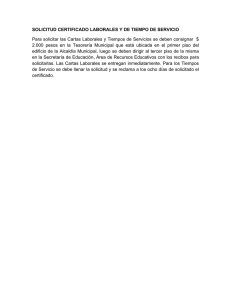
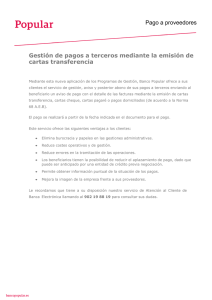
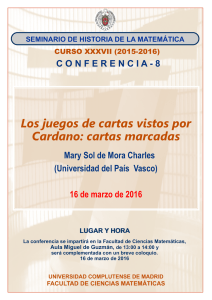
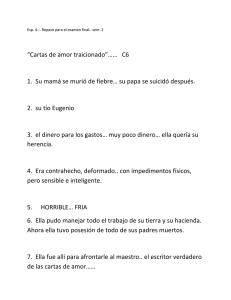
ORURO BOLIVIA Cartas de control 1 CARTAS DE CONTROL Una de las herramientas de análisis y solución de problemas es la gráfica de control. Su objetivo es observar y analizar por medio de datos estadísticos la variabilidad del proceso de interés Las cartas de control son la herramienta más poderosa para analizar la variación en la mayoría de los procesos. Han sido difundidas exitosa mente en varios países dentro de una amplia variedad de situaciones para el control del proceso. Son una herramienta estadística utilizada para el estudio y control de procesos a través del tiempo. Es un diagrama que muestra los valores producto de la medición de una característica de calidad, ubicados en una serie cronológica. TIPOS DE GRÁFICOS DE CARTAS DE CONTROL: Existen dos tipos generales de cartas de control: para variables y para atributos. Las cartas de control para variables se aplican a características de calidad de tipo continuo, que intuitivamente son aquellas que requieren un instrumento de medición (peso, volumen, voltaje, longitud, resistencia, temperatura, humedad, etc.). Las cartas para variables tipo Shewhart más usuales son: • X (de medias). • R (de rangos). • S (de desviaciones estándar). • X (de medidas individuales). Las distintas formas de llamarle a una carta de control se deben al correspondiente estadístico que se representa en la carta, y por medio de la cual se busca analizar una característica importante de un producto o proceso. Existen características de calidad de un producto que no son medidas con un instrumento de medición en una escala continua o al menos en una numérica. En estos casos, el producto se juzga como conforme o no conforme, dependiendo de si posee ciertos atributos; también, al producto se le podrá contar el número de defectos o no conformidades que tiene. Este tipo de características de calidad son monitoreadas a través de las cartas de control para atributos: • p (proporción o fracción de artículos defectuosos). Cartas de control 2 • np (número de unidades defectuosas). • c (número de defectos). • u (número de defectos por unidad). La siguiente Figura 1, ilustra los tipos de graficas de control: Figura 1 Análisis de las cartas de control: Se supone que existe una variable característica y medible, que determina la calidad de un producto. Luego se supone que esta variable está sujeta a una variabilidad natural, incluso cuando el proceso en el cual se produce el producto, está bajo control. Esto significa que en las mediciones de esta variable no encontraremos siempre los mismos valores, sino siempre valores diferentes. Puede ocurrir evidentemente que se encuentre un valor diferente es la consecuencia de un azar aceptable o de una perturbación del proceso. En el último caso puede ser que se haya perdido el control sobre el proceso, y se buscará la posibilidad de restablecer el control. A continuación, en este capítulo discutiremos sobre la pregunta de cuánto un valor medido puede desviar de una norma. Para que podamos hablar todavía de un azar aceptable. De esta manera trataremos automáticamente la pregunta con que desviación se puede constatar que el proceso está fuera de control. Supongamos que la variable característica tiene una variabilidad natural que puede ser descrita por la distribución normal. Cuando indicamos la variable con X, entonces tenemos: 𝑋 = 𝑁(𝜇, 𝜎 2 ) Cartas de control 3 Seguramente no todas las variables determinantes de la calidad tienen esta distribución. En el caso en que la variable determinante de la calidad siguiera otra distribución (exponencial, lognormal, Raylegh, …), se pueden desarrollar las siguientes ideas para aquella distribución. Sin embargo, esto es trabajo especializad para el estadístico. Felizmente muchas variables determinantes de la calidad pueden ser descritas para la distribución normal (o en todo caso aproximadamente). Cuando más adelante en este capítulo trabajemos con el promedio de una muestra, el teorema central del límite del cálculo de probabilidades indica que este promedio tiene aproximadamente una distribución normal, independiente de la naturaleza de la distribución de las observaciones individuales. Esta parte de la teoría es por lo tanto generalmente aplicable. Una propiedad conocida de la distribución normal dice: 𝑃(𝜇 − 3𝜎 < 𝑋 < 𝜇 + 3𝜎) = 0.9973 Gráficamente esta propiedad muestra que la parte sombreada constituye 99.73% de la superficie total debajo de la curva en la figura 2. De acuerdo a esta propiedad, cuando se mide X. habrá solo una probabilidad pequeña de encontrar un valor fuera del intervalo. [𝜇 − 3𝜎, 𝜇 + 3𝜎] Para ser preciso, esta probabilidad es solo 27 en 10000, o con una aproximación a rasgos más grandes, de 3 en 1000. En la teoría de control de calidad encontramos así un límite para la decisión: azar aceptable o fuera de control. Cuando una medición de X está en el intervalo mencionado, entonces hablamos de un azar aceptable. Sin embargo, cuando una medición de X genera un valor fuera del intervalo mencionado, entonces suponemos que el proceso ha llegado a ser fuera de control. Constatamos esta suposición con alguna prudencia, porque sabemos que un proceso controlado generará en alrededor de 3 en 1000 mediciones un valor fuera del intervalo mencionado. 𝜇 − 3𝜎 𝜇 Figura 2 Cartas de control 4 𝜇 + 3𝜎 Supongamos que una variable determinante de la calidad sigue una distribución normal con 𝜇=38 y 𝜎 2 =16. El intervalo dentro del cual se esperan observaciones “normales” es por lo tanto [26,50] (38±3∙4= [26,50]). Se encuentra la siguiente serie de mediciones: 42, 37, 39, 31, 46, 38, 44, 41, 34, 41, 28, 51… Grafica de la carta de control: Figura 3 En el Grafico 3, la última medición (51) se encuentra un valor que puede significar que se haya perdido el control sobre el proceso. La idea de W.A. Shewhart fue colocar las mediciones en un diagrama llamado carta de control. La carta de control es un dibujo, con un sistema de coordenadas rectangular. La Figura 4, en el eje x está el número de la observación y en el eje y los valores de X. En la carta de control se dibuja además una línea central paralelamente al eje x a la altura de 𝜇. También se dibujan 2 líneas paralelamente al eje x a las alturas 𝜇 − 3𝜎 y 𝜇 + 3𝜎. Estas son las llamadas límites de acción. Cartas de control 5 𝜇 + 3𝜎 𝜇 𝜇 − 3𝜎 Figura 4 Para un proceso controlado, alrededor de 3 en 1000 valores de medición caerán fuera de los límites de acción. En estos casos se inicia una investigación para saber si el proceso ha llegado a ser fuera de control. Si esto ocurre demasiado frecuentemente (por ejemplo porque los costos de esta investigación son muy altos) entonces se pueden elegir límites más amplios (por ejemplo porque los costos de esta investigación son muy altos) entonces se pueden elegir límites más amplios (por ejemplo 𝜇 ± 5𝜎). Cuando el proceso ya no está bajo control, existen en principio 3 causas posibles: a. El valor determinante de la calidad ya no sigue la distribución normal. b. El valor de 𝜇 ha cambiado. c. El valor de 𝜎 2 . La primera posibilidad se deja generalmente fuera de consideración. Para las otras posibilidades se desarrollará técnicas de control especiales más adelante en este capítulo. En la práctica muchas veces no es posible medir todos los productos individualmente. Por eso se trabaja generalmente con una muestra aleatoria. Para limitar la influencia de una medición muy divergente (un pico). Se trabaja además con el valor promedio de las mediciones de la muestra. Supongamos que se trabaje con una muestra aleatoria de n observaciones. De esta muestra se calcula el promedio 𝑋̅. Si las mediciones individuales siguen una distribución normal N (𝜇, 𝜎 2 ), entonces el promedio del muestreo también está distribuido normalmente: 𝑋̅ = 𝑁(𝜇, 𝜎 2 /𝑛) Cartas de control 6 Vemos que la varianza de esta distribución es más pequeña cuando n, el tamaño de la muestra, se vuelve más grande. Por lo tanto, está claro que los límites de acción en una carta de control ̅ estarán más cerca de la línea central 𝜇, a medida que n sea más grande. para X Cuando las observaciones individuales siguen otra distribución con valor esperado y varianza conocidos, entonces para valores de n algo más grandes (digamos n>5) , de acuerdo al teorema central del límite, el promedio del muestreo tendrá aproximadamente una distribución normal. ̅ valen por lo tanto más o menos independiente de la distribución Las cartas de control para X de X. Para decidir si el proceso está bajo control, se utiliza el mismo criterio con en observaciones individuales. El criterio está basado en la siguiente propiedad: 𝑃 (𝜇 − 3 𝜎 √𝑛 < 𝑋̅ < 𝜇 + 3 𝜎 √𝑛 ) = 0.9973 ̅ está a la altura de 𝜇. Los límites de acción estarán La línea central en la carta de control de X en 𝜇 ± 𝐴𝑛 𝜎 con 𝐴𝑛 = 3/√𝑛. La siguiente tabla da para algunos valores de n el valor correspondiente de 𝐴𝑛 . n 1 2 3 4 5 6 7 8 9 10 𝐴𝑛 3.000 2.121 1.732 1.500 1.342 1.225 1.134 1.061 1.000 0.949 Tabla I Ejemplo 1. Supongamos que la variable determinante de la calidad tiene una distribución normal con 𝜇 = 20 y 𝜎 =3. Siempre se toman muestras aleatorias de 5 unidades, y se elabora una carta de control para el promedio de la muestra. La línea central en la carta de control está en la altura de 20 y los límites de acción en 20±1.342×3= 20 ±4.03. Los resultados de las cuatro primeras muestras son los siguientes: Cartas de control 7 20.4 25.7 27.2 19.6 16.3 13.4 26.8 30.4 18.7 21.2 17.2 16.2 21.3 19.0 20.3 21.3 19.0 20.1 18.1 22.8 ̅ =19.14 X ̅ =19.88 X ̅ X =21.92 ̅ =22.06 X De acuerdo a la carta de control para ̅ X no hay particularidades. Sin embargo, en una carta de control para observaciones individuales hay señales de un posible descarrilamiento del proceso. Figura 5. Figura 5. RESUMEN Para un producto existe una variable ̅ X que determina la calidad. Suponemos que el valor 2 esperado 𝜇 y la varianza 𝜎 de esta variable son conocidos. Esto por ejemplo es el caso cuando desde hace mucho tiempo trabajamos con el proceso y sabemos, de datos históricos, cuando el proceso está bajo control, y cuáles son en este caso los valores de 𝜇 y. Si 𝜎 2 sabemos que la distribución de X es normal, podemos trabajar con una carta de control para observaciones individuales con línea central 𝜇 y límites de acción 𝜇 ± 3𝜎. Independiente de la distribución de X podemos trabajar con una carta de control para el promedio 𝑋̅ de la muestra (tamaño de la muestra n), con línea central 𝜇 y límites de acción 𝜇 ± 𝐴𝑛 𝜎, donde los valores de 𝐴𝑛 se encuentran en la tabla 1. Cartas de control 8 OBSERVACIONES ADICIONALES. 1. Cuando el valor de una medición sobrepasa un límite de acción, esto puede significar que el proceso ya no está bajo el control original. Esto no representa siempre una situación indeseable. Cuando por ejemplo el valor determinante de la calidad es la solidez del material de producto, y sobrepasamos el límite de acción 𝜇 + 3𝜎, entonces esto significa que el proceso genera un producto más sólido que lo esperado, y esto puede ser una situación muy ventajosa. En este caso no se debe tomar ninguna acción. También esta situación puede ser un motivo para investigar cómo fue posible fabricar un producto más sólido. Cuando la investigación llega a una producción reproducible. entonces se ha logrado un mejoramiento de la calidad. Con este objetivo Shewhart desarrolló su técnica de cartas de control. 2. Trabajar con límites de acción “bonitos”, como 𝜇 ± 3𝜎, no genera probabilidades de traspaso interesantes (como aproximadamente 0.0027). También podemos partir de probabilidades de traspaso “bonitos” como exactamente 0.002. Esto genera límites de acción menos interesantes como 𝜇 ± 3.1𝜎 (3.1 es aquí un número redondeado). 3. Cuando una observación queda justo debajo del límite de acción, no se decide en base a la regla de decisión discutida más arriba, que el proceso está fuera de control. Sin embargo, una tal observación es para muchos "sospechosa". Dos observaciones “sospechosas”, seguidas son entonces una razón absoluta para pensar que el proceso ya no está bajo control. para formalizar esto, se dibujan en la carta de control límites de advertencia en las alturas 𝜇 ± 2𝜎. Cuando dos observaciones seguidas pasan el mismo límite de advertencia, se sospecha por lo tanto que el proceso ha llegado a estar fuera de control. 4. También cuando toda una serie de observaciones seguidas está al mismo lado de la línea central, surge la sospecha que el proceso ya no está bajo el control original. Como criterio se utiliza a menudo 7 observaciones consecutivas al mismo lado de la línea central. cuando el proceso estuviera bajo control, habría solo una probabilidad de (0,5)7 =0.008 de que 7 observaciones consecutivas se encuentren al mismo lado de la línea central. Problema C1 Sea la variable determinante de la calidad N (30.25). a. Elabore una cana de control para las observaciones individuales. b. Elabore una carta de control para muestras aleatorias de 3 observaciones. c. Elabore una carta de control para muestras aleatorias de 6 observaciones. Cartas de control 9 d. Examine para las siguientes observaciones si el proceso está todavía bajo control. Utilice siempre todas las reglas de decisión mencionadas. Haga la investigación con las cartas de control de a, b y c. 30 18 34 29 26 34 37 34 36 25 34 28 32 24 26 14 27 21 24 21 26 22 41 31 26 32 35 31 36 26 43 29 37 42 30 41 31 41 27 31 16 29 Cartas de control en el caso de parámetros desconocidos Cuando los valores de los parámetros 𝜇 y 𝜎 son desconocidos, entonces se estiman sus valores a partir de la muestra aleatoria. Se sabe que un estimador insesgado de 𝜇 es el promedio de la muestra: 𝜇̂ = 𝑥̅ = 𝑥1 + 𝑥2 +. . . . . +𝑥𝑛 𝑛 Un estimador insesgado de 𝜎 2 también es conocido: 𝜎̂ 2 = 𝑠 2 = (𝑥1 − 𝑥̅ )2 + (𝑥2 − 𝑥̅ )2 + … . +(𝑥𝑛 − 𝑥̅ )2 𝑛−1 A partir de esta ecuación se encuentra un estimador insesgado de o a través de la regla 𝑐𝑛 𝜎̂ = √𝑠 2 Los valores de 𝑐𝑛 se encuentran en la tabla II. La carta de control para los siguientes promedios de muestra contiene entonces, por analogía con la situación con los valores de parámetros conocidos, una línea central a la altura de 𝑥̅ y los límites de acción en: 𝜇̂ ± 3 = 𝑥̅ ± 𝜎̂ √𝑛 3 𝑐𝑛 √𝑛 √𝑠 2 = 𝑥̅ ± 𝐴𝑛 √𝑠 2 Cartas de control 10 Donde 𝐴𝑛 = 3 . Los valores de estos constantes se encuentran en la tabla II. 𝑐𝑛 √𝑛 𝑛 2 3 4 5 6 7 8 9 10 𝑐𝑛 0.7979 0.8862 0.9213 0.9400 0.9515 0.9594 0.9650 0.9693 0.9727 𝐴𝑛 2.659 1.954 1.628 1.427 1.287 1.182 1.099 1.032 0.975 Tabla II Ejemplo 2. Una primera muestra aleatoria de 7 valores genera los siguientes números: 25.3 24.3 27.4 24.9 25.2 26.3 25.8 El promedio de la muestra es 𝑥̅ = 25.6 y la varianza es 𝑠 2 = 1.033. La carta de control para los siguientes promedios de muestra tiene por lo tanto una línea central a la altura de 25.6. Los límites de acción en esta carta de control están a las alturas 25.6±1.182x1.017=25.6±1.2. Problema. C2 Repita el problema C1 pero ahora sin utilizar los datos 𝜇 = 30 y 𝜎 2 = 25. Cartas de control para la dispersión Cuando trabajamos con una muestra aleatoria, podemos conseguir, a partir de estos datos, información sobre la dispersión de las observaciones. Entonces podemos controlar si la desviación estándar 𝜎 todavía satisface las expectativas. Esto podemos hacer llevando la información obtenida en una carta de control aparte para 𝜎. Un estimador natural para 𝜎 es la desviación estándar s de la muestra. Los valores de s encontramos extrayendo la raíz cuadrada de los valores de 𝑠 2 , donde: 𝑠2 = (𝑥1 − 𝑥̅ )2 + (𝑥2 − 𝑥̅ )2 + … . +(𝑥𝑛 − 𝑥̅ )2 𝑛−1 Por muestra se encontrará un valor diferente de s. La desviación estándar de una muestra aleatoria es una variable con una variabilidad natural, o sea una variable aleatoria S. De la teoría del cálculo de probabilidades se sabe que esta variable tiene una distribución determinada. Esta distribución seguramente no es la distribución normal. Al elaborar una carta de control para S Cartas de control 11 hacemos como si esta variable en realidad siguiera la distribución normal. Por supuesto hacernos teóricamente un error con esta manera de trabajar. Sin embargo el error de aproximación no es grave. Cuando queremos realizar un cálculo teóricamente correcto, tendremos que saber más sobre la naturaleza precisa de la distribución de S. Sin embargo esto llevaría demasiado lejos en el marco de esta introducción. Lo que sí necesitamos para nuestro enfoque, son los parámetros de la distribución normal de S. Los valores se deducen directamente del siguiente resultado teórico. El valor esperado y la varianza de esta distribución de S son: 𝐸 (𝑆) = 𝑐𝑛 𝜎 var(𝑆) = (1 − 𝑐𝑛 2 )𝜎 2 Cuando 𝜎 es conocido, se deducen de ello los datos necesarios para la carta de control S; Línea central: 𝑐𝑛 𝜎 Límites de acción: 𝑐𝑛 𝜎 ± 3√𝑣𝑎𝑟(𝑆) = 𝑐𝑛 𝜎 ± 3√1 − 𝑐𝑛 2 𝜎 = (𝑐𝑛 ± 3√1 − 𝑐𝑛 2 ) 𝜎 El límite de acción superior (donde se elige "+") se indica como 𝐵2𝑛 𝜎. El limite de acción inferior se indica como 𝐵1𝑛 𝜎. Puesto que S es una variable positiva por definición, un valor negativo de 𝐵1𝑛 no tiene sentido: en este caso ponemos esta constante simplemente en 0. Los valores de las constantes 𝑐𝑛 , 𝐵1𝑛 y 𝐵2𝑛 se encuentran en la tabla III. 𝑛 2 3 4 5 6 7 8 9 10 𝑐𝑛 0.7979 0.8862 0.9213 0.9400 0.9515 0.9594 0.9650 0.9693 0.9727 𝐵1𝑛 0.000 0.000 0.000 0.000 0.029 0.113 0.178 0.232 0.277 𝐵2𝑛 2.606 2.276 2.088 1.964 1.874 1.806 1.752 1.707 1.669 Tabla III En el caso en que 𝜎 es desconocido, podemos trabajar otra vez con un valor estimado de 𝜎 a partir de una muestra aleatoria. Calculamos s de una muestra aleatoria con tamaño n. Manejamos la relación: 𝑐𝑛 𝜎 = 𝑠 Cartas de control 12 para eliminar 𝜎 en las expresiones anteriormente deducidas para las líneas en la carta de control de la dispersión: Línea central: s Límites de acción: 𝑐𝑛 𝜎 ± 3√𝑣𝑎𝑟(𝑆) (1 ± 3√𝑐𝑛 −2 − 1)𝑠 El límite de acción que corresponde al “+” indicamos como 𝐵4𝑛 𝑠. El otro límite de acción indicamos como 𝐵3𝑛 𝑠 . Otra vez los valores negativos de 𝐵3𝑛 no tiene sentido así que en estos casos ponemos el valor de esta constante en 0. Los valores de 𝑐𝑛 , 𝐵3𝑛 y 𝐵4𝑛 se encuentran en la tabla IV. 𝑛 2 3 4 5 6 7 8 9 10 𝑐𝑛 0.7979 0.8862 0.9213 0.9400 0.9515 0.9594 0.9650 0.9693 0.9727 𝐵3𝑛 0.000 0.000 0.000 0.000 0.030 0.118 0.185 0.239 0.284 𝐵4𝑛 3.266 2.568 2.266 2.089 1.970 1.882 1.815 1.761 1.716 Tabla IV Ejemplo 3 Supongamos que disponemos de los datos de un número de muestras aleatorias en las cuales se ha medido una variable determinante de la calidad. Supongamos que la variabilidad de esta variable puede ser descrita por una distribución normal. Las muestras aleatorias consisten siempre de 4 mediciones. 51 55 47 55 58 56 55 45 63 53 51 51 54 49 57 68 61 48 56 51 55 53 58 55 54 62 61 53 48 46 55 57 Cuando no conocemos los parámetros 𝜇 y 𝜎, utilizamos la primera muestra para determinar 𝑥̅ y 𝑠 2 : 𝑥̅ = 56.5 y 𝑠 2 = 27.0. Ahora podemos elaborar las cartas de control para 𝑋̅ y S. Cartas de control 13 Carta de control para 𝑋̅: Línea central: 56.5 Límites de acción: 56.5 ± 1.628 × 5.196 Ver la (tabla II) 56.5 ± 8.5 Carta de control para S: Línea central: 5.2 Límites de acción: Es la raíz de 27.0 límite inferior: Límite superior: 0.0 2.266x5.2=11.8 Ver la (tabla IV) (ídem) Problemas. C3 Examine, en base a las demás muestras aleatorias, si el proceso está todavía bajo el control original, tanto para 𝜇 como para 𝜎. C4 Elabore las cartas de control para 𝑋̅ y S cuando las muestras aleatorias no consisten de 4 sino de 8 mediciones (las observaciones de la misma línea consisten entonces una muestra). Cartas de rango En los párrafos anteriores se ha establecido que la desviación estándar de una muestra aleatoria es una variable evidente para estimar la dispersión de una variable X. Además de la teoría de cálculo de probabilidades se sabe que este estimador es el "mejor" por sus propiedades. Sin embargo. la desviación estándar tiene 2 (pequeños) inconvenientes. En primer lugar el trabajo de cálculo para la determinación de esta variable es algo complicado. Con las posibilidades actuales de aparatos de cálculo, este problema apenas tiene relevancia. pero es necesario realizarse que las cartas de control no se llevan siempre en condiciones donde se tiene fácil acceso a estos aparatos. Otro inconveniente es que en general sólo después de una capacitación continua, se reconoce la desviación estándar como una variable con una relación evidente con la dispersión. Cada trabajador debe ser capaz de llevar cartas de control; por eso las herramientas sencillas son preferidas. La desviación estándar “avanzada” no es por lo tanto la primera elección. Felizmente hay una variable más sencilla que estima la dispersión de pequeñas muestras aleatorias casi con la misma eficiencia. Se trata del rango R, que es la diferencia entre la observación mayor y la observación menor de la muestra. Se sabe que el rango tiene una variabilidad natural que ciertamente no puede ser descrita por la distribución normal, pero para deducir las cartas de control adoptamos como aproximación la distribución normal, igual como Cartas de control 14 en el caso de las cartas de S. El valor estimado y la varianza del rango se expresan teóricamente en 𝜎 , a través de las siguientes relaciones: 𝐸 (𝑅𝑛 ) = 𝑑𝑛 𝜎 var(𝑅𝑛 ) = 𝑒𝑛 𝜎 2 Los valores de las constantes 𝑑𝑛 y 𝑒𝑛 se encuentran en la tabla V. Cuando 𝜎 es conocido, se pueden deducir de una manera sencilla los datos para la carta del rango R, a partir de las ecuaciones anteriores: Línea central: 𝑑𝑛 𝜎 Límites de acción: 𝑑𝑛 𝜎 ± 3√𝑒𝑛 𝜎 2 = (𝑑𝑛 ± 3√𝑒𝑛 ) 𝜎 El límite de acción superior “+” se indica cómo 𝐷2𝑛 𝜎 y el límite de acción inferior 𝐷1𝑛 𝜎. Los valores de las constantes 𝐷1𝑛 y 𝐷2𝑛 , se encuentran en la tabla. Por supuesto se han reemplazado los valores negativos por 0. 𝑛 2 3 4 5 6 7 8 9 10 𝑑𝑛 1.128 1.693 2.059 2.326 2.534 2.704 2.847 2.970 3.078 𝑒𝑛 0.7968 0.7823 0.7738 0.7467 0.7191 0.6939 0.6724 0.6529 0.6352 𝐷1𝑛 0.000 0.000 0.000 0.000 0.000 0.205 0.387 0.546 0.687 𝐷2𝑛 3.686 4.358 4.698 4.918 5.078 5.203 5.307 5.394 5.469 Tabla V Cuando los parámetros 𝜇 y 𝜎 son desconocidos, entonces tanto en la carta de control de 𝑋̅ como en la carta de control de R se deberá trabajar con una estimación de 𝜇 y 𝜎 . La estimación de 𝜇 será otra vez el prornedio 𝑥̅ de la muestra, y la estimación de 𝜎 estará basada en el rango r de la muestra aleatoria. Empezamos con la carta de control para 𝑋̅. Línea central: 𝜇 = 𝑥̅ Límites de acción: 𝜇 ± 3 𝜎 √𝑛 Cartas de control 15 = 𝑥̅ ± 3 𝑑 𝑟 𝑛 √𝑛 = 𝑥̅ ± 𝐴2∙𝑛 𝑟 Ahora la carta de control para R. Línea central: 𝑑𝑛 𝜎 = 𝑟 Límites de acción: (𝑑𝑛 ± 3√𝑒𝑛 )𝜎 𝑟 = (𝑑𝑛 ± 3√𝑒𝑛 ) 𝑑 𝑛 = (1 ± 3 √𝑒𝑛 𝑑𝑛 )𝑟 El límite superior se indica como 𝐷4𝑛 𝑟 y el límite inferior como 𝐷3𝑛 𝑟. Los valores de 𝐴2𝑛 , 𝐷3𝑛 y 𝐷4𝑛 están representados en la tabla VI, donde otra vez se han sustituido los valores negativos por 0. 𝑛 2 3 4 5 6 7 8 9 10 𝐴2𝑛 1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.289 𝐷3𝑛 0.000 0.000 0.000 0.000 0.000 0.076 0.136 0.184 0.223 𝐷4𝑛 3.267 2.574 2.282 2.115 2.004 1.924 1.864 1.816 1.777 Tabla VI Ejemplo 4. Tomaremos los datos del ejemplo 3. Primero suponemos que 𝜇 y 𝜎 son conocidos: 𝜇 = 55 y 𝜎 = 5. La carta de control para 𝑋̅ es la siguiente: Línea central: Línea de acción: 55 55±1.5x5 = 55±7.5 (tabla I) La carta de control para R tiene las siguientes características: Línea central: 2.059 x 5 = 10.5 Cartas de control 16 (tabla V) Línea de acción: límite inferior: 0.0 límite superior: 4.698 x 5 = 23.5 (ídem) (ídem) Cuando los valores de 𝜇 y 𝜎 no son conocidos, utilizamos los datos de la primera muestra, 𝑥̅ =56.5 y r=63-51=12. La carta de control para 𝑋̅ es la siguiente: Línea central: Línea de acción: 56.5 56.5±0.729 x 12 = 56.5 ± 8.8 (El valor 0.729 viene de la tabla VI.) La carta de control para R: Línea central: Línea de acción: 12 límite inferior: 0.0 límite superior: 2.282 x 12 = 27.4 Vemos que utilizando estimaciones de 𝑐 en ambas cartas de control, la distancia entre los límites de acción se ha ampliado. Esto significa que habrá menos traspasos de los límites de acción. Gráficas de control para atributos. Las gráficas de control para 𝑥̅ 𝑦 𝑅 no son aplicadas cuando se están muestreando atributos, los cuales se clasifican típicamente como defectuosos o no defectuosos. La medición de defectos implica el contarlos (por ejemplo, la cantidad de focos deficientes en un lote dado, o cantidad de letras o de registros de captura de datos escritos con errores); donde las variables se miden generalmente por longitud o peso. Existen dos tipos de gráficas de control más utilizados para atributos: (1) aquellas que miden el porcentaje de defectuosos en una muestra – llamadas gráficas –p, y (2) aquellas que cuentan el número de defectuosos – llamadas gráficas –c. Gráficas – p. El uso de las gráficas-p es la principal manera de controlar los atributos. Aunque los atributos, ya sean, buenos o malos siguen la distribución binomial, se puede utilizar la distribución normal para calcular los límites de la gráfica –p cuando los tamaños de las muestras son demasiado grandes. El procedimiento se asemeja al sistema de la gráfica - 𝑥̅ , que se basa en el teorema del límite central. Las fórmulas para los límites superior e inferior de control para la gráfica –p se encuentran a continuación: 𝑈𝐶𝐿𝑝 = 𝑝̅ + 𝑧𝑠𝑝 Cartas de control 17 𝐿𝐶𝐿𝑝 = 𝑝̅ − 𝑧𝑠𝑝 Donde: 𝑝̅ = Media de la fracción defectuosa en la muestra. 𝑧 = Cantidad de desviación estándar (z = 2 para límites de 95.5%; z = 3 para límites de 99.7%) 𝜎𝑝 = Desviación estándar de la distribución de las muestras. 𝜎𝑝 se estima por medio de cada muestra de la fórmula: 𝑝̅ (1 − 𝑝̅ ) 𝑠𝑝 = √ 𝑛 Cuando n = tamaño de cada muestra. Ejemplo: El tribunal Supremo Electoral, utiliza un Sistema de Información automatizado para actualizar los datos de los ciudadanos bolivianos e introducen miles de solicitudes de registros de confirmación de datos, inscripción de nuevos y defunciones diariamente. Las muestras del trabajo de los 20 empleados se muestran a continuación. Cien registros capturados por cada empleado fueron examinados cuidadosamente para asegurarse que no tenían errores; posteriormente, se calculó la fracción defectuosa en cada muestra. Establecer límites de control que incluyan el 99.7% de la variación aleatoria en el proceso de captura cuando se encuentra bajo control. Número Cantidad de de la errores muestra Fracción defectuosa Número de la muestra Cantidad de errores Cartas de control 18 Fracción defectuosa 1 6 0.06 11 6 0.06 2 5 0.05 12 1 0.01 3 0 0.00 13 8 0.08 4 1 0.01 14 7 0.07 5 4 0.04 15 5 0.05 6 2 0.02 16 4 0.04 7 5 0.05 17 11 0.11 8 3 0.03 18 3 0.03 9 3 0.03 19 0 0.00 10 2 0.02 20 4 0.04 Σ = 80 𝑝̅ = 𝑁ú𝑚𝑒𝑟𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑒𝑟𝑟𝑜𝑟𝑒𝑠 80 = = 0.04 𝑁ú𝑚𝑒𝑟𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑟𝑒𝑔𝑖𝑠𝑡𝑟𝑜𝑠 𝑒𝑥𝑎𝑚𝑖𝑛𝑎𝑑𝑜𝑠 (100)(20) 𝜎𝑝 = √ (0.04)(1 − 0.04) = 0.02 (100) (Nota: 100 es el tamaño de cada muestra = n) 𝑆𝐶𝐿𝑝 = 𝑝̅ + 𝑧𝑠𝑝 = 0.04 + 3(0.02) = 0.10 𝐼𝐶𝐿𝑝 = 𝑝̅ − 𝑧𝑠𝑝 = 0.04 − 3(0.02) = 0 (Dado que no es posible tener un porcentaje defectuoso negativo) Cuando se grafican los límites de control y la fracción defectuosa de la muestra, se encuentra que únicamente el trabajo de un empleado de captura (número 17). La empresa puede examinar el trabajo de dicho individuo de una forma más cercana para ver si existe un problema serio (véase figura 6). Cartas de control 19 Fracción defectuosa 𝑈𝐶𝐿𝑝 = 0.10 𝑝̅ = 0.04 𝐿𝐶𝐿𝑝 = 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Número de muestra Figura 6. Gráfica – p para la información capturada del ejemplo. Gráfica – c. En el ejemplo anterior, contamos el número de registros defectuosos capturados, de la base de datos. Un registro defectuoso era aquel que no era exactamente correcto. Sin embargo, un mal registro puede contener más de una falla. Se utilizan las gráficas – c para controlar la cantidad de defectuosos por unidad de salida (o por registro de seguridad en el caso anterior). Las gráficas de control para defectos son valiosas en el monitoreo de procesos donde pueden ocurrir un gran número de errores potenciales, pero el número real de estos sucesos es relativamente pequeño. Los defectos pueden ser palabras mal escritas en un periódico, circuitos defectuosos en un microchip, tachaduras en una tabla o falta de pepinillos en una hamburguesa de comida rápida. La distribución de probabilidad de Poisson, la cual tiene una varianza igual a su media, es la base de las gráficas – c. Ya que 𝑐̅ es el número medio de defectos por unidad, la desviación estándar es igual a √𝑐̅. Para calcular los límites de control de 𝑐̅ del 99.7% se utiliza la fórmula: 𝑐̅ ± 3√𝑐̅ Ejemplo: La cooperativa Urkupiña de transporte recibe varias quejas diariamente acerca del comportamiento de sus choferes. En un periodo de nueve días (donde los días son unidades de medición), el dueño recibió las siguientes cantidades de llamadas de pasajeros molestos con el servicio: 3, 0, 8, 9, 6, 7, 4, 9, 8, para un total de 54 quejas. Para calcular los límites de control de 99.7%, se toman: 𝑐̅ = 54 = 6 𝑟𝑒𝑐𝑙𝑎𝑚𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑑𝑖𝑎𝑟𝑖𝑎𝑚𝑒𝑛𝑡𝑒 9 Entonces: Cartas de control 20 𝑈𝐶𝐿𝑐 = 𝑐̅ + 3√𝑐̅ = 6 + 3√6 = 6 + 3(2.45) = 13.35 𝐿𝐶𝐿𝑐 = 𝑐̅ − 3√𝑐̅ = 6 − 3√6 = 6 − 3(2.45) = 0 Luego, con el resumen de estos datos, el directorio dibujo una gráfica de control, que después situó en un lugar destacado del vestidor de los choferes, el número de llamadas recibidas se redujo a un promedio de tres diarias. ¿Puede explicar por qué sucedió esto? (véase figura 7). Figura 7. Problemas. C5 Examine en base a las demás muestras aleatorias si el proceso está todavía bajo el control original, tanto para 𝜇 como para 𝜎. Problemas diversos con relación a las cartas de control. C6 El siguiente juego de datos representa 30 muestras aleatorias, cada una dc 3 observaciones. Las primeras 3 muestras están en la primera fila. Elabore cartas de control para 𝑋̅ y R. Indique claramente en qué momentos posiblemente tenemos una pérdida de control del proceso. Utilice las 3 reglas de decisión mencionadas. Cartas de control 21 22.83 25.55 18.69 25.57 25.24 26.90 23.59 26.94 24.91 25.17 25.39 23.80 25.51 22.96 23.10 23.71 23.11 25.84 25.70 26.39 23.41 24.99 22.86 22.40 23.57 28.82 23.50 20.02 25.73 23.54 27.23 26.22 25.83 28.77 20.38 19.82 21.12 23.76 25.04 26.78 25.52 22.10 24.54 23.72 23.86 23.29 21.05 21.61 27.76 23.32 23.19 24.32 25.62 28.55 26.35 23.53 26.95 21.83 25.26 26.88 22.22 23.09 20.01 25.52 25.48 23.64 23.48 24.60 22.70 28.51 23.15 24.13 22.77 22.61 21.58 24.27 25.84 25.10 25.31 25.02 22.75 26.37 23.14 25.23 22.76 24.02 21.42 22.06 22.76 24.16 Repite este problema sabiendo que 𝜇 = 24.0 y 𝜎 = 1.7. Compare los resultados de ambos procedimientos. Elabore con el mismo juego de datos cartas de control para 𝑋̅ y S. Suponga en este caso quc las muestras aleatorias consisten de 9 observaciones: la primera fila contiene las 9 observaciones de la primera muestra. C7 El porcentaje de humedad en un producto de harina es un factor determinante de la calidad. Para control se hacen mediciones con una precisión de 0.l%. Se plantea que el máximo grado de humedad es de 4.0 %. Más abajo se encuentran los resultados resumidos de 20 muestras aleatorias. Para ser completo indicamos los resultados de la primera muestra: 4.0, 4.2, 3.6, 3.8 y 3.ó. muestra 𝑥̅ r muestra 𝑥̅ r 1 3.84 0.6 11 3.70 0.9 2 3.54 0.4 12 3.64 0.7 3 3.96 1.1 13 3.564 0.6 4 3.58 0.3 14 3.52 0.6 5 3.50 0.9 15 3.58 1.1 6 3.34 0.6 16 4.04 0.6 7 3.76 0.5 17 3.42 0.9 8 3.74 0.9 18 3.86 1.3 9 3.56 0.5 19 3.94 0.5 10 3.58 1.0 20 4.04 1.4 a. Elabore cartas de control para 𝑋̅ y R. b. ¿Se mantiene el proceso debajo del límite autorizado? C8 Un proceso se control mediante muestras aleatorias. Por muestra se realizan 8 observaciones. Las observaciones de la primera muestra son: 13.2, 14.6, 13.8, 13.5, 13.8, 12.3, 13.9 y 14.2. Los resultados resumidos de las muestras están representados en la siguiente tabla. Elabore cartas de control para 𝑋̅ y S. Muestra 𝑥̅ 1 13.675 2 13.350 3 13.213 Cartas de control 22 4 14.250 5 13.738 6 13.410 𝑠2 Muestra 𝑥̅ 𝑠2 Muestra 𝑥̅ 𝑠2 0.735 7 13.613 0.234 13 13.500 0.579 0.621 8 13.875 0.589 14 13.754 0.215 0.621 9 13.600 2.314 15 13.287 1.589 0.289 10 14.025 0.378 16 13.921 0.754 0.823 11 12.855 1.211 17 14.000 0.729 1.342 12 13.754 0.932 18 13.265 1.875 Problema para Atributos: C9. Una empresa que fabrica palos de golf controla su proceso de producción tomando periódicamente una muestra de 100 palos de la línea de producción. Se inspecciona cada uno en busca de características defectuosas. Se desarrollan límites de control con tres desviaciones estándar a partir de la media como límite. Durante las últimas 16 muestras se registra la proporción de aspectos por muestra de la siguiente manera: .01 .02 .01 .03 .02 .01 .00 .02 .00 .01 .03 .02 .03 .02 .01 .00 a. Determine la proporción media defectuosa, el LSC y el LIC. b. Dibuje una gráfica de control y ubique cada una de las mediciones en ella. c. ¿Parece que el proceso para fabricar palos de golf está bajo control? C10. Supóngase que se toman muestras de 200 registros de una operación de ingreso de datos a intervalos de dos horas para controlar el proceso de ingreso de datos. Se encontró que el porcentaje de registros equivocados durante las últimas 11 muestras fue de .5, 1.0, 1.5, 2.0, 1.5, 1.0, 1.5, .5, 1.0, 1.5 y 2.0 por ciento. Graficar la Carta de Control después de calcular los diferentes límites. Cartas de control 23 C11. -En la siguiente tabla tenemos el número de defectos por unidad observados en 26 muestras sucesivas de 100 filtros de seguridad. Construir el grafico c y dar su interpretación. FILTRO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 DEFECTOS Ci 21 24 16 12 15 5 28 20 31 25 20 24 16 19 10 17 13 22 19 39 30 24 16 19 17 15 Cartas de control 24 Cartas de control 25 Confianza 1 𝑍𝑜 = 𝑡 𝑍𝑜 = 𝑡 50% 0,50 0,6745 92% 0,92 1,7511 NIVEL 68,27% 80% 0,6827 0,80 1,0 1,2617 93% 0,93 1,8125 DE CONFIANZA 𝛾 = 1 − 𝛼 84% 85% 88% 90% 0,84 0,85 0,88 0,90 1,4053 1,4393 1,555 1,645 NIVEL DE CONFIANZA 𝛾 = 1 − 𝛼 94% 95% 95,45% 96% 97% 0,94 0,95 0,9545 0,96 0,97 1,88 1,96 2,0 2,054 2,17 Formula de interpolación: 𝑦𝑥 = 𝑦0 + (𝑥 − 𝑥0 ) ∗ (𝑦1 − 𝑦0 ) (𝑥1 − 𝑥0 ) 90,70% 0,9070 1,68 98% 0,98 2,3267 91% 0,91 1,6956 99% 0,99 2,575 99,73% 0,9973 3,0