- Ninguna Categoria
Tecnología de los Alimentos
Anuncio
Tecnología de los Alimentos Segundo Semestre Curso 2005/6 Tecnología del Pescado Introducción Los pescados comercializados en los mercados se dividen en tres grupos comerciales: Peces: Ciclóstomos – lamprea Elasmobranquios – peces cartilaginosos, los rayos y los tiburones Teleósteos – todos los demás peces Mariscos o Crustáceos o Moluscos no cefalópodos – gasterópodos y lamelibranquios o Equinodermos Cefalópodos o Octópodos – pulpos o Decápodos – sepia, calamar o o o Los peces se concentran en la plataforma continental, la franja costera donde el fondo marino puede llegar a 300 metros de profundidad; alrededor del 8% de los océanos se encuentra en esta zona de fondos poco profundos. El límite de la plataforma con las zonas oceánicas más profundas se denomina borde continental. Se conocen 20,000 especies de peces, de los cuales 58% son marinos. Los peces se distinguen según su hábitat: Aguas cálidas y templadas – 8,000 especies Aguas frías y polares – 1,100 especies Pelágicos – viven en la superficie – 225 especies Aguas medias – 1,000 especies de medias aguas Además, podemos diferenciar los peces en función de su contenido de grasas, en magros y grasos. Los peces magros suelen ser demersales, es decir, viven en el fondo o muy cerca del fondo del mar en la plataforma continental (bentónicos). Entre los peces de este grupo encontramos la bacaladilla, pelaya, salmonete, rape y congrio. Los peces grasos suelen ser pelágicos – viven en aguas superficiales y medianas; siempre están en movimiento, al ser especies migratorios. Bacaladilla (maire) Pelaya (palaia) Rape (rap) Congrio (congre) Salmonete (moll, roger) Los peces grasos se conocen también como pescado azul ya que su piel presenta tonalidades azuladas. En este grupo encontramos diferentes especies como la sardina, melva, boquerón, jurel y caballa. El pescado azul es muy nutritivo, al tener alto contenido en grasas; por esa misma razón, se deterioran mucho más rápidamente que los peces magros. Sardina Melva (bonitol) Jurel (sorel). Muy espinoso – barato Caballa (verat). Intoxicaciones por escómbridos. Boquerón (seitó). Muy apreciado en fresco y conservado (anchoa) Los peces migratorios pueden migrar también entre aguas marinas y dulces; hay dos grupos distintos: Anádromo – especies de peces que viven en el mar, pero remontan los ríos para reproducirse, como el salmón. Catádromo – especies de peces que viven en aguas dulces, pero van al mar para reproducirse, como la anguila. Anatomía de los peces La anatomía general de los peces es muy diferente en los peces cartilaginosos y los teleósteos. Los peces cartilaginosos no tienen opérculo, sino aberturas bronquiales; sus alas no presentan radios. Los peces teleósteos presentan alas con espinas opérculo. Las alas son muy importantes para diferenciar entre especies. En los peces, el haz muscular o miotoma asume una forma de W; los haces musculares son bloques de fibras musculares recubiertos de tejido conjuntivo que se deteriora rápidamente al ser una estructura débil. El tejido conjuntivo se renueva a lo largo de la vida del pez, a diferencia del tejido conjuntivo de los animales terrestres, que se endurece. Teleósteos Cartilaginoso Sistemas de pesca El sistema de pesca utilizado determina la especie de pescado que se capturará. Los sistemas de pesca se dividen en tres clases: Red. Puede ser móvil o fija. o Móvil. Proveen peor calidad de pescado ya que los peces se aplastan. o Fija. Anzuelo o Fijo o Móvil Nasa – sistema tradicional de capturar pescado Es importante que la pesca provoque una muerte rápida para prevenir un deterioro rápido. Productos Pesqueros Los productos pesqueros son todos los animales marinos o de agua dulce o partes de ellos (incluidos sus huevos y lechazas), con exclusión a los mamíferos acuáticos, ranas y animales acuáticos objeto de otras disposiciones específicas. El pescado es una fuente importante de nutrientes, conocida por las culturas antiguas. En función de la fracción comestible (45-50%) la composición total puede variar mucho con la forma, edad, momento de captura etc. Peces fusiformes – salmón > 60% Peces de cabeza muy grande o zona ventral muy desarrollada – gádido (bacalao, abadejo) – 35-40% En peces planos (lenguado, rodaballo, gallo) – 35-40% Rape – 30% Factores que afectan la composición del pescado Especie Alimentación Época del año Sexo Variaciones individuales Diferencias anatómicas Factores fisiológicos El contenido de proteínas en los peces es bastante constante; el contenido de agua y grasa varía en función del tipo de pez: los magros mantienen una proporción de grasa constante a lo largo de su vida, mientras que en los peces grasos la proporción de grasa varía a lo largo de su vida, en función del estado fisiológico. Componente Pescado (filete) Mínimo Variación Proteína 6 16-21 Lípidos 0.1 0.2-25 Carbohidratos <0.5 Cenizas 0.4 1.2-1.5 Agua 28 66-81 Carne de vacuno (músculo) Máximo 28 20 67 3 1 1.5 1 96 75 Contenido de proteína La composición en aminoácidos de las proteínas musculares del pescado es muy similar a la de los animales de abasto (alto valor biológico), con gran contenido en lisina (compensa los cereales). La cantidad total de proteína no varía mucho en los peces (1635%), en moluscos y crustáceos (8-16%). El contenido total de nitrógeno no corresponde al total de proteínas; el resto son las sustancias nitrogenadas no proteicas (SNNP), que depende mucho de la especie – varía entre los teleósteos (10-15%) y elasmobranquios (30%). El contenido proteico es más o menos constante (15-23%): Especies grasas – 20% Especies semigrasas – 19% Especies magras – 16.4% Crustáceos – 17.8% Moluscos – 13% La proteína del pescado es de alto valor energético – contiene todos los aminoácidos esenciales, y tiene elevado contenido en lisina, metionina y cisteina. El punto isoeléctrico de la proteína es de 4.5-5.5; es muy importante porque determina la desnaturalización y deterioro del pescado (pH, salinidad etc.). La proteína interviene en las características organolépticas del pescado (textura, jugosidad, palatabilidad etc.), así como el tiempo de permanencia en el estómago y la sensación de saciedad (merluza – 2-3 horas, salmón 3-4 horas, ternera 4-5 horas). Debido al hábitat acuoso, los peces no necesitan una estructura conformacional que les dé soporte físico. Por eso, las células musculares suelen ser más cortas y no hay tendones, sino que las fibras se unan entre ellas mediante tejido conjuntivo – miocomata; los bloques de células (miotomos) tienen forma de W. cuando se calienta el músculo (cocción), el miocomata coagula y se rompe permitiendo la separación de las típicas laminas del pescado. El tejido conjuntivo no se endurece con el tiempo, ya que se renueva constantemente. La composición de la proteína depende también de la temperatura del hábitat: los peces de hábitat más calido presentan mayor proporción de prolina y/o hidroxiprolina, que les proporcionan mayor temperatura de coagulación de las proteínas. Especie Abadejo Caballa Carpa Mamíferos Hidroxiprolina (%) 8.2 9.7 11 Coagulación (ºC) 38.5 50 56-58 >60-68 Tipos de proteína Las proteínas se dividen en tres grupos: Proteína sarcoplasmáticas – 20-35% (mioglobina, enzimas). Se encuentran en el plasma celular, y son solubles en agua y soluciones salinas a temperatura ambiente. Influyen la capacidad de retención de agua (pescado más o menos jugoso). Proteínas miofibrilares – 65-75% (estructurales, contráctiles). o Miosina – 55% o Actina – 25% o Tropomiosina – 5% o Troponina – 5% o Proteína C – 2% Las proteínas miofibrilares son solubles en soluciones salinas de fuerza iónica media. La miosina de los peces es más sensible a la desnaturalización (congelación, deshidratación, cocción), que la miosina de los animales de sangre caliente; además, tiene baja actividad ATPásica. Proteínas del estroma – 3-10%. Forman parte del tejido conjuntivo: colágeno y elastina (insolubles, se extraen en medio ácido). Se sitúan entre las miofibrillas formando el colágeno y debajo de la piel (cola del pescado). Son menos abundantes en peces (teleósteos – 2-3%) que en mamíferos y aves (15-25%), excepto en los cartilaginosos, que tienen unos 7-11% de proteínas estructurales. La escasa cantidad de proteínas estructurales confiere a los peces una textura blanda, fácilmente alterada por microorganismos y presión, pero también los hace muy digestibles; además son menos resistentes a los tratamientos térmicos, formando geles. Las proteínas del estroma tienen gran importancia en la textura y el deterioro. Tipos de músculo Músculo rojo. Su coloración es rojiza por la elevada proporción de mioglobina y su grado de irrigación, que permiten conseguir la velocidad de crucero. Presenta más grasa, y más vitaminas (hidro- y liposolubles); también hay más oxido de trimetilamina (OTMA) en las especies migratorias. El músculo rojo se localiza principalmente debajo de la piel a lo largo de los dos lados, sobre la línea lateral. En algunos casos, en las especies más activos (túnidos), también hay una banda cerca de la espina principal. Músculo blanco. Es menos irrigado, pero más rápido. Sirve para huir de peligro o capturar una presa. Contiene sólo lípidos estructurales, y menos vitaminas. Los peces planos y los gádidos son tranquilos, viven en el fondo y son magros – contienen poca cantidad de músculo rojo; los túnidos (atún, bonito, melva, caballa) y los clupéidos (sardina, arenque, boquerón) tienen gran cantidad de músculo rojo (hasta 4850% del peso corporal). Alteración de la proteína muscular Si el pH se aleja del punto isoeléctrico, la solubilidad y la capacidad de retención de agua (CRA) aumentan, lo que afecta la textura. La textura y el gaping (desgajamiento del paquete muscular) dependen del pH y la temperatura. MenosTemperatura Más Si el fileteado se hace antes del rigor mortis, cuando éste se produce, la contracción es tan fuerte que hace romper las fibras musculares, dando el gaping (si el rigor mortis ocurre cuando el pescado no está fileteado, las espinas proporcionan resistencia y evitan esta rotura). La temperatura influye mucho el gaping – a temperatura más elevada, el gaping es mucho más marcado. Propiedades funcionales de las proteínas Las propiedades funcionales son el conjunto de propiedades fisicoquímicas que inciden directamente en las características y calidad del producto. Hidratación Solubilización Capacidad de emulsión Formación de espumas Formación de geles Capacidad de retención de agua Deterioro de las propiedades funcionales Las proteínas del pescado se deterioran muy rápidamente por las temperaturas altas y bajas, los agentes químicos, los golpes etc. Hidrólisis Agregación Desnaturalización Composición lipídica Factores que afectan la composición lipídica Especie – influye la cantidad y la calidad Dieta – natural o cultivo (más constante) Temperatura del agua – a temperatura más elevada, menor grado de insaturación Salinidad del agua Movilización selectiva – cuando se movilizan reservas grasas, primero se movilizan las moléculas pequeñas Distribución selectiva en el cuerpo El estado de las reservas grasas depende de muchos factores que interfieren en un sistema dinámico; son muy importantes los factores fisiológicos. Contenido en grasa El contenido en grasa depende de la especie, el estado fisiológico (freza o desove) en los peces grasos y de la alimentación. Grasos (> 10%) Atun, bonito, melva Boquerón Caballa Jurel Sardina, arenque Salmón, trucha Anguila Semigrasa Tiburón Perca Salmonete Lenguado, halibut Rodaballo Lubina Magro (<1%) Bacalao Merluza Abadejo Bacaladilla Rape Gallo La grasa se reparte de forma diferente en los peces blancos (magros) y en los azules (grasos). En los peces grasos, la grasa se sitúa sobretodo en el músculo (el músculo rojo es mucho más graso que el músculo blanco) y debajo de la piel, en localizaciones específicas; en los peces magros, la grasa se sitúa casi exclusivamente en el hígado (80%) y en las membranas ya que son fosfolipídicas. La grasa es muy importante para la textura y la jugosidad del pescado, y por eso es muy importante no retirar la piel antes de la cocción. Las características tecnológicas (fileteado, penetración de sal etc.) del pescado están influidas por el contenido en grasas. Tipos de lípidos Neutros o apolares. Cantidad variable. o Triglicéridos. Depósitos en tejido adiposo, en hígado o dentro de las células musculares. Peces grasos – triglicéridos localizados en todo el cuerpo (músculo). Peces magros – triglicéridos concentrados en el hígado. o Ceras (ésteres de ácido graso y alcoholes grandes) y escualeno en los tiburones. Importantes en cosmética. Polares. Cantidad constante – estructurales. o Fosfolípidos (lecitinas y cefalinas) en las membranas de las células. o Esteroles (colesterol). Muy abundante en el camarón (200 mg/100 g de carne) y en gambas. Características de los ácidos grasos Gran variedad de ácidos grasos en función de la alimentación, hábitat, genética, metabolismo etc. Muchos dobles enlaces (hasta 5-6). La grasa más insaturada. Muchos ácidos grasos de cadena larga (principalmente 20-22 pero hasta 26 carbonos). En pescado constan del 25-30% y hasta 50% de los ácidos grasos (en vegetales – 5%). En peces de agua dulce abundan los ácidos grasos de 16-18 carbonos. Ácidos grasos de número impar de carbonos (15, 17, 19) e incluso ácidos grasos ramificados. La insaturación suele ir en posición 2 del triglicérido. Serie omega 3 o PUFA La serie omega tres es la familia del ácido linolénico; 15-30% de los ácidos grasos del pescado azul pertenece a esta familia. Los ácidos grasos más importantes de la familia son el ácido eicosapentanoico (EPA, 20:5) y el ácido dodecahexanoico (22:6), ambos procedentes de algas. Las funciones de los ácidos grasos omega 3 sobre la salud son varias: Reducen los niveles de triglicéridos en sangre Reducen los niveles de colesterol en sangre Relacionados con la formación de prostanoides Reducen la probabilidad de padecer infartos de miocardio Minimizan el efecto de la radioterapia Tratamiento en la esclerosis múltiple Alteraciones lípidicas Hidrólisis La hidrólisis es una reacción entre los lípidos y agua o enzimas. Sustancias producidas o Ácidos grasos libres – más susceptibles a la oxidación o Glicerol o Monoglicéridos y diglicéridos Aceleración de la reacción – en medio alcalino y en presencia de catalizadores. Factores que influyen: o Concentración de lípidos o pH o Temperatura o Iones de calcio Efectos o Mala textura o Desnaturalización proteica – los ácidos grasos oxidados se depositan sobre las proteínas o Olor desagradable o Pérdida de estabilidad o Pérdida de color Oxidación Factores que afectan la oxidación o Localización de los lípidos – depósitos no se oxidan tanto; la cola se oxida más por presencia de más mioglobina – más hierro o Grado de insaturación o Cantidad de ácidos grasos libres o Presencia de metales – sal con contaminación y maquinaria (importante que sea de acero inoxidable) o Desnaturalización de mioglobina – más oxidación en zonas con músculo rojo o Disminución de la actividad de agua Consecuencias de la oxidación o Peróxidos: toxicidad o Sustancias volátiles: rancidez o Precipitación proteica o Disminución de la digestibilidad o Pardeamiento no enzimático Sustancias nitrogenadas no proteicas – SNNP Las SNNP son los compuestos nitrogenados del tejido muscular que son precipitables por ácido tricloroacético al 5% (TCA); son moléculas hidrosolubles de bajo peso molecular. Su contenido (en porcentaje del nitrógeno total) en las diferentes especies es muy variable: Elasmobranquios – 33-39% Teleósteos – 9-18% Gádidos y peces planos – 9-14% Clupéidos – 16-18% Cefalópodos – ~30% Bivalvos – apenas existen Crustáceos – contenido moderado Tipos de SNNP Bases de trimetilamina – oxido de trimetilamina (OTMA) y betaínas) Bases volátiles (amoniaco, MMA, DMA y TMA) Derivados de la guanidina Derivados del imidazol (histidina) Otros: urea, aminoácidos, derivados de purina y tirosina Bases de trimetilamina (OMTA y betaínas) El OMTA existe en la mayoría de los peces de mar; los elasmobranquios tienen mayor cantidad, y después los gádidos, pero es poco abundante en los peces de agua dulce. El OMTA y las betaínas no son volátiles – no dan olor; provienen de la alimentación del pescado – los copépodos (crustáceos) son especialmente abundantes en OMTA y los peces que se alimentan de ellos lo acumulan. Además, el OMTA es un metabolito no toxico de la depuración nitrogenada, y sirve de sustancia osmorreguladora. La distribución varía muco – el músculo rojo es más abundante que el músculo blanco etc. Los indicadores del deterioro se encuentran en un rango amplio – dependen de la cantidad inicial de OTM, su localización anatómica etc. Bases volátiles (amoniaco, MMA, DMA, TMA) Las bases volátiles son productos resultantes de la acción autolítica propia o microbiana que tiene lugar postmortem de 6-8 días de almacenamiento en hielo. Las bases volátiles son las responsables del olor a pescado (en pescado fresco no hay olor); la sensibilidad al olor es máxima en la trimetilamina. Derivados de la guanidina (creatinina y arginina) Los derivados de la guanidina son los responsables al sabor a carne. Urea: arginina --> ornitina --> urea Arginina --> octopina (moluscos). Se acumula en refrigeración Derivados del imidazol Histidina Carnosita: β-alanina+histidina Anserina: β-alanina+metilhistidina Balenina: β-alanina+3 metilhistidina La degradación de los derivados del imidazol da histidina, que por descarboxilación bacteriana (Gram negativos) da histamina, causante de gran parte de las intoxicaciones por pescado alterado (principalmente escómbridos). La producción de histamina no es tan rápida cuando la histidina está conjugada con otras moléculas. La histamina también se puede producir en el proceso de autólisis (anchoas) y por calor (conservas). Sin embargo, la intoxicación requiere la presencia de otras aminas y la susceptibilidad del individuo, y por tanto esos productos normalmente no provocan intoxicaciones. Otros: urea, aminoácidos, derivados de purina y tirosina La urea es muy importante en los peces cartilaginosos: llega al 1.5-2.5% del músculo, mientras que en otros peces no supera el 0.05%, y en mamíferos no supera el 0.5%. En los elasmobranquios la urea tiene papel osmorregulador. Los aminoácidos libres son importantes en los crustáceos – pueden llegar al 50% de las SNNP. Son importantes, ya que proporcionan sabor: Glicina. En crustáceos (1% del peso total) y en moluscos. Da sabor dulce. β-alanina. En crustáceos y peces de agua fría. Ácido aspártico. Abundante en mejillones. Ácido glutámico. Abundante en túnidos. Ornitina y arginina. Originan la putrescina. Lisina. Origina la cadaverina. La putrescina y la cadaverina son indicadores de deterioro; son aminas biógenas que pueden dar problemas de salud. Sirven de indicador de la calidad de la materia prima utilizada para la producción de harina de pescado. Los derivados de la purina (ATP y nucleótidos) se producen de forma natural tras el rigor mortis (se consume el ATP dando ADP, AMP e IMP etc.). Los pasos hasta el IMP son normales; a partir de este momento la degradación se da por los microorganismos. La acumulación de 3-IMP y 5-IMP, que son potenciadores del sabor hacen el producto más palatable. Mediante la estimación de los diferentes derivados del ATP podemos evaluar el estado de degradación del pescado: El parámetro K sirve para estimar el deterioro del pescado; una K mayor significa mayor deterioro. Sin embargo, es variable en función del contenido de ATP – no es un parámetro válido para comparar especies, sino sólo especies en ciertas condiciones. Vitaminas Vitamina A. derivado carotenoide que se acumula en hígado y puede provocar toxicidad. o o Formas activas: retinol y 3-dehidroretinol Precursores: kitol y astaxantina Vitamina D: derivado del colesterol o Forma activa: 7-dehidrocolesterol Vitamina E: antioxidante natural o Forma activa: α-tocoferol o Contenido homogéneo entre especies El pescado azul es rico en vitaminas liposolubles, pero la cantidad total es variable. Producto % Peces 0.01-0.7 Anchoas 0.6 Caviar 2 Cangrejos 1.3 Nécoras 1.0 Mejillones 2.3 Percebes 1.4 Ostras 4.7 Hidratos de carbono En los peces los hidratos de carbono se encuentran en proporciones muy bajas (menos de 1%; 3% en los moluscos) en forma de glicógeno. El poco glicógeno que tienen, lo pierden durante la lucha que mantienen en su carputra produciendo ácido láctico que reduce el pH. A mayor pH, el postmortem y rigor mortis son más breves y menos profundos, así que el pescado es más susceptible a proliferación bacteriana; a pH inferior, las reacciones autolíticas se inhiben y se reduce la proliferación bacteriana – el pescado aguanta más tiempo en mejores condiciones. Minerales Peces 0.9-1.5% Sardina 1.6% Anchoas 1.9% Ostra 2.0% Langosta 2.1% El contenido de calcio depende de la forma de preparación: Sardina entera 522 mg calcio /100 g Sardina sin espinas 475 mg calcio/100 g Sardina sin espinas y piel 76 mg calcio/100 g Además, la proporción de sodio y potasio es de 1:5, así que el pescado es un buen alimento para personas hipertensas. Deterioro del Pescado Etapas del deterioro No es posible fijar el tiempo involucrado en cada una de las etapas (desarrollo, duración y resolución) del rigor mortis debido a que depende de muchos factores como la especie, talla, método de captura, manipulación, temperatura y condiciones físicas del pescado. Estadio pre-rigor El estadio pre-rigor comprende el periodo que va desde la muerte del pescado hasta que comienza el rigor mortis. En esta etapa se aprecia la excitabilidad muscular marcada. En este estadio empieza la glicólisis anaerobia, con la consecutiva acumulación de ácido láctico y degradación del ATP a ADP y otros nucleótidos. El pH del músculo se encuentra en valores cercanos a 7; el pH puede bajar a 6.5 y hasta 5.5 en túnidos grandes y bien alimentados. Si palpemos el músculo, notamos un músculo elástico. Rigor mortis o rigidez cadavérica Esta etapa comienza cuando los valores de pH del músculo llegan a su valor mínimo (~6), y los sarcómeros se encuentran contraídos y existen una formación irreversible de actomiosina. El pescado se vuelve rígido y duro por la contracción de las proteínas miofibrilares. El rigor comienza en la región de la cabeza, propagándose luego a la región de la cola, desapareciendo luego en el mismo sentido que se instala. Este estado comienza de 1 a 7 horas postmortem y su duración es variable de acuerdo a varios parámetros como el estado de fatiga, reservas de glicógeno, estado reproductivo y nutricional etc.; si los peces luchan mucho, el rigor será muy débil. Efecto de la temperatura y condición en la instauración y duración del rigor mortis Especie Condición Temperatura Muerte-rigor (h) Muerte-final de rigor (h) Bacalao (Gadus morhua) Exhausto 0 2-8 20-65 Exhausto 10-12 1 20-30 Exhausto 30 0.5 1-2 No exhausto 0 14-15 72-96 Mero (Epinephelus malabaricus) No exhausto 2 2 18 Tilapia azul (Oreochromis aureus)Exhausto 0 1 No exhausto 0 6 Anchoita (Engraulis anchoita) Exhausto 0 20-30 18 Solla (Pleuronectes platessa) Exhausto 0 7-11 54-55 Carbonero (Pollachius virens) Exhausto 0 18 110 Gallineta nórdica (Sebastes spp.) Exhausto Lenguado japonés (Paralichthys bivaceus) Capra (cyprinus carpio) 0 0 5 10 15 20 0 10 20 Exhausto 0 No exhausto 0 22 3 12 6 6 6 8 60 16 1 6 120 >72 >72 72 48 24 Post-rigor El post-rigor se inicia cuando el músculo empieza ablandarse nuevamente; en este momento se produce la liberación de catepsinas (enzimas proteolíticas que se encuentran en los lisosomas) que degradarán las proteínas. Como resultado de esta acción enzimática sobre las proteínas estructurales del músculo, se verá facilitada la actividad microbiana. Cambios postmortem en el pescado Cambios sensoriales Cambios autolíticos Cambios bacteriológicos Hidrólisis y oxidación de lípidos Mecanismo intrínseco del deterioro Degradación de los compuestos nitrogenados La degradación de los compuestos nitrogenados es diferente en los compuestos proteicos y no proteicos: Nitrógeno proteico: los cambios autolíticos de las proteínas por las catepsinas dan como producto final el amoniaco (arginina), histamina (histidina), cadaverina (lisina) y putrescina (glutamina). Nitrógeno no proteico: el OTMA da lugar por enzimas microbianos (principalmente) a TMA, DMA, MMA y amoniaco Las bases volátiles totales engloban todas las sustancias indicadoras de deterioro (dan olor). Es la única analítica que la legislación exige en algunos países. Degradación del OTMA El óxido de trimetilamina se degrada de forma distinta en función de la presencia de enzimas propios y microbianos, y de la temperatura. Temperatura > 0 – el OTMA se transforma en TMA por acción enzimático (endógena o microbiana). o TMA --> DMA o DMA --> MMA o MMA --> NH3 Las OTMA reductasas se encuentran en vísceras – la primera operación es la desvisceración del pescado, con el fin de evitar el inicio de la cascada. Si la desvisceración no se hace bien (poco agua, falta de personal), es peor desviscerar que dejar el pescado en refrigeración. Temperatura < 0 – el OTMA se transforma directamente en DMA y formol (el formaldehído se forma de forma equimolecular). El DMA también libera olor, pero su umbral de detección es más elevado y no se nota tan fácilmente; sin embargo, lo importante es que el formol formado reacciona sobre las proteínas del pescado, favoreciendo la desnaturalización de las proteínas del pescado – consecuencias: o Textura más dura o Pescado resecado o Disminución en la retención de agua Principales diferencias en las sustancias extraíbles del músculo Compuesto Pescado Crustáceos Ave de corralMamífero (mg/100g peso neto) Bacalao Arenque Tiburón Extraíbles total 1,200 1,200 3,000 5,500 1,200 3,500 Aminoácidos libres 75 300 100 3,000 440 350 Arginina <10 <10 <10 750 <20 <10 Glicina 20 20 20 100-1,000 <20 <10 Glutámico <10 <10 <10 270 55 36 Histidina <1.0 86 <1.0 <10 <10 Prolina <1.0 <1.0 <1.0 750 <10 <10 Creatina 400 400 300 0 550 Betaína 0 0 150 100 OTMA 350 250 500-1,000 100 0 0 Anserina 150 0 0 0 280 150 Carmosina 0 9 9 0 180 200 Urea 0 0 2,000 35 Degradación de nucleótidos Producción de hipoxantina por diferentes especies de pescado La producción de hipoxantina es muy diferente en las diferentes especies, y por tanto la determinación de ésa no puede servir como indicador del deterioro del pescado. Degradación de los lípidos El pesado tiene ácidos grasos de 20-22 carbonos poliinsaturados – con una cantidad importantes de enlaces dobles (4-6), lo que los hace muy inestables y fácilmente alterables por el oxígeno. Los procesos químicos son idénticos a los de hidrólisis y rancidez oxidativa mencionados anteriormente. Cambios sensoriales Los cambios sensoriales son muy importantes; es la herramienta más útil a la hora de evaluar la calidad del pescado. Aunque es una observación subjetiva, la utilización de tablas y la experiencia permiten una evaluación bastante correcta. Apariencia – ojos, branquias y piel. Textura Olor Sabor Tabla de evaluación de pescado blanco (bacalao, carbonero, eglefino, merlán, solla, gallineta nórdica y merluza) Compuestos producidos por microorganismos Microorganismo Compuesto típico Shewanella putrefaciens TMA, H2S, CH3SH, (CH3)2S e hipoxantina Photobacterium phosphoreum TMA, hipoxantina Pseudomonas spp. Cetonas, aldehidos, ésteres, sulfuros no-H2S Vibrionaceae TMA, H2S Anaerobios NH3, ácidos: acético, butírico y propiónico Quality Index Method El QIM es un sistema para calcular la vida útil del pescado según su índice de calidad (observación subjetiva). Existen diferentes indicies para diferentes especies. Métodos de evaluación de la frescura Organolépticos o sensoriales Microbiológicos. Recuentos inespecíficos y/o específicos de los microorganismos responsables del deterioro. Físicos – casi no se utilizan o Resistencia eléctrica. En el pescado deteriorado la resistencia es inferior (membranas desintegradas, desnaturalización e hidrólisis proteicas). No puede servir para comparar entre especies ni para comparar entre pescado graso en diferentes épocas del año. o Rigidez cadavérica o o o pH Color Líquido ocular: índice de refracción y turbidez Químicos o Sobre la fracción nitrogenada Péptidos y aminoácidos Aminas biógenas Compuestos de degradación del óxido de trimetilamina o Sobre el ATP y sus derivados o Sobre la fracción lipídica Procesos Tecnológicos: Pescado Fresco y Congelado Los productos pesqueros frescos son los productos pesqueros enteros o preparados incluidos los productos envasados al vacío o en atmósfera modificada, que no hayan sido sometidos a ningún tratamiento destinado a garantizar su conservación distinto de la refrigeración. La refrigeración es el procedimiento consistente en bajar la temperatura de los productos pesqueros hasta aproximarla a la de fusión de hielo. Refrigeración Hay dos métodos de almacenar el pescado en el barco: En cajas. Ocupa mucho sitio – se utiliza en barcos que salen a mareas de corta duración (un día). En estantes. Son más compactos, pero requieren más mano de obra. La refrigeración puede ser mediante diferentes mecanismos: Hielo. Relación óptima pescado-hielo – 1:1. Agua dulce Agua del mar Hielo líquido – masa pastosa con pequeños cristales de hielo. proporciona buen contacto con el pescado. Agua de mar Refrigerada – se utiliza un sistema mecánico de compresión para conseguir temperatura constante; el agua se filtra y a veces se esteriliza. Enfriada – agua de mar con hielo. Se forma un gradiente de temperaturas. Procesos mixtos Agua de mar y hielo Atmósferas modificadas y hielo, agua de mar Líquidos criogénicos y hielo El hielo debe estar a temperatura inferior que 0º; el efecto más importante del enfriado es favorecer el cambio de estado (el hielo saca el calor latente del pescado). El hielo que hay que incorporar ya tiene que estar fundiendo para que la calidad del pescado sea mejor. La temperatura no debe se ser muy alta para que el hielo no se funde tan rápidamente (2-4º). La pescadería ideal debe tener un mostrador con una pendiente correcta para que el agua y los jugos caigan en el desagüe. El desagüe tiene que tener el diámetro suficiente como para evitar que se quede trabado el material no debe de haber codos en la tubería. La superficie debe tener un buen aislamiento y tener una capa de hielo picado-pescadohielo picado; debe tener una barrera de cristal para que ni las corrientes de aire ni las personas contaminen el pescado. Las lámparas de halógeno favorecen el calentamiento del pescado – mejor utilizar lámparas fluorescentes. Para que el pescado no se seque, hay que humidificarlo. Productos Preparados Los productos preparados son los productos pesqueros que hayan sido sometidos a una modificación de su integridad anatómica tales como eviscerados, descabezados, corte en rodaja, tiroteado y picado. Manipulación del pescado Selección y calibrado. En el barco o en la fábrica. También se puede hacer automáticamente, pero es más difícil. Lavado Fileteado Eviscerado Desespinado Pelado Inspección visual Lavado Todo el proceso de manipulación del pescado se hace bajo corriente de agua y a temperatura bajas, para evitar el crecimiento microbiano. En la industria pescadera hay mucha mano de obra y es temporal (diferentes especies). Zoonosis parasitarias Zoonosis parasitarias causadas por los productos de la pesca: Helmintos o Nemátodos Anisakis simplex Pseudoterranova decipiens o Cestodos o Tremátodos Protozoos Artrópodos Acantocéfalos Para prevenir la aparición: Tratamiento térmico o 60º 1’ o FDA: 63º 15” o Microondas a 74º 15” (2’ reposo) Salazón – 14% NaCl o 7% acético Congelación o -20º durante 24 horas o FDA: 7 días a -20º o 15 horas a -35º Si el pescado se eviscera rápidamente, el Anisakis no llega a pasar a la musculatura. Procesamiento industrial Hay muchas maquinas distintas y por tanto es importante que el calibrado sea correcto. El agua se necesita en gran cantidad en la industria pescadera, y como se producen muchos residuos la calidad del agua se paga; para evitar que haya demasiado demasiados residuos, se ponen filtros para retener la materia orgánica. Las sardinas son evisceradas por una maquina que primero hace un corte superficial y luego la sardina pasa por dos conos que la presionan para que las vísceras tiren hacia atrás y salgan. Envasado del pescado Al vacío. Va bien para envasar filetes porque si hay espinas pueden pinchar el envasado. Si se hace se utiliza un plástico más duro (evitar pinchazo del plástico por espinas). Envasado en cajas (MAP) Graso: 40% CO2, 60% N2 (sin oxígeno) Magro: 40% CO2, 30% N2, 30% O2 Aunque se tengan condiciones de anaerobiosis, puede crecer Clostridium botulinum; es difícil darse cuenta de su crecimiento porque hay ciertas toxinas que no son proteolíticos (no hay olor). Para asegurar que la toxina no se produzca, la temperatura debe ser inferior a 3º. Microorganismos según la atmósfera Responsables del deterioro. Aeróbica --> vacío --> MAP o Pseudomonas o Moraxella o Acinetobacter o Photobacterium o Bacterias del ácido láctico Patógenos temperatura de 0º a 20º o Vibrio parahaemolyticus o Vibrio vulnificus o Listeria monocytogenes o Aeromonas hydrophila o Yersinia enterocolitica Productos Congelados Los productos congelados son los productos pesqueros que hayan sido sometidos a congelación hasta alcanzar en su interior una temperatura de por lo menos -18º tras su estabilización. Hay diferentes métodos de congelación de pescado: por aire, por contacto o por inmersión en salmuera. Sistemas de refrigeración Por aire o fluido refrigerante. Maquinas que tienen una espiral multipass que ocupará menos espacio; también es posible estructura en túnel. Congelación en nitrógeno. El nitrógeno entra por un tubo y llega a la cinta transportadora; se descomprime y pasa a gas; es mucho más eficiente que el dióxido de carbono. hay ventiladores para mantener homogénea la temperatura de todo el túnel; hay una llave de paso que controla la temperatura dentro del túnel. Para ahorrar la refrigeración, se controla el cabal para que los productos no lleguen a -196º sino a la temperatura que les corresponde. Congelación por contacto. Puede ser de placas horizontales o verticales. Placas horizontales. Pueden estar en el barco o en la factoría. Son estantes vacíos donde circula el fluido refrigerante y la velocidad de congelación es lenta. El grosor de la placa es importante. Placas verticales. El armario está en el barco y consta de una maquina en la que se colocan bolsas y se mete el producto por arriba; entonces se llena con agua y se comprime para que no quede aire (el sistema oxida y es suficiente). El sistema de congelación en total consta de 3 etapas: Bajar la temperatura Conservación de la congelación Descongelación La etapa de conservación es la más crítica; existen parámetros de calidad (temperatura constante entre -18º y -30º, tiempo breve – máximo 6 meses y humedad relativa alta). Glaseado El gaseado se tulipa para evitar procesos de oxidación y deshidratación; también sirve para abaratar el precio de venta. El proceso consta de sumergir el pascado, que externamente tiene una temperatura de -40º, en agua fría (1-2º), creando una cubierta de hielo continua alrededor del producto. Se puede hacer también en sistema de duchas pero es suficiente ya que pueden quedar agujeritos; se pueden poner aditivos en el glaseado con características antimicrobianas, antioxidantes y sustancias que hacen el hielo más flexible y resistente a golpes (sal, azúcar, hidrocoloides etc.). Descongelación La descongelación se puede conseguir por diversas maneras. Lo más correcto es realizarla lentamente para que el agua vuelva a su lugar de unión y se salga menos cantidad de exudado. Los métodos más habituales son: Inmersión en agua fría. El método más usado; muy caro porque requiere mucha agua. Aire ambiente. Cámara de refrigeración con temperatura inferior a 20º. Aire caliente Radiación infrarroja. Poca penetración. Microondas. Va mal porque el pescado se cuece. Al vacío. Parecido a autoclave. Los polifosfatos son sustancias que se ligan al agua y al descongelar sale menos exudado; son aditivos prohibidos actualmente. Productos Pesqueros Transformados Los productos transformados son los productos pesqueros que hayan sido sometidos a un tratamiento químico o físico, tales como el calentamiento, el ahumado, la deshidratación, el escabechado, aplicando a los productos congelados o refrigerados, asociados o no a otros productos alimenticios o a una combinación de estos productos. Cocción de crustáceos Cefalópodos en semiconservas Deshidratados Salazones Semiconservas Conservas Ahumados Geles de pescado. Cocción de crustáceos Captura Congelación en alta mar Trasporte, almacenaje y distribución (-18º) Descongelación por inmersión en agua fría o al aire Cocción en salmuera Escurrido y enfriado Refrigeración o congelación Almacenaje y distribución Melanosis La melanosis es el pardeamiento enzimático típico de los crustáceos debido a la enzima tirosinasa; va ennegreciendo el producto. Algunas especies son más susceptibles que otras. Si el crustáceo está negro, puede ser que haya estado mal conservado. Prevención de la melanosis Cocción. Irreversible Antimelanocitos. Sulfitos+EDTA+ácido ascórbico+ácido cítrico. La dosificación es muy difícil. pH ácido anaerobiosis. Al vacío o sumergido en agua. Refrigerar Congelar Ácido bórico. Se utilizaba antes, hoy en día prohibido. Semiconservas Las semiconservas son productos que han sido tratados de forma que se evita que se estropeen. Hay que tener en cuenta la temperatura de conservación por la posible presencia de parásitos. No muy salazonados: ahumados, caviar, arenques y sardinas. Fuertemente salazonados: anchoas Escabeches o marinados En el caviar está permitido el uso del ácido bórico. Cefalópodos en semiconservas La mayoría viene de la india y alrededores. Captura Congelación en alta mar Transporte, almacenaje y distribución (-18º) Descongelación por inmersión en agua fría o al aire Preparación: pelado, eviscerado y lavado Ablandamiento en salmuera y en agitación Maduración o blanqueado a -3º durante 48 horas Envasado en salmuera fría Almacenaje y distribución (-3, máximo 1-2 semanas) Deshidratación La deshidratación puede ser natural (condiciones atmosféricas) o bien en túnel con temperatura, humedad relativa y velocidad del aire controladas. Captura y refrigeración Evisceración y lavado Preparación: fileteado o no Colocación en estanterías Secado. 15 días a 1 mes Prensado y envasado Almacenaje y distribución El pescado deshidratado se conserva por la disminución de la actividad de agua y por la pérdida de agua; la finalidad del proceso es la pérdida paulatina de agua. El agua se pierde por dos mecanismos: evaporación (velocidad constante) y difusión (velocidad decreciente). Los productos desecados pueden contener hasta 15% de humedad, mientras que los productos seco-salados pueden contener hasta 50% de humedad. Factores de calidad Materia prima. Frescura, especie y tamaño Ambiente: temperatura, humedad relativa y velocidad del aire Relación superficie-volumen del pescado Desecación al aire libre o industrial Defectos del bacalao seco Slime. Bacterias halófilas. Sn sustancias amarillo-grisáceas grasientas y que desprenden un aroma característico muy picante Empolvado o dun. Muchos halófilos que crecen en concentraciones de sal del 12-13%. En pescados de gran grosor en los que la sal no penetra al interior. Manchas rosadas o pink. Bacterias halófilas, especialmente Pseudomonas salinaria Pseudomonas salinaria y Sarcina litoralis. Proceso de salazón Hay dos posibles vías de salazón: la vía húmeda (salmuera a 70-80% de concentración – Brinning) y la vía seca: sal sólida. Captura y refrigeración Evisceración (opcional) y lavado Salazón con sal en pilas o en tinas Maduración: 15 días a un mes. En la zona mediterránea, la temperatura es más elevada y el deterioro más rápido – procesado más rápido. Preparación: fileteado o no Lavado Envasado en sal o al vacío Almacenaje y distribución El pescado se conserva por la disminución de la actividad de agua debida a la adición de sal y la pérdida de agua; la finalidad del proceso es el rápido incremento de la concentración salina mediante la difusión de sal y agua y la osmosis celular. Factores de calidad Materia prima: frescura, especies (magro o graso) y tamaño Ambiente: temperatura y humedad relativa o A temperatura más elevada, la sal se absorbe más fácil o A temperatura más baja, el proceso es más lento Sal: granulometría, pureza, microbiología. Hay que evitar la presencia de sales prooxidantes. Relación superficie-volumen del pescado Sistema de salazón Etapas del anchoado El anchoado es característico del mediterráneo. Solo se considera anchoa al boquerón pasado por el proceso de salazón. Hay otros productos como la… que es parecido pero las características organolépticas son muy diferentes (pacífico sur). Captura Transporte Preparación: evisceración y lavado. A veces tiran la cabeza y lo que arrastra de vísceras. Salazón con sal seca en barriles. Hay que conseguir la ausencia total de oxígeno para evitar el crecimiento de microorganismos. o Una vez en el barril (sal-anchoa-sal etc.) se le echa una salmuera que tapa todos los rincones y se consigue anaerobiosis. o Se ponen piedras encima para que hagan presión; cuando baja el nivel se añade más pescado y sal hasta arriba. Maduración de 2 a 6 meses. Es el proceso puramente enzimático. proteasas y lipasas que dan el producto final. Depende del tamaño del pescado y del estado del mismo y de donde se realice el proceso. o Temperatura ambiente: de ella depende que el proceso de maduración dure poco o mucho. Anchoa de l’escala min. 2 meses Anchoa del cantábrico 6-7 meses y hasta 8 Preparación: fileteado o no Lavado Envasado en sal o con aceite Almacenaje y distribución (refrigerado max. 6 meses) Etapas del proceso de marinado Captura y transporte Congelación Descongelación por inmersión en agua Marinado: inmersión en salmuera (10-15% NaCl) con vinagre (5-10% acético) durante 24-48 horas a 5º. Manipulación: evisceración, fileteado y lavado Envasado en salmuera débil: 4% NaCl y 1-2% acético y especias Almacenaje y distribución Ahumado del pescado El pescado ahumado se conserva por la disminución de la actividad de agua (adición de sal y desecación), la adición bacteriostática del humo que inhibe la microbiota contaminante y por la acción antioxidante del humo. En el antiguo ahumado, no se controla ningún parámetro de los siguientes: Temperatura ambiente Humedad relativa Velocidad de aire Etapas del proceso de ahumado Captura o sacrificio Transporte y distribución (refrigerado o congelado) Descongelación, si es necesaria Preparación: evisceración, fileteado y lavado Salazón por inmersión o con sal seca o Anguila – inmersión o Salmón – se echa sal encima Desecación Ahumado en frío o en caliente. Actualmente sólo es una cuestión estética ya que se ahumea durante y esto no sirve para conservar el pescado. Refrigeración o congelación Pelado, porcionado y envasado Almacenaje y distribución en refrigeración Funcionamiento de un ahumadero Hay dos tipos de resistencia, una que quema madera y saca humo y la otra ahumea en frío. Factores de calidad Temperatura, humedad relativa y densidad del humo Velocidad de circulación del humo Composición de la madera (celulosa, hemicelulosa, lignina, resinas). De acuerdo a ésta dará distintas sustancias aromáticas. Temperatura de combustión de la madera. Formación de alcoholes, aldehídos, ácidos y compuestos policíclicos aromáticos. La temperatura de formación del humo ha de ser cercana a 300º para que no se haga flama; no se quiere conseguir temperaturas más elevadas porque a éstas se forman compuestos carcinógenos. Tipos de ahumado En frío: temperatura inferior a 28-30º. Proceso corto y fijo. No se da la coagulación del producto, que se mantiene crudo. En caliente: temperatura superior a 60º. Proceso largo y escalonado. Sí que se da la coagulación: producto cocido. Elaboración de conservas El procedimiento consiste en envasar los productos en recipiente herméticamente cerrados y en someterlos a un tratamiento térmico suficiente para destruir o inactivar cualquier microorganismo que pudiera proliferar, sea cual sea la temperatura en que el producto esté destinado a ser almacenado. Etapas del proceso de enlatado Captura y transporte Preparación: o Eviscerado, descamado y lavado. o Fileteado, pelado y eliminación del músculo rojo (una vez cocido) Cocción en la lata o afuera Colocación del pescado en las latas Adición de aceite, salsa, salmuera (mejor en caliente) Evacuación de aire Cerrado y sellado Esterilización en autoclave Enfriado de las latas (mejor dentro del autoclave) Lavado de las latas Etiquetado y almacenado Surimi El surimi es pasta de pecado picado y lavado; es un concentrado de proteínas miofibrilares, cuyas propiedades funcionales son excelentes. Se le añaden crioprotectores que contribuyen a su buena conservación en congelación. El pescado se pasa por una maquina que separa las espinas del pescado; de allí pasa por una cinta que los aplasta y una rueda con aguajeritos que recoge la pasta picada. El surimi puede servir para la producción de productos moldeados sin coagular, de geles de pescado y de productos gelificados, extrusionados o emulsionados. Formación de un gel de pescado Tecnología de la Carne Composición La carne se define (reglamento 853/2004 del parlamento europeo) como las partes comestibles de los animales que se refieren en los puntos 1.2 a 1.8, incluida la sangre (ungulados domésticos, aves de corral, lagomorfos, caza silvestre, caza de cría, caza menor silvestre y caza mayor silvestre). El músculo esquelético es muy similar entre especies en cuanto a su estructura, pero existe variabilidad entre especies y raza. Hay que distinguir que no es lo mismo el animal entero, la canal y la carne (por ejemplo, la composición de la carne de pollo no se puede comparar con un cerdo entero, aunque se suele hacer dando información errónea). Además, existe una variabilidad entre las diversas porciones comestibles. Water (g) Protein (g) Pat (g) Energy (MJ) Fat Saturated (g) Beef, fat raw 24 9 67 2.6 29 Lean 74 20 5 0.5 2 Lamb, fat 21 6 72 2.9 36 Lean 70 21 9 0.7 4 Pork, fat 21 7 71 2.8 26 Lean 72 21 7 0.6 2.5 Beef Lean Fatty Mono (g) 32 2 28 3 29 3 Poly (g) 3 0.2 3 0.4 11 1 Chol (mg) 90 60 75 80 75 70 EB (Kcal) Water (g) CP (g) CF (g) Ashes (g) Ca (mg) P (mg) K (mg) Na (mg)Fe (mg) Vitaminas A (UI) B1 (mg) B2 (mg) B4 (mg) B3 (mg) B5 (mg) 195 380 66.5 49 20 15.5 12 35 1 0.7 12 8 195 140 350 350 65 65 3 2.5 40 90 0.1 0.05 0.2 0.15 1.5 1.5 5 4 0.45 0.45 Mutton Lean Fatty Pork Lean Fatty Chicken Rabbit 210 345 66 53 18 15 14.5 31 1.4 1 10 10 165 130 350 350 75 75 1.5 1 30 80 0.15 0.15 0.2 0.2 0.3 0.3 5 4.5 0.55 0.55 260 330 200 160 61 54.5 67 70 17 15 19.5 21 21 29.5 12 8 0.8 0.6 1 1 10 9 10 20 195 170 240 350 350 350 300 300 70 70 70 40 2.5 2.2 1.5 1.5 Traces Traces 200 -- 0.85 0.7 0.05 0.1 0.2 0.15 0.1 0.1 0.3 0.3 0.45 0.05 4.5 4 8 0.45 0.5 0.5 0.9 0.8 El componente mayoritario de la carne es el agua (70-75%), proteína (20 aprox.); en grasa hay mucha variabilidad. La variabilidad entre las distintas partes del cuerpo no es reflejada en la tabla. Agua El agua es muy importante en cantidad; también es importante en calidad. La disponibilidad del agua es importante; la actividad del agua determinará la posibilidad de las reacciones, tanto las propias del músculo como las de los microorganismos. La actividad de agua de la carne es altísima – 0.98-0.99, por lo tanto es un alimento muy alterable. La cantidad de agua no tiene relación lineal con la actividad de agua. La CRA (capacidad de retención de agua) es la habilidad de la carne de mantener el agua dentro de su estructura cuando está sometida a una presión. El músculo de un animal sacrificado siempre deja perder agua. Una carne que tenga una buena CRA será buena. La CRA es importante tanto para las propiedades organolépticas como para la facilidad tecnológica (procesamiento de la carne en derivados). Proteínas Las proteínas son el componente que relacionamos con la calidad nutritiva de la carne; la carne contiene muchos aminoácidos esenciales para nuestra dieta. Hay distintas proteínas en la carne, que se agrupan en tres clases: Proteínas miofibrilares. Son la fracción mayoritaria del músculo: miosina, actina, M, C etc. Proteínas sarcoplasmáticas, como la mioglobina, hemoglobina y enzimas. Tejido conectivo. Colágeno, elastina. Grupo Solubilidad Nombres Temperatura ambiente Temperatura elevada Miofibrilares Insolubles Desnaturalización Miosina, actina, M, C Solubles alta fuerza molar Sarcoplasmáticas Solubles Desnaturalización Mioglobina, hemoglobina, enzimas Tejido conjuntivo Insolubles Solubles Colágeno, elastina Si analizamos la solubilidad en agua de las proteínas, vemos que las miofibrilares son insolubles, las sarcoplasmáticas son solubles; si aumentamos la fuerza molar (concentración de sal), las proteínas miofibrilares se hacen solubles en agua. Cuando elevamos la temperatura, las proteínas miofibrilares y sarcoplasmáticas se desnaturalizan. Durante la cocción de la carne, si el jugo que sale de la carne es claro, las proteínas están desnaturalizadas (temperatura suficiente para matar todos los patógenos). Las proteínas del tejido conjuntivo son insolubles a temperatura ambiente; al aumentar la temperatura, se hacen solubles; cuando se enfrían, se melifican (caldo – proteínas del tejido conjuntivo). Lípidos Hay distintas ubicaciones del tejido adiposo; este tejido contiene tres tipos de lípidos: Triglicéridos Fosfolípidos Apolares (colesterol etc.) Hay diferencias entre especies y ubicación en cuanto a su perfil lipídico. El sistema de producción interfiere en la composición de la grasa; en extensivo, la grasa es más infiltrada (más ejercicio físico), que es lo más interesante cuando se busca un producto fresco de buena calidad. El punto primario de esterificación es en la posición central (2) del triglicérido en todas las especies excepto el cerdo (posición 1 – disposición en forma de silla). Por eso, la grasa de cerdo se utiliza mucho en la industria alimentaria alimentos (bollería, galletas etc.). Estabilidad y funcionalidad: Más oxidaciones cuanto más insaturada sea la grasa Emulsiones. Frankfurt, mortadela etc. son emulsiones cárnicas. Cerebro, hígado etc. son emulsionantes por su elevado contenido en grasa; el pulmón contiene proteínas que favorecen el espumado. Hidratos de carbono En el músculo el único carbohidrato es el glicógeno muscular (1% de la masa muscular); en la carne encontramos sus derivados. En los derivados cárnicos podemos encontrar diversos carbohidratos añadidos. Postmortem el glicógeno se hidroliza y la glucosa obtenida sirve para la glicólisis; esta ruta metabólica tiene papel fundamental en la calidad de la primera materia cárnica. Vitaminas y minerales Vitaminas o Vitaminas del grupo B. La B12 es muy importante. o Provitamina D Minerales o o Gran variedad y concentraciones muy variables Importancia tecnológica y nutricional – hierro Bioquímica Muscular Postmortem Después del sacrificio y el sangrado, se para la regulación interna, no llega oxígeno a los tejidos y se produce despolarización generalizada de las membranas. Como consecuencia, se pierde la regulación local y se produce un flujo de calcio a la miofibrilla; también se inicia la ruta anaerobia para conseguir energía. Regulación interna del músculo postmortem Las enzimas relacionadas con la energía muscular pueden ser sintetizadoras de ATP o bien hidrolizarlo: Síntesis de ATP o Glucólisis o Creatin-kinasa o Miokinasa Degradantes de ATP o Miosin-ATPasa o ATPasa del retículo sarcoplasmático o ATPasa de la actomiosina Degradantes de nucleótidos de adenina Adenilato desaminasa Inopina fosfatasa Inopina fosforilasa Emblandecimiento de la carne En el emblandecimiento de la carne participan diferentes enzimas endógenas: Ubicación pH óptimo Grupo activo Calpaínas Catepsinas Citoplasmática (proteasa calcio Lisosomal dependiente – CAF) Neutro Ácido Aspartato-proteasa cistein-proteasas Serin-proteasas Elastasa, colagenasa Alcalino Serin-proteasas, metal-proteasas Las calpaínas son las enzimas más importantes en el emblandecimiento de la carne, porque se encuentran en el citoplasma y su pH óptimo es neutro; se activan cuando la célula pierde el control sobre el flujo de calcio. Existen inhibidores de las calpaínas – la calpastatina. La maduración acelerada de la carne es posible, pero problemática. Desarrollo anormal del rigor mortis A causa del estrés, el rigor mortis puede afectarse dando carnes PSE y DFD. El estrés es el estado que se produce cuando las demandas, tanto físicas como sociales, superan los recursos que el individuo posee para enfrentarlas. Carnes PSE (Pale, Soft, Exudative). El pH baja demasiado rápidamente; como consecuencia, la CRA baja mucho y la carne queda blanda, pero al cocinarla queda dura por su baja CRA. Carnes DFD (Dark, Firm, Dry). El pH de la carne baja poco a poco; como consecuencia, la CRA de la carne es muy alta y la carne no se hace blanda. Las carnes originadas de caza suelen ser más duras por el bajo contenido de glicógeno que provoca esta bajada atenuada del pH y el emblandecimiento insuficiente; se suele cocinar de otras formas. Refrigeración de Canales Las canales se han de refrigerar inmediatamente después del sacrificio; la sala del matadero y sus anexos deben tener una temperatura inferior a 12º. La acción del frío no mejora las propiedades nutritivas y organolépticas de la carne, sino que previene su deterioro. El frío se ha de aplicar a un producto sano y desaguado, de forma continuada. La velocidad de refrigeración debe ser suficiente para garantizar la calidad sanitaria y obtener una buena calidad organoléptica. Los sistemas de refrigeración y congelación son mayoritariamente de compresión; los sistemas criogénicos se utilizan en productos pequeños, cuando el proceso y el coste lo permitan. El tiempo total de refrigeración depende de factores intrínsecos y extrínsecos. El límite crítico de temperatura se define como la temperatura que provoca la total inhibición del crecimiento microbiano; la presencia de cepas que se adaptan a bajas temperaturas rebaja este límite. Por eso, es importante desinfectar periódicamente las instalaciones para eliminar los microorganismos que se adaptan a las bajas temperaturas. Refrigeración rápida y ultrarrápida La refrigeración rápida (la clásica) se hace a temperatura de 0-2º hasta que la canal acaba de refrigerarse. La velocidad de aire se controla para permitir refrigeración más rápida. La refrigeración ultrarrápida se hace a temperatura de entre -10º y -30º a tiempo variable (120’-30’ en función de la temperatura). El objetivo no es congelar la carne sino refrigerarla más de prisa. El resultado es temperatura interior de 20º, y temperatura exterior de 2º; entonces la canal pasa a refrigeración a 0-2º hasta conseguir el equilibrio térmico. La refrigeración de esta forma reduce las pérdidas por goteo (1% comparado con 3% en refrigeración ultrarrápida), que tienen gran importancia económica y tecnológica. Este método funciona bien en el porcino, pero no tanto en la carne de ternera. Congelación La congelación consta de bajar la temperatura para que solidifique el agua y conseguir la temperatura de almacenamiento en congelación (separación de cámaras de congelación y almacenamiento). La velocidad debe ser rápida, para conseguir cristales lo más pequeños posible y prevenir la rotura de células. Los criterios de establecimiento de la combinación temperatura de conservación y tiempo dependen de los componentes lipídicos susceptibles a oxidarse. La temperatura de congelación estándar es de -18º, que es la óptima para la mayoría de los productos. En Europa el límite legal es de -12º (por debajo de -10º ya no hay crecimiento microbiano). A esta temperatura se reduce el tiempo de almacenamiento, lo que reduce el coste. Descongelación La carne no se puede consumir congelado; una vez descongelado se han de utilizar (no necesariamente consumir – puede ser utilizada para la elaboración de productos derivados, que luego se pueden congelar). Descongelación para transformación de la carne – lenta. Descongelación parcial – para productos elaborados. En muchos productos elaborados es útil empezar con temperatura baja; en muchos productos, el procesamiento incluye picado y otros procesos que producen calor por fricción, y la baja temperatura de partida mejora este proceso. Descongelación-cocción. En algunos casos. Es necesario distinguir la carne fresca de la carne descongelada (por ley). Durante la congelación se pierde agua (se rompen células); las consecuencias son pérdidas de nutrientes hidrosolubles (poco importante) y alteración de la capacidad de procesamiento industrial. Además, es importante saberlo porque la carne descongelada debe ser consumida rápidamente porque aguanta menos que la carne fresca, al tener parte de las células rotas por acción de la congelación. Existe un sistema enzimático para detectar la carne descongelada; este sistema funciona bien en el laboratorio, pero todavía no se ha desarrollado un test que se utiliza de forma rutinaria. Se basa en la detección de la enzima βhidroxiacilCoAdeshidrogenasa, ligada en condiciones normales a la membrana mitocondrial; en la carne descongelada, que tiene membranas rotas, hay más actividad enzimática. Este método no sirve para carne picada. Clasificación de Canales El objetivo de la clasificación de canales es formar grupos homogéneos con canales de características similares. El procedimiento es medir una o diversas características para conseguir la máxima transparencia oferta-demanda. La variabilidad de canales depende de varios factores, como el tipo genético (muy importante), el medio ecológico y el sistema de producción. Porcino – categorías en función del % de carne magra Categoría comercial Porcentaje de magro S >60% E 55-60% U 50-55% R 45-55% O 40-45% P <40% Opcionalmente se puede añadir otra característica, como la conformación. Existen sistemas similares para otras especies. La producción de carne en Europa está enfocada en incrementar el porcentaje de carne magra y mejorar la calidad; en el porcino eso crea un problema: a peso igual, una canal con elevado porcentaje de carne magra (más cara) tiene más probabilidad de ser canal PSE, y por tanto tener poca utilidad industrial. Se producen machos castrados (olor sexual) excepto en España, Irlanda y el Reino Unido. El peso mediano de las canales de de 95Kg. El porcentaje de carne magra en la canal se mide mediante la medición del grueso de la grasa dorsal. Pie de rey Sondas de reflectancia – se basan en el hecho que el músculo y la grasa tienen diferentes características de reflectancia. o Manuales. Hay que introducirlos en ciertos puntos para conseguir una lectura correcta. o Sistemas automáticos de clasificación. Es una maquina completamente automática. Inserción de 7 sondas Medida de reflectancia Predicción de medidas erróneas mediante programa de ordenador Repetición de medidas erróneas Liberación de las canales Derivados de la Carne Definiciones Reglamento 853/2004 del parlamento europeo y del consejo de 29 de abril de 2004 por el que se estrablecen normas específicas de higiene de los alimentos de origen animal – anexo I – definiciones: Carne o o Canal: el cuerpo de un animal una vez sacrificado y faenado Carne fresca: la carne que no ha sido sometida a procesos de conservación distintos de la refrigeración, congelación o ultracongelación, incluida la carne envasada al vacío o envasada en atmósfera controlada. o Despojos. La carne fresca que no sea la de la canal, incluidas las vísceras y la sangre. o Vísceras. Los órganos de la cavidad torácica, abdominal y pélvica así como la tráquea y el esófago, y en el caso de las aves, el buche. o Carne picada. La carne deshuesada que ha sido sometida a una operación de picado en trozos y que contiene menos de 1% de sal. o Preparados de carne. La carne fresca, incluida la carne que ha sido troceada, a la que se han añadido productos alimenticios, condimentos o aditivos, o que ha sido sometida a transformaciones que no bastan para alterar la estructura interna de la fibra muscular, ni por lo tanto, para eliminar las características de la carne fresca. Productos transformados o Productos cárnicos. Los productos transformados resultantes de la transformación de la carne o de la nueva transformación de dichos productos transformados, de modo que la superficie de corte muestre que el producto ha dejado de poseer las características de carne fresca. o Grasas animales fundidas. Las grasas obtenidas por fundición mediante tratamiento térmico de la carne (incluidos los huesos) y destinados al consumo humano. o Chicharrones. Los residuos proteicos de la fundición de grasas tras la separación parcial de la grasa y el agua. o Gelatina. La proteína natural, soluble, gelificante o no, obtenida mediante la hidrólisis parcial de colágeno producido a partir de huesos, pieles, tendones y nervios de animales. o Colágeno. El producto a base de proteína obtenido a partir de huesos, pieles, tendones y nervios de animales y fabricado de conformidad con las disposiciones pertinentes del presente reglamento. o Estómago, vejigas e intestino tratados. Los estómagos, vejigas e intestinos que hayan sido sometidos a tratamientos como salado, calentamiento o secado después de haberse extraído y después de limpiarlos. Nitrificación – proceso de curado Finalidades Generar sustancias antimicrobianas (especialmente contra Clostridium botulinum) Conseguir un color típico Generar composición y textura adecuados Generar el aroma típico Acciones Directamente e indirectamente Reacción con la mioglobina Proteólisis y lipólisis en los deshidratados, desnaturalización en los cocidos Conjunto de reacciones que dan lugar a diversos productos La nitrificación es la adición de sales de nitratos (NO3) y/o sales de nitritos (NO2); también se aporta cloruro sódico (o alternativos) y otros aditivos. Después de la nitrificación se aplican otros procesos de conservación o transformación. Tipos de curados Lento – deshidratados. NaCl+NO3–[Na(K)] Rápido – cocidos NaCl+NO2–[Na(K)] Ingredientes básicos del curado Sustancias NaCl o o o o o A destacar MgCl2, KCl Bacteriostático Saborizante Incrementa CRA Solubilización de proteínas Oxidante de grasas o Gustos amargos, metálicos Nitritos y nitratos o o o o o Inactivación bacteriana Formación de color Formación de aromas Distinción adicionados residuales NO2–< NO3– o o o Tóxicos por acción directa Por formación de nitrosaminas (ambiente oxidante, pH ácido, temperatura elevada) No hay sustitutivos totales Métodos de adición de los ingredientes del curado Sal Seca Incorporación superficial Exceso de sal Deshidratados Exosomosis, endosmosis Muy lento 0.75-1.5 días /Kg. carne % real absorbido? Salmuera por inmersión Cocidos Agitación Lento Mejor control de dosificación Rapidez de difusión y salazón Ahorro de salmuera Salmuera por inyección Principal sistema industrial Cantidades ajustadas de los ingredientes Bombeo por vasos sanguíneos Manipulación difícil Tratamientos térmicos de la carne Los tratamientos térmicos comportan simultáneamente transporte de energía y de materia, y reacciones físicas, químicas, bioquímicas y microbiológicas. Su finalidad es la conservación y transformación de la carne: Almacenamiento: refrigerado o a temperatura ambiente, en función de la intensidad del tratamiento. Estabilidad del color Textura adecuada y consistencia del corte Temperatura de cocción (ambiental) vs. temperatura del centro El proceso incluye: Subir la temperatura hasta conseguir la temperatura del centre establecida Mantenimiento de la temperatura en el centro Refrigeración Efectos de las altas temperaturas Variación de la presión osmótica de las células o Rotura de membranas células y pérdida de aguas y solutos o Rendimiento muy variable según el control de exudados Duración del tratamiento La duración del tratamiento depende de varios factores: Sistema de cocción (vapor o agua) Temperatura del medio de cocción y velocidad de ascenso Tamaño y forma de las piezas Estos factores se controlan mediante sondas y termostatos que regulan el tratamiento térmico. Pasterización y esterilización Límites de temperatura y tamaño de las piezas. Test de la fosfatasa para productos pasterizados. Modificaciones durante la cocción Proteicas o Colágeno Retracción a temperaturas moderadas (60-65º) Solubilización si la temperatura, el tiempo y la cantidad de agua son suficientes. o Proteínas miofibrilares y sarcoplasmáticas Desnaturalización a partir de los 50º Fisicoquímicas o CRA. Disminución por modificaciones estructurales o Rendimientos: disminución por pérdida d jugos Pérdida de lípidos – mayor a más cantidad inicial (más tiempo de cocción – más % final de insaturados) Pérdida de minerales y vitaminas por lavado (según la temperatura) Cocción y calidad de carne Valor nutricional o Relacionado con las pérdidas de minerales y vitaminas o Hidrocarburos policíclicos o Productos de Maillard Calidad sanitaria o Buena destrucción de microorganismos a temperaturas adecuadas o Tener en cuenta las curvas TDT y la contaminación inicial o Problemas de esporas de Clostridium Pautas de la elaboración de los productos cocidos Enteros – jamón cocido Elección de la primera materia – calidad. La calidad de las piezas es más importante que en los productos picados. Preparación del jamón – pulido (eliminación de piel y grasa) Inyección de salmuera Masaje y maceración. Maduración Enmoldar Cocción Refrigeración Picados – salchichas Elección de la primera materia – calidad. Adición de aditivos. Picado y amasado – aditivos. Maduración Embutido Cocción Refrigeración Pautas de elaboración de productos crudos Productos enteros Ibérico o o Raza pura o cruzamiento Alimentación (montanera, recebo, cebo) Cerdo blanco. Mucha variabilidad o Serrano, baiona, Parma, Sant Danielle o Lomo embutido o Cecina o Morcón, botillo, baiona Etapas y condiciones para la elaboración de jamón Fase Salazón Reposo o post-salazón Secado Estufado Maduración Temperatura 2-4º 2-4º 12-14º 24-25º 26-28º 30-31º 16-18º 25-27º Humedad relativa Duración 90-95% 10-15 días 80-85% 30-90 días 75-80% 60 días 70-75% Últimos 15 días 70% 20-25 días Día del proceso 0-15 15-105 105-165 65-70% 65-70% 190-310 30-120 días 165-190 Es posible hacer un estufado adicional antes de la comercialización. Salazón Durante la salazón los jamones son crudos, y por tanto muy alterable; para evitar su deterioro, la salazón se hace en condiciones de refrigeración. El proceso se hace en seco (inyección poco habitual), con un exceso de sal. La eliminación de la sal no absorbida se hace utilizando cepillos y agua. Reposo o post-salazón Durante esta etapa los jamones todavía son muy lábiles, y por tanto también se hace en frío. Los jamones están colgados sin tocarse (para evitar contaminación cruzada). Durante esta etapa, se da la difusión de la sal hacia el interior y la salida de agua, dos procesos que aseguran una distribución uniforme de la sal. El tiempo de reposo depende del tamaño de la pieza, de la cantidad de grasa y su infiltración. Durante la etapa de reposo se desarrolla crecimiento fúngico exterior (Penicillium, Mucor) además de crecimiento bacteriano interior (Micrococcus). Maduración La maduración es un proceso largo con diversas etapas más o menos opcionales: Secado. Durante el secado, la grasa subcutánea descubierta empieza enranciarse (se hace amarilla y desarrolla el sabor característico del producto). Este proceso se hace a temperaturas más elevadas (12-14º) y a humedad relativa inferior, para que la pieza se seque poco a poco (proceso duradero – 2 meses). Estufado. Durante esta etapa la temperatura es variable – 16-18º al inicio, y 2527º durante los 15 últimos días, y normalmente se da después del secado. En esta etapa se puede incrementar la temperatura, ya que la pieza ya se ha deshidratado parcialmente. Sin embargo, no se puede superar la temperatura de 30-31º, ya que a temperaturas superiores ya hay cierta cocción. Esta etapa favorece las reacciones de lipólisis, enranciamiento y fusión de grasas, todas responsables de los aromas y sabores características del producto. Maduración. La maduración se da a temperaturas de 16-18º y con humedad relativa de 65-70 días; dura entre 30 y 120 días; la duración del proceso está determinada por la calidad del producto (fase de bodega). Durante esta etapa, se mejoran las características organolépticas. Pasada esta etapa, el producto sufre el estufado final. Presentación final Cepillado Entero Deshuesado Lonchado: venta en refrigeración (mayor superficie de contacto) Otros productos enteros Existen otros productos enteros producidos por procesos similares; el proceso se modifica en función de la forma y el peso de la pieza. Jamón de cerdo blanco. Menos de 12 menos de procesamiento, por exceso de proteólisis y lipólisis y por valor económico. Paletilla. Menos de 5 meses. Lomo. Embutido – 2-3 meses. Control de calidad y comercialización Calar. Introducir una cala en las articulaciones (las zonas más sensibles y que tardan más en madurarse) coxofemoral y fémur-tibia. Visual Pesos Productos picados Dentro del grupo de productos picados y picados encontramos el chorizo, el salchichón y el fuet, el salami y la sobreasada. Salado. o o o De la pieza entera Durante el picado. Más frecuente. Mixto Picado y amasado Embutido. En tripa natural o artificial. Estufados adicionales Secado o Post-salazón y secado muy cortos (en función del calibre) o Temperatura: 12-18º o Humedad relativa: 70-80% o Tiempo: 8 días (fuets poco maduros) a 60 días (salchichón de más calibre). En la preparación de productos picados y secados se utilizan aditivos con sabor a curado; también se puede añadir agua a la pasta. Antes de la comercialización, son cepillados (eliminar parte del crecimiento fúngico) o enharinados (mimetizar el mismo crecimiento en productos poco madurados); pueden ser comercializados enteros o lonchados y envasados. Los lotes generalmente son más homogéneos que en los productos enteros. Cámaras de secado Control de la temperatura, humedad relativa y velocidad del aire Hay que conseguir deshidratación paulatina y evitar formación de costras exteriores Buena distribución del aire Informatizados, inteligentes Proteólisis La proteólisis es la degradación proteica por enzimas propias de la carne (y de los microorganismos); es responsable de las modificaciones en textura y aroma. Lipólisis La lipólisis es muy lenta, pero suficiente para producir las características organolépticas; la abundancia de ácidos grasos libres (sobretodo insaturados) permite la oxidación de estos, pero sin rancidez desagradable. Condiciones finales Actividad de agua baja debido a o Productos de proteólisis o Deshidratación o Cloruro sódico pH ácido que favorece las bacterias lácteas y desaparición de otros. Calidad Microbiológica de la Carne El músculo es un material muy alterable y susceptible de ser contaminado. In vivo o En el músculo no hay microorganismos gracias a los mecanismos de control. o En superficies externas (pelo, plumas, piel) y cavidades conectadas al exterior (boca y tracto digestivo, nasofaringe y tracto respiratorio, parte externa del aparato genitourinario) hay contaminación microbiana. Postmortem. Contaminación bacteriana de múltiples orígenes: o Microbiota del suelo, paredes etc. o Cadenas, cuchillos y otros aparatos o Manipuladores o Microbiota de vísceras y nódulos linfáticos aparentemente sanos La diseminación de esta microbiota se ve favorecida al inicio por el reflujo sanguíneo y después por contaminaciones cruzadas vía contacto de canales o por aerosoles. La contaminación microbiana puede variar dependiendo del sistema de producción (modifica la microbiota del animal) y de la eficacia de las medidas higiénicas utilizadas: o o o o Diferencias entre zonas o épocas de alta pluviosidad respecto a zonas secas. Temperatura del suelo. Afecta la proporción de psicrótrofos. En intensivo hay más bacterias fecales y menos bacterias del suelo que en extensivo. Contaminación fecal (cantidad y calidad) afectada por la dieta. Sistemas de autocontrol Los sistemas de autocontrol se basan en conocer los riesgos asociados a una actividad, prevenirlo y controlar los resultados del proceso; es la responsabilidad del operador seguir un sistema de autocontrol. Los sistemas de autocontrol se fundamentan en conocer los puntos críticos del proceso productivo (Análisis de Peligros y Puntos de Control Críticos, APPCC) procurando minimizar los resultados no deseados en cada punto. From Farm to Fork – filosofía de autocontrol durante todo el proceso productivo, ya que no tiene sentido manipular una materia prima defectuosa etc. Microbiota habitual de la carne Alterantes: o Bacterias lácteas o Bacilos Gram negativos: Pseudomonas, Acinetobacter Patógenos o Gram positivos: Listeria, Staphylococcus, Clostridium o Gram negativos: Salmonella, Yersinia, Campylobacter Microorganismos emergentes en carne y derivados Estos microorganismos se consideran emergentes por diferentes causas: algunos están en proceso de evolución, otros fueron descritos recientemente y se sabe poco de ellos, mientras que otros se conocen mucho tiempo pero son difíciles de aislar, y por tanto de estudiar. Campylobacter jujuni. Asociado a pollos recientemente; más representativo que la Salmonella. Difícil de detectar en placa. Importante en toxiinfecciones. Salmonella typhinurium DT104 y otras bacterias multiresistentes a antibióticos. Dificultad de combatir enfermedades provocadas por estas cepas. Escherichia coli O157:H7 y otras E. coli enterohemorrágicas. Cepa que provoca problemas graves. Descrita por primera en USA, dando casos de hemorragia entérica grave por toxiinfección tras consumir hamburguesas poco hechas de carne bovina. Histeria monocytogenes. Bien conocida. Últimamente se le da más importancia. Su eliminación requiere tratamiento térmico y/o irradiación muy agresiva para conseguir Listeria spp.=0. Arcobacter buzleri Mycobacterium avium paratuberculosis Aeromonas hydrophila Otros Materiales y Tecnologías Despojos. La carne fresca que no sea la de la canal, incluidas las vísceras y la sangre. Vísceras. Los órganos de la cavidad torácica, abdominal y pélvica así como la tráquea y el esófago, y en el caso de las aves, el buche. Estómago, vejigas e intestino tratados. Los estómagos, vejigas e intestinos que hayan sido sometidos a tratamientos como salado, calentamiento o secado después de haberse extraído y después de limpiarlos. By-products. Comestibles y no comestibles o Comestibles: variety meats u offal Tripas Las tripas, denominadas en inglés casings, son envoltorios comestibles; todas las partes del tubo digestivo de los animales (cordero, cerdo, ternero) se utilizan como tripas (amplia variedad en longitud y diámetro). Los más empleados son los intestinos, estómago de cerdo, ciego de vacuno y otros. Estructura intestinal Mucosa. Tiene elevada capacidad de absorción. Siempre se ha de eliminar. o Células epiteliales, algunas especializadas en secreción, absorción y digestión. o Células musculares o Tejido conjuntivo o Tejido linfático o Vasos sanguíneos Submucosa. Es la base fundamental de las envolturas comestibles. o Tejido conjuntivo – mayoritariamente colágeno y elastina o Vasos sanguíneos o Tejido adiposo Capa muscular circular. Tiene textura más firme. o Finas capas de células musculares soportadas por una red de fibras de colágeno. En el cero es más gruesa que la longitudinal. Capa muscular estriada. Cuanto más se deja de esta capa, más grosor tendrá la envoltura comestible (difícil de masticar). o Células musculares finas o Colágeno en cantidad relativamente alta Serosa. Capa muy fina de colágeno y elastina. Obtención Separación de la grasa asociada. Imprescindible porque tiene valor economico y sus residuos dan sabores a rancio. Se hace cuando se separan los intestinos en diversas secciones de longitudes adecuadas. Se hace manualmente quitando los capilares. Vaciado (tirar, desbaratar). Frecuentemente se hace simultáneamente al paso anterior; bajo ducha de agua (manualmente) se aplica presión de vaciado y lavado. Sliming. Dejar la estructura histológica que haga falta. o Separar la mucosa y dejar la submucosa y diferentes grosores de las otras capas según la necesidad. o Intestinos de diámetro pequeño (delgados de cerdo y cordero) – aplastamiento entre rodetes. o Intestinos de mayor diámetro – girados del revés y aplastamiento (contienen mucho más tejido muscular). Inmersión durante 24 horas en solución saturada de sal común Conservación Clasificación según: o Tipo, especie (condicionan la forma de prepararlos) o Tamaño: diámetro y forma (inflar con aire o agua). o Calidad. Presencia de agujeros etc. Curado. Sal fina que seca la tripa (hasta 3 aplicaciones) Empaquetado o Mayoría: sal seca. Permite mucho tiempo de conservación y transporte fácil. o Otros: salmuera concentrada (95º) en bolsas de plástico o Algunas: pre-entubados en solución salina o Ciegos: limpiados, inflados con aire y secados con aire caliente aplanados. o Más recientemente Tripas naturales laminadas. Se abren, se aplanan y se da la forma adecuada en molde; sufren un tratamiento a altas temperatura, secado y extracción del molde. Tripas cocidas. Diámetro uniforme. Sangre La sangre es un tejido conjuntivo particular: su medio extracelular es el plasma, y sus células son los eritrocitos, trombocitos y leucocitos. Es posible utilizarla según la calidad higiénica (sanitaria y veterinaria). Es preferible utilizar fracciones en vez de sangre entera: Plasma. Congelado, deshidratado o ultrafiltrado Componentes celulares: concentrados hemáticos, de globina o deshidratados. Algunos componentes de la sangre tienen propiedades funcionales muy buenas: Albúmina: muy buen ligando y buen emulsionante. Gelificación en función de la temperatura Espumante: inversamente relacionada con el pH La sangre puede atribuir propiedades organolépticas al producto, como el color y el sabor. Carnes recuperadas mecánicamente Carne separada mecánicamente (CSM). El producto obtenido extrayendo la carne de los huesos carnosos después del deshuesado, o de las canales de las aves, por medios mecánicos que ocasionan la pérdida o alteración de la fibra muscular. A partir del despiece automático se obtiene mucha carne adherida a carcasas, huesos, retazos etc. Hay que utilizar este métodos porque la cantidad de primera materia perdida es enorme – muchas toneladas; manualmente es imposible separar esta carne, demasiado costoso – hay que utilizar aparatos especializados. Este proceso es muy utilizado en formulación de productos. El sistema se basa en triturar finamente o groseramente los fragmentos de partida; a continuación, se hace un extrusionado a alta presión que permite la separación de los diversos componentes, gracias a la plasticidad y diferente comportamiento de cada uno de estos: hueso, músculo, tendones etc. Composición Muy variable en función de los fragmentos originales utilizados Menos contenido proteico el músculo nativo Más contenido lipídico Mucho más contenido mineral – calcio Si hay hueso, el contenido médula aumenta la concentración lipídica y hemática. Propiedades Muy buena capacidad emulsionante y de retención de agua pH más elevado que las carnes nativas Color más oscuro Problema grave de altos recuentos microbianos o Una vez extraída, hay que congelar la carne y tratarla para disminuir la microbiota o Irradiación para que conserve las propiedades funcionales. Presencia en los productos Obligatorio etiquetar Discusión del os sistemas de detección e identificación Carnes reestructuradas Elaboración de productos a partir de fragmentos de carne y grasa, dando forma y peso adecuado mediante tecnología. El objetivo es preparar productos similares a los existentes pero con una composición “diseñada” en función de calidades nutritivas, aspectos funcionales etc. El proceso consta de: Desintegración en láminas Formulación y masaje con aditivos que permiten el ligado (transglutaminasa) entre proteínas. Congelación suave Extrusionado Huevos y Ovoproductos Huevos Frescos El real decreto RD 3514/1981 publicado en el BOE 41 (17/02/1982) p. 3961 describe los características de los huevos frescos y su manipulación adecuada; el reglamento (CE) 2295/2003 DOVE 1340 (24/12/03) p. 16 de la unión europea sustituye al RD español. Estructura y composición El huevo, sin su cáscara, pesa unos 55 gramos (peso interno). El huevo está formado por: Cáscara. Formada por carbonato cálcico, y envuelta por una capa proteica, la cutícula. La cutícula es muy importante porque impermeabiliza el huevo. Cámara de aire. Se encuentra entre las membranas internas del huevo y la cáscara. Va aumentando de tamaño conforme avanza al tiempo, y por tanto sirve de indicador de frescor del huevo. Albumen. Corresponde a ⅔ del peso interno del huevo. Hay dos tipos de albumen: denso, localizado alrededor de la yema, y fluido, localizado en la periferia del huevo. o Agua – 88% o Proteínas – 11% Yema. Corresponde a ⅓ del peso interno del huevo. o Agua – 48% o Grasa – 33% o Proteínas – 16% Albumen El albumen está formado básicamente por agua y diversas proteínas, que tienen diversas funciones; algunas de las proteínas tienen función antimicrobiana (marcadas con asterisco), que ayuda a conservar el huevo. Otro elemento antimicrobiano es el pH alcalino del albumen, que ayuda evitar el crecimiento de microorganismos. Ovoalbúmina – 54% Ovotransferrina* – 13% (cobalalbúmina) Ovomucoide – 11% Ovoglobulinas – 8% Lisozima* – 3.5% Ovomucina – 3.5 Avidina* – 0.05 Hay muy pocos carbohidratos en el albumen; sin embargo, la poca glucosa que contiene el huevo debe extraerse antes de elaborar del huevo productos deshidratados, para evitar las reacciones de Maillard. El albumen también contiene vitaminas, mayoritariamente vitaminas hidrosolubles del grupo B. Yema Grasa Triglicéridos – 65%. ⅔ de los triglicéridos están formados por ácidos grasos insaturados. o Fosfolípidos – 28%. Tienen elevado poder emulsionante. o Colesterol – 5%. Proteínas. o Sobretodo lipoproteínas. o Fosvitina. Proteína con elevada capacidad de formar complejos iónicos con iones que pueden actuar como catalizadores de la oxidación, y por tanto tiene efecto antioxidante. Minerales. La yema contiene muchos minerales; es importante mencionar el hierro, que tiene importancia nutritiva (1.3 mg/huevo) y también porque implica problemas en huevos cocidos – se deposita sulfuro de hierro entre la yema y la clara. Vitaminas. Sobretodo liposolubles: A, B, D, E y K. o Calidad de los huevos Hay diferentes métodos de determinación de la frescor del huevo. Frescor del albumen. Se mide en unidades Haugh. Esta unidad relaciona la altura del albumen a la zona más elevada (más cercana a la yema) con el peso del huevo y su calidad. Cuantas más unidades Haugh, el huevo es de mejor calidad. AA – más de 72 UH A – entre 60 y 70 UH B – menos de 60 UH Calidad de la yema. Presencia de manchas. Sangre, huevo fecundado, carne. Pigmentación. Depende de la cantidad del tipo de xantofila y su cantidad en la dieta. No es índice de calidad real del huevo, sino de su grado de aceptación por el consumidor. Propiedades funcionales Albumen o Anticristalizante o Espumante; la grasa perjudica esta propiedad. o Gelificante (a partir de 57º) o Ligante ente componentes o Aumenta la CRA Yema o Emulsionante y estabilizador de emulsiones o Aromatizante. Aporta aroma propia y fija otros. o Colorante o Ligante o Gelificante (a partir de 65º) Manipulación de huevos frescos 1. Recogida. Hay que intentar recoger el huevo inmediatamente después de la puesta. o Eliminar huevos rotos y sucios o Refrigeración o no a partir del primer momento? USA – obligatorio mantener los huevos a menos de 7.2º a lo largo de todo el proceso. UE – prohibido. 2. Transporte a la planta procesadora. refrigeración? 3. Almacenaje 4. Selección. Se hace mediante ovoscopía. Los huevos se transportan por sistema de cintas sin tocarse entre sí; entran en un recinto con luz fluorescente potente (no calienta los huevos), que permite visualizar los defectos de los huevos (más fácil en huevos blancos que en coloridos). Es el paso más dificultoso, ya que se hace manualmente formando un cuello de botella; otro problema con el sistema manual es el grado de errores cometidos. Por eso, se intenta automatizar el proceso. Cáscara y cutícula. Presencia de fisuras. Presencia de suciedad. Roturas. Deformidad. Cámara de aire. Entera o fraccionada. Desplazada. Tamaño. Albumen. Claridad. Presencia de manchas. Yema. Presencia de manchas. Posición (centrada o no). En función de todos estos parámetros, se establece la categoría del huevo: A, B o C (no tiene que ver con AA, A y B de la escala de Haugh). 5. Clasificación por peso o XL. Supergrande. Más de 73 gramos. o L. grande. Entre 63 y 72 gramos. o M. mediano. Entre 53 y 63 gramos. o Pequeños. Menos de 53 gramos. 6. Limpieza y desinfección. Puede hacerse en seco (manual o automatico) o en húmedo (más riesgo de recontaminación. No es muy útil porque implica la rotura de la cutícula, que incrementa el riesgo de penetración de microorganismos. En USA, es obligatorio realizar proceso de limpieza y desinfección, mientras que en la unión europea se permite sólo la limpieza en seco (prohibida la limpieza en húmedo). o La limpieza húmeda consta de utilizar agua con detergentes y desinfectantes; hay diferentes métodos de realizar la limpieza húmeda: Simples. Sumergir los huevos en agua y detergentes. Complejos. Duchar los huevos, que avanzan en una cinta, de diferentes direcciones. Puede combinarse con cepillado. o Temperatura del agua. Debe ser superior a la temperatura del huevo (superior a 12º), para provocar expansión del contenido (en vez de contracción) para evitar entrada de agua al huevo. La temperatura recomendable es de 40-43º, pero no superar los 45º; temperaturas superiores incrementan el riesgo de roturas de la cáscara y empiezan la cocción del huevo. o Temperatura interna del huevo. Recomendable que sea superior a 10º; a menos temperatura, el huevo tiende a succión interna que provoca entrada del agua de lavado. o Contenido en hierro en el agua de lavado. Debe ser inferior a 2ppm; contenido superior favorece el crecimiento de determinados microorganismos. o Detergentes utilizados. Se pueden utilizar productos que son detergentes y desinfectantes a la vez (amonio cuaternario) o combinar detergentes con hipoclorito. o Cambio de agua. El agua debe cambiarse cada 4 horas como mínimo. o Antes de finalizar el proceso, hay que pulverizar los huevos con agua limpia y secarlos aplicando corrientes de aire, ya que los huevos no pueden envasarse húmedos. o Aplicación de aceites minerales u otras sustancias para cerrar los poros del huevo. Se evitan las pérdidas que se producen durante el almacenaje (agua y dióxido de carbono). Las sustancias utilizadas deben ser incoloras, inodoras, insípidas y que modifican las características del huevo; se aplican por pulverización. Obligatorio en USA Prohibido en EU. 7. Marcado y envasado. Normalmente envases no reutilizables. 8. Almacenamiento 9. Distribución y venta. Conservación de los huevos Los huevos deben mantenerse a una temperatura entre 15º y 18º, a humedad relativa de 70-80% que reduce las pérdidas de agua y dióxido de carbono; es importante que el recinto esté bien ventilado para evitar condensación sobre la superficie externa del huevo. Cambios en la calidad del huevo Pérdida de agua y dióxido de carbono. Depende de la temperatura externa y la humedad relativa. o La pérdida de dióxido de carbono modifica el pH del huevo, por tanto éste no es un buen indicador de frescor. o Para evitar las pérdidas de dióxido de carbono, los huevos se almacenan con alta presión de CO2. El albumen denso se hace fluido. o Disminuye la altura del albumen – menos UH. o Incrementa la capacidad espumante del albumen, pero disminuye la estabilidad de las espumas formadas. o Disminuye la dureza de los geles obtenidos por calor. o Las membranas se desprenden más fácilmente. La ovalbúmina se transforma en S-ovalbúmina, que es más termorresistente. Agua y minerales pasan del albumen a la yema, atravesando la membrana vitelina. o Disminuye el estrato seco de la yema. o Disminuye la viscosidad de la yema. o Disminuye el índice que relaciona el diámetro y la altura de la yema. o La membrana vitelina se hace débil, lo que dificulta la separación entre la yema y el albumen. o Se forma anillo verde grisáceo en la zona de contacto entre yema y albumen. Ovoproductos Real Decreto 1348/1992 publicado en el BOE número 292 (05/12/1992) p. 41,548. Los ovoproductos son productos obtenidos a partir del huevo o de sus componentes o sus mezclas, una vez eliminadas la cáscara y las membranas y destinados a consumo humano; pueden ser parcialmente complementados por otros productos alimenticios y aditivos; pueden estar en forma líquida, concentrada, deshidratada, cristalizada, congelada, ultracongelada o en estado coagulado. Líquidos. También denominados primarios. o Refrigerados o Congelados Secos o Concentrados (60-80% agua) o Deshidratados (3-6% agua) Compuestos. Contienen otros ingredientes, pero el huevo consta más del 50% del producto. Ejemplo: tortilla de patata. Ovoproductos líquidos 1. Recogida. 2. Transporte. Se puede refrigerar; la refrigeración facilita la separación de yema y albumen. Obligatorio en USA y permitido en EU (no importa que baja la categoría). 3. Almacenaje. Se puede refrigerar. 4. Selección. Se hace por ovoscopía. o Eliminar huevos rotos o sucios. Los huevos eliminados pueden utilizarse sin se expone el albumen al aire. Huevos agrietados pueden romperse de forma no limpia, contaminando el contenido con fragmentos de cáscara; esos fragmentos obturan los filtros y contaminan el contenido del huevo con microorganismos. o Los huevos no se clasifican por peso. 5. Lavado y desinfección. Suele ser húmeda. Obligatorio en estados unidos; recomendado en la unión europea. o Se utiliza agua a cierta temperatura con detergente y desinfectante; hay que asegurar el secado completo para que los huevos no lleguen húmedos a la maquina que los rompe. 6. Rotura y separación de los componentes. Las maquinas tienen capacidad de hasta 110,000 huevos por hora; separan la cáscara, yema y albumen. Es una operación muy delicada – hay que asegurar que no se contamine el contenido por fragmentos de cáscara; siempre hay operarios que controlan esta operación. Hay dos tipos de maquinas separadoras: en cazoleta y en canales; en ambos sistemas, los huevos son sujetados por tres puntos (dorsal y lateralmente). o En cazoleta. Se separan los componentes de cada huevo individualmente; se rompe el huevo y su contenido cae en una cazoleta, que está agujerada; por los agujeros cae el albumen. o En canales. Todos los huevos se rompen juntos; el contenido de los huevos rotos cae en canales inclinados que se bifurcan en canales más estrechos y agujerados; a través de los agujeros cae el albumen. o Mecanismos de recuperación del albumen adherido a la cáscara. Centrifugación Succión 7. Filtración. Es una fase muy importante, ya que es un punto de aumento de la contaminación microbiana; por eso, es importante el mantenimiento adecuado de los filtros utilizados. 8. Almacenamiento en refrigeración, en caso de que la pasterización no es inmediata. 9. Homogenización. Aplicación de presión (inferior a 100 bar) para conseguir distribución más uniforme que aumenta la estabilidad del producto modificando la viscosidad, y por tanto las condiciones de la pasterización. 10. Pasterización. Obligatoria. En pasterizador tubular o de placas. El problema en la pasterización es la sensibilidad de las proteínas al calor, lo que dificulta mantener las propiedades funcionales. o Para asegurar la calidad microbiológica, se hacen pruebas de inactivación de una especie, Salmonella senftenber, que es la más termorresistente de todo el género, y por tanto indica que todas las demás especies están eliminadas. o Condiciones de pasterización: Huevo entero o yema – 64.4º durante 2.5 min. Huevo entero – 60º durante 3.5 min. Albumen – no superar los 57º 56.6º durante 3.5 min. 55º durante 6.2 min. Si se añaden solutos (azúcar o sal) se puede aplicar un tratamiento térmico más agresivo sin alterar las propiedades funcionales. Ultrapasterización. Aplicar tratamiento térmico de 70-72º durante 90-100 segundos. Si se combina con un envasado aséptico, la vida útil del producto se alarga. 11. Resfriado del producto hasta conseguir 4º como mínimo. o o Envasar el producto Someterlo a un tratamiento posterior (congelación, concentración, deshidratación etc.) 12. Envasado. Vida útil – 1-3 semanas. o o o En acero inoxidable. En plástico. Bolsas. Cajas rígidas. En envases asépticos. Vida útil – 4-6 semanas. Congelación Hay dos sistemas de congelación: Introducir el huevo líquido en cámaras con baja temperatura (entre -35º y -40º). El producto está en forma de bolsa o block. Mediante tambores o cilindros giratorios. El producto está en forma de escamas, que es más fácil de dosificar y manipular. Los ovoproductos congelados se pueden conservar 1 año o más, pero se tiende a utilizar antes. Hay que mantenerlos en congelación un mínimo de 5-7 semanas para que todo el producto se estabilice y se consigue la viscosidad definitiva. Se aconseja que la descongelación sea rápida, ya que no hay problemas de exudación; la última fase se puede realizar en baños a 40-45º para evitar el riesgo microbiológico, reduciendo al mínimo el intervalo térmico óptimo para los microorganismos. Concentración La concentración consta en eliminar parte del agua, reduciendo la actividad del agua del producto. Hay dos sistemas que se utilizan: Evaporación al vacío. Modifica más las propiedades funcionales. o Huevo entero con 40% de estrato seco. o Albumen con 20% de estrato seco. Membranas. Ultrafiltración. Se suele añadir solutos (en ambos sistemas de concentración) para reducir la actividad del agua; el producto se puede conservar entre 3 y 6 meses a temperatura ambiente. Deshidratación La deshidratación consigue ovoproductos con 3-6% de agua – en forma de polvo. Hay dos métodos de deshidratar los ovoproductos: Spray drying o atomización. El producto líquido se introduce en un atomizador que pulveriza el producto sobre una superficie de elevada temperatura (albumen – 160º; yema – 180-200º); las gotas que caen encima de la superficie caliente se deshidratan inmediatamente. Pan drying. Es un producto de calidad inferior, ya que este sistema afecta las propiedades funcionales del producto. Consta de secar el producto en placas, en un ambiente de alta temperatura. El producto deshidratado se envasa al vacío directamente después del tratamiento para que no capte humedad; se puede conservar al vacío 1 año (o más) a temperatura ambiente. Los productos deshidratados pueden sufrir tratamientos térmicos adicionales, a 54.4º durante 7-10 días, cuando ya están envasados – hot room o hot bag; estos tratamientos no son muy habituales. Previamente a la deshidratación hay que eliminar la glucosa libre del albumen, para evitar reacciones de maillard; esas reacciones produce pardeamiento del producto, aromas desagradables, reducen la capacidad espumante y la solubilidad del producto en polvo (dificultan la rehidratación). Hay dos métodos de extraer la glucosa: Fermentación. o Bacteriana natural (3-7 días). Implica un riesgo microbiológico y modificaciones organolépticas. o Bacteriana controlada. Se utilizan cepas de Streptococcus y Lactobacillus. Disminuyen los problemas microbiológicos y no alternan las propiedades funcionales. o Levaduras (2-4 horas). Se utiliza Saccharomyces cerevisiae. Es un método eficaz, práctico y barato cuando se aplica a albumen; en huevo entero puede producir aromas y sabores desagradables. Oxidación enzimática. Se introducen enzimas (glucosa oxidasa y catalasa). Este proceso requiere oxígeno (burbujeo o peróxido de hidrógeno + catalasa). Huevos cocidos Los huevos cocidos se procesan en sistemas continuos – cadenas desde el principio de elaboración hasta el envasado; este tipo de sistema requiere poca manipulación y por tanto está en buenas condiciones microbiológicas. Estos sistemas pueden manipular hasta 20,000 huevos por hora. 1. Cocción. Dura 15-18 minutos a 100º, por inmersión o por vapor. El objetivo es conseguir temperatura interna del huevo de 85º. 2. Resfriados inmediato (23 min.) de 100º a 4º. Inmersión en agua fría con hielo o con etilenglicol. o Facilita la pelada del producto. o Provoca endurecimiento del albumen, que mejora su textura y su resistencia. o Reduce la posibilidad de formación de halo verde-grisáceo alrededor de la yema. 3. Pelada mecánica. La fase más delicada del proceso. Consta de dos fases: o Romper la cáscara. Se realiza por agitación de los huevos en tambores, cilindros rotatorios o tubos vibrantes. o Eliminación de la cáscara rota. Agua a presión Cintas en movimiento 4. Conservación o Pasterización de los huevos envasados Vapor Infrarrojos o Envasado al vacío o en atmósfera modificada (hasta 100 CO2). Puede conservarse hasta 21 días en refrigeración. o Salmuera. 1% NaCl y 0.2% ácido acético; puede contener también antifúngicos. Se envasan en bolsas o recipientes rígidos de plástico; pueden conservarse 18-40 días a bajas temperaturas. Añadir salmuera en caliente – alarga la vida útil del producto. Tratar por calor (100º durante 2 min.; 121º durante 15 min.) la salmuera y los huevos – alarga la vida útil del producto. Tecnología de la Leche Composición de la Leche La leche es un fluido biológico de color blanco producido por la glándula mamaria de una hembra mamífera; su componente mayoritario es el agua (85-90%). Los mamíferos lactantes se alimentan exclusivamente de la leche, por lo que debe hidratar y alimentar la cría; la leche es un alimento muy completo, que cubre todas las necesidades de la cría, salvo las necesidades en hierro y cobre (pobre en ambos minerales). “leche” – leche de vaca. Leche de cabra, oveja etc. – hay que especificar la especie. o o La leche recién ordeñada en reposo se separa en dos fases por diferencias de densidades; la nata (color marfil o amarillo en función de la dieta) se separa de la fase láctea mayoritaria, que es de color blanco. Si dejamos la leche en reposo más tiempo, se produce la fermentación bacteriana de la lactosa (contaminación natural) dando ácido láctico, lo que acidifica la leche provocando la coagulación ácida de ésta. El coágulo se empaqueta y queda el suero lácteo (lactosuero), de color amarillo-verdoso, que contiene la mayoría de los componentes hidrosolubles de la leche. Especie Agua Estrato seco Grasa Proteína total Caseína Mujer Vaca Cebú Yak Búfala Cabra Oveja Reno Llama Camello Dromedario Caballo 87.5 87.5 86.5 82.6 82.8 85.2 80.7 68.3 83.8 85.5 86.4 88.8 12.5 12.5 13.5 17.4 17.2 14.8 19.3 31.6 16.2 15.0 13.6 11.2 0.9 3.3 3.2 5.4 3.8 3.8 5.5 10.1 7.3 3.9 3.6 2.5 4 3.8 4.8 6.5 7.4 5.6 7.3 15.5 2.4 5.4 4.5 1.9 0.3 2.8 2.6 --3.2 3.1 4.6 8.6 6.2 2.9 2.7 1.3 Proteína sérica 0.6 0.6 0.6 --0.6 0.7 0.9 1.5 1.1 1.0 0.9 1.2 Lactosa Cenizas 7.0 4.7 4.9 4,6 4.8 4.8 4.8 3.1 6.0 5.1 5.0 6.2 0.2 0.7 0.7 0.9 0.8 0.7 1.0 1.3 --0.7 0.7 0.5 Estructura de la leche La leche está estructurada en diferentes componentes: glóbulos grasosos y micelas proteicas. Los glóbulos grasos son esferas de diámetro variable que tienden a agregarse; las micelas proteicas están formadas principalmente por caseínas, y son más pequeñas que los glóbulos grasos. Glóbulo graso El glóbulo graso contiene fundamentalmente triglicéridos; también contiene mono- y diglicéridos, ácidos grasos libres, esteroles, carotenoides y vitaminas liposolubles (A, D, E y K). El glóbulo graso también contiene otros componentes minoritarios y agua. El glóbulo graso está envuelto de dos membranas: una membrana primaria y otra secundaria. La membrana secundaria está formada por agua, proteínas y lípidos (fosfolípidos); también contiene dos enzimas: fosfatasa alcalina y xantina oxidasa. Glóbulo graso o Glicéridos Triglicéridos 38 g Diglicéridos 0.1 g Monoglicéridos 10 mg Ácidos grasos 25 mg Esteroles 100 mg Carotenoides 0.4 mg Vitaminas 2 mg Agua 60 mg Otros 30 mg Membrana o Agua 80 mg Proteína 350 mg Lípidos Fosfolípidos 210 mg Cerebrósidos 30 mg Gangliósidos 5 mg Esteroles 15 mg Fosfatasa alcalina Enzimas Xantina oxidasa Cobre 4 g Hierro 100 μg La fosfatasa alcalina es un indicador de pasterización adecuada, pero no puede servir de indicador en leche desnatada: al extraer los glóbulos grasos también se elimina la enzima, dando resultado erróneo. La membrana también tiene cierto contenido en cobre y hierro, localizados en el espacio entre el glóbulo y el agua. El glóbulo graso es una esfera envuelta de la membrana de la célula secretora, que refuerza la membrana del glóbulo; entre membrana interna y membrana de la célula secretora se encuentran partes de los orgánulos celulares. La membrana secundaria, de dentro a fuera, está estructurada de la forma siguiente: Triglicéridos de alto punto de fusión Colesterol Lípidos polares Moléculas de agua ligada Proteínas de membrana Por detrás de la membrana secundaria se encuentran los triglicéridos, colesterol y ácidos grasos contenidos en el glóbulo. En la periferia se encuentran los lípidos de bajo punto de fusión, y en el centro, los de alto punto de fusión. De esta forma el glóbulo protege la grasa de los microorganismos y de las enzimas lácteas. Si el glóbulo se rompe, los lípidos se exponen a las enzimas y a los microorganismos, y la leche se enrancia. Para evitar la rancidez, hay que evitar la rotura del glóbulo graso: Sala de ordeño en condiciones o Pulsaciones adecuadas Lactoducto en condiciones o Vacío discontinuo inadecuado. Espuma – reduce la tensión superficial desestabilizando el glóbulo. o Congelación de la leche – se forman cristales de hielo que rompen los glóbulos. Micelas de caseína Las micelas de caseína están formadas por diferentes componentes: Proteínas o Caseína o Proteosa peptona 26 g 0.4 g Sales o Calcio o Fosfato Citrato 800 mg 950 mg 140 mg Magnesio, potasio, sodio, zinc. 150 mg Enzimas o Lipoproteinlipasa. Ataca los triglicéridos liberando ácidos grasos. Si el glóbulo graso está intacto, no se afecta por esta enzima. Plasmina. Proteasa que rompe las moléculas proteicas. Se inactiva por calor. Agua La leche es de los alimentos más ricos en calcio, y con el calcio más asimilable; el calcio es más asimilable en el yogur que en leche cruda. Características de las caseínas Las caseínas son sintetizadas en la glándula mamaria de los mamíferos, y representan el 80% de la proteína láctea; tiene conformación estructural laxa, y punto isoeléctrico de 4.6. Hay diferentes tipos de caseína, en diferentes proporciones en las diferentes especies: α S1, α S2, β y κ (la γ-caseína no existe – es la κ-caseína degradada). El contenido en diferentes caseínas varía según la especie. La leche de cabra, por ejemplo, es pobre en α S1-caseína, lo que dificulta la producción de queso de consistencia dura a partir de su leche mediante la coagulación enzimática. Especie αS1-caseína αS2--caseína β-caseína κ-caseína Vaca 38.5 10 35.7 15.8 Cabra 4.4-26 5-25 42.2-64 9.8-23.5 La cisteina es un aminoácido importante, ya que establece puentes disulfuro entre las diferentes caseínas, calcio y fósforo que forman las micelas. Las caseínas se agrupan en submicelas, unidas por enlaces de calcio y fósforo para formar las micelas. Las micelas son muy importantes para la estabilidad de la leche. A pH de 6.67 (pH normal de la leche recién ordeñada), las caseínas están cargadas negativamente, lo que les permite estar dispersas en la leche (estabilidad). Al reducir el pH, las caseínas se cargan positivamente, hasta llegar a su punto isoeléctrico (4.6), en el cual el número de cargas positivas y negativas es igual; en este pH las caseínas cambian su conformación, y pierden la estructura miceliar. En condiciones normales, el calcio está en equilibrio entre la fase soluble (suero) y la fase ligada a cargas negativas (en la micela). Si añadimos EDTA (o otros agentes quelantes), se extrae el calcio de las micelas, desestabilizándolas y reduciendo su tamaño. Si el pH baja mucho, se libera calcio y fósforo hacia la fase soluble, y las micelas se hacen más pequeñas; si el pH se eleva, se incrementa la carga negativa, lo que provoca repulsión entre las micelas. Las κ-caseínas siempre se sitúan el la superficie exterior, al ser las caseínas con más cargas negativas; esa característica estabiliza la micela dentro del lactosuero. Cuando se añade el cuajo enzimático, éste actúa sobre la superficie de la micela, es decir sobre las κ-caseínas, y al romperlas, la micela pierde su estabilidad en el suero, y coagula formando agregados. El alcohol colapsa los filamentos de la κ-caseína, lo que provoca la coagulacion de las micelas; para elaborar bebidas alcohólicas con leche, hay que utilizar leche muy estable o añadir aditivos que evitan la actuación del alcohol sobre las κ-caseínas. Otros componentes de la leche Las células somáticas proceden de la descamación epitelial; también podemos encontrar leucocitos y partículas de lipoproteína. Suero lácteo El suero está formado por una multitud de componentes: Agua 870 g Carbohidratos Lactosa 46g Otros 0.1g Minerales Calcio 370 mg o Magnesio 75 mg o Potasio 1340 mg Sodio 460 mg o Cloro 1060 mg o Fosfato 1080 mg Sulfato 100 mg o Bicarbonato 100 mg Microminerales o Zinc 400 μg o Hierro 100 μg o Cobre 20 μg Ácidos orgánicos o Citrato 1600 mg o Formato 40 mg o Acetato 30 mg o Oxalato 20 mg o Otros 20 mg Gases Oxígeno 6 mg o Nitrógeno 15 mg Lípidos Ácidos grasos 15 mg o Fosfolípidos 110 mg o Cerebrósidos 10 mg o Esteroles 15 mg Vitaminas o Complejo B 200 mg o Ácido ascórbico 20 mg Proteínas o Caseína o Lactoglobulina 3200 mg o α-lactoalbúmina 1200 mg o Albúmina sérica 400 mg o Inmunoglobulinas 400 mg o Proteosa peptona 200 mg o Otras 400 mg NNP o Urea 300 mg Péptidos 200 mg o Aminoácidos 300 mg Esteres fosfóricos 300 mg Enzimas o Lactoperoxidasa o Fosfatasa ácida o Otras Alcohol 3 mg Características de las proteínas séricas Las proteínas séricas son de conformación globular, y representan entre el 10% y el 20% de las proteínas lácteas. Los tipos principales son la β-lactoglobulina, αlactoalbúmina, seralbúmina, lactoferrina e inmunoglobulinas. La β-lactoglobulina y α-lactoalbúmina tienen residuos azufrados (cisteina) que forman puentes disulfuro responsables de la estructura globular de la proteína (2 puentes disulfuro en la β-lactoglobulina y 4 en la α-lactoalbúmina). Al calentar la leche, se rompen las proteínas séricas liberando anhídrido sulfuroso, responsable del olor a leche quemada; la leche empieza quemarse a 56-60º. A mayor temperatura, las proteínas desnaturalizan, lo que provoca pérdida de nutrientes; la capa formada al quemar la leche contiene las proteínas séricas desnaturalizadas. La proporción en diferentes proteínas séricas varía en función de la alimentación, fase de lactación, especie y raza. Especie β-lactoglobulina α-lactoalbúmina SA Inmunoglobulina Vaca 59-63.9 17.1-18.7 8.7-12.2 8.2-11.1 Cabra 39.2-72.1 17.8-33.3 5.1-8.15 4.6-21.4 Calidad Higiénica-Sanitaria La mayoría de los microorganismos crecen en la leche con facilidad. La leche, dentro de la ubre, es estéril, al no ser que haya alguna infección; se contamina al salir de la ubre, durante el ordeño. El ordeño dura unos 8 minutos (depende de la especie); después del ordeño, hay que filtrar la leche, para quitar las partículas que la contamina y sirve de soporte para las bacterias (polen, polvo, pelos, partículas vegetales etc.) con el fin de reducir la contaminación. Reducción de la contaminación microbiana Para reducir al máximo la contaminación de la leche, hay que seguir buenas pautas durante el ordeño y mantener en condiciones el equipo. Equipo de ordeño El equipo de ordeño juega un gran papel en la contaminación de la leche. Presión de vacío y pulsaciones adecuadas. Si no se ajustan bien, pueden provocar mamitis. Rutina del ordeño La rutina del ordeño es muy importante para reducir el recuento microbiano inicial mediante proceso de limpieza, pero mejor no limpiar la ubre que limpiarla mal. La limpieza consta de lavar, desinfectar y secar con pañuelos correctamente antes de iniciar el ordeño. Tratamiento de los pezones Sin lavar Lavados con agua, sin secar Lavados con agua, secados después Lavados con hipoclorito, sin secar Lavados con hipoclorito y secados Recuento total (.103) 7.5 (0.5-75.6) 7.9 (0.6-111.0) 4.2 (0.1-54.0) 4.1 (0.4-64.2) 1.5 (0.1-22.0) Esporas 34 (4-555) 31 (3-590) 16 (1-137) 38 (6-180) 14 (2-112) Coliformes 2 (0-20) 1.3 (0-10) 0.5 (0-4) 0.7 (0-4) 0.03 (0-1) Como se puede observar en la tabla, es mejor no lavar que lavar y no secar; el tratamiento con hipoclorito reduce el recuento total, pero si no es seguido por secado, incrementa el recuento de esporas. Sellar los pezones con desinfectante después del ordeño para evitar la entrada de microorganismos. Cuidado de los animales La cama de los animales influye mucho sobre la contaminación de la leche – la cama que mejor influye sobre la calidad microbiana de la leche es la paja. Material de cama Viruta Paja Arena Recuento total 1.2·1010 7.4·108 5.4·109 Psicrótrofos 1.1·109 9.8·107 1.4·109 Coliformes 8.3·105 1.8·105 3.9·105 Esporas de Bacillus 5.4·106 1.5·105 5.0·106 En los animales en la contaminación es inferior que en los animales en cama de arena: Cama Arena Pezones Sin lavar Lavados Pastura Sin lavar Lavados Recuento total 31,700 15,500 4250 3530 Psicrótrofos 1,500 990 280 270 Coliformes 43 61 19 26 Termodúricos 120 110 990 750 Esporas de bacillus 18 14 7 5 Los animales en pastura tienen recuento total mucho inferior que los animales en cama de arena, pero tienen mayor proporción de microorganismos termodúricos. Cuidado de las instalaciones Para reducir la proliferación bacteriana, hay que aplicar una refrigeración rápida; es mejor refrigerar la leche antes de que la leche llegue al tanque de refrigeración (intercambiador de placas), para evitar oscilaciones de temperatura después de cada ordeño. Para reducir la contaminación después del ordeño, hay que adaptar las instalaciones. En los aparatos utilizados pueden quedar residuos de leche, donde se forman biofilms, sobretodo donde la tubería está reforzada por partes de goma y en finales ciegas de la tubería; los biofilms son residuos de leche colonizados por bacterias. Cuando la leche recién ordeñada pasa por la tubería, los pulsos de la leche provocan el desprendimiento de partes de los biofilms, lo que contamina la leche. Para evitar la contaminación de la leche por los biofilms, hay que realizar limpieza manual rutinaria. La contaminación varía en función del sistema de limpieza utilizado y el mantenimiento de la llave de salida del tanque de refrigeración. La limpieza automática es mejor que la manual, ya que permite programar un ciclo constante día tras día. Refrigeración de la leche La leche se tiene que refrigerar después del ordeño, excepto en ciertos casos. Para la elaboración de queso artesanal a partir de leche no pasterizada (sólo en granjas saneadas sin ninguna enfermedad infecciosa), la leche no se refrigera durante un periodo de premaduración, que permite la proliferación de bacterias lácteas que provenientes de la contaminación natural de la leche. Si se refrigera la leche, se desarrollan bacterias psicrótrofas, que afectarán el producto final (menos consistencia, mal sabor). Por eso, hay que tener un criterio en la gestión de una granja, y este criterio es la seguridad alimentaria. La refrigeración es buena para el transporte hacia la industria, ya que reduce los recuentos microbiológicos. La forma más habitual de refrigeración es utilizar un tanque con fondo evaporador (tanques buenos – también las paredes) acoplado a un compresor. La leche se recoge cada dos días (4 ordeños), provocando una oscilación térmica después de cada ordeño; la temperatura después de cada ordeño permanece a 10-12º, lo que permite la proliferación de psicrótrofos, sobretodo Pseudomonas, que producen enzimas (lipasas y proteasas) muy resistentes que afectan el producto, también cuando ya está tratado térmicamente. Hay dos soluciones posibles para este problema: Acoplar un intercambiador de placas, refrigerando la leche antes de que llegue al depósito. Este sistema requiere gran producción de leche, ya que el aparato es costoso, y también se pierde algo de leche en el circuito. Evaporador sumergido en la leche; la leche se agita poniéndola en contacto con el evaporador. Recomendado para explotaciones pequeñas. Si la leche se ha de transportar a gran distancia, hay que tratarla previamente; este proceso se realiza en centros de recogida. En estos centros se controla la contaminación ya existente para evitar la contaminación adicional durante el transporte. Siempre hay que intentar seleccionar leche de baja contaminación inicial, y la calidad se paga; las industrias controlan la contaminación en granjas, pero el pago en función de calidad se determina por una analítica realizada en laboratorio externo. Para reducir al máximo la contaminación total, hay que realizar un buen control al día 0. Granja UFC por ml de leche después de almacenamiento durante 0 días 2 días 3 días 4 días A 5,800 3,300 7,900 14,000 B 14,000 10,000 11,000 70,000 C 14,000 10,000 11,000 15,000,000 D 28,000 83,000 2,800,000 18,000,000 E 62,000 400,000 9,500,000 41,000,000 F 170,000 110,000 110,000 130,000 G 240,000 1,800,000 8,900,000 17,000,000 En la granja F probablemente se ha añadido un conservante, ya que tiene el recuento muy alto pero permanece constante a lo largo del tiempo. Sistema de transporte Antiguamente la leche se transportaba en canteras, pero este sistema es peligroso; hoy en día toda la leche se transporta en cisternas refrigeradas, y la mayoría también tiene un sistema automático de recogida de muestra. Cuando la cisterna llega al centro de recogida, la leche se vacía, se filtra y se mezcla en un depósito; para higienizarla, la leche se centrifuga y a veces sufre un tratamiento de termización – un tratamiento térmico suave que elimina los psicrótrofos. Entonces la leche está preparada para el transporte; cuando llega al centro industrial de transformación, sufrirá otro tratamiento térmico. La termización es un tratamiento térmico suave (63º, 30”) que reduce la flora psicrótrofa, pero deja poblaciones que antes estaban inhibidas por los psicrótrofos; es mejor ya pasterizar la leche (72-76º. 15-30”), y repetir el tratamiento térmico cuando la leche llegue a su destino. Tratamientos Térmicos Proceso Temperatura Termización 63-65º Pasterización LTLT 63º Pasterización HTST 72-75º Pasterización HTST - nata >80º Ultrapasterización 125-138º UHT 135-140º Esterilización 115-120º Tiempo 15” 30’ 15-20” 1-5” 2-4” 1-8” 20-30’ Un tratamiento térmico siempre es una combinación de tiempo y temperatura; sólo uno no es suficiente. Al aumentar la temperatura, se puede acortar el tiempo para conseguir un resultado igual desde el punto de vista microbiano; el tratamiento tiene efectos diferentes sobre las propiedades nutritivas y funcionales en función de su intensidad. Tratamientos térmicos utilizados La termización es un tratamiento térmico no reconocido legalmente. Reduce el recuento microbiano; sólo se aplica a leche curto si debe estar 24-48 horas en refrigeración (transporte). Pasterización La pasterización es un tratamiento térmico que permite eliminar toda la flora patógena y parte de la flora banal (microorganismos que alteran el producto). El producto debe estar en refrigeración, y tiene vida corta-mediana, en función del producto: Leche: 2-4 días Yogur: 28 días. Acidificación y carga bacteriana propia del producto. Postres lácteos: 30-35 días. Solutos añadidos y pasterización intensa. Los productos elaborados tienen vida útil más larga al sufrir tratamientos que prolonga su utilidad (añadir solutos, pasterización más intensa). LTLT – Low Temperature Long Time Este proceso de pasterización es en sistema discontinuo – en tanques, con carga y descarga. Es antiguo y casi no se utiliza. HTST – High Temperature Short Time Leche Este tratamiento consta de temperatura más elevada y tiempo más corto; es un tratamiento que no altera el producto nutricional- y funcionalmente. Se suele utilizar para pasterizar leche destinada a producción de queso. Nata y productos complejos La pasterización de nata y de productos más complejos (leche con solutos – batidos, postres lácteos, yogures etc.) precisa tratamiento térmico más intenso para conseguir letalidad, ya que parte de la energía se absorbe en los solutos. En la nata, la grasa (1845%) tiene efecto de aislante térmico, que protege a los microorganismos, lo que obliga a trabajar a mayor intensidad. Ultrapasterización La ultrapasterización nunca se aplica por sí sola; es más correcto denominarla preesterilización. Se aplica a leche destinada a esterilización, antes del envasado en botellas. Después del envasado las botellas se cargan en el autoclave, donde se esterilizan. UHT – Ultra High Temprature El UHT es un sistema de esterilización en continuo, produciendo un producto de esterilidad comercial; siempre está asociado a sistemas de envasado aséptico. Sistemas de Intercambio Térmico Intercambiador de placas Los intercambiadores de placas son aparatos modulares que tienen placas metálicas separadas entre sí por gomas; esta separación crea un espacio por donde circulan el fluido alimentario y el fluido calorífico. Ambos fluidos circulan a contracorriente intercambiando calor a través de la placa; hay intercambio térmico por conducción y convección. Las placas están “arrugadas”, lo que aumenta la superficie de contacto. Intercambiador tubular Existen diferentes tipos de intercambiadores tubulares: multitubo, multicanal y de superficie rascada. Multicanal El intercambiador está formado por tubos concéntricos por los cuales circulan el fluido alimentario y el fluido calorífico a contracorriente. Se utilizan en productos de viscosidad mediana. Multitubo El intercambiador tiene un tubo grueso que tiene en su interior tubos de calibre idéntico; se utiliza para productos viscosos o particulados. Superficie rascada Estos intercambiadores se utilizan para productos muy viscosos – miel, mermelada, leche condensada etc. En el interior del tubo hay un eje central con cuchillas que van fregando las paredes de forma dinámica, limpiando continuamente la pared. Zona de recuperación térmica Todos los intercambiadores de calor tienen una zona de recuperación térmica, que permite recuperar energía (hasta 95%), lo que aumenta la eficienca energética del proceso – se gasta menos calor y frío. Homogenización La homogenización es un tratamiento que evita la separación de fases estabilizando el producto. Consiste en pasar la leche por una llave de paso que aumenta la presión; esta presión es responsable de un fenómeno mecánico de disrupción y cizalla, que provocan la separación de los glóbulos de grasa y la disminución de su tamaño; como consecuencia, los glóbulos se vuelven más estables. La leche debe estar caliente, para que los glóbulos estén en forma líquida (65º); a esta temperatura también se inactiva la lipasa láctea, previniendo la rancidez de la leche. Los homogenizadores constan de unas bombas de pistones que funcionan de forma sincronizada para dar un flujo continuo; empujan el líquido hacia la válvula de presión continuamente. Esterilización La esterilización consta en conseguir productos comercialmente estériles. Se recogen muestras tras el tratamiento y se incuban a 37º y 55º; deben ser negativas al ser sembradas directamente en medio de cultivo general. Sistema discontinuo Preesterilización y esterilización en autoclave. Sólo producción pequeña. Sistema mixto Preesterilización y envasado seguidas por esterilización en torre o bien esterilizador horizontal con válvula rotatoria. El esterilizador vertical es un aparato con cintas transportadoras a cierta velocidad (para conseguir cierto tiempo de mantenimiento). Para evitar la ebullición de la leche, el aparato produce una sobrepresión respecto a la presión ambiental; la sobrepresión se consigue mediante dos columnas de agua. Este aparato es muy alto y requiere naves de tamaño adecuado – incómodos. El esterilizador horizontal resuelve el problema de altura del esterilizador vertical; tiene una válvula rotatoria que permite mantener la presión sin la necesidad de crear una columna de agua. Sistema continuo La esterilización en sistema continuo utiliza el protocolo UHT acompañado de envasado aséptico. UHT directo Se inyecta vapor directamente a la leche. La temperatura se eleva bruscamente, y parte del vapor condensa y se mezcla con la leche; hay que eliminar el agua, ya que se puede considerar leche fraudulenta (aguada). Para eliminar el agua, la leche entra en un tanque de expansión, donde la presión es negativa; la presión negativa consigue ebullición de la leche, y parte del agua pasa a gas. Se bombea la cantidad de vapor equitativa a la cantidad inyectada. Sistema indirecto 1040 ºC/ 4seg Mejor, no se inyecta nada y se recupera casi todo Se usan intercambiadores de acero inoxidable Calentamiento más suave, menos pérdida de proteínas que precipiten con minerales. Menos desestabilización Se consume menos energía La leche se recoge por una bomba a 80º, luego por el inyector donde se inyecta vapor (150ºC / 1seg). Pasa por el evaporador, homogeneizador, se enfría y luego va a la envasadora o al tanque aséptico. Para que la envasadora funcione bien debe envasar un 5% menos del total. Por esto, el esterilizador produce un 5% más, que se acumulara en el tanque aséptico. El homogeneizador calienta a 140ºC por 4 segundos, luego se enfría y lo enviamos a la envasadora o al tanque aséptico. Si se detiene la esterilización la leche se quema y la única que se salva es la que esta en el tanque. Hay industrias que cambian del sistema indirecto al directo. A un sistema indirecto se le añade uno directo, se inyecta menos vapor y se ha de evaporar menos. Sirve para que la concentración de evaporan en la leche aumente. Para sistemas muy espesos o viscosos) se usan palas rascadoras (superficie rascada). Con UHT se destruyen esporas y se deterioran menos productos (tenemos más lisina, más tiamina etc.). Leches Concentradas La leche se considera concentrada cuando tiene un contenido de agua inferior a lo normal; se puede hacer por: Membranas de Osmosis Inversa: Solo dejan pasar agua. Concentrada. Evaporación: Calentar, hacer vacio y evaporar parte del agua. Si solo se hace evaporación tendremos leche evaporada, y si le añadimos azucar tendremos leche condensada La leche concentrada se usa en quesería, también se puede conseguir medianteultrafiltración, pero esta solo será un concentrado de grasa y proteínaporque durante el proceso se pierden lactosa, minerales y vitaminas. Se pueden realizar estos procesos de forma sencilla junto o posteriormente a los procesos de esterilización. Lo mejor para la evaporación son los intercambiadores de calor sencillos o en serie. Leche Evaporada: o Eliminación del 45% de agua o MG>7,5% o MS>20,5% o Impurezas macroscópicas grado cero o Requiere un proceso posterior de esterilización por la elevada a w. Leche Condensada: o MG 8% o Sacarosa 45% o MS 20% o Agua 27% o No necesita tratamientos de conservación porque tiene baja aw. o Tiene que mantenerse a 15ºC durante el enfriamiento y Tª < a 15 ºC para su conservación o Se añade un 48-50% de azúcar o Se produce la cristalización de la lactosa, la cual puede ser de 2 tipos: Lenta: 40-50 ºC. Cristales grandes, estructura terrosa Rápida Leche deshidratada (en polvo): producto seco y polvoriento que se obtiene de la deshidratación de leche natural entera, total o parcialmente desnatadas, higienizada en estado liquido antes o durante el proceso de fabricación. Tiene color uniforma blanco cremoso, olor y sabor fresco puro, antes y después de su reconstitución. o MG < 2,6 (entera) y < 1,5 (desnatada) o Humedad <5% o Acidez: 1,45% ácido láctico de leche entera o 1,85% acido láctico de leche desnatada o Sin impurezas macroscópicas o < 100000 UFC/ml o Ausencia de coniformes en 0,1 mg o Fosfatasa alcalina negativa o 3 categorías: Low heat: mejor calidad y baja temperatura. 70ºC/15seg Medium Heat: para salsas y para consumo industrial. 85ºC/20 seg High Heat: Panificación, baja calidad. 135ºC/30 seg. Actualmente se usa el atomizador de leche para su fabricación. Se tiene aire microfiltrado que se pone en contacto con la leche. El aire genera un patrón del tipo de liosciclones para movilizar el polvo y obtener el producto a envasar. La leche en polvo también puede sufrir un tratamiento que les convierte en instantánea; en este proceso, la leche en polvo se somete a un tratamiento con vapor de agua, seguido por desecación con aire caliente seco, y enfriamiento con aire frío. De esta forma, en cada gránulo de leche en polvo, los grumos están estructurados en forma de esponja (contienen aire), y por tanto serán más densos del agua, y podrán dispersarse mejor en agua a la hora de reconstituir la leche. Nata La nata se obtiene centrifugando la leche o dejándola mucho tiempo en reposo. Se usa como sistema de regulación de la grasa en productos lácteos, en pastelería o en productos e consumo directo. Es un producto muy habitual en diferentes países del mundo, y recibe diferentes nombres como crema en Nicaragua y esmetana en Rusia (nata fermentada). Ha de someterse a pasterización (higienización) en un aparato especializado para este producto ya que tiene características diferentes a la leche (Tª>80ºC) Composición: Doble nata: >50% MG (industrial) Nata: > 30% MG (para montar) Nata ligera: > 12 – 30% MG (cocinar) o El suero tiene lactosa, sales minerales, proteína soluble, etc. MG=1.1 x (MS-10) Nata en polvo o La nata en polvo es un producto destinado al uso industrial en la fabricación de helados; es un producto seco y polvoriento obtenido por deshidratación de la nata. Su humedad no puede superar el 5%, y debe tener un mínimo de grasa del 65% (50-65% para nata ligera). Tipos de nata Batida o montada: espuma consistente con aire o gases inocuos. Es fundamental que los glóbulos grasos sean intactos, ya que estos forman agregados a través de las aglutininas – proteínas de membrana. Dentro de los agregados hay aire. La nata se ha de montar entre 2º y 5º grados; a temperatura inferior se congela y el glóbulo graso se rompe, y a temperatura superior se forma mantequilla – se rompen los glóbulos. Para batir o montar Azucarada: sacarosa o glucosa. Máximo 15% del peso final Con frutas u otros alimentos naturales Acida o acididicada mediante fermentos lácticos. Tratamientos de conservación La propia centrifugación eliminara gran parte de los microorganismos, pero los microorganismos que queden por su estructura serán más difíciles de eliminar, ya que la nata tiene menor conductividad térmica. Nata Pasteurizada: Las natas pasteurizadas a temperaturas más altas son más difíciles de montar. o Nata delgada: 75º durante 15 seg. (80º max.) o Otras Natas: 80º durante 15 seg. (85º max.) Nata Esterilizada. Se esteriliza en el envase definitivo. o Mínimo 108º/45 min. o 114º/25 min., o 116º /20 min. Nata UHT o En circulación continua – 132º durante 2 min. Estas dos ultimas se pueden montar pero usando aditivos. La nata no se puede homogeneizar porque perdería toda su capacidad de hacer espuma (por destrucción de los glóbulos de grasa). Nata pasteurizada envasada bajo presión: o Con gases inertes y recipientes estancos o Se envasa con el N2O4. Impulsa a la nata y además es bacteriostático. Nata esterilizada envasada bajo presión Nata UHT envasada bajo presión Nata congelada: o Pasteurizada y envasada o Azucarada o no o Congelación Rápida a -18ºC y transporte a -15ºC o Han de consumirse rápidamente Natas de consumo Montada o Batida o Crema de 31-38% de MG o Pasterización 95ºC/30 seg. o Enfriado 8-10ºC o Reposo 48-72 Horas o Batido a 4-5 ºC o 50% aire (burbujas de 60-70 µm de diámetro) o Conservación a 3-4 ºC Crema de Café: o Crema de 12-15% MG o Estabilización a 75-80ºC 3 o Homogenización a 200 Kg/cm o UHT a 145ºC/4 seg. o Requiere que se blanquee el café Crema a Presión: o o o o o o 20% MG 10-15 % sacarosa 0.25 % alginato sódico 2% de leche en polvo desnatada Pasterización 95ºC / 30 seg. Gas – N2O4 (protóxido de N) para impulsión o propelente. Crema de Imitación: (Mix Vegetal) o 30-35% MG animal (cerdo) mas aceite de palma o de coco. o Leche en polvo desnatada o Alginato sódico o carragenato. Mantequilla Producto graso obtenido de leche o nata de vaca higienizada. Es una emulsión de agua en aceite (W/O) Características Consistencia sólida y homogénea Amarillo más o menos intenso. Depende de la alimentación de la vaca. Olor y sabor característico. Más fuertes en mantequillas elaboradas con nata pasterizada y fermentada. Humedad máxima 16% del peso MS máxima 2% del peso MG mínima 80% del peso Fosfatasa Negativa (pasteurización) Ausencia de coniformes en 0.1g Antiguamente se cogía la nata, se batía hasta desestabilizarla y se iban formando grumos. Los grumos dejan el suero de mazada, que tienen un alto contenido de fosfolípidos (para hacer bebidas refrescantes en algunos países). También se podía hacer una acidificación previa a la batida. Cuando esta fermentaba, a partir del acido cítrico se formaba diacetilo que es lo que da el sabor característico. Batido Nata de partida (30-40% MG) Agitación (30-35 min. a 20-20 rpm). En cilindros con palas en su interior. El batido induce la separación del suero y la formación de agregados de mantequilla. Temperatura (invierno 12-13º; verano 8-10º). Se debe a cambios estacionales que pueda sufrir la leche tales como un aumento de la grasa debida a la alimentación. Acidez final (65º Dornic) Amasado o malaxado (20-30 ´) Mantequilla: 85-90% MG Mazado a suero de mantequilla: 3% MG Malaxado Proceso de homogenización de la mantequilla, en el cual se distribuyen de forma homogénea la grasa y agua. En mantequillas de fermentación, el lavado se realiza antes del malaxado. Se reagrupan los grumos de mantequilla Se le da la consistencia Se expulsa la mazada y se controla la humedad Se reparte homogéneamente el agua Se le añade sal al gusto. La sal puede añadirse en forma de molido fino o salmuera. En España y Francia se suele fabricar mantequilla sin sal, pero en otros países, como irlanda, es muy habitual la mantequilla salada. Lavado: se pierde hasta un 80% del diacetilo, sabor más suave. Tratamientos Se desnata, se pasteuriza con un pasterizador especial a una temperatura superior a la nata normal; se coloca en un deposito y se le añaden fermentos para hacerla madurar. Después de que se pasara al batido, malaxado y envasado que pueden hacerse de forma directa o indirecta Defectos o alteraciones Aspecto, sal no disuelta. Se observan lagunas de líquido o granos de sal. Textura quebradiza y grumosa. Fabricación no adecuada, que deja cristales de grasa repartidos de forma no homogénea. Textura blanda y pegajosa. Acción de lipasas que incrementan el contenido en ácidos grasos libres. Textura arenosa. Durante el amasado se forman cristales grandes. Distribución desigual del agua. Fermentación. Defectos de gusto y sabor. Leche lipolisada o nata deteriorada (contaminada). Contaminación por mohos y levaduras con coloraciones típicas. La mantequilla tiene actividad de agua al limite de crecimiento de estos microorganismos (no pueden crecer bacterias). Composición MG > o igual al 80% MS < o igual al 2% Humedad menor o igual al 2% Sal máximo del 5% Fermentos BPF Se quiere: o Consistencia sólida y homogénea o Color amarillo uniforma o Sabor y olor característicos Se tiene que extender fácilmente, ser firme y tener una textura característica. También es importante la friabilidad. Propiedades y calidades de la mantequilla Propiedades reológicas: o Aptitud para la extensión. Muy importante. o Firmeza o Textura o Friabilidad Sabor Fabricación de aceite de mantequilla Hay dos tipos de aceite, que se obtienen a partir de mantequilla o a partir de crema. Se utilizan en la industria para fabricar helados, en repostería y para freír. A partir de mantequilla o Fusión o Separación o Calentamiento (75-80º) o Centrifugación (98-99 % MG). Se utilizan centrífugas especiales, que separan gran parte del agua. o Evaporación (0,2 % agua) o Almacenaje A partir de crema o Homogenización o Precalentamiento (90º) o Centrifugación o Concentración (centrífuga) o Evaporación. Productos Lácteos Fermentados Productos lácteos obtenidos por la adición de microorganismos fermentadores de lactosa. Siempre se obtiene acido láctico pero además pueden dar dióxido de carbono, acido acético, etanol etc. que dan sabor, olor y textura que determinan las características del alimento. Se incluyen productos como yogurt, mantequillas fermentadas, ymer, nata acidófila, kefir, o coumis (elaborado a partir de leche de yegua). Coagulación acida Si de añade un ácido a la leche de manera descontrolada tendremos grumos separados del suero. Pero si se añaden de forma controlada se obtiene un coagulo liso, homogéneo, que comprime el volumen inicial de la leche. Mecanismo o o o o o o o Disminución del pH y pérdida de la fuerza iónica de las caseínas: Las caseínas, por su conformación no precipitan, debido a la repulsión esteárica. Cuando disminuye el pH la proteína varía su conformación con lo que la repulsión esteárica no tiene la suficiente fuerza. Incremento de la solubilidad de las sales cálcicas y del fósforo. Se produce un desplazamiento de la fase acuosa. Este calcio y este fósforo son el “cemento” de las caseínas. Si desaparecen, se desintegra la proteína. Desmineralización total a pH < 5, desintegración micelar. Obtención de un coagulo en forma de retículo proteico insoluble, que contiene toda la fase acuosa en su interior. Las submicelas están unidas por enlaces intermoleculares electrostáticos e hidrofóbicos. Las características reológicas (de comportamiento físico) de estos geles depende de el % de proteína de la leche, temperatura y velocidad de acidificación, pH final y de las cepas microbianas utilizadas. A 20ºC la formación del gel se da a pH 4,6 que es el punto isoeléctrico de las caseínas. A mayor temperatura tendremos geles con pH menos bajo y al revés. Yogurt Tradicional o o Hervimos la leche de vaca hasta que quedan 2/3 de la leche que teníamos. El otro tercio se elimina por evaporación. Enfriamos el producto hasta 20-25 ºC. o o o o o Adicionamos parte del yogurt anteriormente elaborado para que las bacterias actúen. Fermentación. Refrigeración Envasado Distribución Este método tradicional da problemas en la utilización de fermentos. El hecho de usar bacterias usadas anteriormente nos da mutaciones. Esta aparición de mutaciones puede producir modificaciones en el producto que se quiere producir. Desde el punto de vista productivo, comercial, esto no es rentable. El cliente quiere que el producto sea siempre igual. Industrial o o o o o o o o o o o o o o o o Tratamientos previos a la leche para fijar sus componentes. Esto se llama estandarización de la leche. Se fija el porcentaje de grasa: 3% para el entero, 0,6 para el desnatado. Extracto seco: formado por proteínas, grasa, lactosa y minerales. Es aproximadamente un 12% en la leche de vaca. Para hacer yogurt nos interesa que sea de 14-16%. A nivel industrial se hace por evaporación, filtrando o adicionando materia seca láctica. (leche en polvo). Agregar los productos que lleven los yogures, como colorantes, azucar, aromatizantes etc. y mezclar todo. Tratamiento térmico: 90 ºC por 3-5 min. Homogenización: dispersa las partículas y rompe la grasa. Se lleva el producto a una Tª de 42-44 ºC. Se agregan los microorganismos. Se han de agregar 2 a la vez y al final de la vida útil del producto han de quedar 106 UFC/ml de cada uno. Se usa Streptococcus salivarus subespecie. thermophilus y Lactobacillus delbrueckii subespecie bulgaricus. El fermento se inocula en un 2-3% del volumen total de leche. Se deja que actúen en 3-4 Horas. Se coloca el producto en un túnel de refrigeración forzada. Envasado. Almacén en refrigeración Distribución Kefir Bebida espumosa efervescente que se fabrica a partir de leche entera tratada térmicamente a 95ºC por 5 min. Tiene la particularidad de que en su fermentación se usan levaduras. o o o o o El tratamiento térmico se realiza a 95ºC por 5 min. Homogenización Enfriar a 20-25ºC (bacterias) Se inoculan las bacterias y las levaduras y se deja actuar por 12 horas Enfriamos a 14-16º (levaduras) o o o o Mantenemos 12 horas más Refrigeración a 5-8ºC Envasado Distribución Hay formación de carbono y etanol. Los gránulos que se forman son gelatinosos de 2 a 15 mm de diámetro y están formados por una mezcla de microorganismos agrupados de forma muy organizada Productos bio y otras leches acidófilas. Los yogures terapéuticos se diferencian de los tradicionales en los microorganismos que se usan para la fermentación, pero en los demás aspectos de la fabricación son iguales. Se usan Lactobacillus acidophilus, Bifidobacterium biofidum, y otros de estos géneros. Para determinar su eficacia deben resistir al transito intestinal, y presentar concentraciones mínimas de 106 células viables/ml. Procesos tradicionales de la industria láctea Leche Nata Queso Suero Leche concentrada Mantequilla Suero de mazada Leche en polvo La tecnología de la leche ha avanzado mucho. De la leche se obtienen nuevos productos con nuevas tecnologías que se pueden utilizar, como medicamentos y otros. Existen más de 2000 productos derivados de la leche, un ejemplo curioso es el satinado del papel. Queso Existen 2 definiciones posibles: o Producto fermentado o no, obtenido por coagulación de la leche, nata, leche desnatada o de su mezcla, desuerado y que contiene como mínimo 23 gramos de extracto seco por cada 100 gramos de producto (es la mas reglamentaria). o Producto fermentado o no, constituido por la caseína de la leche, en forma de gel mas o menos hidratado, que retiene casi toda la materia grasa, acido láctica y una fracción variable de sustancias minerales. (Mas general, define la estructura del queso). La cuajada es un producto semisólido obtenido de leche sometida a tratamiento térmico, entera o desnatada total o parcialmente, coagulada por acción del cuajo u otras enzimas coagulantes autorizadas, sin añadir fermentos y sin desuerar – leche + agente coagulante. También existen cuajos vegetales, se secan flores y se maceran con agua y sal. Transformación de la leche en queso 47. Preparación de la leche: Pasterización: con la finalidad de eliminar patógenos. Se trata a 70ºc por al menos 15 minutos. Mientras menos tratada este la leche mejor será la calidad del queso. Mató: una excepción. Se trata a 90º durante 30 seg. (mínimo). Retiene proteínas del suero y necesita una pasteurización mayor. Con leche coagulada con cuajo vegetal (VACOL) Estandarización: desnatar y añadir nata según el tipo de queso. 2. Coagulación Enzimática En la leche tenemos micelas con caseínas que en su parte más periférica tienen κ-caseínas. La κ-caseína es una molécula con gran afinidad con el agua y estabilizan la molécula en medio acuoso. Quimosina (cuajo + enzima). También tiene pepsina. Rompe las κ-caseínas y es específica para el enlace entre fenilalanina y metionina. La parte mas hidrofóbica se va con el agua y deja todas las κ-caseínas en la superficie de la micela. El carácter hidrofílico desaparece y se vuelve hidrófobo; no es estable en agua. De esta manera reaccionan formando enlaces entre si y así forman la cuajada. La cuajada es una estructura formada por moléculas de caseína modificadas: Para κ-caseína: Parte de la κ-caseína que queda en la micela Caseína-péptido: parte libre Ácida. Es la alternativa a la coagulación enzimática; ambas se pueden combinar. En pH 6,67 las micelas de caseína con carga negativa en su superficie estarán dispersas por fuerzas electrostáticas. Si añadimos bacterias lácticas se produce acido láctico. También se puede añadir acido directamente neutralizando las cargas negativas. En el momento que las cargas negativas y positivas se igualan, se alcanza el punto isoeléctrico de la leche que es a pH 4.6. Entonces se desnaturaliza la estructura de la micela y se forma la estructura tipo de gel con enlaces débiles (puentes de H y fuerzas de Van der Walls). Esto es lo que sucede con el yogurt y en algunos quesos; en el yogur no se desuera, y en el queso sí. Por lo tanto, tenemos 2 (o 3) tipos de queso: Queso de coagulación Ácida Queso de coagulación enzimática Queso mixto (coagulación acida y enzimática) La coagulación se da en CUBAS DE CUAJAR (que son de acero inoxidable). En ocasiones se añaden microorganismos (fermentos), que son bacterias lácticas que después hacen madurar el queso. Son necesarias porque las naturales que iban con la leche han sido desnutridas en la pasterización. CUAJO (enzimas) ≠ FERMENTO (microorganismos) Cortado Desuerado. Existen maquinas especiales que nos ahorran el trabajo Moldeado Prensado: horizontal y vertical Salado: Permite equilibrar aromas y sabores del queso provenientes de la maduración (flavor). Perdida de agua. Promueve la sinéresis de la cuajada. Disminuye la actividad del agua, por lo que se limita el crecimiento de microorganismos. Regula el crecimiento de la microbiota. Influye en el grado de maduración. Se puede añadir sal en la cubeta del cuajar, también en la prensa (superficie) o se sumerge el queso en salmuera (mezcla de agua y sal al 14-16%). Es un punto de concentración elevado. Es importante pasteurizar y controlar el pH de la salmuera: tiene que coincidir con el pH del queso y esto se logra añadiendo acido láctico para regular. El pH del queso es de 5-5.5 al salir de la prensa e introducirlo en la salmuera. 8. Maduración: Actúan microorganismos y enzimas. Consiste en transformar parte de los componentes de la leche, producido por reacciones enzimáticas y según el ambiente. Muy complejo. Para que los microorganismos actúen es necesario: Alteración y composición de la atmósfera temperatura: para cada queso es diferente actividad de agua: a menor actividad menor crecimiento de microorganismos y menor número de reacciones enzimáticas. El queso NO debe secarse rápidamente. pH: limita al igual que la actividad del agua el crecimiento de microorganismos y las reacciones enzimáticos. Clasificación de los quesos Por el contenido de humedad sobre base libre de grasa < 41 % Extraduro 49-56% Duro 54-63% Semiduro 61-69% Semiblando > 67% Blando Por el contenido de grasa sobre base seca o o o o o > 60% Muy graso 45-60% Graso 25-45% graso medio 10-25% Bajo en grasa < 10% Sin grasa Según las características principales de curado o o Curado o madurado: Sobretodo en superficie Sobretodo en el interior No curado o no madurado Curado con mohos o madurado Sobretodo en superficie Sobretodo en interior Cata de queso La cata de quesos consta de un examen sensorial; se evalúan textura, aspecto y flavor. Variedades de queso Mato El mato es un queso elaborado a partir de leche de cabra sometida a una pasterización alta con la finalidad de provocar la agregación de las proteínas séricas a la cuajada. La leche se coagula mediante la adición de cuajo animal. Posteriormente se procede al corte y desuerado de la cuajada; se llenan los moldes y se realiza un prensado suave de los mismos. Queso de cabra madurado Queso elaborado con leche pasterizada de cabra. La coagulación se produce por acción del cuajo animal. Después de la coagulación, cortado y desuerado de la cuajada se procede al llenado de los moldes (1 Kg. aprox.) y al prensado. Posteriormente los quesos se salan por inmersión en salmuera durante 4 horas. Una vez sacados de la salmuera, los quesos maduran en una cámara a 12º y 86% de humedad relativa durante 60 días. Queso Roncal El queso roncal es un queso de pasta prensado elaborado con leche de oveja de las rasas Rasa y Lacha. La coagulación de la leche se provoca con cuajo natural; la temperatura de la cuajada oscila entre 32º y 37º. De esta forma se obtiene una cuajada que se corta lentamente, consiguiendo granos homogéneos del tamaño de arroz. La acción del desuerado se realiza batiendo la masa. A continuación, se moldea la cuajada y se somete al prensado. El salado se efectúa en seco, a mano o mediante inmersión en salmuera; en este último caso el tiempo de inmersión son supera las 48 horas. La maduración de los quesos amparados no será inferior a 4 meses. Queso Parmesano La leche del ordeño de la tarde, parcialmente desnatada, se añade a la leche de la mañana; también se añade suero fermentado. A 34º se añade el cuajo; la cuajada se rompe con un aparato llamado spino hasta alcanzar la dimensión de un grano de trigo, entonces la cuajada se cuece a 56º. Terminada la agitación, los gránulos se depositan en el fondo de la caldera y se unen a en una única masa. La masa es levantada con una pala de madera y trasladada a una tela, que se cierra y se introduce en un primero momento en una encella de madera llamada fascera y sucesivamente, en una de metal perfilado. El salado se obtiene manteniendo sumergido el queso durante 22-24 días en una solución saturada de sal. Después de un breve periodo de reposo destinado a endurecer el queso en formación es llevado al almacén de primera curación. El periodo de maduración dura 24 meses o más. Queso Serena Elaborado con leche de oveja de la raza merina. El queso de la Serena es un queso graso o extragraso con una curación mínima de 20 días. La coagulación de la leche se efectúa con coagulante vegetal natural, proveniente de las flores desecadas de Cynara cardunculus – yerbacuajo. Para el proceso de cuajado, la leche ha de permanecer entre 25 y 32º durante un periodo de 50-70 minutos. Se realizan cortes sucesivos hasta conseguir granos de 10-20 mm de diámetro. El moldeado se realiza introduciendo la cuajado en cinchos de pleita de esparto o moldes cilíndricos metálicos o plásticos. El salado será húmedo o seco, utilizando cloruro sódico. En caso de salazón húmeda, el tiempo máximo de permanencia será de 24 horas. Pasados 20 días contados a partir del moldeado, se suele dar el fenomenito de “atortado” de los quesos en los que la pasta se hace fluida. Queso Roquefort El roquefort es un queso elaborado con leche cruda de oveja. Después de filtrar y atemperar la leche, se procede a su coagulación mediante la adición de cuajo animal. La cuajada obtenida se corta y desuera, procediéndose después al llenado de los moldes. Después del prensado se pinchan los quesos para que el moho crezca en su interior. Durante la formación de las piezas o directamente en la cuba de quesería se añaden las esporas de Penicillium roqueforti. Posteriormente, se mantienen los quesos a 20-22º durante dos días. La maduración se realiza habitualmente en grutas naturales, a una temperatura de 7-8º y con humedad relativa de 98%. Queso Cabrales El queso de Cabrales es un queso natural, elaborado con leche cruda de vaca o con mezcla de dos o tres clases de leche: vaca, oveja y cabra. La leche se coagula a 28º con cuajo animal; la cuajada se corta y se deja en reposo en el molde sin prensado; se sala con sal en superficie y se coloca en salas de oreo durante 20 días. Después del oreo, pasa a cuevas naturales en la montaña para su maduración entre dos y cuatro meses. En estas cuevas la humedad relativa es del 90%, y la temperatura oscila entre 8º y12º. Estas condiciones favorecen el desarrollo de mohos del género Penicillium. El sabor es levemente picante, más acusado cunado está elaborado con leche de cabra y oveja pura o en mezcla. Limpieza y Desinfección La limpieza refiere a la eliminación de suciedad no viva, orgánica e inorgánica, mientras que la desinfección refiere a la eliminación de la contaminación viva (microorganismos); ambos procesos normalmente se realizan por separado, ya que los productos que combinan ambas actividades normalmente son poco eficaces. La higienización comprende la creación y mantenimiento de las condiciones óptimas de higiene en todo el proceso de producción de alimentos, utilizando pautas de limpieza y desinfección. La calidad del producto depende de la limpieza que presentan los equipos y las instalaciones. Programa de Higienización Las prioridades en el programa se establecen en función del grado de contacto que tiene cierta instalación con el producto elaborado. Superficies que contactan con los alimentos, manipuladores incuidos. Superficies de contacto esporádico. Superficies que nunca contactan con los alimentos (suelo etc.) El programa debe garantizar que: o o o o Los locales estén limpios al iniciar el trabajo. El equipo y los utensilios de trabajo estén limpios al inicio de la jornada y se limpien durante su utilización, cuando se contaminan, y al finalizar la producción. Los productos alimentarios no se contaminen durante la limpieza. Detergentes y desinfectantes o restos, no entren en contacto directo o indirecto con el alimento (ya que muchos de los productos de limpieza son tóxicos o alteran el producto), y además, que no se produzca la recontaminación de superficies. La higiene es una tarea de equipo, y no sólo del personal de limpieza. Si se trabaja correctamente, se minimiza la suciedad formada y se reduce el esfuerzo necesario para realizar bien la limpieza. Además, un buen mantenimiento reduce los costes de higienización y facilitando la labor de la limpieza. Un sistema efectivo de limpieza de una fábrica está muy ligado a su diseño; una infraestructura combinada con un sistema eficaz de limpieza puede reducir los costes de trabajo más del 50%. El personal de limpieza debe entender la importancia de la limpieza y desinfección y las repercusiones de una higiene deficiente, ya que de esta forma se reduce la pérdida de productos (partidas defectuosas, disminución del tiempo de caducidad etc.) y el riesgo de toxiinfecciones para el consumido. Además, han de conocer exactamente cuál es su función y cómo realizarla óptimamente; si cada persona tiene asignada una función concreta, es más fácil supervisar el control de higiene. Objetivos de la Limpieza y Desinfección La limpieza y desinfección son operaciones independientes y complementarias, dirigidas a combatir la proliferación y actividad de los microorganismos que pueden contaminar los alimentos y ser causa de su deterioro o de toxiinfecciones alimentarias. La limpieza tiene por objetivo eliminar la suciedad de las superficies mediante una serie de reacciones fisicoquímicas y de acción mecánica; la desinfección persigue la destrucción de la película de gérmenes que puede quedar después de la limpieza, reduciéndola hasta niveles aceptables según la zona. Medidas preventivas o o o o o Selección materias primas de buena calidad Limpiar y desinfectar el material que estará en contacto con el alimento Asegurar una buena higiene ambiental Perseguir una adecuada higiene persona Respectar las normas de manipulación y conservación de los alimentos Factores que Intervienen en la Higienización La facilidad en la eliminación total de la suciedad en una superficie depende de la cantidad de suciedad y de varios factores (diagrama de Sinner): o o o o Acción química del producto detergente o desinfectante Temperatura Tiempo de acción Acción mecánica Acción química del producto La elección de producto debe realizarse según: o Calidad del agua Agua dura – quelantes. Eliminan incrustaciones y mejoran la eficacia. Agua corrosiva. Inhibidores de corrosión y tampón de pH. Agua potable Suciedad. El tipo de suciedad determina el tipo de agente a utilizar. Suciedad orgánica. Detergentes de pH alcalino. Soluble en agua: azucares, almidones. Insoluble en agua: grasa y proteínas. Suciedad inorgánica. Detergentes de pH ácido. Soluble en agua: iones monovalentes y sales. Insolubles en agua: iones polivalentes. Soporte. Estabilidad química, mecánica y térmica. Estado de la superficie. Sistema de aplicación Sistemas de recirculación – clearing in place – CIP. Sistemas de aspersión. Aplican las soluciones en forma de ducha. Sistemas de inmersión Sistemas de proyección Sistemas de fregadoras de suelos Sistemas de limpieza manual Concentración del producto. Dependerá de su composición y del tipo de problema a resolver. o o o o Temperatura o o El aumento de la temperatura multiplica la acción del detergente: Disminuye la tensión superficial Acelera las reacciones químicas Facilita la saponificación de grasas y su hidrólisis Fluidifica las grasas y ceras facilitando la penetración del detergente Produce agitación térmica – movimientos de convección y ebullición Facilita la desinfección La temperatura está limitada por: El punto de ebullición del agua El coste de la energía calorífica La resistencia térmica de ciertos materiales La cocción de la suciedad – coagulación de proteínas, caramelización de hidratos de carbono etc. El método de aplicación Tiempo Las reacciones químicas de limpieza y desinfección no son nunca instantáneas y deben respetarse un tiempo mínimo: o Limpieza. Mínimo de 20 minutos para superficies de la industria cárnica medianamente sucias aunque puede durar horas en las operaciones de desincrustación de calderas etc. o Desinfección. Mínimo de 30 minutos que puede alargarse hasta algunas horas para desinfectantes de espectro microbicida lento aplicados a temperatura ambiente (ejemplo: formaldehído). Acción mecánica La acción mecánica permite la renovación de la solución detergente, el arranque de la suciedad muy adherida y evita su redepositación. Tan difícil es querer limpiar sin acción mecánica como sin detergente. La acción mecánica puede realizarse mediante: o o o o Agitación de la solución Velocidad de circulación (en circuitos cerrados o CIP) Presión de proyección Flotamiento manual El tipo de suciedad y características de las instalaciones influirá en: o o o o La concentración y tipo de soluciones detergentes y desinfectantes El sistema de aplicación La utilización de agua fría o caliente El tiempo de contacto Espuma: Ventajas e Inconvenientes o o Alta presión (>100 bar) Adecuada para suciedad fuertemente adherida, a corta distancia. Caudal: 16-18 l/min. Riesgos de aerosoles con productos químicos Mala espuma Inestabilidad en la dosificación Agresiva con las instalaciones Instlacion fija y cara Disipación de energía térmica Baja presión (15-25 bar) Menor problema de salpicaduras Caudal – 25-30l/min. Mejor aprovechamiento de energía térmica Mejor espuma Estabilidad en la dosificación Mejor ambiente de trabajo Instalación fija más barata
 0
0
Anuncio
Documentos relacionados
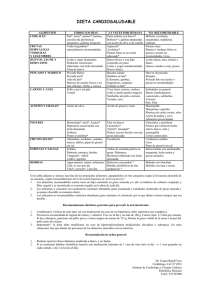
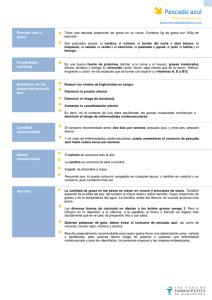
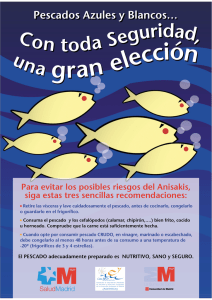
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados