124635 - Inicio - Universidad de La Sabana
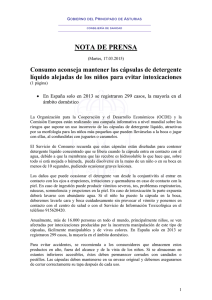
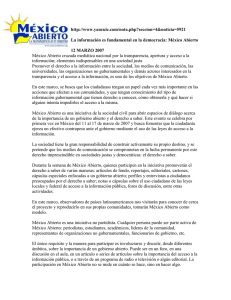
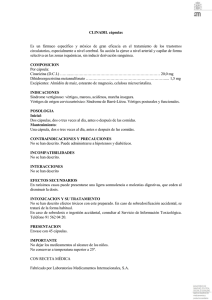
Anuncio

MEJORAMIENTO Y NORMALIZACIÓN DEL PROCESO DE PRODUCCIÓN DE CÁPSULAS EN MANUFACTURERA MUNDIAL FARMACÉUTICA S.A. Proyecto de Grado presentado por: Erika Yuliana Beltrán Q. Director de proyecto Ing. Guillermo Alzate Universidad de La Sabana Especialización en Gerencia de Producción y Operaciones Chia, Agosto de 2005 1 INDICE 1. INTRODUCCIÓN 3 2. MARCO REFERENCIAL 6 2.1 Reseña Farmacéutica 6 2.2 Descripción del proceso de Fabricación 9 2.3 Teoría de Mejoramiento Continuo 11 3. METODOLOGÍA 14 4. DESARROLLO DEL PROYECTO 16 4.1 Alistamiento 16 4.2 Dispensación y Ordenes Dispensadas 20 4.3 Mezclas 24 4.4 Encapsulado 29 4.5 Encelofanado 35 4.6 Empaque Secundario 37 5. CONCLUSIONES Y RECOMENDACIONES 51 6. BIBLIOGRAFÍA 53 2 1. INTRODUCCIÓN El mejoramiento continuo es una filosofía de dirección que considera que el reto de la mejora de productos y procesos es un procedimiento sin fin de pequeños logros. De manera específica, la mejora continua se busca en la maquinaria, materiales, utilización del personal y métodos de producción, a través de la aplicación de sugerencias e ideas de los integrantes de los equipos de trabajo. Aunque surgió en las empresas de Estados Unidos, esta filosofía ha sido la piedra angular del enfoque japonés para las operaciones y muchas veces se contrasta con el enfoque occidental tradicional de apoyarse en grandes innovaciones teóricas o tecnológicas para obtener mejoras de “alto impacto”. El presente trabajo muestra como se llevó a cabo el proyecto de mejoramiento y normalización de la línea de producción de cápsulas en Manufacturera Mundial Farmacéutica S.A. Este mejoramiento comprende un trabajo inicial de organización de cada una de las etapas de producción de la japonés de línea, aplicando modelos gerenciales de cambio de cultura como el método cinco eses implementado (5S´s) y el método Planear, Hacer, Verificar y Ajustar (PHVA), a través del Sistema de Gestión de Calidad ISO 9000 versión 2000 que MMF obtuvo en Febrero de 2005. Se muestra además la aplicación de herramientas importantes de la Ingeniería Industrial como estudio de tiempos y métodos de trabajo, diagramas de flujo y recorrido, análisis de operaciones, distribución de la planta y evaluación de propuestas de mejoramiento del proceso, con el fin de aumentar la productividad de la línea. Se planteó como objetivo general del proyecto diseñar un modelo para mejorar y normalizar las operaciones de producción de cápsulas, en cada una de las etapas desde materia prima hasta producto terminado. Los objetivos específicos comprenden: diagnosticar el estado actual de cada una de las operaciones para fabricación de cápsulas, proponer diferentes alternativas de mejoramiento de las operaciones, evaluar las alternativas propuestas y escoger la mejor; normalizar el proceso a través de la alternativa más viable obtenida para cada una de las operaciones y finalmente, documentar el proceso inicial de implementación. A lo largo del trabajo, se muestra el desarrollo del proceso de mejoramiento dividido en cuatro etapas, diagnóstico y análisis, evaluación y selección de propuestas, implementación y documentación, para las áreas de alistamiento, dispensación y órdenes dispensadas, mezclas, 3 encapsulado, encelofanado y empaque secundario. El proyecto surgió de la necesidad de mejorar la ejecución de los procesos realizando la mínima inversión posible y se eligió la línea de producción de cápsulas ya que es la línea en la cual se manufactura producción total de la planta. 4 la mitad de la 2. MARCO REFERENCIAL En esta sección se revisará la estructura de Manufacturera Mundial Farmacéutica, explicando la concepción del negocio y definiendo las operaciones unitarias del proceso de producción de cápsulas y así mismo se dará un breve vistazo a la teoría de mejoramiento continuo. 2.1 RESEÑA FARMACÉUTICA 2.1.1 Definición. La farmacia es un área de la materia médica, rama de la ciencia médica que se ocupa de la procedencia, naturaleza, propiedades, y preparación de fármacos. Los farmacéuticos comparten con los químicos y los médicos la responsabilidad de desarrollar nuevos medicamentos y de sintetizar compuestos orgánicos con valor terapéutico. Además, cada vez con más frecuencia se solicita consejo a la comunidad de farmacéuticos en materia de salud e higiene. 2.1.2 Farmacéutica En Colombia Con la llegada de fuertes laboratorios internacionales alrededor de los años treinta, el mercado farmacéutico adquirió una gran dinámica que impulsó a los laboratorios nacionales a consolidar sus procesos de producción e innovación. Es así como se forja la historia de los grandes protagonistas empresariales de la farmacéutica colombiana. Los laboratorios europeos conformaban todo el sector farmacéutico en Colombia, ya existían en el país 6 laboratorios nacionales y 10 laboratorios transnacionales, la producción de medicamentos era muy pequeña la inmensa mayoría de los medicamentos de consumo provenían del exterior. Después de la Segunda Guerra Mundial la industria farmacéutica comenzó a dinamizarse, y en América Latina el mercado de la industria farmacéutica estaba compuesto en su mayoría por empresas transnacionales, debido a la incapacidad que tenían estos países para producir fármacos. sector. Solo nueve (9) empresas transnacionales controlaban 99% de las inversiones del En los años cincuenta, los productos farmacéuticos consumidos en Colombia en su mayoría ya eran de origen nacional (95%), las materias primas se traían del exterior. Los laboratorios ya superaban los 100 , haciendo de esta manera más competitivo el sector farmacéutico del país internacionalmente. 5 En los sesenta, se buscaron instrumentos que facilitaran el funcionamiento del sector, entre los que se encontró el fácil suministro de divisas para la adquisición de materias primas importadas, con el fin que el sector no se estancara. Para 1969 el gobierno instauró la sustitución de las importaciones para tener un mayor desarrollo industrial, con esta medida la industria la industria farmacéutica logró un 1.5% del Producto Interno Bruto. El mercado farmacéutico ya lo conformaba 160 laboratorios, 59 de los cuales eran netamente de capital extranjero. Para los setenta, el gobierno suprimía el mecanismo impuesto por el anterior mandato y en cambio se le dio gran importancia al fomento de las exportaciones, con esto ayudó al sector farmacéutico en su desarrollo alcanzando para 1972 un incremento en sus ingresos. Con la crisis mundial de los precios del petróleo en 1975, se inicia una época de desaceleración de la economía afectando en gran medida a la industria farmacéutica. Para 1977 el encarecimiento de las materias primas como causa de la devaluación del peso colombiano, incrementa los costos de producción de tal forma que requirió de un ajuste en los precios de los medicamentos. Para esta época la Resolución No 5886 del Ministerio de Salud (que era el encargado de fijar los precios de los medicamentos), diseño un procedimiento factorial para fijar los precios de los medicamentos. En los años ochenta, la Resolución No 6376, por medio de la cual se ajustaba el precio de los medicamentos, para proporcionarle a los laboratorios un tratamiento equitativo y razonable que le transmitiera utilidades. Para 1985 se encontró que existía un desfase muy alto entre los costos de producción y los precios existentes, lo cual llevó a los laboratorios a afrontar millonarias perdidas. La crisis del sector farmacéutico se prolongó durante toda la década. Según testimonios de empresarios extranjeros del sector farmacéutico colombiano, hoy día se cuenta en el país con profesionales de gran capacidad técnica y poder innovador, lo cual es una ventaja estratégica de la farmacéutica nacional frente a la región andina. 2.1.3 Antecedentes De Manufacturera Mundial Farmacéutica S.A. La empresa MANUFACTURERA MUNDIAL FARMACÉUTICA S.A. pertenece al grupo Carval de Cali, el cual nació en 1960 y básicamente se constituyó y sigue siendo una empresa familiar. grupo está El conformado por: Carval de Colombia, Carval Venezuela, Carval Perú, Galeno Química C.A., Carval Avícola, Agroavic, T.C. Chemical, Laboratorios La Santé y Manufacturera Mundial Farmacéutica. En 1989, el grupo decide incursionar en el mercado farmacéutico constituyendo Laboratorios La Santé Ltda. La primera sede fue una casa ubicada en la Calle 69 6 No. 10-82 de Bogotá, donde la actividad de la empresa se restringía a la distribución de cinco productos que eran: Rodix, Ranitidina, Ampicilina, Amoxicilina y Famotidina. En octubre de 1992 se traslada la Empresa a la sede ubicada en la calle 16 No. 32-34, en Santafé de Bogotá, con su planta propia, y se inicia la producción con la sección de empaque. En octubre de 1995 la Compañía hace su primera exportación a Venezuela. Manufacturera Mundial Farmacéutica es una empresa que surge como una separación de la planta productiva de antibióticos de Laboratorios La Sante, lo cual forma parte de la estrategia de comercialización de los productos al exterior. M.M.F. es una empresa del sector industrial farmacéutico especializada en la fabricación, y comercialización de medicamentos de tipo antibiótico para consumo humano. Se encuentra ubicado en la carrera 106 # 15-25 manzana 14 bodega 92 Zona Franca de Santa fe de Bogotá. Para una ubicación clara acerca del funcionamiento y operación de la empresa, su actividad se clasifica según el ILPES (Instituto Latinoamericano para el Desarrollo Económico Social) en el sector de Producción de Bienes. Cuenta con 50 trabajadores, de los cuales 10 forman parte del área administrativa y 40 del área de producción. Figura 1. Zona Franca Debido a las exigencias y normativas Figura 2. Ubicación MMF de los entes vigilantes como el INVIMA, M.M.F, acondicionó sus instalaciones en áreas que cumplen las condiciones de Buenas Prácticas de Manufactura, aprovechando las nuevas instalaciones en la Zona Franca, diseñando áreas de manufactura, empaque, bodegas, administración y servicios. 7 Figura 3. Vista Frontal MMF M.M.F fabrica gran variedad de productos antibióticos, en las formas farmacéuticas de suspensiones, tabletas o comprimidos y cápsulas. De las anteriores presentaciones el 100% de la fabricación corresponde a sólidos no estériles. Actualmente la compañía exporta sus productos al exterior por intermedio de La Santé al Salvador, Costa Rica, Guatemala, Panamá, Perú, Ecuador, y en forma directa a Venezuela. 2.1.4 Distribución del mercado farmacéutico en Colombia La comercialización de productos farmacéuticos de prescripción se encuentra dividido en productos de marca, productos genéricos y OTC o de venta libre, los conceptos son: • Productos De Marca: aquellos que promocionan el principio activo con un nombre comercial y de fácil recordación, en la mayoría de los casos, estas marcas representan principios activos que aun están protegidos por la reglamentación de patentes. 8 • Productos Genéricos: aquellos que comercializan el nombre directo del principio activo, no tienen protección de patentes, son de menor costo que los de marca, hacen parte de la lista de medicamentos POS (plan obligatorio de salud). 2.2 DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN Los procesos de producción de cápsulas son: DISPENSACIÓN MEZCLA ENCAPSULADO EMPAQUE ENCELOFANADO BRILLADO 2.2.1 Dispensación: Comprende todas las actividades de pesada de los ingredientes activos y excipientes que requiere la orden para cada uno de los lotes de producción. La realiza un solo operador, es una actividad manual, que depende de la pericia de la persona que realiza la tarea, presentando un alto riesgo de contaminación cruzada y confusión, si el procedimiento no es seguido de manera estandarizada y reproducible. 2.2.2 Mezcla: En esta operación se sigue el protocolo de fabricación para garantizar que el contenido de activo y los excipientes se encuentran dispersos uniformemente en la formulación, el proceso de tamizado se lleva a cabo de manera manual teniendo los mismos riesgos mostrados en el punto de dispensación, esta operación es realizada por dos operadores. 2.2.3 Encapsulado: En este proceso se realiza la dosificación con una máquina programada para tal fin, el proceso es realizado por un solo operador que supervisa el correcto funcionamiento de la máquina y realiza el control de calidad en proceso. 2.2.4 Brillado: Esta operación se realiza para retirar el polvo que queda sobre la cápsula y que le quita brillo, además en esta etapa se revisa que las cápsulas estén en correcto estado, que no estén golpeadas, abiertas, etc. 2.2.5 Encelofanado: Este proceso se denomina envase primario ya que es el que se encuentra en contacto directo con el producto. Es realizado por una máquina, alimentada por un operador y una segunda persona realiza los controles en proceso. Loa materiales del empaque son dos foils (láminas delgadas) de aluminio. 2.2.6 Empaque: agrupa las actividades de estuchado y embalaje del producto, entregándolo como producto terminado. 9 Figura 4. planta Descripción General Del Proceso De Producción De Cápsulas. Diagrama en 10 Figura 5. CAPACIDAD DE EQUIPOS PROCESO DE FABRICACION DE CAPSULAS ALISTAMIENTO MATERIAS PRIMAS ENCAPSULADO Y BRILLADO DISPENSACION MATERIAS PRIMAS MEZCLA DICLOXACILINA MEZCLADOR DOBLE CONO INK JET CAPACIDAD 300 Kg 4 Mezclas / Turno 1.5 horas / Mezcla E= 95% 2 operarios CAPACIDAD 29.583 Marcas / Turno 3.600 Marcas / hora EMPAQUE ENCAPSULADORA MG2 CAPACIDAD 200.000 Cápsulas / Turno 25.000 Cápsulas / hora E= 48% 2 operario LA SANTÉ ENCELOFANADORA ESTUCHADO CAPACIDAD 74.844 Tabletas / Turno 14.400 tabletas / hora CAPACIDAD 4.912 unidades 2.3 TEORÍA DE MEJORAMIENTO CONTINUO. Aunque generalmente se asocia la mejora continua con la dirección japonesa, en realidad los programas se crearon, desarrollaron y maduraron en Estados Unidos. 11 Los casos de implementación de sistemas de mejora datan del año 1894 iniciando con la compañía National Cash Register (NCR), quienes sufrieron una devolución de registradoras defectuosas por vertimiento de ácido. En la década de 1960, Procter & Gamble instituyó lo que llamaron cambio deliberado como enfoque de equipo apara recortar los costos de producción. Este enfoque se basa en la creencia de que los ahorros importantes en costos se obtienen de mejorar los métodos, no de exhortar a los trabajadores para que trabajen más duro. El enfoque forma parte de la filosofía aplicada aún por P & G de que “ la perfección no es una barrera para el cambio”. Esto quiere decir que, aunque sea casi imposible mejorar un método de trabajo existente, puede ser posible un método diferente y superior. En Japón se adoptó en toda su extensión la filosofía de mejora continua a principios de los años cincuenta. Esto se debió a dos razones: era una forma barata de mejorar la producción y reducir los costos en un periodo de fuerte escasez de recursos. La segunda razón fue la presión de las autoridades de la ocupación para utilizar los métodos de mejora continua para acelerar la reconstrucción después de la Segunda Guerra Mundial. El sistema japonés de mejora continua se denomina KAIZEN (KAI: haciendo cambio; ZEN: mejoras). El sistema Kaizen se basa en las siguientes acciones: mejoras pequeñas pero continuas, involucramiento a todos los niveles de la organización, bajo o ningún costo de adaptabilidad, uso de tecnología existente e impacto local. Estas mejoras inician con un programa de ordenamiento y limpieza denominado 5 S´s, por su significado en japonés de los cinco sentidos, seguido por la implementación del circulo de Demming: Planear, Hacer, Verificar y Ajustar. El involucramiento a todos los niveles inicia con una gerencia basada en políticas, seguida por la implementación de un sistema de sugerencias, establecimiento de los círculos de calidad o células de mejora y finaliza con la ejecución de la gerencia visible, esto es, mostrar a todos los integrantes del grupo de trabajo las metas y los resultados obtenidos diariamente. Entre las ventajas y desventajas de la mejora continua para lograr aumentos en la productividad, en comparación con la automatización avanzada, podemos enumerar, Ventajas: • La automatización muchas veces no ha logrado los resultados esperados, por las dificultades para su implementación y la complejidad del diseño y dirección de los sistemas automatizados. • Los competidores pueden comprar la automatización u otros avances tecnológicos. La mejora continua pertenece a la compañía que la usa. • La mejora contínua es una estrategia de bajo costo, en compararción con la automatización. Además, la inversión que se hace para capacitar a las personas se recupera con ahorros por mejora año tras año. 12 Desventajas: • La mejora continua tarda mucho tiempo, por lo que la automatización puede ser la manera más viable de cumplir a largo plazo con las necesidades de volumen de las compañías. • La mejora continua requiere mucho esfuerzo para mantenerla, a diferencia de la automatización. 13 3 3.2 METODOLOGÍA Descripción del proceso de normalización: ANÁLISIS SITUACIÓN ACTUAL (CHEQUEAR) DIAGNOSTICO (ANALIZAR) EVALUACIÓN Y SELECCIÓN DE ALTERNATIVAS (PLANEAR) ACCIÓN (IMPLEMENTAR ) 3.2.1 Análisis situación actual: En este paso se revisaron cada uno de los problemas de las operaciones, basados en los procedimientos, acciones no procedimentadas, es decir, que se realizan por tradición, la capacitación de los operadores, etc. Esta etapa incluye las mediciones del proceso actual, teniendo en cuenta los parámetros de eficiencia de la máquina, eficiencia del operador y calidad del producto obtenido en cada etapa. 3.2.2 Diagnóstico: a partir del análisis de operaciones realizado en el punto anterior, se procederá a realizar un diagnóstico de normalización o de mejoramiento según sea el caso de cada proceso. Inicialmente se revisarán las actividades de cada proceso y se verificará que se realizan conforme a los procedimientos en caso de ser así, se realizará un proyecto de mejoramiento y en caso contrario se procederá a la normalización. En esta etapa se priorizarán por áreas, las actividades a realizar según sea más necesaria la intervención en ellas. 3.2.3 Evaluación y Selección de alternativas: del proceso de diagnóstico deberán obtenerse por lo menos dos opciones ya sea de normalización o de mejoramiento y se presentara una evaluación de cada una para al final obtener la alternativa más viable para la implementación. 14 3.2.4 Acción: En los casos prioritarios de acción, se llevarán a cabo los procesos de implementación de la alternativa más viable y se realizarán mediciones del comportamiento del área durante esta implementación. 3.3 Descripción de la metodología de 5S´s: Esta metodología es un programa de limpieza dirigido a proveer un ambiente físico que apoye a los empleados, facilite la comunicación, elimine el desperdicio, y promueva el mejoramiento continúo, con la mínima inversión en la mayoría de los casos. En sentido general, aplicar 5 S´s significa los arreglar la casa, bajar las anormalidades a menores limites posibles, estandarizando procesos de orden, aseo y limpieza mientras se trabaja. Entre los beneficios que se pueden contar con la implementación de este programa se cuentan asegurar seguridad, asegurar calidad, aumentar eficiencia en el trabajo, utilizar el espacio efectivamente, mejorar la imagen y eliminar compras innecesarias Son cinco pasos: 3.3.1 SEIRI – SEPÁRALO, es organizar el puesto de trabajo, separando lo necesario de lo innecesario. 3.3.2 SEITON – SITUELO, es desechar lo innecesario y organizar lo necesario en el puesto, dejando los utensilios de mayor frecuencia de uso más cercanos al puesto. 3.3.3 3.3.4 SEISO - SÁQUELE BRILLO, es limpiar mientras trabaja SEIKETSU - SÍGALO HACIENDO, es estandarizar el proceso de orden y limpieza, garantizando que se puede realizar siempre de la misma manera. 3.3.5 SHITSUKE – SOSTÉNGALO, realice capacitación y seguimiento, asegurándose de que todas las personas que trabajan en el área conozcan el procedimiento y lo realicen de la misma forma. 15 4 DESARROLLO DEL PROYECTO 4.1 Alistamiento Proceso en el cual se preparan los materiales tal como son despachados por el proveedor, este proceso es realizado por un operario de bodega y uno de producción. 4.1.1 Análisis y Diagnóstico situación actual Para el caso de estudio se tendrán en cuanta solamente Activos, Excipientes, Cápsulas vacías, PVC, Aluminio, ya que el resto de los materiales corresponde a la línea de suspensiones. • • • • Área con alta posibilidad de confusión Área con alta posibilidad de contaminación cruzada Almacenamiento aleatorio de materiales Productos que ingresan y tiempo de permanencia en horas: Observaciones (Horas) Azúcar Activos Excipientes Tapas PVC-Aluminio Cápsulas vacías • 1 2 3 4 4.6 3.2 5.1 5.0 5 4.0 3 4.9 3.7 3.0 3.6 3 3 4 4 4 12 10 8 8 4 17 8 2 0.5 8 5 4 4.8 5.1 5 El área de alistamiento presenta una variabilidad moderada en los tiempos de permanencia de los materiales de fabricación. Los activos y excipientes se pesan al mismo tiempo, el azúcar y cápsulas se consideran como excipientes, las tapas, PVC, aluminio, tienen un tiempo mayor de permanencia pues son parte del proceso de envase primario. Estos tiempos dependen de la prioridad en la producción, por lo cual no tenemos incidencia directa en los mismos. • Las Buenas Prácticas de Manufactura tienen dos objetivos principales que son, evitar la contaminación cruzada, es decir, mezcla de dos principios activos diferentes, y la confusión, o sea, evitar rotulaciones deficientes que impidan la trazabilidad del producto, 16 por lo anterior, el almacenamiento aleatorio, aumenta la probabilidad de ocurrencia de los eventos mencionados anteriormente. Diagnóstico: En esta área debe procederse inicialmente con un proceso de reorganización, en el cual se decidió usar el método de las 5 S´s, de manera que el procedimiento requiera la menor inversión y asegure la consistencia en la seguridad del proceso de dispensación. 4.1.2 Alternativas de acción Al usar 5 S´s, se realiza una reunión con las personas que operan el área de alistamiento, entre estos se encuentran los auxiliares de bodega, los operarios de dispensación y el supervisor. La finalidad del uso de esta metodología es llegar a tener un área ordenada consistentemente, de fácil acceso, de fácil rotación y en la cual se minimice la posibilidad de contaminación cruzada y confusión. Entre todos encontramos tres opciones: • Reorganizar con lo que se tiene actualmente: verificar si el posicionamiento actual de las estibas en el área es el adecuado, para verificar inicialmente si con las herramientas que tenemos podemos obtener nuestros objetivos. • Racks tipo bodega: Organizar el cuarto de alistamiento como la bodega, por medio de estructuras donde pueden colocarse dos pisos de estibas catalogadas por ubicaciones, que fueran siempre las mismas, esto nos permitiría usar el cuarto de alistamiento en dos niveles y pasaríamos de cuatro a ocho estibas a más. • Reestructurar el procedimiento de dispensación: establecer turnos especiales de dispensación para que solo ciertos días se realice dispensación para cápsulas y otros días se destine para tabletas y suspensiones 17 4.1.3 Evaluación de alternativas y selección del curso de acción. Alternativas Ventajas Desventajas Reorganizar el área con lo que se • Bajo costo tiene actualmente • No cambia el procedimiento • Baja resistencia del personal • Fácil limpieza • Aprovechamiento del espacio • Difícil manipulación de materiales • Ubicaciones exclusivas para • Necesario un montacargas materiales • Difícil acceso para la limpieza • Inversión necesaria • Se Racks tipo bodega • Mayor • visibilidad de los Menor aprovechamiento del espacio materiales Reestructurar el procedimiento de • Trabajo por mini campañas dispensación • Menor posibilidad contaminación y confusión de pierde flexibilidad para la producción por prioridades • Aumentan los transportes de materiales entre alistamiento y bodega Aunque la mejor alternativa logísticamente hablando es la de ubicar el producto en racks, es la más costosa y no se tiene presupuestado para este año ese gasto, por lo cual se eligió la primera alternativa, pues en la planta se encontraron dos muebles con los cuales se puede aprovechar la altura del cuarto para almacenar materiales livianos como las tapas y las cápsulas y seguir usando las estibas para los materiales pesados. La basura tiene una posición específica en el cuarto y se saca semanalmente a lo cual se tiene que encontrar una alternativa de manejo ya que se pierde una estiba de almacenamiento. 4.1.4 Acción (Antes y Después de implementación). Esta es la ubicación inicial del área de Alistamiento, donde se pueden observar cuatro espacios cómodos, disponibles para almacenamiento, con un área de transporte y dos lugares más para estibas que no permiten el movimiento del montacargas, y que deben manipularse de forma manual. 18 Cada foto es una vista diferente del área, que corresponden en el lugar de la flecha Después de la reorganización se tienen disponibles cuatro estibas para activos, PVC y azúcar y dos muebles de dos pisos para almacenar en uno, todos los excipientes del mes, lo que reduce el transporte entre la bodega y alistamiento, y en el segundo mueble, se almacenan las cápsulas y tapas que son livianas y pueden manipularse en alturas ya que no exceden los 12 Kg de peso. Así se ve el cambio en el área: Además del orden y la clasificación, se aprovecho la altura del área para almacenamiento. 19 4.2 Dispensación y órdenes dispensadas. Proceso en el cual se realiza el pesaje del ingrediente activo (que hace la función farmacológica, es decir realiza el efecto paliativo o curativo) y los excipientes (sustancias que hacen que el principio activo trabaje mejor en la máquina y/o en el paciente). Este pesaje se realiza mediante la orden de producción que es el documento donde se encuentra la fórmula maestra. 4.2.1 Análisis y Diagnóstico situación actual • A esta área solo se ingresa el material que se va a trabajar para cada orden, que corresponde al mismo activo, es decir, solo se ingresa Amoxicilina, luego solo Ampicilina y luego solo Dicloxacilina, pero los excipientes se ingresan todos sin importar para que fórmula van, pues son comunes para todas las fabricaciones. • En términos generales, cuando se cambia de producto, debe realizarse un procedimiento de aseo radical, hasta asegurar que ya no hay activo en el área, que pueda contaminar el siguiente lote, pero para las órdenes de cápsulas, las maestras están digitadas en múltiplos de 25 Kg, lo cual excluye el procedimiento de aseo. • El área presenta una distribución de materiales inadecuada, ya que el carro de los implementos se ubica lejano al área de trabajo, presentando mayores desplazamientos. • Los pesajes son registrados a mano, ya que la impresora determinada para tal fin requiere de mucho mantenimiento y permanece dañada mas tiempo que del que está en uso. • Luego de la dispensación, el producto que queda en cola de proceso tiene un almacenamiento transitorio en el área de Ordenes dispensadas, la cual no tiene adecuada señalización y falta espacio, en el momento de este análisis, el extintor no contaba con el requerimiento de espacio, convirtiendo la zona en un área insegura. • Los lotes se almacenan a veces paletizados, cubiertos con una capa de film de plástico stretch (paletizado), pero no aplica para todos los productos. Diagnóstico: • Los subprocesos de dispensación son: Inspección por parte del supervisor para iniciar el proceso, Transporte de la Materia Prima desde Alistamiento hacia dispensación, Pesaje, Transporte desde dispensación hasta órdenes dispensadas, Paletizado y disposición en el cuarto de órdenes dispensadas. Se encontraron tiempos de espera pues no había supervisor disponible para algunas verificaciones. 20 • Falta espacio en el área de ordenes dispensadas lo que potencialmente puede ocasionar confusión y contaminación cruzada. • Se realizan demasiados movimientos para realizar la dispensación. • El tiempo promedio de dispensación por lote es de 70 minutos, ocupando mayor tiempo los procesos de paletizado y transporte. • Se encontró homogeneidad en los tiempos • El área de dispensación debe seguir un proceso de organización, para lo cual se usará el método de 5 S´s, para determinar cuales son las herramientas necesarias y las innecesarias dentro del área, así como la correcta ubicación del carro de implementos. Esto aplica también para ordenes dispensadas. • Debe revisarse la metodología de trabajo, para que esta contemple que los excipientes que deben ingresarse al área son solo los de la ordenes del día, los operadores lo hacen de esta manera pero no se encuentra procedimentado ya que para realizar el proceso de dispensación deben colocarse otro overol superpuesto y no pueden salir a otra área con él pues provocaría una contaminación. • Se llevará a cabo un proceso de normalización del área, y entrenamiento del nuevo personal para que el trabajo permanezca constante independiente del operador. 4.2.2 Alternativas de acción Después de realizar el estudio de tiempos del área, se determinó que el proceso se realiza de manera homogénea, esto debido a una reciente estandarización realizada en el mes de mayo de 2005. Sin embargo, el estado de orden del área puede mejorar. Por lo cual se realiza implementación de la metodología de 5 S´s, obteniendo las siguientes alternativas de acción: • Reorganización del flujo de la dispensación para asegurar el orden según procedimiento. • En el área de órdenes dispensadas, se reorganizará la forma en la cual se almacenan de manera intermedia los lotes de órdenes ya completas y listas para el proceso de mezcla. 4.2.3 Evaluación de alternativas y selección del curso de acción Alternativas Reorganizar Ventajas el área con lo que • Bajo costo • No cambia el procedimiento • Baja resistencia del personal Colocación de película de stretch a • Aprovechamiento del espacio cada uno de los lotes • Se obtendrá el doble de ubicaciones que tenemos actualmente con el fin de ubicarlos dos por estiba las actuales. • 21 Mayor visibilidad de los materiales 4.2.4 Acción (Antes y después de la implementación. Esta es la forma en la cual se encontraba anteriormente el área, elementos dispuestos antes de la dispensación de tal forma que no se sabe a que material corresponde. Y después de la implementación de 5S´s se tiene que : 22 Se organizó el área de tal manera que cada lote fuera fácilmente identificable y se cubre con película flexible (stretch) para evitar confusiones. El resultado del mejoramiento en esta área se traduce en mayor capacidad de almacenamiento, permitiendo una mayor reacción del área de mezclas para las tres líneas de producción: cápsulas, tabletas y polvos para suspensión. Pasamos de una capacidad de almacenamiento de 5 a 12 lotes de producto, esto es, un aumento del 58%. 23 4.3 Mezclas Proceso mediante el cual las ordenes dispensadas se convierten en lotes de fabricación, este proceso se realiza en un mezclador doble cono, con capacidad para 250 Kg de carga real. Este proceso de mezcla combina el correcto tamaño de partícula con los tiempos y número de vueltas del equipo y el orden de adición de las materias primas. 4.3.1 Análisis y Diagnóstico situación actual • La altura de la carga del equipo es de 2 metros y los operadores se suben sobre el soporte de la máquina porque no cuentan con plataforma (ideal) ni con escaleras para esta operación • La empresa compró un cargador neumático de polvos, el cual no se encuentra actualmente en operación para la línea de cápsulas • Se tiene demarcada el área de operación del mezclador ya que este tiene una inercia alta, lo que se traduce en un riesgo mecánico para el operador. El departamento de mantenimiento instaló un sensor de movimiento para que el equipo cese su operación al detectar al operario, pero esta es un área que debe asearse constantemente, ya que este proceso es común para el 100% de los productos a ser fabricados. Por la humedad constante este sensor se deteriora y ocasiona por parte del trabajador la no operación del área bajo condiciones seguras ni la ejecución correcta del procedimiento. • El proceso de tamizado, previo a la mezcla, pero sub-proceso de este mismo, es de tipo manual, es decir, el operario debe pasar el producto a través de una malla para unificar el tamaño de partícula. En este proceso hay vibración y es necesario el movimiento repetitivo y la acción de fuerza por parte del operario. • Las canecas en las cuales se almacena el producto mezclado pesan más de 100 Kg y lo permitido para manipulación de cargas para hombres es 25 Kg. • La descarga se realiza por gravedad a 30 centímetros del suelo, el operador debe realizar la descarga agachado y esperar que la masa salga del mezclador a una tina de 15 Kg y luego cerrar con fuerza el damper de descarga para que el resto de la masa no salga del equipo, la masa inicial que debe controlar es de 225 Kg aproximadamente. Existe riego para el operador y riesgo de desperdicio de producto (ANEXO CARGA Y DESCARGA DEL MEZCLADOR) • El procedimiento de aseo de área y equipo tarda cuatro horas con dos personas lo que genera que se trabajen mini-campañas por principio activo Diagnóstico: • Esta área tiene subprocesos que merecen ser intervenidos, tales como la carga y la descarga, el tamizado y el empaque temporal en canecas. 24 • Es un área insegura, donde debe intervenir también el departamento de Salud Ocupacional y Seguridad Industrial • Es un área que necesita de mantenimiento permanente, pero que por ser una de las áreas más ocupadas, no tiene disponibilidad para el mismo. • El análisis de tiempos determino homogeneidad en los mismos, por lo cual no se hace intervención en la secuencia de los procesos. • Se debe reformar el proceso de carga y descarga. • Mantenimiento debe intervenir el sensor de protección para movimiento • Debe modificarse el almacenamiento intermedio de la masa de 250 Kg de producto mezclado. 4.3.2 • Alternativas de acción Reforma del procedimiento de carga y descarga de producto en el mezclador doble cono. Alternativas Ventajas Construcción plataforma para el operador, levantada • un metro sobre el piso Desventajas Mas cercanía del operario • Al incorporar equipo el de área, se dificulta el de procedimiento proceso incorporación más en un al producto lo cual facilita el de materiales al mezclador y aseo, lo cual incluye facilidad para realizar el un muestreo. exhaustivo muestreo por más arte de control de calidad Reforma de la plataforma • Se gana altura en la que el • descarga actual del mezclador • Menos Al ganar altura en la descarga tambien se costoso gana en la carga, lo que anterior implica plataforma operador para y una el el producto Adecuación del cargador de polvos de la línea • Al ser suspensiones • por • Debe realizarse un desarrollo de tiene que realizar la carga filtros cargador o descarga directamente para un tamaño de en el equipo. particula inferior a 20 vacío, de accionado el operador no presión, cambia partícula 25 el su producto tamaño de los micras Se reduce la operación de tamizado, ya que por la del • Requiere inversión inciail de $1.500.000.oo en mangas Realizar en proceso de carga y • mínima • • Se puede Sigue requiriendo alto compromiso inversión. descarga en un ángulo de 45º, diferente al de 90º actual Requiere adaptar del operador y depende al procedimiento actual de de la habilidad del operación mismo para controlar el equipo • Reforma del sistema de control y seguridad del equipo. Alternativas Ventajas Desventajas Reparar el sistema actual de • Bajo costo sensor de movimiento • Sistema conocido por el adecuao personal operativo función necesaria. Reformar el sistema de • • Al ubicar los dos sistemas potección y combinarlo con el en uno, la operación se sistema de temporización. hace más fácil. • • No es el sistema para la Más costoso que el anterior. Ala realizar esta mejora, cumplimos con reuerimiento un de seguridad industrial • Modificación del procedimiento de tamizado: este se realiza al pasar la masa de activo y excipientes por tamices de malla 12, 100 y 60 micras homogenización del tamaño de partícula. 26 según la formulación, para la Alternativas Realizar Ventajas desarrollo con • Desventajas Mejorarían los indices de • mezcla de los productos. proveedores para mejorar los Trabajo de tiempo prolongado ya que los proveedores tamaños de partícula en mayoría su son extranjeros • Depende de negociaciones las del grupo de compras Pasar el proceso de tamizado • Minimiza el esfuerzo del • No es una tecnología operador en el proceso usada • Mayor velocidad comercialmente, debe • El movimiento vibratorio desarrollarse crea una torta de internamente, manual a un tamiz vibratorio más facil manipulación. esto puede implicar tiempo y alto costo. • Cambio de los implementos de almacenamiento intermedio, este almacenamiento se realiza cuando el proceso se encuentra fuera de línea y es necesario realizar un almacenamiento de inventario en proceso. Actualmente se realiza en canecas de dimensiones 1.20 metros y 1.0 metros de diámetro, con capacidad en volumen de 120 litros. 4.3.3 • Evaluación de alternativas y selección del curso de acción Para la reforma del procedimiento de carga y descarga, el curso de acción a seguir es realizar el proceso a 45° y no a 90° como se realizaba antes ya que analizando las acciones ejecutadas por los operadores, el problema es de método y no de herramientas. • Reforma del sistema de control y seguridad del equipo, En una sola caja eléctrica se centralizaron los controles de encendido y apagado, temporizador, contador de revoluciones y el emisor del sensor de movimiento, esto asegura que el operador con un solo circuito controle todas las variables de operación del equipo, facilita el proceso de limpieza y dará más duración a los controles. • El proceso de tamizado no se intervendrá ya que no es un equipo que se consiga comercialmente y debe ser un desarrollo interno de la empresa, el cual no tiene alcance en el presente trabajo. Los tamices vibratorios que se encontraron son zarandas para trabajos de más de cien kilos y para trabajo en planta se requiere menos de esa cantidad. 27 4.3.4 Acción: Antes de la implementación. Acto inseguro por parte del operador Sensor separado del contactor de encendido y apagado. NO tiene temporizador Canecas capacidad 120 Kg Carga y Descarga a 90° de la horizontal Después de la implementación Carga a 45º de la horizontal Caja unificada de controles incluye sensor de movimiento y temporizador Desarga a 45º de la horizontal 28 Canecas de 25 Kilogramos (cinco por lote) Como resultado de la implementación inicial, el proceso pasó de 2,5 horas a 1,5 horas por mezcla de lote, ya que la mayor parte del tiempo de proceso estaba en la operación de descarga, esto se traduce en una mejora en tiempo del 40%. 4.4 Encapsulado Proceso de dosificación de la masa ya mezclada, realizado en un equipo italiano marca MG2, al cual se le carga por un costado cápsula vacía y por otro, el producto. La máquina realiza el proceso de apertura de la cápsula, dosificación y cierre. Las dosificaciones varían alrededor de 696 miligramos, donde la cápsula representa 100 miligramos. Los 596 miligramos restantes son mezcla de activo y excipientes y se debe garantizar que contenga 500 miligramos del activo envasado. La velocidad nominal de la máquina es de 48.000 cápsulas hora, trabaja en promedio 7.5 horas, con una eficiencia de 48%. 4.4.1 Análisis y Diagnóstico situación actual • Área polucionada en extremo. No se ve procedimiento “limpiar mientras trabaja” • Procedimiento de revisado de manera manual realizado por dos personas, las cuales frotan el producto con una toalla y revisan que no halla cápsulas rotas, empolvadas, vacías. • Este proceso trabaja lotes de 418.000 cápsulas, esto se traduce en 3 canecas de capacidad de 200 Kg con cápsula, tres canecas de capacidad 120 Kg para el polvo, más una aspiradora que se usa solo al final del tueno, dios escaleras, una para cargar cápsula y una para cargar producto. Una mesa para revisado con dos sillas para cada una de las personas en el proceso de revisión • Suficiente carga térmica dada por el equipo y los tres operarios y cuando es necesario, el mecánico. • La empresa realizó una inversión alta en el equipo y este solo da una eficiencia de 48% cuando lo esperado es el 95%. • Los controles en proceso (toma de peso) deben hacerse a 10 cápsulas cada 15 minutos, esta operación ocasiona desplazamientos prolongados, registros dando la espalda a la máquina y dispersión de la labor del operador. • El montaje y desmontaje del equipo más el proceso de aseo tardan 8 horas con 2 personas. Se trabajan mini campañas para reducir los desperdicios por alistamiento. 29 Diagnóstico: • La máquina no cumple con los requerimientos de producción de la planta. Debe establecerse un curso de acción con proveedor o internamente con los técnicos para optimizar el uso • En el área se evidencia desperdicio por desplazamiento y por alistamiento de máquina • Se ve el área hacinada, pues se tienen demasiados materiales y operarios. Debe determinarse la distribución de las funciones de cada operario involucrado en el proceso. • Es un área en la cual se puede intervenir solamente el aspecto de organización por medio 5 S´s, para determinar cuales son las herramientas necesarias y las innecesarias dentro del área, así como la correcta ubicación de los implementos. • Mientras no se tenga una respuesta por parte del fabricante para los daños de dosificación y el bajo rendimiento de la máquina, no se puede intervenir el proceso de dosificación. • El proceso de brillado de cápsulas es manual y se presentó ya un caso de síndrome de túnel carpiano, considerada como enfermedad profesional potencial, así que debemos buscar una opción para este proceso. 4.4.2 • Alternativas de acción Organización del área: por medio del método de 5 S´s, encontramos tres alternativas de organización en el área Alternativa 1 Ubicación Ventajas actual con • • Rotación de la máquina ¼ • No Debe fabricarse una tolva para que quedan en la misma línea hay que la hacer carga de cápsulas y producto demasiadas derecha del cuarto Alternativa 2 Se mejora el flujo del proceso reforma de recipientes, con salida de producto hacia la Desventajas modificaciones Ventajas • de vuelta sobre su eje • Desventajas Se mejora el flujo del • Debe fabricarse una tolva para proceso que quedan en la misma línea Se sectoriza el área de la brillado de cápsulas y la producto salida de producto • carga Debe de cápsulas modificarse la y parte terminado se ubica más inferior de la máquina para cercano ubicar las conexiones a la puerta, minimizando la proliferación de producto en el piso 30 Alternativa 3 Ventajas Rotación de la máquina ¼ • Se mejora el flujo del • proceso de vuelta sobre su eje, pero con reubicación de área de Desventajas • Se que quedan en la misma linea aprovechan dimensiones brillado Debe fabricarse una tolva para las de la los carga de cápsulas y producto equipos para optimizar • Debe hacerse un transporte de el espacio, lo cual se cápsulas que no se presentaba traduce en la ubicación anterior. en mayor espacio de trabajo • Para el proceso de brillado, el cual se realiza de manera manual tenemos: Alternativas Ventajas Eliminación del polvo de la • superficie de las cápsulas por medio de sal refinada • común Desventajas Proceso de mayor • La sal que se usa para este velocidad proceso debe manejarse como Posibilita el manejo de un cargas ente 5 y 25 incinerarse Kilos de cápsulas proceso, el costo de destrucción contaminante al y debe terminar el por kilo de $900.oo • Se requiere compra de un bombo en acero inoxidable con valor de $5.000.000.oo Eliminación del polvo de la • • través brillador de de del un polvo necesitan cápsulas $4.000.000.oo equipo Equipo más pequeño y • • Fácil cabezal en tela de aproximado de Debe validarse la limpieza y total eliminación de producto de los cepillos liviano que vías Debe invertirse en un bombo de valor Proceso más rápido irritante las respiratorias • brillado con • es para gramos por 100.000 • cápsula laurilsulfato cantidades mínimas, 5 a trabaja a través de cepillo de nylon Se El extremo medio de sal común. por medio de laurilsulfato Eliminación • que el realizado por superficie de las cápsulas de sodio en polvo Proceso más eficiente limpieza cuerpo en del • Debe desarrollarse un proveedor para la fabricacióp de los cepillos acero de brillado inoxidable • El costo del $2.500.000.oo 31 equipo es de Diagrama de ubicación de las alternativas de organización del área de Encapsulado 32 4.4.3 • Evaluación de alternativas y selección del curso de acción Para la reubicación del área, se realizó ensayo para cada una de las alternativas, ya que cada una de estas opciones, fueron establecidas por equipos diferentes de trabajo, de tal manera que se le da un tiempo de una semana a cada alternativa, para decidir al final como se trabajará el área. El orden de ensayo se hizo de la siguiente manera: a. Rotación de la máquina ¼ de vuelta sobre su eje, pero con reubicación de área de brillado b. Rotación de la máquina ¼ de vuelta sobre su eje c. Ubicación actual con reforma de recipientes, con salida de producto hacia la derecha del cuarto d. La primera opción además de ofrecer mayor espacio para el traslado de los operadores y los materiales, acerca la carga del producto a la extracción puntual, lo que minimiza la polución en el área. 4.4.4 Acción antes de la implementación. Salida de producto l d Canecas de producto en polvo capacidad de 120 Kg Proceso de brillado y revisión d á l Controles en proceso, pesaje 33 Brillador de cápsulas Después de la implementación Canecas de producto 25 KIlos Controles en proceso, pesaje quedan en el mismo lugar Salida de cápsulas llenas de producto En lugar de las canecas azules de la derecha, se usan cajas de la izquierda, apilables y de menor peso Mesa de brillado ubicada en lugar contrario Brillador ubicado en su nuevo lugar Producto brillado Cápsulas con producto 34 El mejoramiento que se observó en esta área se relaciona con el flujo de proceso, el cual se encontraba ubicado cercano a la puerta, ocasionando mayor posibilidad de salida de producto, aumentando la posibilidad de contaminación cruzada con los pasillos y las áreas adyacentes al área de encapsulado. Las distancias de proceso eran inicialmente de 3 metros desde la salida de producto de la máquina hasta la terminación del proceso de brillado y actualmente, se traslada 2,1 metros el producto, lo cual indica una disminución del 30%, esto además indica una disminución de los tiempos de transporte del 10%, pasando de promedios de transporte de 9,95 segundos a 6,48 segundos, o sea una mejora de 35%. 4.5 Encelofanado Proceso de envase primario, donde el producto recibe su protección directa a la condiciones ambientales, se denomina primario porque es el que va en contacto directo con el producto. Este empaque debe garantizar que el producto se encuentra debidamente protegido durante la duración del tiempo de vida útil. Es un proceso de empaque compuesto por sellado de dos láminas de aluminio que cubren las tabletas por acción de calor. 4.5.1 Análisis y diagnóstico situación actual • En el área se observa orden en los materiales, implementos y producto pues a pesar que del área de encapsulado entregan 16 canecas aproximadamente de producto, con capacidad de 15 Kg, los operadores del área tienen perfectamente establecido y normalizado el punto de permanencia del mismo • El producto empaque, es de este decir proceso que en pasa esta directamente área no a hay almacenamiento en proceso, pero como en empaque no trabajan en línea el empaque, entonces debe recogerse el producto en cajas para dar espera a la línea de revisado o para almacenar mientras se tiene disponibilidad en las líneas de empaque. • Es un proceso en el cual potencialmente puede restarse valor a la fabricación, porque puede generar problemas de calidad, como quemado de cápsulas, rotura por el troquelado, apertura de cápsulas por mal enfrentamiento de los rodillos en la alimentación. • Es la máquina de baja velocidad en la cual puede tardarse 24 horas en procesar 186.000 cápsulas, los lotes para el producto de trabajo, Dicloxacilina 500 mg son de 178.245 cápsulas 35 Diagnóstico: • Área debidamente ordenada y estandarizada en cuanto al almacenamiento de materiales • Proceso en el cual puede restarse valor al producto pues en él se generan errores de calidad. Para realizar un estudio más a fondo del área deberá procederse con la toma de tiempos y movimientos, los cuales no están contemplados para el presente trabajo. Estos tiempos serán trabajados directamente pr el área de Ingeniería Industrial de la compañía. 36 4.6 Empaque secundario. 4.6.1 Análisis y diagnóstico situación actual El producto trabajado se compone de foil de aluminio que contiene 4 cápsulas, tipo la vitamina C. Para nuestro caso particular el producto se denomina DICLOXACILINA 500 mg, antibiótico de tipo penicilínico. Se toma este producto porque el empaque se realiza de forma manual, requiere más personas y más tiempo de proceso. La línea de Estuchado Manual, como se le denomina, consta de 5 operaciones básicas así: • Revisión 1: se revisa que las cápsulas vengan en buen estado, lo cual se hace tocando el producto, al finalizar debe voltearse el foil y dejarlo en la banda para el siguiente proceso. Dos personas realizan esta operación (REVCOMP1 y REVCOMP2) • Revisión 2: en una segunda etapa se verifica el codificado de la vida útil y la impresión del aluminio, con la información de nombre del producto, concentración y registro sanitario como lo contempla la regulación de Buenas Prácticas de Manufactura, Informe 32 de la Organización Mundial de la Salud (OMS). Una persona realiza esta operación (REV.IMP) • Estuchado y Embalaje: comprende la armada de estuche y colocar dentro de este los 4 foil por 6 cápsulas según esta presentación, en este caso es por 24 cápsulas, es decir, que son cuatro foil de 6 cápsulas. El embalaje consiste en colocar los estuches dentro de cajas corrugadas, para entrega final al cliente. Dos personas realizan esta operación (ESTUCHA1 y ESTUCHA2). • Suministrador: está encargado de mantener el abastecimiento de estuches, en ocasiones armarlo, abastecer de cajas corrugadas armadas y rotuladas y del pesaje de la caja corrugada con su embalaje completo. Una persona realiza esta operación. • Total: 6 personas por proceso. 37 Diagnostico: • Se evidencia desviaciones de proceso, respecto a los procedimientos aprobados de trabajo • Deficiencias en manejo de materiales, ya que el almacenamiento intermedio en el proceso se hace en contenedores de gran volumen, difíciles de manipular. • El operador sigue al material sobre la banda, no espera a que este le llegue, invadiendo el espacio de trabajo de su compañero. • El proceso de estuchado se realiza de manera estándar, pero hay diferencias en la inspección entre operarios. • Se encuentra desbalanceo de la línea. 38 ESPECIFICACIONES DE LÍNEA PARA FOIL POR SEIS CÁPSULAS COMPAÑÍA: Manufacturera Mundial Farmacéutica S.A. PROCESO: Estuchado Manual FECHA: 11-05-05 ACTUAL CATEGORIA A 2.000 1 REQUERIMIENTO DIARIO B TURNOS POR DIA Hr/Turno Almuerzo C Refrigerio MINUTOS DISPONIBLES Aseo POR DIA D E F G H I J K M O OBJETIVO DESPUES SEGUIMIENTO 9,5 54 10 10 496 Total TMP 74 TMNP=3 TMP 222 RATA DE Total OPERACIÓN (%) RATA DE AUSENCIA DE CALIDAD (%) TACT (SEGUNDOS POR UNIDAD) Rev.Comp1 Rev.Comp2 Rev.Impres BALANCEO LINEA Estuchado1 Estuchado2 Total CUELLO DE BOTELLA (SEG) PRXN POR HORA No PERSONAS PRODUCTIVIDAD VALOR AGREGADO % ESPACIO (m2) 55,24% 2,00% 8,06 1,88 1,88 1,32 8,85 8,85 42,90% 8,85 407 6 68 46,00% 3 El cálculo de los anteriores datos se presenta a continuación. 39 RITMO Manufacturera Mundial Farmacéutica S.A. Revisado de foil, verificar que las cápsulas vallan completas Estuchado Manual 11-05-05 X 2 X X X Trae mat. X X X X X X X X X X X X X X X X X Trae mat 3 Después de estas mediciones podemos ver: • • • • Para los tres casos se tomó una sola persona y se intervino antes de realizar la nueva medición. El proceso medido comprende tomar el foil, palpar cápsula por cápsula si todas están completas, voltear el foil y depositarlo sobre la banda. En el caso No 1, además de los problemas de materiales y transporte, se evidencia una desviación con el procedimiento estándar de operación. Se realizó la intervención y se tomaron los tiempos del caso No 2, de nuevo se observaron deficiencias en al manejo de materiales, ya que el foil lo entrega el proceso anterior en canecas de gran capacidad (200 litros aproximadamente) y al finalizar el contenido de la caneca, deben realizar un movimiento prolongado para abastecer foil. En el caso No 3 se hizo una intervención definitiva de postura, se le dijo a la operadora que no siguiera el foil por la banda sino que esperara a que la banda se lo posicionara justo bajo la mirada y se cambiaron las canecas por cajas de cartón, de mas fácil manipulación. Al final se observa una distribución normal de los tiempos de la etapa de revisión de completas. 40 2.90 2.80 2.70 X 2.60 2.50 X 2.40 X 2.30 X 2.20 X X X X X X X X X X X X 2.10 X X X X X 2.00 Trae mat 1.90 1.883 X X 1.80 1.716 1 X X X X 1.70 1.757 X X X X X X X X X X 1.60 1.43 2.36 1.58 1.40 2.07 1.78 1.81 1.72 1.29 1.58 4.00 1.87 2.57 1.45 1.65 1.59 1.67 1.42 2.86 1.56 37.66 1.50 1.17 1.65 1.65 1.98 1.04 1.48 1.01 1.42 1.39 1.28 1.23 1.17 1.61 3.31 1.89 1.72 1.58 3.81 2.00 1.93 34.32 1.40 1.95 1.30 3.17 3.05 1.2 1.31 2.21 1.72 1.11 2.06 1.42 1.42 1.78 1.72 1.68 1.34 1.15 1.29 1.26 3.00 35.14 1.30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Total Comentario 1.20 Tiempo 3 1 Tiempo 2 1.10 Tiempo 1 segundos No. Media ESTUDIO DE COMPAÑÍA: OPERACIÓN: PROCESO: FECHA: X En este análisis de proceso, se puede observar que la operación es de comportamiento normal, homogéneo, aunque en la observación de la operación, la posición del operador es incorrecta ya que no realiza el trabajo sentado y tampoco espera que el foil llegue a sus manos, sino que se adelanta a tomarlo dentro del perímetro de trabajo del anterior operador. 41 1.95 1.90 1.85 1.80 1.75 1.70 1.65 3 1.60 X X X X X X X X 1.55 X X X X X X X X X X X X 1.50 X X X 2 1.45 1.285 X X X X X X X X X X X X X X X 1.40 1.318 X 1.35 1.306 1 X X X X X X X X X X X X X X X X 1.30 1.20 1.25 1.32 1.28 1.27 1.25 1.29 1.25 1.33 1.38 1.32 1.27 1.29 1.32 1.38 1.36 1.32 1.25 1.23 1.15 25.71 1.25 1.43 1.36 1.58 1.28 1.06 1.68 1.26 1.29 1.72 1.01 1.22 1.28 1.31 1.28 1.33 1.36 1.30 1.15 1.24 1.23 26.37 1.20 1.33 1.20 0.85 1.25 0.90 1.02 1.46 1.42 1.28 1.70 1.41 1.56 1.35 1.52 1.28 1.39 1.27 1.28 1.38 1.28 26.13 1.15 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Total Comentario 1.10 Tiempo 3 1.05 Tiempo 2 1 Tiempo 1 segundos No. Media ESTUDIO DE RITMO COMPAÑÍA: Manufacturera Mundial Farmacéutica S.A. OPERACIÓN: Revisado de foil, verificar el codificado e impresión del aluminio. PROCESO: Estuchado Manual FECHA: 11-05-05 ESTUDIO DE RITMO COMPAÑÍA: Manufacturera Mundial Farmacéutica S.A. OPERACIÓN: Estuchado, comprende armada de estuche, apilamiento de 4 foil por 6 cápsulas, cierre del estuche y ubicación de este en la caja corrugada. PROCESO: Estuchado Manual FECHA: 11-05-05 camina 1 embala 2 15 14 X 13 12 11 X X 9 X X X X 10 X X X X 8 X X X X X X X X X 7 camina 6 7.570 X X X X X X X X X X X X X X X X X X X X 5 8.854 Comentario 4 Media 1 8.96 2.17 2 9.64 7.02 3 5.37 5.46 4 8.45 6.82 5 11.64 11.28 6 7.28 7.70 7 7.39 8.31 8 6.34 7.76 9 12.65 6.01 10 8.23 6.62 11 8.04 5.28 12 8.01 14.61 13 10.53 6.37 14 12.58 6.51 15 11.39 12.88 16 8.67 8.28 17 12.51 8.58 18 9.81 6.17 19 7.53 5.48 20 8.06 8.10 Total 177.08 151.40 Tiempo 3 3 Tiempo 2 2 Tiempo 1 segundos No. Este proceso tiene tres operaciones dentro del mismo, estas observaciones se llevaron a cabo con dos operarios diferentes, ya que no fue posible hacerlo con el mismo. En el caso No 1 llama la atención que la operaria se encontraba más tranquila haciendo su trabajo y a simple vista parecía tener mejores tiempos y mejor desempeño que el segundo operario, sus fortalezas constaban en que usaba las dos manos para manipular el producto y que no realizaba doble conteo de unidades, es decir, cuando las apilaba y antes de cerrar la unidad, lo anterior se observó con el segundo con el segundo operario. Aunque a simple vista la operaria número 1 seguía el procedimiento estándar de operación y no se movía del puesto, obtenía menores tiempos que el segundo operador que hacía totalmente lo contrario. Esto evidencia una visión de mejora en cuanto a que el segundo operario a pesar de realizar doble inspección, realiza menos movimientos que la operaria No uno, como consecuencia se realizó un cambio del método, eliminando inicialmente la segunda inspección antes de cerrar la unidad se tiene mayor posibilidad de bajar los tiempos. 42 BALANCEO DE LÍNEA COMPAÑÍA: PROCESO: FECHA: Manufacturera Mundial Farmacéutica S.A. Estuchado Manual 11-05-05 8.85 s 1.88 s 8.85 s T. Time 8.06 s 9 10 1.88 s 1.32 s 1 2 3 4 5 6 7 8 BL = 42.90% __________________________________________________________________________ Cada Número de operación corresponde a: 1 Revisado de cápsulas completas dentro de un foil: Rev.Comp1 2 Revisado de cápsulas completas dentro de un foil: Rev.Comp2 3 Revisión de la impresión del aluminio y del codificado: Rev.Imp 4 Conteo de 4 foil por 6 cápsulas, apilamiento o agrupamiento y puesta dentro del estuche: Estuchado1 5 Conteo de 4 foil por 6 cápsulas, apilamiento o agrupamiento y puesta dentro del estuche: Estuchado2 4.6.2 Alternativas de Acción 43 BALANCEO DE LÍNEA 2 Con el balanceo anterior se reasigna la línea COMPAÑÍA: Manufacturera Mundial Farmacéutica S.A. PROCESO: Estuchado Manual FECHA: 11-05-05 5.9 s 5.9 s T. Time 8.06 s 9 10 5.9 s 5.08 s 1 2 3 4 5 6 7 8 En esta primera opción. Solo un operario realiza los dos procesos de revisión, de cápsula completa y de impresión y codificado. Otras tres operaciones son de estuchado y embalaje, para lo cual se tienen tres posibilidades a las cuales se les debe tomar tiempos para establecer cual es la mejor de todas: • Una persona revisando que las cápsulas estén completas en el foil, una persona armando estuche, una persona estuchando y una persona embalando • Una persona revisando y las otras tres estuchando y embalando • Las cuatro personas hacen todos los procesos, revisión, estuchado y embalaje. NUEVO BALANCEO DE LINEA = (5.08+5.9+5.9+5.9) / (5.9 X 4 ) = 96.53% __________________________________________________________________________ NUEVAS ESPECIFICACIONES DE LÍNEA PARA FOIL POR SEIS CÁPSULAS SOLO CAMBIANDO EL NUEVO BALANCEO 44 COMPAÑÍA: PROCESO: FECHA: Manufacturera Mundial Farmacéutica S.A. Estuchado Manual 11-05-05 ACTUAL CATEGORIA A REQUERIMIENTO DIARIO B TURNOS POR DIA Hr/Turno 9,5 Almuerzo 54 C Refrigerio 10 MINUTOS Aseo 10 DISPONIBLES Total POR DIA TMP 74 D TMNP=3 TMP 222 RATA DE Total OPERACIÓN (%) RATA DE AUSENCIA DE CALIDAD (%) E TACT (SEGUNDOS POR UNIDAD) F G H I J K M O Rev.Comp1 Rev.Comp2 Rev.Impres BALANCEO LINEA Estuchado1 Estuchado2 Total CUELLO DE BOTELLA (SEG) PRXN POR HORA No PERSONAS PRODUCTIVIDAD VALOR AGREGADO % ESPACIO (m2) NUEVO BL CATEGORIA 2.000 REQUERIMIENTO DIARIO 1 TURNOS POR DIA 496 MINUTOS DISPONIBLES POR DIA 2.000 1 Hr/Turno Almuerzo Refrigerio Aseo 9,5 54 10 10 496 Total TMP 74 TMNP=3 TMP 222 RATA DE 55,24% OPERACIÓN (%) Total 2,00% RATA DE AUSENCIA DE CALIDAD (%) 8,06 TACT (SEGUNDOS POR UNIDAD) 1,88 1,88 1,32 8,85 8,85 Rev.Comp-Imp Estuchado1 Estuchado2 BALANCEO LINEA Estuchado3 55,24% 2,00% 8,06 5,08 5,90 5,90 5,90 0,00 42,90% Total 8,85 CUELLO DE BOTELLA (SEG) 96,53% 5,90 407 PRXN POR HORA 6 No PERSONAS 68 PRODUCTIVIDAD 46,00% VALOR AGREGADO % 3 ESPACIO (m2) 610 4 153 46,00% 3 Solo con la nueva distribución de operaciones, se logra un incremento sobresaliente de productividad, disminuye el cuello de botella, se necesita menos personal, hay dos personas que pueden reubicarse en otras actividades que le generen mayor valor a la organización o en otras áreas y procesos. El valor agregado no cambia, pues se mantiene constante, ya que no se realizan observaciones con esta nueva propuesta. 45 ESTUDIO DE VALOR AGREGADO COMPAÑÍA: Manufacturera Mundial Farmacéutica S.A. PROCESO: Estuchado Manual FECHA: 11-05-05 AGREGA VALOR TRABAJO PRINCIPAL MANEJO DE MATERIALES INSPECCIÓN CAMINAR EMPACAR ESPERAR OTRO Rev.Comp1 51 14 20 X X X 14 Rev.comp. 2 43 18 22 X X X 17 Estuchado1 40 20 24 X X X 16 Estuchado2 49 19 21 X X X 14 PROMEDIO 46 19 21 X X X 14 TRABAJO COMENTARI OS NO AGREGA VALOR Abastecer producto 1-2-3-4-5-6-7-8-9-10-11-12-13-14-15-16-17-18-19-20-21-22-23-24-25-26-27-28-29-30-31-32-33-34-35-36-37-38-39-40-41-42-43-44-45-46-47-4849-50-51-52-53-54-55-56-57-58-59-60-61-62-63-64-65-66-67-68-69-70-71-72-73-74-75-76-77-78-79-80-81-82-83-84-85-86-87-88-89-90-91-9293-94-95-96-97-98-99-100 1. ESTUDIO DE VALOR AGREGADO VISIÓN GRAFICA DESCRIPCIÓN 10 20 30 50 TRABAJO DIRECTO Rev.Comp1 Rev.Comp2 TRABAJO DIRECTO Estuchado1 TRABAJO DIRECTO Estuchado2 40 TRABAJO DIRECTO 60 MANEJ 70 80 INSPECCIÓ MANEJO INSPECCIÓN MANEJO INSPECCIÓN MANEJO 90 ABASTE CER ABASTEC ER ABASTE CER INSPECCIÓ ABAS TECE Según la indicación gráfica, el proceso tiene menos del 50% de valor agregado, por lo cual debe establecerse un plan de acción en cuanto a transporte de materiales, principalmente en economía de movimientos e inspección, ya que son actividades que no agregan valor. ESTUDIO DE LAY-OUT 47 100 Se revisaron cada una de las tres propuestas. Antes de proceder con el proceso de revisión, se realiza el codificado de la información del tiempo de vida útil por chorro de tinta (Ink-Jet), por eso se tiene en cuenta en esta distribución. La opción 1 genera contaminación en el área por olor a solvente del codificador pues se reubica el equipo fuera del sitio diseñado para tal fin. Esta distribución permite realizar la marcación justo antes de iniciar el proceso de estuchado y disminuye un movimiento de traslado de casi 20 metros en total. La opción 2 requiere una inversión adicional en un codificador ubicado en el área de encelofanado, para que el producto ya salga codificado y evitar así el olor a solvente dentro del área de empaque. Ya que el tipo de codificadores para manufactura es de transferencia térmica, este no se convierte en un peligro ni para el operario ni para el producto. La opción tres, después del balanceo es viable, pero requiere la misma consideración del punto anterior y esta sujeta a la toma de tiempos en la etapa de implementación. 48 4.6.3 Antes de la implementación REVCOMP1 REVCOMP2 REVIMP SUMINISTRADOR ESTUCHA1 ESTUCHA2 Después de la implementación ENCELOFANADO REVCOMP1 ESTUCHA1 ESTUCHA2 ARMA ESTUCHE 49 REVCOMP1 ARMA ESTUCHE ESTUCHA1 ESTUCHA2 En las dos gráficas anteriores se muestra trabajo con blister, pero aplica el mismo principio que implementamos para el foil. 4.6.4 Análisis de resultados en el proceso de empaque secundario. En cuanto al costo de mano de obra directa (MOD), este disminuye en un 33.3% asi: • Antes de la implementación: 1.562.5 $/hora X 9,5 horas /turno X 6 operarios = 89.062,5 $/turno • Después de la implementación: 1.562,5 $/hora X 9,5 horas /turno X 4 operarios = 59.375,0 $/turno Este rubro impacta directamente el costo por unidad producida. La producción por hora pasa de 407 unidades a 610 unidades, es decir, aumenta en un 33%. La productividad medida como unidades comerciales producidas por hora hombre, pasa de 68 a153, es decir, un aumento de 55.6%. el estándar general de productividad para MMF es de 56 unidades comerciales producidas por hora hombre, con la distribución anterior de la línea, estábamos cumpliendo con dicho estándar, pero con la nueva distribución podemos sobrepasar el estándar y mejoramos los tiempos de respuesta de la línea. 50 5 CONCLUSIONES Y RECOMENDACIONES Se realizó el diagnóstico y análisis de la situación actual para la estandarización y normalización de las actividades del proceso de producción de cápsulas de antibiótico. Para los procesos de alistamiento, dispensación, ordenes dispensadas y encapsulado se inició con implementación de esquema de mejoramiento continuo 5 S´s, separando y organizando los materiales necesarios, desechando los innecesarios y reubicando en cada caso los implementos y materiales. Para el área de encelofanado, al realizar la inspección inicial de 5 S´s, se encontró el área en óptimas condiciones de orden y aseo, lo cual es mantenido por los cuatro operadores del área. En el caso de la línea de estuchado, ya se había realizado proceso de implementación de 5 S´s en un proyecto anterior a este, por lo cual se realizó con esta área toma de tiempos y movimientos. En el caso de las áreas diferentes a empaque Se hace necesario esperar un tiempo prudente realizando mediciones iniciales de tiempos y movimientos para tener bases de estandarización. Para cada una de las áreas, en implementación de 5 S´s o en toma de tiempos, se presentaron alternativas discutidas con cada uno de los grupos de trabajo y se evaluaron desde el punto de vista cualitativo las ventajas y desventajas, tomando como criterio de selección aquella que requiere la menor inversión, que ocasiona menor impacto al personal y que puede implementarse en el tiempo de alcance de este proyecto. Para las áreas de Alistamiento, Dispensación y Ordenes dispensadas, el resultado del mejoramiento se traduce en el aumento del 58% en la capacidad de almacenamiento, lo cual permite una mayor reacción del área de mezclas para las tres líneas de producción: cápsulas, tabletas y polvos para suspensión. Se pasa de una capacidad de almacenamiento de cinco a doce lotes de producto. Como resultado de la implementación inicial, el proceso de mezclas pasó de 2,5 horas a 1,5 horas por mezcla de lote, ya que la mayor parte del tiempo de proceso estaba en la operación de descarga, esto es, en una mejora en tiempo del 40%. En el área de encapsulado se mejoró el flujo de proceso, que se encontraba ubicado cercano a la puerta, aumentando la posibilidad de salida de producto del área, es decir, aumentando la posibilidad de contaminación cruzada con los pasillos y las áreas 51 adyacentes. Las distancias de proceso desde la salida de producto de la máquina hasta la terminación del ciclo de brillado, median inicialmente 3 metros pasaron a 2,1 metros, lo cual indica una disminución del 30% en la distancia de transporte. Además se observa una disminución de los tiempos de transporte del 35%, pasando de promedios de transporte de 9,95 segundos a 6,48 segundos. En el área de empaque secundario, la Mano de Obra Directa disminuye en un 33.3% impactando directamente el costo por unidad producida. La producción por hora pasa de 407 unidades a 610 unidades, es decir, aumenta en un 33%. La productividad medida como unidades comerciales producidas por hora hombre, pasa de 68 a153, es decir, un aumento de 55.6%. el estándar general de productividad para MMF es de 56 unidades comerciales producidas por hora hombre, con la distribución anterior de la línea, estábamos cumpliendo con dicho estándar, pero con la nueva distribución podemos sobrepasar el estándar y mejoramos los tiempos de respuesta de la línea. El método de mejoramiento continuo de 5 S´s motivó al personal de cada una de las áreas a participar por medio de sugerencias de la modificación de la operación diaria, al ser ellos mismos los que proponen las mejoras y los cambios, se comprobó mayor facilidad en la adaptación de los mismos. A través de la ejecución de este proyecto, pudo confirmarse que los procesos de mejoramiento en la empresa no son solamente recopilaciones de información y cálculos técnicos. A través de métodos fáciles y económicos como los de 5S´s, PHVA y análisis de métodos, se facilita la interacción de profesionales y personal operativo al interpretar las mediciones en un lenguaje común para todos y traducir los requerimientos de mejoramiento en acciones reales. Como recomendación final, el procedimiento a seguir para dar continuidad al presente trabajo será la búsqueda de la optimización de los procesos, lo cual se hará en coordinación con el departamento de Ingeniería Industrial. Se replicará esta estructura de mejoramiento para las líneas de envase de polvos y tabletería como etapa previa a la ejecución de la medición de tiempos y movimientos en estas dos líneas. Debe establecerse un plan de acción de valor agregado para la línea de empaque secundario en el cual se busque minimizar los tiempos de transporte de materiales y disminución de etapas de inspección. 52 6 BIBLIOGRAFÍA. Organización mundial de la Salud, Informe 32 Buenas Prácticas de Manufactura, 1987. Sheskey-Weller, Handbook of Excipients, Cuarta Edición, 2003. Chase, Richard B., Dirección y Administración de la Producción y Operaciones, Sexta edición, 1999. Manufacturera Mundial Farmacéutica S.A., Procedimientos de Fabricación de cápsulas de Antibióticos Betalactámicos, 2002 a 2005. Falconi Campos, Vicente, Gestión de la rutina del trabajo Cotidiano., INDG Instituto Nacional de Desarrollo Gerencial, Minas Gerais, Brasil, 2004. 53