Reactions and Separations
Don’t
Act Like
Novice
A
About
Reaction
Engineering
Jonathan H. Worstell,
Shell Chemical Co.
New graduates should ask four key questions when
given an industrial reaction engineering project.
M
arket globalization is forcing all
manufacturing industries to increase productivity. This is particularly true for mature sectors, such
as commodity chemicals, within the chemical
process industries (CPI).
This drive for increased productivity has
changed the attitude that most CPI companies
take toward the newly graduated chemical engineer. In the past, such an inexperienced person
was assigned a mentor, and, essentially, enrolled in a 2- or 3-yr apprenticeship. These apprenticeships no longer exist. The newly graduated chemical engineer now is expected to contribute to the financial success of the company
almost upon arrival. So, to succeed, that person
right from the start must have an industrial
mindset — that is, a determination to reduce
operating costs and conserve capital.
This mindset certainly is critical when dealing with reactors. After all, the reactor is the
68
www.aiche.org/cep/
March 2001
CEP
heart of a chemical process. Running it at optimum conditions cuts operating costs not just for
the reactor itself, but for post-reactor separation, as well. It also may conserve capital by
negating the need to expand an existing separation unit, thus achieving a “virtual” increase in
capacity. Likewise, properly designing a new
reactor reduces capital investment in it and
post-reactor separation units.
A newly graduated chemical engineer involved in a reactor project can contribute to its
financial success by asking, then answering,
four key questions:
1. What is the reaction mechanism for product and byproduct formation?
2. For a homogeneous process, is the reactor
heat-transfer or reaction-rate limited?
3. For a heterogeneous process, is the reactor mass-transfer or reaction-rate limited?
4. For a heterogeneous process, is catalyst
deactivation spatially or temporally dependent?
Table 1. Feeding procedures to maximize product formation for homogeneous reactions.
Reaction Type
Generalized Reaction
Mechanism
Rate Equations
Preferred Feed Procedure
Preferred Reactor
Simultaneous
R1 + R2
R1 + R 2
P
B
r1 = k1(R1)1.5R2
r2 = k2R1(R2)0.5
Keep R1 and R2 concentrations as high as possible;
feed all of R1 and R2 at inlet.
Series CSTR,
plug-flow batch
Simultaneous
R1 + R2
R1 + R 2
P
B
r1 = k1R1(R2)0.5
r2 = k2(R1)1.5R2
Keep R1 and R2 concentrations as low as possible;
feed R1 and R2 continuously.
Single CSTR
Simultaneous
R1 + R2
R1 + R 2
P
B
r1 = k1(R1)1.5R2
r2 = k2R1R2
Keep R1 concentration high to favor product formation;
keep R2 concentration high to maximize reaction rate;
feed all of R1 and R2 at inlet.
Series CSTR,
plug-flow batch
Simultaneous
R1 + R2
R1 + R 2
P
B
r1 = k1R1R2
r2 = k2(R1)1.5R2
Keep R1 concentration low to favor product formation;
keep R2 concentration high to maximize reaction rate;
stage R1 feed.
Plug flow,
series CSTR
Parallel,
Competitive
R1 + R2
R1 + R 1
P
B
r1 = k1R1R2
r2 = k2(R1)2
Keep R1 concentration low and R2 concentration high.
Semi-batch,
staged plug flow
Parallel,
Competitive
R1 + R2
R1 + X
P
B
r1 = k1R1R2
r2 = k2R1X
Keep R1 concentration low to minimize byproduct formation;
keep R2 concentration high to maximize reaction rate.
Semi-batch,
staged plug flow
Consecutive
R1 + R2
P + R2
P
B
r1 = k1R1R2
r2 = k2(P )1.5R2
Keep R2 concentration low.
Semi-batch,
staged plug flow
Note: R = reactant, P = product, B = byproduct; CSTR = continuously stirred tank reactor.
Adapted from H. Rase, "Chemical Reactor Design for Process Plants," Wiley, New York (1977).
The purpose of this article is to highlight these questions and outline methods for acquiring answers to them.
Reaction mechanism and capital conservation
Newly graduated chemical engineers generally start
their careers with little idea of the value of a reaction
mechanism. Knowledge of the reaction mechanism for a
given process, however, can contribute significantly to the
financial success of a process, whether new or established.
The largest section of most plants is the post-reactor
separation unit, especially for continuous processes. Separation units consume substantial amounts of capital. For a
new process, designing the reactor to minimize byproduct
formation reduces the size of the downstream separation
unit, thus conserving capital. For an existing process, optimizing reactor operation to minimize byproduct formation
cuts the operating cost of the separation unit and may conserve capital by negating the need for additional separation
capacity.
Table 1 lists the common schemes for byproduct formation in homogeneous processes in simplified form. A detailed reaction mechanism can be developed for a particular process using the appropriate scheme and working with
a physical organic chemist. The order of reaction for a particular process can be established by conducting laboratory
experiments. It also may be possible to establish the order
of reaction from the reaction mechanism. With this information, the choice, number, and alignment of reactors for a
new process can be made to minimize byproduct forma-
tion, thereby minimizing the size of the separation unit required for isolating product from byproduct. Similar information can be used to optimize existing reactor performance to reduce the operating costs of separation or to obtain a “virtual” capacity increase of the existing separation
unit.
Two reaction parameters — concentration and temperature — are available for managing product and byproduct
formation.
Managing reactor feed and utilizing reactor geometry
are the best means for controlling concentration. Generalized rules exist for the choice of feed procedure and reactor
geometry. Consider the simultaneous formation of product
and byproduct:
R1 + R2 → P
R1 + R2 → B
where R1 and R2 are reactants, P is product, and, B is
byproduct. Let r1 and r2 be the reaction rates for P and B
formation, respectively. Then,
r1 = k1 (R1)p R2
(1)
r2 = k2 (R1)b R2
and
r1/r2 = (k1/k2) (R1)p – b
(2)
(3)
If p > b, high R1 in the feed favors product formation. If
b > p, then low R1 favors product formation. Also, if b > p,
CEP
March 2001
www.aiche.org/cep/
69
Reactions and Separations
Table 2. Operating Temperatures to Maximize Product Formation for Homogeneous Reactions.
Reaction Type
Generalized Reaction Mechanism
Instantaneous Yield
Preferred Operating Temperatures
Simultaneous
R1 + R2
R 1 + R2
P
B
dP/dB = (AP /AB )
× exp(EB – EP )/RT
To maximize P, use high temperature when EP >EB ;
If EB >EP , then use low temperature to maximize P.
Parallel,
Competitive
R1 + R2
R1 + X
P
B
dP/dB = (Ap/AB )
× exp(EB – EP )/RT
To maximize P, use high temperature when EP >EB ;
if EB >EP , then use low temperature to maximize P.
Consecutive
R1 + R2
P +X
P
B
dP/dB = (AP /AB )
× exp(EB – EP )/RT
To maximize P, use high temperature when EP >EB ;
if EB >EP , then use low temperature to maximize P.
Branched,
Consecutive
R1 + R2
P + X1
P + X2
P
B1
B2
dP/(dB1 + dB2) =
AP exp( – EP /RT ) ÷
{AB (1) exp( – EB (1) /RT)
+ A exp( – EB (12) /RT) }
High temperature favors P overB1, but low
temperature favors P overB2 when EB (2) >EP >EB(1);
optimum formation of P requires an intermediate
temperature.
Note: R = reactant, P = product, B = byproduct; CSTR = continuously stirred tank reactor.
Adapted from H. Rase, "Chemical Reactor Design for Process Plants," Wiley, New York (1977).
high R2 in the feed favors product formation. The choice in
this case would be a semi-batch reactor. For p > b, R2 is the
continuous feed; for b > p, R1 is the continuous feed.
For consecutive reactions, such as
R1 + R2 → P + X → B
where X is either reactant or contaminant, byproduct formation is minimized when the concentration of P in the reactor is kept low. The reactor of choice is, therefore, a continuous stirred-tank reactor (CSTR).
Table 1 presents methods for maximizing product formation in homogeneous processes by controlling concentrations in the reactor.
Managing reactor temperature also minimizes byproduct formation. For simultaneous product and byproduct
formation, the instantaneous selectivity is:
dP/dB = (AP/AB) exp [(EB – EP)/RT]
(4)
where the AP and AB are the Arrhenius pre-exponential factors and EP and EB are the activation energies for product
and byproduct formation, respectively. If EP > EB, then a
high reactor temperature maximizes product formation. If
EB > EP, then a low reactor temperature maximizes product
formation.
Table 2 presents temperature strategies for optimizing
product formation from homogeneous processes.
Heat transfer and capacity
It generally is assumed that conversion of reactant to
product limits annual production capacity for a homogeneous process. In reality, it is heat transfer to or from the reactor that limits production capacity at most process plants.
The energy balance relates plant capacity and reactor
heat transfer. For tank reactors, the most-general energy
balance is:
mtcp (dT/dt) = ΣFij (Hif + Hip) + V Σ(–∆Hi) ri – Q
70
www.aiche.org/cep/
March 2001
CEP
(5)
where: mt is the total moles in the reactor; cp, the mean
specific heat capacity of the process; T, reactor temperature; t, time; Fij, component flow rate in the feed (j = f);
and in the product (j = p), Hij, component enthalpy; V, reactor volume; ∆Hi, heat of reaction; and, ri, rate of reaction. Q is the rate at which heat moves into or out of the reactor. If heat cannot be added or removed fast enough, then
the process volume is decreased until heat transfer occurs
at an acceptable rate. For an exothermic reaction, the rate
of product formation must be reduced until the rate of heat
generation matches the rate of heat removal. Either situation lowers the capacity of the production facility.
When an existing reactor is heat-transfer limited, one of
the first suggestions usually is to operate the reactor at a
higher temperature, thus improving the heat-transfer rate
and increasing production capacity. The impact of such a
temperature change depends upon the reaction mechanism
for the process. For simultaneous formation of product and
byproduct, if EB > EP, then byproduct formation will rise
relative to product formation, thus reducing product quality, which increases separation costs. Similar results occur
for the consecutive formation of product and byproduct.
An additional item demands attention when optimizing
an existing reactor: state environmental agencies now require notification if an optimization project increases annual production. The chemistry of the process may remain
unchanged, but the quantity of volatile material passing
through storage tanks and being loaded into shipment containers does change — it increases — thus necessitating
amendments to the plant operating permit.
Fluid dynamics and conversion
Catalysts are those magical components that increase
the rate of reactions. Solid catalysts are most popular, because they are easily separated from process fluids. Solid
catalysts generally are used as a slurry, as a fluidized bed,
or as a fixed bed. The rate-limiting step for all these catalyzed processes determines the conversion of reactant to
product. The rate-limiting step for solid catalyzed process-
Table 3. Modifications to improve selectivity of porous, solid catalysts for homogeneous reactions.
Reaction Type
Generalized Reaction
Mechanism
Rate Equations
Instantaneous Selectivity
at Surface
Instantaneous Selectivity
Strong Pore Diffusion
Catalyst Modification
Simultaneous
R1 + R2
R1 + R 2
P
B
rP = kP (R1)P
rB = kB (R1)b
rP /rB = (kP /kB )(R1)p – b
rP /rB = {1+(kB /kP )R1p – b} – 1 If b >p, then smaller
pores improve selectivity.
Parallel,
Competitive
R1 + R2
R1 + X
P
B
rP = kP R1(R2)p
rB = kB R1(X )b
rP / rB = ( k P /k B )
× (R2)p / Xb
rP /rB = (kP /kB )0.5
x (R2)p / Xb
If kP >kB , small pores
decrease, and if kB /kP,
they improve selectivity.
Consecutive
R1 + R2
P +X
P
B
rP = kP R1R2
rB = kB PX
rP /rR (2) =1 – (kB /kP )
× R1/R2
rP /rR (2) = α – (kB /kP )0.5
× R1R2
α = 1/{1+(kB /kP )0.5}
Larger pores
increase selectivity.
Note: R = reactant, P = product, B = byproduct.
es can be the diffusion of reactant across the stagnant film
surrounding the solid, the diffusion of reactant along the
pores of the solid, or the kinetic rate at which the catalytic
site converts reactant to product.
So, for the design of a new, solid-containing reactor or
enhancement of an existing process using a solid catalyst,
the step limiting conversion of reactant to product must be
determined. If film diffusion or pore diffusion is rate limiting, then changing the physics of the process will increase
conversion rate. If kinetics at the catalytic site is rate limiting, then the chemistry of the catalyst must be altered to
raise conversion rate.
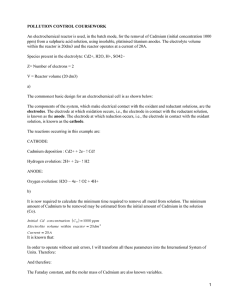
The global conversion rate constant for a solid-catalyzed, first-order reaction is:
1/kglobal = β/v – 1/ηkP
(6)
where; β is a constant, v, superficial fluid velocity; and, η,
effectiveness factor. The term β/v is related to film diffusion and the term 1/ηkP to pore diffusion. Plotting 1/kglobal
as a function of 1/v yields a straight line, as shown in Figure 1. The intercept of such a plot is 1/ηkP. The region beneath a horizontal line through the intercept is either pore
diffusion or kinetic rate-limited. Plotting kglobal as a function of solid-catalyst surface area to volume provides a
method for deciding whether a process is pore diffusion or
kinetic rate-limited. A process is pore diffusion rate-limited
if conversion rate rises with increasing surface-area-to-volume ratio for porous solids or if conversion rate goes up
with decreasing particle diameter for slurry or fluidizedbed processes.
The region between the horizontal line through the intercept of Figure 1 and the line relating 1/kglobal to 1/v is
due to film diffusion. Therefore, film diffusion reduces the
conversion rate of a solid catalyzed process if 1/kglobal
climbs as inverse superficial fluid velocity increases.
Note that diffusion rate-limited processes do not scale
with space velocity or its inverse, space time; they scale
with flow regime, that is, with superficial fluid velocity.
Optimizing a solid catalyst to increase conversion rate
may alter the amount of byproduct formed. For example,
for simultaneous reactions involving a common reactant,
selectivity changes with reactant concentration. For a
porous catalytic solid, if reactivity increases with decreasing reactant concentration, then reducing average pore diameter will raise product formation relative to byproduct
formation. If reactivity becomes greater with increasing reactant concentration, then enlarging the average pore diameter will improve selectivity — that is, product forms faster
than byproduct.
For consecutive reactions, selectivity decreases with decreasing average pore diameter. Conversely, selectivity increases with increasing average pore diameter.
And, for parallel, competitive reactions,
R1 + R2 → P
R1 + X → B
the rate constant ratio kP/kB becomes (kP/kB)0.5 for small
pores. Thus, selectivity declines as the average pore diameter gets smaller.
Physical changes to increase conversion can be done
without informing customers, so long as the purity of the
product remains constant. Chemical changes to a catalyst
necessitate notifying customers, though, as most contracts
now require suppliers to inform customers of any chemical
change to a process.
Catalyst deactivation and reactor alignment
The number of times a catalyst forms a product
molecule is not infinite. Catalysts lose their efficacy —
they decay. They decay to such an extent that companies
are economically forced to regenerate or replace the catalyst present in a reactor.
The most common catalyst-containing reactor in the
CPI is the fixed-bed reactor. It possesses several advantages. Such reactors are reasonably inexpensive and easily
fabricated. Separating the process fluid from the catalyst is
simple, so long as the catalyst remains where it should —
in the reactor. Replacing spent catalyst with new catalyst is
easy. And, fixed-bed reactors provide the opportunity to
use a regenerable catalyst, thus reducing operating costs.
CEP
March 2001
www.aiche.org/cep/
71
Reactions and Separations
1.60
0.016
1.40
0.014
0.012
1.00
kdecay, l/h
1/kisom
1.20
0.80
0.60
60˚C
80˚C
120˚C
0.40
0.20
0.00
0.000
0.006
0.002
0.000
0.001
0.002
0.003
0.004
0.005
■ Figure 1.Inverse isomerization rate constant for a catalyst as a
function of inverse fluid velocity through the bed.
The greatest impact on fixed-bed catalyst operating
costs comes from understanding the deactivation mechanism of the catalyst. This mechanism determines whether a
set of fixed-bed reactors should be operated in series or in
parallel to attain an economically viable conversion of reactant to product.
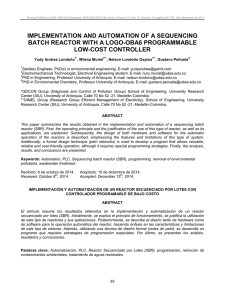
Plotting the catalyst decay rate constant kdecay as a function of superficial fluid velocity at several temperatures
shows whether a catalyst decays temporally or spatially.
Figure 2 shows such a plot. If kdecay is independent of su-
Nomenclature
= Arrhenius pre-exponential factor
= exponent in byproduct rate equation
= byproduct
= mean specific heat capacity of the process
= activation energy
= component flow rate in feed (j = f) or product (j = p)
= component enthalpy
= heat of reaction
= global process rate constant
= rate constant for product (p) and for byproduct (b)
= constants in rate equations
= total moles in reactor
= product
= exponent in product rate equation
= rate at which heat moves into or out of reactor
= reaction rates for P and B, respectively
= universal gas constant
= reactants
= time
= temperature
= superficial fluid velocity
= reactor volume
= reactant or contaminant
Greek letters
β
= constant
η
= effectiveness factor
72
0.008
0.004
Inverse Fluid Velocity, h/cm
A
b
B
cp
E
Fij
Hij
∆Hi
kglobal
kp, b
k1, k2
mt
P
p
Q
r1, r2
R
R1, R2
t
T
v
V
X
60˚C
80˚C
120˚C
0.010
www.aiche.org/cep/
March 2001
CEP
0
300
600
900
1200
Superficial Velocity, cm/h
■ Figure 2. Isomerization-catalyst decay rate constant as a function
of superficial velocity through laboratory-sized fixed-bed reactors.
perficial fluid velocity, then the solid catalyst decays temporally. If kdecay is a function of superficial fluid velocity,
then the catalyst decays spatially.
If a fixed-bed catalyst deactivates via a temporally dependent mechanism, then the reactors should be operated
in parallel. If a fixed-bed catalyst deactivates via a spatially
dependent mechanism, then the reactors should be operated in series. Choosing the wrong fixed-bed reactor configuration wastes capital and leads to higher-than-expected operating costs.
Summary
Globalization has forced companies in the CPI to dismantle their mentoring and apprenticeship programs.
Newly graduated chemical engineers now are expected to
arrive with experience. They also are expected to quickly
contribute to the financial success of the company employing them. Such engineers, if involved in reactor projects,
can prove their worth by addressing the four key questions
CEP
posed in this article.
< Discuss This Article! >
To join an online discussion about this article
with the author and other readers, go to the
ProcessCity Discussion Room for CEP articles
at www.processcity.com/cep.
J. H. WORSTELL is a staff research chemist/engineer at Shell Chemical Co.,
Houston (Phone: (281) 544–7907; Fax: (281) 544–8075; E-mail:
[email protected]). He provides technical manufacturing support for
Shell’s Higher Olefins Process, which is operated at production sites in the
U.S. and U.K. He has a varied background, having worked at production
and R&D sites, both domestic and international. He received a BS in
physics and history from Northwestern University, an MS in chemistry from
Ball State University, and a PhD in applied chemistry from the Colorado
School of Mines. He is a member of AIChE, ACS, and AAAS.
 0
0