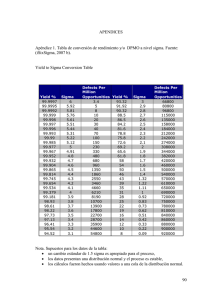
Facultad de Contaduría y Administración Optativa I Administración de la calidad Tema: Herramientas de mejora continua Grupo 811 Equipo # 4 Integrantes: Mayte Eugenio Duran Areli Herrera Cruz Ana Gabriela López García Oronai Poblete Carbajal Edalit Itzayana Ramírez Valverde Alexis González Urbano M.A. Estela Cielito Gómez Morales 14 de marzo del 2019 Acapulco, Gro. Índice Introducción ............................................................................................................. 2 Herramientas de mejora continúa .......................................................................... 3 Just in time ............................................................................................................. 4 ¿Qué es kanban? .................................................................................................... 6 Kanban De Retiro ................................................................................................... 7 Poka Yoke .............................................................................................................. 8 Tipos de Poka Yoke……………………………………………………………….….…..9 Kaizen………………………………………………………………….………………….11 Metodología de Las 9’s…………………………………….…………………...........…14 Six Sigma (Seis Sigma)………………………………………..……………………..…16 Conclusión………………………………………………………………………….…….20 Bibliografía………………….…………………………………………………………….21 Cuestionario………………………………………………………………………………22 Tenas extras……………………………………………………...………………………23 1 Introducción. La mejora continua tiene su origen en Japón, en la filosofía de trabajo Kaizen, que se basa en el precepto de que “Hoy mejor que ayer, y mañana mejor que hoy”. Aunque ya se había utilizado antes el concepto de la mejora continua, fue la marca japonesa Toyota quien popularizó el término y terminó por convertirlo en toda una filosofía de empresa. Las herramientas de mejora continua están pensadas para buscar puntos débiles a los procesos, productos y servicios actuales. Del mismo modo, algunas de ellas se centran en señalar cuáles son las áreas de mejora más prioritarias o que más beneficios pueden aportar a nuestro trabajo, de forma que podamos ahorrar tiempo y realizar cambios sólo en las áreas más críticas. Las herramientas de mejora continua debe ser uno de los pilares básicos de una empresa, una obligación y un objetivo. La búsqueda y el afán por seguir mejorando es la única manera de conseguir alcanzar la máxima calidad y la excelencia. Es el primer paso para alcanzar la calidad total. La mejora continua debe ser algo que se apoye en todos los agentes de una empresa. Desde la tecnología hasta el capital humano, pasando por todos los procesos y procedimientos que tienen lugar en el sistema. De esta forma, la mejora continua involucra a toda la empresa en la búsqueda de la calidad total, permitiendo incluso que los trabajadores se involucren personalmente en esta mejora. También es cierto que hay que tener en cuenta que se debe formar y preparar a los empleados para poder adaptarse a los cambios que propone la mejora continua, además de disponer de los instrumentos, herramientas y tecnologías indicadas para llevarla a cabo. En cualquier caso, la mejora continua siempre busca un eficiente retorno de la inversión, y estar a la vanguardia en cuanto a calidad siempre merece la pena. 2 Herramientas de mejora continua La Mejora continua es una parte importante de los Sistemas de Gestión de la Calidad que permite mejorar la eficiencia en la producción de bienes y servicios y lograr una cultura de mejoramiento permanente. Las herramientas de mejora continua están pensadas para buscar puntos débiles a los procesos, productos y servicios actuales. Del mismo modo, algunas de ellas se centran en señalar cuáles son las áreas de mejora más prioritarias o que más beneficios pueden aportar a nuestro trabajo, de forma que podamos ahorrar tiempo y realizar cambios sólo en las áreas más críticas. Beneficios: 1. 2. 3. 4. 5. 6. 7. 8. 9. Aumenta la satisfacción de los clientes. Mejora la calidad de los productos y servicios. Se Incrementan la ventaja competitiva Mejora la eficacia y la eficiencia de los procesos. Mejora el confort y productividad de los trabajadores. Se detectar deficiencias y se aplican acciones correctoras. Mejoran los indicadores de protección del de medio ambiente Mejora la higiene industrial y salud ocupacional de la empresa. Aumenta el sentido de pertenencia de los trabajadores Algunas Herramientas de mejora continua son: 1. 2. 3. 4. 5. 6. Just In Time Kanban Poka Yoke Kaizen Metodología de las 9´s Six sigma 3 Just in time La metodología Justo a Tiempo es una filosofía industrial que puede resumirse en fabricar los productos estrictamente necesarios, en el momento preciso y en las cantidades debidas: hay que comprar o producir solo lo que se necesita y cuando se necesita. Origen El concepto de justo a tiempo comenzó poco después de la Segunda Guerra Mundial como el Sistema de Producción Toyota. Hasta finales de los años 70 el sistema estuvo restringido a Toyota y a su familia de proveedores clave. En los años siguientes se extendió por todo Japón y hacia la década de los 80 llegó a occidente, con la industria automotriz como catalizadora. Definición La fabricación justo a tiempo significa producir el mínimo número de unidades en las menores cantidades posibles y en el último momento posible, eliminando la necesidad de inventarios. Es una filosofía que define la forma en que debería gestionarse el sistema de producción. Es una filosofía industrial de eliminación de todo lo que implique desperdicio o despilfarro en el proceso de producción desde las compras hasta la distribución. Despilfarros, en este contexto, significa todo lo que no añada valor al producto. Es una metodología para alcanzar la excelencia en una empresa de manufactura, basada en la eliminación continua de desperdicios como inspecciones, transportes entre maquinas, almacenajes o preparaciones. Precisamente la denominación de este método productivo nos indica su filosofía de trabajo. Las materias primas y los productos llegan justo a tiempo, bien para la fabricación o para el servicio al cliente. El sistema de producción just-in-time (JIT) es un sistema de adaptación de la producción a la demanda que permite la diversificación de productos incrementando el número de modelos y de sus unidades. Uno de sus principales objetivos es reducir stocks, manteniendo estrictamente los necesarios (métodos de stock base cero), lo que supone un cambio en la mentalidad del proceso productivo, de la distribución y de la comercialización de los productos, buscando alcanzar ventajas sinérgicas en la cadena de producción-consumo. 4 El JIT conlleva muchas ventajas entre las que podemos destacar: Reduce los niveles de inventarios en todos los pasos de la cadena productiva y por tanto los costos de mantener inventarios más altos, costos de compras, de financiación y de almacenaje. Minimiza las pérdidas por suministros obsoletos. Exige una relación más cercana con los proveedores. Se fomentan las compras a lo largo plazo al proveedor, lo cual, permitirá planificarse de forma más óptima y ofrecer mejores precios. El sistema es flexible y permite cambios rápidos. Desventajas: Se originan problemas de ruptura de stocks o retrasos si no está correctamente planificado el aprovisionamiento de materiales. De forma que pueden reducir los beneficios. Como las compras son de pequeñas cantidades, el proveedor puede subir el precio de las mismas. Pero con la relación a largo plazo con el mismo podemos exigir una bajada del precio de las materias primas o un aumento de la calidad. Aumenta el coste ocasionado por cambiar de proveedor. Beneficios Ejecutada correctamente la filosofía Justo a Tiempo reduce o elimina buena parte del desperdicio en las actividades de compras, fabricación, distribución y apoyo a la fabricación (actividades de oficina) en un negocio de manufactura. Esto se logra utilizando los tres componentes básicos: flujo, calidad e intervención de los empleados. 5 ¿QUE ES KANBAN? Kanban es una palabra de origen japonés que significa tarjeta, su concepto ha evolucionado hasta convertirse en señal, y se puede definir como un sistema de flujo que permite, mediante el uso de señales, la movilización de unidades a través de una línea de producción mediante una estrategia pull o estrategia de jalonamiento TIPOS DE KANBAN De acuerdo al modelo Kanban empleado por Toyota, existen básicamente dos tipos de tarjetas Kanban, estas son: Kanban de retiro. Kanban de producción KANBAN DE PRODUCCIÓN Un kanban o tarjeta de producción especifica la referencia y la cantidad de producto que un proceso debe producir. 6 KANBAN DE RETIRO Un Kanban o tarjeta de retiro especifica la referencia y la cantidad de producto que un proceso debe retirar del proceso inmediatamente anterior, o de su contenedor de producto (pequeños almacenes reguladores entre procesos). Básicamente KANBAN nos servirá para lo siguiente: • Poder empezar cualquier operación estándar en cualquier momento. • Dar instrucciones basadas en las condiciones actuales del área de trabajo. • Prevenir que se agregue trabajo innecesario a aquellas órdenes ya empezadas y prevenir el exceso de papeleo innecesario. 7 Herramientas de mejora continua. La mejora continua de la calidad es un elemento recurrente en muchas empresas, que aspiran a alcanzar un nivel de excelencia en sus procesos internos y en los modelos de producción, diseño y comercialización de sus productos o servicios. En la actualidad, coexisten una amplia gama de técnicas y herramientas enfocadas en potenciar dichos procesos y mejorar sus áreas más críticas. Mejorar continuamente es sinónimo de supervisar, controlar, documentar e intervenir cuando los procesos lo requieran. Poka Yoke Un Poka Yoke (en japonés ポカヨケ, literalmente a prueba de errores) es un dispositivo destinado a evitar errores. Algunos autores manejan el poka yoke como un sistema anti-tonto el cual garantiza la seguridad de los usuarios de cualquier maquinaria, proceso o procedimiento, donde se encuentren relacionados, evitando accidentes de cualquier tipo. Estos dispositivos fueron introducidos en Toyota en la década de los 60’s, por el ingeniero Shigeo Shingo dentro de lo que se conoce como Sistema de Producción Toyota (TPS). Aunque con anterioridad ya existían Poka Yokes, no fue hasta su introducción en Toyota cuando se convirtieron en una técnica, hoy común, de calidad. Afirmaba Shingo que la causa de los errores estaba en los trabajadores y los defectos en las piezas fabricadas se producían por no corregir aquéllos. Técnicas Poka Yoke Las Técnicas Poka Yoke pretenden eliminar los defectos en dos posibles estados: Antes de que ocurran (PREDICCIÓN): Se trata de diseñar mecanismos que avisen al operario cuándo se va a cometer un error para que lo evite (ALARMA), que paren la cadena cuando se ha hecho algo mal (PARADA) o que simplemente incorporen nuevos elementos al puesto de trabajo que hagan imposible o difícil un determinado error (CONTROL). Una vez ocurridos (DETECCIÓN): Se trata de diseñar mecanismos que avisen cuando se ha fabricado un producto defectuoso (ALARMA), que paren la cadena si esto ocurre (PARADA) o que simplemente eviten que ese producto defectuoso pase al siguiente proceso (CONTROL). 8 Tipos de Poka Yoke Existen tres tipos de Poka Yoke: Tipo Contacto El uso de formas, dimensiones o algunas otras propiedades físicas para detectar el contacto o no contacto de una parte en especial. De numero constante En caso de que un número de movimientos o actividades no realizadas, una señal de error se dispara. De secuencia de desempeño Asegura que los pasos a realizar se ejecutan en el orden correcto. Aunque no hay reglas fijas, sino que todo depende del ingenio de los responsables de los procesos, algunos mecanismos más habituales son: Tacos de guía y topes para evitar colocar piezas o herramientas de forma incorrecta Alarmas y señales luminosas que avisen de posibles defectos Conmutadores de límite para comprobar la posición de las piezas o si éstas se retiran antes de terminar el proceso Contadores que midan si se han hecho todas las operaciones a todos los productos Listas de chequeo de tareas, para comprobar se han realizado todas las partes del proceso Ejemplos Errores Errores por olvido Errores por desconocimiento o inexperiencia Errores de identificación Errores voluntarios Errores por inadvertencias Ejemplos Un trabajador puede olvidar ensamblar una pieza, de cambiar de herramienta Se puede utilizar mal una maquina o herramienta por desconocimiento o inexperiencia Se puede montar una pieza incorrecta porque no se ha visto bien o porque no es fácil distinguirla de otras El operario puede ignorar reglas o procedimientos pensando que no pasara nada El operario puede distraerse y confundir distintas piezas o herramientas con las que trabaja 9 Errores por lentitud Errores debido a la falta de estándares Errores por sorpresa Errores intencionales El operador puede tardar demasiado en realizar determinadas tareas y hace que los productos se deterioren (sacar a tiempo un producto de un torno) No está claro que hay que hacer en cada caso y determinadas medidas o tareas se realizan según el propio juicio del operario A veces una maquina puede funcionar defectuosamente sin dar muestras de anomalías Algunos operarios pueden cometer errores deliberadamente (sabotaje) Implementación de Poka Yoke Identifique el problema de la operación o proceso que requiere un Poka Yoke (áreas donde hay un número grande de errores o donde un solo error represente un costo alto) Decida el tipo de Poka Yoke a utilizar y técnica para atacar el problema (puede haber razones técnicas o económicas) Diseñe un Poka Yoke adecuado. Pruébelo para ver si funciona (evite un gasto alto antes de que haya completado este paso) Una vez que ha seleccionado el tipo y técnica de Poka Yoke, asegúrese que tiene las herramientas, listas de revisión, software, etc. para que funcione correcta y consistentemente Capacite a todos en el cómo utilizarlo Después de que esté operando por un tiempo (el periodo de tiempo depende de la frecuencia de la actividad) revise el desempeño para asegurarse de que los errores han sido eliminados Tome cualquier paso necesario para mejorar lo que ha realizado. Beneficios del Poka Yoke Cuando se evitan errores, se reduce el desperdicio y el proceso opera continuamente Refuerza procedimientos operacionales o secuenciales Asegura la calidad en la fuente no en el resultado Elimina las decisiones que llevan a las acciones incorrectas Un buen sistema poka yoke tiene las siguientes características: son simples y baratos son parte del proceso para llevar a cabo el 100% de la inspección 10 son colocados junto a los lugares donde ocurren los errores para que proporcionen retroalimentación inmediata y el error pueda ser corregido Pasos para implementar un poka yoke Detección del problema. Si notas que en cierto procedimiento se cometen errores muy seguido, o estos errores salen caros para la empresa, es posible que se pueda implementar un Poka Yoke Llegar a la raíz del problema. Se realiza una investigación para saber la causa original del problema y saber a dónde atacar. Diseñar un Poka Yoke. Se presenta la propuesta, la herramienta que corregirá el problema de forma definitiva. Probar y verificar el correcto funcionamiento. Es momento de hacer varias pruebas para checa que si se haya solucionado el defecto. Capacitación. Es necesario una capacitación a todos los involucrados con el Poka Yoke implementado para enseñar el nuevo procedimiento. Revisión constante. Por último, se recomienda hacer inspecciones periódicamente para checar que no se volvieron a presentar fallas y que también las personas le estén dando buen uso. KAIZEN Kaizen es una palabra de origen japonés compuesta por dos vocablos: kai que significa cambio, y zen que expresa para algo mejor, y de este modo significa mejoras continuas, bien sea en el contexto personal, familiar o social. ¿Qué son las 5S del Kaizen? Las 5S es un método de gestión para implementar el Kaizen en cualquier organización y se basa en cinco principios denominados por la primera letra del nombre de cada etapa en japonés. Seiri: Clasificar Libera espacio que permite el almacenamiento correcto de las cosas. El trabajador es más productivo al contar con suficiente espacio para moverse. Crea un área de trabajo más segura. Mejora el control visual del proceso. 11 Ahorro de tiempo al buscar las cosas que ya se ordenaron. Seiton: Ordenar Facilita el acceso rápido a los elementos que se requieren para el trabajo. Mejora la información en lugar de trabajo para evitar errores y acciones de riesgo potencial. Mejora de la productividad global. Seiso: Limpieza Reduce el riesgo potencial de que se produzcan accidentes. Se incrementa la vida útil de los equipos. Mejora el bienestar físico y mental del trabajador. Se reducen los desperdicios. La calidad del producto se mejora. Seiketzu: Estandarizar ° Las personas deben mantenerse limpias también por medio de su ropa o uniforme y su equipo de seguridad industrial de ser necesario. ° Se mejora el bienestar del personal al crear un hábito de conservar impecable el sitio de trabajo. ° Los tiempos de intervención se mejoran y se incrementa la productividad. Sheitzuke: Disciplina Se crea una cultura de sensibilidad, respecto y cuidado de los recursos de la empresa. El cliente se sentirá más satisfecho debido a que los niveles de calidad serán superiores. El sitio de trabajo será un lugar donde realmente sea atractivo llegar cada día. 12 Espero que estos post te hayan sido de provecho para conocer esta herramienta de calidad japonesa. En el futuro espero seguir compartiendo sobre estas. VENTAJAS ° Reducción de inventarios, productos en proceso y terminados. ° Disminución en la cantidad de accidentes. ° Reducción en fallas de los equipos y herramientas. ° Reducción en los tiempos de preparación de maquinarias. ° Aumento en los niveles de satisfacción de los clientes y consumidores. ° Incremento en los niveles de rotación de inventarios. ° Importante caída en los niveles de fallas y errores. ° Mejoramiento en la autoestima y motivación del personal. DESVENTAJAS 1. Cuando el mejoramiento se concentra en un área específica de la organización, se pierde la perspectiva de la interdependencia que existe entre todos los miembros de la empresa. 2. Requiere de un cambio en toda la organización, ya que para obtener el éxito es necesaria la participación de todos los integrantes de la organización y a todo nivel. 3. En vista de que los gerentes en la pequeña y mediana empresa son muy conservadores, el Mejoramiento Continuo se hace un proceso muy largo. 13 METODOLOGIA DE LAS 9’S La metodología de las 9 “S” es un sistema que contiene la 5 “S” y posteriormente se agregaron 4 “S” para una mejor efectividad en el personal, de esta forma las fases quedan completas, las 9 “S” están evocadas a entender, implantar y mantener un sistema de orden y limpieza en la empresa. El sistema japonés de las 9 "s" debe su nombre a la primera letra de la palabra de origen japonés. El primer paso de la Mejora en cualquier tipo de empresas es el orden y la limpieza, si deseamos mejorar primero tenemos que estandarizar, imagínense un lugar en donde no podamos encontrar lo que buscamos, que el exceso de material terminado y materia prima nos impida ver las áreas de oportunidad, es ahí en donde el programa de las 5S es primordial para iniciar relación trabajadorgerencia que permita que todo el personal participe activamente del proceso de mejora continua. A las 5 S clásicas etapas ya mencionadas se pueden añadir otras 4 S que tratan de involucrar aun más al personal en la consecución de una mejora continua que lleve a la organización empresarial a la excelencia en la gestión. 1.- SEIRI. ORGANIZACIÓN.- “Cuando menos es más”. La primera S se refiere a eliminar del área de trabajo todo aquello que no sea necesario. La clasificación y descarte significan separar las cosas que son necesarias para nuestro trabajo de aquellas que no lo son, y mantener solamente esas cosas necesarias en el lugar conveniente y en su número adecuado. 2.- SEITON. ORDEN.- “Un lugar para cada cosa y cada cosa en su lugar “. Implica disponer en forma ordenada todos los elementos esenciales que quedan luego de practicado el seiri (organización), de manera que se tenga fácil acceso a éstos. Significa también suministrar un lugar conveniente, seguro y ordenado a cada cosa y mantener cada cosa allí. Algunas estrategias para este proceso de “todo en su lugar” son: pintura de pisos delimitando claramente áreas de trabajo y ubicaciones, tablas con siluetas, así como estantería modular y/o gabinetes para tener en su lugar cosas como un bote de basura, una escoba, trapeador, cubeta, etc. Clasificar los diversos elementos por su uso y disponerlos como corresponde para minimizar el tiempo de búsqueda y el esfuerzo, requiere que cada elemento disponga de una ubicación, un nombre y un volumen designados. 3.- SEISO. LIMPIEZA.- “Los trabajadores se merecen el mejor ambiente y entorno”. Significa limpiar el entorno de trabajo, incluidas máquinas y herramientas, lo mismo que pisos, paredes y otras áreas del lugar de trabajo. Una vez que ya 14 hemos eliminado la cantidad de estorbos y hasta basura, y relocalizado lo que sí necesitamos, viene una super-limpieza del área. Es importante, pues, que cada trabajador tenga asignada una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad. No debe haber ninguna parte de la empresa sin asignar. Si todas las personas no asumen este compromiso, la limpieza nunca será real 4.- SEIKETSU. CONTROL VISUAL.- “Todos queremos calidad de vida en el trabajo”. Significa mantener la limpieza de la persona por medio del uso de ropa de trabajo adecuada, lentes, guantes, cascos, caretas y zapatos de seguridad, así como mantener un entorno de trabajo saludable y limpio. En relación a la protección de los ojos es posible contar actualmente con lentes para cada tipo de riesgo posible; pero el problema más grande es que muchos operarios no aceptan usar siempre el equipo de seguridad. Es acá donde la disciplina toma importancia fundamental, brindándole la información para que el empleado sea en todo momento consciente de los riesgos, y mentalizándolo para actuar conforme a las normativas de seguridad de la empresa. Selección, protección, higiene personal esmerada, buena limpieza en la fábrica y un buen programa de educación continua son medidas muy útiles para eliminar los casos de enfermedades de la piel en cualquier industria. 5.- SHITSUKE. DISCIPLINA.- “Orden, rutina y perfeccionamiento constantes”. Implica autodisciplina. El sostenimiento consiste en establecer un nuevo “estatus quo” y una nueva serie de normas o estándares en la organización del área de trabajo. Cuando una persona se apega al orden y al control de sus actos, está acudiendo a la prudencia y a la inteligencia en su comportamiento, entonces se transforma en un generador de calidad y confianza, Vencida la resistencia al cambio, por medio de la información, la capacitación y brindándole los elementos necesarios, se hace fundamental la autodisciplina para mantener y mejorar día a día el nuevo orden establecido. Disciplina no significa que habrá unas personas pendientes de nosotros preparados para castigarnos cuando lo consideren oportuno. Disciplina quiere decir voluntad de hacer las cosas como se supone que se deben de hacer. Es el deseo de crear un entorno de trabajo en base a buenos hábitos. 6.-SHIKARI. CONSTANCIA.- “Es la capacidad de una persona para mantenerse firmemente en una línea de acción.” Es la capacidad de una persona para mantenerse firmemente en una línea de acción. La constancia en una actividad, requiere una mente positiva para el desarrollo de hábitos y luchar por alcanzar un objetivo. 7.-SHITSUKOKU. COMPROMISO.- “Es cumplir con lo pactado” Los procesos de conversación generan compromiso. Cuando se empeña la palabra se hace todo el esfuerzo por cumplir. Es una ética que se desarrolla en los lugares de trabajo a partir de una alta moral personal. 15 Algunas personas logran ser disciplinadas y constantes (5ª S y 6ª S). Sin embargo, es posible que las personas no estén totalmente comprometidas con la tarea. Significa perseverancia para el logro de algo, pero esa perseverancia nace del convencimiento y entendimiento de que el fin buscado es necesario, útil y urgente para la persona y para toda la sociedad. 8.- SEISHOO. COORDINACIÓN.-“Para lograr un ambiente de trabajo de calidad se requiere unidad de propósito, armonía en el ritmo y en los tiempos.” Esta S tiene que ver con la capacidad de realizar un trabajo con método y teniendo en cuenta a las demás personas que integran el equipo de trabajo. 9.-SEIDO. SINCRONIZACIÓN.- Para mantener el ritmo en el trabajo debe existir un plan de trabajo, normas específicas que indiquen lo que cada persona debe realizar. Los procedimientos y estándares ayudarán a armonizar el trabajo. Implica normalizar el trabajo. Ello significa un final por medio de normas y procedimientos con la finalidad de no dispersar los esfuerzos individuales y de generar calidad. SIX SIGMA (SEIS SIGMA). Seis sigmas o Six Sigma por su expresión en inglés, es una metodología de mejora de procesos, centrada en la reducción de la variabilidad del mismos, reforzando y optimizando cada parte de proceso consiguiendo reducir o eliminar los defectos o fallos en la entrega de un producto o servicio al cliente. La meta de 6 Sigma es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente. Seis sigmas utilizan herramientas estadísticas para la caracterización y el estudio de los procesos, de ahí el nombre de la herramienta, ya que sigma es la desviación típica que da una idea de la variabilidad en un proceso y el objetivo de la metodología seis sigmas es reducir ésta de modo que el proceso se encuentre siempre dentro de los límites establecidos por los requisitos del cliente. Hay que mencionar que un proceso tiene un rango de efectividad dentro de los 6 sigma es una forma técnica estadística de decir que la variación o dispersión de resultados (sigma) es muy pequeña, o sea que el proceso es prácticamente perfecto. Significa que prácticamente todos los resultados están dentro del rango deseado (porque la desviación es tan reducida que dentro del rango deseado caben 12 desviaciones típicas). Esto guarda directa relación con que la media es el valor central deseado y que la desviación es ínfima. En una distribución normal o campana de Gauss, seis sigmas se corresponden con 2 fallos por billón de oportunidades. Sin embargo, en los procesos de fabricación se presupone una desviación adicional a lo largo del tiempo de 1,5 sigma a ambos lados de la media. Esto hace que el número de fallos esperados 16 se reduzcan hasta equivales a los de 4,5 sigma, es decir, 3,4 defectos en un millón de oportunidades. Se puede clasificar la eficiencia de un proceso con base en su nivel de sigma: 1.Porcentajes obtenidos asumiendo una desviación del valor nominal de 1,5 sigma: Por ejemplo, si tengo un proceso para fabricar ejes que deben tener un diámetro de 15 +/-1 mm para que sean buenos para mi cliente, si mi proceso tiene una eficiencia de 3 sigma, de cada millón de ejes que fabrique, 66.800 tendrán un diámetro inferior a 14 o superior a 16mm, mientras que si mi proceso tiene una eficiencia de 6 sigma, por cada millón de ejes que fabrique, tan solo 3,4 tendrán un diámetro inferior a 14 o superior a 16mm. 2.Dentro de los beneficios que se obtienen del Seis Sigma están: mejora de la rentabilidad y la productividad. Una diferencia importante con relación a otras metodologías es la orientación al cliente. Situación actual. Seis sigmas han ido evolucionando desde su aplicación meramente como herramienta de calidad a incluirse dentro de los valores clave de algunas empresas, como parte de su filosofía de actuación. Aunque nació en las empresas del sector industrial, muchas de sus herramientas se aplican con éxito en el sector servicios en la actualidad. Seis sigmas se han visto influida por el éxito de otras herramientas, como lean manufacturing, con las que comparte algunos objetivos y que pueden ser complementarias, lo que ha generado una nueva metodología conocida como Lean Seis Sigma (LSS). Principios de la Seis Sigma. 1.Liderazgo comprometido de arriba hacia abajo. Esta metodología implica un cambio en la forma de realizar las operaciones y de tomar decisiones. La estrategia se apoya y compromete desde los niveles más altos de la dirección y la organización. 2.Seis Sigma se apoya en una estructura directiva que incluye personal a tiempo completo. La forma de manifestar el compromiso por Seis Sigma es creando una estructura directiva que integre líderes de negocio, de proyectos, expertos y facilitadores. Cada uno de los líderes tiene roles y responsabilidades específicas para formar proyectos de mejora. 3.Entrenamiento. Cada uno de los actores del programa de Seis Sigma requiere de entrenamientos específicos. Varios de ellos deben tomar un entrenamiento amplio, conocido como curriculum de un black belt. 4.Acreditación orientada al cliente y enfocada a los procesos. Esta metodología busca que todos los procesos cumplan con los requerimientos del cliente y que los niveles de calidad y desempeño cumplan con los estándares de Six Sigma. Al desarrollar esta metodología se requiere profundizar en el entendimiento del 17 cliente y sus necesidades. Con base en ese estudio sobre el cliente se diseñan y mejoran los procesos. 5.Dirigida con datos. Los datos y el pensamiento estadístico orientan los esfuerzos de esta metodología- Los datos son necesarios para identificar las variables de calidad y los procesos y áreas que tienen que ser mejorados. 6.Se apoya en una metodología robusta. Se requiere de una metodología para resolver los problemas del cliente, a través del análisis y tratamiento de los datos obtenidos. 7.Los proyectos generan ahorros o aumento en ventas. 8.El trabajo se reconoce. 9.La metodología Seis Sigma plantea proyectos largos. Seis Sigma es una iniciativa con horizonte de varios años, con lo cual integra y refuerza otros tipos de iniciativa. 10.Seis Sigma se comunica. Los programas de seis sigmas se basan en una política intensa de comunicación entre todos los miembros y departamentos de una organización, y fuera de la organización. Con esto se adopta esta filosofía en toda la organización. Proceso. El proceso Seis Sigma (six sigma) se caracteriza por 5 etapas concretas: DMAIC (Por sus siglas en inglés: Define - Measure - Analyze - Improve - Control). Definir, que consiste en concretar el objetivo del problema o defecto y validarlo, a la vez que se definen los participantes del programa. Medir, que consiste en entender el funcionamiento actual del problema o defecto. Analizar, que pretende averiguar las causas reales del problema o defecto. Mejorar, que permite determinar las mejoras procurando minimizar la inversión a realizar. Controlar, que se basa en tomar medidas con el fin de garantizar la continuidad de la mejora y valorarla en términos económicos y de satisfacción del cliente. En la fase de definición se identifican los posibles proyectos Seis Sigma que deben ser evaluados por la dirección para evitar la inadecuada utilización de recursos. Una vez seleccionado el proyecto, se prepara y se selecciona el equipo más adecuado para ejecutarlo, asignándole la prioridad necesaria. M (Medir). La fase de medición consiste en la caracterización del proceso identificando los requisitos clave de los clientes, las características clave del producto (o variables del resultado) y los parámetros (variables de entrada) que afectan al funcionamiento del proceso y a las características o variables clave. A partir de esta caracterización se define el sistema de medida y se mide la capacidad del proceso. 18 A (Analizar). En la fase de análisis, el equipo evalúa los datos de resultados actuales e históricos. Se desarrollan y comprueban hipótesis sobre posibles relaciones causa-efecto utilizando las herramientas estadísticas pertinentes. De esta forma el equipo confirma los determinantes del proceso, es decir las variables clave de entrada o "pocos vitales" que afectan a las variables de respuesta del proceso. I (Mejorar). En la fase de mejora (Improve en inglés) el equipo trata de determinar la relación causa-efecto (relación matemática entre las variables de entrada y la variable de respuesta que interese) para predecir, mejorar y optimizar el funcionamiento del proceso. Por último, se determina el rango operacional de los parámetros o variables de entrada del proceso. C (Controlar). La fase "control" consiste en diseñar y documentar los controles necesarios para asegurar que lo conseguido mediante el proyecto Seis Sigma se mantenga una vez que se hayan implementado los cambios. Cuando se han logrado los objetivos y la misión se dé por finalizada, el equipo informa a la dirección y se disuelve. Funciones y responsabilidades en Seis Sigma. Para una exitosa implementación de Seis sigmas se deben seguir prácticas sensatas de personal y en metodologías técnicas. Para la implementación de Seis Sigma se deben seguir las siguientes prácticas de personal: 1.Líderes ejecutivos comprometidos con Seis Sigma y que promuevan en toda la organización sus actividades. Líderes que se apropien de los procesos que deben mejorarse. 2.Capacitación corporativa en los conceptos y herramientas de Six Sigma. 3.Determinación de la dificultad de los objetivos de mejoramiento. 4.Refuerzo continuo y estímulos. Estructura humana del Seis Sigma. La estructura humana del Seis Sigma se compone de: 1.Director Six Sigma: Define los objetivos estratégicos del programa, las responsabilidades, selecciona el proyecto y los equipos que formarán parte de él de acuerdo con el objetivo. También comunica y difunde el programa. 2.Altos directivos (Champions): Son los directores de área quienes proveen la dirección estratégica y recursos para apoyar a los proyectos por realizar. 3.Cinturones Negros Maestros (Máster black belts): No siempre existen. Personal seleccionado y capacitado, que ha desarrollado actividades de cinturón negro y coordinan, capacitan y dirigen a los expertos cinturones negros en su desarrollo como expertos Six Sigma. Por lo tanto, son buenos conocedores de la metodología con amplia experiencia en el campo. 19 4.Cinturones Negros (Black belts): Expertos técnicos que generalmente se dedican a tiempo completo a la metodología Six Sigma. Son los que asesoran, lideran proyectos y apoyan en mantener una cultura de mejora de procesos. Se encargan de capacitar a los cinturones verdes. También tienen la obligación de encontrar y proponer mejoras. 5.Cinturones Verdes (Green belts): Expertos técnicos que se dedican en forma parcial a actividades de Six Sigma. Se enfocan en actividades cotidianas diferentes de Six Sigma, pero participan o lideran proyectos para atacar problemas de sus áreas. Resultados. Conceptualmente los resultados de los proyectos Seis Sigma se obtienen por dos caminos. Los proyectos consiguen, por un lado, mejorar las características del producto o servicio, permitiendo conseguir mayores ingresos, y por otro, el ahorro de costos que se deriva de la disminución de fallas o errores y de los menores tiempos de ciclo en los procesos. Si el promedio del proceso es mayor al valor meta, entonces el proceso está centrado, de lo contrario se dice que está descentrado. El nivel de calidad puede ser expresado como k sigma, en donde k se obtiene de dividir la mitad de la tolerancia entre la desviación estándar del proceso. Por ejemplo, si tenemos un proceso con una meta de 100 y una tolerancia de más menos 12; si la desviación estándar S es igual a 4. el proceso tiene un nivel de calidad de 3 sigma y si la desviación estándar es 2, el proceso tiene un nivel de calidad de 6 sigma. Conclusión. En conclusión, la mejora continua debe ser uno de los pilares básicos de una empresa, una obligación y un objetivo. La búsqueda y el afán por seguir mejorando es la única manera de conseguir alcanzar la máxima calidad y la excelencia. Es el primer paso para alcanzar la calidad total. La mejora continua debe ser algo que se apoye en todos los agentes de una empresa. Desde la tecnología hasta el capital humano, pasando por todos los procesos y procedimientos que tienen lugar en el sistema. De esta forma, la mejora continua involucra a toda la empresa en la búsqueda de la calidad total, permitiendo incluso que los trabajadores se involucren personalmente en esta mejora. Gracias a que existen técnicas para el análisis de datos que pueden ser herramientas útiles en un proceso de Mejora Continua y en la solución de los diversos problemas que éstas enfrentan. Sin estas herramientas no se podrían identificar las causas de los problemas que hay en las organizaciones y en esta se verían afectados los procesos internos y perjudicando seriamente a la organización . 20 Bibliografía Edward J. Hay. Justo a tiempo: la técnica japonesa que genera mayor ventaja competitiva. Editorial Norma, 2003. Pág. vi-8 Philipp Arndt, Just in Time: El sistema de producción Justo a Tiempo. GRIN Verlag, 2005. p. 2 B. Cendrero y S. Truyols. El transporte. Aspectos y tipología, Delta Publicaciones, 2008. p. 2 Sistemas De Kanban http://www.beyondlean.com/kanban_es.html http://www.gestiopolis.com/recursos/documentos/fulldocs/ger/kanbanuch.ht www.infocomarsa.net/biblioteca/KanBan.pdf https://www.gestiopolis.com/poka-yoke-tecnica-de-calidad-para-la-mejoracontinua/ http://blogseguridadindustrial.com/ejemplos-poka-yoke/ https://www.significados.com/kaizen/ https://marlonmelara.com/las-5s-del-kaizen/ http://andreadiazmetodokaizen.blogspot.com/p/ventajas-y-desventajas.html http://actualidadempresa.com/las-459s-herramientas-de-mejora-continua/ https://es.m.wikipedia.org/wiki/Seis_Sigma https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingenieroindustrial/gestión-y-control-de-calidad/six-sigma/ https://leansolutions.co/que-es-six-sigma/ 21 Cuestionario 1.- ¿Cuál es la principal función de las herramientas de mejora continua? Buscar puntos débiles a los procesos, productos y servicios actuales 2. - ¿Qué es Just In Time? Es una filosofía industrial que puede resumirse en fabricar los productos estrictamente necesarios, en el momento preciso y en las cantidades debidas. 3.- ¿Cuáles son los beneficios del JIT? Reduce o elimina buena parte del desperdicio en las actividades de compras, fabricación, distribución y apoyo a la fabricación (actividades de oficina) en un negocio de manufactura. 4. ¿Qué es Kanban? R= Kanban es un método de administración de tareas y flujos de trabajos usado especialmente con las empresas que trabajan en desarrollo de software. 5. ¿Tipos de tarjeta Kanban? R= hay dos tipos de retiró y de producción. 6. ¿Cómo surgió el sistema Kanban? R= El sistema Kanban como tal surgió en Toyota, el fabricante japonés de automóviles, para organizar mejor su producción de vehículos dividiendo el proceso en fases bien delimitadas que se tenían que cubrir correctamente para pasar a la siguiente fase, garantizando así un producto de calidad. 7.- ¿Qué es el Poka Yoke? Es un dispositivo destinado a evitar errores. 8.- Menciona dos técnicas del Poka Yoke Antes de que ocurran (PREDICCIÓN), Una vez ocurridos (DETECCIÓN) 22 9.- ¿Qué significa Kaizen? R= cambio continuo 10.- Menciona 2 ventajas de kaizen. R= 1. Reducción de inventarios, productos en proceso y terminados. 2. Disminución en la cantidad de accidentes. 3. Reducción en fallas de los equipos y herramientas. 4. Reducción en los tiempos de preparación de maquinarias. Aumento en los niveles de satisfacción de los clientes y consumidores. 11.- ¿A que están avocadas las 9 S? R= Están evocadas a entender, implantar y mantener un sistema de orden y limpieza en la empresa. 12.- ¿A qué se debe el nombre de las 9 S? R= Debe su nombre a la primera letra de la palabra de origen japonés. 13.- ¿De qué se tratan las ultimas 4 S de la metodología de 9 S? R= Tratan de involucrar aun más al personal en la consecución de una mejora continua que lleve a la organización empresarial a la excelencia en la gestión. 14. ¿En qué consiste las Seis Sigma? R= Es una metodología de mejora de procesos, centrada en la reducción de la variabilidad del mismos, reforzando y optimizando cada parte de proceso consiguiendo reducir o eliminar los defectos o fallos en la entrega de un producto o servicio al cliente. 15. El proceso Seis Sigma (six sigma) se caracteriza por 5 etapas concretas, Menciónalas: R= DMAIC (Por sus siglas en inglés: Define - Measure - Analyze - Improve Control). O en español Definir, Medir, Analizar, Mejorar y Controlar. 23 Temas extras Valor Humano Justicia Ser justo es desarrollar nuestro sentido de lo que está bien y lo que está mal. Actuar con honestidad, respeto y, sobre todo, tener sentido de humanidad. No permitamos tranquilamente que se cometan atropellos contra nosotros mismos ni contra nuestros hermanos. Protestar con energía y denunciar los abusos de todo tipo y los crímenes, vengan de donde vengan, aunque para ello haya que arriesgar nuestra vida. Practicar el valor de la justicia es conocer, respetar y hacer valer los derechos de las personas que nos rodean. Tomar decisiones apegadas al más profundo sentido de humanidad, propiciar el debido salario a los trabajadores, reconocer los méritos de un buen estudiante o un abnegado colaborado . Valor Organizacional Cumplimiento. Cumplimiento, es adquirir compromisos y ser sinceros para concluirlos, es tomar responsabilidades y actuar en consecuencia a ellas. Como el cumplimiento de la política organizacional de la empresa que es la orientación o directriz que debe ser divulgada, entendida y acatada por todos los miembros de la organización, en ella se contemplan las normas y responsabilidades de cada área de la organización. Al igual como las normas de la misma, que son reglas específicas que se deben seguir o a que se deben ajustar las conductas, tareas, o actividades en una organización para poder llevar a cabo el cumplimiento de una política organizacional. 24 Eficiencia La eficiencia es la que se encarga de buscar el camino más corto de llegada a una meta, y el tiempo más corto que pueda tomarle cumplir de su tarea. Eficiencia, es hacer las cosas de la manera más óptima, rápida e igualmente correcta. Se entiende que la eficiencia se da cuando se utilizan menos recursos para lograr un mismo objetivo. o, al contrario, cuando se logran más objetivos con los mismos o menos recursos. Influencia de las condiciones de trabajo. Sacando cuentas el hombre pasa la tercera parte de su vida adulta en el trabajo. Permanece en su centro, según sea la organización de su trabajo, laborando como mínimo unas 8 horas diarias durante 5 o 6 días a la semana. Por eso hay que lograr una buena relación del hombre con su actividad. El buen ajuste del hombre con su trabajo se manifiesta en: altos rendimientos, satisfacción, poco estrés. Cuando hay desajuste generalmente se manifiesta en un bajo o pobre rendimiento, insatisfacción, estrés. Una de las vías para mejorar este ajuste es modificando el ambiente, rediseñando el trabajo, creando condiciones de ejecución favorables. De esta manera se preserva el recurso más importante de la Organización, el hombre, quien es la razón fundamental para ocuparse del estudio de: las condiciones en que se realiza la actividad de trabajo; de las demandas que éstas implican para el trabajador y la influencia que éstas tienen sobre el organismo y la actividad, sin perder de vista que al realizar el estudio y sugerir medidas de intervención se deben tratar de alcanzar los 3 objetivos fundamentales para todo psicólogo laboral que son: 1.Incrementar la productividad. 2.Evitar el menoscabo (deterioro) a la salud del hombre. 3.Lograr el desarrollo de su personalidad en y a través del trabajo. Estas metas implican entonces que en el proceso interventivo, las medidas deben estar orientadas a: 1.Mejorar las condiciones exteriores de trabajo (conformación psicológica del trabajo). 2.Mejorar las condiciones laborales interiores (análisis y desarrollo de las premisas de rendimiento). 25 3.Mejorar la cooperación y la actividad dirección. Dentro de lo que Peiró llama Sistema Organizacional Interno, estamos en el nivel individual de análisis. Lo interesante de este tema es que no sólo es aplicable al centro de trabajo, a la actividad laboral, sino también es aplicable a la vida cotidiana. El hogar y a las actividades que en él realizamos también pueden verse beneficiadas por estos conocimientos, creando condiciones para elevar la calidad de vida personal. Condiciones de trabajo. Condiciones de trabajo son todos los factores que inciden en el proceso y el resultado del trabajo ya sea de modo directo o indirecto. Si así se define, entonces Condiciones de Trabajo van a ser tanto las condiciones exteriores u objetivas (ambiente, organización, medios de trabajo, actividad laboral) como las condiciones interiores o subjetivas (características de la personalidad o estados psíquicos resultantes de la actividad) que influyen en la actividad y los resultados del trabajo. 26