sufrir daño.
Figura 4.10. La respuesta térmica de una tira de dos materiales cuando los coeficientes de
dilatación de los dos materiales difieren. La configuración aumenta la deformación térmica.
154
Figura 4.11. Difusión del calor en un cuerpo inicialmente frío
Incluso si las tensiones no causan fallas, los gradientes de
temperatura conducen a la distorsión. ¿Qué propiedades minimizan
esto? La figura 4.11 muestra el perfil de temperaturas en el cuerpo
enfriado en tiempos sucesivos η1, η2. . . . η5. Un frente de calor o de frío
se propaga hacia el interior desde la superficie por el proceso de
difusión de calor discutido antes y mientras está sucediendo hay un
gradiente de temperatura y esfuerzo térmico consecuente. Si el
material permanece elástico, entonces, las tensiones se desvanecen a
la distancia cuando la temperatura es finalmente uniforme, aunque el
componente puede por entonces haberse agrietado. Si el material
fluye parcialmente, las tensiones nunca desaparecen, incluso cuando
el perfil de temperatura se haya suavizado, debido a que la superficie
ha fluido, pero el centro no. Este esfuerzo residual es un problema
importante en el procesamiento de los metales, particularmente en la
soldadura, causando distorsiones y fallas en servicio.
La nueva variable importante aquí es el tiempo; esto es lo que
distinguen las líneas de trazos en la figura 4.11. La propiedad del
material que determina este tiempo es la difusividad térmica ―a‖ que
encontramos antes:
155
=
(4.10)
con unidades de m2/ s. Cuanto más grande sea la conductividad, λ,
más rápida es la difusividad, a, pero ¿por qué está ρCp en el
denominador? Si esta cantidad, la capacidad calorífica por unidad de
volumen, es grande, una gran cantidad de calor tiene que difundir en o
fuera de la unidad de volumen para cambiar mucho la temperatura.
Cuanto más tiene que difundir, más tiempo se tarda en hacerlo, así
que la difusividad se reduce. Si se resuelven los problemas de flujo de
calor transitorio (del que éste es un ejemplo), un resultado general
emerge: es que la distancia característica x (en metros) que el calor se
difunde en un tiempo η (en segundos) es:
√
(4.11)
Esta es una fórmula particularmente poco útil, y aunque aproximada
(porque la constante de proporcionalidad, aquí es √ , en realidad
depende en cierta medida de la geometría del cuerpo en la que el
calor se difunde), es perfectamente adecuada para las primeras
estimaciones de los tiempos de calentamiento y enfriamiento.
La distorsión térmica debido a los gradientes térmicos es un problema
en equipos de precisión en los que el calor se genera por motores,
actuadores o sensores electrónicos, que son necesarios para su
funcionamiento: diferentes partes del equipo están a diferentes
temperaturas y así se expanden en diferentes cantidades. La
respuesta es hacer el equipo a partir de materiales con baja expansión
α (porque esto minimiza la diferencia de expansión para un gradiente
de temperatura dado) y con alta conductividad λ (porque ésta propaga
el calor aún más, reduciendo la pendiente del gradiente). Se puede
demostrar que la mejor opción es la de los materiales con altos
valores de la relación λ/α, tal como sugiere nuestro argumento.
La carta α-λ de la figura 4.5 es una guía para la selección. Las líneas
de trazo diagonales muestran la cantidad λ/α. Los materiales con los
valores más atractivos se encuentran hacia la parte inferior derecha.
Cobre, aluminio, silicio, nitruro de aluminio y tungsteno son buenos;
distorsionan el mínimo; acero inoxidable y titanio son mucho menos
atractivos.
156
4.4.4. Conducción con resistencia: intercambiadores de calor
Un intercambiador de calor transfiere calor desde un fluido a otro,
manteniendo los fluidos físicamente separados. Se les encuentra en
los sistemas de calefacción central, en las plantas de generación de
energía y en los sistemas de refrigeración de automóviles y motores
marinos. El calor se transfiere más eficientemente si el material de
separación de los fluidos se mantiene delgado y si el área de la
superficie para la conducción de calor es grande; una buena solución
es una bobina tubular. Al menos uno de los fluidos está bajo presión,
por lo que los tubos deben ser suficientemente resistentes para
soportar la presión. Aquí hay un conflicto en el diseño: paredes más
delgadas conducen más rápido el calor; las paredes más gruesas son
más resistentes. ¿Cómo se optimiza esta disyuntiva mediante la
elección del material del tubo?
Consideremos el intercambiador de calor idealizado hecho de tubos de
pared delgada que se muestra en la figura 4.12. Los tubos tienen un
radio dado r, un espesor de pared t (que puede ser variado) y debe
soportar una presión interna p, con una diferencia de temperatura ΔT
entre los fluidos. El objetivo es maximizar el calor transferido por
unidad de área superficial de la pared del tubo. La tasa de flujo de
calor por unidad de área viene dada por:
=
(4.12)
El esfuerzo debido a la presión interna en un tubo de pared delgada,
cilíndrico es:
=
Esta tensión no debe exceder el límite elástico ζy del material del que
está hecho, por lo que el espesor mínimo t necesario para soportar la
presión p es:
=
(4.13)
Combinando las ecuaciones (4.12) y (4.13) para eliminar la variable
libre t da:
157
=
(4.14)
Figura 4.12. Un intercambiador de calor. Debe transmitir el calor y soportar la presión p.
Los mejores materiales son, por lo tanto, los que tienen los valores
más altos del índice λζy . Ellos son los que están en la parte superior
derecha de la carta λ-ζy de la figura 4.7: metales y ciertos cerámicos.
La cerámica es frágil y difícil de conformar en tubos de pared delgada,
dejando los metales como la única opción viable. La carta muestra que
la mejor de las opciones son las aleaciones de cobre y de aluminio.
Ambas ofrecen una buena resistencia a la corrosión, pero el aluminio
gana cuando el costo y el peso se deben mantener bajo, como en los
radiadores de automóviles, por ejemplo. Las aleaciones comerciales
de aluminio utilizadas para esta aplicación se identifican
en la figura 4.13. Ellas no ofrecen los más altos valores de λζy entre
las aleaciones de aluminio; aquí hay otros factores que intervienen.
Uno de ellos es la exposición continua a la temperatura durante el
servicio, que puede ablandar las
aleaciones endurecidas por
precipitación; otro es que una ruta eficiente para la fabricación de
tubos de pared delgada de múltiples canales es la extrusión, para lo
cual se necesita una alta ductilidad.
Muchas aleaciones de aluminio se corroen en agua salada. Los
intercambiadores de calor marinos usan aleaciones de cobre a pesar
158
de que son más pesados y más caros debido a su resistencia a la
corrosión en agua de mar.
Figura 4.13. Conductividad térmica y resistencia para aleaciones de aluminio. Los buenos
materiales para intercambiadores de calor tienen altos valores λζy, indicados por la línea de trazos.
4.4.5. Aislamiento: paredes térmicas
Antes de 1940 pocas personas tenían calefacción central o aire
acondicionado. Ahora, la mayoría tienen ambas cosas, y saunas y
congeladores y mucho más. Todos consumen energía y consumir
energía es caro y duro con el medio ambiente. Para
ahorrar en ambos, hay que pagar para aislar. Consideremos, como
ejemplo, el horno de la figura 4.14. La pérdida de potencia por m2 por
conducción a través de su pared es:
=
(
)
W/m2
(4.15)
donde t es el espesor del aislamiento, T0 es la temperatura de la parte
exterior y Ti del interior. Para un espesor de pared dado t el consumo
de energía es minimizado por la elección de materiales con el λ más
bajo posible. La carta de la figura 4.7 muestra que estos son las
espumas, en gran parte debido a que son alrededor de 95% de gas y
159
sólo el 5% de sólido. Las espumas poliméricas son utilizables hasta
aproximadamente 170°C; por encima de esta temperatura, incluso la
mejor de ellas, pierde resistencia y se deteriora. Al aislar contra el
calor, entonces, hay una limitación adicional que se debe cumplir: que
el material tiene una temperatura máxima de servicio Tmax que se
encuentre por encima de la la temperatura prevista de funcionamiento.
Las espumas metálicas son utilizables a temperaturas más altas
pero son caras y, siendo metales, aíslan menos que los polímeros.
Para altas temperaturas la respuesta son las espumas cerámicas. De
baja densidad, el ladrillo refractario es relativamente barato, puede
funcionar hasta 1000°C y es un buen aislador térmico. Se utiliza para
hornos y recubrimientos de hornos.
Figura 7.13. Una cámara climatizada con la pérdida de calor por conducción a través del
aislamiento.
4.4.6. Uso de la capacidad de calor: acumuladores de calor
La demanda de electricidad es mayor durante el día que durante la
noche. No es económico para las empresas eléctricas reducir la
producción, por lo que buscan una demanda plana cobrando menos
en horas fuera de las horas punta. Los almacenadores de calor
explotan esto, utilizando electricidad barata para calentar un gran
bloque de material desde el cual el calor se extrae más tarde por
soplado de aire sobre ella.
160
Los almacenadores de calor también cumplen otros roles más
técnicos. Al diseñar aeronaves supersónicas o vehículos de reentrada
a la atmósfera, es necesario para simular las condiciones que ellos
encontrarán (flujo hipersónico de aire a temperaturas de hasta
1.000°C). La simulación se hace en túneles de viento en los que la
corriente de aire se calienta rápidamente al pasar sobre una masa
térmica previamente calentada antes de que llegue el vehículo de
prueba, como en la figura 4.15. Esto requiere una gran masa de
material de almacenamiento de calor, y para mantener el costo, el
material debe ser barato. El objetivo, tanto para el calentador de hogar
como para el túnel de viento, es almacenar la mayor cantidad de calor
por unidad de costo posible.
Figura 4.15. Un túnel de viento con almacenamiento de calor. La masa térmica es precalentada,
dando calor a la corriente de aire cuando se activa el ventilador.
La energía almacenada en una masa m de material con una
capacidad calorífica Cp cuando se calienta a través de un intervalo de
temperatura ΔT es:
Q = mCpΔT
(4.16)
El costo de la masa m de material con un costo de Cm por kg es:
C = mCm
Por lo tanto, el calor almacenado por unidad de costo del material es:
161
=
(4.17)
La mejor elección del material es simplemente aquel con la mayor
capacidad de calor, Cp, y precio más bajo, Cm. Hay otra limitación
obvia: el material debe ser capaz de tolerar la temperatura a la que se
calienta, por ejemplo, Tmax > 150°C para el calentador doméstico, y
Tmax > 1000°C para el túnel de aire. Es difícil hacer esta
selección con las cartas que se proporcionan aquí, pero es fácil
hacerlo con el software adecuados: aplicando los límites para Tmax
entonces utilizamos el índice:
=
para aislar los candidatos más baratos. Se encontrará que la mejor
opción para el calentador de la casa es el concreto (moldeado de
forma que ofrezca algunos canales de aire). Para el túnel de viento, en
el que las temperaturas son mucho más altas, la mejor opción es un
ladrillo refractario con canales de aire para la extracción rápida del
calor.
4.4.7. Uso de los cambios de fase: amortiguadores térmicos
Cuando los materiales se evaporan o se funden, o cambian su
estructura cristalina sin dejar de ser sólidos (todos los cuales son
conocidos como "cambios de fase‖), suceden muchas cosas que
pueden ser útiles. Ellos cambian de volumen. Si son sólidos, pueden
cambiar de forma. Y absorben o liberan calor, el calor latente L (J/kg)
del cambio de fase, sin cambiar la temperatura.
Supongamos que se desea mantener algo a una temperatura fija sin
energía externa. El aislamiento perfecto no es sólo poco práctico, es
imposible. Pero si mantener las cosas calientes es el problema, la
respuesta es rodearlas de un líquido que se solidifica a la temperatura
que se desea mantener. Según como se solidifica libera su calor
latente de fusión, manteniendo la temperatura con precisión en su
temperatura de solidificación (es decir, su punto de fusión) hasta que
todo el líquido es sólido; es el principio en el que funcionan algunos
162
calentadores
de
alimentos
y
calentadores
de
manos.
Lo contrario también es práctico: utilizar el calor latente de fusión para
mantener las cosas frescas. Para esto, elegir un sólido que se funde,
absorbiendo calor latente, a la temperatura que se desea mantener
(―las bolsas de frío‖ para viajes de vacaciones trabajan de esta forma).
En ambos casos, se utiliza el cambio de fase como un amortiguador
térmico.
4.4.8. Materiales con memoria de forma y super elásticos
Casi todos los materiales se expanden al calentarse y se contraen al
enfriarse. Algunos pocos tienen una respuesta diferente, que proviene
de un cambio de fase en estado sólido. Los materiales con memoria
de forma son aleaciones a base de titanio o de níquel que pueden,
mientras todavía son sólidos, existir en dos configuraciones cristalinas
diferentes con diferentes formas, llamados alótropos. Si se dobla el
material, cambia progresivamente la estructura de un alótropo a otro,
permitiendo enormes distorsiones. Las aleaciones con memoria de
forma tienen una temperatura crítica. Si está por debajo de esa
temperatura crítica, el material distorsionado permanece en su nueva
forma. Si se calienta hasta su temperatura crítica, la
estructura vuelve al alótropo original y la muestra vuelve a su forma
original. Esto tiene aplicación obvia en alarmas contra incendios,
sistemas de riego y otros sistemas de seguridad de temperatura
controlada, y se utilizan para todos ellos.
Pero ¿y si la temperatura ambiente está ya por encima de esta
temperatura crítica? Entonces, el material no se sienta a la espera de
calor, pero salta hacia atrás a su forma original tan pronto como es
liberado, al igual que si se tratara de un elástico. La diferencia es que
el cambio de fase permite distorsiones que son más grandes, por un
factor de 100 o más, que la simple elasticidad sin cambio de fase. El
material es superelástico. Es justo lo que se necesita para marcos de
gafas que de una u otra manera son maltratados, o resortes que
deben permitir muy grandes desplazamientos con fuerzas de
restauración constante; éstas, de hecho, son las principales
aplicaciones de estos materiales.
163
4.5. Uso de materiales a altas temperaturas
4.5.1. Introducción
Ya hemos visto la forma que las propiedades de los materiales
cambian con la temperatura. Algunas lo hacen de una manera lineal
simple, fácil para permitir el diseño: la densidad, el módulo elástico y la
conductividad eléctrica son ejemplos. Pero otros, en particular la
tensión de fluencia y las tasas de oxidación y corrosión, cambian de
forma más bruscas que, si no son permitidos, pueden conducir a un
desastre.
En las siguientes secciones exploraremos las formas en que las
propiedades cambian con la temperatura y los métodos de diseño para
hacer frente a los cambios. Para ello primero tenemos que entender la
difusión, es decir la entremezcla de átomos en los sólidos y las formas
que permiten el creep y fractura por creep. Esta comprensión se
encuentra detrás de los procedimientos para diseñar con metales y
cerámicas para altas temperaturas. Los polímeros son un poco más
complicados en su comportamiento, pero los métodos semi-empíricos
permiten diseño seguro aún con estos materiales.
4.5.2. Dependencia de la temperatura de las propiedades de los
materiales
4.5.2.1. Temperaturas de servicio máximas y mínimas
Sobre este tema ya se ha hablado en capítulos anteriores, por lo que
aquí se tocará muy superficialmente. En primer lugar, la medida más
simple de la tolerancia a la temperatura: las máximas y mínimas
temperaturas de servicio, Tmax y Tmin. La primera nos dice la
temperatura más alta a la que el material razonablemente se puede
utilizar sin que la oxidación, los cambios químicos, o la deflexión
excesiva o 'creep' se conviertan en un problema (la temperatura
continua de uso, o CUT, es una medida similar). La segunda es la
temperatura por debajo de la cual el material se vuelve frágil o no
seguro de usar. Son conceptos empíricos, sin definiciones
universalmente aceptadas. La temperatura mínima de servicio para
aceros al carbono es la temperatura de transición dúctil a frágil,
temperatura por debajo de la cual la tenacidad a la fractura cae
164
abruptamente. Para elastómeros es de aproximadamente 0,8Tg, donde
Tg es la temperatura del vidrio; debajo de la temperatura Tg dejan de
ser gomosos y se convierten en duros y frágiles.
4.5.2.2. Dependencia lineal y no lineal de la temperatura
Algunas propiedades dependen de la temperatura T de una manera
lineal, lo que significa que:
(
)
(4.18)
donde P es el valor de la propiedad, P0 su valor a baja temperatura y β
es una constante. La figura 4.16 muestra cuatro ejemplos: la densidad,
el módulo de elasticidad, el índice de refracción y, para los metales, la
resistividad eléctrica. Por lo tanto, la densidad ρ y el índice de
refracción n disminuyen alrededor de un 6% en el calentamiento desde
el frío hasta el punto de fusión Tm (β ~ - 0,06), el módulo E cae en un
factor de 2 (β ~ -0,5), y la resistividad R aumenta en un factor de
aproximadamente 7 (β ~ +6). Estos cambios no se pueden despreciar,
pero se acomodan fácilmente utilizando el valor de la propiedad a la
temperatura del diseño.
Otras propiedades son menos tolerantes. La resistencia cae de una
manera mucho más repentina y la tasa de creep, el tema principal
aquí, aumenta de forma exponencial (Figura 4.17). Esto tenemos que
explorarlo con más detalle.
Figura 4.16. Dependencia lineal de las propiedades con la temperatura
165
Figura 4.17. Aumento exponencial de la tasa de deformación con la temperatura a carga
constante. La tasa puede duplicarse con un aumento de temperatura de sólo 20°C.
4.5.2.3. Flujo viscoso
Cuando una sustancia fluye, sus partículas cambian de vecinos; el
flujo es un proceso de cizallamiento. La ley de Newton describe la
velocidad de flujo en los fluidos bajo un esfuerzo de cizallamiento τ:
̇=
donde ̇ es la velocidad de cizallamiento y η es la viscosidad. Esta es
una ley lineal, igual que la ley de Hooke, con el módulo reemplazado
por la viscosidad y la deformación por la velocidad de deformación
(unidades s-1). El flujo viscoso se produce a volumen constante
(relación de Poisson = 0,5) y esto significa que los problemas de flujo
viscoso pueden ser resueltos mediante la adopción de la solución para
la deformación elástica y la sustitución de la deformación ε por la
velocidad de deformación ̇ y el módulo de Young E por 3η. Por lo
tanto, la velocidad a la que una varilla de un fluido muy viscoso, como
el alquitrán, se extiende cuando se tira en tracción es:
̇=
(4.19)
166
El factor 1/3 aparece debido a la conversión de esfuerzos y
deformaciones de cizallamiento a esfuerzos y deformaciones
normales.
4.5.2.4. Creep
A temperatura ambiente, la mayoría de los metales y cerámicas se
deforman de una manera que depende del esfuerzo, pero no del
tiempo. A medida que se eleva la temperatura, cargas que son
demasiado pequeñas para dar una deformación permanente a
temperatura ambiente causan creep en los materiales: sufren una
deformación lenta y continua con el tiempo, que termina en la fractura.
Es habitual para referirse al comportamiento independiente del tiempo
como respuesta de "baja temperatura", y el flujo dependiente del
tiempo como respuesta de "alta temperatura". Pero, en este contexto,
qué es "bajo" y qué es "alto"? El punto de fusión del tungsteno,
utilizado para filamentos de las ampolletas, es de más de 3000°C. La
temperatura ambiente, para el tungsteno, es una temperatura muy
baja.
La temperatura del filamento en una ampolleta de tungsteno es de
aproximadamente 2000°C. Esto, para el tungsteno, es una
temperatura alta: el filamento se pandea lentamente con el tiempo bajo
su propio peso hasta que las espiras de la bobina se tocan y la
ampolleta se quema.
Para diseñar contra el creep necesitamos saber cómo la velocidad de
deformación ̇ o el tiempo hasta la falla tf dependen de la tensión ζ y la
temperatura T a la que están expuestos. Eso requiere de pruebas de
creep.
4.5.2.5. Pruebas y curvas de creep
El creep se mide de la manera que se muestra en la figura 4.18. Una
muestra se carga en tracción o compresión, por lo general a carga
constante, dentro de un horno que se mantiene a una temperatura
constante, T. La extensión se mide como una función
del tiempo. Metales, polímeros y cerámicas todos tienen curvas de
creep con la forma general que se muestra en la figura 4.18.
167
Figura 4.18. Pruebas de creep y la curva de creep, que muestra cómo aumenta la deformación ε
con el tiempo t hasta el tiempo de fractura tf.
Figura 4.19. Dependencia de la tensión y la temperatura de la velocidad de creep
Las deformaciones inicial elástica y la de creep primario ocurren
rápidamente y pueden ser tratadas muy bien en la forma en que se
permite una deformación elástica en una estructura. A partir de ahí, la
deformación aumenta de manera constante con el tiempo en lo que se
llama el creep secundario o el régimen de creep en estado
estacionario. Trazando el logaritmo de la tasa de creep en estado
estacionario, ̇ , contra el logaitmo de la tensión, ζ, para T constante,
como en la figura 4.19(a), muestra que:
168
̇ =
(4.20)
donde n, el exponente del creep, por lo general se encuentra entre 3 y
8 y por esa razón este comportamiento se denomina creep con ley de
potencia. A bajos ζ hay una cola con pendiente n ~ 1 (la parte de la
curva etiquetada 'flujo difusional' en la Figura 4.18a). Mediante el
trazado del logaritmo natural (ln) de ̇ contra el recíproco de la
temperatura absoluta (1/T) para esfuerzo constante, como en la figura
4.19(b), se encuentra que:
̇ =
(
)
(4.21)
Donde R es la constante de los gases (8,31 J/mol/°K) y Qc se llama la
energía de activación para creep, con unidades de J/mol. La velocidad
de creep ̇ aumenta exponencialmente en la forma sugerida por la
figura 4.17; aumentando la temperatura tan poco como 20°C puede
duplicarse la velocidad de creep. La combinación de estos dos
hallazgos da:
̇ =
(
)
(4.22)
donde C’ es una constante. Escrito de esta manera la constante C’
tiene unidades extrañas (s-1*MPa-n), por lo que es más habitual y
sensato escribir en su lugar:
̇ = ̇ ( )
(
)
(4.23)
Las cuatro constantes ̇ (unidades: s-1), ζ0 (unidades: MPa), n y Qc
caracterizan el creep en estado estacionario de un material; si se
conocen, se puede calcular la tasa de deformación ̇ a cualquier
temperatura y tensión mediante la ecuación (4.23). Varían de un
material a otro y tienen que ser medidas experimentalmente. Nos
encontramos con valores para ellas un poco más adelante.
A veces el creep es deseable. La extrusión, la laminación en caliente,
prensado en caliente y forja se llevan a cabo a temperaturas en las
que la ley potencial del creep es el mecanismo dominante de la
deformación; explotando eso se reduce la presión requerida para la
169
operación. El cambio en la presión de conformación para un cambio
en la temperatura puede ser calculado a partir de la ecuación (4.23).
4.5.2.6. Daño y fractura por creep
Según sigue el creep, el daño se acumula. Toma la forma de huecos o
grietas internas que poco a poco se expanden y se unen, carcomiendo
la sección transversal y causando el aumento de la tensión. Esto hace
que la velocidad de creep se acelere, como se muestra en la etapa
terciaria de la curva de creep de la figura 4.18. Dado que
̇
con n ~ 5, la velocidad de creep sube aún más rápido que el esfuerzo:
un aumento de la tensión de 10% da un aumento en la tasa de creep
de 60%.
Los tiempos hasta la falla, tf, normalmente se presentan como
diagramas de ruptura por creep (Figura 4.20). Su aplicación es obvia:
si se conoce el esfuerzo y la temperatura se puede leer la vida. Si, por
el contrario, se desea diseñar para una cierta vida a una
cierta temperatura, se puede leer la tensión de diseño. Los
experimentos muestran que:
̇
=
(4.24)
que se llama la ley de Monkman-Grant. La constante de MonkmanGrant, C, es típicamente 0,05 a 0,3. Si se conoce, puede estimarse la
vida al creep de la ecuación (7.23) (lo que significa tf).
Figura 4.20. Tiempos de fractura por creep. Las escalas son logarítmicas. Los datos son típicos de
aceros al carbono.
170
4.5.3. Cartas para el comportamiento frente al creep
4.5.3.1. Punto de fusión
La figura 4.21 muestra los puntos de fusión de metales, cerámicas y
polímeros. La mayoría de los metales y cerámicas tienen altos puntos
de fusión y, debido a esto, empiezan a sufrir creep sólo a temperaturas
muy por encima de la temperatura ambiente. El plomo, sin embargo,
tiene un punto de fusión de 327°C (600° K), por lo que la temperatura
ambiente es casi la mitad de su punto de fusión absoluto y sufre creep,
lo cual es un problema con los techos de plomo y los revestimientos
de los edificios antiguos. Los polímeros cristalinos, la mayoría con
puntos de fusión en el intervalo de 150-200°C, sufren creep
lentamente si se cargan a temperatura ambiente; los polímeros
vítreos, con Tg típicamente 50-150°C, ocurre lo mismo. El punto es,
entonces, que la temperatura a la cual los materiales empiezan a sufrir
creep depende de sus puntos de fusión. Como regla general, se
encontró que el creep se inicia cuando T ~ 0,35Tm para metales y
0,45Tm para las cerámicas, aunque la aleación puede elevar esta
temperatura significativamente.
Figura 4.21. Puntos de fusión de cerámicas, metales y polímeros
171
4.5.3.2. Máxima temperatura de servicio y resistencia
La carta de la figura 4.22 representa la resistencia a temperatura
ambiente y a la temperatura máxima de servicio Tmax. Esta muestra
que los polímeros y los metales de bajo punto de fusión como las
aleaciones de zinc, magnesio y aluminio ofrecen resistencia útil a
temperatura ambiente pero a 300°C dejan de ser útiles; de hecho,
algunos polímeros tienen resistencia útil por encima de 135°C. Las
aleaciones de titanio y los aceros de baja aleación tienen una
resistencia útil hasta 600°C; por encima de esta temperatura se
necesitan aceros inoxidables de alta aleación y aleaciones más
complejas a base de níquel, hierro y cobalto. Las temperaturas más
altas
requieren metales refractarios como el tungsteno o cerámicas técnicas
tales como carburo de silicio (SiC) o alúmina Al2O3.
4.5.3.3. Resistencia al creep a 950°C y densidad
La figura 7.22 es un ejemplo de una carta (ya discutida) para guiar la
selección de materiales para soportar la carga de estructuras que
serán expuestos a altas temperaturas. Muestra la resistencia al creep
a 950°C, ζ950°C. La resistencia a altas temperaturas (y esta es una
temperatura muy alta), como hemos dicho, depende de la tasa de
deformación, de modo que para construir la carta primero se tiene que
elegir una velocidad de deformación aceptable, que podamos vivir con
ella. Aquí se ha elegido10-6 1/s. ζ950°C se representa frente a la
densidad ρ. La carta se utiliza exactamente de la misma forma como la
carta ζy-ρ ya estudiada, permitiendo índices iguales a:
=
que son trazados para identificar los materiales más livianos para el
diseño a alta temperatura. Se muestran varios de estos índices.
La figura muestra que las aleaciones de titanio, a esta temperatura,
tienen resistencias de sólo unos pocos MPa; casi lo mismo que el
plomo a temperatura ambiente. Las superaleaciones a base de níquel
y hierro tienen resistencias útiles de 100 MPa o más. Sólo los metales
refractarios como las aleaciones de tungsteno, cerámicas técnicas
172
como SiC y materiales compuestos avanzados (y muy caros)
cerámica- cerámica ofrecen alta resistencia.
de
A temperatura ambiente, necesitamos sólo una carta resistenciadensidad. Para altas temperaturas de diseño necesitamos uno que se
construya para la temperatura y velocidad de deformación aceptable o
la vida requerida por el diseño. Es aquí que los métodos asistidos por
computador han llegado a ser particularmente valiosos, ya que
permiten que las cartas como la figura 4.23 puedan ser construidas y
manipuladas rápida y eficientemente para cualquier conjunto de
condiciones de operación deseadas.
Figura 4.22. La resistencia y la temperatura máxima de servicio de los materiales. Las resistencias
disminuyen con la temperatura en la forma que se describe en el texto.
4.5.4. Materiales resistentes al creep
4.5.4.1. Metales y cerámicas resistentes al creep
173
El flujo difusional es importante cuando los granos son pequeños (ya
que a menudo se encuentran en las cerámicas) y cuando el
componente está sujeto a altas temperaturas con cargas bajas. La
ecuación (4.25), dice que la manera de evitar el flujo difusional es
elegir un material con una alta temperatura de fusión y las estructuras
que tienen un tamaño de grano grande, d, de modo que distancias de
difusión son largas. Los cristales individuales (monocristales) son lo
mejor de todo; no tienen límites de grano para actuar como sumideros
y fuentes de vacantes, por lo que se suprime por completo el creep
difusional. Esta es la razón de ser de la amplia utilización de
monocristales en las aspas de las turbinas de los motores a reacción.
̇=
=
(
)
(7.25)
Figura 4.23. Una carta que muestra la resistencia de los materiales seleccionados a una
-6
temperatura especialmente alta (950ºC) y a una velocidad de deformación de 10 /s frente a la
densidad. Hay software que permiten construir cartas como ésta para cualquier temperatura
elegida.
174
Pero todavía queda el creep con ley de potencia. Los materiales que
mejor resisten el creep de ley de potencia son aquellos con altos
puntos de fusión, ya que la difusión y por lo tanto las tasas de creep
escalan según aumenta T/Tm, y una microestructura que maximiza la
obstrucción al movimiento de dislocaciones a través de los elementos
de aleación para dar una solución sólida y partículas de precipitados.
Los materiales actuales resistentes al creep, conocidos como superaleaciones, son un éxito notable en esto. La mayoría son a base de
hierro, níquel o cobalto, fuertemente aleados con aluminio, cromo y
tungsteno. La carta de la figura 4.24 muestra ambos efectos: el alto
punto de fusión de los metales refractarios y de las super-aleaciones
fuertemente aleadas.
Muchas cerámicas tienen altos puntos de fusión, cumpliendo el primer
criterio. Ellas no necesitan de aleación porque su unión covalente les
da una gran resistencia de red. Típicas entre ellas son las cerámicas
técnicas tales como la alúmina (Al2O3), carburo de silicio (SiC) y nitruro
de silicio (Si3N4) (ellas también aparecen en la figura 4.23). La
resistencia de la red fija las dislocaciones pero también da los
materiales de baja tenacidad a la fractura, incluso a alta temperatura,
por lo que son difíciles de usar en diseño.
4.5.4.2. Polímeros resistentes al creep
La resistencia al creep de los polímeros escala con su temperatura de
vidrio. Tg aumenta con el grado de reticulación; los polímeros
fuertemente reticulados (epóxicos, por ejemplo), con alto Tg son, por lo
tanto, más resistentes a la temperatura ambiente que aquellos menos
reticulados (como el polietileno). La viscosidad de los polímeros, por
encima de Tg aumenta con el peso molecular, por lo que la tasa de
creep se reduce teniendo un alto peso molecular. Por último, los
polímeros cristalinos o parcialmente cristalinos (por ejemplo,
polietileno de alta densidad), son más resistentes al creep que los que
son completamente vidriosos (por ejemplo, polietileno de baja
densidad).
La velocidad de creep de los polímeros se reduce rellenándolos con
polvo de vidrio, de sílice (arena) o talco, más o menos en proporción a
la cantidad de relleno. El PTFE usado en cacerolas y el polipropileno
utilizado para componentes de automóviles son ambos reforzados de
175
esta manera. Mucho mejor resistencia al creep se obtiene con
materiales compuestos que contienen fibras cortadas o continuas
(GFRP y CFRP), porque gran parte de la carga ahora es soportada
por las fibras que, siendo muy resistentes, no sufren creep.
En la figura 4.24 se muestra la forma en que varía el Módulo de creep
con la temperatura y el tiempo.
Figura 4.24. Módulo de creep del acrílico PMMA
4.5.4.3. Selección de materiales resistentes al creep
Las clases de aplicaciones industriales tienden a ser asociados con
ciertos rangos de temperatura característicos. Está el rango
criogénico, entre -273°C y más o menos la temperatura ambiente,
176
asociado con el uso de gases líquidos como el hidrógeno,
oxígeno o nitrógeno. Aquí el problema no es el creep, sino evitar la
fractura frágil. Está el régimen en y cerca de la temperatura ambiente
(-20 a +150°C), asociado con la ingeniería mecánica y civil
convencional: aplicaciones en electrodomésticos, artículos deportivos,
estructuras de aeronaves y la vivienda son algunos ejemplos. Hacia
arriba está el rango de 150-400°C, asociado con los motores de
automóviles y con el procesamiento industrial y de alimentos. Aún más
arriba están los regímenes de turbinas de vapor y supercalentadores
(típicamente 400-650°C), y de turbinas de gas y reactores químicos
(650-1000°C). Aplicaciones especiales (filamentos de las ampolletas,
toberas de cohetes) requieren materiales que soportan temperaturas
aún más altas, que alcanzan valores tan altos como 2800°C.
Los materiales han evolucionado para satisfacer las necesidades de
cada uno de estos rangos de temperatura (Figura 4.25). Ciertos
polímeros, y materiales compuestos basados en ellos, se pueden
utilizar en aplicaciones de hasta 250°C, y ahora compiten con
aleaciones de magnesio y de aluminio y con los hierros fundidos y
aceros, mucho más pesados, que se utilizan tradicionalmente en esos
rangos. Las temperaturas superiores a 400°C requieren aleaciones
especiales resistentes al creep: aceros ferríticos, aleaciones de titanio
(más livianas, pero más caras) y ciertos aceros inoxidables. Los
aceros inoxidables y superaleaciones ferrosas realmente entran en el
rango de temperaturas por encima de éste, donde son ampliamente
utilizados en turbinas de vapor e intercambiadores de calor. Las
turbinas de gas requieren, en general, de superaleaciones basadas en
níquel o cobalto. Por encima de 1000°C, los metales refractarios y
cerámicas se vuelven los únicos candidatos. Los materiales utilizados
a altas temperaturas, en general, se desempeñan perfectamente bien
a temperaturas más bajas también, pero no se utilizan allí por sus
costos.
La carta de la figura 4.23 muestra el desempeño de los materiales
capaces de soportar carga a 950°C. Cartas de este tipo se utilizan en
el diseño de la misma manera como para las propiedades de baja
temperatura.
177
Metales refractarios: Mo, W,
Ta, Aleaciones de Nb, Mo. W,
Ta. Cerámicas: Oxidos Al2O3,
MgO, etc. Nitruros: Si3N4;
Carburos: SiC.
Toberas de cohetes
Hornos especiales
Turbinas experimentales
Aceros inoxidables austeníticos
Nicrom, nimonics
Suoeraleaciones: basadas en Ni;
Basadas en cobalto; Basadas en
hierro
Turbinas de gas
Ingeniería química
Reactores petroquímicos
Componentes de hornos
Construcción nuclear
Superaleaciones base hierro
Aceros inoxidables ferríticos
Aceros inoxidables austeníticos
Inconel y Nimonic
Turbinas de vapor
Supercalentadores
Aceros de baja aleación
Aleaciones de Ti (T > 450°C)
Inconel y Nimonic
Intercambiadores de calor
Turbinas de vapor
Polímeros reforzados con fibra
Aleaciones de Cu (T > 400°C)
Níquel, Monel y Níquel-Plata
PEEK, PEK, PI, PPD, PTFE y
PES ( T > 250°C)
Procesamiento de
alimentos; Motores de
automóviles
Mayoría de polímeros (Tmax: 60 a
150°C); Aleaciones de Mg (T >
150°C); Aleaciones de Al (T >
150°C); Monel y aceros
Construcción civil
Electrodomésticos
Automóviles; Industria
aeroespacial
Aceros inoxidables austeníticos
Aleaciones de aluminio
Carcasas de cohetes,
tuberías, etc.; Equipo para
O2 o N2 líquidos
Aleaciones de cobre;Aleaciones
de niobio
Superconducción
Intercambiadores de calor
Compresores de turbinas a
gas
Figura 4.25. Materiales para cada régimen de temperatura
178
4.5.5. Predicción de la vida de una tubería a alta temperatura
Las plantas de ingeniería química y de generación de energía tienen
tuberías que transportan gases y líquidos calientes a alta presión. Un
poco de creep, ampliando un poco el tubo, puede ser aceptado; la
ruptura, con la liberación violenta de fluido caliente, de alta presión, es
inaceptable. Tomemos como ejemplo, las tuberías en una turbina de
vapor de una estación generadora de energía. Las tuberías en una
unidad típica de 600 MW llevan vapor de agua a 650°C y una presión
p de 15 MPa. La tensión en la pared de un tubo de pared delgada con
un radio R y un espesor de pared t, soportando una presión p, como
en la figura 4.26 es:
=
Figura 4.26. Tubo presurizado
Supongamos que se ha pedido que se recomiende un tubo, requerido
en una fijación temporal mientras se realizan modificaciones en la
planta. El espacio es limitado: el tubo no puede ser más de 300 mm de
diámetro. La vida útil es de 6 meses. Un poco de creep no importa,
pero el tubo no debe romperse. Hay disponible tubos de acero
inoxidable tipo 304 con un diámetro de 300 mm y un espesor de pared
de 10 mm. ¿Funcionará de manera segura durante la vida de diseño?
La tensión en la pared del tubo con estas dimensiones, de la última
ecuación es 225 MPa. La figura 4.27 muestra los datos de rotura por
179
esfuerzos del acero inoxidable tipo 304. Introduzcamos 225 MPa a
650°C y leamos el vida de rotura: cerca de 7 horas. No es aceptable.
Figura 4.27. Datos de tiempo de ruptura por esfuerzos para acero AISI 316
Entonces, ¿qué tan gruesa debe ser la tubería? Para averiguarlo,
invertimos el razonamiento. La vida el diseño es de 6 meses (4.380
horas). Un componente como éste, crítico para la seguridad necesita
de un factor de seguridad, por lo que consideramos el doble del
tiempo: 8.760 horas. Introducimos este valor y la temperatura en el
diagrama de rotura por esfuerzos y leemos la tensión aceptable: 80
MPa. Ponemos este valor en la última ecuación para calcular el
espesor de la pared. Para estar seguros la pared de la tubería debe
tener al menos 28 mm de espesor.
4.5.6. Alabes de turbinas
A lo largo de la historia de su desarrollo, la turbina de gas ha estado
limitada en el empuje y la eficiencia por la disponibilidad de materiales
180
que pueden resistir altas tensiones a altas temperaturas. El origen del
esfuerzo es la carga centrífuga soportada por el disco de la turbina
que gira rápidamente y los álabes del rotor. Cuando las condiciones
están en su mayor extremo, en la primera etapa de la turbina
super-aleaciones, de base cobalto o níquel se utilizan actualmente
debido a su combinación única de resistencia a altas temperaturas,
tenacidad y resistencia a la oxidación. Típica de estas aleaciones es la
MAR-M200, una aleación basada en níquel, reforzada por una
solución sólida de tungsteno y cobalto y por precipitados de Ni3(Ti,A1),
y que contiene cromo para mejorar su resistencia al ataque por gases.
Cuando una turbina está funcionando a una velocidad constante, las
fuerzas centrífugas someten cada álabe del rotor a una tensión axial
(ecuación (4.8)). Si el álabe tiene una sección transversal constante, la
tensión de tracción se eleva linealmente desde cero en su punta hasta
un máximo en su raíz. Como ejemplo, un rotor de radio r = 0,3 m que
gira a una velocidad angular ω de 10.000 rpm (~ 1.000 radianes/s)
induce una tensión axial (Rω2ρx) del orden de 150 MPa. (Aquí ρ es la
densidad de la aleación, alrededor de 8000 kg/m3, y x la distancia
desde la punta; una hoja típica es de unos 80 mm de largo). La tensión
típica y perfil de temperatura para un álabe en un motor de servicio
mediano se muestran en la figura 4.28. Ellos se representan como una
caja gris que da dos mapas de mecanismos de deformación en la
figura 4.29. Si se hace de níquel puro (Figura 4.29 (a)) el álabe se
deformaría por la ley potencial de creep, a una velocidad totalmente
inaceptable. Los métodos de fortalecimiento utilizados en MAR-M200
con un tamaño de grano como fundido típico de 0,1 mm (Figura 4.29
(b)) reducen la tasa de creep por la ley de potencia por un factor de
106 y cambia el mecanismo dominante del creep desde la ley de
potencia por el flujo difusional. Además, el fortalecimiento por solución
o endurecimiento por precipitación es ahora ineficaz a menos que
muestre este mecanismo. Se necesita un nuevo método de
fortalecimiento: el más obvio es aumentar el tamaño de grano o
eliminar por completo los límites de grano mediante el uso de un mono
cristal. Esto retarda el flujo difusional o lo detiene por completo,
dejando a los otros mecanismos de flujo sin cambios. El creep por ley
potencial expande su campo y la tasa de creep del álabe de turbina
cae a un nivel insignificante.
181
Figura 4.28. Alabe de turbina mostrando los perfiles de esfuerzo y temperatura
Figura. 4.29. (a) Perfil de tensión-temperatura de un álabe representando un mapa de deformación
para el níquel puro. (b) El mismo perfil representando un mapa para la aleación MAR-M200. Las
6
velocidades de deformación difieren por un factor de casi 10 .
El punto a recordar es que el creep tiene contribuciones de varios
mecanismos distintos; el que es dominante depende de la tensión y de
182
la temperatura aplicada al material. Si uno se suprime, otro tomará su
lugar. Los métodos de fortalecimiento son selectivos: un método que
funciona bien en un rango de tensión y temperatura puede ser ineficaz
en otro. Un método de fortalecimiento debe considerarse como una
manera de atacar a un mecanismo de flujo particular. Los materiales
con buena resistencia al creep combinan mecanismos de
fortalecimiento con el fin de atacarlos todos; la aleación monocristalina
MAR-M200 es un buen ejemplo de esto.
4.5.7. Revestimientos de barreras térmicas
La razón de la eficiencia y potencia con el peso de las turbinas de gas
avanzadas, como ya se ha dicho, está limitada por la temperatura de
combustión y esto a su vez está limitado por los materiales con los
cuales se hacen los álabes del rotor y el estator. El calor entra en el
álabe desde el gas que se quema, como se muestra en la figura 4.30.
Los álabes son enfriados mediante el bombeo de aire a través de
canales internos, que conducen al perfil de temperaturas que se
muestra a la izquierda. La temperatura de la superficie del álabe se fija
por un equilibrio entre el coeficiente de transferencia de calor entre el
gas y el álabe (determinando el calor que entra) y la conducción dentro
del álabe al canal de refrigeración (determina el calor que sale). El
paso de temperatura a la superficie se incrementa por el sangrado de
gotas del aire de enfriamiento a través de agujeros en la superficie del
álabe. Esta tecnología ya es bastante destacable; álabes enfriados por
aire operan en una corriente de gas a una temperatura que está por
encima del punto de fusión de la aleación de las cuales se hacen.
¿Cómo se podría aumentar la temperatura de combustión todavía
más?
Muchas cerámicas tienen puntos de fusión más altos que cualquier
metal y algunas tienen baja conductividad térmica. Las cerámicas no
son lo suficientemente tenaces para hacer todo el álabe, pero el
revestimiento de la hoja de metal con una cerámica para formar un
revestimiento de barrera térmica (TBC) permite un aumento en la
temperatura del gas sin aumentar la del álabe, como se muestra a la
derecha. ¿Cómo se elige la cerámica? Las primeras consideraciones
son de una baja conductividad térmica, una temperatura máxima de
servicio por encima de la del gas (que proporciona un cierto margen
183
de seguridad) y la resistencia adecuada. La carta de α-λ
(Figura 4.5) muestra que la cerámica técnica, con mucho, con la más
baja conductividad térmica es la zirconia (ZrO2). La carta Tmax – ζf
(Figura 4.22) confirma que es utilizable hasta una temperatura muy
alta y tiene una resistencia considerable. La zirconia parece una buena
apuesta, y de hecho es esta cerámica la que se utiliza para las
barreras térmicas.
Figura 4.30. Sección transversal de un álabe de turbina con un revestimiento de barrera térmica
(TBC). Los perfiles de temperatura para el álabe sin revestir se muestra a la izquierda, y para el
álabe revestido a la derecha.
Como siempre, no es tan simple. Otros problemas se deben superar
para hacer una buena TBC. Debe adherirse al álabe, y eso no es fácil.
Para lograrlo la superficie del álabe está chapeada con una primera
fina capa de enlace (una aleación compleja de Ni-Cr-Al-Y); es el
pegamento, por así decirlo, entre el álabe y el revestimiento, que se
muestra en la figura 4.30. La mayoría de las cerámicas tienen un
coeficiente de expansión menor que la super-aleación del álabe
(comparar α para ZrO2 y Ni en la figura 4.5), de modo que cuando el
184
álabe se calienta, se expande más que el recubrimiento y sabemos lo
que eso significa: esfuerzos térmicos y agrietamiento. El problema se
resuelve (increíblemente) mediante la disposición de que el
recubrimiento ya está agrietado a escala muy fina, con todas las
grietas perpendiculares a su superficie, haciendo una serie de
columnas entrelazadas. Cuando el álabe se expande las columnas se
separan muy poco, pero no lo suficiente para que el gas caliente
pueda penetrar en alguna magnitud significativa; su protección y
cualidades térmicas permanecen.
4.5.8. Fuselajes
Si se desea volar a velocidades superiores a Mach 1 (760 mph ~ 1.223
kph), el calentamiento aerodinámico se convierte en un problema. Es
más fácil pensar en una estructura estática en un túnel de viento con
una corriente de aire supersónico que fluye sobre ella. En la capa
límite inmediatamente adyacente a la estructura, la velocidad del aire
se reduce a cero y su energía cinética aparece como calor, mucho del
cual se vierte en la piel de la estructura. La temperatura de la
superficie Ts se puede calcular; es aproximadamente:
(
)
Aquí Ma es el número de Mach y T0 la temperatura ambiente. Los
vuelos supersónicos son generalmente a alturas superiores a 35 000
pies (10.668 m), donde T0 = -50°C. La figura 4.31 muestra la forma
que adquiere Ts con la velocidad.
Figura 4.31. Calentamiento adiabático en función de la velocidad
185
Esto, como es lógico, causa problemas. En primer lugar, el creep
provoca un cambio gradual en las dimensiones en el tiempo; la
deflexión del ala puede aumentar, lo que afecta el rendimiento
aerodinámico. En segundo lugar, el esfuerzo térmico provocado por la
expansión puede conducir a un mayor daño por creep, ya que se
añade a las cargas aerodinámicas. Por último, la caída en el módulo,
E, aporta una mayor deformación elástica y cambia el pandeo y el
aleteo (significando vibraciones).
En un avión grande, el desplazamiento en la punta del ala entre tierra
y en vuelo estacionario es de aproximadamente 0,5 m, lo que
corresponde a una deformación en el larguero del ala (que se carga en
flexión) de aproximadamente 0,1%. Para evitar la pérdida de la calidad
aerodinámica, la deformación por creep durante la vida útil de la
aeronave debe mantenerse por debajo de este valor. La figura 4.32
ilustra cómo la resistencia de tres posibles materiales estructurales
influye en la elección. Donde la resistencia es plana con la
temperatura (a la izquierda) el aluminio es una opción práctica. La
temperatura a la que limita el número de Mach, está representada a
través del eje superior. El aluminio es liviano, el titanio es dos veces
más denso, y las superaleaciones cuatro veces, de modo que para
aumentar el número de Mach se requiere un aumento de peso. Una
estructura más pesada necesita más potencia y, por tanto, requiere
más combustible y el combustible, también, tiene peso; el peso
estructural de un avión diseñado para volar a Mach 3 es
aproximadamente tres veces mayor que el de uno diseñado para
Mach 1. Por lo tanto, parece que hay un límite superior práctico en la
velocidad. Se ha estimado que el vuelo prolongado puede estar
limitado por la penalización de peso a velocidades por debajo de Mach
3,5.
4.5.9. Relajación por creep
El creep provoca que los componentes pre-tensados se relajen con el
tiempo: los pernos en las carcasas calientes de las turbinas deben
apretarse con regularidad; los conectores de tuberías que transportan
fluidos calientes deben ser reajustados. Se requiere sólo una pequeña
deformación εcr para relajar el esfuerzo;
una fracción de la
deformación elástica εel causada por tensión previa es suficiente, y εel
186
rara vez es mucho mayor que 10-3. La figura 4.33 muestra un tornillo
que se aprieta en un componente rígido de modo que la tensión inicial
en su vástago es ζi. La deformación elástica es entonces:
=
Figura 4.32. Resistencia de tres aleaciones en función de la temperatura
Si la deformación por creep εcr reemplaza la parte de εel que relaja la
tensión, en cualquier tiempo t:
εtot = εel + εcr
Este deformación total εtot es fija porque el componente en el que se
sujeta el perno es rígido. Diferenciando con respecto al tiempo, la
inserción de la ecuación (4.20) para εcr da:
̇
= ̇
̇
=
̇
=
El tiempo t para que el esfuerzo se relaje desde ζi hasta ζ, para n > 1,
se encuentra integrando respecto al tiempo:
187
=(
(
)
)
Resolviendo para ζ/ζi en función de t da:
=
(
)
(
)
Con:
=(
)
Figura 4.33. relajación de esfuerzos por creep
La tensión ζ/ζi se representa gráficamente como una función de t/t0 en
la figura 4.34, para tres valores de n. La relajación es más intensa
cuando n es pequeño. A medida que n aumenta, la caída en el
esfuerzo se hace menor hasta que, a medida que n tiende a infinito, es
188
decir, la tasa de relajación se hace independiente de la plasticidad, se
desvanece. Dado que el creep transitorio no se considera, estas
curvas sobreestiman el tiempo de relajación para el primer apriete del
perno, pero mejoran para tiempos más largos.
4.6 Metales y aleaciones refractarias
Los metales refractarios incluyen el niobio (también conocido como
columbio), tántalo, molibdeno, tungsteno, y renio. Con la excepción de
dos de los metales del grupo del platino, el osmio e iridio, ellos tienen
la más altas temperaturas de fusión y presiones de vapor más bajas
de todos los metales. Los metales refractarios se degradan fácilmente
por ambientes oxidantes a temperaturas moderadamente bajas, una
propiedad que ha restringido la aplicabilidad de estos metales a bajas
temperaturas o entornos no oxidantes a altas temperaturas. Sistemas
de revestimiento de protección se han desarrollado, sobre todo para
aleaciones de niobio, para permitir su uso en altas temperaturas
oxidantes en aplicaciones aeroespaciales.
Los metales refractarios se limitaron a ser utilizados en filamentos para
las ampolletas, rejillas de tubos de electrones, elementos de
calefacción y contactos eléctricos; sin embargo, han encontrado
aplicación generalizada, en la industria aeroespacial, electrónica,
energía nuclear, física de alta energía y procesos de industrias
químicas. Cada uno de los metales refractarios, con la excepción del
renio se consume en cantidades superiores a 1.000 toneladas al año
en todo el mundo.
En la Tabla siguiente se incluyen algunas propiedades de los metales
refractarios.
PROPIEDAD
N° atómico
Densidad, gr/cm3
Temp. de fusión, °C
Módulo elástico, GPa
Razón de Poisson
Temp. de transición, °K
Niobio
41
8,57
2468
103
0,38
< 147
Tantalo
73
16,6
2996
185
0,35
< 25
Algunas aleaciones refractarias son:
Molibdeno
42
10,22
2610
324
0,22
Tungsteno
74
19,25
3410
400
0,28
250
Renio
75
21,04
3180
469
0,49
189
Nb-1Zr
FS-85 (27,5Ta; 11W; 1Zr)
Cb -752 (10W; 2,5Zr)
Ta-10W
Ta-40Nb
Mo-0,5Ti
190
CAPITULO 5
PROPIEDADES ELECTRICAS, MAGNETICAS Y OPTICAS
Comencemos con la conducción eléctrica y el aislamiento (Figura
5.1(a, izquierda)). Sin conducción eléctrica no tendríamos fácil acceso
a la luz, el calor, la potencia, el control y comunicación que hoy damos
por sentado. Metales que son buenos conductores, como el cobre y el
aluminio son los mejores de los que son asequibles. Pero la
conducción no siempre es conveniente. Las cajas de fusibles, las
carcasas de interruptores, las suspensiones para líneas de
transmisión, todas requieren aisladores, y además de aquellos que
deben llevar alguna carga, tolerar algo de calor y sobrevivir a alguna
chispa, cuando se produce. Aquí la propiedad que queremos es la
resistividad, ρe, la inversa de conductividad eléctrica Ke. La mayoría de
los plásticos y vidrios tienen alta resistividad (Figura 5.1(a, derecha))
por lo que se utilizan como aisladores, aunque, por tratamientos
especiales, se pueden transformar en conductores con baja
conductividad.
La figura 5.1(b) sugiere otras propiedades eléctricas: la capacidad de
permitir el paso de la radiación de microondas, como en la cúpula de
un radar, o para reflejarlas, como en el reflector pasivo de una
embarcación. Ambas tienen que ver con las propiedades dieléctricas,
particularmente la constante dieléctrica εD. Los materiales con alta εD
responden a un campo eléctrico desplazando sus electrones
alrededor, incluso reorientan sus moléculas; aquellos con baja εD son
inmunes al campo y no responden.
La electricidad y el magnetismo están estrechamente vinculados. Las
corrientes eléctricas inducen campos magnéticos; un imán en
movimiento induce, en cualquier conductor cercano, una corriente
eléctrica. La respuesta de la mayoría de los materiales a los campos
magnéticos es demasiado pequeña para ser de valor práctico.
Pero unos pocos, llamados ferromagnéticos y ferrimagnéticos, tienen
la capacidad de atrapar un campo magnético permanente. Estos son
los llamados materiales magnéticos "duros", ya que, una vez
magnetizados, son difíciles de desmagnetizar. Se utilizan como
imanes permanentes en los auriculares, motores y dinamos. Aquí la
propiedad clave es la remanencia, una medida de la intensidad del
191
magnetismo retenido. Otros pocos, llamados materiales magnéticos
―blandos‖, son fáciles de magnetizar y desmagnetizar. Ellos son los
materiales de núcleos de transformadores y las bobinas de deflexión
de un tubo de televisión. Tienen la capacidad para conducir un campo
magnético, pero no lo retienen permanentemente (Figura 5.1(c)). Para
éstos una propiedad clave es la magnetización de saturación, que
mide cómo puede conducirse un campo grande en el material.
Figura 5.1. Propiedades eléctricas, magnéticas y ópticas
Los materiales responden a la luz, así como a la electricidad y el
magnetismo, lo cual no es sorprendente, ya que la propia luz es una
onda electromagnética. Los materiales que son opacos reflejan la luz;
los que son transparentes la refractan, y algunos tienen la capacidad
192
de absorber ciertas longitudes de onda (colores) mientras que permite
que otras pasen libremente (Figura 5.1(d)).
Aunque los ingenieros mecánicos generalmente no se involucran con
estas propiedades, es innegable que el creciente desarrollo de la
tecnología cada vez hace más necesario el conocimiento de
propiedades que antiguamente podían parecer hasta exóticas. El físico
James C. Maxwell deduce que las luz es de naturaleza
electromagnética y relaciona las ciencias de la óptica, electricidad y
magnetismo.
5.1. Propiedades eléctricas
5.1.1. Carga eléctrica
Si se frotan dos bolitas de vidrio con seda y se cuelgan de hilo de seda
se observa que éstas se repelen, como se muestra en la fig. 5.2(a). Si
ahora frotamos con piel una bolita de ebonita (caucho vulcanizado,
como el material de una peineta), y la acercamos a una de las bolitas
de vidrio, las bolitas se atraerán, como se muestra en la fig. 5.2(b).
(a)
(b)
Fig. 5.2. Repulsión y atracción
El físico norteamericano Benjamín Franklin denominó electricidad
positiva la que se produce en el vidrio y negativa la que se produce en
la ebonita, la que se mantiene hasta ahora. Los experimentos se
Franklin se resumen en la siguiente declaración: ―cargas similares se
repelen y cargas diferentes se atraen‖.
Entonces, definiremos la carga eléctrica, q, como el nivel de
electricidad presente en un cuerpo. La unidad de medida es el coul
(Coulomb), en homenaje al físico Charles Coulomb, quien estableció la
193
Ley que lleva su nombre y que permite determinar la fuerza de
atracción (o de repulsión) entre dos cargas eléctricas q1 y q2, que tiene
la forma de ecuación 5.1.
=
(5.1)
Donde F es la fuerza en N, r es la distancia que separa la cargas,
medida en m y k es una constante que tiene un valor aproximado de 9
x 109 N-m2/coul2.
5.1.2. Corriente eléctrica
Las propiedades eléctricas más comunes son las que intervienen en la
Ley de Ohm. Empecemos por definir la corriente eléctrica, i, la
cantidad de carga eléctrica q que circula por una sección transversal
dada en un tiempo t en s (ec. 5.2). Su unidad de medida es el Amper
(A). Debido a que el Amper es una unidad muy grande se con
frecuencia se suelen usar submúltiplos como el miliamper (mA = 10-3
A), el microamper (µA = 10-6 A), nanoamper (nA = 10-9 A).
=
(5.2)
5.1.3. Tensión eléctrica
Se denomina tensión eléctrica a la diferencia de nivel eléctrico que
existe entre dos puntos de un circuito eléctrico. Esta diferencia de
potencial entre dos puntos del circuito es necesaria para que la
corriente circule entre ellos. La unidad de tensión en el sistema SI es
el voltio (V).
5.1.4. Resistencia eléctrica
La resistencia eléctrica se define como la mayor o menor oposición
ofrecida por un conductor a ser recorrido por la corriente eléctrica. La
unidad de medida de la resistencia eléctrica es el Ohm, que se
designa por la letra griega Ω.
Las tres propiedades anteriores se relacionan mediante la la Ley de
Ohm.
V = IR
(5.3)
194
Donde V es la tensión eléctrica o diferencia de potencial entre dos
puntos, en Volt, I es la corriente en A y R es la resistencia eléctrica en
Ω (Ohm).
5.1.5. Resistividad eléctrica
La resistividad eléctrica (ρ) es característica de cada material y se
define como la resistencia que ofrece al paso de la corriente un
conductor de un material determinado de 1 metro de longitud y 1 mm2
de sección transversal. Su unidad de medida es Ω-m/mm2 y se define
por la ecuación (5.4):
=
(5.4)
Donde ρ es la resistividad eléctrica en Ω-mm/mm2, R es la resistencia
en Ω, A es es área de la sección transversal del conductor en mm2 y L
es la longitud del conductor en m.
En la Tabla 5.1 se muestra la resistividad eléctrica de algunos
materiale comunes. En esta tabla que el grafeno tiene la menor
resistividad, es decir, la mayor conductividad eléctrica, pero debe
tenerse en cuenta que este material aun no está disponible a nivel
industrial-comercial, y la plata es excesivamente cara, razón por la
cual el cobre continúa siendo uno de los materiales más utilizados en
la conducción eléctrica. En las últimas décadas, el aluminio se ha
transformado en muy buen competidor del cobre debido a su bajo
peso y a su menor precio.
Tabla 5.1. Resistividad eléctrica de algunos materiales a 23°C
Material
Resistividad ρ, Ω-m2/m (Ω-m)
Grafeno
Plata
Cobre
Oro
Aluminio
Tungsteno
Hierro
Platino
Plomo
Acero
1,0 x 10-8
1,59 x 10-8
1,68 x 10-8
2,2 x 10-8
2,65 x 10-8
5,6 x 10-8
9,71 x 10-8
11,0 x 10-8
22,0 x 10-8
72,0 x 10-8
195
Nicrom (80Ni – 20 Cr)
Carbono
Germanio
Silicio
Vidrio
Hule
Cuarzo
150 x 10-8
3.500 x 10-8
0,46
640
10
10 a 1014
1013
7,5 x 1017
La resistividad eléctrica ρ y su inversa, la conductividad eléctrica ζ,
son, con toda probabilidad, las dos propiedades eléctricas con las que
más debe manejarse el ingeniero de diseño en un proceso de
selección de materiales. Por esta razón, Ashby nos provee un mapa
con la resistividad y la conductividad térmica, que se muestra en la fig.
5.3.
Fig. 5.3. Mapa de Ashby para conductividad térmica y resistividad eléctrica
196
El mapa de la fig. 5.3. nos muestra que los mejores conductores
térmicos y eléctricos son los metales, mientras que los mejores
aislantes térmicos y eléctricos están en la región de espumas y
polímeros. Se destaca aquí la enorme diferencia en resistividad
eléctrica entre materiales buenos conductores y ―materiales aislantes‖;
la diferencia puede llegar 24 órdenes de magnitud.
5.1.6. Conductividad eléctrica
La conductividad eléctrica (símbolo ζ) es la medida de la capacidad de
un material o sustancia para dejar pasar la corriente eléctrica a través
de él. La conductividad depende de la estructura atómica y molecular
del material. Los metales son buenos conductores porque tienen una
estructura con muchos electrones con vínculos débiles, y esto permite
su movimiento. La conductividad también depende de otros factores
físicos del propio material, y de la temperatura.
La conductividad es la inversa de la resistividad (símbolo ρ); por tanto:
=
=
=
(5.5)
Las tablas siguientes muestran las conductividades específicas
Tabla 5.2. Conductividad eléctrica de materiales conductores
197
Tabla 5.3. Conductividad eléctrica de materiales semi-conductores y
aislantes
Tabla 5.4. Conductividad eléctrica del agua en distintas condiciones
198
5.2. Propiedades magnéticas de los materiales: Definción y medición
5.2.1. Introducción
Mucha gente piensa que las aves migratorias, navegan usando el
campo magnético de la tierra. Esto puede ser discutible, pero lo que
está fuera de toda duda es que los marineros, durante siglos, vienen
navegando de esta manera, usando un imán natural, o piedra imán,
para rastrear este campo magnético. La piedra imán es un mineral, la
magnetita (Fe3O4), que a veces se produce naturalmente en un estado
magnetizado. Hoy conocemos la magnetita como uno de los
materiales de una familia de ferritas, los miembros de los cuales se
pueden encontrar en cada radio, televisión y hornos microondas. Las
ferritas son una de las dos familias de materiales magnéticos; la otra
es la familia de los ferro-magnéticos, tipificada por el hierro pero
también incluyendo níquel, cobalto y las aleaciones de los tres.
Situados en un campo magnético, estos materiales se magnetizan, un
fenómeno llamado inducción magnética; al retirar el campo magnético,
algunos, llamados imanes blandos, pierden su magnetización, otros,
los imanes duros, la retienen.
Los campos magnéticos son creados mediante el movimiento de
cargas eléctricas (la corriente eléctrica en los electroimanes, es el spin
de los electrones en los átomos de los materiales magnéticos). Este
capítulo trata sobre los materiales magnéticos: la forma en que se
caracterizan, de dónde vienen sus propiedades y cómo se seleccionan
y utilizan. Se inicia con la definición de las propiedades magnéticas y
la forma en que se miden. Igual que en otros capítulos, se despliegan
cartas que muestran la separación de los materiales que son buenos
para un tipo de aplicación de los que son buenos para otras
aplicaciones. El capítulo continúa con una profundización hasta los
orígenes del comportamiento magnético, y concluye con una discusión
de las aplicaciones y los materiales que tienen mejor desempeño.
5.2.2. Campos magnéticos en vacío
En primer lugar, algunas definiciones. Cuando una corriente i pasa en
vacío por una bobina larga, de n vueltas y longitud L, como en la
Figura 5.4, se genera un campo magnético. La magnitud del campo,
H, viene dada por la ley Ampere:
199
=
A/m (Amp/metro)
(5.1)
Figura 5.4. Un solenoide crea un campo magnético. Las líneas de flujo indican la resistencia del
campo.
El campo magnético es una magnitud vectorial, tiene magnitud y
dirección. Los campos magnéticos ejercen fuerzas sobre un alambre
que lleva una corriente eléctrica. Una corriente i que fluye en una
espira única de área S genera un momento dipolar m, donde:
m = iS A*m2
(5.2)
Donde m también es un vector normal al plano de S (Figura 5.5). Si el
bucle se coloca en ángulo recto con el campo H se produce un torque
T (unidades: newton x metro, o N*m) de:
T = µ0mH
(5.3)
donde μo se llama la permeabilidad en vacío, μ0 = 4π x 10-7
henry/metro (H/m). Para unir µ0 y H definiremos una segunda medida
del campo magnético, que se relaciona directamente con el par de
200
torsión que ejerce sobre una unidad de momento magnético. Se llama
la inducción magnética, o densidad de flujo, B, y, en el vacío, o para
materiales no magnéticos es:
B = µ0H
(5.4)
Sus unidades son tesla, de modo que 1 tesla es 1 HA/m2. Una
inducción magnética B de 1 tesla ejerce un par de apriete de 1 Nm en
un dipolo unidad en ángulo recto con el campo H.
Figura 5.5. Definición de momento magnético e interacción del momento con el campo
5.2.3. Campos magnéticos en los materiales
Si el espacio interior de la bobina de la figura 5.5 se llena con un
material, como en la figura 5.6, la inducción dentro de ella cambia.
Esto es porque sus átomos responden al campo formando pequeños
dipolos magnéticos de la forma que se explican en la Sección 5.2.5. El
material adquiere un momento dipolar macroscópico o magnetización,
M (sus unidades son A/m, igual que H). La inducción se convierte en:
B = µ0(H + M)
(5.5)
La simplicidad de la ecuación 5.5 es engañosa, ya que sugiere que M
y H son independientes; en realidad, M es la respuesta del material a
H, así que los dos van acoplados. Si el material del núcleo es ferromagnético, la respuesta es muy fuerte y no es lineal, como veremos
201
en un momento. Es habitual volver a escribir la ecuación (5.5) en la
forma siguiente:
B = µRµ0H
(5.6)
donde μR se llama la permeabilidad relativa, y, es adimensional. La
magnetización, M, es por lo tanto:
M = (µR – 1)H = χH
(5.7)
donde χ es la susceptibilidad magnética. Ni μR ni χ son constantes;
dependen no sólo del material sino también de la magnitud del campo,
H, por la razón que acabamos de ver.
Figura 5.6. Magnetización de un material magnético expuesto a un campo H, concentrando las
líneas de flujo.
Casi todos los materiales responden a un campo magnético al ser
magnetizados, pero la mayoría son paramagnéticos, con una
respuesta tan débil que no tiene ninguna utilidad práctica. Unos pocos,
sin embargo, contienen átomos que tienen momentos dipolares
grandes y tienen la capacidad para magnetizarse espontáneamente,
es decir, alinear sus dipolos en paralelo, como lo hacen los dipolos
202
eléctricos en los materiales ferro-eléctricos. Estos se llaman materiales
ferro-magnéticos y ferrimagnéticos (los segundos se llama ferritas para
abreviar), y son estos son los de uso práctico real.
La magnetización disminuye al aumentar la temperatura. Al igual que
con los ferroeléctricos, hay una temperatura, la temperatura de Curie
TC, por encima de la cual desaparece, como en la figura 5.7. Los
valores de los materiales que se tratan aquí están bastante por encima
de la temperatura ambiente (típicamente 300 a 500°C), pero hacer
imanes para su uso a temperaturas muy altas es un problema.
Figura 5.7. La saturación magnética disminuye con la temperatura, llegando a cero a la
temperatura de Curie, TC.
5.2.4. Medición de las propiedades magnéticas
Las propiedades magnéticas se miden mediante el trazado de una
curva M-H. Igual que la Figura 5.8. Si se aplica un campo magnético H
creciente a una muestra previamente desmagnetizada, comenzando
en A en la figura, aumenta su magnetización, lentamente al principio y
luego más rápido, siguiendo la línea de puntos, hasta que finalmente
alcanza un máximo, la magnetización de saturación MS en el punto B.
Si el campo ahora retrocede, M no vuelve sobre su trayectoria original,
pero conserva parte de su magnetización de modo que cuando H ha
llegado a cero, en el punto C, algo de magnetización sigue estando
presente: es la llamada magnetización remanente o remanencia MR y
203
es por lo general sólo un poco menos que MS. Para disminuir M más
aun debemos aumentar el campo en la dirección opuesta hasta que M
finalmente pasa a través de cero en el punto D cuando el campo es Hc, el campo coercitivo, una medida de la resistencia a la
desmagnetización. Algunas aplicaciones requieren que HC sea tan alto
como sea posible, otros, tan bajo como sea posible. Más allá del punto
D la magnetización M comienza a aumentar en la dirección opuesta,
hasta llegar de nuevo a la saturación en el punto E. Si el campo ahora
disminuye de nuevo, M sigue la curva a través de F y G hasta llegar de
nuevo a la saturación magnética en B, para formar un circuito M-H
cerrado llamado el ciclo de histéresis.
Figura 5.8. Curva de histéresis, mostrando las propiedades magnéticas importantes
Los materiales magnéticos se caracterizan por el tamaño y la forma de
sus ciclos de histéresis. El segmento inicial AB se llama la curva de
magnetización inicial y su pendiente promedio (o, a veces su
pendiente más pronunciada) es la susceptibilidad magnética, χ. Las
otras propiedades importantes son: la magnetización de saturación MS,
la remanencia MR y el campo coercitivo HC y ya han sido definidas.
Cada ciclo completo de histéresis disipa una energía por unidad de
volumen igual al área del bucle multiplicada por μ0, la permeabilidad en
vacío. La energía aparece en forma de calor (que es como una fricción
magnética). Muchos textos no trazan la curva M-H, sino la curva de
inductancia B contra H. La ecuación (5.5) dice que B es proporcional a
(M+H), y el valor de M para los materiales magnéticos dignos de este
nombre es mucho más grande que los valores con que se aplica H,
204
por lo que B μ0 M y la curva B-H de un material ferromagnético se ve
muy parecida a su curva M-H (es sólo que el eje M ha sido reducido
en la escala por μ0).
Hay varias maneras de medir la curva de histéresis, una de las cuales
se esboza en la figura 5.9. Aquí el material forma el núcleo de lo que
es, en efecto, un transformador. La corriente oscila a través de la
bobina primaria creando un campo H que induce la magnetización M
en el material del núcleo, forzándolo alrededor de su ciclo de
histéresis. La bobina secundaria capta la inductancia, de la se puede
calcular el estado instantáneo de la magnetización, trazando el bucle.
Figura 5.9. Medición de la curva de histéresis
Los materiales magnéticos difieren en gran medida en la forma y el
área de su ciclo de histéresis, la mayor diferencia es entre los imanes
blandos, que tienen bucles delgados, y los imanes duros, que tienen
bucles anchos, como se muestran en la figura 5.10. De hecho las
diferencias son mucho mayores que esta cifra sugiere: el campo
coercitivo HC (que determina la anchura del bucle) de materiales
magnéticos duros como Alnico, es mayor por un factor de
aproximadamente 105 que el de los materiales magnéticos blandos
como silicio- hierro.
205
Figura 5.10. Ciclos de histéresis. (a) Imanes duros; (b) Imán blando
5.2.5. Mapas de propiedades magnéticas
a) Carta de Remanencia – Campo coercitivo
Las diferencias entre las familias de materiales magnéticos blandos y
duros se muestran en la figura 5.11. Los ejes son la magnetización
remanente Mr y el campo coercitivo HC. La magnetización de
saturación MS, más relevante para los imanes blandos, es sólo
ligeramente más grande que el Mr, por lo que un gráfico de MS-HC se
ve casi igual que éste. Hay 12 familias en la carta, cada una encerrada
en un color que la envuelve. Los miembros de cada familia, que se
muestra como elipses más pequeñas, tienen nombres comerciales
que ayudan muy poco (como ―Ferrite H YBM-1A") por lo que no
aparecen designados individualmente. Los imanes blandos requieren
MS altos y bajos HC; son los de la izquierda, con el mejor en la parte
superior. Los imanes duros mantienen su magnetismo, requiriendo un
alto HC, y para ser potentes necesitan un gran Mr; ellos son los de la
derecha, con el mejor de nuevo en la parte superior.
En muchas aplicaciones la resistividad eléctrica también es importante
debido a las pérdidas por corrientes de eddy que se describen más
adelante. Los cambios de campos magnéticos inducen corrientes
parásitas en los conductores pero no en los aisladores. Las elipses
rojas y púrpuras en la carta encierran los materiales ferromagnéticos
206
metálicos, que son buenos conductores. Las amarillas describen las
ferritas, que son aislantes.
Figura 5.11. Magnetización remanente y la campo coercitivo. Los materiales magnéticos blandos
se encuentran a la izquierda; los materiales magnéticos duros están a la derecha. Las áreas rojas y
púrpura encierran los materiales conductores eléctricos; los amarillos encierran los materiales
aislantes.
b) Mapa magnetización de saturación-susceptibilidad
Esta es la carta para la selección de los materiales magnéticos
blandos (Figura 5.12). Se muestra la magnetización de saturación, MS,
el último grado en que un material puede concentrar flujo magnético,
trazada contra su susceptibilidad, χ, que mide la facilidad con la que
puede ser magnetizado. Muchos textos usan, en su lugar, la
inductancia de saturación B y la máxima permeabilidad relativa, μR.
Ellos se muestran en los otros ejes de la carta. Al igual que en la
primer la carta, los materiales que son conductores eléctricos están
encerrados en elipses rojas o moradas, los que son aislantes son las
burbujas amarillas.
207
Figura 5.12. Magnetización de saturación y la susceptibilidad de los materiales magnéticos
blandos. Las áreas rojas y púrpuras encierran los materiales eléctricamente conductor, las
amarillas encierran los aislantes.
5.2.6. Manipulación de las propiedades magnéticas
La imagen clásica de un átomo es la de un núcleo alrededor del cual
giran electrones, como en la figura 5.13. La carga en movimiento
implica una corriente eléctrica, y una corriente eléctrica que fluye en un
bucle crea un dipolo magnético, como en la figura 5.5. Por lo tanto, se
dispone de un dipolo magnético asociado con cada electrón en órbita.
Eso no es todo. Cada electrón tiene un momento adicional propio: su
momento de giro (spin). La explicación adecuada de esto requiere de
la mecánica cuántica, pero una manera de prever su origen es pensar
en un electrón no como una carga puntual, sino como algo extendido y
girando sobre su propio eje, creando de nuevo la carga de rotación y
un momento de dipolo, y esto resulta ser grande. El momento total del
átomo es la suma vectorial de la totalidad del lote.
208
Figura 5.13. Los giros orbitales y de los electrones crean un dipolo magnético. Los números pares
de electrones llenando los niveles de energía en parejas tienen momentos que se cancelan, como
en (a) y (c). Un electrón desapareado da al átomo un momento magnético permanente, como en
(b).
Un átomo simple, como el de helio, tiene dos electrones por órbita y se
configuran a sí mismos de tal manera que el momento de uno cancela
exactamente el momento del otro, como en la figura 5.13(a) y (c), no
dejando ningún momento neto. Pero ahora pensemos en un átomo
con tres electrones, no dos, como en (b). Los momentos de dos se
cancelan, pero queda el tercero, dejando el átomo con un momento
neto representado por la flecha roja en la parte derecha de la figura
5.13(b). Por lo tanto, los átomos con electrones cuyos momentos se
cancelan no son magnéticos; aquellos con momentos de electrones
que no se cancelan tienen un dipolo magnético. Simplificando un poco,
un electrón no apareado da un momento magnético de 9,3 x 10-24
A*m2, llamado magnetón de Bohr; dos electrones desapareados dan
dos magnetones de Bohr, tres dan tres y así sucesivamente.
Pensemos ahora en los átomos magnéticos montados en un cristal.
En la mayoría de los materiales los momentos atómicos interactúan
tan débilmente que el movimiento térmico es suficiente para
aleatorizar sus direcciones, como en la figura 5.14(a). A pesar de sus
átomos magnéticos, la estructura como un todo no tiene momento
209
magnético; estos materiales son paramagnéticos. En algunos
materiales, sin embargo, sucede algo muy distinto. Los campos de los
átomos vecinos interactúan de tal manera que su energía se reduce si
sus momentos magnéticos están fuertemente alineados. Esta caída de
la energía se denomina energía de cambio y es lo suficientemente
fuerte que es mayor que el efecto de aleatorización de la energía
térmica mientras la temperatura no sea demasiado alta (la forma de la
curva de Curie de la figura 5.7 muestra cómo la energía térmica
sobrepasa la energía de cambio ya que se acerca a la temperatura de
Curie). Pueden alinearse de forma antiparalela, como en la figura
5.14(b), y todavía no existe un momento neto; tales materiales se
llaman
anti-ferromagnéticos.
Pero
en
algunos
elementos,
especialmente hierro, níquel y cobalto, sucede exactamente lo
contrario: los momentos de forma espontánea se alinean de manera
que, si todos son paralelos, la estructura tiene un momento neto que
es la suma de todos los átomos que contiene. Estos materiales son
ferromagnéticos. El hierro tiene tres electrones desapareados por
átomo, el níquel tiene dos y el cobalto sólo uno, por lo que el momento
neto si todos los giros están alineados (la magnetización de saturación
MS) es mayor para el hierro, menos para el níquel y menos aún para el
cobalto.
Figura 5.14. Tipos de comportamiento magnético
210
Los compuestos dan una cuarta posibilidad. Los materiales que hemos
referido como ferritas son óxidos; una clase de ellos tiene la fórmula
MFe2O4, donde M es también un átomo magnético, tal como cobalto
(Co). Los átomos tanto del hierro como del cobalto tienen dipolos, pero
difieren en la fuerza. Se alinean en la configuración antiparalela, pero
debido a la diferencia en los momentos la cancelación es incompleta,
dejando una red de momento M; estos son ferri-magnéticos, las
ferritas para abreviar. La cancelación parcial y el menor número de
átomos magnéticos por unidad de volumen indican que tienen menor
magnetización de saturación que, por ejemplo, el hierro, pero tienen
otras ventajas, en particular que, al ser óxidos, son aislantes
eléctricos.
5.2.7. Dominios
Si los momentos atómicos se alinean, pueden las piezas de hierro,
níquel o cobalto ser un imán permanente? Los materiales magnéticos
lo son; los imanes, en general, no lo son. ¿Por qué?
Una varilla magnetizada de manera uniforme crea un campo
magnético, H, como el de un solenoide. El campo tiene una energía
potencial:
=
∫
(5.7)
donde la integral se lleva a cabo sobre el volumen V en el que existe el
campo. La elaboración de esta integral no es simple, pero no es
necesario hacerlo. Todo lo que necesitamos tener en cuenta es que
cuanto más pequeño es H y es pequeño el volumen V que lo invade,
menor es la energía. Si la estructura puede organizar sus momentos
para minimizar H o deshacerse de él por completo (recordando que la
energía de cambio desea momentos de átomos vecinos que
permanezcan paralelos) tratará de hacerlo.
La Figura 5.15 ilustra cómo se puede hacer esto. El material se divide
en dominios, dentro de los cuales los momentos atómicos son
paralelos pero con un interruptor de dirección entre los dominios de
apareamiento para minimizar el campo externo. Los dominios se
reúnen en las paredes del dominio, regiones con unos pocos átomos
de espesor en las que los momentos oscilan en la orientación de un
211
dominio al otro. La división en dominios paralelos de magnetización
opuesta, como en (b) y (c), reducen mucho el campo; añadiendo tapas
magnetizadas perpendiculares como en (d) lo mata casi por completo.
El resultado es que la mayoría de los materiales magnéticos, a menos
que se hayan manipulado de alguna manera, adoptan una estructura
de dominio con mínimo campo externo, que es lo mismo que decir
que, si bien son magnéticos, ellos no son imanes.
Figura 5.15. Los dominios permiten un compromiso: la cancelación del campo externo mientras
retienen la magnetización del material mismo. Las flechas muestran la dirección de la
magnetización.
¿Cómo pueden ser magnetizados? Colocados en un campo
magnético creado, por ejemplo, con una solenoide, los dominios ya
alineados con el campo tienen menor energía que los alineados en
contra de él. La pared del dominio que los separa siente una fuerza, la
fuerza de Lorentz, empujando en una dirección para hacer que los
dominios orientados favorablemente crezcan a expensas de los otros.
A medida que crecen, la magnetización del material aumenta,
212
moviendo hacia arriba la curva M-H, saturándose por último a MS,
cuando el toda la muestra está orientada con un dominio paralelo al
campo, como en la figura 5.16.
La magnetización de saturación, entonces, es la suma de todos los
momentos atómicos contenidos en una unidad de volumen de material
cuando están todos alineados en la misma dirección. Si el dipolo
magnético por átomo es nmmB (donde nm es el número de electrones
desapareados por átomo y mB es el magnetón de Bohr), entonces la
magnetización de saturación es:
=
(5.8)
donde Ω es el volumen atómico. El hierro tiene el valor más alto
porque sus átomos tienen más electrones no apareados y se
empaquetan juntos. Cualquier cosa que reduzca uno, reduce la
magnetización de saturación. El Níquel y el cobalto tienen menor
saturación debido a que sus momentos atómicos son menores; las
aleaciones de hierro tienden a ser más bajas porque los átomos de la
aleación, no magnéticos, diluyen el hierro magnético. Las ferritas
tienen mucho más baja saturación tanto a causa de la dilución por el
oxígeno y debido a la cancelación parcial de los momentos atómicos
esbozados en la figura 5.14.
Figura 5.16. Un campo aplicado hace moverse los límites del dominio. En la saturación la muestra
se ha convertido en un único dominio, como a la derecha. Las paredes del dominio se mueven con
facilidad en materiales magnéticos blandos. Los materiales magnéticos duros se alean para evitar
su movimiento.
213
Hay buenas razones para hacer la aleación y transformar el hierro en
ferritas. Una se refiere al campo coercitivo HC. Un buen imán
permanente conserva su magnetización incluso cuando se coloca en
un campo inverso, y esto requiere un alto HC. Si las paredes del
dominio se mueven fácilmente el material es un imán blando, con bajo
HC; si ocurre lo contrario, es un imán duro. Para hacer un imán duro es
necesario fijar las paredes del dominio para que dejen de moverse.
Las impurezas, inclusiones, precipitados y porosidad interactúan con
las paredes del dominio, que tienden a fijarse en su lugar (debido a
que actúan como obstáculos al movimiento de las dislocaciones por lo
que también los materiales
magnéticamente duros son
mecánicamente duros). Y hay barreras sutiles al movimiento de pared
del dominio: la anisotropía magnética surgida porque ciertas
direcciones de magnetización en el cristal son más favorables que
otras, e incluso la forma y tamaño de la muestra misma, partículas
magnéticas pequeñas, con un solo dominio, son particularmente
resistentes a tener invertir su magnetismo.
El desempeño de un imán duro se mide por su producto de energía,
más o menos proporcional al área del bucle de magnetización. Cuanto
mayor sea el producto de energía, más difícil es para desmagnetizarlo.
5.2.8. Selección de materiales para diseño magnético
La selección de materiales por sus propiedades magnéticas sigue el
nuevo patrón ya familiar de traducir los requisitos de diseño, seguido
de un filtro y un ranking. En este caso, sin embargo, el primer paso del
filtro es ―deben ser magnéticos‖, inmediatamente aísla el conjunto
especial de los materiales que aparecen en las listas de mapas de
este capítulo. La clave en el problema de selección es, entonces, si se
requiere una respuesta magnética blanda o dura.
5.2.8.1. Dispositivos magnéticos blandos
Los electroimanes, transformadores, lentes de electrones y los núcleos
magnéticos deben magnetizarse fácilmente cuando el campo se
activa, ser capaces de crear una alta densidad de flujo, sin embargo,
deben perder su magnetismo cuando el campo se desconecta. Ellos
214
pueden hacer esto mediante el uso de materiales magnéticos blandos,
de bajo HC, que se muestran en la parte izquierda de la carta de la
Figura 5.8. Los materiales magnéticos blandos se utilizan para
'conducir' y centrar el flujo magnético. La figura 5.17 ilustra esto. Una
bobina conductora de corriente induce un campo magnético en el
núcleo. El campo, en lugar de extenderse en la forma mostrada en la
figura 5.3, está atrapado en el circuito ferromagnético extendido como
se muestra. Con la susceptibilidad χ más alta, mayor es la
magnetización y la densidad de flujo inducida por un bucle de corriente
dado, hasta un límite establecido por su magnetización de saturación
MS. El circuito magnético lleva a cabo el flujo de una bobina a otra, o
de una bobina a un espacio de aire, donde se mejora aún más
mediante la reducción de la sección del núcleo, donde se utiliza para
accionar o para enfocar un haz de electrones, como se muestra a la
derecha de la figura 5.14. Por lo tanto, el primer requisito de un buen
imán blando es un alto χ y un alto MS, con un ciclo de histéresis
delgado como el que se muestra en la figura 5.15. La carta de la figura
5.9 muestra estas dos propiedades. Los materiales conocidos como
Permendur (aleaciones Fe-Co-V) y Metglass son aleaciones amorfas
que resultan especialmente buenas, pero al ser caras son utilizadas
sólo en dispositivos pequeños. El silicio-hierro (Fe-1 a 4% Si) es
mucho más barato y más fácil de fabricar en grandes secciones; es el
material básico para grandes transformadores.
Figura 5.17. Los imanes blandos ―conducen‖ el flujo magnético y lo concentran si la sección
transversal del imán es reducida.
La mayoría de los imanes blandos se utilizan en los dispositivos de
corriente alterna, y, entones, la pérdida de energía, proporcional a la
zona del bucle de histéresis, debe ser considerada. La pérdida de
215
energía es de dos tipos: la pérdida de histéresis ya mencionada; es
proporcional a la frecuencia de conmutación y las pérdidas por
corrientes de eddy (parásitas) causadas por las corrientes inducidas
en el propio núcleo por el campo de corriente alterna, proporcional a f2.
En los núcleos de transformadores que operan a bajas frecuencias (es
decir, con f hasta 100 Hz o menos la pérdida de histéresis domina, por
lo que para ellos buscamos una alta MS y un bucle delgado con un
área pequeña. Las pérdidas por corrientes de eddy están presentes,
pero se suprimen cuando sea necesario por laminado: haciendo el
núcleo a partir de una serie de hojas delgadas intercaladas con capas
aislantes finas que interrumpen las corrientes de Foucault. A
frecuencias de audio (f < 50 kHz) ambos tipos de pérdidas se hacen
mayores, debido a que se producen en cada ciclo y ahora hay más de
ellas, lo que requiere un bucle incluso más estrecho y laminados más
delgados; de ahí que sean más caros. Se utilizan Permalloy y
Permendurs. A frecuencias fijas más altas (f en el rango de los MHz) la
pérdida de corrientes parásitas aumenta con f2, y llega a ser realmente
seria; la única manera de detener esto es utilizar materiales
magnéticos que sean aislantes eléctricos. Eso significa ferritas
(mostradas en las regiones amarillas en ambas cartas), a pesar de
que tienen un menor MS. Por encima de esto (f > 100 MHz) sólo los
más exóticos imanes de cerámica trabajarán bien. La figura 5.18
resume las características del bucle de imanes blandos; la tabla 5.5
enumera las opciones, guiada por las cartas.
Figura 5.18. Ciclo característico de histéresis para un imán blando
216
Tabla 5.5. Materiales para aplicaciones de imanes blandos
Aplicación
Frecuencia f
Requerimientos Selección del
para el material
material
Electroimanes
< 1 Hz
Alto MS, alto χ
Motores;
Transformadores de
baja frecuencia
< 100 Hz
Alto MS, alto χ
Amplificadores de
audio; parlantes;
micrófonos
< 100 kHz
Alto MS, alto χ, muy
bajo HC
Microondas y
aplicaciones en UHF
< 1 MHz
Dispositivos con
GHz
> 100
MHz
Alto MS, muy bajo
HC, aislante
eléctrico
Histéresis ultra
baja; excelente
aislante
Aleaciones: SiFe, Fe-Co
Si-Fe;
aleaciones AMA
(Ni-Fe-P
amorfas)
Ni-Fe
(Permalloy;
Mumetal)
Ferritas cúbicas:
MFe2O4 con M =
Cu, o Mn, o Ni
Granate (mineral
de silicatos)
5.2.8.2. Dispositivos magnéticos duros
Muchos dispositivos utilizan imanes permanentes: las puertas del
refrigerador, embragues magnéticos, altavoces y auriculares, motores
de corriente continua, incluso los cojinetes sin fricción. Para estos, la
propiedad clave es la remanencia, MR , ya que esta es la máxima
magnetización que el material puede ofrecer sin un campo externo
impuesto para mantenerlo magnetizado. El alto MR, sin embargo, no
es todo. Cuando un material es magnetizado y se elimina el campo de
magnetización, el campo del imán en sí intenta desmagnetizarse. Es
esta desmagnetización del campo que hace que el material tome una
estructura de dominio que reduce o elimina la magnetización neta de
la muestra. Un imán permanente debe ser capaz de resistirse a ser
desmagnetizado por su propio campo. Una medida de su resistencia
es su campo coercitivo HC, y éste también debe ser grande. Un alto MR
y un alto HC conducen a un ciclo de histéresis ancho como el de la
figura 5.19. El hierro y el acero ordinario pueden llegar a ser
débilmente magnetizados con el resultado irritante que el
destornillador se pega a los tornillos y sus tijeras recogen clips de
papel cuando usted desearía que no lo hagan, pero tampoco son
217
"duros" en un sentido magnético. Aquí "duro" significa "difícil de
desmagnetizar, y ahí es donde entra en juego el alto HC; protege al
imán de sí mismo.
Figura 5.19. Ciclo de histéresis típico de un imán duro
Los materiales magnéticos duros se encuentran a la derecha de la
carta MR – HC de la figura 5.11. Los caballos de batalla del negocio de
los imanes permanentes son los Alnicos y las ferritas hexagonales.
Una aleación ALNICO (hay muchas) es una aleación de aluminio,
níquel, cobalto y hierro, de ahí su nombre, con valores de MR de hasta
106 A/m y un enorme campo coercitivo: 5x 104 A/m. Las ferritas
hexagonales, también, tienen alto MR y HC y, como las ferritas blandas
de los imanes cúbicos, son aislantes. Los alnicos siendo metálicos,
pueden ser formados por colada o por compactación y sinterización de
polvos; las ferritas sólo pueden ser fabricadas por métodos de polvo.
Los polvos, por supuesto, no tienen que ser sinterizados, pueden
unirse entre sí de otras maneras, y esto ofrece otras oportunidades.
Las partículas magnéticas mezcladas con una resina pueden ser
moldeadas a formas muy complejas. La unión con un elastómero da
imanes que son flexibles o esponjosos; la junta magnética de una
puerta de un refrigerador es un ejemplo.
La carta de la figura 5.11 muestra tres familias de imanes duros con
campos coercitivos que superan los de los Alnicos y ferritas
218
hexagonales. Estos, producto de la investigación de los últimos 30
años, proporcionan los campos de imanes permanentes intensos que
han permitido la miniaturización de los auriculares, micrófonos y
motores. El mayor de ellos es de la familia de los metales preciosos
Pt-Co, pero son tan caros que prácticamente han desaparecido. Ellos
son superados por la familia del cobalto-samario basado en el
compuesto inter-metálico SmCo5, y ellos, a su vez, son superados por
el reciente desarrollo la familia del neodimio-hierro-boro. Ninguno de
estos son baratos, pero en las aplicaciones que mejor se adaptan, la
cantidad de material es suficientemente pequeña y el valor del
producto suficientemente alto para que esto no sea un obstáculo. La
tabla 5.6 enumera las opciones, guiados por las cartas.
Tabla 5.6. Aplicaciones para materiales magnéticos duros
Aplicación
Grandes imanes
permanentes
Pequeños imanes de
alto desempeño
Almacenamiento de
información
Requerimientos del
material
Alto MR, alto HC y alto
producto de energía
(MH)max*Bajo costo
Acústica, aplicaciones
de miniaturas
mecánicas y
electrónicas
Bucles de histéresis
―cuadrados‖ y
delgados
Elección del material
Alnicos y ferritas
hexagonales
Co-Sa; Pt-Co; Nd-B
Partículas alargadas
de Fe2O3, Cr2O3 ó
ferritas hexagonales
5.2.8.3. Almacenamiento magnético de información
El almacenamiento magnético de información requiere imanes duros,
pero que tienen una forma inusual del bucle: es rectangular (llamado
"cuadrado"). La cuadratura significa que una unidad del material puede
fluctuar su magnetización desde +MR hasta -MR y vuelve cuando se
expone a campos arriba de +HC o –HC. Así, la unidad almacena en un
bit binario la información. La información se lee moviendo una unidad
magnetizada que pasa por la cabeza de lectura, donde induce un
pulso eléctrico. La elección de la palabra "unidad" fue deliberadamente
219
vaga, ya que puede tomar varias formas: partículas discretas
incrustadas en una cinta de polímero o un disco, o como una película
magnética delgada que tiene la capacidad para llevar pequeños
dominios estables llamados 'burbujas' que están magnetizados en una
dirección, incrustados en un fondo que está magnetizado en otra
dirección.
La figura 5.20 muestra un tipo de sistema de almacenamiento de
información. Crea una señal de flujo magnético en un núcleo
magnético blando, frecuentemente de una aleación de metal amorfo
(AMA) debido a su gran susceptibilidad. La dirección del flujo depende
de la dirección de la señal de la corriente; esta conmutación invierte la
dirección del flujo. Un espacio de aire en el núcleo permite que el
campo escape, penetrando en una cinta o disco en el cual están
incrustadas partículas sub-micrométricas de un material magnético
duro. Cuando la señal es en una dirección todas las partículas de la
banda de cinta o disco que pasan por debajo del cabezal de escritura
están magnetizadas en una dirección; cuando se invierte la señal, la
dirección de la magnetización se invierte. La misma cabeza se utiliza
para la lectura. Cuando la cinta o disco pasa bajo la cámara de aire, la
dispersión del campo de las bandas magnetizadas induce un flujo en
el núcleo de hierro dulce y una señal en la bobina, que se amplifica y
es procesada para su lectura.
Figura 5.20. Cabezal magnético de lectura/escritura. La brecha en el cabezal magnético blando
permite que el flujo de escape, penetrando la cinta y la realineación de las partículas.
220
¿Por qué utilizar partículas finas? Es porque las paredes del dominio
no son suficientemente estables en pequeñas partículas: cada
partícula es un dominio único. Si la partícula es alargada se prefiere
que sea magnetizada en forma paralela a su eje longitudinal. Cada
partícula se comporta entonces como una pequeña barra magnética
con polos norte (N) y sur (S) en los extremos. El campo del cabezal de
escritura es suficiente para cambiar la dirección, convirtiendo una
magnetización N-S en una S-N, una respuesta binaria que se adapta
bien al almacenamiento de información. Las cintas y discos
regrabables utilizan partículas de Fe2O3 o de CrO2, típicamente de
0.1μm de largo y con una relación de aspecto de 10:1. Las partículas
de ferritas hexagonales (MO)(Fe2O3)6 tienen un campo coercitivo
superior, por lo que se requiere un campo más potente para cambiar
su magnetización, pero al haberlo hecho, es difícil borrarla. Esto hace
de ellas la mejor opción para aplicaciones de sólo lectura, como la tira
de identificación de una banda magnética y de tarjetas de crédito.
5.3. Propiedades ópticas de los materiales
Las propiedades ópticas de los materiales son las que se ponen de
manifiesto al incidir sobre ellos la luz. Las propiedades ópticas y/o
estéticas se pueden definir también como aquellas que se perciben
con el sentido de la vista.
Las propiedades ópticas se relacionan con la interacción entre un
material y las radiaciones electromagnéticas en forma de ondas o
partículas de energía, conocidas como fotones. Estas radiaciones
pueden tener características que entren en nuestro espectro de luz
visible, o ser invisibles para el ojo humano. Es decir, la luz visible es
una onda electromagnética. En la fig. 5.21 se muestra el espectro
electromagnético, con frecuencias desde 103 Hz (1kHz) hasta 1024 Hz,
y longitudes de onda que van desde 10-16 m hasta 105 m, aunque en
realidad el espectro no tiene límites, ni superior ni inferior (debido a
que no puede haber frecuencias negativas se supone que el límite
inferior es cero).
Cuando la luz (o cualquier onda electromagnética) pasa de un medio a
otro pueden ocurrir varios fenómenos (fig. 5.22):
Parte de la luz se transmite por el medio (IT)
221
Parte se absorbe (IA)
Parte se refleja (IR)
Fig. 5.21. Espectro electromagnético
Fig. 5.22. Descomposición de la luz
222
En este aspecto los materiales se pueden clasificar en:
Materiales transparentes: Son los materiales que permiten el
paso de la luz, y se puede ver con nitidez a través de ellos. Son
materiales transparentes el vidrio simple o el cristal, algunos
plásticos, y cualquier material que deje pasar los rayos de luz y
permita ver al otro lado del mismo.
Materiales opacos: Son los materiales que no permiten el paso
de la luz, y no se puede ver a través de ellos. Por ejemplo los
metales.
Materiales translúcidos: Son los materiales que permiten el paso
de la luz, pero no dejan ver con nitidez a través de ellos. Esta
propiedad la tienen algunos plásticos, metacrilato, vidrios
especiales o tintados, el papel de cebolla, y muchos otros.
En términos más simples, veamos lo que ocurre al enfocar un haz de
luz oblicua (una linterna por ejemplo), sobre un recipiente con agua,
como se muestra en la fig. 5.23. Se ve que el haz incidente, que forma
un ángulo θi con el eje normal al agua, en parte rebota (se refleja) en
un ángulo θ’1, y otra parte cambia su dirección (se refracta o se
transmite), formando un ángulo θ2. Una parte menor es absorbida por
el medio.
Haz reflejado IR
Haz incidente I0
θi
θ'1
Aire
Haz absorbido IA
θ2 Haz refractado IT
Agua
Fig. 5.23. Descomposición de la luz al incidir en el agua
223
De la discusión anterior se deducen de inmediato dos propiedades
ópticas de los materiales: la capacidad de reflejar y de refractar la luz.
Las leyes que gobiernan la reflexión y la refracción son las siguientes:
a) El haz reflejado y el haz refractado están en el plano formado por
el haz incidente y la normal a la superficie en el punto de
incidencia.
b) Para la reflexión:
θ1' = θi
(5.9)
c) Para la refracción:
=
=
(5.10)
5.3.1. Refracción de la luz:
Cuando la luz incide sobre la superficie de separación de dos medios
que poseen velocidades de luz diferentes, parte de la energía
luminosa se transmite (refracción) y parte se refleja (reflexión).
Refracción: es el cambio de dirección que experimenta una onda al
pasar de un medio material a otro. Solo se produce si la onda incide
oblicuamente sobre la superficie de separación de los dos medios y si
estos tienen índices de refracción distintos. La refracción se origina en
el cambio de velocidad de propagación de la onda.
La ecuación (5.10) es la Ley de Snell para la refracción.
Donde nmv es el índice de refracción del medio con respecto al medio
1 (aire o vacío). En la tabla 5.7 se muestran los índices de refracción
para algunos medios, determinados en vacío, con una longitud de
onda λ = 590 nm; los índices con respecto al aire varían muy poco.
Tabla 5.7. Indices de refracción en distintos medios
Medio
Agua
Alcohol etílico
Aire (1 atm., 20°C)
Cuarzo fundido
Indice de refracción
1,33
1,36
1,00003
1,46
224
Cloruro de sodio
Polietileno
1,53
1,5 – 1,54
De la ecuación (5.10) se deduce que el ángulo θ2, formado al
atravesar cualquier medio distinto del vació (o el aire), va a se menor
que θi.
El índice de refracción, n, es un número adimensional que caracteriza
a un medio transparente, y se define por:
=
=
(5.11)
5.3.2. Reflexión de la luz
Las componentes reflejadas son las que determinan el color que
percibimos. Si la luz se refleja totalmente es blanco y si las absorbe
completamente es negro. Un objeto es rojo porque refleja la luz roja y
absorbe las demás componentes de la luz blanca. Si iluminamos el
mismo objeto con luz azul lo veremos negro porque el cuerpo absorbe
esta componente y no refleja ninguna. Queda claro, entonces, que el
color con que percibimos un objeto depende del tipo de luz que le
enviamos y de los colores que este sea capaz de reflejar.
5.3.3. Otras propiedades
a) Luminiscencia: Es el nombre dado, generalmente, a la emisión de
luz por un material como consecuencia de su absorción de energía.
b) Fluorescencia: Es un fenómeno por el cual algunas sustancias
tienen la capacidad de absorber luz a una determinada longitud de
onda, por lo general en el rango ultravioleta, y luego emiten luz en una
longitud más larga.
c) Fosforescencia: Es un fenómeno similar a la fluorescencia, en el
cual ciertos electrones son excitados por la luz, pasando a una órbita
de mayor energía y cuando vuelven a su estado de reposo, liberan
parte de esta energía en forma de luz.
225
5.3.4. Recubrimientos ópticos [7]
Un recubrimiento óptico es una capa fina de algún material concreto
que se deposita sobre un elemento óptico, como una lente o un
espejo, con el fin de alterar sus propiedades ópticas (reflexión y
transmisión de la luz). Un tipo de recubrimiento óptico es el tratamiento
antirreflectante, usado para evitar reflexiones no deseadas sobre
superficies ópticas (como gafas u objetivos de cámaras). Otro tipo es
el recubrimiento de alta reflexión, usado en espejos para mejorar sus
propiedades ópticas y lograr que se refleje hasta el 99.99% de la luz
incidente. Otros recubrimientos ópticos más complejos permiten
alcanzar una alta reflexión para longitudes de onda dentro del rango
de paso, y el efecto opuesto para el resto de longitudes de onda,
permitiendo de este modo la fabricación de componentes dicroicos.
Tipos de recubrimiento óptico
Recubrimientos antireflectantes
Recubrimientos altamente reflectantes
Recubrimientos UV
226
CAPITULO 6
OXIDACION, CORROSION Y DEGRADACION
6.1. Introducción
La degradación de los materiales y más específicamente la corrosión
provocan pérdidas económicas millonarias e incluso humanas por:
explosiones, que provocan muertes; contaminación, derivada de
derrames petroleros; o daños en las partes metálicas, de oleoductos,
plataformas petroleras, tuberías de agua, puentes, calefacciones
domésticas, tubos de escape de autos, recipientes a presión,
recipientes para la industria química, petroquímica, alimentaria,
etcétera. Las pérdidas económicas por la corrosión de los metales son
tan altas que alcanzan varios puntos porcentuales del Producto Interno
Bruto (PIB), que en naciones del primer mundo, como Estados Unidos,
Japón o Gran Bretaña, fluctúan entre el 3 y 4 por ciento.
La Biblia nos recuerda que vivimos en un mundo en el que ―la polilla y
el orín corrompen‖; un mundo de la corrosión, la degradación y la
decadencia. En este capítulo se describen las formas en que los
materiales se degradan o se corroen, la forma en que se miden y qué
se puede hacer para detener la degradación.
Comencemos con la primera: las formas en que los materiales se
degradan. Hay varias. Está el efecto dañino de la radiación y el calor,
no en el cambio de las propiedades en una forma reversible, sino en la
causa de los cambios químicos que destruyen de forma irreversible.
Está el ataque de productos químicos agresivos: ácidos, álcalis y, en
el caso de los polímeros, disolventes orgánicos. Y hay corrosión
acuosa, incluso en el agua dulce y pura, la cual, debido al oxígeno
disuelto en ella, puede ser notablemente agresiva.
Debido a que muchas propiedades diferentes participan en los
procesos de degradación, la exploración de la ciencia se divide en dos
partes, una para ahondar en la oxidación, la inflamabilidad y la
fotodegradación, la otra parte estudia la corrosión por los líquidos,
soluciones acuosas u otros fluidos. Cada sección termina con una
descripción de formas en que la degradación se puede inhibir para
aminorar las pérdidas por corrosión y/o degradación..
227
6.2. Oxidación, inflamabilidad y foto-degradación
El estado más estable de la mayoría de los elementos es como un
óxido. Por esta razón, la corteza de la tierra es casi totalmente hecha
de óxidos, simples o complejos: silicatos como el granito, aluminatos
como el basalto, carbonatos como la piedra caliza. Las técnicas de la
termoquímica, electroquímica y síntesis permiten que éstos sean
refinados para producir los materiales que se utilizan en ingeniería,
pero no lo son, en general, los óxidos. Desde el momento en que se
fabrican se vuelven a oxidar, algunos muy lentamente, otros más
rápidamente; y los que están más calientes, se oxidan más rápido.
Para el diseño seguro a altas temperaturas es que necesitamos
entender las tasas de oxidación.
6.2.1. Definición y medición
Las tasas de oxidación de los metales se miden en la forma esbozada
en la figura 6.1: una hoja delgada de material (para dar una gran
cantidad de superficie) se mantiene a temperatura T para un tiempo t
creciente, y se mide la ganancia o pérdida de peso, Δm. Si el óxido se
adhiere al material aumenta el peso de la muestra de una manera que
puede ser lineal (Δm α t) o parabólico (Δm α t1/2) en el tiempo t; si en
vez de adherirse el óxido es volátil, la muestra pierde peso linealmente
con el tiempo (Δm ~ - t), como en la figura 6.2.
Los polímeros también se oxidan, pero de una manera más
espectacular.
Figura 6.1. Medición de las tasas de oxidación
228
6.2.2. Inflamabilidad
Las cerámicas y los vidrios no se queman. Los metales, si se
dispersan como un polvo fino, son potencialmente combustibles, pero
su inflamabilidad normalmente no es un problema, incluso para el
magnesio. La mayoría de los polímeros, por otro lado, son
inherentemente inflamables aunque en diferentes grados: algunos se
queman de forma espontánea si se encienden; otros son
autoextinguibles, arden sólo cuando se exponen directamente a la
llama.
Figura 6.2. Tasas de oxidación: ganancia de peso lineal y parabólica y pérdida de peso lineal.
Hay varias formas de caracterizar la inflamabilidad. La más lógica es el
índice límite de oxígeno (LOI): es la concentración de oxígeno, en %,
necesario para que se mantenga ardiendo en forma constante. El aire
fresco tiene alrededor de 21% de oxígeno. Un polímero con un índice
de oxígeno por debajo de éste se quema libremente en el aire; uno
con un índice de oxígeno más grande, se apagará a sí mismo, a
menos que se juegue con la llama, en cuyo caso se quemará. Por lo
tanto, un alto índice de oxígeno significa resistencia a la combustión
autosostenida. Menos lógico, pero muy utilizado, es el rating del
Underwriters Laboratory (UL) (Laboratorio de Empresas de seguros),
en el que una tira de polímero de 1,6 mm de espesor está en posición
horizontal (H) o vertical (V) y se enciende. La respuesta se registra
229
como un código como HB, que significa "prender fuego horizontal‖. Las
escalas se comparan en la Tabla 6.1.
Tabla 6.1. Rating de inflamabilidad comparado
Indice de oxigeno
(LOI)
Rating UL (1,6 mm)
Inflamabilidad
Hasta 16
16 - 20
21 - 24
25 - 29
30 -43
> 44
Sin calificación
HB
HB
V-2
V-0
V – 0 o mejor
Inflamable
Autoextinguible
6.2.3. Foto-degradación
No es necesario prender fuego a un polímero para que se oxide. Los
polímeros y elastómeros envejecen cuando se exponen a la luz
(especialmente UV) y al oxígeno, causando pérdida de resistencia, de
rigidez y de tenacidad, decoloración y pérdida de brillo. Esto es
contrarrestado mediante aditivos: antioxidantes, estabilizadores de la
luz y agentes fluorescentes de blanqueo. Algunos de estos son tan
universales que el grado "estándar" del polímero ya contiene suficiente
cantidad de uno u otro de ellos para darle una resistencia aceptable;
PP, ABS, PS, PET, PMMA, PC, medias de nylon y PU todos necesitan
protección UV.
6.3. Mecanismos de oxidación
La velocidad de oxidación de la mayoría de los metales a temperatura
ambiente es demasiado lenta para ser un problema de ingeniería; de
hecho, puede ser beneficiosa en la protección de los metales de otros
tipos de corrosión. Pero al calentarlos entonces la tasa de oxidación
aumenta, con lo que aparecen los problemas. La fuerza motriz de un
material para oxidarse es su energía libre de oxidación: la energía
liberada cuando reacciona con el oxígeno; pero una gran fuerza motriz
no significa necesariamente una oxidación rápida. La velocidad de
oxidación es determinada por la cinética (velocidad) de la reacción de
oxidación, y que tiene que ver con la naturaleza del óxido. Cuando
cualquier metal (con la excepción del oro, platino y algunos otros que
230
son aún más caros) se exponen al aire, una película superficial ultradelgada de óxido se forma en él de inmediato, con la siguiente
reacción de oxidación:
M(metal) + O(oxígeno) → MO(óxido) + Energía
(6.1)
La película ahora cubre la superficie, separando el metal que está
debajo del oxígeno. Si la reacción continúa, el oxígeno debe conseguir
pasar a través de la película de óxido.
El aumento de peso que se muestra en la figura 6.2 revela dos tipos
diferentes de comportamiento. Para algunos metales la ganancia de
peso es lineal, y esto implica que la oxidación está avanzando a una
velocidad constante:
dando: Δm = klt
=
(6.2)
donde kl es la constante cinética lineal. Esto es debido a las grietas en
la película de óxido (y, entonces, el espesor se resquebraja) no se
protege el metal subyacente. Algunos metales se comportan mejor
que esto. La película que se desarrolla en sus superficies es más
compacta, coherente y está fuertemente unida al metal. Para ellos, el
aumento de peso es parabólico, desacelerándose con el tiempo, y
esto implica una tasa de oxidación de la forma siguiente:
(
)
=
, dando:
Δm2 = kpt
(6.3)
donde kp es la constante cinética parabólica. La película, una vez
formada, separa el metal del oxígeno. Para reaccionar adicionalmente,
ya sea átomos de oxígeno deben difundirse hacia adentro a través de
la película para alcanzar el metal o átomos de metal deben difundirse
hacia afuera a través de la película para alcanzar el oxígeno. La fuerza
impulsora es la energía libre de oxidación, pero la tasa de oxidación
está limitada por la velocidad de difusión, y la película más gruesa,
retarda el tiempo.
La figura 6.3 muestra el crecimiento de una película de óxido. La
reacción para crear el óxido MO:
M + O = MO
231
va en dos pasos. El metal forma primero un ion, M2+, liberando dos
electrones:
M = M2+ + 2e
Entonces, los electrones son absorbidos por el oxígeno para dar un
ion oxígeno:
O + 2e = O2-
Fig. 6.3. Mecanismos de oxidación. a) Crecimiento por difusión de metal y conducción de
electrones; (b) Crecimiento por difusión de oxígeno y agujeros.
El problema es que la primera de estas reacciones ocurre en el lado
del metal del óxido, mientras que el oxígeno está en el otro lado.
Cualquiera de los iones metálicos y los electrones deben difundir e ir al
encuentro del oxígeno o el oxígeno y los huecos de electrones debe
difundir e ir al encuentro del metal. Si la película es un aislador
eléctrico, ya que muchos óxidos lo son, los electrones no pueden
moverse a través de él, por lo que es el oxígeno el que debe
difundirse. El gradiente de concentración de oxígeno es la
concentración C0 del gas dividida por el espesor de la película, x. La
tasa de crecimiento de la película es proporcional al flujo de átomos
que se difunden a través de la película, dando:
=
(
)
(6.4)
232
donde D es el coeficiente de difusión, K0 es una constante cinética y
Qd es la energía de activación para la difusión de oxígeno. La
integración da:
x2 = kpt
Esta es la misma forma de la ecuación (8.3) con:
(
)
(6.5)
Esto explica por qué las tasas de oxidación se elevan abruptamente
con el aumento de la temperatura, y por qué el crecimiento es
parabólico. Las películas más protectoras son aquellas con bajos
coeficientes de difusión, y esto significa altos puntos de fusión. Por
ello, la película de óxido Al2O3 sobre aluminio, la película Cr2O3 sobre
acero inoxidable y en las placas de cromo, y la película de SiO2 sobre
hierro fundido de alto silicio son tan protectoras.
No todos los óxidos crecen con la cinética parabólica, como ya hemos
visto. Aquellos que muestran aumento de peso lineal lo hacen porque
el óxido que se forma no es compacto, sino que tiene grietas o astillas
a causa del excesivo cambio de volumen, dejando una superficie
nueva continuamente expuesta al oxígeno. La pérdida de peso lineal,
el otro comportamiento, se produce cuando el óxido es volátil, y
simplemente se evapora según como se va formando.
6.4. Materiales que resisten la oxidación
Los elementos para calentadores, componentes de hornos,
componentes para generación de energía y la plantas para ingeniería
química, todos requieren materiales que se puedan utilizar en el aire a
altas temperaturas. Si se trata de un metal puro se desea que sea
platino (y, de hecho, algunos hornos especiales tienen bobinas de
platino), porque el óxido de platino es menos estable que el propio
metal. Si se piensa en algo más asequible, tiene que ser una aleación.
Los óxidos, por supuesto, son estables a altas temperatura porque ya
han sido oxidados. Una manera de proporcionar una protección a alta
temperatura es recubrir los metales tales como hierro fundido, aceros
o aleaciones de níquel, con un recubrimiento de óxido. Las estufas
están protegidas por esmaltado (un recubrimiento de vidrio, en gran
233
parte SiO2); los álabes de las turbinas están recubiertos con rociado de
plasma-TBC basado en el óxido de zirconio (ZrO2) (visto antes). Pero
los revestimientos de esta especie son caros, y si están dañados,
dejan de ser protectores.
Hay otra manera de dar resistencia a la oxidación a los metales, y es
una que se repara a sí misma si está dañada. Los óxidos de cromo
(Cr2O3), de aluminio (Al2O3), de titanio (TiO2) y de silicio (SiO2) tienen
puntos de fusión muy altos, por lo que la difusión tanto del metal como
del oxígeno a través de ellos es muy lenta. Son también
aisladores eléctricos por lo que los electrones no pueden moverse a
través de ellos tampoco. El mecanismo de la oxidación requiere tanto
la difusión como la conducción, por lo que la constante de velocidad kp
es muy pequeña: el óxido deja de crecer cuando alcanza unas pocas
moléculas de espesor. Estos óxidos se adhieren bien y son muy
protectores; son ellos los que hacen que los metales sean reactivos o
pasivos. Las películas se pueden engrosar artificialmente por
anodizado, un proceso electroquímico que promueve la reacción de
oxidación que aumenta su poder protector. Las películas anodizadas
aceptan una amplia gama de tintes coloreados, dándoles un aspecto
decorativo así como una función protectora.
Si una cantidad suficiente de cromo, aluminio o silicio se pueden
disolver en un metal tal como hierro o níquel (suficiente significa 12 a
20%), un óxido protector similar crece en la aleación. Y si el óxido está
dañado, más cromo, aluminio o silicio se oxida inmediatamente,
reparando los daños. Los aceros inoxidables (composición típica Fe18% Cr-8% Ni), ampliamente utilizados en equipos para alta
temperatura y nicrom (níquel con 10 a 30% de cromo), que se utiliza
para los elementos de calefacción, derivan su resistencia a la
oxidación de esta forma; así también, lo hacen los bronces al aluminio
(cobre con 10% aluminio) y hierro fundido de alto silicio (hierro con 16
a 18% de silicio). Para ver sólo la importancia de esta forma de
suprimir la oxidación se considera conveniente mirar nuevamente por
un momento en la figura 4.25. Es la tabla guía para la elección de
material a bajas y altas temperaturas. Todos los metales por encima
de la marca de los 400°C se basan en métodos de aleación para su
protección.
234
6.4.1. Inflamabilidad: cómo se queman los polímeros y cómo detener
el proceso
La combustión es una reacción exotérmica en la que los hidrocarburos
se oxidan a CO2 y H2O. Suena simple, pero no lo es. La combustión es
una reacción en fase gaseosa; el polímero o sus productos de
descomposición deben convertirse en gases para que empiece un
fuego. Cuando se enciende una vela se está derritiendo la cera y
elevando la temperatura a la que se produce la pirólisis (400-800°C),
formando hidrocarburo gaseoso como producto de descomposición.
Estos gases reaccionan en la llama para producir calor, que funde y
pirolisa más cera, manteniendo la reacción.
Un fuego totalmente desarrollado se produce cuando una fuente de
ignición como una chispa o un cigarrillo enciende el material
combustible tal como el papel. Su calor se irradia hacia fuera,
provocando que otros materiales combustibles (especialmente los
polímeros y tejidos) se descompongan en una mezcla de gases
inflamables. Un centelleo (flashover) (Figura 6.4) se produce cuando
estos gases se encienden, difundiendo al instante el fuego sobre toda
el
área
y
con
producción
de
temperaturas
de
más de 1000°C.
La combustión implica la reacción de los radicales libres. A altas
temperaturas el hidrógeno, junto con un electrón de su enlace
covalente (símbolo H*), se libera a partir de un átomo de carbono de la
molécula de polímero, dejando un radical libre altamente reactivo R*
en el gas. Los radicales de hidrógeno reaccionan con el oxígeno y el
radical hidrocarburo para dar CO2 y calor, liberando H* de nuevo para
propagar más la reacción.
Los retardantes de llama trabajan de dos maneras. Algunos mediante
barrido de los radicales libres, los atan y así retardan o apagan la
reacción de combustión. Estos son usualmente compuestos que
contienen cloro o bromo; ellos también, pirolisan para dar radicales
libres Cl* y Br* que se adhieren a los radicales de los hidrocarburos,
sacándolos de la reacción. Otros trabajan mediante la creación de una
capa protectora de vapor de agua entre el polímero sólido y los
productos de la descomposición gaseosa, lo que limita la transferencia
de calor, refrigeración y reduce la pirolización. Típica de ellos es la
235
adición de Mg(OH)2 que se descompone a alrededor de 300°C,
liberando de H2O y dejando MgO inerte.
Figura 6.4. Aumento de temperatura durante un incendio
6.4.2. Causas de la foto-degradación
Como se sabe, los polímeros comerciales son hidrocarburos de
cadena larga, de alto peso molecular. Cuando se exponen a las
reacciones químicas las reacciones que se desencadenan cambian su
composición química y peso molecular. Estas reacciones,
llamadas foto-oxidación o foto-degradación, también crean radicales
libres. Ellos desencadenan un cambio en las propiedades físicas y
ópticas del polímero, haciendo que sea quebradizo y, si es
transparente, convirtiéndolo en blanco o gris. Una vez que esto
empieza se pone en marcha una reacción en cadena que acelera la
degradación a menos que se utilicen estabilizadores para interrumpir
el ciclo de oxidación. El calor también puede desencadenar la
degradación en una atmósfera que contenga oxígeno.
Los rayos de luz ultravioleta absorbentes, tales como benzofenona o
benzotriazol trabajan preferencialmente absorbiendo la radiación UV,
a raíz de la llamada ley de Beer-Lambert, que establece lo obvio: que
la cantidad de radiación UV absorbida aumenta con el aumento del
espesor de la muestra y la concentración de estabilizador. En la
práctica, se requieren altas concentraciones de absorbentes y
suficiente espesor del polímero antes de que haya absorción suficiente
para retardar eficazmente la foto-degradación. Los estabilizadores de
amina son la forma más eficiente para estabilizar contra la
236
degradación de la mayoría de los polímeros inducida por la luz. No
absorben la radiación UV, pero actúan para inhibir la degradación del
polímero; su eficiencia y la longevidad se deben a un proceso cíclico
en el que las aminas se regeneran en vez de consumirse. Las
concentraciones bajas son suficientes para dar una buena
estabilización.
6.5. Corrosión: ácidos, álcalis, agua y solventes orgánicos
6.5.1. Acidos, álcalis y líquidos acuosos
Los ácidos fuertes como el H2SO4 (ácido sulfúrico), HNO3 (ácido
nítrico) y HCl (ácido clorhídrico) se utilizan ampliamente en la industria
química. También lo son los álcalis fuertes tales como NaOH (soda
cáustica). Algunos productos para el hogar contienen algunos de éstos
en forma diluida, pero en el hogar se encuentran más frecuentemente
ácidos orgánicos como el vinagre (ácido acético) y álcalis más suaves
como sosa comercial (carbonato de sodio).
Si se moja un metal en un ácido, ya se pueden esperar problemas.
Los sulfatos, nitratos, cloruros y acetatos de la mayoría de los metales
son más estables que el propio metal. El zinc, por ejemplo, reacciona
con el ácido sulfúrico, liberando hidrógeno. La pregunta no es si el
metal será atacado, sino qué tan rápido. Al igual que con la oxidación,
esto depende de la naturaleza de los productos de corrosión y del
recubrimiento que puede tener la superficie del metal. Las películas de
óxido de aluminio, titanio y cromo, protegen frente a algunos ácidos
siempre que el óxido en sí mismo no esté dañado.
Los álcalis también atacan algunos metales. El zinc, el estaño, el
plomo y el aluminio reaccionan con NaOH, por ejemplo, para dar
zincatos, estanitos, plumbatos y aluminatos (como cuando se lava un
recipiente de aluminio con soda caliente, quedará desprotegido).
El agua es muy mala. Incluso cuando es pura, el agua causa corrosión
si hay oxígeno disponible. La oxidación del acero representa enormes
problemas económicos y problemas de confiabilidad. La corrosión, sin
embargo, puede ser hermosa: la cubierta de color turquesa del cobre
237
en los tejados y los cafés intensos de las estatuas de bronce, son
creados por la corrosión.
6.5.2. Solventes orgánicos
Los líquidos orgánicos son omnipresentes: dependemos de ellos como
de los combustibles y los lubricantes, para cocinar, para la eliminación
de manchas, como crema para la cara, como esmalte de uñas y
mucho más. Cualquier material en servicio se encontrará con ellos.
Los metales, cerámicas y vidrios son en gran medida inmunes a ellos,
y algunos polímeros pueden tolerar algunos líquidos orgánicos sin
problemas. Pero no todos.
La resistencia a los solventes orgánicos, generalmente se administra
por categorías en una escala de cinco puntos desde muy mala a muy
buena, dando sólo una indicación grosera de la susceptibilidad. La
identificación de los solventes que son incompatibles con un polímero
dado se basa en gran medida en la experiencia, ensayo y error, y la
intuición guiada por reglas tales como "disuelve semejante como un
semejante‖ y diversas definiciones de "fuerza del solvente‖.
6.6. Profundización: mecanismos de corrosión
6.6.1. Iones en solución y pH
El agua pura, H2O, se disocia para dar un ion hidrógeno, H+ y un ion
hidroxilo, OH-:
H2O
H+ OH –
(6.6)
El producto de las concentraciones de los dos iones es constante: si
se incrementa una la otra disminuye. Esto se conoce como la Ley de
Acción de masas:
[H+]*[OH -] = constante
(6.7)
donde los corchetes significan la "concentración molar‖. En el agua
pura hay números iguales de los dos tipos de iones, [H+] y [OH -], y el
valor de la constante, cuando se mide, es 10-14. Por lo tanto, la
concentración molar de iones de ambos tipos es 10-7; una molécula de
H2O en 107 se ioniza. El pH del agua ionizada se define como el
negativo del logaritmo de la concentración de iones de hidrógeno:
238
pH = -Log[H+]
(6.8)
Por lo tanto, para el agua pura, pH = 7.
Los ácidos se disocian en agua para dar iones H+. El ácido sulfúrico,
por ejemplo, se disocia en:
(6.9)
Esto empuja hacia arriba la concentración de [H+] y, a causa de la
ecuación (6.8), tira hacia arriba la concentración de [OH- ]; los ácidos
débiles tienen un pH de 4 a 6; los fuertes un pH cercano a 0. Con los
álcalis ocurre lo contrario. El hidróxido de sodio, por ejemplo, se
disocia cuando se disuelve en agua, para dar iones OH-:
NaOH
(6.10)
Los álcalis débiles tienen un pH de 8 a 10, los fuertes un pH de hasta
13 (Figura 6.5).
Figura 6.5. Escalas de pH y pOH
239
La corrosión por ácidos y álcalis es una reacción electroquímica. La
mitad de ésto es la reacción de disociación de un metal M en un ión
metálico, Mz+ , liberando electrones e-:
(6.11)
donde z, un número entero de 1, 2 o 3, es la valencia del metal. Los
ambientes ácidos, con un alto [H+] (y por lo tanto un bajo pH) estimulan
esta reacción; Por lo tanto, un metal tal como el cobre, en solución en
ácido sulfúrico, reacciona rápidamente:
𝐶𝑢
𝑆𝑂
𝐶𝑢𝑆𝑂
(6.12)
Algunos metales son resistentes al ataque de algunos ácidos. Esto es
porque el producto de la reacción, aquí CuSO4, forma una capa
protectora de la superficie; por lo tanto, se utilizan contenedores
revestidos de plomo para procesar el ácido sulfúrico porque el sulfato
de plomo es protector.
Los álcalis, también causan la corrosión mediante una reacción
electroquímica. El zinc, por ejemplo, es atacado por la sosa cáustica a
través de los siguientes pasos:
𝑍𝑛
𝑁𝑎
𝑂𝐻
𝑁𝑎 𝑍𝑛𝑂 + 𝐻
6.6.2. Agua dulce e impura
La corrosión, como acabamos de ver, es la degradación de un metal
causada por una reacción electroquímica con su entorno. La figura 6.6
ilustra con más detalle la idea de una reacción electroquímica. Si un
metal se coloca en una solución conductora, como el agua salada, se
disocia en iones, liberando electrones, como se muestra para el hierro
en la figura 8.6, a través de la reacción:
(6.13)
Los electrones se acumulan en el hierro, lo que supone una carga
negativa que crece hasta que la atracción electrostática empieza a
240
tirar de los iones Fe2+ de nuevo hacia la superficie del metal,
terminando con la disociación. En este punto el hierro tiene un
potencial (relativo a un estándar, el estándar de hidrógeno) de -0,44
voltios. Cada metal tiene un potencial característico propia (llamado el
potencial estándar de reducción), como se muestra en la figura 6.7.
Figura 6.6. Celda de corrosión bi-metálica. El potencial de corrosión es el potencial al cual el metal
falla en relación a un estándar de hidrógeno.
Si dos metales están conectados entre sí en una celda, al igual que las
muestras de hierro y cobre en la figura 8.8, aparece entre ellos una
diferencia de potencial igual a su separación mostrada en la Figura
8.7. El potencial de corrosión del hierro, -0.44V, difiere del cobre,
+0.34V, en 0,78 voltios, de modo que no fluye corriente en el
voltímetro conectado para registrar esta diferencia. Si ahora se permite
una corriente, los electrones fluyen desde el hierro (el ánodo) al cobre
(el cátodo); el hierro se ioniza (es decir, se corroe), después de la
reacción anódica de la ecuación (8.12) y si la solución contiene sulfato
de cobre + iones de cobre, Cu2+, se deposita en el cobre después de la
reacción siguiente:
(6.14)
241
Figura 6.7. Potenciales estándar de reducción de los metales
Supongamos ahora que el líquido no es una solución de sulfato de
cobre, sino sólo agua (Figura 6.8). El agua disuelve el oxígeno, a
menos que esté especialmente desgasificado y protegido del aire;
entonces hay oxígeno en solución. El hierro y el cobre siguen
disociándose hasta que se establezca su diferencia de potencial de
corrosión, pero ahora, si la corriente puede fluir, no hay depósito de
iones de cobre en la superficie de la placa. El hierro todavía se corroe
pero la reacción catódica ha cambiado; ahora es la reacción de
hidrólisis:
(6.15)
242
Figura 6.8. Celda bimetálica conteniendo agua pura con O disuelto
Mientras que el oxígeno pueda llegar al cobre, la reacción de corrosión
continúa, creando iones Fe2+ en el ánodo y iones OH- en el cátodo.
Ellos reaccionan para formar Fe(OH)2 insoluble, que en última
instancia se oxida formando Fe2O3.H2O.
Por lo tanto, la conexión de metales diferentes, ya sea en agua pura o
agua con sales disueltas es una mala práctica: aparecen celdas de
corrosión que se comen al metal con más bajo potencial de corrosión
(más negativo). Pero hay una noticia peor: no es necesario disponer
de dos metales: reacciones tanto anódicas y catódicas pueden ocurrir
en la misma superficie. La figura 6.9 muestra cómo sucede esto. Aquí
una muestra de hierro se sumerge en agua con acceso al aire. La
parte de la muestra más cerca de la superficie del agua tiene un fácil
suministro de oxígeno; la que está más lejos tiene menos acceso. En
la parte más alejada tiene lugar la reacción de ionización de la
ecuación (6.12), corroyendo la plancha y liberando electrones que
fluyen hasta la muestra a la parte más cerca de la superficie donde el
oxígeno es abundante, donde se facilita la reacción de hidrólisis de la
ecuación (6.14). La reacción de hidrólisis tiene un potencial de
corrosión de +0,81 voltios que se muestra en la Figura 6.7, y la
diferencia entre ésta y la del hierro, -0.44 voltios, impulsa la corrosión.
243
Si la muestra se puede cortar en dos partes, a lo largo de la línea
discontinua en la figura 6.9 y se inserta un pequeño voltímetro, se
registraría la diferencia: 1,23 voltios.
Figura 6.9. Celda de corrosión creada por acceso diferencial de oxígeno
Esta corrosión por oxidación diferencial es una de las más habituales y
la más difícil de evitar: donde hay agua y una región con acceso al
oxígeno y otra que está privada de ella, se ha configurado una celda
de corrosión diferencial. Solamente los metales con potenciales por
encima del potencial de la reacción de hidrólisis de +0,81 voltios en la
figura 6.7 son inmunes.
6.6.3. Corrosión selectiva
A menudo, la corrosión húmeda, en vez de ser uniforme, se produce
de forma selectiva, y cuando ocurre puede conducir a una falla mucho
más rápidamente que la tasa uniforme podría sugerir. El esfuerzo y la
corrosión actuando juntos (―corrosión bajo tensión" y "corrosión fatiga‖)
con frecuencia conducen a un ataque localizado, al igual que los
cambios locales en la microestructura como los de una unión soldada.
En pocas palabras, los mecanismos localizados son los siguientes.
244
6.6.3.1.Corrosión intergranular:
La corrosión intergranular tiene lugar cuando la velocidad de corrosión
de las áreas delimitadas por el grano de una aleación excede la de los
interiores del grano. Esta diferencia en la tasa de corrosión es
generalmente el resultado de diferencias en la composición entre el
límite del grano y el interior.
Las diferencias en la velocidad de corrosión pueden ser causadas por
varias reacciones. Una fase puede precipitar en un límite de grano y
agotar la matriz de un elemento que afecta su resistencia a la
corrosión. Una fase de límite de grano puede ser más reactiva que la
matriz. Varios átomos de soluto pueden segregarse a los límites del
grano y acelerar la corrosión localmente. Los cambios metalúrgicos
que conducen a la corrosión intergranular no siempre son observables
en la microestructura; por lo tanto, las pruebas de corrosión a veces
pueden ser la indicación más sensible de cambios metalúrgicos.
La figura 6.14 ilustra la electroquímica de la corrosión intergranular.
Las curvas de polarización se muestran para las áreas de borde de
grano y matriz. El sistema elegido es el que muestra un
comportamiento activo-pasivo, por ejemplo, un acero inoxidable de
cromo-níquel-hierro en ácido sulfúrico (H2SO4). Varios puntos deben
tenerse en cuenta. La diferencia en la tasa de corrosión varía con el
potencial. Las tasas son cercanas o iguales en los rangos activo y
transpasivo y varían considerablemente con el potencial en el rango
pasivo.
La corrosión intergranular generalmente no es el resultado de los
límites de grano activo y una matriz pasiva. La superficie corrosiva
está en un potencial. Las diferencias en la composición producen
diferentes tasas de corrosión al mismo potencial en la región pasiva.
Cuando más de una fase metálica está presente en una aleación, su
comportamiento de polarización será la suma promedio de volumen
del comportamiento de cada fase de la aleación (fig. 6.11). Las
superficies activas-pasivas son posibles en este caso. Cuando una
aleación sufre corrosión intergranular, su tasa de pérdida de peso
generalmente se acelerará con el tiempo. A medida que el área del
245
límite del grano se disuelve, los granos no afectados se debilitan y
fallan; esto aumenta la pérdida de peso. Las curvas típicas de pérdida
de peso en función del tiempo para una aleación que experimenta
corrosión intergranular se muestran en la Fig. 6.12.
Fig. 6.10. Comportamiento de polarización anódica de una aleación activa-pasiva con zonas
empobrecidas en el límite de grano (esquema).
Fig. 6.11. Comportamiento de polarización anódica de una aleación activa-pasiva bifásica
(esquema).
246
Fig. 6.12. Corrosión de acero tipo 304 en vapor de H2SO4. al 10% inhibida con 0,47 g de Fe
solución añadida como Fe2(SO4)3.
3+
/ L de
Corrosión intergranular y otras formas de corrosión. La
susceptibilidad a la corrosión intergranular no puede tomarse como
una indicación general de una mayor susceptibilidad a otras formas de
corrosión, tales como picaduras o corrosión general. Los entornos que
causan corrosión intergranular para un sistema de aleación particular
son a menudo muy específicos. La susceptibilidad a la corrosión
intergranular puede significar la susceptibilidad al agrietamiento
intergranular por corrosión bajo tensión, pero algunas aleaciones a
base de níquel son en realidad más resistentes al agrietamiento por
corrosión bajo tensión (SCC) cuando están sensibilizadas a la
corrosión intergranular.
La corrosión intergranular puede ocurrir en muchos sistemas de
aleaciones; la cobertura completa de toda esta corrosión está fuera del
alcance de este texto. La corrosión intergranular se ha investigado
más ampliamente en los aceros inoxidables, y el comportamiento de
estas aleaciones será el principal ejemplo de corrosión intergranular.
También se discutirá brevemente el ataque intergranular en aleaciones
base níquel y aleaciones de aluminio.
a) Corrosión intergranular de aceros inoxidables austeníticos
A temperaturas superiores a aproximadamente 1035°C, los carburos
de cromo se disuelven completamente en los aceros inoxidables
austeníticos. Sin embargo, cuando estos aceros se enfrían lentamente
a partir de estas altas temperaturas o se recalientan en el rango de
247
425 a 815°C, los carburos de cromo se precipitan en los límites de los
granos. Estos carburos contienen más cromo que la matriz.
La precipitación de los carburos agota la matriz de cromo adyacente al
límite del grano. La velocidad de difusión del cromo en la austenita es
lenta a las temperaturas de precipitación; por lo tanto, la zona agotada
persiste y la aleación se sensibiliza a la corrosión intergranular. Esta
sensibilización se produce porque las zonas agotadas tienen tasas de
corrosión más altas que la matriz en muchos entornos. La Figura 6.13
ilustra cómo el contenido de cromo influye en la velocidad de corrosión
de las aleaciones de hierro-cromo en 50% de H2SO4 en ebullición que
contiene sulfato férrico (Fe2(SO4)3). En todos los casos, las aleaciones
están en estado pasivo. Las amplias diferencias en la tasa de
corrosión son el resultado de las diferencias en el contenido de cromo.
Fig. 6.13. Efecto del contenido de cromo en el comportamiento de corrosión de las aleaciones de
hierro-cromo en ebullición de H2SO4 al 50% con Fe2(SO4)3.
248
Si los aceros inoxidables austeníticos se enfrían rápidamente por
debajo de aproximadamente 425°C, los carburos no precipitan y los
aceros son inmunes a la corrosión intergranular. Recalentar las
aleaciones entre 425 a 815 ° C, como para aliviar las tensiones,
causará precipitación de carburo y sensibilidad a la corrosión
intergranular. La tasa máxima de precipitación de carburo se produce
a aproximadamente 675°C. Debido a que esta es una temperatura
común para el alivio de la tensión de los aceros carbono y de baja
aleación, se debe tener cuidado al seleccionar los aceros inoxidables
que se utilizarán en juntas de diferentes metales que deben ser
liberados de tensiones.
La soldadura es la causa común de la sensibilización de los aceros
inoxidables a la corrosión intergranular. Aunque las velocidades de
enfriamiento en la propia soldadura y el metal base inmediatamente
adyacente a ella son lo suficientemente altos para evitar la
precipitación del carburo, el ciclo térmico de la soldadura llevará parte
de la zona afectada por el calor (ZAT) al rango de precipitación. Los
carburos precipitarán, y una zona que se haya retirado de la soldadura
se volverá susceptible a la corrosión intergranular. La soldadura no
siempre sensibiliza los aceros inoxidables austeníticos. En las
secciones delgadas, el ciclo térmico puede ser tal que ninguna parte
de la ZAT esté a temperaturas de sensibilización el tiempo
suficientemente largo como para causar la precipitación del carburo.
Una vez que se ha producido la precipitación, puede eliminarse
recalentando la aleación a más de 1035°C y enfriándolo rápidamente.
La susceptibilidad a la corrosión intergranular en los aceros
inoxidables austeníticos se puede evitar controlando su contenido de
carbono o agregando elementos cuyos carburos son más estables que
los del cromo. Para la mayoría de los aceros inoxidables austeníticos,
restringir su contenido de carbono a 0.03% o menos (grados L, de low
carbon = bajo carbono) evitará la sensibilización durante la soldadura y
la mayoría de los tratamientos térmicos. Este método no es efectivo
para eliminar la sensibilización que resultaría de una exposición de
servicio a largo plazo entre 425 a 815°C.
El titanio y el niobio forman carburos más estables que el cromo y se
agregan a los aceros inoxidables para formar estos carburos estables,
249
que eliminan el carbono de la solución sólida y evitan la precipitación
de los carburos de cromo. Los más comunes de estos grados
estabilizados son los tipos 321 y 347. El tipo 321 contiene un mínimo
de 5 × C + N% de titanio y el tipo 347 como mínimo de 8 × C% de
niobio. El nitrógeno debe considerarse cuando el titanio se usa como
estabilizador, no porque la precipitación del nitruro de cromo sea un
problema en los aceros austeníticos, sino porque el nitruro de titanio
es muy estable. El titanio se combinará con cualquier nitrógeno
disponible; por lo tanto, esta reacción debe ser considerada al
determinar la cantidad total de titanio requerido para combinar con el
carbono.
Los grados estabilizados (321 y 347) son más resistentes a la
sensibilización por exposición a largo plazo entre 425 a 815°C que los
grados bajos en carbono, y los grados estabilizados son los materiales
preferidos cuando el servicio implica la exposición a estas
temperaturas. Para obtener la máxima resistencia a la corrosión
intergranular, estos grados reciben un tratamiento térmico
estabilizador a aproximadamente 900°C. El propósito del tratamiento
es eliminar el carbono de la solución a temperaturas donde el titanio y
los carburos de niobio son estables, pero los carburos de cromo no lo
son. Tales tratamientos previenen la formación de carburo de cromo
cuando el acero está expuesto a temperaturas más bajas.
En resumen, para prevenir la corrosión intergranular de aceros
inoxidables austeníticos, se deben seleccionar los aceros de la serie L
(304L, 310L, 316L, etc.), para poco tiempo de permanencia en el
intervalo de temperaturas de sensibilización (como en la soldadura,
por ejemplo). Para piezas que deben trabajar permanentemente en
ese intervalo de temperaturas, es mucho más conveniente seleccionar
los aceros 321 o 347. A temperaturas elevadas debe tenerse en
cuenta que pueden operar otros mecanismos de falla, tal como el
creep, además de la corrosión intergranular.
La Figura 6.14 ilustra cómo tanto el control del carbono como la
estabilización con Ti o Nb pueden eliminar la corrosión intergranular en
los aceros inoxidables austeníticos soldados. También muestra que la
zona sensibilizada en estos aceros está algo retirada del metal
soldado.
250
Fig. 6.14. Cuatro formas de prevenir la corrosión intergranular
b) Corrosión intergranular de aceros inoxidables ferríticos
El mecanismo para la corrosión intergranular en los aceros inoxidables
ferríticos es ampliamente aceptado como similar que en los aceros
inoxidables austeníticos. Los compuestos de cromo precipitan en los
límites de los granos, y esto causa el agotamiento del cromo en los
granos inmediatamente adyacentes a los límites. Esta disminución del
contenido de cromo conduce a mayores tasas de corrosión en las
soluciones oxidantes que se usan generalmente para evaluar la
corrosión intergranular.
Existen varias diferencias entre la sensibilización a la corrosión
intergranular de los aceros inoxidables ferríticos y austeníticos. La
primera es que la solubilidad del nitrógeno en la austenita es lo
suficientemente grande como para que la precipitación con nitruro de
cromo no sea una causa importante de corrosión intergranular en los
251
aceros austeníticos. Sin embargo, es una causa importante en los
aceros inoxidables ferríticos. La segunda es la temperatura a la que se
produce. La sensibilización en aceros austeníticos se produce
calentando entre 425 y 815°C. En las aleaciones ferríticas
convencionales, la sensibilización es causada por un calentamiento
por encima de 925°C. Esta diferencia es el resultado de las
solubilidades relativas de carbono y nitrógeno en ferrita y austenita.
Debido a que las temperaturas de sensibilización son diferentes para
aceros austeníticos y ferríticos, no es sorprendente que la soldadura
de los aceros producen diferentes zonas de corrosión intergranular. En
los aceros austeníticos, la corrosión intergranular se produce a cierta
distancia de la soldadura, donde la temperatura máxima alcanzada
durante la soldadura es de aproximadamente 675°C. Debido a que la
sensibilización de los aceros inoxidables ferríticos se produce a
temperaturas más altas, la zona de fusión y la soldadura en sí son las
áreas más probables para la corrosión intergranular.
Claramente, el método más sencillo de prevenir el ataque intergranular
en los aceros inoxidables ferríticos es restringir sus contenidos de
intersticiales (C < 0,002%; N < 0,004%).
Para mayor información sobre corrosión de aceros inoxidables se
recomienda consultar Metals Handbook, Vols. 13, 13A y 13C [10,
11,12].
c) Corrosión intergranular de aleaciones de aluminio
La corrosión intergranular en las aleaciones de aluminio puede ser el
resultado del ataque directo de un precipitado que es menos resistente
a la corrosión (más activo) que la matriz o el ataque de una zona
desnuda adyacente a una fase noble.
Las aleaciones de aluminio-magnesio que contienen más del 3% de
Mg (por ejemplo, 5083) pueden volverse susceptibles a la corrosión
intergranular debido al ataque preferencial de Mg2Al8. En aleaciones
de aluminio-magnesio-zinc tales como 7030, el compuesto MgZn2 es
atacado.
En aleaciones de aluminio-cobre como 2024, precipita el CuAl2, que es
más noble que la matriz. Parece que actúa como un cátodo para
acelerar la corrosión de una zona empobrecida adyacente al límite del
252
grano. Un fenómeno similar parece ocurrir en aleaciones de aluminiozinc magnesio-cobre como 7075.
Aunque las aleaciones de aluminio son más resistentes a la corrosión
intergranular en la condición tratada en solución, evitando los
precipitados no son un medio práctico para evitar la corrosión
intergranular en estos sistemas. Los precipitados son importantes para
el fortalecimiento de las aleaciones y son necesarios para su
desempeño. El hecho de que la aleación esté o no sujeta a corrosión
intergranular en un entorno particular es una parte importante del
proceso de selección de la aleación.
6.6.3.2. Corrosión por dealeación
La dealeación (también conocida como lixiviación selectiva) es un
proceso de corrosión en el que se elimina preferentemente un
componente de una aleación, dejando una estructura residual
alterada. El fenómeno fue reportado por primera vez por Calvert y
Johnson en 1866 sobre aleaciones de cobre-zinc (latón). Desde
entonces, se ha reportado la dealeación en varios sistemas de
aleaciones de base de cobre, así como en hierro gris, aleaciones de
metales nobles, aceros de medio y alto carbono, aleaciones de hierroníquel-cromo (aceros inoxidales) y aleaciones de níquel-molibdeno. La
Tabla 6.1 enumera algunas de las combinaciones de aleaciónambiente para las cuales se ha reportado la dealeación.
Tabla 6.1. Combinaciones de aleaciones y ambientes sujetos a
dealeación y elementos removidos preferentemente.
Aleación
Latones
Fundición gris
Bronces al aluminio
Bronces al silicio
Bronces al estaño
Cobre-níquel
Ambientes
Aguas
diversas,
especialmente estancadas
Suelos, aguas diversas
Ácido fluorhídrico, ácidos que
contienen iones cloruro
Vapor a alta temperatura y
especies ácidas
Vapor o salmueras calientes
Alto flujo de calor y baja
velocidad del agua (en tubos
del condensador en refinería)
Elemento removido
Zn (deszincificación)
Fe (grafitización)
Al
Si
Sn
Ni
253
Monocristales Cu-Au
Monel
Cloruro férrico
Ácido fluorhídrico, y otros
ácidos
Aleaciones de Au Soluciones de sulfuro, saliva
con Cu o Ag
humana
Aleaciones de alto Ni Sales fundidas
Aceros de medio y Atmósferas
oxidantes,
alto carbono
hidrógeno a alta temperatura
Aleaciones Fe-Cr
Atmósferas oxidantes a alta
temperatura
Cu
Cu en algunos ácidos y
Ni en otros
Cu, Ag
Cr, Fe, Mo y W
C (descarburización)
Cr, el que forma capa
protectora
Si bien se han hecho numerosos intentos para aclarar los mecanismos
de dealeación, dos teorías son las más frecuentes. En la primera, dos
metales en una aleación se disuelven, y uno vuelve a depositarse en
la superficie. En la segunda teoría, un metal se disuelve
selectivamente de una aleación, dejando un residuo poroso de las
especies más nobles. Otros creen que ambos mecanismos tienen
lugar. Sin embargo, independientemente del mecanismo, el metal en
el área afectada se vuelve poroso y pierde gran parte de su
resistencia, dureza y ductilidad. La falla puede ser repentina e
inesperada porque no siempre ocurren cambios dimensionales y la
corrosión a veces parece ser superficial, aunque el ataque selectivo
puede haber dejado solo una pequeña fracción del grosor original de
la parte no afectada.
Resulta de interés el caso de la eliminación preferencial de elementos
de aleación que puede tener lugar cuando las aleaciones de
componentes múltiples se exponen a entornos de metal líquido o sal
fundida. Por ejemplo, los aceros inoxidables austeníticos expuestos al
sodio líquido pierden níquel, y esto da como resultado la formación de
una capa superficial ferrítica, mientras que en nitratos líquidos (a unos
600°C) aparentemente pierden cromo, por lo que el acero deja de ser
inoxidable.
Las llamadas sales fundidas, se usan en muchos sistemas de
ingeniería. Pueden causar corrosión por la solución de los
constituyentes del material del contenedor, ataque selectivo,
picaduras, reacciones electroquímicas, transporte de masa debido a
los gradientes térmicos, reacción de los constituyentes de la sal
254
fundida con el material del recipiente, reacción de las impurezas en la
sal fundida con el material del recipiente y la reacción de las
impurezas en la sal fundida con la aleación. Se han documentado
muchos cientos de estudios de corrosión de sales fundidas / metales,
pero las predicciones de corrosión son difíciles, si no imposibles.
Las sales fundidas más utilizadas son los nitratos y los haluros. Otras
sales fundidas que se han estudiado ampliamente pero que no se
usan mucho incluyen carbonatos, sulfatos, hidróxidos y óxidos.
6.6.3.3. Corrosión por picado (pitting)
Muchas aleaciones de ingeniería, como los aceros inoxidables y las
aleaciones de aluminio, son útiles solo debido a las películas pasivas,
que son capas de óxido finas (escala nanométrica) que se forman
naturalmente en la superficie del metal y en gran medida reducen la
velocidad de corrosión de las aleaciones. Tales películas pasivas, sin
embargo, a menudo son susceptibles de descomposición localizada, lo
que resulta en una disolución acelerada del metal subyacente. Si el
ataque se inicia en una superficie abierta, se llama corrosión por
picadura (pitting); en un sitio ocluido, se llama corrosión en hendidura.
Estas formas de corrosión localizada, estrechamente relacionadas,
pueden conducir a una falla acelerada de los componentes
estructurales por perforación o por acción como un sitio de iniciación
para el agrietamiento. La figura 6.15 muestra un ejemplo de pozos
profundos en una superficie metálica.
Cabe señalar que, mientras que la disolución localizada después de la
ruptura de una película pasiva que de otra manera es protectora es el
tipo más común y tecnológicamente importante de corrosión por
picadura; las picaduras también pueden formarse bajo otras
condiciones. Por ejemplo, las picaduras pueden ocurrir durante la
disolución activa si ciertas regiones de la muestra son más
susceptibles y se disuelven más rápido que el resto de la superficie.
La corrosión por picadura está influenciada por muchos parámetros
diferentes, incluyendo el ambiente, la composición del metal, el
potencial, la temperatura y la condición de la superficie. Los
parámetros ambientales importantes incluyen la concentración
agresiva de iones, el pH y la concentración de inhibidores. Otros
255
aspectos fenomenológicos de la corrosión localizada incluyen la
naturaleza estocástica de los procesos y las etapas del ataque
localizado, incluida la ruptura pasiva de la película, el ataque
metaestable, el crecimiento estable y, posiblemente, la detención
eventual.
Fig. 6.15. Pozos (pits) profundos en un metal
La composición de la aleación y la microestructura pueden tener
fuertes efectos en la tendencia de una aleación a la picadura. La
concentración de cromo desempeña el papel dominante al conferir
pasividad a las aleaciones ferrosas. Se encontró que el potencial de
picadura aumentaba dramáticamente a medida que el contenido de
cromo aumentaba por encima del valor crítico del 13% necesario para
crear acero inoxidable. El aumento de la concentración de níquel, que
estabiliza la fase austenítica, mejora moderadamente la resistencia a
las picaduras del hierro-cromo. Pequeños aumentos en ciertos
elementos de aleación menores, como el molibdeno en los aceros
inoxidables, pueden reducir considerablemente la susceptibilidad a las
256
picaduras. El molibdeno es particularmente efectivo pero solo en
presencia de cromo. Pequeñas cantidades de otros elementos, como
el nitrógeno y el tungsteno, también tienen una gran influencia en la
resistencia a las picaduras de los aceros inoxidables.
Se han desarrollado varias medidas para describir los efectos
beneficiosos de la composición de acero sobre la resistencia a la
corrosión localizada. El número equivalente de resistencia a la
picadura (PREN) se desarrolló originalmente como un índice de
picadura para los aceros inoxidables:
PREN = Cr + 3.3Mo + 16N (% en peso)
(6.16)
El valor multiplicador para el nitrógeno podría ser tan alto como 30. El
PREN se ha correlacionado con otras medidas de resistencia a la
corrosión para los aceros inoxidables, como la temperatura crítica de
picadura.
Debido a que el aluminio es un metal muy activo y reactivo, la adición
homogénea de casi cualquier metal (excepto el zinc, el plomo y el
magnesio) a las aleaciones de aluminio produce un aumento en el
potencial de picadura. Para que esta aleación sea beneficiosa, es
esencial que la estructura permanezca en una sola fase. El potencial
de picadura de las aleaciones binarias de aluminio-cobre aumenta con
la concentración de cobre mientras el cobre está en solución sólida.
Las picaduras casi siempre se inician en alguna heterogeneidad
química o física en la superficie, como inclusiones, partículas de
segunda fase, límites de grano segregados en soluto, defectos, daños
mecánicos o dislocaciones. La mayoría de las aleaciones de ingeniería
tienen muchos o todos estos defectos, y las picaduras tienden a
formarse primero en los sitios más susceptibles. Los pozos en los
aceros inoxidables a menudo se asocian con las inclusiones de MnS,
que se encuentran en la mayoría de los aceros comerciales. El papel
de las inclusiones de MnS en la promoción de la descomposición y la
corrosión localizada de los aceros inoxidables ha sido reconocido
durante algún tiempo. Las recientes mejoras en la producción de
aleaciones han dado lugar a aceros con menor contenido de azufre
para mejorar la resistencia a las picaduras.
257
Las picaduras en las aleaciones de aluminio se asocian típicamente
con partículas intermetálicas. Tal como se describió anteriormente, las
adiciones de cobre al aluminio resultan en mejoras en la resistencia a
las picaduras cuando el cobre está en solución sólida. Sin embargo,
cuando se forman partículas de la fase intermetálica θ (Al2Cu), la
resistencia a las picaduras disminuye de nuevo a la gama de aluminio
aleado con poco cobre. La disminución en el potencial de picadura con
la formación de la fase θ se explicó por la existencia de una región
empobrecida en cobre cerca de las partículas. Esta región tendría un
potencial de picadura más bajo, por lo que las picaduras tenderían a
formarse allí primero.
La temperatura también es un factor crítico en la corrosión por
picadura, porque muchos materiales no se pican a una temperatura
por debajo de un cierto valor. El efecto se puede ver variando la
temperatura en un rango de potenciales aplicados fijos o variando el
potencial para un rango de experimentos de temperatura constante. La
figura 6.16 es una gráfica de picadura y potenciales de repasivación
para tres diferentes aceros inoxidables en 1 M NaCl en función de la
temperatura de la solución. En bajas temperaturas, se observan
potenciales
de
descomposición
extremadamente
altos,
correspondientes a la disolución transpassiva, no hay corrosión
localizada. Justo por encima de la temperatura crítica de picadura
(CPT), la corrosión por picadura se produce a un potencial que está
muy por debajo del potencial de ruptura transpasiva. Este valor de
CPT es independiente del medio ambiente y parámetros de potencial
aplicado en un amplio rango y es una medida de la resistencia a la
propagación estable del pit. A temperaturas más altas, el potencial de
picadura disminuye al aumentar la temperatura y la concentración de
cloruro. El CPT se puede utilizar de forma similar al potencial de
picadura, como un medio para clasificar la susceptibilidad a la
corrosión por picadura; cuanto más alto es el CPT, más resistente es
la aleación a las picaduras. Si la corrosión en hendiduras es la
principal preocupación entonces las muestras con hendiduras se
pueden usar para determinar una temperatura de grieta crítica (CCT),
que es típicamente más baja que el CPT correspondiente. Las
aleaciones de aluminio no presentan un CPT en cloruro acuoso en
soluciones a temperaturas de hasta 0°C.
258
Fig. 6.16. Picadura (símbolos llenos) y repasivación (símbolos vacíos) en NaCl 1 M en función de la
temperatura para diferentes calidades de acero inoxidable. SCE, electrodo de calomel saturado.
Las picaduras pueden ser inhibidas por los mismos enfoques que se
usan comúnmente para reducir la corrosión en general. Todos los
factores descritos anteriormente se pueden usar para mitigar la
corrosión por picadura: el ambiente, la composición y estructura de la
aleación, el potencial y la temperatura. Como se mencionó
anteriormente, los agentes oxidantes aceleran las picaduras al
aumentar el potencial, por lo que la eliminación de agentes oxidantes,
por ejemplo, mediante desaireación, reduce la tendencia a la corrosión
por picaduras.
Varios productos químicos, cuando se agregan a soluciones
corrosivas, inhibirán las picaduras. Los inhibidores inorgánicos
comunes incluyen sulfatos, nitratos, cromatos y molibdatos. Algunos,
como el sulfato, pueden actuar simplemente proporcionando
electrolitos de soporte que reducen la migración de iones de cloruro al
259
pit. Se sugirió que el nitrato puede reducir las fosas internas en el
aluminio, consumiendo protones y, por lo tanto, reduciendo el pH.
Las aleaciones de aluminio de alta resistencia, que son susceptibles a
las picaduras, debido a la influencia de las partículas intermetálicas
que contienen cobre, a menudo se protegen usando un sistema de
recubrimientos. El sistema de recubrimiento estándar utiliza una capa
de conversión de cromato cubierta por capas de pintura orgánica. La
capa de imprimación puede contener pigmentos de cromato para una
mayor protección contra la corrosión. La capa de conversión de
cromato se forma por inmersión en un baño ácido que contiene
dicromato, fluoruro y ferricianuro.
6.6.3.4. Ataque galvánico
A nivel microestructural aparece en aleaciones con una
microestructura de dos fases, compuesta de granos alternativamente
de una composición y de otros con otra composición. Las dos
composiciones, en general, se encuentran en puntos un poco
diferentes en la escala de potenciales de reducción. Si se sumerge en
una solución conductora, aparecen miles de pequeñas celdas de
corrosión, haciendo que la fase que se encuentra más abajo en el
potencial de reducción sea ―comida‖ por la corrosión.
A nivel macroscópico, cuando los metales diferentes se acoplan
eléctricamente (es decir, el acoplamiento galvánico), la corrosión del
metal menos resistente a la corrosión aumenta, y la superficie se
vuelve anódica, mientras que la corrosión del metal más resistente a la
corrosión disminuye, y la superficie se vuelve catódica. La fuerza
impulsora para la corrosión o el flujo de corriente galvánica es el
potencial desarrollado entre los metales diferentes. Cuando se aíslan
eléctricamente entre sí metales o aleaciones diferentes en un
electrólito
común,
no
experimentan
corrosión
galvánica,
independientemente de la proximidad de los metales o su potencial o
tamaño relativo. La extensión de la corrosión resultante del
acoplamiento galvánico se ve afectada por los siguientes factores:
· La diferencia de potencial entre los metales o aleaciones.
· La naturaleza del medio ambiente.
260
· El comportamiento de polarización de los metales o aleaciones.
· La relación geométrica de los componentes metálicos o aleaciones.
6.6.3.5. Agrietamiento por corrosión bajo tensiones (SCC)
Es la corrosión acelerada, localizada en las grietas en componentes
cargados. La tensión rompe la película de óxido protectora y la energía
elástica en y cerca de la punta de la grieta estimula el ataque en ese
lugar. El resultado es que las grietas crecen bajo una intensidad de
tensiones Kscc que está muy por debajo K1C. Los ejemplos más
conocidos son el bronce en amoniaco, acero dulce en sosa cáustica, y
algunas aleaciones de aluminio y de titanio en agua salada.
El agrietamiento por corrosión bajo tensiones (estrés-corrosión
cracking, SCC) describe fallas en el servicio en materiales de
ingeniería que ocurren por una lenta propagación de grietas inducida
por el ambiente. La propagación de grietas observada es el resultado
de la combinación e interacción sinérgica de esfuerzo mecánico y
reacciones de corrosión. Esta es una definición simple de un tema
complejo y, como la mayoría de las simplificaciones, no identifica los
límites del tema.
Las tensiones requeridas para causar SCC son pequeñas,
generalmente por debajo de la tensión de fluencia macroscópica, y
son de tracción. Las tensiones pueden ser aplicadas externamente,
pero las tensiones residuales a menudo causan fallas por SCC. Sin
embargo, se pueden usar tensiones residuales de compresión para
prevenir este fenómeno. La carga estática generalmente se considera
responsable del SCC, mientras que la propagación de grietas inducida
por el medio ambiente debido a la carga cíclica se define como
corrosión-fatiga. El límite entre estas dos clases de fenómenos es
vago, y la corrosión-fatiga por a menudo se considera un subconjunto
del SCC. Sin embargo, debido a que los entornos que causan
corrosión-fatiga y SCC no son siempre los mismos, estos dos deben
considerarse fenómenos separados.
El término agrietamiento por corrosión bajo tensión se usa
generalmente para describir fallas en aleaciones metálicas. Sin
261
embargo, otras clases de materiales también muestran una falla
retrasada por la propagación de grietas inducida por el ambiente. La
cerámica muestra una propagación de grietas inducida por el medio
ambiente, y los materiales poliméricos exhiben con frecuencia
agrietamiento por la interacción del esfuerzo aplicado y las reacciones
ambientales. Hasta hace poco, se pensaba que los metales puros eran
inmunes al SCC; Sin embargo, se ha demostrado que los metales
puros son susceptibles a SCC.
Los ambientes que causan SCC son usualmente acuosos y pueden
ser capas condensadas de humedad o soluciones a granel.
Típicamente, el SCC de una aleación es el resultado de la presencia
de una especie química específica en el ambiente. Así, el SCC de las
aleaciones de cobre, tradicionalmente conocido como agrietamiento
estacional, se debe casi siempre a la presencia de amoníaco en el
ambiente, y los iones de cloruro causan o exacerban el agrietamiento
en los aceros inoxidables y las aleaciones de aluminio. Además, un
entorno que cause SCC en una aleación puede no causar SCC en otra
aleación. En la Tabla 6.2 se proporciona una lista parcial de algunas
de las combinaciones de aleación-ambiente más comúnmente
observadas que resultan en SCC.
Tabla 6.2. Sistemas de aleación-ambiente que exhiben SCC
Aleación
Aceros al carbono
Aceros de alta resistencia
Aceros inoxidables austeníticos
Aleaciones de alto níquel
Latón α
Aleaciones de aluminio
Aleaciones de titanio
Aleaciones de magnesio
Aleaciones de zirconio
Ambiente
Nitratos calientes, hidróxidos y soluciones
carbonato / bicarbonato
Electrolitos acuosos, especialmente cuando
contienen H2S
Soluciones de cloruro concentradas y calientes;
vapor contaminado con cloruro
Vapor de alta pureza
Soluciones amoniacales
Soluciones acuosas de Cl-, Br- e ISoluciones acuosas de Cl-, Br- e I-; líquidos
orgánicos; N2O4
Soluciones acuosas de ClSoluciones acuosas de Cl-; líquidos orgánicos;
I2 a 350°C
262
En general, el SCC se observa en combinaciones de aleaciónambiente que dan como resultado la formación de una película sobre
la superficie del metal. Estas películas pueden ser capas pasivas,
películas manchadas o capas sin tratar. En muchos casos, estas
películas reducen la velocidad de corrosión general o uniforme,
haciendo que la aleación sea deseable para la resistencia a la
corrosión uniforme en el medio ambiente. Como resultado, el SCC es
de gran preocupación en las aleaciones resistentes a la corrosión
expuestas a ambientes acuosos agresivos. La Tabla 2 enumera
algunas combinaciones de aleación-ambiente y las películas que
pueden formarse en la punta de la grieta.
6.6.3.6. Corrosión-Fatiga
Se refiere a la tasa acelerada con que las grietas de fatiga crecen en
un ambiente corrosivo. El límite de fatiga de algunos aceros en agua
salada se reduce por un factor tan grande como 4. La tasa de
crecimiento de grietas de fatiga, también aumenta a un nivel que es
mayor que la suma de las tasas de corrosión y de la fatiga actuando
juntos.
La corrosión-fatiga ocurre en los metales como resultado de la acción
combinada de una tensión cíclica y un ambiente corrosivo. La
corrosión-fatiga depende de las interacciones entre los factores de
carga, ambientales y metalúrgicos. Para un material dado, la
resistencia a la fatiga (o la vida útil a la fatiga a un valor de esfuerzo
máximo dado) generalmente disminuye en presencia de un ambiente
agresivo. El efecto varía ampliamente, dependiendo principalmente de
la combinación particular de metal y ambiente. El ambiente puede
afectar la probabilidad de inicio de una grieta por fatiga, la tasa de
crecimiento de la grieta por fatiga, o ambos.
La influencia de un ambiente agresivo en el inicio del agietamiento por
fatiga de un material se ilustra en la Fig. 6.17, que compara las curvas
de tensión-vida (S-N) de muestras suaves obtenidas de ambientes
inertes y agresivos. Debido a que tanto como el 95% de la vida útil de
la estructura se gasta en el inicio del agrietamiento por fatiga, la
comparación de la curva S-N proporciona una buena indicación del
263
efecto del ambiente en el inicio de la fisuración. Como se muestra en
la Fig. 6.17, un ambiente agresivo puede promover el inicio de grietas
y puede acortar la vida de fatiga de la estructura. Las grietas por
corrosión-fatiga siempre se inician en la superficie, a menos que haya
defectos cerca de la superficie que actúen como sitios de
concentración de tensión y faciliten el inicio de la fisura subsuperficial.
Fig. 6.17. Comparación de curvas S-N para un material en un entorno inerte (curva superior) y un
medio ambiente agresivo (curva inferior).
6.7. La lucha contra la corrosión
En la lucha contra la corrosión, hay un número de cosas que se deben
hacer y otras que no deben hacerse.
Veamos primero las
prohibiciones.
Dos metales diferentes, conectados eléctricamente y sumergidos en
agua con casi cualquier cosa disuelta en ella, crea una celda de
corrosión como la de la figura 6.8. El metal que se encuentra más
abajo en la escala de potenciales de reducción es el que es atacado.
La tasa de ataque puede ser grande y localizada en y cerca del
contacto. Por lo tanto, el acero remachado con remaches de cobre
arriesga severa corrosión del acero alrededor de la cabeza del
remache (figura 6.18(a)). La colocación de una carrocería de aluminio
sobre un chasis de acero de un auto corre el riesgo de correr la misma
suerte, como ya ha ocurrido con los fabricantes de automóviles
incautos. La respuesta es evitar las parejas bi-metálicas cuando hay
agua alrededor de ellas, o si ello no es posible, aislarlos
eléctricamente uno de otro. Esto, también, no siempre es posible;
entonces uno de los dos debe ser eliminado.
264
La segunda situación que no se debe hacer se deriva del mecanismo
mostrado en la Figura 6.10: si es posible, hay que evitar el acceso
diferencial de oxígeno. La Figura 8.18(b) muestra una junta de traslape
remachada (el remache, por supuesto, hecho del mismo metal que la
placa). Si puede llegar agua bajo el borde de la placa, lo hará. La
superficie agua-aire tiene libre acceso al oxígeno, pero el metal entre
las placas no tiene acceso. El resultado es la corrosión de la superficie
de unión, justamente donde menos se desea. La solución aquí es
poner sellador en el conjunto antes de remachar. Esto no es sólo un
problema en la unión; la aireación diferencial es muy difícil de evitar.
Es la razón por la que las patas de los embarcaderos y muelles se
oxidan justamente por debajo de la línea de agua.
Figura 6.18. (a) Corrosión electroquímica, donde dos metales diferentes están en contacto
eléctrico. (b) Corrosión en rendijas causada por el acceso diferencial de oxígeno.
Ahora lo que se debe hacer. Si unimos un metal con uno de menor
potencial de reducción se corroe, de lo cual se deduce que el de
mayor potencial está protegido. Así que las tuberías de acero
enterradas conectadas a placas de zinc establecen una celda que
corroe el zinc, pero protege de los tubos de acero (figura 6.19(a)). Las
hélices de bronce de los grandes barcos son caras y no llevan ninguna
protección superficial (las condiciones son demasiado violentas para
que se mantengan en su posición). El cobre y el bronce se encuentran
por encima del acero en la tabla de potenciales de reducción y el
265
aislamiento eléctrico es imposible. El bronce conectado al acero en
agua salada es una buena receta para tener un desastre. La solución
es cambiar el desastre a otra parte uniendo placas de zinc al casco
alrededor del eje de la hélice. El zinc, en ambos ejemplos, actúa como
un ánodo de sacrificio, protegiendo tanto el bronce y el acero. El
sacrificio es real ya que el zinc se consume, por lo que la protección
sólo dura mientras dura la placa de zinc, lo que requiere que se
sustituya con regularidad.
Los recubrimientos pueden funcionar de la misma manera. El hierro
galvanizado es una chapa de acero con un delgado recubrimiento de
zinc. El zinc actúa como ánodo de sacrificio (Figura 6.19(b)): si es
rayado, el acero expuesto no se oxida porque el zinc protege incluso
cuando no lo cubre. Otros recubrimientos se ven bien, pero no
protegen tan bien. Un recubrimiento de cobre establece una celda que
actúa en la dirección opuesta, se corroe completamente la plancha de
acero en lugar de la de cobre. El cromado parece ser una buena
solución, ya que el cromo está por debajo del hierro en la tabla de
potenciales, pero el cromo protege muy bien con su película de óxido
que se vuelve pasiva y no se establezca ninguna celda de corrosión.
Es esta pasividad la que hace que las aleaciones de acero inoxidable
sean buenas para resistir la corrosión acuosa. El acero inoxidable no
es sólo resistente a la oxidación, también es resistente a la corrosión,
y lo mismo puede decirse de otras aleaciones con características
similares. Cuando trucos como éstos no se pueden usar para evitar la
corrosión, la respuesta es separar el metal reactivo desde el medio
corrosivo con una película de polímero. Pintar con pinturas a base de
solventes fueron, hasta hace poco, los métodos más utilizados, pero la
evaporación del disolvente generalmente es tóxica; se trata de un
compuesto volátil orgánico y, por razones de salud, no se recomienda
su uso. Las pinturas basadas en agua superan el problema pero aún
no producen una buena película de pintura. El recubrimiento de
polímeros en polvo funciona mediante plasma, pulverizando el
polímero o sumergiendo el componente en un lecho fluidizado de
polvo de polímero caliente, produciendo una gruesa película de
polímero sobre la superficie. Mientras, las películas de pintura capas
de polvo de polímero están intactas funcionan bien, pero tan pronto
como el revestimiento está dañado, la protección cesa a menos que el
266
metal subyacente tiene una sub-capa de algo como el zinc, que lo
proteja.
Figura 6.19. (a) Protección de tubos de acero por un ánodo de sacrificio de zinc. (b) placas de
acero galvanizado; el zinc protege al acero incluso cuando es rayado.
6.8. Solventes orgánicos y parámetros de solubilidad
Los disolventes orgánicos atacan ciertos polímeros. Lo más cercano
que esto puede hacerse científicamente es a través de los llamados
parámetros de solubilidad. Las cadenas poliméricas se unen
fuertemente (enlace covalente) a lo largo de su longitud, pero sólo
débilmente entre cadenas (enlaces de Van der Waals). Para que un
disolvente penetre en un polímero, como un virus, debe engañar a
estos enlaces por lo que se les designa como ―semejantes a un
disolvente‖, como se mencionó anteriormente, . una vez que penetran
en ellos, igual que un virus, hacen su trabajo: la mayoría son malos,
sólo unos pocos son buenos.
Lo malo: igual como la radiación UV, los solventes agresivos causan
decoloración, reducen la resistencia, inducen fragilidad y agrietamiento
(el blanqueamiento del polímero se produce debido a muchas
pequeñas cavidades de expansión similares a grietas). Lo bueno:
ciertos disolventes orgánicos actúan como plastificantes, lo que reduce
la temperatura de vidrio, pero no la resistencia, convirtiendo un
polímero rígido en un material flexible, similar al cuero. El cuero
artificial (PVC plastificado) es un ejemplo. Muchos plastificantes son
267
potencialmente tóxicos lo que genera presión para utilizar alternativas.
Cada vez que más se sustituyen por aceites plastificantes vegetales
bioquímicos tales como aceite de soja o aceite de linaza, aunque estos
son más caros.
Qué disolventes orgánicos son los peores? No es una pregunta fácil.
El acetato de amilo (barniz de uñas) es particularmente agresivo,
como es el cloroformo (anestésico), pero esto no es una respuesta.
Para obtener una respuesta completa se tiene que recurrir a bases de
datos más especializadas.
268
CAPITULO 7
MATRICES DE DECISION EN LA SELECCIÓN DE MATERIALES
7.1. Introducción
El objetivo de cualquier trabajo de selección de materiales es elegir el
mejor material para una aplicación determinada. Cuando la selección
es simple, lo que implica sólo una o dos exigencias a los materiales, el
proceso es relativamente sencillo. Sin embargo, a veces hay
materiales con demandas conflictivas, o varios individuos o grupos
quieren ingresar, o el proceso tiene que ser documentado. En estos
casos, es útil usar una matriz de decisión.
En la selección de materiales, un método de matriz de decisión es un
procedimiento formal por el cual los materiales se clasifican antes de
una decisión de selección. Los métodos descritos en este capítulo
implican la construcción de varias tablas, compuesta de columnas de
materiales posibles y filas con las funciones más importantes de los
materiales. Otra tabla contiene los atributos que se exige a los
materiales y las ponderaciones correspondientes. Una matriz de
decisión es un estímulo para el trabajo creativo, porque obliga al
diseñador a analizar la selección desde diferentes ángulos y para
aclarar las cuestiones de diseño. Los métodos matriciales de decisión
son a veces más correctamente designados como " métodos de
decisión matriciales‖.
7.2. Ventajas de los métodos de decisión matriciales:
Organizan y aclaran la tarea de selección de materiales,
proporcionando un mayor conocimiento de la situación y de
diseño y aseguran que se incluyen todas las consideraciones
pertinentes.
Mejoran la comprensión de las interacciones entre las soluciones
propuestas, proporcionando así un medio para nuevas
soluciones, sinérgicas. Por ejemplo, considerar recubrimientos
electrolíticos o la aplicación de láminas en la superficie.
Proporcionan un registro escrito del proceso de selección, que
puede ser importante si la decisión es revisada o cuestionada
después. Además, una matriz de decisión puede ser un punto de
269
partida fructífero para los futuras procesos de selección de
materiales para un diseño diferente con funciones relacionadas.
Son versátiles, robustos, y aplicables en todas las etapas del
diseño, incluyendo la configuración conceptual del diseño.
Facilitan la toma de decisiones en forma participativa mediante el
registro de propuestas de varios individuos.
Pueden estar relativamente libres de sesgos, maximizando así la
creatividad y la flexibilidad en la selección de materiales.
Permiten que el diseñador pueda incluir o excluir las propiedades
o características superiores a los requisitos de diseño. Por
ejemplo, considerar una aplicación que requiere una tasa de
corrosión máxima de 200 µm/año y un límite elástico mínimo de
200 MPa. Supongamos que se consideran dos materiales, uno
con una tasa de corrosión de 180 µm/año y resistencia a la
fluencia de 300 MPa, y el otro con una tasa de corrosión de 10
µm/año y límite elástico de 210 MPa. Los métodos matriciales de
decisión permiten al diseñador incorporar en el proceso de
decisión la importancia relativa de estas propiedades y
características que están en "exceso".
7.3. Limitaciones de los métodos de decisión matriciales:
Los métodos de decisión matriciales no son completamente
objetivos. Los diseñadores todavía deben hacer juicios de valor
en materiales que comparan (por ejemplo, juzgar la capacidad
de fabricación del acero al carbono en comparación con el
polietileno de baja densidad). A veces también deben juzgar la
importancia relativa de los criterios de evaluación (por ejemplo,
la conductividad eléctrica frente a la colabilidad y frente a la
resistencia).
Es importante evaluar el método de la matriz de decisiones
durante el proceso de diseño. Sin embargo, esta "sintonía fina"
puede ser mal interpretada o abusada, por lo que las entradas
pueden "eludirse" con el fin de obtener una conclusión inevitable.
A menudo, los datos necesarios son desconocidos o
inaccesibles de manera oportuna. Esto es cada vez menos
problemático con la creación y disponibilidad de grandes bases
de datos.
270
7.4. Alternativas, criterios y factores de peso
Tres conceptos importantes en la toma de decisiones son las
alternativas (materiales candidatos), criterios (objetivos) y la
ponderación de los factores.
Las alternativas (los materiales candidatos) son los materiales o
sistemas de materiales considerados. En la etapa de diseño
conceptual, una alternativa podría ser una aleación de aluminio no
tratable térmicamente. En la fase de configuración, un material
específico, tal como la aleación de aluminio 5052-H38 según norma
ASTM B 209, podría ser una alternativa apropiada. Las alternativas
pueden ser sugeridas por varias fuentes, incluyendo la experiencia del
ingeniero de diseño, bases de datos de materiales, proveedores de
materiales, una lista de materiales almacenados en bodega, y los
mapas de selección Ashby, vistos en los capítulos anteriores.
Los criterios (objetivos) son las propiedades o características de los
materiales que están siendo consideradas en el proceso de toma de
decisiones. Los criterios deben ser tan específicos como la definición
del diseño lo permita. Al principio del diseño, los criterios podrían ser
"debe ser transparente", "deben ser fabricados fácilmente", "tiene que
ser duro", o "debe tener bajo módulo específico". Durante la
configuración del diseño, los criterios podría ser "la tenacidad debe ser
superior a 60 MPa*m1/2", o la "conductividad eléctrica debe estar entre
0,1 y 0,4 µΩ", "endurecimiento sin precalentamiento o
postcalentamiento", o "usando técnicas de soldadura soldables con
gas". Los criterios generalmente son derivados de la lista de requisitos
(también conocida como la de hoja de especificaciones o la lista de
requisitos del producto) que se desarrolla tempranamente en el
proceso de diseño.
Los factores de ponderación son representaciones numéricas de la
importancia relativa de los criterios en el proceso de selección de
materiales. Suponiendo que todas las alternativas satisfacen las
demandas de diseño, los factores de ponderación cuantifican la
importancia relativa de los criterios para la selección general (por
ejemplo, dureza frente a la colabilidad y frente a la densidad). También
pueden ser utilizados para cuantificar el exceso de algunas
271
propiedades. En general, los factores de ponderación para todos los
criterios suman la unidad (o 100, si se hace con porcentajes en %).
Todos los métodos de decisión matricial utilizan alternativas y criterios,
pero los factores de ponderación pueden o no ser utilizados.
7.5. Técnicas de decisión matricial
Se han desarrollado numerosas técnicas de decisión matricial. Las
tres técnicas de selección descritas en el Volumen 20 del Metals
Handbook [1] muestran diversos grados de complejidad: el método de
Pugh, el método de Dominic, y el método Pahl y Beitz. Sus
características claves se muestran en la Tabla 7.1. El método Pugh es
el más simple de los tres, con todos los criterios evaluados
cualitativamente con el mismo peso. El método de Dominic
proporciona un medio para la calificación de la importancia relativa de
los criterios mediante el uso de factores de ponderación. El método de
Pahl y Beitz es un enfoque completamente numérico para la selección
de materiales.
Tabla 7.1. Comparación de los métodos de decisión matricial
Métodos
Pugh
Dominic
Pahl y Beitz
Tipo
Cualitativo
Cualitativo
Cuantitativo
Factores de
ponderación
No
Si
Si
7.6. Método de Pugh
a). Descripción
El método de Pugh es uno de los métodos más simples de decisión
matrIcial. La selección se basa en la comparación cualitativa con un
dato o referencia alternativa. El método de Pugh es útil en el diseño
temprano, ya que requiere la menor cantidad de información detallada.
También es útil en el rediseño, ya que el material del diseño actual
sirve automáticamente como dato referencial.
b). Método
272
La alternativas aparecen como encabezados de las columnas en la
matriz de decisión. La primera columna enumera los criterios. Una
alternativa es seleccionada para ser el punto de referencia, tal vez la
alternativa que sea la más conocida y comprendida, o la alternativa
que es intuitivamente considerada como la mejor. Cada celda en
blanco se asocia con una fila (criterio) y una columna (alternativa).
Para cada celda en blanco, pregunte: "Teniendo en cuenta este
criterio, es esta alternativa mejor (+), peor (-), o es igual (Ig) en
comparación con el dato?" y rellenar con el símbolo apropiado.
Cuando haya duda o desacuerdo, utilice (Ig).
El siguiente paso es la creación de tres filas más en la parte inferior de
la matriz con los encabezados de fila "+", "-" e "Ig" para cada
alternativa, salvo el dato, sumar el número de "+", "-", y las respuestas
"Ig" en el espacio en blanco apropiado. Evite la tendencia a generar
una suma global para cada alternativa.
Analizar los resultados. Para cada alternativa, considere si alguna
modificación podría mitigar sus puntos débiles en relación con el dato.
Si es así, modificar la alternativa, escríbala en una nueva columna en
la matriz de decisión, y evaluarla en relación con el dato. Conserve la
alternativa sin modificaciones.
Analizar los criterios. Si el método no distingue adecuadamente como
alternativas fuertes y débiles, tal vez los criterios son excesivamente
ambiguos, sujetos a múltiples interpretaciones, o a superposición. La
aclaración de los criterios puede ser conveniente.
Tras analizar las alternativas y criterios, identificar las alternativas más
débiles y eliminarlas, reduciendo así la matriz. Si más de unas pocas
alternativas parecen ser fuertes, puede ser útil considerar cada una de
ellos como la selección final, a fin de producir criterios adicionales que
aclaren la decisión. A veces es útil volver a hacer la matriz de decisión
usando una de las alternativas más fuertes como dato.
En este punto, las alternativas más fuertes pueden ser seleccionadas
para un mayor desarrollo. Si el proceso de selección tiene lugar en las
etapas finales de diseño, la alternativa más fuerte se puede
seleccionar si se destaca claramente de las demás. De lo contrario,
273
puede ser prudente utilizar uno de los otros métodos más detallados
de decisión matricial.
c). Aplicación del Método de Pugh
Usar el Método de Pugh para la selección del material para un resorte
de un tren de juguete, construido inicialmente con acero ASTM A 227.
El objetivo de este ejemplo era reconsiderar la selección de un resorte
de acero helicoidal para tren de juguete de un niño. El material original
era alambre de acero ASTM A 227 clase 1, estirado en frío para
resortes mecánicos. Se consideraron tres alternativas: a) Diferente
geometría del diseño con el mismo material; b) Un alambre de acero
de calidad de cuerda de piano ASTM A 228, y c) Alambre de acero
ASTM A 229 clase 1 templado en aceite para resortes mecánicos. Una
matriz de decisión de Pugh aparece en la Tabla 7.2. Los criterios se
agrupan por factores de desempeño y factores de costo.
d). Análisis
Tanto el alambre de acero de calidad cuerda de piano y el alambre de
acero templado en aceite parecen ser superiores al diseño actual:
ambos tienen mayor resistencia a la tracción). El estudio de las tres
últimas filas nos muestra 6 signos (+) (mejoras) para la alternativa 3,
contra 4 de la alternativa 4 y 3 para la alternativa 2. Las desmejoras
suman 1 para la alternativa 3, dos para la alternativa 4, y tres para la
alternativa 2. En resumen, la mejor alternativa resulta ser la alternativa
3.
La diferencia la marca fundamentalmente el costo de manufactura de
la alternativa 3. El modesto rango más alto de la alternativa 3 surge de
la consideración del costo de fabricación relacionado con el
tratamiento térmico de la alternativa 4. La selección del alambre de
acero para resorte de calidad cuerda de piano produce un ahorro
general de costos de un 33%. El resultado se resume en la tabla 7.3.
En la siguiente sección se presenta un método propuesto por los
autores en el que se emplean los mapas de Ashby para elegir los
materiales o familias de materiales candidatos, considerando la
función y las propiedades. A continuación se usa un método mixto
274
cualtitativo-cuantitativo para evaluar otros atributos, los cuales han
sido ponderados de acuerdo a criterios de jerarquía.
Tabla 7.2. Matriz de decisión de Pugh
Criterio
Diámetro del
alambre, mm
Diámetro del
resorte, mm
Número de
espiras,
Costo
relativo por
unidad
de
peso
Resistencia
a la tracción,
MPa
Constante
del resorte
Durabilidad
Peso
Tamaño
Resistencia
a la fatiga
Energía
almacenada
Costo
de
material (por
cada resorte)
Costo
de
manufactura
Σ+
ΣIg
Σ-
Alternativa 1
Material actual
ASTM A 227
Acero duro
estirado
1,4
Alternativa 2
ASTM A 227
Acero duro
estirado, clase
1
1,2
Alternativa 3
ASTM A 228
Acero calidad
cuerda de
piano
1,12
Alternativa 4
ASTM A 229
Acero
templado en
aceite y rev.
1,18
19
18
18
18
16
12
12
12
1
1
2
1,3
1.750
1.750
2.200
1.850
Dato
-
-
-
Dato
Dato
Dato
Dato
Ig
+
+
-
+
+
+
+
+
+
+
Ig
Dato
-
+
+
Dato
+
Ig
Ig
Dato
Ig
+
-
3
2
3
6
1
1
4
2
2
275
Tabla 7.3. Resumen de resultados Método de Pugh
Alternativa
Sumatoria de signos
(+)
1
2
3
4
(-)
Referencia
3
1
2
3
6
4
(Ig)
2
1
2
7.7. Método propuesto por autores
Este método, propuesto y aplicado por los autores, utiliza los mapas
de Ashby para seleccionar una familia de materiales o algún material
específico, cuando es posible, en base a las propiedades requeridas
para cumplir la función de la pieza, además de las especificaciones
técnicas. A continuación se hace un listado de los atributos requeridos.
En la tabla 7.4 se muestra un listado de posibles atributos.
Naturalmente, el diseñador podrá elegir algunos de ellos, de acuerdo a
sus propios requerimientos, o podrá agregar otros.
Tabla 7.4. Listado de posibles atributos para selección de materiales
Atributos
Mecánicas
Propiedades
Térmicas
Eléctricas
Magnéticas
Químicas
Peso
Rigidez
Ductilidad
(Módulo de elasticidad E)
Tensión de fluencia (ζ0)
Resistencia a la tracción (ζu, UTS)
Límite de fatiga, SF
Tenacidad a la fractura KIC
Conductividad térmica λ
Expansión térmica α
Difusividad térmica ―a‖
Temperatura máxima de operación
Calor específico Cp
Conductividad eléctrica ζ
Resistividad térmica ρ
Materiales ―blandos‖
Materiales ‖duros‖
276
Opticas
Reflexión
Refracción
Costo
Tiempo de garantía
Calidad del servicio técnico/asistencia técnica/asesoramiento
Disponibilidad (Plazo de entrega del producto)
Prestigio/conocimiento de la marca
En el listado anterior no se incluye la potencia, torque, rpm, para el
caso de elementos de máquinas, motores o similares, porque estos
parámetros normalmente constituyen especificaciones mínimas de
diseño, que todos los candidatos deben cumplir.
Para desarrollar este método, supongamos que se requiere diseñar un
eje rotatorio para transmitir potencia y movimiento desde una máquina
motriz a una máquina cualquiera de procesos. El eje, como el de la fig.
7.1, trabaja en flexión rotativa, con esfuerzos combinados de flexión y
torsión.
Fig. 7.1. Eje para seleccionar material
Ahora usamos una planilla Excel (por ejemplo) y escribimos los
atributos que exigiremos al eje, como se muestra en la tabla 7.5.
277
Tabla 7.5. Atributos, peso y ponderaciones para el material
Atributo
Factor de Peso
Rigidez
2
Ponderación
0,167
Peso
1,5
0,125
Límite de fatiga
3
0,250
Plazo de entrega
2
0,167
Costo
2,5
0,208
Prestigio
1
0,083
12
1
En la segunda columna escribimos el peso relativo de cada atributo.
Empecemos asignando peso 1 al atributo que consideramos menos
importante; el peso es un poco más importante (en otros casos, como
aviones, puede ser el más importante), y le asignamos un peso de 1,5.
Al plazo de entrega y a la rigidez asignamos un peso de 2. Al costo le
asignamos un peso de 2,5 y finalmente, al límite de fatiga asignamos
un peso de 3. Sumamos todos los pesos y obtenemos 12. Ahora
dividimos cada peso relativo por 12 para obtener la tercera columna
que es el factor de ponderación de cada atributo.
Ahora trabajamos con los mapas de Ashby. En la fig. 7.2 se incluye de
nuevo el mapa E – ρ (rigidez – peso). Pondremos los siguientes límites
inferiores:
Módulo de elasticidad mínimo:
E = 30 GPa
Densidad máxima
:
la del acero
Trazamos una línea (roja) horizontal por 30 GPa, lo que descarta
todos los materiales que están por debajo de esta línea. Ahora
trazamos una línea vertical por la densidad del acero, lo cual descarta
todos los materiales que están a la derecha de esta línea. Finalmente
se descartan todas las cerámicas por su fragilidad.
Entonces, los materiales candidatos son los siguientes:
Aleaciones de magnesio
CFRP (Polímero reforzado con fibras de carbono)
Aleaciones de aluminio
Aleaciones de titanio
Aleaciones de zinc
278
Aceros al carbono
Aceros inoxidables
Fig. 7.2. Mapa de Ashby para rigidez-peso
Tabla 7.6. Calificación rigidez
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Evaluación Rigidez; Pond. 0,167
E, Gpa
Nota
Nota Ponderada
45
1,00
70
1,62
70
1,62
108
2,56
116
2,76
206
5,00
206
5,00
0,167
0,270
0,270
0,428
0,461
0,835
0,835
279
En las figuras 7.3 y 7.4 se incluyen mapas de Ashby que permiten
obtener los valores del módulo de elasticidad y del límite de fatiga, los
cuales se han incluido en la tabla 7.6. Para todas las calificaciones se
usa una escala de 1 a 5 que tiene las siguientes equivalencia
cualitativas:
1
: Muy malo
2
: Malo
3
: Aceptable
4
: Bueno
5
: Muy Bueno
Al valor máximo de E se asigna nota 5 y al valor mínimo se asigna
nota 1.
Fig. 7.3. Valores del módulo de elasticidad E para evaluar rigidez
Con los valores máximo y mínimo de la tabla 7.6 trazamos un gráfico
que se muestra en la fig. 7.5; este gráfico incluye la ecuación de la
280
recta que nos permite, usando la misma planilla Excel obtener las
notas intermedias y las notas ponderadas al multiplicarlas por el factor
de ponderación calculado en la tabla 7.5.
Fig. 7.4. Mapa de Ashby para el límite de fatiga
Nota Rigidez E
6
5
y = 0,0248x - 0,118
4
3
2
1
0
0
50
100
150
200
250
E, GPa
Fig. 7.4. Gráfico para evaluación de la rigidez
Repetimos el mismo procedimiento para evaluar el peso.
281
Tabla 7.7. Calificación del peso
Evaluación Peso; Pond. 0,125
Densidad Relativa
Nota Nota Ponderada
1,74 4,85
0,61
1,5 5,00
0,84
2,7 4,24
0,71
7,14 1,45
0,24
4,54 3,09
0,52
7,85 1,00
0,17
7,85 1,00
0,17
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
6
Calificación
5
4
3
2
y = -0,6299x + 5,9449
1
0
0
2
4
6
8
10
Densidad relativa
Fig. 7.5. Gráfico para calificación del peso
Repetimos el proceso para calificar la resistencia a la fatiga
Tabla 7.8. Calificación de la resistencia a la fatiga
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Evaluación Límite de fatiga Pond. 0,25
Límite Fatiga
Nota Nota Ponderada
78
1,25
0,31
200
1,94
0,48
140
1,60
0,40
33
1,00
0,25
600
4,18
1,04
510
3,67
0,92
750
5,02
1,25
282
Calificación
6
y = 0,0056x + 0,8159
4
2
0
0
100
200
300
400
500
600
700
800
Límite de fatiga, MPa
Fig. 7.6. Calificación resistencia a la fatiga
Evaluación del plazo de entrega: Para hacer esta evaluación se han
supuesto plazos de entrega de acuerdo a la realidad en Chile, y en
particular en la Región de Antofagasta, de la disponibilidad de los
materiales candidatos (Tabla 7.9 y gráfico de la fig. 7.7).
Tabla 7.9. Evaluación tiempo de entrega
Evaluación Tiempo de entrega
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Tiempo de entrega,
días
60
100
30
60
90
0
20
Nota
2,6
1
3,8
2,6
1,4
5
4,2
Nota Pond.
0,4342
0,167
0,6346
0,4342
0,2338
0,835
0,7014
6
5
Nota
4
3
2
y = -0,04x + 5
1
0
0
40
80
Tiempo de entrega, días
Fig. 7.7. Calificación tiempo de entrega
120
283
Evaluación del costo: Para la evalución del costo usamos el mapa de
Ashby de la fig. 7.8.
Fig. 7.8. Mapa de Ashby para determinar costos
Tabla 7.10. Evaluación costos
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Evaluación Costo. Pond. 0,208
Costo relativo
Nota Nota Ponderada
3
4,00
20
2,00
2
4,50
3
4,00
80
1,00
1
5,00
8
3,00
0,83
0,42
0,94
0,83
0,21
1,04
0,62
La tabla 7.10 muestra los costos relativos obtenidos del mapa de
Ashby. En este caso la calificación se ha asignado de forma
284
cualitativa, debido a que una asignación lineal es muy poco
representativa.
Evaluación del prestigio (conocimiento del proveedor): Del mismo
modo que en el caso anterior se ha hecho una evaluación cualitativa
para calificar este atributo. Los resultados se muestran en la tabla
7.11.
Tabla 7.11. Evaluación conocimiento del proveedor (prestigio de la
marca)
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Evaluación Conocimiento marca. Pond. 0,083
Conocimiento
Nota Nota Ponderada
Malo
2,00
0,17
Muy malo
1,00
0,08
Aceptable
3,00
0,25
Malo
2,00
0,17
Muy malo
1,00
0,08
Muy bueno
5,00
0,42
Bueno
4,00
0,33
Resumen final: En la tabla 7.12 se muestra el resumen final del
proceso de selección.
Tabla 7.12. Resumen proceso de selección
Aleación
Aleaciones de magnesio
CFRP
Aleaciones de aluminio
Aleaciones de zinc
Aleaciones de titanio
Aceros al carbono
Aceros inoxidables
Notas ponderadas
Nota final
Rigidez Peso Fatiga Plazo Costo Prestigio
0,167 0,606 0,313 0,434 0,832
0,166
2,518
0,270 0,835 0,484 0,167 0,416
0,083
2,255
0,270 0,709 0,400 0,635 0,936
0,249
3,199
0,428 0,242 0,250 0,434 0,832
0,166
2,352
0,461 0,515 1,044 0,234 0,208
0,083
2,545
0,835 0,167 0,918 0,835 1,040
0,415
4,210
0,835 0,167 1,254 0,701 0,624
0,332
3,913
En la tabla 7.13 se muestra un ranking del proceso de selección,
ordenados por nota de mayor a menor. Se observa que el primer lugar
lo obtiene el acero al carbono, lo que, por un lado, no debería
285
sorprendernos, y por otro, explica el gran volumen que todavía sigue
ocupando el acero, en general, en el uso de materiales en obras de
ingeniería.
Tabla 7.13. Ranking del proceso de selección
Aleación
Aceros al carbono
Aceros inoxidables
Aleaciones de aluminio
Aleaciones de titanio
Aleaciones de magnesio
Aleaciones de zinc
CFRP
Nota
4,21
3,91
3,20
2,54
2,52
2,35
2,26
Ranking
1
2
3
4
5
6
7
4,50
4,00
3,50
NOTA
3,00
2,50
2,00
1,50
1,00
0,50
0,00
Aceros al
Aceros Aleaciones Aleaciones Aleaciones Aleaciones
carbono inoxidables de aluminio de titanio
de
de zinc
magnesio
Fig. 7.9. Gráfico con el ranking del proceso de selección
CFRP
286
Ahora sólo nos falta seleccionar un acero específico dentro de la
familia de aceros al carbono. Por tratarse de un elemento de máquina
elegimos un acero de medio carbono, de modo que pueda templarse
si es necesario. De la Tabla 7.14 se selecciona un acero SAE 1045,
templado en agua y revenido a 425°C, con las propiedades que se
indican.
Tabla 7.14. Propiedades mecanicas de aceros de medio carbono
MATERIAL
SAE - AISI
TRATAMIENTO
TERMICO
1040
Laminado en
caliente
Estirado en frío
Revenido a
540°C
Laminado en
caliente
Estirado en frío
Revenido a 315
°C
Revenido a 425
°C
Revenido a 540
°C
Revenido a 650
°C
1040
1040
1045
1045
1045
1045
1045
1045
TENSION DE
FLUENCIA
kg/mm2
41
RESIST. A LA
TRACCION
kg/mm2
64
62
60
ALARGAM DUREZA
%
HB
27
201
70
78
17
23
207
235
42
69
24
212
63
80
72
105
14
8
217
312
73
100
14
290
56
84
19
240
51
73
24
208
EJERCICIO DE APLICACIÓN: Haremos una prueba del último método
de evaluación, se aplicará el procedimiento a la selección realizada
con el método de Pugh. Los atributos que se utilizarán, extraídos de la
Tabla 7.2, se muestran en la Tabla 7.14.
Tabla 7.14. Atributos que serán evaluados
Criterio
Durabilidad
Alternativa 1
Material actual
ASTM A 227
Acero duro
estirado
Aceptable
Alternativa 2
ASTM A 227
Acero duro
estirado, clase
1
Aceptable
Alternativa 3
ASTM A 228
Acero calidad
cuerda de
piano
Mejor
Alternativa 4
ASTM A 229
Acero
templado en
aceite y rev.
Mejor
287
Peso
Tamaño
Resistencia
a la fatiga
Costo
de
material (por
cada resorte)
Costo
de
manufactura
Aceptable
Aceptable
Aceptable
Mejor
Mejor
Peor
Mejor
Mejor
Mejor
Mejor
Mejor
Aceptable
Aceptable
Mejor
Aceptable
Aceptable
Aceptable
Aceptable
Mejor
Peor
De acuerdo a la tabla establecida se asigna un 3 al concepto
aceptable, un cuatro al concepto mejor y un 2 al concepto peor. En la
tabla 7.15 se proven los pesos específicos de cada atributo y las
ponderaciones correspondientes.
Tabla 7.15. Pesos específicos y ponderaciones de los atributos
Peso
específico
3
1
3
Factor de
pon.
0,3
0,1
0,3
Costo de material (por cada resorte)
1,5
0,15
Costo de manufactura
1,5
0,15
10
1
Atributo
Durabilidad
Peso
Resistencia a la fatiga
En la tabla 7.16 se muestran las notas de cada atributo para cada una
de las cuatro alternativas.
Tabla 7.16. Notas de las alternativas para cada atributo
Nota atributos
Alternativa
A1
A2
A3
A4
Durabilidad; 0,3
3
3
4
4
Peso;
0,1
3
4
4
4
Fatiga; 0,3 Costo Mat.; 0,15 Costo Fab.; 0,15
3
3
3
2
4
3
4
3
4
3
3
2
288
En la Tabla 7.17 se muestran las notas ponderadas para cada
alternativa, y, en la última columna la nota final. Se observa que la
mejor solución la constituye la alternativa 3, la misma obtenida
utilizando el método de Pugh.
Tabla 7.17. Notas ponderadas y nota final
Nota atributos
Alternativa
A1
A2
A3
A4
Durabilidad; 0,3 Peso; 0,1 Fatiga; 0,3
0,9
0,3
0,9
0,9
0,4
0,6
1,2
0,4
1,2
1,2
0,4
0,9
Costo
Mat.;
Costo
0,15
Fab.; 0,15
0,45
0,45
0,6
0,45
0,45
0,6
0,45
0,3
Nota
final
3
2,95
3,85
3,25
CONCLUSION:
Se ha mostrado que el método propuesto por los autores puede
usarse con bastante confianza. Se intenta minimizar elementos
subjetivos, casi siempre presentes en todo proceso de selección.
289
CAPITULO 8
EJERCICIOS, PROBLEMAS Y APLICACIONES
(1).¿Qué se entiende por las propiedades de diseño limitantes de un
material en una aplicación determinada?
(2). Ha habido muchos intentos para fabricar y vender bicicletas de
plástico. Todas
han sido demasiado flexibles. ¿Qué propiedad de diseño limitante es
insuficientemente grande?
(3). ¿Cuáles son, a su juicio, las propiedades de diseño limitantes del
material para la hoja de un cuchillo que se utilizará para destripar el
pescado?
(4). ¿Cuáles son, a su juicio, las propiedades de diseño limitantes para
el material
de un guante para horno?
(5). ¿Cuáles, a su juicio, son las propiedades de diseño limitantes para
el material
de un filamento de lámpara eléctrica?
(6). Se necesita material para un tubo para transportar combustible
desde el depósito de combustible hasta el carburador del motor de una
cortadora. El diseño requiere que el tubo se puede doblar y que el
combustible sea visible. Haga una lista de lo que se podría pensar que
son las propiedades de diseño limitantes.
(7). Se requiere material para el imán para una jabonera magnética. El
jabón es ligeramente alcalino. Haga una lista de lo que se considera
son las propiedades de diseño limitantes.
(8). Las cajas en las que se venden la mayoría de los CDs tienen una
forma molesta de agrietamiento y ruptura. ¿Qué propiedad de diseño
limitante se ha descuidado en la selección del material del que están
hechas?
(9). Enumere tres aplicaciones que, a su juicio, necesitan una alta
rigidez y bajo
peso.
(10). Enumere tres aplicaciones que, a su juicio, necesitan vidrio de
calidad óptica.
(11). Usar Internet para investigar la historia y usos de los siguientes
materiales:
•
Estaño
290
•
•
•
•
Vidrios
Cemento
Titanio
Fibra de carbono
(12). Identificar cuál de los modos de carga (Figura 2.3) es
predominante en los siguientes componentes:
•
Contenedor para bebidas gaseosas.
•
Cable eléctrico para el cielo raso.
•
Suela del zapato.
•
Alabe de turbina eólica.
•
Cuerda para escalar.
•
Horquillas de bicicletas.
•
Fuselaje de avión.
Intente dar un ejemplo para cada modo de carga.
(13). El cable de un polipasto tiene una sección transversal de 80 mm2.
El elevador se utiliza para levantar una caja que pesa 500 kg. ¿Cuál
es la tensión en el cable? La longitud libre del cable es de 3 m.
¿Cuánto se va a alargar si es de acero (módulo E = 200 GPa)?
¿Cuánto si es de polipropileno, PP (módulo 1.,2 GPa?
(14). El agua tiene una densidad de 1000 kg/m3. ¿Cuál es la presión
hidrostática a una profundidad de 100 m?
(15). Una catapulta tiene dos brazos de goma, cada uno con una
sección transversal cuadrada con un ancho de 4 mm y una longitud de
300 mm. En uso sus brazos se estiran hasta tres veces su longitud
original, antes de ser aliviados. Suponga que el módulo de la goma es
de 10-3 GPa y que no cambia cuando se estira la goma. ¿Cuánta
energía se almacena en la catapulta justo antes de ser aliviada?
(16). Usar la carta módulo - densidad de la figura 2.2 para encontrar,
de entre los materiales que aparecen en ella:
(a) El material con la densidad más alta.
(b) El metal con el módulo E más bajo.
(c) El polímero con la mayor densidad.
(d) La relación aproximada del módulo de maderas medida en paralela
al grano y perpendicular a la fibra.
(e) El intervalo aproximado del módulo de los elastómeros.
(17). Enumere las seis clases principales de materiales de ingeniería.
Utilice su propia experiencia para clasificarlos aproximadamente: `
291
(a) Por rigidez (módulo, E).
(b) Por conductividad térmica, λ.
(18). Casi todos los productos implican varias partes que se unen.
Examine los productos inmediatamente a su alrededor y haga una lista
de los métodos de unión utilizados para ensamblarlos.
(19). ¿Cuántos procesos diferentes de tratamiento superficial se le
ocurren, sobre la base de su propia experiencia? Haga y anote una
lista con los materiales a los cuales se les aplican dichos tratamientos.
(20) ¿Cuántas maneras se le ocurren para unir dos hojas de un
plástico como ¿polietileno? Enumere cada uno con un ejemplo de una
aplicación que pueda usarse.
(21). Qué quiere decir:
• Un sólido cristalino?
• Un sólido amorfo?
• Un termoplástico?
• Un termoestable?
• Un elastómero?
(22). Dibuje una curva de tensión-deformación de un metal típico.
Marque en él el límite elástico ζY, la resistencia a la tracción ζts y la
ductilidad εf. Indique en el diagrama el trabajo que se hace por unidad
de volumen para deformar el material hasta una deformación ε ≤ εf
(escoja su propia deformación ε.
(23). ¿Qué se entiende por la resistencia ideal de un sólido? ¿Qué
clase de material se aproxima más estrechamente a ella?
(24). Usar la carta de resistencia -densidad o la de tensión de fluenciamódulo E para encontrar:
• El metal con la resistencia más baja.
• El rango aproximado de resistencia del compuesto GFRP.
• Si hay algún polímero que sea más resistente que la madera medida
paralelamente a la fibra.
• ¿Cómo se compara la resistencia del GFRP con la de la madera?
• Los elastómeros, que tienen módulos que son mucho más bajos que
los polímeros, ¿también son muy inferiores en resistencia?
(25). La resistencia de la red del cobre, como la de la mayoría de los
metales de estructura FCC, es pequeña. Cuando se disuelve 10% de
níquel en el cobre para hacer una solución sólida, la resistencia de la
aleación es 150 MPa. ¿Qué se puede esperar de la resistencia para
una aleación con 20% de níquel?
292
(26) . Un material compuesto de matriz metálica se compone de
aluminio que contiene partículas duras de carburo de silicio (SiC) con
una separación media de 3 micras. El compuesto tiene una resistencia
de 180 MPa. Si se desarrolla un nuevo grado del material compuesto
con una separación de partículas de 2 micras, ¿qué resistencia puede
esperarse?
(27). Los Mmateriales nanocristalinos tienen tamaños de grano en el
rango de 0,01 a 0,1 micras. Si la contribución del límite de grano al
fortalecimiento en una aleación con granos de 0,1 micras es de 20
MPa, ¿qué se espera si el tamaño de grano es reducido a 0,01
micras?
(28). El policarbonato, PC (resistencia a la fluencia de 70 MPa) se
mezcla con poliéster (PET resistencia a la fluencia de 50 MPa) en la
proporción 30%/70%. Si la resistencia de la mezcla sigue la regla de
las mezclas, qué se puede esperar para el límite elástico de esta
mezcla?
(29). ¿Qué se entiende por el módulo resistente, Ze de una viga? Una
viga soporta un momento deflexión M. En términos de Ze, ¿cuál es el
valor máximo M puede resistir sin que se inicie la plasticidad en la
viga?
(30). Derivar un índice para la selección de materiales para un panel
que se encuentra limitado por la resistencia a la flexión y debe ser tan
delgado como sea posible.
(31). Derivar un índice para la selección de materiales para un panel
que se encuentra limitado por la resistencia a la flexión y debe ser tan
barato como sea posible.
(32). Una centrífuga tiene un rotor que puede ser idealizado como un
disco uniforme. Tiene un diámetro de 200 mm y está hecho de un
material con una resistencia de 450 MPa y una densidad de 7.900
kg/m3. ¿Qué tan rápido puede girar (en radianes por segundo) antes
de que los esfuerzos que soporta superen su límite de elasticidad?
(33). Se busca un material para una centrífuga de alta velocidad. El
objetivo es lograr una velocidad angular ω del disco de la centrífuga
tan alta como sea posible. La limitación es que la tensión creada por la
fuerza centrífuga no debe exceder la resistencia a la fluencia del
material del que está hecho. Derivar un índice para guiar la elección
del material para permitir que ω sea máxima.
293
(34). El motor de un auto está montado sobre cuatro pernos de
seguridad diseñados para fallar en cizalle en caso de colisión frontal,
desmontando el motor del auto, si la desaceleración excede de 10g.
Suponga que los cuatro pernos llevan la misma carga. La masa del
motor es de 80 kg. Debido a limitaciones de espacio, el diámetro
máximo de cada perno de seguridad no puede superar los 5 mm. (a)
Calcule la restricción en la resistencia a la fluencia del material, ζY del
perno que trabaja a cizalle, suponiendo que la resistencia al
cizallamiento es ζY/2 y que el montaje se realiza de tal manera que la
cizalladura puede ocurrir sin fricción. (b) Si, para ahorrar peso, los
pernos de seguridad tienen que ser lo más livianos posible, qué metal
(de los indicados en la carta correspondiente) elegirías para
fabricarlos?
(35). Una placa rectangular con una sección de 500 mm por 15 mm
resiste una carga de tracción de 50 kN. Está hecha de un metal dúctil
con un límite elástico de 50 MPa.
(36) ¿Qué se entiende por tenacidad? ¿Cómo se diferencia de la
resistencia?
(37) ¿Por qué se forma una zona plástica en la punta de una grieta
cuando un cuerpo está agrietado es cargado en tracción?
(38) ¿Por qué hay una transición en el comportamiento de dúctil a un
frágil para una grieta de longitud de transición ccrít?
(39) Una probeta de tracción de 10 mm de ancho contiene una grieta
interna de longitud 0,3 mm. Cuando se carga en tracción la grieta se
propaga súbitamente cuando el esfuerzo llega a 450 MPa. ¿Cuál es la
tenacidad a la fractura KIC del material de la probeta? Si el material
tiene un módulo E de 200 GPa, cuál es su tenacidad Gc? (Suponga Y
= 1).
(40) Usar la carta KIC - E de la figura 4.8 para determinar:
• Si el CFRP tiene mayor tenacidad a la fractura KIC que las aleaciones
de aluminio.
• Si el polipropileno (PP) tiene una tenacidad Gc superior a las
aleaciones de aluminio.
• Si el policarbonato (PC) tiene mayor tenacidad a la fractura KIC que
los vidrios.
(41) Buscar una resina epoxi, un vidrio de sosa y GFRP (epoxi
reforzada con fibra de vidrio) en la carta de la figura 4.8 y leer un valor
medio aproximado de la tenacidad Gc para cada uno. Explique cómo
294
es que la tenacidad del GFRP es mucho mayor que el de cualquiera
de sus componentes.
(42) Use la carta de la figura 4.8 para comparar la tenacidad a la
fractura, KIC, de los dos composites GFRP y CFRP. Haga lo mismo
con su tenacidad, Gc. Qué sugieren los valores acerca de las
aplicaciones que podrían ser mejores como rellenos?
(43) Use la tabla KIC – ζY de la figura 4.9 para encontrar:
• La gama de tamaños de transición de grieta para el acero inoxidable.
• La gama de tamaños de transición de grieta para los policarbonato
(PC).
• El rango de tamaños de grietas de transición para el nitruro de silicio
(Si3N4).
(44). Supongamos que el límite de resolución de una instalación de
ensayos no destructivos disponible para usted es de 1 mm, lo que
significa que puede detectar grietas de esta longitud o más grandes.
Se le pide que explore qué materiales van a tolerar grietas iguales o
más pequeñas que esto sin fractura frágil. Hacer una carta de barras
con
=
para una grieta interna de longitud 2c = 1mm
√
trazándola en el eje y. Añadir resistencia a la fluencia, ζY, en el eje x.
El material se fractura en tracción si ζf < ζY, y se producirá fluencia, a
pesar de estar agrietado, si ζf > ζY. Trazar en una copia impresa de la
carta una línea de pendiente 1 por el punto en que ζf = ζY. Todos los
materiales por encima de la línea sufrirán fluencia, todos los que están
por debajo se fracturarán. Explore si las aleaciones de aluminio
endurecidas por envejecimiento se encuentran por encima de la línea.
¿Y el CFRP?
(45). Un túnel de viento supersónico sometido a alta presión consiste
en un recipiente cilíndrico a presión (la presión, cuando se alivia,
produce velocidades de flujo hipersónicas). Los recipientes a presión
son sometidos a pruebas de rutina para garantizar que son seguros. Si
tal cilindro, de 400 mm de diámetro y espesor de pared 20 mm, hecho
de un acero con una tenacidad a la fractura de 42 MPa*m1/2, sobrevive
a una prueba con 40 MPa (400 atmósferas), ¿cuál es la longitud de la
grieta más grande podría contener?
(46). Las barreras de seguridad igual que las defensas de los
automóviles deben absorber energía sin fractura completa. Las más
eficaces son las que se deforman plásticamente, absorbiendo energía
a través del trabajo plástico, pero no son reutilizables. Las defensas
295
que permanecen elásticas se recuperan igual que un resorte después
del impacto. Por razones prácticas, el material debe tener un módulo
mayor de 10 GPa. Usar la tabla de la figura 6.4 para encontrar
materiales no metálicos para las defensas elásticas, en el supuesto de
que la consideración primordial es que el desplazamiento antes de la
fractura sea tan grande como sea posible (la restricción sobre el
módulo asegura que absorbe suficiente energía).
(47) Si se desea un soporte para un sistema óptico de precisión
(equipos de metrología láser, por ejemplo) sobre una plataforma
estable, se pone en una losa de granito apoyada en sus extremos en
zócalos para llevarlo a la altura de trabajo. (el granito se puede pulir
hasta una superficie plana y es térmicamente muy estable y duro.) El
granito elegido para uno de tales losas tiene una tenacidad a la
fractura de 0,9 MPa*m1/2 y es conocido, a partir de procedimientos de
ensayos no destructivos, que contiene grietas internas de hasta 5 mm
de largo. Si la losa es 2 m de largo y 1 m de profundidad, simplemente
apoyada en sus extremos y debe soportar una carga uniformemente
distribuida de 2000 N en su superficie superior (como en la figura de
abajo), ¿cuál es el espesor mínimo que debe tener la losa? Incluya el
peso propio de la losa en el análisis. Supongamos que al menos una
de las grietas estarán en la parte de la viga que lleva el esfuerzo de
tracción más alto, es decir, en la superficie inferior (la densidad del
granito es 2700 kg/m3.
(48). Los materiales con alta tenacidad Gc generalmente tienen alto
módulo. A veces, sin embargo, la necesidad es de alta tenacidad con
bajo módulo, de modo que el componente tenga cierta flexibilidad.
Usar la carta de la figura 6.4 para encontrar el material (de entre
aquellos que están en la carta), que tiene un módulo de menos de 0,5
GPa y la más alta tenacidad Gc. Hacer una lista de aplicaciones de
este material que se puede pensar que exploen esta combinación de
propiedades.
(49). Se le pedirá que seleccione un polímero para hacer un
acoplamiento flexible. El polímero debe tener un módulo mayor que 2
296
GPa. El objetivo es maximizar la flexión admisible sin fractura. Usar la
carta repetida abajo para identificar dos buenas opciones para cumplir
con estos requisitos. ¿Hay algunos metales que sean tan buenos?
Figura Repetida
(59) Un adhesivo tiene una tenacidad Gc = 100 J/m2 y una resistencia
al corte de ζs = 0,1 MPa. ¿Cuáles deben ser las dimensiones de la
zona de unión de un traslape pegado si debe soportar una fuerza de
tracción en el plano Ft de 100 N pero debe despegarse con una fuerza
Fp de 5 N?
(60). La siguiente figura muestra, en (a), una barra de acoplamiento
cilíndrica con diámetro de 20 mm. El plan es utilizarla para resistir una
carga cíclica con un rango de tensión de 200 kN. La figura también
297
muestra la curva S-N del material del que ha de hacerse. ¿Sobrevivirá
sin fallar al menos durante 105 ciclos?
(61) El componente del ejercicio anterior fue hecho y probado. Falló en
menos de 105 ciclos. Un análisis de falla reveló que se había
fracturado en la raíz de un extremo roscado, como se muestra en (b)
en la figura. Los hilos tienen una profundidad de 1,5 mm y un radio de
0,2 mm en la raíz. Teniendo en cuenta esta información, ¿cuántos
ciclos se puede esperar que pueda sobrevivir?
(62) La figura de abajo muestra un componente que hacerse con una
aleación aeroespacial de alta resistencia Ti-6Al-4V. Será cargada
cíclicamente con un rango nominal de esfuerzos de
210 MPa.
¿Cuánto tiempo durará?
298
(63). ¿Qué se entiende por el coeficiente mecánico de pérdida, η, de
un material? Dé ejemplos de los diseños en los que jugaría un papel
como una propiedad limitante del diseño.
(64). ¿Qué se entiende por el límite de fatiga o de duración, ζe, de un
material?
(65). ¿Qué es la razón de fatiga? Si la resistencia a la tracción ζts de
una aleación es 900 MPa, aproximadamente qué valor esperaría para
su límite de fatiga ζe?
(66). La duración a la fatiga de altos ciclos, Nf , de una aleación de
aluminio es descrita por la Ley de Basquin como:
∆ζ/2=ζ_a=480(N_f )^(-0,12) [MPa]
¿Cuántos ciclos el tolerará el material a una amplitud de tensión ζa =
70 MPa con tensión media cero? ¿Cuánto cambiará si la tensión
media es de 10 MPa? ¿Qué pasa si la tensión media es -10 MPa?
(67). La duración a la fatiga de bajos ciclos, Nf , de una aleación de
aluminio es descrita por la Ley de Coffin como:
∆ζ/2=ζ_a=600(N_f )^(-0,33) [MPa]
¿Cuántos ciclos el tolerará el material a una amplitud de tensión ζa =
± 100 MPa?
(68). La figura de abajo muestra una curva S-N para acero AISI 4340,
endurecido para una resistencia a la tracción de 1.800 MPa:
a) ¿Cuánto es su límite de fatiga?
299
b)Si se carga durante 100 ciclos con una amplitud de 1.200 MPa y
tensión media cero, ¿fallará?
c) Si se carga durante 100.000 ciclos con una amplitud de 900 MPa y
tensión media cero, ¿fallará?
d) Si se carga durante 100.000 ciclos con una amplitud de 800 MPa y
tensión media de 300 MPa, ¿fallará?
(69) Un material con una resistencia a la tracción ζts = 350 MPa se
carga cíclicamente con una tensión media de 70 MPa. Si el rango de
tensión hará que la fractura por fatiga ocurra en 105 ciclos bajo tensión
media cero es ± 60 MPa, qué rango de tensión con una tensión media
de 70 MPa dará la misma vida?
(70) Un componente hecho de acero AISI 4340 con una resistencia a
la tracción de 1.800 MPa y una curva S – N como la del ejercicio (4),
es cargado cíclicamente entre 0 y 1.200 MPa. ¿Cuál es el valor de R y
de la tensión media ζm? Usar la regla de Goodman y encontrar la
amplitud de la tensión equivalente para un valor de R = -1, y leer la
vida a la fatiga en la curva S – N.
(71) Un material tiene un umbral para la intensidad de tensiones
cíclicas, ∆Kth = 2,5 Mpa *m1/2. Si contiene una grieta interna de 1 mm
de longitud, ¿será segura (es decir, no habrá falla) si es sometida en
forma continua a un rango de esfuerzos de tracción ∆ζ = 50 MPa?
300
(72). Definir el coeficiente de fricción. Explique por qué es
independiente del área de contacto de las superficies de
deslizamiento.
(73). La madera, tanto la madera resinosa de la familia del pino y
maderas duras como el guayacán (lignum vitae), que es tan densa que
se hunde en el agua, fueron históricamente utilizadas para cojinetes;
incluso los relojes tenían cojinetes de madera. ¿Por qué? Piense en
sus propias ideas, después investigue en Internet.
(74). Dé ejemplos, en base a su experiencia en el deporte (tenis, golf,
natación, esquí, escalada, parapente, etc.) de los casos en los que la
fricción es beneficiosa y cuándo no lo es.
(75). Ahora algo más desafiante. Haga lo mismo, de nuevo basado en
su experiencia en el deporte, de casos en que el desgaste es deseable
y en los que no lo es.
(76). ¿Cuáles son las características de los materiales que son una
buena opción para su uso como pastillas de freno?
(77). Defina calor específico. ¿Cuáles son sus unidades? ¿Cómo
calcular calor específico por unidad de volumen a partir del calor por
unidad de masa del concreto? Si Ud. desea seleccionar un material
para un dispositivo de almacenamiento de calor compacto, ¿cuál
puede ser el criterio que se utilice para la elección?
(78). Elija dos metales de la carta λ- α maximizando el desplazamiento
térmica de una tira actuadoar bimetálica. Si la tira bimetálica tiene un
espesor 2 mm y el promedio de la difusividad térmica promedio α de
5x10-5 /°C, ¿cuánto tiempo se tarda en responder cuando la
temperatura cambia súbitamente?
(79). Una nueva aleación tiene una densidad de 7.380 kg/m3. Su calor
específico aún no ha sido medido ¿Cómo hacer una estimación
aproximada de su valor en las unidades normales de J/kg°K? ¿Qué
valor podría Ud. Informar?
(80). La misma nueva aleación del ejercicio anterior tiene un punto de
fusión de 1.540°K. Su coeficiente térmico de expansión todavía no se
ha medido. ¿Cómo hacer una estimación aproximada de su valor?
¿Qué valor podría Ud. Informar?
(81). El aislamiento de una pared interior debe hacerse bien hecha, lo
que significa una baja conductividad térmica, λ, pero se requiere que el
menor calor posible entre cuando el sistema central de calefacción
esté activado (si la pared absorbe el calor de la habitación, ésta se
301
mantiene fría). Utilice una carta λ- α para encontrar los mejores
materiales para esto (los contornos podrían ayudar).
(82). Ud. Se da cuenta de que las tazas de cerámica de café en la
oficina se ponen demasiado calientes para contenerlas cerca de 10
segundos después de verter en ellas el café caliente. El espesor de la
pared de la taza es de 2 mm.
a) ¿Cuál es, aproximadamente, es la difusividad térmica de la
cerámica de la taza?
b) Dado que el calor específico de volumen de los sólidos, ρCp, es más
o menos constante en 2x106 J/m3*° K, cuál es aproximadamente la
conductividad térmica del material de la taza?
c) Si la taza estuviera hecha de un metal con una difusividad térmica
de 2x10-5 m2/s, ¿cuánto tiempo podría usted mantenerla?
(83). Se busca un material estructural para un dispositivo de baja
temperatura para usar a 20°C, que requiere alta resistencia, pero una
baja conductividad térmica. Usar la carta λ – ζY para sugerir dos
candidatos prometedores (rechazar la cerámicas con el argumento de
que son demasiado frágiles para uso estructural en esta aplicación).
(84). Se necesita un material para un pequeño intercambiador de calor
a presión, que sea super-eficiente. El texto explica que el índice para
esta aplicación es M = λζy. Trazar los contornos de este índice sobre
una copia de la carta λ – ζY y, entonces, encontrar las dos clases de
materiales que maximizan M.
(85). Las constantes de auto-difusión para el aluminio son D0 = 1.7x104
m2/s, y Qd = 142 kJ/mol. ¿Cuál es el coeficiente de difusión en
aluminio a 400°C?
(86). Un componente de acero es niquelado para dar protección contra
la corrosión. Para aumentar la resistencia de la unión entre el acero y
el níquel, el componente se calentó durante 4 horas a 1.000°C. Si los
parámetros de difusión del níquel en hierro son 1.9x10-4 m2/s y Qd =
284 kJ/mol, ¿hasta dónde se puede esperar que el níquel difunda en
el acero en este tiempo?
(87). El coeficiente de difusión en el punto de fusión de los materiales
es aproximadamente constante, con un valor D = 10-12 m2/s. ¿Cuál es
la distancia de difusión si un material se mantiene durante 12 horas
justo por debajo de su temperatura de fusión? Esta distancia da una
idea de la distancia máxima sobre la cual los gradientes de
concentración pueden ser suavizados por difusión.
302
(88). ¿Cuáles son los requisitos de un material resistente al creep?
¿Qué materiales consideraría para su uso a 550°C?
(89). Una tubería con un radio de 20 mm y un espesor de pared de 4
mm está hecha de acero 2,25Cr Mo; contiene un fluido caliente a
presión. La presión es de 10 MPa a una temperatura de 600°C. La
tabla de abajo muestra las constantes de creep de este acero.
Calcular la tasa de creep de la pared del tubo, suponiendo que es
válida la ley potencial del creep en estado estable.
Material
Acero
2,25CrMo
Tasa de
deformación
referencia,
1/s
3,48x1010
Esfuerzo de
referencia, ζ0,
MPa
Exponente de
ruptura, m
Energía de
activación,
Qc, (kJ/mol)
169
7,5
280
(90). Existe la preocupación de que las tuberías que se describe en los
ejercicios anteriores podrían romperse en menos de la vida de diseño
de 1 año. Si la constante de Monkman- Grant para el acero 2,25CrMo
es 0.06, ¿cuánto tiempo va a durar antes de que se rompa?
(91). Si la tasa de creep de un componente hecho de acero 2,25C Mo
no debe exceder 10-8 /segundo a 500°C, ¿cuál es el mayor esfuerzo
que puede aplicarse con seguridad? Usar los datos que figuran en los
dos ejemplos anteriores para averiguarlo.
(92). ¿Mediante qué mecanismos se oxidan los metales?¿Qué
determina la tasa de oxidación?
(93). La cinética de oxidación del titanio a TiO2 está limitada por la
difusión del oxígeno, con una energía de activación Qd de 275 kJ/mol.
Si la película de óxido crece hasta un espesor de 0,08 micras después
de 1 hora a 800°C, ¿qué grosor de película se puede esperar si se
hubiera realizado un crecimiento a 1000°C durante 30 minutos?
(94). ¿Qué se entiende por el potencial de reducción estándar? Un
electrodo de cobre y otro de platino se sumergen en un baño de
sulfato de cobre diluido. ¿Qué diferencia de potencial se puede
esperar entre ellos? Si están conectados de modo que puede fluir una
corriente, cuál se va a corroer?
(95). Investigar los registros de las aleaciones de níquel-cromo
llamados nichrom. ¿Cuáles son sus principales aplicaciones?
303
(96). Buscar material acerca de los recubrimientos de polímero en
polvo (recuerde que debe buscar en el Universo de los Procesos, no
en el Universo de los Materiales). ¿Cuáles son las tres formas de
aplicar un recubrimiento de polímero en polvo?
(97). Se requieren tuberías para una planta de pepinillos para llevar
vinagre (un ácido débil) a 100°C de un recipiente a otro. El líquido está
bajo presión, lo que requiere un material con una resistencia de al
menos 100 MPa, y para facilitar la instalación debe ser capaz de ser
doblado, lo que requiere una ductilidad de al menos 10%. Encuentra al
menos los cuatro materiales más baratos que cumplan con las
restricciones, resumidas en la tabla siguiente.
Función
Restricciones
Objetivo
Variable libre
Tubería para ácido acético caliente
Durabilidad en ácidos débiles: muy buena
Temperatura máxima de operación >
100°C.
Tensión de fluencia > 100 MPa
Elongación > 10%
Minimizar el costo del material
Selección del material
(98). Dibuje una curva MS-H para un material ferromagnético.
Identifique las propiedades magnéticas importantes.
(99). ¿Por qué algunos elementos son ferromagnéticos y otros no lo
son? (100). ¿Qué es una ferrita? ¿Cuáles son sus características?
(101). ¿Qué es un magnetón de Bohr? Un elemento magnético tiene
dos electrones desapareados y una interacción de cambio que hace
que se alinean de manera que su campos magnéticos son paralelos.
Su volumen atómico, Ω, es 3.7 x 10-29 m3. Qué podría esperar usted
acerca de su magnetización de saturación, MS?
(102). Una bobina de 50 vueltas y 10 mm de longitud transporta una
corriente de 0,01 amperios. El núcleo de la bobina está hecho de un
material con una susceptibilidad χ = 104. ¿Cuál es la magnetización M
y la inducción B?
(103). Se requiere un núcleo inductor para un filtro de baja frecuencia
armónica. Los requerimientos son para una baja pérdida y alta
magnetización de saturación. Usando las cartas adecuadas como
fuentes de datos, qué clase de material magnético elegiría usted?
304
(104). Se requiere un material magnético para el núcleo de un
transformador que forma parte de una cámara de velocidad de un
radar. Se opera a una frecuencia de microondas de 500 kHz. ¿Qué
clase de material elegiría usted?
(105). Se requiere un material para una junta magnética flexible. Debe
ser en la forma de una lámina elastomérica y debe ser eléctricamente
aislante. ¿Qué propone para hacer un material de este tipo?
(106). ¿Cuáles son las características requeridas para los materiales
para el almacenamiento magnético de información?
(107). Busque en Internet los registros de:
a) La aleación fundida ALNICO 3. ¿Cuál es el valor de su fuerza
coercitiva HC?
b) La aleación amorfa Metglas 2605-Co. ¿Cuál es el valor de su fuerza
coercitiva HC?
c) ¿Qué dicen estos valores acerca de las posibles aplicaciones de
estos dos materiales?
(108). Busque en Internet los registros de:
a) Ferrita G (Ferrita Ni-Zn). ¿Cuáles son los valores de su fuerza
coercitiva HC y de su resistividad ρe?
b) La aleación magnética blanda 2,5Si-Fe. ¿Cuáles son los valores de
su fuerza coercitiva HC y de su resistividad ρe?
305
REFERENCIAS BIBLIOGRAFICAS
[1] American Society for Metals, ASM, Volumen 20: ―Materials
Selection and Design‖
[2] Michael F. Ashby: ―Materials Selection in Mechanical Desgin‖, 3ª
Edition, 2005.
[3] ASTM, Vol. 03-01; ―Metals: Mechanical testing, Elevated and low
temperaturas test. Metallograph‖.
[4] American Society for Metals, ―Metals Handbook‖, Vol 11., 8ª
Edición.
[5] www.ISO.ORG. ISO 14224: 2016: ―Petroleum, petrochemical and
natural gas industries — Collection and exchange of reliability and
maintenance data for equipment‖.
[6] API RP 581, Risk based Inspection Methodology.
[7] Raúl Henríquez Toledo: ―Curso Corrosión,
Recubrimientos‖, Universidad de Antofagasta, 2017.
Desgaste
y
[8] American Society for Metals, ASM, Volumen 1: ―Properties and
Selection: Irons steels and high performance alloys‖.
[9] Robert Mott: ―Diseño de elementos de máquinas‖
[10] American Society for Metals, ASM, Volumen 13: ―Corrosion‖
[11] American Society for Metals, ASM, Volumen 13A: ―Corrosion:
Fundamentals, Testing and Protection‖.
[12] American Society for Metals, ASM, Volumen 13A: ―Corrosion:
Environments and Industries‖.