INFORME - Ecodiseño
Anuncio

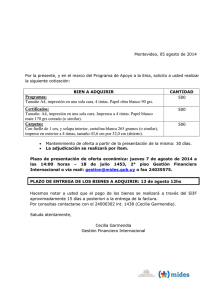
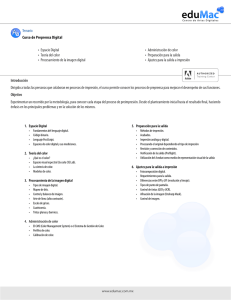
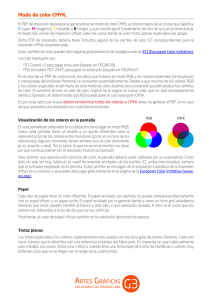
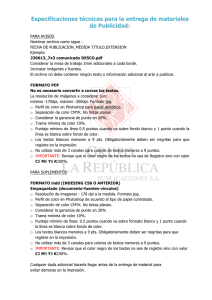
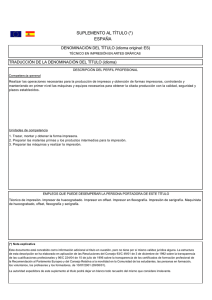
2005 l INFORME AIDO SECTOR ARTES GRÁFICAS www.ecodisseny.net El ecodiseño como factor medioambiental en el diseño y desarrollo de productos. INFORME TÉCNICO ARTES GRÁFICAS INDICE 1. INTRODUCCIÓN 2. SITUACIÓN SECTORIAL 2.1. DELIMITACIÓN DEL SECTOR 3. 41 ASPECTOS E IMPACTOS MEDIOAMBIENTALES CARACTERÍSTICOS DEL SECTOR 3.1. PRODUCCIÓN DE RESIDUOS LÍQUIDOS Y SÓLIDOS 3.2. EMISIONES ATMOSFÉRICAS 3.3. VERTIDO DE AGUAS RESIDUALES 3.4. CONSUMO EXCESIVO DE MATERIAS PRIMAS 3.5. CONSUMO ENERGÉTICO 3.6. CONSUMO DE AGUA 3.7. CONTAMINACIÓN ACÚSTICA 4. EL DISEÑO EN EL SECTOR 4.1. DESCRIPCIÓN DE LA ACTIVIDAD DE DISEÑO EN EL SECTOR GRÁFICO 4.2. NUEVAS TENDENCIAS EN LA OFERTA DE SERVICIOS 4.3. ANÁLISIS DE TENDENCIAS EN SOPORTES PAPELEROS 4.4. ANÁLISIS DE TENDENCIAS EN SOPORTES NO PAPELEROS 4.5. ANÁLISIS DE TENDENCIAS EN ACABADOS 4.6. ANÁLISIS DE TENDENCIAS EN TINTAS Y DISOLVENTES 4.7. IMPLANTACIÓN DEL ECODISEÑO EN EL SECTOR 5. ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL 5.1. ACCIONES DE PREVENCIÓN EN ORIGEN. MATERIALES 5.2. OTRAS TECOLOGÍAS LÍMPIAS 5.3. ACCIONES DE PREVENCIÓN EN EL PROCESO 6. ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL 7. PLAN ECODISSENY PARA EL SECTOR AIDO INFORME TÉCNICO ARTES GRÁFICAS 1.INTRODUCCIÓN El diseño es sin duda un factor de competitividad cada vez más importante. Estamos en un mercado fuertemente competitivo, internacional y dirigido a una sociedad que poco a poco está exigiendo productos y servicios diferenciados y con “diseño”. Al mismo tiempo se demanda un alto nivel de calidad, seguridad y respeto al medio ambiente. Esta situación exige que las empresas que quieran abordar el diseño y desarrollo de nuevos productos y servicios con una visión estratégica deban contemplar entre otros el factor ambiental. El factor ambiental supone dar un valor añadido al producto, incorporando un nuevo atributo que cada vez más está siendo apreciado por el consumidor. Pero no sólo por cuestiones de mercado, sino porque las empresas socialmente responsables y comprometidas en la consecución de un auténtico desarrollo sostenible, están incorporando el factor ambiental en la gestión del desarrollo de nuevos productos y servicios. Aquí es donde el Ecodiseño juega un papel fundamental, pasando a ser éste un factor estratégico. El objetivo de esta Guía Sectorial es reflexionar sobre el concepto de ecodiseño, así cómo ofrecer una visión sectorial sencilla y concreta para que las empresas puedan comenzar a considerar el factor ambiental en el desarrollo de productos y servicios, es decir, en la etapa de diseño, avanzando así hacia una convergencia entre los valores empresariales y los sociales. En la actualidad se constata que la contratación de diseño por parte de las empresas de la Comunidad Valenciana no alcanza los niveles de normalización que una sociedad industrialmente madura como la nuestra debería presentar. A pesar de acciones acometidas con anterioridad por parte de la Administración, asociaciones empresariales y Cámara de Comercios, muy pocas empresas de nuestro entorno utilizan servicios profesionales de diseño. Parece urgente la puesta en marcha de una serie de medidas que intenten fomentar la normalización del diseño como estrategia empresarial y como herramienta básica en el proceso de desarrollo de producto de nuestras industrias. En este sentido el IMPIVA ha planteado una línea de actuación que intenta corregir los déficits detectados contribuyendo así a la implantación en nuestra industria de un factor de innovación que mejorará indudablemente su producto y su imagen aportándole factores diferenciales que mejoren su competitividad. En este sentido en la presente Guía Sectorial también se ha incluido un capítulo dedicado a una propuesta de Plan de Ecodiseño que tiene por objetivo el difundir entre las empresas valencianas las ventajas económicas, sociales y medioambientales por considerar el factor ambiental en la etapa de diseño y desarrollo de productos, aunando los esfuerzos desde la etapa de diseño, producción y comercialización. Esta propuesta de Plan se desarrollará en sintonía con las acciones del IMPIVA. En definitiva, este Plan pretende ser un documento inicial de trabajo que pueda ser mejorado de manera continua con aportaciones de todos los agentes implicados (empresas, administración, asociaciones de consumidores, etc.). AIDO 42 INFORME TÉCNICO ARTES GRÁFICAS 2. SITUACIÓN SECTORIAL 2.1. DELIMITACIÓN DEL SECTOR 2.1.1 SECTORES RELACIONADOS El sector gráfico se caracteriza por la heterogeneidad de productos y procesos que engloba, configurando subsectores diferenciados, con problemáticas particulares. Recurriendo al CNAE-93, Código de Clasificación Nacional de Actividades Económicas, basado en un criterio de orientación o destino de producto, se observa que las actividades asociadas al sector gráfico están incluidas en el epígrafe 22 “Artes Gráficas y Reproducción de Soportes Grabados”, considerándose actividades integrantes del sector que nos ocupa las correspondientes a los siguientes subgrupos: • 221 Edición 2211 Edición de libros 2212 Edición de periódicos 2213 Edición de revistas • 222 Artes gráficas y actividades de los servicios relacionados con las mismas 2221 Impresión de periódicos 2222 Otras actividades de impresión 2223 Encuadernación y acabado 2224 Composición y fotograbado El sector gráfico está en constante interacción con una gran parte del resto de los sectores productivos. En relación a los sectores clientes, principalmente los productos gráficos van destinados a los sectores más tradicionales de la Comunidad Valenciana, es decir, textil, calzado, juguete, mueble, cerámica, etc...y a las actividades terciarias como los servicios a empresas (fundamentalmente publicitarios), los servicios financieros, y los servicios públicos, aunque alcanza todo tipo de mercados dado que el sector es sobre todo un proveedor de productos que divulgan información y conocimientos, y atienden actividades de ocio. Los principales proveedores de la industria de Artes Gráficas son el propio sector (relaciones de subcontratación), la industria papelera (dado que buena parte de la producción del sector se realiza en papel), el sector de tintas para impresión, y los fabricantes de los equipos productivos utilizados en el proceso de impresión. El sector de Artes Gráficas se caracteriza por su baja propensión exportadora, sensiblemente inferior a la media industrial. Nos encontramos por tanto ante una actividad de importante carácter "local", enfocada principalmente al abastecimiento del mercado interior, exceptuando en algunos casos las grandes empresas editoriales y la incidencia cada vez mayor de la exportación de envases y embalajes tanto en cartón como en materiales flexibles. AIDO 43 INFORME TÉCNICO ARTES GRÁFICAS 2.1.2. SECTOR DE ARTES GRÁFICAS: ÁREAS DE PRODUCCIÓN El sector de Artes Gáficas abarca todas las fases necesarias para transformar una obra de carácter creativo en un producto elaborado susceptible de ser distribuido al público. Es posible distinguir una serie de fases productivas que se pueden identificar como subsectores de actividad dentro de la industria gráfica. Esas fases/subsectores de actividad, que están estrechamente relacionadas entre sí, son las siguientes: diseño, preimpresión, impresión y postimpresión. Diseño: Actividades previas a la preimpresión. En esta fase se establecen la composición gráfica y las características finales del producto gráfico. Es muchas ocasiones las tareas referidas a las características del producto gráfico son asumidas por los subsectores de preimpresión e impresión. Preimpresión: Todas aquellas actividades que se encuentran entre el diseño y la impresión. Se engloban en este subsector aquellas empresas cuya actividad exclusiva o principal consiste en la composición gráfica ya sea mediante grabado, fotograbado, galvanoplastia, estereotipia u otras formas posibles. Impresión: Este subsector integra aquellas empresas cuya actividad exclusiva o principal consiste en la impresión tipográfica, por huecograbado, offset y otros procedimientos (flexografía, serigrafía, etc.), siendo el proceso offset el utilizado en mayor proporción y mediante el cual se llevan a cabo la mayoría de los impresos comunes, ya que permiten el uso de máquinas de diversos tamaños y diferentes rendimientos. La flexografía puede considerarse el sistema que está en la actualidad presentando mayor crecimiento, mientras que la serigrafía, con todas sus aplicaciones especiales, sigue también creciendo. En los últimos año se han incorporado los Sistemas de Impresión Electrónica destacando la Impresión Variable y la Impresión Láser. Postimpresión: Este subsector comprende aquellas empresas cuya actividad exclusiva o principal es la encuadernación o la realización de otros tipos de acabados de los productos gráficos. 2.1.3. PRODUCTOS GRÁFICOS En lo relativo a los productos, son numerosos y complejos. FEIGRAF (Federación Empresarial de Industrias Gráficas de España) categoriza los mismos definiendo dos grandes grupos, Artes Gráficas y Manipulados de Papel y Cartón, dentro de los cuales encontramos los siguientes productos gráficos: • Edición. • Impresiones periódicas. • Envases y embalajes. • Higiénicos y sanitarios. • Formularios o impresos. • Etiquetas. AIDO 44 INFORME TÉCNICO ARTES GRÁFICAS 2.1.4. CARACTERÍSTICAS ESPECIALES DEL SECTOR En la Comunidad Valenciana el nº de empresas dentro del sector de las Artes Gráficas es aproximadamente de 1.500 empresas, lo que representa el 12 % del total español, 10 % en el subsector de gráficas y 16 % en el subsector de manipulados de papel y cartón, especialmente relacionado este último con en el envase que incorpora impresión para la industria tradicional valenciana: agroalimentario, calzado, juguete, textil y otros. 45 30 25 20 15 10 5 na ad r id ci a M al en C .V G a P . lic ia Va sc o M ur M c ia an C cha an ar ia s C -L C C eu t aM el L a illa R i a oj E x n ta a tre br m ia ad u N ra av a As rra tu Ba rias le ar es 0 Respecto a la mano de obra es un sector muy intensivo y de gran atomización, puesto que el 80% de las empresas cuentan con menos de 10 trabajadores y cerca del 60% del total no cuenta con más de 2 empleados, estando integrado el propio empresario en los propios procesos productivos. Se trata de una industria moderna y de alta tecnología que, adoptando los procesos de fabricación más avanzados y efectuando grandes inversiones en nueva maquinaria durante los últimos años, se ha situado a la vanguardia del progreso técnico, siendo la necesidad de absorción de tecnología por las empresas de preimpresión, la más intensa del sector de Artes Gráficas. En cuanto al proceso de impresión, se puede afirmar que las empresas de impresión tienen de media un nivel tecnológico más bajo, con relación al nivel actual disponible en el mercado. La manipulación y los acabados, tienen una estructura muy convencional con relación a las tendencias y disponibilidades tecnológicas en el mercado. En estas actividades es donde se localizan los equipos con mayor antigüedad. La innovación que se está realizando en otros subsectores con la ventaja competitiva adquirida, puede en algunos casos, verse frenada por el aparente inmovilismo que se da en el área de acabados. En relación con la problemática medioambiental, la industria de Artes Gráficas está destinando importantes recursos para cumplir los cada vez más exigentes requisitos medioambientales, aunque es una rama industrial que ejerce tan sólo un impacto marginal en el medio ambiente. Por ejemplo, ha invertido grandes sumas de dinero para limitar las emisiones causadas por la impresión offset a bobina, para mejorar la calidad del agua y propiciar el reciclado de los residuos. Por otra parte, el sector también está presente en el debate de la recogida y el reciclaje del papel. Otro motivo de consideración de los aspecto medioambientales, es la nueva situación que está emergiendo en el panorama europeo con la aparición de serios competidores en aquellos países en desarrollo con cuyos costes salariales no podemos competir, principalmente en Asia, con la India, Malasia y, particularmente, China. Las líneas estratégicas a seguir a fin de mantener y ampliar la actual cuota de exportación y el nivel de consumo interno pasan por diferenciar la calidad del producto gráfico europeo del resto de sus competidores, así como tratar de reducir costes en el consumo de materias primas y tiempos de producción. AIDO INFORME TÉCNICO ARTES GRÁFICAS 3. ASPECTOS E IMPACTOS MEDIOAMBIENTALES CARACTERÍSTICOS DEL SECTOR El análisis de los principales impactos medioambientales del sector gráfico resulta de cierta complejidad teniendo en cuenta que las diferentes tipologías de impresión (huecograbado, offset, ...) que se utilice en el proceso de fabricación del producto poseerán diferencias sustanciales en el tipo y grado de dichos impactos medioambientales. No obstante existen determinados impactos que deben ser considerados como comunes dada su presencia compartida en todas la tipologías de impresión. Estos son: Principales problemáticas medioambientales en el sector gráfico Problemática Impacto ambiental relacionado Producto relacionado Producción Residuos Residuos Líquidos Peligrosos Tintas, disolventes Residuos Sólidos Envases de tintas, trapos Peligrosos No Peligrosos Planchas, fotolitos, papel Emisiones atmosféricas COV’S, CO2 Aguas residuales con carga contaminante Procesos de revelado Emisión de ruido Molestias sistema auditivo Molestias en el puesto de trabajo Emisión de olores Inhalación de sustancias nocivas Molestias en el puesto de trabajo Consumo excesivo Materia prima (disminución de recursos limitados) Disminución de recursos papel Energía (disminución de recursos Disminución de recursos limitados) limitados: energía Agua (disminución de recursos limitados) Disminución de recursos limitados: agua A continuación se detallan las características y consideraciones de cada una de las problemáticas ambientales de la producción gráfica. AIDO 46 INFORME TÉCNICO ARTES GRÁFICAS 3.2. RELACIÓN DE PRINCIPALES IMPACTOS MEDIOAMBIENTALES 3.2.1. PRODUCCIÓN DE RESIDUOS LÍQUIDOS Y SÓLIDOS Las actividades industriales que se realizan en el sector de las artes gráficas producen una serie de residuos sólidos que pueden clasificarse como residuos peligrosos (RP) o residuos sólidos dependiendo de su riesgo contaminante. Entre los residuos sólidos no peligrosos se encuentra el papel, utilizado como principal soporte en el proceso de impresión. Este tipo de residuos proceden de recortes y restos de guillotina y acabados. También las maculaturas empleadas para la puesta en marcha de la prensa produce una cantidad considerable de residuos de papel impreso. Una correcta separación de residuos papeleros favorecerá el reciclaje y la recuperación del papel a través de las empresas que gestionan este tipo de residuos. Los residuos sólidos y líquidos de carácter contaminante (Residuos Peligrosos) se producen en las diferentes etapas de producción y se caracterizan por tratarse de elementos de limpieza, envases, residuos de tintas y disolventes. Un consumo responsable y eficiente de algunos materiales desechables reducirán de forma considerable los desechos de cada trabajo y se traducirá en un ahorro de energía y consumibles beneficioso para la empresa, pero también para el medioambiente. En este caso el control de calidad efectuado en la etapa de Diseño y Preimpresión basado en sistemas PreFlight favorece la detección de posible fallos antes de inutilizar definitivamente película, plancha, etcétera. En el caso de la limpieza de la maquinaria de impresión se produce un considerable gasto de paños impregnados en disolventes que produce una importante generación de residuos sólidos contaminantes. Los nuevos sistemas automáticos de limpieza incorporan nuevos avances tecnológicos respetuosos con el medioambiente. Resulta especialmente recomendable incorporar un sistema de buenas prácticas para realizar una correcta actuación respecto a los envases de productos contaminantes. Es el caso de los productos químicos utilizados en el proceso de revelado y fijado (ya sean películas o planchas), de los envases de los aditivos de la solución de mojado, y finalmente también de los propios envases de las tintas. AIDO 47 INFORME TÉCNICO ARTES GRÁFICAS 3.2.2 EMISIONES ATMOSFÉRICAS Las principales emisiones de contaminantes atmosféricos en las Industrias Gráficas son causadas por el uso de solventes y de diluyentes de tintas, las cuales son emitidas durante su manipulado, aplicación y secado. Esta situación se produce con mayor intensidad en el caso del huecograbado y serigrafía. Los solventes utilizados en la limpieza (tanto su almacenamiento como manipulación) y como humidificadores (solución fuente) son fuentes potenciales de contaminación, así como el uso de pegamentos y gomas, especialmente en la etapa de postimpresión y manipulado. Principales emisiones de la Industria Gráfica 367 1520 30 4 Unidades expresadas en toneladas/año SOx: Óxidos de azufre 40 1396 s 1329 NOx: Óxidos de nitrógeno COVNM: Compuestos orgánicos volátiles (excluido el metano) CH4: Metano CO: Monóxido de carbono CO2(miles toneladas): Dióxido de carbono N2O: Monóxido de nitrógeno Fuente: INE. 2000 29284 NH3: Amoníaco Fuente:INE. 2000 Entre los principales emisores de COV’s están el Xileno, Isopropanol, Etanol, Isopropoxietanol, Metil-etil-cetona y Tolueno. El listado de posibles fuentes de contaminación atmosférica se presenta en la siguiente tabla: Acetato de etilo Principales fuentes de emisión de COV’s en la industria gráfica Principales contaminante por emisión atmosférica Disolventes para limpieza Revelador de placa en base a solvente Solución fuente (alcohol isopropílico) Tinta Soluciones de limpieza de prensa (disolventes, diluyentes) Adhesivos Recubrimientos y emulsiones Por otra parte, existe un tipo de contaminación atmosférica como resultado de las partículas de papel que quedan en suspensión. Este polvo de papel se produce especialmente en el corte en guillotina aunque normalmente las resmas de papel también contienen gran cantidad de estas partículas. Una mala limpieza y aislamiento de la zona de desperdicios de papel incrementa el problema. AIDO 48 INFORME TÉCNICO ARTES GRÁFICAS 3.2.3. VERTIDO DE AGUAS RESIDUALES El vertido de aguas residuales contaminadas por productos químicos es uno de los problemas medioambientales críticos en el sector. Resulta especialmente importante tomar las medidas oportunas y aplicar las técnicas de minimización y buenas prácticas que reduzcan la cantidad de elementos químicos contaminantes en el agua. Esta contaminación de aguas residuales tiene uno o dos orígenes primordiales, dependiendo de la tipología de impresión, ya que en el proceso offset hay que añadir la contaminación que producen los productos químicos añadidos al agua de mojado. Es en la etapa de preparación de películas y de planchas cuando se producen los procesos mas contaminantes en las aguas residuales. Los productos de revelado y fijado tienen diferentes sistemas de recuperación. Los tratamientos básicos incluyen precipitación, intercambio iónico, intercambio reductor y recuperación electrolítica. Se debe tener en cuenta que un lodo generado a partir del tratamiento de riles puede contener una cantidad de plata tal que lo haga peligroso por presentar la característica de toxicidad por lixiviación (MINSAL, 1999). Los tratamientos de reemplazo metálico con cartuchos en serie y el sistema de recuperación electrolítica son las técnicas más comúnmente usadas y recomendadas. Los lavados de película y plancha son necesarios para eliminar los restos de productos químicos sobre la película procedentes del revelado químico. Por lo general, estos lavados se vierten directamente al desagüe sin ningún tipo de depuración previa, debido a la dilución que presentan de producto concentrado. Por otra parte deben de considerarse la aplicación de filtros y sistemas de depuración a aquellas máquinas de imprimir basadas en el sistema Offset que eviten que los compuestos químicos añadidos a las soluciones de mojado sean vertidos a los efluentes produciendo el consiguiente daño ecológico. 3.2.4. CONSUMO EXCESIVO DE MATERIAS PRIMAS Las materias primas empleadas en el sector de Artes Gráficas son principalmente el papel, las tintas, el agua y diferentes productos químicos que dependerán de la etapas del proceso. Aunque en una consideración más pormenorizada podríamos incluir las películas, planchas y rodillos necesarios para la obtención de la forma impresora. El papel es la materia prima fundamental. Entre las buenas prácticas a realizar en materia de ahorro de materias primas es importante destacar la importancia de un control de calidad que garantice que el trabajo no sea rechazado. Un alto porcentaje de los residuos (y con ello un consumo innecesario de materia prima) en las Artes Gráficas tiene como origen los pliegos impresos que son rechazados por contener algún tipo de fallo, gestionándose su totalidad como residuo. Un almacenamiento de grandes cantidades de materias primas, como son las tintas y los productos químicos, puede conducir a la generación de residuos debido a la caducidad de los materiales allí almacenados. Así mismo, aquellos productos que no sean de uso frecuente deberán guardarse en óptimas condiciones pala evitar la pérdida de alguna de sus propiedades y que no puedan ser utilizados, teniendo que gestionarlos como residuos. La reutilización de tintas formuladas para la creación de nuevas tintas resulta una práctica AIDO 49 INFORME TÉCNICO ARTES GRÁFICAS respetuosa con el medio ambiente al evitar la generación de residuos y rentable al no precisar nuevas partidas de tintas. El consumo excesivo de agua puede darse principalmente en los lavados del proceso de preimpresión. Existen en el mercado diferentes técnicas de lavado que permiten reducir el consumo de agua. 50 3.2.5. CONSUMO ENERGÉTICO La Industria Gráfica tiene como principal fuente de consumo la energía eléctrica. La utilización de esta fuente de energía caracteriza el tipo de maquinaria basado en potentes motores eléctricos y sistemas de secado. Dentro de las imprentas podemos determinar por su función tres grupos de máquinas: maquinaria de producción, maquinaria de secado y maquinaria de acondicionamiento. Las máquinas de producción las componen principalmente las propias prensas de impresión y aunque entre los distintos fabricantes de este tipo de equipamiento se puede encontrar diferencias de consumo significativas, no siempre es el criterio determinante para su elección. La impresión conlleva innato un consumo en la estabilidad de las constantes físicas de la nave destinada. La humedad y la temperatura resultan fundamentales para el buen comportamiento y estabilidad de la tirada impresa. Para ello se disponen aparatos que permiten controlar la humedad ambiente y la temperatura y así regular y estabilizar unas condiciones que garanticen una producción segura y precisa, independientemente de las condiciones meteorológicas externas. Finalmente nos encontramos con los procesos de secado, necesarios para que el pliego impreso pueda recibir la siguiente capa de tinta en las mejores condiciones de adherencia y homogeneidad. Es en este tipo de maquinaria de secado donde podemos encontrar soluciones con diferentes grados de consumo. Es cierto que en ocasiones la utilización de otros tipos de secado supone un cambio en el tipo de tintas a utilizar o incluso en el tipo de planchas a utilizar, pero en general podemos afirmar que existen tecnologías de impresión que ofrecen un considerable ahorro energético en el sistema de secado. 3.2.6. CONSUMO DE AGUA En el sector de las Artes Gráficas el consumo de agua tiene una relevancia considerable desde dos puntos de vista. En primer lugar, el agua es una fuente de materia prima que debe de controlarse y adecuarse al proceso productivo a través de una adecuación térmica y química. En este caso, el principal problema medioambiental es el de realizar un consumo excesivo e innecesario de agua. En segundo lugar, el agua en su fase residual es un tema importante que se analiza en profundidad en su aspecto medioambiental de aguas residuales. El consumo de agua se produce especialmente en la etapa de preimpresión en el lavado de películas o planchas para eliminar el resto de componentes químicos que arrastran del proceso químico de revelado. AIDO INFORME TÉCNICO ARTES GRÁFICAS En el caso de la impresión en sistema Offset el agua juega un papel fundamental al utilizarse como base para la solución de mojado, como complemento humificador de la plancha. El agua corriente no es apta para este proceso debido a una tensión superficial demasiado elevada que produciría contracciones en el papel. Debe de ser tratada con alcoholes y aditivos correctores del pH que aumenten el poder humificador del agua sin provocar tensiones en la fase de secado. En el caso particular de impresión en sistema Offset, se están desarrollando tecnologías alternativas al agua. Se tratan de sistemas basados en planchas preparadas que no necesitan solución de mojado. A pesar del coste inversor, se entiende que se trata de tecnologías respetuosas con el medio ambiente y que en muchos aspectos mejoran la calidad y rentabilidad de los procesos de producción. 3.2.7. CONTAMINACIÓN ACÚSTICA La contaminación acústica en el sector de las Artes Gráficas se limita especialmente al ruido ocasionado por las propias máquinas de imprimir y las guillotinas. Dependiendo de la tipología de impresión y las condiciones ambientales de la empresa nos podemos encontrar la contaminación acústica proveniente de los sistemas de ventilación encargado de captar los compuestos orgánicos volátiles (COV’s) y las partículas de polvo de papel en suspensión. Evidentemente incluiremos como contaminante acústico la maquinaria utilizada en el transporte tanto de la materia prima (resmas de papel, bidones de tinta y laca), como del producto manufacturado (pliegos impresos, libros y encuadernados). La maquinaria destinada a este menester puede ser eléctricas, o hidráulica, pero en cualquier caso conllevan la contaminación acústica propia de los sistemas de ensamblaje y transporte . AIDO 51 INFORME TÉCNICO ARTES GRÁFICAS 4. EL DISEÑO EN EL SECTOR 4.1. DESCRIPCIÓN DE LA ACTIVIDAD DE DISEÑO EN EL SECTOR GRÁFICO. 52 Dentro del sector gráfico, la Fase de Diseño Gráfico debe ser entendida como aquella que da solución a los requerimientos del cliente en su totalidad y tiene en cuenta el proceso productivo que será necesario para su realización. Sin embargo está extendida la práctica en la que algunos diseñadores gráficos “externos”, ajenos al proceso productivo, realizan diseños “imposibles” o incorrectos por número de tintas, falta de consideraciones en la imposición, colores no reproducibles en el dispositivo de impresión, etcétera. Esta descoordinación entre el diseñador gráfico y los impresores y preimpresores produce, en demasiadas ocasiones, repeticiones de trabajos con el consiguiente perjuicio para el medioambiente en cuanto consumo de materias primas, energía y producción de residuos. Es por ello que en este informe queremos considerar el Diseño en su faceta de Producto Gráfico global tal y como creemos que debe ser considerado. El Diseño del Producto Gráfico quedará incluido en la Fase de Preimpresión 4.2 NUEVAS TENDENCIAS EN LA OFERTA DE SERVICIOS Las empresas del sector gráfico mantienen una estrecha relación con otros sectores productivos en calidad de proveedores de catálogos, envases y embalajes impresos, difusión comercial y publicitaria, etcétera. En relación a estos sectores clientes, principalmente los productos gráficos van destinados a los sectores más tradicionales de la Comunidad Valenciana: Juguete, Mueble, Cerámica, Calzado, Textil, y también Editorial y Comercial. Como ya se ha comentado anteriormente el sector de Artes Gráficas posee una baja propensión exportadora, sensiblemente inferior a la media industrial. Nos encontramos por tanto ante una actividad de importante carácter "local", enfocada principalmente al abastecimiento del mercado interior existiendo una relación directa entre la demanda y la producción. Debido a la competencia exterior en estos momentos existe una toma de conciencia de los pasos a seguir para poder dar servicio y competitividad en el mercado exterior: normalización, certificación ISO 9000, gestión medioambiental, etcétera. En este sentido es de destacar la incidencia cada vez mayor de la exportación de envases y embalajes tanto en cartón como en materiales flexibles. Es precisamente en esa línea en la que el cliente exige una mayor diferenciación del producto recurriendo a nuevas tecnologías en acabados y soportes que se detallan en el apartado de tendencias en soportes y acabados. Por otra parte existe un conjunto de productos como libros, catálogos, material promocional y, especialmente, trabajos de tiradas cortas son resueltos a través de la impresión digital. En España se ha experimentado un crecimiento de 22,4% en el volumen de ventas en los últimos 5 años para este segmento de mercado y se espera un crecimiento de 12,9 puntos para el año 2009 y una cuota total de mercado del 14,4 % respecto a otros procesos de impresión. AIDO INFORME TÉCNICO ARTES GRÁFICAS 4.3 ANÁLISIS DE TENDENCIAS EN SOPORTES PAPELEROS Los soportes papeleros son aquellos que están compuestos por celulosa, macromolécula de origen vegetal presente en árboles, arbustos y plantas. Debido fundamentalmente al grado de exigencia de los clientes los papeles que se utilizan habitualmente son los estucados o preparados. El papel sin preparar (offset, lytos, ) es destinado a trabajos a una tinta o que no precisan de una alta calidad en la reproducción final como por ejemplo son periódicos, publicidades, libros. A continuación se destacan alguno de los soportes papeleros más utilizados: LITOS Publicidad, calidad baja Sustituido por el papel OFFSET. Con alto contenido de Eucaliptos y encolado en masa. OFF-SET Publicidad, calidad media, revistas, edición, calidad media Incorpora un encolado de cola de resina en superficie para mejorar la impermeabilidad al agua. Pasta química cien por cien. Encolado fuerte. Satinados y sin defecto doble cara. ESTUCADOS O CUCHES Catálogos, revistas, edición, calidad alta Propiedades diferentes dependiendo de la composición del estuco. Suelen contener yeso. PRENSA Prensa Desde 52 gr/m2 alisado y sin cola a base de pasta mecánica. Con celulosa cruda al sulfato para mejorar la resistencia mecánica en la rotativa. REVISTA Revistas Papel prensa pero satinado, sin cola y de 60 gr/m2 BIBLIA Edición Papel de alta calidad para gruesos de libros reducidos. Delgados, densos. Algunos incluyen pasta de trapo. CARTONCILLO Envase y embalaje Con diferentes acabados, gris, madera, blanco. Suele ser reciclado. CARTONCILLO ESTUCADO Envase y embalaje Con diferentes acabados, gris, madera, blanco. Puede ser reciclado, con pasta virgen o sin pasta mecánica.- AIDO 53 INFORME TÉCNICO ARTES GRÁFICAS 4.4 ANÁLISIS DE LAS TENDENCIAS EN SOPORTES NO PAPELEROS Soportes no papeleros son todos aquellos que no están formados por celulosa, también son conocidos como materiales complejos. Son por ejemplo los polímeros, el papel sintético, las películas plásticas, celofanas. CELOFANAS Envase Película celulósica que habitualmente viene acompañada de recubrimiento nitrocelulósico (Celofana MS) o de PVC base disolvente (Celofana XS) o de PVC base acuosa (Celofana MXXT) POLIESTER (PET) Envase Película plástica flexible con muy buenas propiedades técnicas de rigidez, resistencia mecánica y térmica, y de barrera. Utilizada como película exterior en los materiales complejos no termo-deformables. Puede resistir temperaturas de pasteurización. POLIAMIDA Envase Película termoformable. Se presenta recubierta de PVC o metalizada. Apta para congelados. POLIPROPILENO Envase Sus características la sitúan como sustituto de la celofana. POLIETILENO LDPE/LLDPE Envase Se utiliza habitualmente como cara interna de muchos materiales complejos. Buena transparencia y flexibilidad. Inerte. Envase Peor transparencia y menor flexibilidad que el LDPE. No suele utilizarse con otros materiales. POLIETILENO TELEFTALATO BAJA DENSIDAD POLIETILENO HDPE ALTA DENSIDAD 4.5 ANÁLISIS DE LAS TENDENCIAS EN ACABADOS En este aspecto de la producción se ha diversificado la oferta debido fundamentalmente a las exigencias de los clientes, cada vez más preocupados por la diferenciación de sus productos y por buscar efectos que atraigan la atención del consumidor. Destacamos los siguientes: PLASTIFICADOS Polipropileno Brillo y Mate Polipropileno Seco Brillo y Mate Acetato Brillo y Mate Polietileno Película Gofrada Poliéster Metalizado Película Holográfica Polipropileno Acrílico BARNIZADOS Barniz UVI Mate y Brillo Barniz UVI Mate y Brillo por offset reserva Barniz UVI Mate y Brillo por serigráfia reserva Tintas oro/plata. Tinta Luminiscente ESTAMPADOS Estampación térmica de Películas Holográficas Estampación térmica de Películas Fluorescentes Estampación térmica de Películas Transparente AIDO 54 INFORME TÉCNICO ARTES GRÁFICAS 4.6 ANÁLISIS DE LAS TENDENCIAS EN TINTAS Y DISOLVENTES En este apartado resulta conveniente identificar la tipología de impresión de que se trate, dado que por su características específicas en el proceso de producción, las tintas y disolventes poseen formulaciones y componentes bien diferentes. OFFSET BOBINA Publicaciones Envase y Embalajes Tintas grasas tradicionales. Tintas grasas vegetales. OFFSET PLIEGO Editorial, Catálogos y Publicaciones Tintas grasas tradicionales. Tintas grasas vegetales. Tintas UV. Tintas Híbridas. FLEXOGRAFÍA Envase y Embalaje Tintas base acuosa Tintas base solvente HUECOGRABADO Editorial, Publicaciones, Envase y Embalajes. Tintas base acuosa Tintas base solvente SERIGRAFÍA Envase Tintas base acuosa Tintas base solvente Tintas UV 55 4.7 IMPLANTACIÓN DEL ECODISEÑO EN EL SECTOR. Como hemos venido apuntando, el sector gráfico se caracteriza por un alto grado de competitividad debido, en parte, al gran número de pequeñas y medianas empresas que lo conforman. En este entorno resulta complicado asumir el coste añadido que el ECODISEÑO puede suponer para una empresa pequeña. Si bien es verdad que cada vez más se aplican y utilizan nuevas técnicas de minimización, tratamiento de residuos y emisiones, existe una gran dificultad en incorporar materias primas más ecológicas ya que suponen un incremento directo en el coste final del producto. Es, por tanto, el cliente del sector gráfico el que opone una mayor resistencia a la utilización de materiales más ecológicos por el coste que debe soportar el producto acabado. Un ejemplo de este problema podemos observarlo en la elección del soporte, en la que, a pesar de la diversidad de oferta de productos papeleros en cuyo blanqueado no se ha utilizado el cloro, los clientes los rechazan sistemáticamente por el encarecimiento final que producen. Otro caso similar es de las tintas vegetales, que a pesar de haber conseguido una gran calidad en el producto impreso, sigue sin poder utilizarse por que recorta el reducido margen con el que trabaja el impresor. Existe una necesidad de compromiso por parte del cliente del sector gráfico respecto a la trascendencia que debe de considerar el componente medioambiental del producto que contrata. Será tarea de las Instituciones, pero también del industrial gráfico, saber transmitir la importancia del carácter diferenciador y solidario del hecho de que los productos gráficos consideren todos los aspectos medioambientales de su producción y uso; es decir que hayan sido creados bajo las directrices en las que se fundamenta el ECODISEÑO. AIDO INFORME TÉCNICO ARTES GRÁFICAS 5. ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL 5.1. ACCIONES DE PREVENCIÓN EN ORIGEN. MATERIALES 56 5.1.1. SOPORTES PAPELEROS Los soportes papeleros son aquellos que están compuestos por celulosa, macromolécula de origen vegetal presente en árboles, arbustos y plantas. Por el origen de la celulosa podemos clasificar el papel como: papel de origen leñoso (árboles perennes y caducos como el pino y el eucaliptos), papel de origen no leñoso (algunas plantas y arbustos como el algodón, el lino o la caña de azúcar). A través del tratamiento y refinamiento de estas fibras se obtiene la pasta de papel. Existen técnicas de refinados con mayor impacto ambiental por consumo de energía y agua. A continuación se especifican sus características: Tipos de papel según el proceso de obtención de la pasta de papel MECÁNICA Realizada a través de procesos mecánicos en los que intervienen una un proceso de erosión. Poco contaminante. Difícil de blanquear. Su destino es el papel prensa y el cartoncillo. TERMOMECÁNICA Similar a la Mecánica pero aplicando calor . Consume más energía. QUÍMICA Realizada a través reactivos oxidantes. Precisa de un lejiado y un proceso de blanqueado, normalmente a base de cloro. MECANO-QUÍMICA Sistema híbrido RECUPERADA Papel reciclado. Se obtiene a partir de restos de papel impreso. Precisa un proceso de desfibrado y desentintado. Una vez conocidos los diferentes procesos por los que se ha obtenido la pasta de papel podemos analizar los diferentes tipos de papel que podemos encontrar en el mercado y que incorporan el factor medioambiental en el proceso de su elaboración. Oferta de papeles respetuosos con el medioambiente Papel ecológico Un papel es ecológico cuando en su proceso de fabricación se han tomado las medidas concretas para evitar el impacto ambiental. Para determinar si un papel puede considerarse ecológico se realiza un estudio del impacto ambiental del ciclo de vida del producto. Este estudio contempla un análisis del uso y consumo de los recursos naturales y de la energía, de las emisiones al aire, agua y suelo, la eliminación de los residuos y la producción de ruidos y olores durante la extracción de las materias primas, la producción del material, la distribución, el uso y su destino final como residuo. AIDO INFORME TÉCNICO ARTES GRÁFICAS Papel reciclado Un papel es reciclado cuando para su fabricación se han empleado como materias primas fibras recuperadas de papel y/o cartón utilizado bien sea en una vez usado (postcosumo) o como desperdicios de procesos anteriores al cosumo del producto (preconsumo). Papel con ausencia de cloro. 57 Los papeles libres de cloro elemental (ECF, Elementary Chlorine Free) no utilizan cloro gas, pero sí dióxido de cloro para el blanqueado de la pasta. El cloro gas es un potente contaminador de las aguas que al reaccionar con las moléculas de la madera generan sustancias como los organoclorados, que afectan el sistema inmunitario de los mamíferos Existen papeles que internacionalmente son conocidos como papeles ECF. Papel con ausencia de cloro. En el blanqueo de los papeles denominados "totalmente libre de cloro" (TCF, Totally Chlorine Free) se utilizan alternativas como el oxígeno o el ozono, eliminándose por completo el uso del cloro. 5.1.2. SOPORTES NO PAPELEROS Como se ha explicado anteriormente, soportes no papeleros son todos aquellos que no están formados por celulosa, y son conocidos también como materiales complejos. Por ejemplo los polímeros, el papel sintético, las películas plásticas, celofanas Estos son los símbolos que deben identificar este tipo de soportes según su composición. El número indica el grado de impacto ambiental. Los materiales con un valor bajo son menos contaminantes, mientras que un valor alto es indicador de que producirá una alto impacto en el medioambiente. SÍMBOLO Y ABREVIATURA 1 NOMBRE POLIETILENO TEREFTALATO USOS Y PROPIEDADES Resistencia mecánica, brillo y estabilidad. Envasado al vacío. Normalmente en compañía de otros materiales. PET 2 POLIETILENO DE ALTA DENSIDAD Resistencia mecánica, térmica y química. Mala transparencia Menor flexibilidad HDPE 3 POLIVINILO CLORADO (FLEXIBLE) Poco utilizado en la impresión pPVC AIDO INFORME TÉCNICO 3 ARTES GRÁFICAS POLIVINILO CLORADO (RÍGIDO) Poco utilizado en la impresión uPVC 4 POLIETILENO DE BAJA DENSIDAD Buena permeabilidad, termosoldable Buena transparencia Buena flexibilidad 58 LLDPE /LDPE 5 Soldable. POLIPROPILENO Propiedades térmicas para pasteurización y esterilización. Variedad de acabados. PP 6 POLIESTIRENO Habitualmente no utilizado en la impresión PS 7 OTRAS RESINAS, O RESINAS MEZCLADAS En el sector de envase de alimentos es fácil encontrar envases que agrupen diferentes materiales que complementen sus propiedades. 5.1.3.TINTAS Y DISOLVENTES Dentro de la industria química especializada en la fabricación de tintas existen líneas de investigación que minimicen el impacto ambiental de la tinta tanto en su fase de producción, como en su faceta de residuo final. Como resultado de estas investigaciones se está eliminando el uso de materiales tóxicos y de metales pesados como plomo, mercurio, cadmio, cromo y componentes afines. También se han desarrollado soluciones alternativas que minimizan el impacto ambiental producido por las emisión de COV’S, y mejoran la recuperación en su faceta de residuos. Las características de estas tintas y disolventes variarán en función de la tipología empleada en la impresión. A continuación se destacan alguna de ellas: TINTAS VEGETALES PARA OFFSET A diferencia de las tintas grasas convencionales, utilizan un vehículo fácilmente degradable en la naturaleza: aceite vegetales fundamentalmente de soja y linaza. Este tipo de tintas secan por absorción frente a la evaporación de las tintas basadas en hidrocarburos. Es por esta razón que se precisa un mayor tiempo de secado. En cuanto a su utilización en el proceso de impresión, favorece el equilibrio tinta-agua que favorece la estabilidad y control de la máquina. Por otra parte es necesario aumentar la frecuencia con la que el equipo debe ser limpiado. Se trata de una opción más ecológica porque produce una menor emisión de COV’s a la atmósfera y también facilita el destintado del papel en su fase de reciclado. Por otro lado debido a sus características de secado (absorción) sus mejores resultados los ofrece sobre soportes porosos como el papel para prensa y el papel reciclado. Son mas caras. AIDO INFORME TÉCNICO ARTES GRÁFICAS TINTAS BASE AGUA PARA FLEXOGRAFÍA Y HUECOGRABADO Este tipo de tintas reduce la presencia de compuestos orgánicos a un 5 a 15%. De esta manera se reduce drásticamente la emisión de COV’s en las tipologías de impresión de Flexografía y Huecograbado, ambas incluidas en las industrias reguladas por el Real Decreto 117/2003 sobre control de emisiones atmosféricas. La utilización de este tipo de tintas favorece la estabilidad de la impresión, dado que al evaporarse el agua con más dificultad que un disolvente orgánico, la viscosidad es más estable. Se puede utilizar tanto en soportes papeleros como no papeleros. Por otra parte su utilización conlleva algunas consideraciones como la necesidad de utilizar equipos de secado, disminuir la capa depositada (aumentando su pigmentación) y utilizar soportes absorbentes. Respecto a la fase de limpieza, al igual que en el caso de las tintas vegetales en el offset, la frecuencia con la que los equipos deben de ser limpiados es mayor que en el uso de tintas solventes. Debido a este hecho, se produce un gran volumen de aguas residuales con alto grado de concentración que deben ser tratadas por un equipo de depuración de aguas, antes de su vertido a la red. Existe un problema importante a considerar y es que una vez se han secado, las tintas base agua son resistentes a la disolución (en el caso de las solventes no existe este problema, puesto que siempre pueden disolverse. TINTAS DE SECADO POR UV No contiene disolventes orgánicos y consecuentemente no producen emisión de COV’s a la atmósfera. El secado se produce por polimeración de una sustancia fotosensible a las radiaciones de onda corta (radiaciones ultravioletas) que inicia un proceso de endurecimiento debido a una reacción química. Pueden ser utilizadas sobre todo tipo de soportes: papeleros, no papeleros, metálicos. Supone una mejora en los tiempos de secado y su rentabilidad depende fundamentalmente del volumen de producción. .Son más caras. Por otro lado es importante considerar que el proceso de polimeración libera ozono que debe de ser extraído del recinto. También los trabajadores deben disponer de un equipo de protección individual para protegerse se las radiaciones UltraVioleta. TINTAS HÍBRIDAS Se trata de tintas que mantienen las características de las tintas grasas convencionales y las ventajas de las tintas UV. Las tintas híbridas nos permiten acometer el problema de la aplicación del recubrimiento desde un punto técnico mucho más preciso y diverso. El secado de este tipo de tintas es inmediato por que incorporan componentes UV de secado rápido, al igual que las tintas UV. Al secar antes necesitan penetrar menos en los soportes para fijarse, con lo que se puede ampliar la gama de soportes incluyendo alguno especialmente delicados y ya demandados por un sector especialmente exigente en la diferenciación: el sector del envase y embalaje. Para su utilización no se precisa modificar sustancialmente la maquina de impresión offset, aunque deben instalarse una serie de secadores UV, de menor consumo que los secadores IR (Infrarrojos). NUEVA FORMULACIÓN DE DISOLVENTES EN OFFSET Existen diferentes formulación de disolventes que reducen considerablemente la emisión de Compuestos Orgánicos Volátiles. Entre los más utilizados están los que utilizan una AIDO 59 INFORME TÉCNICO ARTES GRÁFICAS mezcla de agua y aguarrás y que dan muy buenos resultados en la limpieza de mantillas de máquinas offset. Por otra parte existen disolventes de base vegetal como, por ejemplo aceite de soja, con los que se pueden limpiar algunas partes del equipamiento que precisan de un mayor profundidad como por ejemplo la limpieza de cilindros en los cambios de color. 60 AGUAS DE MOJADO CON MENOS GENERACIÓN DE COV'S EN OFFSET El agua de mojado es imprescindible para el sistema de impresión offset. Esta solución de mojado contiene un alto porcentaje de alcohol isopropílico que favorece la humectación de los cilindros, y la evaporación del agua pero a su vez supone una fuente de emisión de COV’s. Existen algunos tratamientos orientados a la minimización de la utilización alcohol isopropílico basados en nuevas tecnologías de aplicación de agua como por ejemplo el tratamiento previo del agua con oxígeno o la utilización de rodillos de presión que mejoran la distribución del agua sobre la plancha. OFFSET SECO La solución de mojado es sustituida por silicona en la plancha de impresión. De esta manera se elimina la solución de mojado con todos los productos que la integran (ácidos, bactericidas, fungicidas, IPA, etc) y, por tanto, los residuos generados por su agotamiento. Por otra parte, también se consigue la eliminación de las emisiones de COV’s. Con la ausencia del problema de equilibrio agua-tinta la tirada de impresión es mucho más estable. Por otro lado es un sistema de impresión muy sensible a las condiciones ambientales de humedad y temperatura. Se precisa pues un rediseño de las prensas, eliminando el sistema de humectación y añadiendo un sistema de control de la temperatura. 5.1.4. ACABADOS Una vez que se ha comprometido con el cliente una determinada apariencia del producto final, resulta complicado encontrar acabados menos contaminantes que sustituyan a los tradicionales. Sin embargo, en la Fase del Diseño del producto puede tenerse en cuenta este aspecto y encaminar el diseño (en cuanto a gama de colores, composición y aspecto final) hacia técnicas más respetuosas con el medioambiente. PLASTIFICADOS Acetato Brillo y Mate Polietileno Polipropileno Acrílico BARNIZADOS Barniz UVI Mate y Brillo Barniz UVI Mate y Brillo por offset reserva Barniz UVI Mate y Brillo por serigráfia reserva Barniz Base Agua ESTAMPADOS Estampación térmica base látex AIDO INFORME TÉCNICO ARTES GRÁFICAS 5.2. OTRAS TECNOLOGÍAS LÍMPIAS 5.2.1. CONTROL INSTRUMENTAL: DENSITÓMETROS, COLORÍMETROS Y ESPECTROFOTÓMETROS El control instrumental permite mejorar la estabilidad de la tirada de impresión, pero también facilita la repitibilidad de un trabajo así como el análisis y detección de problemas de forma objetiva. El densitómetro mide la cantidad de luz reflejada o transmitida por una superficie o tinta. El control de densidad se realiza por comparación con las tiras de control de color. El colorímetro se utiliza para medir e identificar el color de forma absoluta, por reflexión sobre el original. El espectrofotómetro se caracteriza por medir la curva espectral de un color dándonos la información precisa e independiente del iluminante por lo que se utiliza principalmente para la formulación y comparación de colores. Mediante el uso de estos aparatos es posible hacer objetivas las lecturas del color, y así asegurar que éste es realmente el correcto. 5.2.1. IMPLANTACIÓN DE UN SISTEMA COMPUTER TO PLATE (CTP) Se trata de una continuación tecnológica del sistema Computer To Film que va más allá y permite obtener directamente la plancha de impresión desde el ordenador, sin necesidad de usar películas, lo que ahorra las etapas de preparación de películas y procesado de planchas. Esta tecnología se aplica a planchas litográficas offset, planchas flexográficas y cilindros de huecograbado. Con este proceso el ciclo productivo es considerablemente más corto. Por lo tanto requiere menos tiempo para hacer un trabajo determinado. Se suprimen o disminuyen todos los agentes químicos y materiales utilizados en las etapas intermedias. Se obtiene un ahorro de mano de obra por el hecho de suprimir operaciones como el trazado y el montaje manual y la imposición de páginas individuales y colocación en las prensas. Este sistema comporta una importante mejora en la calidad de la impresión, ya que los puntos obtenidos sobre la plancha son muy precisos y nítidos, lo cual permite una respuesta en el momento de la impresión mucho más constante y fiable. 5.2.2. TÉCNICAS DE MINIMIZACIÓN DE EMISIONES Existen diferentes técnicas encaminadas al tratamiento de emisión de COV’s. Este problema afecta directamente a determinadas tipologías de impresión entre ellas el Offset Bobina, el Huecograbado, la Flexografía, el proceso de Laminación, y otros. Debido a la regulación del Real Decreto 117/2003 por el que se regula la emisión de Compuestos O a Entre las técnicas existentes exponemos las más utilizadas en el sector gráfico. TRATAMIENTO DE EMISIONES POR OXIDACIÓN TÉRMICA AIDO 61 INFORME TÉCNICO ARTES GRÁFICAS Este procedimiento se inicia con la impulsión de los gases contaminantes hacia un precalentamiento mediante un intercambiador de calor, y continúa con la oxidación en la cámara de combustión a una temperatura de reacción aproximada de 750-850º C con un combustible adicional. El gas contaminado se mantiene entre 0.6 y 1.5 segundos en la cámara, y así se asegura que los valores de gas limpio permanecerán por debajo de un límite máximo de emisión. Posteriormente, el aire tratado se enfría en el mismo intercambiador de calor y cede el calor desprendido a los gases de entrada. Según la recuperación energética sea recuperativa o regenerativa, el intercambiador de calor será diferente. TRATAMIENTO DE EMISIONES POR CONDENSACIÓN Es un sistema que convierte un caudal y una concentración determinada en un caudal inferior con una concentración más elevada. De esta manera el aire contaminado es transferido a una zona de enfriamiento donde se produce una condensación del contaminante pasando a un estado líquido y pudiendo ser recuperado como disolvente de limpieza. . AIDO 62 INFORME TÉCNICO ARTES GRÁFICAS 5.3. ACCIONES DE PREVENCIÓN EN EL PROCESO Después de analizar detenidamente cada una de los tipos de soportes, tintas, disolventes, aguas de mojado y otras tecnologías opcionales y respetuosas con el medioambiente, podemos pasar a enumerarlas dentro del marco del propio proceso productivo y relacionada con su posible impacto ambiental. El objetivo es poder actuar desde un punto de vista preventivo. 5.3.1. ETAPA PREIMPRESIÓN FASE PROBLEMÁTICA TÉCNICAS MINIMIZADORAS DISEÑO Consumo excesivo de materias primas Elección de soportes respetuosos con el medioambiente. Preferiblemente papel o cartoncillo reciclado y en caso de no poder ser así, considerar aquellos soportes que no han utilizado el cloro en el proceso de blanqueado. Control de calidad efectuado a través de una buena comunicación con el departamento de preimpresión, impresión y postimpresión Realización de pruebas de conformidad, maquetas completas del producto acabado, etcétera. Gestión de color basada en perfiles ICC (u otro sistema), de manera que puedan anticiparse las limitaciones del dispositivo final (Flexografía, Huuecograbado, Offset) Imposición correcta aprovechando al máximo las medidas del papel sobre el que se imprimirá. Efectuar un correcto cálculo en los pliegos necesarios para el total de una publicación. Elección de una tipología de tintas más respetuosa con el medioambiente: base agua, aceites vegetales, offset seco, tintas UV, tintas híbridas, etcétera. Elección de acabados. Tener en cuenta en la Fase de Diseño la utilización de acabados menos contaminantes no comprometiendo una apariencia imposible de alcanzar con este tipo de acabados “ecológicos”. Buenas Prácticas Emisiones atmosféricas Elección de tintas Emisiones atmosféricas Elección de acabados AIDO 63 INFORME TÉCNICO OBTENCIÓN DE LA FORMA IMPRESORA ARTES GRÁFICAS Consumo excesivo de materias primas Muchos compuestos químicos del revelado de la imagen y de la plancha son sensibles tanto a la temperatura como a la luz. Proteger de la oxidación los reactivos que se usan en los baños de revelado Según la Orden del 18 de Julio de 1991, el 64 almacenamiento de líquidos inflamables y combustibles deberá cumplir con las normas de seguridad establecidas en la Instrucción Técnica Complementaria MIE-APQ-001. En el caso de las empresas de artes gráficas deberá cumplirse lo dispuesto en el apartado de “almacenamiento de recipientes móviles”. Aprovechar por completo los líquidos de revelado. Disminuir el contacto con el aire, se puede poner una tapa flotante de plástico del tamaño de las dimensiones internas de la cubeta con revelador. De esta forma, se puede conseguir un aumento de la vida útil del revelador de hasta un 50%. Unidad de filtración para sistema de revelado automático de películas. La unidad de filtración se conecta al tanque de revelado del procesador automáticocon objeto de aumentar la vida útil del revelador y disminuir la cantidad de productos químicos que se consumen. Adición de tiosulfato de amonio para alargar la vida útil del baño fijador. Cada vez que una película se sumerge en el baño fijador, se incorpora una pequeña cantidad de plata procedente de la emulsión que inutiliza el baño fijador. La incorporación de tiosulfato de amonio a este baño permite aumentar la concentración admisible de plata triplicando su duración. Control continuo del grado de acidez del baño fijador para alargar su vida útil. Un baño fijador nuevo tiene un grado de acidez (pH) de 4,1. El fijador se contamina con el revelador que llevan las películas, lo que produce una elevación del Buenas Prácticas Generación de residuos peligrosos Buenas Prácticas AIDO INFORME TÉCNICO ARTES GRÁFICAS Generación de residuos peligrosos CTP (computer to plate): sistema directo del ordenador a la plancha Estos equipos permiten la confección de planchas directamente desde el ordenador. Está orientado a la realización de trabajos de alta calidad. Sus principales ventajas son que se mejora la organización del proceso de 65 confección de las planchas, el control de calidad de la imagen obtenida y se acortan los tiempos de elaboración de la plancha. DTP (direct to press): sistema directo a la prensa (impresión offset digital). Este sistema permite imprimir y generar las planchas necesarias en la propia prensa partiendo de la imagen digital creada en el ordenador, sin que medien procesos intermedios de tratamiento de la imagen para adecuarla a la prensa offset. Mediante este sistema se eliminan los procesos fotomecánicos con sus tratamientos químicos. La inversión necesaria para poner en marcha un sistema de impresión offset digital es muy alta. Otra de las desventajas de este sistema es que no es operativo en grandes tiradas, alta resolución, ni en formatos superiores a DIN A3. Sistemas de impresión 5.3.2. ETAPA IMPRESIÓN FASE PROBLEMÁTICA TÉCNICAS MINIMIZADORAS ARRANQUE DE MÁQUINA Generación de residuos Combinar dos trabajos diferentes en la misma hoja, para aprovechar al máximo la superficie de la hoja. Esta posibilidad depende de la forma y de los colores empleados. Comprar papel de formato adecuado para evitar pérdidas de corte en la fase de post-impresión. Utilizar varios tamaños de papel para los diferentes trabajos Ahorrar papel, tinta y tiempo ajustando con precisión la solución de mojado para evitar pérdidas iniciales excesivas de papel. Ajustar los recipientes de tinta y su composición exacta para reducir las pérdidas iniciales de papel. Usar ambos lados del papel para las pruebas preliminares. Funcionamiento a menor velocidad durante el ajuste inicial. Controlar el color y de la densidad de la tinta Buenas Prácticas AIDO INFORME TÉCNICO ARTES GRÁFICAS durante la impresión. Se puede hacer manualmente o con un sistema automático. El control permite evitar errores o detectarlos rápidamente (ahorro de papel y tinta). PREPARACIÓN DE LAS TINTAS Producción de residuos peligrosos Aprovechar las experiencias previas para la planificación de trabajos difíciles, documentando los sustratos y colores que pueden causar problemas de ejecución. Minimizar las cantidades excedentes de producto y revisar los métodos de estimación. Estimaciones por exceso producen residuos mientras que estimaciones por defecto causan trabajos adicionales. Vaciar los envases y recipientes de tintas completamente. En imprentas pequeñas se utilizan normalmente botes de tinta de 1 kg o 2,5 kg de capacidad. Cuando se acaba la tinta disponible en el recipiente, también queda un residuo de tinta adherida a las paredes cercano al 2%. Este desperdicio se traduce en consumo de disolventes para la limpieza y por lo tanto, en contaminación ambiental. Se han desarrollado sistemas de cartuchos para pequeñas cantidades de tinta. Estos sistemas consisten en cartuchos plásticos de polipropileno (Alemania) o cartuchos de cartón y polietileno (Holanda) con fondo móvil. Al aplicarse presión manual o neumática, se extruye la tinta sin dejar residuos. Control instrumental. Identificar con precisión el color requerido y medir exactamente las cantidades necesarias para la preparación de la tinta. Para ello se puede utilizar una balanza de precisión. Los restos de tintas se pueden recoger en un embalaje adecuado para su posible reutilización posterior. Utilizar un sistema de bombeo para los colores estándar. Cuando los trabajos son muy repetitivos o de gran tirada, las cantidades de tinta de colores estándar que se utilizan suelen ser considerables, sobre todo en empresas grandes. Se recomienda que para los colores estándar con un gran consumo, se aumente el tamaño de los recipientes y se utilice un sistema de bombeo especial. La bomba mantiene cerrada la entrada de aire, evitando la oxidación en la superficie de la tinta, pudiendo activarse neumática o eléctricamente. Buenas Prácticas AIDO 66 INFORME TÉCNICO ARTES GRÁFICAS Producción de residuos peligrosos La mayor parte de los residuos de tinta pueden reciclarse on-site para producir tinta utilizable. Se mezclan las tintas residuales de colores diferentes para hacer tinta negra; pueden necesitarse pequeñas cantidades de toner negro o de negro de humo para obtener un color negro aceptable. El reciclaje off-site de la tinta puede resultar más 67 económico a imprentas pequeñas. La tinta residual se reformula como tinta negra y se vuelve a vender a la imprenta. Los recipientes de tinta deben cerrarse herméticamente después de cada uso. Los botes abiertos son susceptibles de contaminarse con polvo del papel y suciedad, así como que se forme una película sobre la superficie, pérdida del disolvente o endurecimiento. Tapar completamente los recipientes de tintas, productos de limpieza y colas de pegar después del uso evita el desecamiento y la evaporación excesiva de disolventes en la zona de trabajo. Se puede disminuir la cantidad de alcohol isopropílico (IPA) a dosificar en la solución humectante manteniendo la solución de mojado a una temperatura relativamente baja, para que la velocidad de evaporación sea menor. Para ello será necesario instalar un sistema de refrigeración. La solución de mojado contiene agua, alcohol isopropílico y ácido sulfúrico, que acaba en el papel o se evapora por lo que no pasa a ser residuo peligroso. Sin embargo, la evaporación del IPA puede crear problemas de emisiones. Existen concentrados de soluciones de mojado que no contienen COV’s o muy pequeña cantidad de estos. Se puede formar con mayor facilidad una película uniforme de agua mediante el uso de rodillos recubiertos de superficies hidrófilas, con la consecuente disminución en la dosificación de alcohol y agua. Calidad: mayor brillo de los trabajos a consecuencia de una mejor dosificación de la solución de mojado Reutilización Producción de residuos peligrosos Almacenamiento Emisiones atmosféricas Minimización IMPRESIÓN Emisiones atmosféricas Alcohol (Offset) AIDO INFORME TÉCNICO LIMPIEZA ARTES GRÁFICAS Producción de residuos peligrosos Orden de la tintas. Las tintas oscuras “matan” por completo el color residual. De esta forma se evita la necesidad de limpiar el deposito de tinta después de usarlo. Es conveniente hacer pruebas para ver qué tintas, pueden usarse después de otras sin necesidad de limpiar los depósitos de tinta. El disolvente de limpieza con restos de tinta se puede aprovechar para diluir la tinta. Podría ser necesario compatibilizar las tintas y los disolventes empleados en colaboración con los suministradores Guardar el disolvente contaminado tras aclarar piezas manchadas con tintas de un determinado color para prelimpiar piezas sucias con tintas del mismo color, diluir la tinta antes de utilizarla o limpiar los envases de tintas antes de gestionarlos. De esta forma, se pueden reutilizar los disolventes sin contaminar las tintas. Utilización de pilas de lavado con circuito cerrado de disolvente. Después del uso, el disolvente es almacenado para utilizarlo varias veces. Finalmente, el disolvente agotado se debe gestionar como residuo peligroso. Para la limpieza de los rodillos del sistema se puede utilizar disolventes con base vegetal. Es mejor realizar la limpieza de los equipos inmediatamente después de haber sido utilizados. Limpiar más a menudo evita el desecamiento de los residuos de tintas. De esta manera, la primera limpieza se puede hacer en seco, reservando la adición de productos de limpieza para la limpieza final. La utilización de un sistema de dosificación evita el uso excesivo de productos de limpieza y pérdidas accidentales. Esto previene una dosificación en exceso y se evita la generación de residuos. El uso de trapos de limpieza más pequeños reduce automáticamente el consumo del producto de limpieza. Se están desarrollando productos de limpieza para el sector offset con bases vegetales, como aceite de soja o de colza. Estos productos no contienen disolventes orgánicos volátiles, por lo que, al contrario de los productos tradicionales basados en disolventes orgánicos volátiles, se evitan las emisiones a la atmósfera. Buenas prácticas Producción de residuos peligrosos Reutilización Emisiones atmosféricas Buenas Prácticas AIDO 68 INFORME TÉCNICO ARTES GRÁFICAS Emisiones atmosféricas Mantener los trapos de limpieza usados preferiblemente en un contenedor que disponga de un sistema de autocierre. De esta forma, se previene la liberación de vapores procedente de los disolventes en los trapos de limpieza. Para disolventes de poco consumo, utilizar recipientes en spray o similares, que minimicen la evaporación del disolvente. Disolventes La mayoría de las prensas se limpian manualmente con un trapo empapado en el disolvente de limpieza. Para reducir la cantidad de disolventes y el número de trapos utilizados, los tinteros deberían limpiarse sólo cuando se utiliza tinta de diferente color, o cuando existe la posibilidad de que la tinta se seque entre diferentes tiradas. Cada vez más se incorporan sistemas automáticos de limpieza en los que se optimiza el consumo de disolventes. 5.3.3. ETAPA POSTIMPRESIÓN FASE PROBLEMÁTICA TÉCNICAS MINIMIZADORAS CORTADO Consumo excesivo de materias primas Cortar un número limitado de hojas al mismo tiempo, para evitar bordes de calidad inadecuada. Se pueden evitar errores cuando se asegura que los operarios conocen con precisión la cantidad máxima de hojas que se pueden cortar al mismo tiempo. Asegurarse que las cuchillas están bien afiladas. Introducir un procedimiento para controlar las cuchillas frecuentemente. De esta forma, se reduce también la cantidad de polvo producida en la fase de acabado. Asegurarse que las máquinas para la encuadernación y el cosido están correctamente alineadas y que las hojas están cargadas en el orden adecuado mediante la introducción de procedimientos de control en la fase de encuadernación. Buenas Prácticas AIDO 69 INFORME TÉCNICO ENCOLADO ARTES GRÁFICAS Consumo excesivo de materias primas Reducir el consumo de cola de pegar. En muchas ocasiones de esta manera se produce una mejor adhesión utilizando menos cola si se hace rugoso el lado de pegar. Se produce una mejor adhesión si se encorva ligeramente la pila de hojas. Buenas Prácticas 70 Emisiones atmosféricas Sustitución de material Emisiones atmosféricas Reducir el consumo de cola de pegar Se puede evitar la emisión de disolventes utilizando colas de pegar en base agua. También se pueden utilizar otras colas con menos disolventes, como las colas a dos componentes y las colas de aplicación térmica (‘hotmelt’). Utilizar un sistema de tratamiento de emisiones que garantice la reducción de emisiones a al atmósfera de Compuestos Orgánicos Volátiles según se especifica en el Real Decreto 117/2003. Existen diversos sistemas de tratamiento de emisiones atmosféricas que reducen la emisión de COV’s. Entre ellos destaca los realizados a través de un Reducción por Oxidación (incineración del contaminante) y la recuperación de solventes a través de un proceso de Condensación. Utilizar siempre que sea posible Barnices al agua o acabados basados en tecnología UV. Reducir la capa de recubrimiento al mínimo imprescindible. Efectuar un recubrimiento parcial ajustándose a la superficie necesaria. Evitar la laminación total cuando no sea necesario. Sistema de tratamiento de emisiones ACABADOS Emisiones atmosféricas Sustitución de material AIDO INFORME TÉCNICO ARTES GRÁFICAS 6. PLAN ECODISENY PARA EL SECTOR En este apartado se realiza una propuesta consensuada entre los organismos participantes en el proyecto Ecodiseño que ha sido realizado por AIMME, AIDIMA, AIDO, Grupo Gestam y la Cámara de Valencia. Esta propuesta no pretende ser un fin en si mismo, sino un documento de trabajo que con su desarrollo pueda ser mejorado y adaptado a las necesidades de las empresas. El diseño industrial es un recurso esencial para las empresas, sin embargo, no todas son conscientes de los beneficios que su aplicación genera. Su importancia se hace mayor en un entorno actual caracterizado por la creciente competencia, la globalización y segmentación de los mercados, la rápida difusión de las tecnologías, la disminución temporal del ciclo de vida de los productos y la cada vez mayor exigencia de los consumidores. En este contexto, solo aquellas empresas capaces de diferenciar, así como de adaptar y modificar continuamente sus productos, podrán mantener su posición e incluso obtener una ventaja sobre sus competidores. En definitiva, el ecodiseño tiene como fin primero el crear valor a partir de la misma etapa de diseño. El objetivo del presente Plan es organizar y enmarcar una serie de actuaciones que promuevan, animen y ayuden a las empresas a implantar el ecodiseño como un factor estratégico y diferenciador. Siempre considerando como objetivo principal el de mejorar la competitividad de la empresa. Como objetivos específicos, el Plan se ha diseñado con el fin de dar respuesta a: 1. La falta de un conocimiento sencillo del impacto que se generan los productos y servicios. 2. La falta de disponibilidad de ejemplos y experiencias para valorar la alternativa a los productos y servicios actuales. 3. La falta de conocimiento de la legislación medioambiental exigible y condicionante a la hora del diseño de productos y servicios. 4. La falta de conocimiento sobre el valor que añade el diseño de productos. El diseño requiere el trabajo conjunto de varios departamentos de la empresa, y en ocasiones de agentes externos a la misma. 5. La relación empresa-diseñador y el desconocimiento acerca de las funciones o tareas a desarrollar por cada una de las partes. 6. La inexistencia de una metodología de trabajo en el que analizar la contribución del diseño industrial, y en concreto del ecodiseño, en los resultados de la empresa. La dificultad a la hora de cuantificar los beneficios o resultados derivados de los proyectos de Ecodiseño, hace que muchas empresas no integren esta variable en su estrategia empresarial. En este sentido, es la evidencia la que ha sugerido en la mayor parte de los casos la existencia de un consenso en torno a la relación positiva entre el diseño y los resultados de las empresas y aún más si se ha contemplado el factor ambiental. Sí el diseño industrial aumenta la competitividad de las empresas, el ecodiseño mejorará el proceso de desarrollo de productos y permitirá diversificar la cartera de productos. También es un motor de la innovación, un frente de acciones preventivas del impacto medioambiental y, además, contribuye a la mejora de la imagen de las empresas, de sus productos y marcas, a fidelizar y satisfacer mejor las necesidades de los consumidores y AIDO 71 INFORME TÉCNICO ARTES GRÁFICAS a diferenciar sus productos de los de la competencia. En definitiva el ecodiseño aumenta el valor del producto /servicio. Se trata en el fondo de una cuestión de promover un cambio en la cultura empresarial, ya que es necesario que empresas y directivos conozcan mejor las ventajas de esta disciplina y la valoren con objetividad. 72 Propuesta del Plan de Ecodiseño. El Plan que se propone se desarrollo en una serie de Programas concretos con el fin de acercar el ecodiseño a la empresa y con mayor motivo a las pyme. PLAN de ECODISEÑO Programa de Sensibilización P.1 Programa de Difusión P.2 Programa de Información P.3 Formación P.4 Proyectos. I+D. P.5 Diseño de Herramientas P.6 INNOVACIÓN P.7 Comunicación y Promoción P.8 GESTIÓN P.9 AIDO INFORME TÉCNICO ARTES GRÁFICAS P.1. Programa de Sensibilización. Este programa comprende una serie de acciones a desarrollar con el fin de ir creando una sensibilidad entre diseñadores y empresas que realizan diseño de productos sobre el factor ambiental en la misma etapa de diseño. • Acciones individuales: o Edición de dípticos y folletos explicativos sobre la importancia de reducir el impacto ambiental asociado a un producto / servicio. o Envío a través del correo electrónico de noticias sobre ecodiseño (diseño y medio ambiente). • Acciones agrupadas: o Propuesta de la edición de premios especiales sobre proyectos de productos ecodiseñados. P.2. Programa de Difusión. El hacer llegar a las empresas y en especial a las pyme, las acciones, proyectos y experiencias más interesantes de ecodiseño es una actividad fundamental. Este es el objetivo fundamental del Programa de Difusión. Las acciones más concretas son: Jornadas, Talleres prácticos de corta duración (máximo 8 horas) de temas específicos tales como: - Norma 150.301 - ¿Cómo realizar un proyecto de Ecodiseño?. - Herramientas informáticas para el Ecodiseño. - El ACV, una herramienta para el diseñador. A través de la página web del proyecto (ecodisseny.net) se podrá mostrar experiencias de cambio de modelos de productos y la cuantificación de la mejora ambiental que se ha producido. P.3. Programa de Información. Este programa constará de varias actuaciones. La primera acción será intensificar la búsqueda de información para posteriormente realizar una selección de ésta, y dar a conocer a través de los medios habituales de cada participante, revista electrónica, y otros, así como disponiendo información interesante sobre ecodiseño en el portal de internet (ecodisseny.net), en su apartado referido a “documentos”. Esta información se actualizará periódicamente. P.4. Programa de Formación. Para el desarrollo del Programa de Formación se diseñarán una serie de cursos y seminarios donde las empresas puedan ver de una manera detallada aspectos relevantes sobre el ecodiseño, por ejemplo: “Gestión de Proyectos de Ecodiseño”, con una duración de 30 horas. AIDO 73 INFORME TÉCNICO ARTES GRÁFICAS P.5. Programa Proyectos. I+D. El ecodiseño puede traducirse de manera adecuada en proyectos de investigación y desarrollo. La búsqueda de materiales con menor impacto medioambiental, la investigación de disolventes sustitutivos a los compuestos orgánicos volátiles, la asignación de carga ambiental a procesos determinados, son entre otros, temas a investigar y desarrollar. En este sentido se solicitará a la administración competente apoyar decididamente este Programa con el fin de poder llegar a cumplir los objetivos y metas trazados en los proyectos de I+D de las empresas. Es muy importante que este apoyo fomente la cooperación interempresarial ya que se podría optimizar recursos económicos y humanos. Se ha de considerar la posibilidad que se ofrece por parte de la administración del uso de la desgravación fiscal como una fuente de financiación de los proyectos de I+D. P.6. Programa de Diseño de Herramientas. Uno de los mayores problemas a que se enfrenta el diseñador y la oficina técnica dedicada al desarrollo de nuevos productos, es el disponer de herramientas adecuadas que le ayuden a tomar decisiones al respecto de materiales, procesos, diseño de envases y embalajes, sistemas logísticos y de distribución, etc. Estas herramientas deberán diseñarse mediante sistemas informáticos asequibles, y sencillos, así como fáciles de manejo por el usuario. Por ejemplo: • Base de datos de medidas adoptadas en el diseño de envases y embalajes. • Datos de valorizadores y recicladores de la Comunidad Valenciana. • Base de datos de diseñadores que realicen proyectos de Ecodiseño. • Bases de datos de impactos ambientales de procesos y productos a partir de datos propios de las empresas valencianas. P.7. Programa de Innovación. El ecodiseño es un motor de innovación, un generador de un cambio en el concepto de ver y analizar un producto con el fin de reducir el impacto ambiental asociado a éste. El ecodiseño también necesita de la innovación con el fin de conseguir nuevas materias primas, productos que ahorren energía a lo largo de su ciclo de vida, que puedan ser fácilmente valorizables, etc. Como acción concreta, fomentar la creación de comités de innovación que tengan en consideración el factor ambiental a la hora del diseño y desarrollo de nuevos productos. Fomento y apoyo de proyectos de Ecoinnovación. P.8. Programa de Comunicación y Promoción. La Comunicación y Promoción de aquello cuanto se realiza es fundamental, no sólo con el fin de dar a conocer entre las empresas y consumidores los avances en materia de ecodiseño, sino también promocionar estos nuevos productos / servicios en el mercado exterior. AIDO 74 INFORME TÉCNICO ARTES GRÁFICAS La imagen de productos más respetuosos con el medio ambiente tiene una excelente acogida en los mercados con una alta conciencia medioambiental. Por eso el Ecodiseño puede ser una buena estrategia para introducirse en estos mercados. Como actuación de este programa se ha de promocionar los productos / servicios que hayan sido fruto de una metodología contrastable. P.9. Programa de Gestión. 75 El Ecodiseño tiene que penetrar en la misma cultura de la empresa. Sólo de esta manera se conseguirá que una empresa, sin mayor esfuerzo, se haga propio el ecodiseño e internacionalice el proceso de condicionar los productos y servicios a su factor ambiental, incrementándose así el producto / servicio comercializado. El modelo de gestión que se propone es el expuesto en la norma UNE 150.301 de Ecodiseño. Las acciones irán encaminadas a la promoción de la implantación de dicha norma en las empresas, y en especial en las pyme de la Comunidad Valenciana. Por otra parte, otra actuación concreta es que en los Planes Estratégicos que las empresas diseñen e implanten, consideren el factor ambiental como un factor estratégico. ACTUACIÓN 1 Programa de Acciones de sensibilización sobre el factor Sensibilización. medioambiental en el diseño, entre diseñadores y empresas. - Individuales: dípticos y folletos, correo electrónico. - Agrupadas: premios sobre proyectos de productos ecodiseñados. 2 Programa de Jornadas, Talleres prácticos (Norma 150.301, ACV Difusión. como herramienta para el diseñador, etc…). Intercambio de experiencias. 3 Programa de Búsqueda, selección, publicación en internet y Información. actualización de información sobre ecodiseño. 4 Formación. Cursos y seminarios sobre aspectos relevantes de ecodiseño como, por ejemplo, “Gestión de Proyectos de Ecodiseño”. 5 Proyecto. I+D. Proyectos de I+D. Apoyo económico: subvenciones y desgravación fiscal. Fomento de cooperación interempresarial para proyectos de I+D. 6 Diseño Herramientas. Herramientas informáticas con el fin de facilitar la labor de Ecodiseño al diseñador. P.e.: - Base de datos de impactos. - Bases de datos de servicios / productos. 7 Innovación. Creación de Comités de innovación y consideración por parte de éste del factor ambiental en el diseño y desarrollo de nuevos productos / servicios. Fomento y apoyo a la Ecoinnovación. 8 Promoción. Promoción en el exterior de los productos / servicios Ecodiseñados. 9 Gestión Integrar en los Planes Estratégicos el factor medioambiental. Certificación de empresas según la norma UNE 150.301 AIDO INFORME TÉCNICO ARTES GRÁFICAS 7. DIRECCIONES DE INTERÉS Agencia Europea para el Medioambiente (EEA) http://www.eea.eu.int 76 Ministerio de Medio Ambiente http://www.mma.es/calid_amb/ma_ind/index.htm Generalitat Valenciana. Conselleria de Territori i Habitatge http://www.cma.gva.es/cidam/emedio/atmosfera/index.htm http://www.cma.gva.es/intro.htm (área de interés: residuos) Instituciones http://www.impiva.es http;//www.aido.es http;//www.aimme.es http://www.aidima.es http://www.aenor.es http://www.iso.com http://www.ihobe.es http://www.bureauveritas.es http://www.fogra.org http://www.taga.org http://www.gain.net http://www.ugra.ch http://www.piranet.com http://www.npes.org Asociaciones http://www.apres.info http://www.asefapi.es http://www.apres.info http://www.feigraf.es http://www.aspack.es http://www.aepag.es Portales gráficos http://www.alabrent.com http://www.artesgraficas.com http://www.industriagraficaonline.com Servicios: Gestión de residuos http://www.aimme.es/inges http://www.rimasa.com http://www.becagrafic.com http://www.safety-kleen.co.uk Servicios: Tratamiento de emisiones http://www.kalfrisa.com/principal.asp http://www.praxair.es Otras http://www.reciclapapel.org http://spain.procarton.com http://europa.eu.int/comm/environment/ecolabel/index_en.htm http://www.hartmann.es/ http://www.agfa.es http://www.cibergraf.es http://www.xsys-printsolutions.com AIDO INFORME TÉCNICO ARTES GRÁFICAS 77 AIDO