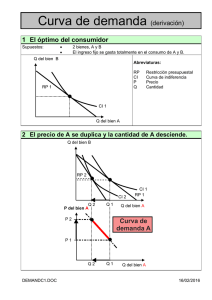
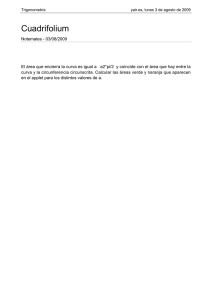
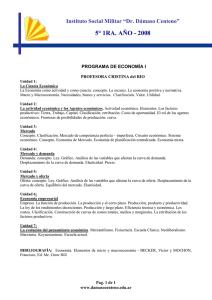
EJEMPLO: INTERPOLACIÓN CIRCULAR EN TORNO. PROGRAMACIÓN EN DIÁMETROS. El programa que se presenta en este ejemplo genera la geometría de la Figura 1. El punto de cambio de herramientas es (X75 Z200). Bruto de 80 a 30 ∆ (mm). El cero pieza coincide con el cero máquina. Programación en diámetros. Programar pasadas de 2 mm de espesor como máximo. N0010 G90; (Designar Cotas Absolutas) N0020 G94; (Aquí se establece que el Avance será en mm/min) N0030 G97; (Velocidad de giro en rev/min) N0040 F100 S800; (Se establece que el Avance es de 100 mm/min, Velocidad de giro 800 rev/min) N0050 T1.1; (Herramienta 1, corrector 1) N0060 G00 X26 Z81 M03; (Se define que la programación será en este bloque con máximo avance, posición de inicio y arranque del cabezal) N0070 % (Cilindrado a Diámetro 26 y curva R 10) N0080 G01 Z21; (Definir que ahora cambia el avance, se designa que será con velocidad controlada, además de definir el primer punto donde se empezara hacer el cilindrado en el eje Z.) N0130 G02 X30 Z15 R10; (Con el código de G02, se define el tamaño del arco en el eje X, se define también el punto en el eje Z, y la R10 es el tamaño de la curva que se hará para el cilindrado. Esto viene un poco más explícito en la figura 2.) N0140 G00 Z81; (Cambia el avance a máxima velocidad para salirnos de la pieza de trabajo.) N0150 % (Torneado del Extremo) N0160 X22; (Desplazar la herramienta al punto 22 del eje X) N0170 G01 Z80; (Cambiar el avance a velocidad controlada y ubicar el punto 80 en el eje Z.) Maquinas de CNC N0180 G03 A68.678 I-1 K-5; (Aquí se tornea en las esquinas de la pieza en los puntos indicados en la línea N170, el giro del arco es hacia afuera con el comando G03. Esta línea de comando hasta la línea N260 se puede apreciar mejor en la figura 3, aquí está más explícito, donde se puede ver los cortes en forma de arco que hace la máquina.) N0190 G00 Z81; N0240 X18.5; N0250 G01 Z80; N0260 G03 A68.678 I-1 K-5; (Es el mismo paso realizado en la línea de código N180 para hacer exactamente lo mismo, pero al otro lado de la pieza.) N0270 % (Torneado de la Ranura Curva) (Explicado en la figura 4 junto con las siguientes líneas de código.) N0280 G00 X75 Z200; N0290 T4.4; (Designar el cambio de herramienta.) N0300 G00 X27 Z49; N0310 G01 G91 X-0.5; N0320 G02 G06 X0 Z-8 I3 K-4; N0330 M30; (Fin del Programa) El mecanizado se ha programado en tres fases Cilindrado a 26 y curva de R10 (Trayectoria 1–2-3 en la Figura 2): Se ha programado la trayectoria completa. La curva se ha programado en coordenadas cartesianas (absolutas), con el punto final y el radio (N130). 2 Maquinas de CNC Torneado de la Curva del Extremo (ver Figura 3): Se ha realizado en dos pasadas paralelas (Trayectoria 6-7 y 10-11). La curva está programada en coordenadas polares (igual en los dos bloques N180 y N260), pero están desplazada 2 mm una respecto a la otra porque está desplazado el origen del arco (Bloques N170 y N250). Torneado de la ranura curva (trayectoria 14-15 de la Figura 4): Se ha programado dando las coordenadas en cotas incrementales. La trayectoria se ha definido por el punto final y la posición del centro (N320). Conclusión El Torno CNC sirve para maquinar piezas en bruto piezas Preformadas, tiene una precisión de 0.001mm y gran exactitud. El torno CNC requiere de conocimientos de maquinado; para saber qué tipo de corte hacer. Se deben de crear un algoritmo de códigos que representan los movimientos del operador, estos códigos son introducidos en el Torno CNC. Donde se puede simular y maquinar. Biografía: CONTROL NUMÉRICO COMPUTERIZADO, BLOQUE 3: PROGRAMACION, TEMA 2 - Funciones de control de trayectorias (I). Recuperado el 26 de Abril del 2015 de http://diagramas.diagramasde.com/otros/Programacion.pdf 3