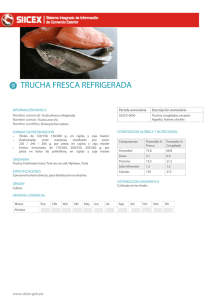
"Estudio de la Variabilidad de la Composición Química de la Trucha
Anuncio

UNIVERSIDAD NACIONAL "JOSÉ FAUSTINO SÁNCHEZ CARRIÓN"
FACULTAO DE INGENIERIA QUÍMICA Y METALÚRGICA
TESIS
"Estudio de la Variabilidad de la Composición Química de la Trucha
Ahumada Envasada al Vacío y Almacenada en Fria"
AUTOR:
Lourdes De Guadalupe Guevara Huaroto
ASESOR:
lng. Ronald Luis Ramos Pacheco
Huacho - Perú
2015
1
DEDICATORIA
A Dios por mostrarme día a día
que con humildad, paciencia y
sabiduría todo es posible.
A mis padres, quienes con su apoyo
incondicional y sabios consejos siempre
estuvieron presentes en mis vicisitudes.
2
AGRADECIMIENTOS
Quiero agradecer al lng. Eduardo Escobar
por su aliento constante y motivación.
Allng. Tony Jáuregui y al lng. Ronald Ramos
por su valioso asesoramiento.
3
INDICE
Resumen .......................................................................................................... 05
Introducción ...................................................................................................... 06
CAPITULO 1: PLANTEAMIENTO DEL PROBLEMA ......................................... 07
1.1 Descripción de la realidad ........................................................................... 07
1.2 Formulación del Problema .......................................................................... 07
1.3 Objetivos de la Investigación ...................................................................... 08
CAPITULO 11: MARCO TEÓRICO .................................................................... 09
2.1 Antecedentes de la Investigación ............................................................... 09
2.2 Bases Teóricas ........................................................................................... 09
CAPITULO 111: METODOLOGIA ....................................................................... 32
3.1 Diseño Metodológico .................................................................................. 32
3.1.1 Tipo .......................................................................................................... 32
3.1.2 Enfoque ................................................................................................... 32
CAPITULO IV: RESULTADOS ......................................................................... 40
CAPITULO V: Discusión, Conclusiones y Recomendaciones .......................... 49
5.1 Discusión .................................................................................................... 49
5.2 Conclusiones .............................................................................................. 51
5.3 Recomendaciones ...................................................................................... 53
CAPITULO IV: FUENTES DE INFORMACIÓN ................................................ 54
6.1 Fuentes Bibliográficas ................................................................................. 54
ANEXOS ........................................................................................................... 55
4
RESUMEN
La trucha utilizada en el presente trabajo de investigación fue ahumada con el
método convencional a una temperatura de 70°C, un tiempo de 2 horas y una
concentración de salmuera al 15%.
La trucha ya ahumada y fría se envaso en bolsas de polipropileno colocando un
filete por bolsa, que luego fueron sellados al vacío en un tiempo óptimo de
absorción de 30 segundos de oxígeno seguidamente se clasificaron los
muestras con los tratamientos debidos de la siguiente forma: 7 bolsas fueron
almacenadas en congelación a -5°C, 7 bolsas fueron almacenados al medio
ambiente a 20°C aproximadamente, 7 bolsas fueron almacenadas en
refrigeración y finalmente 7 filetes ahumados fueron almacenados sin envase y
al medio ambiente como una prueba comparativa.
Los resultados de la prueba fueron los siguientes: En todos los casos se
registraron caídas mínimos de humedad y por consiguiente crecimientos
también mínimos en los demás componentes como son la proteína, grasa y
cenizas, llegándose a la conclusión de que, por lo menos en 4 meses casi no
existen cambios o por decirlo de otra forma los cambios de la composición
química son ínfimos.
Sin embargo el comportamiento de la histamina si fue diferente ya que, en
aquellas pruebas que no se utilizó el frío como medio protector, esta amino
biogénica se disparó rápidamente a niveles incluso de 30 PPM, y sin embargo
en las pruebas donde sí se utilizó el frío (refrigeración 3°C y congelación - 5°C)
como medio protector, la histamina casi no aumentó su concentración, siendo
mínima por ejemplo en el caso de la trucha congelada donde apenas se elevó
en 1PPM a los 120 días de almacenamiento.
Finalmente, el estudio correlaciona! demostró en todos los casos que existe
una fuerte relación de influencia del nivel de agua con el de los otros
componentes, como son: Proteínas, grasas y cenizas, ya que al bajar
mínimamente el nivel de agua, se incrementan el de los otros componentes.
S
INTRODUCCIÓN
Mucho se ha especulado sobre los cambios trsicos químicos que pueden
ocurrir en un alimento durante su almacenamiento.
El pescado es un alimento que por su misma naturaleza es muy degradable
principalmente cuando no ha recibido la protección adecuada durante su
almacenamiento. Es sabido que, cuando el pescado fresco es almacenado en
refrigeración o congelación sin ningún tipo de envase protector, sufre muchos
cambios en su constitución como por ejemplo la desecación, el quemado por
frío, el cambio de color, la textura, e inclusive la pérdida de algunas vitaminas
liposolubles por efecto del quemado de la grasa, y es por esta razón, que
cuando se almacena el pescado en frío, hay la necesidad de regraciarlo
periódicamente.
Sin embargo, cuando un alimento es envasado al vacío en envases plásticos,
las deficiencias descritas anteriormente se minimizan ya que el envase
protector evita el ingreso de oxígeno que es uno de los causantes de la
desnaturalización y cambios que pueden ocurrir en los alimentos.
Bajo este marco descriptivo es que nace la idea de estudiar los posibles
cambios qulmicos que pueden ocurrir en un alimento transformado como es el
caso de la trucha ahumada envasada al vacío. Justamente el objetivo del
presente trabajo de investigación fue estudiar la variabilidad de los
componentes químicos de un producto envasado al vacío y almacenados en
diferentes condiciones, tanto en frío como al medio ambiente como se explicará
más adelante.
6
CAPITULO 1
PLANTEAMIENTO DEL PROBLEMA
1.1 DESCRIPCIÓN DE LA REALIDAD PROBLEMÁTICA.
Mucho se habla sobre las pérdidas nutricionales que sufren los alimentos
cuando se encuentran almacenados en congelación.
Es sabido que los alimentos almacenados en congelación durante largos
períodos sufren pérdidas por oxidación, quemaduras por frío que luego
terminan en oxidación de las grasas, esto siempre y cuando este expuestos
sin ningún tipo de envase protector, así mismo, las perdidas por peso son
importantes.
Nuestro país exporta en estado congelado muchos productos alimenticios
como: Pescado, conchas de abanico, espárragos y otros, que si bien es
cierto se encuentran dentro de bolsas plásticas y envases de cartón sin
embargo no están libres de oxígeno y por consiguiente están expuestos a
sufrir los efectos mencionados anteriormente. Sumando a todo esto
tampoco se sabe, si la composición química de los alimentos almacenados
en frío y que siempre califican el valor nutricional de los mismos, sufren
algún cambio a través del tiempo y que por consiguiente pudiera perder
también su valor nutricional.
1.2 FORMULACIÓN DEL PROBLEMA
1.2.1 Problema General
El almacenamiento en frío de los alimentos sin envase protector
óptimo puede ocasionar cambios en su composición química.
1.2.2 Problemas Específicos
El desconocimiento de los parámetros del envasado al vacío.
7
1.3 OBJETIVOS DE LA INVESTIGACIÓN
1.3.1 Objetivo General
Determinar la variabilidad de la composición química de la trucha
ahumada envasada al vacío y almacenada en frío.
1.3.2 Objetivo Específico
Determinar los parámetros óptimos del envasado al vacío para la
trucha ahumada.
8
CAPITULO 11
MARCO TEÓRICO
2.1 Antecedentes de la Investigación
En el año 2008 ALVA IRENE realizó el trabajo de investigación
"EVALUACIÓN DEL TIEMPO DE DURABILIDAD DE LA TILAPIA
AHUMADA ENVASADA AL VACÍO" en la facultad de Ingeniería Pesquera
de la Universidad Nacional "José Faustino Sánchez Carrión" de Huacho.
Por otro lado, en el año 2003 en el Instituto Tecnológico Pesquero, Jos
tecnólogos MIGUEL GALLO S. y TAKASUKE JSHJTANI realizaron una
investigación sobre Jos "EFECTOS DE LA APLICACIÓN DE ALGUNOS
SISTEMAS DE ENVASADO PLÁSTICO SOBRE LA PRESERVACIÓN DE
ANCHOVETA COCIDA SECA".
En el mismo año 2003 y también en el Instituto Tecnológico Pesquero
VICETTI R., JSHITANI T., y AYACA M.E. realizaron el estudio de
investigación "ALFATOCOFEROL Y SU EFECTO SINERGÉTICO SOBRE
LA OXIDACIÓN DE LOS LIPIDOS DE LA PIEL DE SARDINA".
2.2 BASES TEÓRICAS
2.2.1 Agua y Materia Seca
El agua es el compuesto que se encuentra presente en todos Jos
alimentos y debido a sus propiedades influye enormemente en la
estabilidad del almacenamiento puesto que favorece el desarrollo de
microorganismos
y
la
actividad
enzimática.
Es el
reactivo
indispensable para que se efectué la reacción de hidrólisis y es el
liquido que disuelve más compuestos.
Para entender el comportamiento del agua, es necesario conocer sus
propiedades y su estructura química.
9
2.2.2 Propiedades Físicas del agua
El agua posee propiedades físicas muy diferentes a aquellos
compuestos de composición similar.
Cuadro N° 01
Compuesto
Agua
de
Sulfuro
hidrógeno
Estado
Peso
Físico
Molecular
H20
Líquido
18
o
100
H2S
Gas
34.08
-82.9
-61.8
H2Se
Gas
80.98
-64
-42
Fórmula
Seleniuro de
hidrógeno
Punto de
Punto de
oc
Ebullición
Fusión
En el cuadro N°01, pueden observarse algunas propiedades físicas
del agua, del sulfuro de hidrógeno, del seleniuro de hidrógeno, estas
tres últimas, son compuestas de hidrógeno con elementos de la
misma clase del oxígeno. El estado físico de agua es Hquido a pesar
de tener el menor peso molecular y sus puntos de fusión y de
ebullición son sumamente elevados.
Cuadro N° 02
Compuesto
Fórmula
Estado
Peso
Físico
Molecular
Punto de
Punto de
oc
Ebullición
Fusión
Agua
H20
Líquido
18
o
100
Amoníaco
NH3
Gas
17
77.73
-33.34
Metano
CH4
Gas
16
-183
-162
En el cuadro N°02, se compara al agua con el amoníaco y el metano;
todos compuestos de peso molecular similar. El amoniaco y el metano
son gases. Sus puntos de ebullición y de fusión, así como su calor
especifico son bajos. Sobre las bases expuestas, el agua debería ser
gas a temperatura ambiente y tener un punto de fusión de -100°C.
10
Cuadro N° 03 - Calores de Vaporización de Algunos Líquidos Comunes
(Lehninger 1972).
Compuesto
Fórmula
Hvap. Cal/g
Agua
H20
Metano!
CH30H
540
263
Etanol
CH3-CH20H
204
n-propano!
CH3(CH2)20H
164
Acetona
CH3-C-C~
125
1
o
Benceno
CsHs
94
Cloroformo
CH3CI
59
Si observamos en el cuadro N°03, el calor de vaporización de esta
resulta ser muy elevado. Calor de vaporización es la cantidad de calor
necesario para pasar a la fase de vapor, una substancia líquida.
2.2.3 Estructura del Agua
La razón por la cual las propiedades del agua se desvían de los
compuestos señalados, se debe a su particular estructura molecular
que es causada por el acomodo de los electrones en los átomos de
oxígeno e hidrógeno.
Los electrones no apareados del átomo de oxigeno son repetidos por
los dos pares de electrones provocando que se reduzca el ángulo H O - H a 104.5° en lugar de 109.5°, dando lugar a una asimetría
electrónica . Por otro lado, la alta electronegatividad del átomo de
oxígeno tiende a atraer cada electrón de los dos átomos de
hidrógeno, dejando los núcleos de estos parcialmente solos, así el
átomo de oxígeno adquiere una carga parcial negativa y los átomos
de hidrógeno cargas parciales positivas, dando como resultado que el
agua sea un compuesto de alta polaridad, porque presenta un
momento dipolo elevado.
11
Momento dipolo es la medida de la tendencia de una molécula a
orientarse en un campo eléctrico.
2.2.4 Contenido de Agua en los Alimentos
Todos los alimentos contienen agua, desde fracciones de 1% hasta
cantidades superiores al 90%. Entre los alimentos de más bajo
contenido de agua, se encuentran la roca fosfórica, la concha de
ostión, las grasas minerales, los aceites vegetales, los granos de
cereales y las henas, cuyos contenidos de humedad no rebasan el
20%; las melazas contienen alrededor del 30%, los ensilados de 60 a
75 %, los forrajes frescos entre 70 y 75 %.
Los alimentos con mayor contenido de agua son la leche de vaca, con
88% y el suero de leche con 91%. Evidentemente a mayor porcentaje
de agua, menor porcentaje de materia seca. Este hecho tiene
importancia económica por esto que el precio de los alimentos se da
incluyendo el agua y no el precio de la materia seca. Por ejemplo, se
tienen dos lotes, A y 8 de grano de maíz con 8 y 1O% de humedad
respectivamente, esto significa que por cada 100 kg de maíz se tienen
8 y 1O kg de agua, en 1000 kg se tendrán 80 y 100 kg de agua. Si
ambos lote tienen el mismo precio por tonelada, en el Lote 8 se están
pagando 20 kg de agua al mismo precio de 20 kg de maíz. Esto
resulta más crítico a medida que aumenta el precio del alimento,
como son los casos de harina de pescado, pasta de soya, pasta de
ajonjolí, etc.
2.2.5 Importancia del Agua en el Almacenamiento
El elevado contenido de agua en los alimentos no permite que estos
se almacenen en buen estado, puesto que prosiguen enzimáticos se
crea el medio adecuado para el desarrollo y proliferación de
microorganismos que provocan la alteración de los nutrientes que
contienen los alimentos y pueden producir metabolitos tóxicos como la
aflatoxinas, las que son altamente toxicas y cancerígenas las
principales son las aflatoxinas 81, 82, G1 y G2. Los principales
12
microorganismos que las producen son los hongos Aspergillus
flavus y Aspergillus parasiticus.
2.2.6 LÍPIDOS
Los lípidos son un grupo de compuestos de muy diferentes clases y
se definen como sustancias insolubles en agua que pueden ser
extraídas de las células por solventes orgánicos de baja polaridad
como éter dietílico, hexano, cloroformo, etc.
Estos compuestos pueden ser clasificados de la siguiente forma:
Simples
{
Acilgliceroles
Ceras
Acidos grasos
Lípidos
Fosfátidos
Lipoprotelnas
Glucollpidos
Esfingollpidos y
cerebrósidos.
Complejo
{
Monoacilgliceroles
Diacilgliceroles
triacilgliceroles
Acido fosfatrdico
Fosfatidil etanolamina
Fosfatidil etanolamina
Fosfatidil colina
Fosfatidil serina
Fosfatidil inositol
Fosfatidil glicerol
Cardiotipina
Plamatogenos.
Vitaminas
Pigmentos
Esteroles
Lipoides
{
Lípidos Simples.- En este grupo están incluidos los acilglicerales,
llamados antiguamente glicéridos y son definidos como ésteres de
ácidos grasos y glicerol, las cuales pueden ser mono, di y
triacilgliceroles; las ceras, las cuales son ésteres de ácidos grasos
son alcoholes diferentes al glicerol y por último los ácidos grasos
libres de cadena larga, que son insolubles en agua.
Lípidos Complejos.- Son llamados así porque son ésteres de
ácidos
grasos
y
alcoholes
13
conteniendo
grupos
funcionales
adicionales. En este grupo se incluyen a los fosfáticos, las cuales
poseen uno de los hidróxilos del glicerol sustituido por un fosfato y
los otros dos están esterificados con alcoholes, la estructura del
ácido fosfático, uno de los hidrógenos del grupo fosfato se encuentra
sustituido por un alcohol como, etanolamina, colina, serina, inositol,
glicerol o aminoacilglicerol. Los plasmalógenos pertenecen también
a los fosfáticos y difieren de éstos porque poseen una cadena
alifática unidad a un hidroxilo del glicerol, con enlace éter.
2.2. 7 PROTEiNAS
Las
proteínas
son
polímeros
covalentemente entre el
de
alfa
aminoácidos,
unidos
nitrógeno del grupo amino de
un
aminoácido y el carbono del grupo carboxilo de otro. A este enlace
se le llama enlace peptídico.
R - eH - N - H2 + H - O - e - eH - R'
1
1
eOOH
O
R - eH - NH - e - eH - R'
1
1
eOOH
O
NH2
+
H20
NH2
Figura 1. Reacción de Producción de un Dipéptido.
Al dímero se le llama dipéptido, al trímero tripéptido y así
sucesivamente hasta polipéptido (se le llama polipéptidos a las
cadenas de aminoácidos hasta peso molecular de 10,000 y arriba de
éste se les llama proteínas).
Una forma de clasificar a las proteínas es la siguiente: fibrosa y
globulares. Las fibrosas son insolubles en agua y las globulares son
solubles en agua o en soluciones diluidas acuosas de ácidos bases
o sales.
14
Las proteínas fibrosas, como su nombre lo indica son largas como
fibras, debido a su conformación. Cada cadena de polipéptido está
unida a otra en muchos puntos por enlaces de hidrógeno, en las
proteínas fibrosas conteniendo cistina se forman enlaces de
hidrógeno, en las proteínas fibrosas conteniendo cistina se forman
enlaces covalentes disulfuro, por lo tanto, para romper estos enlaces
intermoleculares es necesario emplear sustancias muy fuertes.
Las proteínas globulares, adquieren formas esferoides debido a
dobleces ocasionados por los enlaces de hidrógeno en la misma
molécula, de tal manera que la parte hidrofóbica queda en el interior
y la hidrofílica al exterior. Las fuerzas intermoleculares son
relativamente débiles, razón por la cual son solubles en agua o en
soluciones de electrolitos débiles. Las proteínas fibrosas constituyen
el material estructural en los tejidos animales. Por ejemplo la
queratina, proteína del tejido tendinoso; la miosina, del músculo y la
fibrina de la seda.
Las
proteínas
globulares
tienen
funciones
diversas
en
el
funcionamiento de los sistemas biológicos, se forman hormonas,
enzimas,
anticuerpos,
parte
del
tejido
sanguíneo
como
la
hemoglobina que transporta oxígeno, intervienen en algunos
procesos como la coagulación de la sangre, así, el nitrógeno,
proteína soluble que se convierte en insoluble para provocar la
coagulación de la sangre formándose fibrina.
2.2.8 Calidad de las Proteínas
La calidad de las proteínas en el aspecto nutritivo la definen sus
solubilidad y la composición de sus aminoácidos esenciales. Por
ejemplo: La queratina contiene todos los aminoácidos comunes, sin
embargo, por ser proteína fibrosa es insoluble aún en las enzimas
proteolíticas y su calidad como alimento es muy baja, la gelatina es
una proteína extraída de la colágena y es la parte soluble de esa
proteína, es de origen animal y no contiene triptófano, hecho que la
hace de bajo valor nutritivo.
15
Todas las proteínas de origen vegetal son deficientes en algún
aminoácido esencial, por ejemplo, la proteína de la soya, que es
considerada la mejor proteína vegetal, es deficiente en metionina, la
proteína del ajonjolí, es deficiente en lisina, la proteína de los
cereales es deficiente en lisina y triptófano. En general, las proteínas
de mejor calidad son las proteínas de origen animal puesto que,
tienen un buen balance de aminoácidos, por ejemplo, la proteína del
pescado, de la carne, de la leche y del huevo son proteínas
completas bien balanceadas en todos los aminoácidos.
2.2.9 Contenido de Proteínas en los Alimentos
Las proteínas son abundantes en los productos de origen animal, la
harina de pescado contiene de 60 a 65% de proteínas, la cual es de
buena calidad, las pastas de oleaginosas contienen entre 20 y 50 %
de proteínas, así la pasta de soya y la de ajonjolí contienen entre 45 y
50%, la pasta de algodón harinolina de 40 a 50%, la pasta de cártamo
entre 20 y 25%, la harina de carne contiene cerca de 60% de
proteína.
2.2.10 MINERALES (Elementos Inorgánicos)
En
nutrición
se
le
nombran
minerales
aquellos
elementos
inorgánicos que le son administradas al animal en forma elemental o
iónica y que tienen una función esencial en su metabolismo. Muchos
de estos elementos inorgánicos se interrelacionan con algunas
vitaminas, con otros elementos, con aminoácidos y con otros
nutrientes.
El término mineral no es el correcto para referirse a los elementos
inorgánicos. La palabra mineral está asignada en geología a
aquellos materiales orgánicos e inorgánicos formados en un proceso
natural en la corteza terrestre y que poseen una composición
química definida, por ejemplo; el petróleo, el carbón, la roca
fosfórica, etc. Existen algunas materias primas que se emplean
como fuertes de e elementos inorgánicos en la alimentación animal y
que estrictamente son minerales, estos son: la piedra caliza, el
16
mármol y la roca fosfórica. Hay otras materias primas como la harina
de hueso y las harinas de crustáceos que no son minerales pero
poseen algunos elementos inorgánicos de interés nutritivo. (4)
Los elementos inorgánicos se clasifican de la forma siguiente:
Ca,CI,P
Na, K,
Mg y S
Macroelementos
{
Materia Inorgánica
Fe,Mn,Cu,
Zn, Co, F,
1, Mo y Se
Microelementos
{
2.2.11 Envases de Plástico
a) Generalidades
Durante los últimos veinte años se ha visto un profundo cambio en
los estilos de vida. Factores tales como un mayor número de
madres y de viudas que acceden al mundo del trabajo, un mayor
número de personas ancianas y de otras que viven solas han
impuesto a la necesidad de una preparación más cómoda de las
comidas. Factores tales como el incremento de las actividades
extracurriculares de niños y adultos han supuesto la necesidad de
escalonar los horarios de las comidas. El mayor número de
familias que disponen de dos sueldos ha introducido cambios en
los estilos de vida. (8)
El cocinado con microondas se acomoda perfectamente a esta
sociedad moderna y desarrollada. De hecho, durante 1988 los
hornos microondas han llegado al 90% de los hogares en Estados
Unidos y al 45% en el Reino Unido. Todos estos cambios se han
producido durante la década de los años 80 y se están
produciendo hechos similares en otros paises como Japón,
Australia y Europa continental. Se espera que estas tendencias
17
demográficas persistan durante el siglo venidero, creando así una
elevada demanda de alimentos cuya preparación sea cómoda y
que actual mente se encuentren en sus primeras etapas de
desarrollo. (8)
El
horno microondas ha supuesto una oportunidad
para
desarrollar una forma única de envasado de alimentos. Este
nuevo concepto de recipiente no solamente realiza las funciones
primarias del envase sino que representa también un receptáculo
en el que los alimentos pueden ser preparados primero en el
microondas y llevados posterior y directamente a la mesa. Los
materiales plásticos son ideales para estos nuevos envases que
pueden ser calentados ya que no solo disponen de las
propiedades precisas para este tratamiento sino que además
facilitan la transmisión de la energía del microondas. Otras
ventajas y beneficios para el consumidor en favor de los envases
de plástico que pueden ser calentados son:
•
lrrompibilidad
•
Imagen higiénica
•
Facilidad de transporte (8)
b) Tendencias y Crecimiento del Mercado
La posición del mercado del envasado de alimentos en plástico
puede ser tratado en autoclave en Estado Unidos aventaja a
Europa en 3-5 años. El Reino Unido y Alemania aventajan al resto
de los países europeos por un margen probablemente similar.
Japón dispone también de un mercado de envasado en plástico
que puede ser tratado en autoclave aunque muchas de las
aplicaciones japonesas se orientan hacia alimentos de acidez
media y en consecuencia no siempre aplican las temperaturas y
condiciones precisas para la esterilización en autoclave.
El mercado de alimentos de uso cómodo se halla aun en su
infancia. El interés por este tipo de envasado ha ido creciendo
desde los inicios de los años 80 y mantendrá un crecimiento
18
progresivo hasta el prox1mo siglo mientras las tendencias
demográficas sigan su curso actual. El envasado en plástico que
puede ser tratado en autoclaves comparte el mercado de
alimentos de uso cómodo con otros alimentos preparados,
principalmente con los alimentos refrigerados y congelados.
Para las comidas preparadas que se consumen en el hogar, la
estabilidad
de
los
productos
combinada
con
su
fácil
recalentamiento en el microondas determina que los envases de
plástico esterilizados en el autoclave resulten más cómodos que
los productos refrigerados o congelados, pero en zonas donde los
alimentos son consumidos fuera de casa, como en oficinas o en
puestos de venta, el envasado en plástico capaz de ser tratado en
autoclave ofrece ventajas únicas sobre los restantes formas
alternativas de envasados. Estos métodos modernos de envasado
suelen ser más caros que los sistemas tradicionales como
recipientes de metal o de vidrio usados para esterilización en
autoclave. Debe comprenderse que en estos mercados en que el
consumidor realiza su compra desde el coche el alto valor
añadido de los alimentos tratados.
Tales como comidas
preparadas, puede justificar estos costes más elevados. De
hecho, en el caso de los alimentos refrigerados estos costes
tienen que compararse con el desembolso que supone el
almacenamiento y distribución de los productos refrigerados. (8)
e) Propiedades de los Materiales Plásticos para Envasado
Las
propiedades
físicas
de los
materiales
plásticos
(polímeros) presentan algunas diferencias notables cuando se
comparan con materiales tradicionales tales como metal o vidrio.
Los polímeros suelen ser más blandos y más flexibles. En
términos técnicos su coeficiente de rigidez disminuye con el
incremento de la temperatura y este hecho varia para los distintos
polímeros. Los polímeros muestran también «deslizamiento» o
movimiento al ser sometidos a tensiones, principalmente a
elevadas temperaturas. Este fenómeno supone por ejemplo. Que
19
el cierre de los recipientes mediante juntura doble debe efectuarse
de forma óptima en recipientes de plástico tratados en autoclave
ya que deben soportar las fuerzas ejercidas por las elevadas
temperaturas alcanzadas durante su tratamiento térmico. (12)
El proceso usado para conformar los polímeros influirá también
sobre su resistencia y propiedades de deslizamiento. El tereftalato
de polietileno (PET) es un ejemplo clásico. En su fase amorfa el
PET es maleable. Goza de unas propiedades de deslizamiento
muy escasas y es bastante blando una vez su temperatura supera
los 65°C. Si el PET es orientado se conviene en un producto muy
resistente y tiene excelentes propiedades de deslizamiento. En
estas condiciones puede usarse para artículos sometidos a
elevadas tensiones tales como fabricación de cuerdas. Si recibe
un proceso de fraguado al calor similar al empleado para la
fabricación de mina de PET orientado. No solamente mantiene su
resistencia a la tensión sino que además soporta elevadas
temperaturas de hasta 140°C. Si es cristalizado el PET amorfo en
su forma no este caso, el sistema de cinco capas se convierte en
seis capas.
d) Requisitos de las Estructuras de los Polímeros
Resistencia para soportar las condiciones de la autoclave con
temperaturas de hasta 135
o
C. Propiedades barrera para el
oxígeno adecuadas para el tipo de alimento que se va a envasar y
para sus requisitos de vida útil. Además de estos requisitos
precisan resistencia para soportar abusos de estiramiento,
apilamiento, transporte y o almacenamiento. El recipiente deberá
soportar asimismo el sistema de cierre para su tratamiento de
autoclave será probablemente la doble juntura o las técnicas de
cerrado de calor. Los alimentos envasados no deberán adquirir
colores ni olores procedentes del polímero y, por supuesto, el
polímero debe soportar el tratamiento térmico en la autoclave
exigido por las normas previstas para el envasado de alimentos.
20
Una vez satisfechos todos los requisitos físicos, el precio del
polímero debe permitir que los recipientes sean producidos en
condiciones económicas y competitivas.
e) Combinación de Polímeros para Conseguir Rendimientos
Óptimos
Para alcanzar todos los requisitos exigidos a los recipientes que
pueden ser tratados en la autoclave, es corriente combinar varios
polímeros para conseguir unas condiciones óptimas de coste y
propiedades barreras y térmicas. Estas combinaciones consistirán
generalmente en un polímero fuerte o estructural, con buenas
propiedades
térmicas
y de resistencia,
para
soportar el
tratamiento en el autoclave con un polímero barrera que
proporcione la estructura de capas múltiples suficientemente
impermeable al paso del oxígeno que la adecué para el tipo de
alimento a envasar y para sus previsiones de vida útil esos dos
polímeros se combinaran en una estructura multilaminar mediante
diversas técnicas de fabricación.
Dependiendo de que exista o no una unión natural entre los
polímeros estructural y barrera, puede introducirse un tercer
polímero en forma de una capa «atadora» que pegue el polímero
barrera al polímero estructural. En tales estructuras multilaminares
es normal que el polímetro barrera quede encerrado en el seno
del polfmetros estructural para formar los sistemas de tres o de
cinco capas.
En técnicas de procesado tales como moldeado por soplado y
extrusión o termo formadoras, la Hnea de producción origina
obtención de una cantidad importante de residuos que, por
razones de economía, son reciclados en forma de una capa
adicional incorporada en el seno de la estructura multilaminar. En
este caso, el sistema de cinco capas se convierte en seis capas.
Esta estructura asimétrica puede convertirse en simétrica cuando
se disponen dos capas recuperadas. (12)
21
f) Polímeros Estructurales
Los criterios para la elección de los polímeros estructurales se
basan en que su precio resulte económico ya que generalmente
representan el 80-90% del contenido total de materia prima y que
proporcionen un buen coeficiente de rigidez a la temperatura
alcanzada en el autoclave, estos polímeros deben aportar, según
se ha indicado anteriormente, propiedades idóneas para cubrir
otros requisitos mecánicos del envase. El sistema de cierre
cerrado se realiza generalmente con el polímetro estructural por lo
que deberá ser capaz de permitir la doble juntura o el cerrado al
calor, dependiendo del tipo de cierre utilizado. (12)
Polipropileno. El polímero más popular de los usados hasta la
fecha para recipientes plásticos tratados en autoclave es el
polipropileno.
Este polímero es capaz de soportar las condiciones de
temperatura
de
autoclave
aportando
también
una
buena
resistencia mecánica a temperatura ambiente. Su inconveniente,
sin embargo, radica en su escasa resistencia al impacto de las
bajas temperaturas. Constituye un material sobre el que tampoco
es fácil el termo formación, aunque no presenta problemas para el
proceso de moldeado por inyección. El polipropileno es producido
por un horno-polímero, o en forma de un co-polímero con
polietileno. Esta última, variación, aunque aumenta el precio en un
10% aproximadamente, proporciona una mayor resistencia al
impacto de las bajas temperaturas. Ambas variedades son usadas
para la fabricación de envases de plástico sometidos a
tratamientos en autoclave. (8)
El polipropileno alcanza habitualmente un precio próximo al del
polietileno que supone un 70% aproximadamente del precio del
PET ordinario y aproximadamente la mitad del precio del CPET.
La capacidad barrera para el oxígeno del polipropileno es muy
baja y para el envasado de alimentos, este polfmero se combina
22
casi siempre con material con elevada capacidad barrera en
forma de estructura multilaminar. El polipropileno goza, sin
embargo, de buenas propiedades barrera frente a la humedad a
temperatura ambiente. Estas propiedades barreras "frente a la
humedad disminuyen considerablemente, no obstante, con las
temperaturas típicas de la autoclave.
Determinadas clases nucleadas de polipropileno pueden ser
usadas para recipientes que presentan buena «claridad de
contacto». Esta propiedad permite que el producto sea visible
cuando se humedece la superficie interna. La claridad mejora si
este poHmero se utiliza en un proceso de moldeado por inyección
con el que es posible mejorar el acabado de la superficie de los
recipientes. (8)
Por desgracia, los polímeros barrera usados comúnmente no se
adhieren al polipropileno sin el empleo de láminas aglutinantes;
estos polímeros aglutinantes que aportan suficiente resistencia
para soportar el tratamiento en el autoclave se obtienen con
facilidad de varios suministradores.
g) Tereftalato de polietileno (PET).
Actualmente, el PET es el segundo potrmero más importante de
los usados en la fabricación de envases de plástico tratados en
autoclave. El PET como se indica anteriormente, tiene poca
resistencia a elevadas temperaturas cuando se halla en su fase
amorfa. El procesado del PET para conferirle elevada estabilidad
térmica se realiza mediante la mezcla de un material de
nucleación con la materia prima; cuando recibe forma en un
molde caliente a temperaturas de 170°C la estructura del PET se
convierte en cristalina con lo que el recipiente final alcanza un alto
grado de resistencia a temperaturas de hasta 230°C. Estas
propiedades térmicas son superiores a las del polipropileno. Esta
forma del PET es conocida comúnmente como CPET y la materia
prima suele venderse en forma de un compuesto preparado para
23
el proceso de estiramiento por presión hasta formación de
láminas.
Aunque la totalidad del PET cristalizará con una rapidez máxima a
170°C, el nucleante añadido acelera este proceso para conseguir
una mayor economía en los tiempos de refrigeración. El CPET
goza de propiedades barrera moderadas frente al oxígeno sin la
incorporación de una capa barrera. Este nivel de actividad barrera
lo convierte en un polímero inadecuado para algunos de Jos
alimentos menos sensibles al oxígeno. Hasta el momento actual,
no se conocen en el mercado recipientes comerciales de CPET
con elevada actividad barrera.
Las materias primas del CPET son aproximadamente un 30%
más caras que las equivalentes estructuras barrera PP, aunque el
proceso menos complejo de producción mono laminar supera este
mayor coste, La mayor resistencia del PET a las temperaturas del
autoclave permite una reducción de peso de hasta el 10% en la
obtención de recipientes con un rendimiento equivalente.
h) Policarbonato.
El policarbonato es un polfmero que goza de una excelente
resistencia mecánica tanto a temperatura ambiente como a las
temperaturas
de
la
autoclave.
Es
también
un
polímero
relativamente fácil de procesar: aunque su precio como materia
prima es probablemente unas dos veces aproximadamente mayor
que el del PET, determinando que sea caro para la fabricación de
recipientes. Además de esto, sus propiedades barreras son
sumamente bajas y deberá ser usado, en consecuencia, en una
estructura multilaminar para fabricar un recipiente práctico. No se
usa actual mente para envases de plástico capaces de recibir
tratamiento en la autoclave
24
i) Polímeros Barrera
Existen tres polímeros con una importante actividad barrera para
el oxígeno que se usan para envasado de alimentos. Estos
polímeros solamente son
apropiados general
mente para
estructuras multilaminares ya que sus propiedades mecánicas no
suelen ser muy buenas.
El coste de los polímeros barrera exige controlar su utilización y
es importante que el sistema de fabricación usado proporcione un
buen rendimiento de la lámina barrera con un espesor uniforme ya
que esto ejercerá un elevado impacto tanto sobre el rendimiento
del recipiente como sobre el coste del producto final.
j) Etilvinilalcohol (EVOH).
Este polímero es importante ya que proporciona una elevada
resistencia al paso del oxígeno en estado seco. Debido a la
facilidad de su procesamiento es el más popular de los polímeros
barrera. El inconveniente del EVOH es que disminuyen sus
propiedades barrera cuando aumenta su contenido de humedad.
Esto determina una reducción de su actividad barrera tras el
tratamiento en la autoclave debido a la captación de humedad. Si
una estructura PP/EVOH es tratada en la autoclave, la humedad
pasa a través del polipropileno (que con temperaturas elevadas
tiene escasas propiedades barrera frente a la humedad) y llega al
EVOH que reduce así significativamente su actividad barrera para
el oxígeno. Tras la refrigeración del recipiente, la humedad queda
atrapada en el EVOH a recuperar el polipropileno su elevada
actividad barrera frente a la humedad. Trascurren dos o tres
semanas antes de que pierda la humedad el EOVH y recupere así
sus elevadas propiedades barreras.
En consecuencia,
en
recipientes tratados en la autoclave se impone que el EVOH
alcance los niveles barreras equivalentes a los de envases no
tratados en autoclave. El tiempo de permanencia en la autoclave y
25
la clase del EVOH harán variar también este efecto, así como su
posición en la estructura con respecto a la capa externa del
recipiente.
El contenido de etileno del EVOH se varía para acomodarlo a sus
características de procesamiento.
Cuanto menor sea el contenido de etileno, más elevada será la
actividad barrera; aunque al ser preciso un mayor estiramiento y
temperaturas más bajas durante la transformación de las láminas
en recipientes, puede ser necesario aumentar el contenido de
etileno para permitir el estiramiento de la lámina barrera sin
roturas. En procesos en los que el material recibe forma en estado
de fusión, las temperaturas usadas durante la formación son más
elevadas; entonces es posible usar EVOH con la mayor actividad
barrera. Esto supone un inconveniente para procesos en que
debe recalentarse el material en fase sólida para darle forma
cuando se utiliza producto con menor actividad barrera para
cocientes equivalentes de estiramiento.
Las características de extrusión del EVOH lo convierten en un
producto relativamente fácil de procesar siempre que se emplee el
tornillo correcto y el sistema del troquel de extrusión no presente
puntos de interrupción para el material durante sus pasos a través
de los labios del troque. Es practico usual el secado del EVOH
antes de la extrusión ya que, aunque suele llegar seco y
embalado en bolsas herméticas, captara
humedad de la
atmosfera si permanece fuera de la bolsa durante algún tiempo. Si
presenta humedad, se producirá burbujeo en la lámina barrera al
hervir el agua durante el procesado.
k) Cloruro de Polivinilideno (P\IDC).
El PVDC es también un importante polímero barrera que ha sido
usado en aplicaciones laminares para envasado de alimentos
durante muchos años. Aunque las propiedades barreras del
PVDC son ligeramente inferiores que las del EVOH en estado
seco, no es afectado por la humedad en la misma forma que el
26
EVOH y, en consecuencia, aporta un mejor rendimiento como
barrera cuando se usa en recipientes tratados en la autoclave.
Sin embargo, el PVCD es un polímero muy difícil de procesar de
forma eficaz, precisando máquinas de extrusión especialmente
construidas con aleación de duro - níquel. Este polímero
altamente degradable requiere
un proceso de fabricación
cuidadosamente controlado, en caso contrario las tasas de
desperdicios
en
forma
de
láminas,
precisando
sistemas
especiales de extrusión junto con aditivos regenerados para
reducir al mínimo la degradación.
1) Poliamida (PA): La poliamida (PA) y-sus derivados se usan para
proporcionar
una
barrera
al
oxígeno
en
estructuras
multilaminares, aunque aportan propiedades barreras más bajas
en comparación con EVOH y PVDC, las estructuras con PA han
sido populares en JAPÓN durante muchos años. La poliamida
amorfa con alta actividad barrera es popular como material
barrera con PET, su principal ventaja consiste en que son
compatibles las temperaturas de fusión y existe una cierta unión
natural entre estos dos polímeros. PA/PET es muy apropiado para
procesos de moldeado mediante co-inyección, la estructura de
ambos materiales es más sencilla de fabricar que si se emplea
una lámina de unión.
La actividad barrera al oxigeno de las poliamidas no se ve
afectada por la humedad, y en consecuencia, tienen una
aplicación potencial para los plásticos tratados en autoclave. (8).
2.2.12 Efectos de la Aplicación de Algunos Sistemas de Envasados
Plástico Sobre la Preservación de Anchoveta Cocida - Seca.
Gallo M. Jshitani T. 2003. Efectos de la aplicación de algunos sistemas
de envasado plástico sobre la preservación de anchoveta cocida seca. Rev. lnv. lns. Tec. Pes. Perú 5:89-100.- Se estudiaron los efectos
de diferentes sistemas de envasado plástico sobre 11 O días de
almacenamiento a 25
oc
y 75% de humedad relativa. Las muestras
27
fueron empacadas en dos tipos de bolsas plásticas laminadas:
Polipropileno biorientado saranizado laminado a polietileno de baja
densidad (KOP/LDPE), y el polipropileno biorentado laminado a
polietileno de baja (OPP/LDPE). Los sistemas de empacado utilizados
para las bolsas de KOP/LDPE fueron la inclusión de absorbentes de
oxígeno
(FOA-Free Oxygen Absorber),
el
uso de atmósferas
modificadas con nitrógeno y el empacado con aire atmosférico. El
producto en bolsas de OPP/LDPE fue solo empacado bajo aire
atmosférico y como control se utilizaron muestras de producto
sin
ningún tipo de envase. Se evaluó el grado de oxidación lípida de las
muestras bajo los tratamientos indicados, mediante la determinación
del valor peróxido y variaciones en las concentraciones relativas de los
principales ácidos grados poliinsaturados (EPA, DHA). Para la
evaluación de la estabilidad del color se utilizaron los valores "a" y "b2
de HUNTER y se analizaron simultáneamente los gases en el espacio
de cabeza de las bolsas, con la finalidad de correlacionar su
composición y concentración con el grado de oxidación y cambio de
color de las muestras en estudio. El sistema de envasado del producto
en bolsas de KOP/LDPE con absorbentes de oxígeno (FOA), fue el
más efectivo en refrenar el deterioro oxidativo y los cambios de color de
las muestras. La permeabilidad a los gases de los materiales plástico
utilizados jugaron
un rol muy importante en el retraso de las
reacciones de deterioro observadas en el producto seco.
Preparación de las Muestras
Las muestras de pescado cocido y seco fueron obtenidas directamente
de una planta comercial, donde anchovetas frescas fueron sometidas a
un proceso de cocción a gaoc por 1O minutos, en agua conteniendo 0,02
% de BHA (Buty Hy-droxy Anisole) y 2%de CINa. Después de un corto
periodo de enfriamiento, el pescado fue dispuesto en bandejas y
sometido a secado durante 4 días al medioambiente, alternado con
secado artificial en secadores con aire caliente a 40
oc hasta alcanzar
un contenido de humedad aproximado del 15%. Inmediatamente
después, las muestras fueron empacadas en sacos plásticos de alta
28
barrera
confeccionados
Vi nilón
de
ORIENTADO
(PVDC/OV/PVDC/LDPE) con absorbentes de oxígeno para mantener las
muestras en las mismas condiciones que tuvieron después del
procesamiento. Las muestras fueron almacenadas a 5°C hasta su
evaluación.
Empacado y Almacenamiento de las Muestras
Porciones de 100 gramos de pescado cocido seco fueron empacadas en
bolsas plásticas laminadas de 140x250 mm, bajo los siguientes
tratamientos:
•
Tratamiento 1 (T1 ). Producto en bolsas de KOP/LDPE selladas bajo
la presencia de absorbentes de oxígeno (FOA9 - FOA Ageles Z-50
type, manufacturado por Mitsubishi Gas Chemical Co. Ltd. Tokio. El
cálculo del volumen de las bolsas fue determinado de acuerdo al
método de desplazamiento de agua (KOP-FOA).
•
Tratamiento 2 (T2). Producto en bolsas de KOP/LDPE, bajo una
atmósfera modificada con nitrógeno al 100% de concentración,
utilizando un sellador al vacío con inyección de gas, manufacturado
por
Nishihara
Seisakusho
Co.
Ltd.
Hiroshima,
Japan.
La
concentración del gas fue probada mediante un analizador de
oxígeno, fabricado por Toray modelo LC-700F. (KOP-N2).
•
Tratamiento 3 (T3). Producto en bolsas de KOP/LDPE selladas bajo
la presencia de aire atmosférico (KOP-AIRE9.
•
Tratamiento 4 (T4). Producto en bolsas de OPP/LDPE bajo la
presencia de aire atmosférico (OPP-AIRE).
•
Tratamiento 5 (TS). Producto almacenado sin envase (muestra
control).
Todas las bolsas conteniendo productos y la muestra control fueron
almacenadas a 25
oc en
una atmosfera de 75% de humedad relativa
(HR), por un periodo de 11 O días.
29
RESULTADOS:
VALOR PERÓXIDO CVP).
Los resultados generales evidencian una caída abrupta en el valor
peróxido de todos los tratamientos, después de haber alcanzado
probablemente su pico máximo durante la fase final de secado.
La inserción de absorbentes de oxígeno (FOA) en el T1, mostro ser la
técnica más efectiva para refrenar la producción de peróxidos en el
producto. En todos los análisis -excepto en el de los primeros diez díasse obtuvieron los valores más bajos del periodo de almacenamiento. Los
VP obtenidos en el T2 fueron mayores a los producidos en las muestras
con FOA; en el T3 y el T4 se obtuvieron valores más altos que en las
muestras empacadas sin la presencia de oxígeno. Los VP de la muestra
control fueron los más altos durante el periodo de almacenamiento del
producto.
30
CONCENTRACIÓN DE ACIDOS GRASOS POLISATURADOS
La disminución de la concentración de los ácidos grasos poliinsturados (EPA y
DHA) concordaron con los resultados de la producción de peróxidos en los
tratamientos efectuados. No se produjeron cambios significativos en la
'
concentración de EPA y DHA cuando las muestras fueron empacadas con la
inclusión de absorbentes de oxigeno (T1) a diferencia de lo ocurrido en las
muestras T2, en las que se pudo notar unligero descenso en la proporción de
estos ácidos grasos, después de 22 días de almacenamiento. Las muestras
bajo T3 y T4 mostraron un mayor descenso en la concentración relativa de
ácidos grasos, desde los primeros días de almacenamiento, siendo la muestra
control (T5) la que mostró grandes pérdidas de ácidos grasos, desde el inicio
de almacenamiento.
DETERMINACIÓN DEL COLOR
Las diferentes condiciones de empaque afectaron de manera directa el color de
las muestras. El pescado cocido seco empacado bajo T1 y T2 mostraron los
mínimos cambios de color durante almacenamiento. Entre esos dos sistemas,
se pudo apreciar que el uso de FOA (T1) fue la técnica más efectiva para
inhibir los cambios de color en la muestras, a pesar de observarse de manera
puntual un valor más alto a los 110 días de almacenamiento (13).
31
CAPÍTULO 111
METODOLOGÍA
3.1 Diseño Metodológico
3.1.1 Tipo.- En el presente trabajo de investigación es del tipo tecnológico
experimental.
3.1.2 Enfoque
A) Lugar de Ejecución
El presente trabajo de investigación fue realizado en su totalidad
en la localidad de Huacho, tanto en la parte experimental así
como la parte analítica.
La parte tecnológica concerniente a la elaboración del ahumado
de la trucha, así como el envasado al vacío y su posterior
almacenamiento en frio fue realizada en los laboratorios de la
Facultad de Ingeniería Pesquera. Los análisis químicos fueron
realizados en empresas pesqueras del sector.
B) Materiales
b.1 De la elaboración de la trucha ahumada
- Materia prima (Trucha)
- cuchillos de acero inoxidable
- Tinas de Plástico
-Sal
-Agua
- Coronta seca de maíz.
- Horno Ahumador
- Balanza analítica
b.2 Del Envasado al vacío
- Bolsas de polipropileno
- Selladora al vacío
- Espátulas de acero inoxidable
- Tijera de acero inoxidable.
b.3
Del almacenamiento de la trucha ahumada envasada al
vacío
32
- Refrigeradora (3°C).
-Congeladora (-5°C)
-Termómetros.
b.4 De los análisis Químicos
Proteínas
- Equipo Tecator con 3 fases, digestión, destilación y titulación.
- Balanza analítica.
- Pipeta de 1O mi.
- Agitador magnético
- Matraz Erlenmeyer de 150 mi.
Reactivos
- Ácido sulfúrico 0.1 O N
- Peróxido de hidrógeno al37%
- Sulfato de cobre( catalizador)
- Sulfato de Potasio (catalizador)
- Soda caustica al 30%
- Solución de ácido bórico (ácido bórico+ rojo de metilo+ verde
de bromocresol).
- Ácido clorhídrico 0.1 n.
Grasa
- Equipo Tecator con lavado continuo con solvente.
- Balón extractor de grasa (con fondo plano).
- Balanza analítica.
- Desecador.
Reactivos
- Eter dietilico
- Papel Whatman
Sales minerales
- Horno o mufla a 600
oc (Marca terrígeno)
- Crisoles de porcelana
- Pinzas de mango largo
- Balanza analítica
- Desecador
- Cocina eléctrica.
33
Húmedad
- Equipo esterilizador a 100
oc (Marca memert).
- Placas Petri.
- Balanza analítica.
C) Métodos
De La Elaboración de La Trucha Ahumada
Diagrama de Flujo de Ahumado de Trucha
RECEPCIÓN M.P.
LAVADO 1
EVISCERADO
LAVADO 2
En tinas de plástico con hielo
Con H20 potable + 3°C.
Corte ventral
Con HzO potable + 3°C.
SALADO
En salmuera 15%, 30 minutos.
OREADO
1 hora
AHUMADO
2 horas 1 70°C
ENFRIADO
30 minutos.
MOLDEADO
Con tijeras.
ENVASADO
En bolsas de polipropileno.
SELLADO
ALMACENADO
Fuente: El Autor
34
Al vacío.
En refrigeración + 3°C.
En congelación -5°C
Al medio ambiente 20°C aprox.
DESCRIPCIÓN DE LAS OPERACIONES
Recepción de materia Prima.- La trucha se recepcionó en cajas de plástico y
conservadas con hielo, la finalidad es mantener la frescura de la materia prima.
En esta operación se realizó un análisis de Histamina.
Lavado 1.- La trucha recepcionada se lavó con agua potable fría a 3°C por 2
motivos. Primero por seguir manteniendo la frescura del pescado y segundo
por darle textura al pescado.
Eviscerado.- Se realizó un corte por el vientre de la trucha y se desalojó las
vísceras, luego se obtuvieron 2 filetes de cada ejemplar.
Lavado 2.- Los filetes obtenidos se lavaron con agua potable fría (3°C) para
eliminar cualquier vestigio de sangre.
Salado.- se preparó una salmuera al 15% de cloruro de sodio (3°C) en una
tina y luego se colocaron en ella los filetes de trucha limpios por 30 minutos.
Oreado.-
Los filetes ya salados se colocaron en parrillas especiales y se
dejaron orear por un tiempo de 1 hora con la finalidad de que la proteína
soluble forme una película protectora en el filete.
Ahumado.- Las parrillas con los filetes fueron colocados en el horno ahumador
y se procedió a ahumarlos por un tiempo de 2 horas y una temperatura
promedio de 70°C.
Enfriado.- Terminado el tiempo del ahumado se abrieron los puertos del horno
se apagó el fuego y se dejó enfriar por 30 minutos.
Moldeado.-
Con una tijera de acero inoxidable se cortan los filos que
quedaron dispersos para darle una buena presentación al filete.
Envasado.- Con la ayuda de una espátula se colocó 1 filete por cada bolsa.
Sellado.- Las bolsas con los filetes se sellaron Juego al vacío por lo cual se
hicieron 3 pruebas con diferentes tiempos de absorción de oxígeno para
determinar cuál de ellos era el mejor. Los tiempos utilizados en las pruebas de
sellado al vacío fueron los siguientes: 15, 20 y 30 segundos.
35
Almacenado.-
Los filetes de trucha envasados y sellados al vacio fueron
almacenados en frío.
O) De la Prueba de Determinación de la Variabilidad de la Composición
Química de la trucha ahumada envasada al vacío.
Para la realización de esta prueba que consistió en determinar si a través del
tiempo habían cambios de la composición química de la trucha envasada al
vacío, las bolsas con los filetes fueron dispuestos de la siguiente manera.
Cuadro No 04.- Tratamientos de Almacenaje de la Trucha Ahumada
AIM.A
N° Muestras
7
filetes
envasados
Refrigeración Congelación
20 oc
al
vacío.
3°
e
-5°C
Al M.A.
20°C
X
7 filetes envasados al vacío
X
7 filetes envasados al vacío
X
X
7 filetes sin envase
La metodología empleada por el estudio de la variabilidad de la composición
química de la trucha ahumada envasada al vacío fue la siguiente:
Cada 30 días se tomó 1 filete de cada tratamiento (menos los filetes sin
envase) y se analizó proteínas, grasa, Humedad, sales minerales e Histamina
por triplicado para evitar posibles errores en los resultados.
E) De los Análisis Químicos.
e.1 Análisis de Proteínas
Se empleó el método analítico TECATOR que es una versión
moderna del KJELDHAL tradicional con tres etapas: la digestión, la
destilación y la titulación.
36
Para la 1era etapa de la digestión se pesó0.5 gr de la pulpa de la
trucha ahumada previamente homogenizada y se colocó en tubos
digestores del sistema, seguidamente se adicionó 7 mi de ácido
sulfúrico c.c. (H2S04); asi como 10 mi de peróxido de hidrogeno y
finalmente se adicionó 0.25 gr. de sulfato de cobre y 0.25 sulfato de
potasio que actuaron como catalizadores. Toda esta mezcla se llevó a
digestión (450°C) por 30 minutos hasta que quedó con una coloración
verde claro transparente.
Transcurrido este tiempo se retiró el tubo del digestor y se dejó enfriar
por 5 minutos para luego adicionarle 30 mi de hidróxido de sodio
(NaOH) 0.1 N y posteriormente se colocó en el equipo destilador
conectado a un matraz que contenia la solución receptora de ácido
bórico donde estuvo 5 minutos, tiempo en el cual el nitrógeno de la
muestra paso al matraz receptor.
Finalmente se tituló en ácido clorhidrico (HCI) 0.1 N. La fórmula
empleada para la determinación fue la siguiente.
%NITRÓGENO= mi HCI x F.C. x 0.0014 x 100
Muestra
Donde:
miHCI
=
mililitros de HCI gastados en la titulación.
F.C
=
Factor de corrección del HCI
0.0014
=
Factor del nitrógeno.
El resultado del nitrógeno se multiplicó por el factor 6.25 para la
obtención de la proteina.
e.2 Análisis de Grasa
Se pesó un frasco extractor de grasa (P1) y luego se pesó en un papel
libre de grasa 1 gr de muestra previamente homogenizada. Se
envolvió la muestra en el papel y se colocó dentro de un recipiente
metálico conectado debajo del condensador, luego en el frasco
extractor se adicionó 40 mi de éter, dietilico y se embonó al
condensador colocando debajo del frasco el calentador eléctrico por
37
un tiempo de 30 minutos. Finalmente se recuperó el éter dietílico
sobrante quedando en el frasco solamente la grasa extraída.
Se dejó enfriar el frasco en un desecador por 1O minutos y luego se
pesó finalmente (P2)
La fórmula empleada para la determinación fue la siguiente:
%Grasa= P2- P1 x 100
Muestra
e.3 Análisis de Sales Minerales
En primer lugar se pesó un crisol de porcelana y luego se pesó dentro
de dicho crisol 5 gr de trucha ahumada. Se prendió la cocina eléctrica
y se colocó con la ayuda de la pinza el crisol con la muestra hasta que
la muestra se incineró aproximadamente en 15 minutos. La muestra
incinerada se colocó dentro de la mufla que se programó a 500°C por
un tiempo de 4 horas.
Transcurrido el tiempo se apagó la mufla y se esperó hasta que la
temperatura bajó a 100
oc momento en el cual se abrió el horno y se
retiró el crisol que se colocó dentro de un desecador por 1O minutos y
finalmente se volvió a pesar (P2). La fórmula empleada para la
determinación fue la siguiente:
%Cenizas= P2- P1 x 100
Muestra
e.4 Análisis de Humedad
Se pesó una tapa de placa Petri (P1) y luego se pesó en dicha placa 10
grs de trucha ahumada. La placa con la muestra se colocó dentro de
una estufa calibrada a 100
oc por un tiempo de 3 horas. Al término del
tiempo se retiró la placa de la estufa y se pesó (P2). La fórmula
empleada para la determinación fue la siguiente:
% H20 = P1- P2 X 100
Muestra
38
e.5 Análisis de Histamina
Para la realización del análisis de histamina se siguieron los pasos
indicados en el KIT que consistieron en extraer la Histamina de la
muestra con sus soluciones tampón numeradas. Aparte se prepararon
4 soluciones estándar con los siguientes cantidades de histamina
OPPM, 5 PPM 10PPM y 20 PPM. La cantidad de histamina se
determinó por comparación de colores.
F) Del Método Estadístico
En el presente trabajo de investigación se aplicaron 2 métodos
estadísticos; el primero fue el descriptivo para la determinación de los
estadígrafos muéstrales y el segundo método fue el correlaciona! para
determinar si existía alguna relación entre los componentes químicos
evaluados.
39
CAPÍTULO IV
RESULTADOS
4.1 De los Parámetros de Procesamiento del Ahumado de Trucha
Cuadro N° 01 - Parámetros de Procesamiento del Ahumado de Trucha
Producto
Salmuera
Trucha
ahumada
Oreado
(M in)
Ahumado
(%1
Tiempo
Salado (Min)
15
30
60
2
Ahumado
(H)
70
Fuente: El Autor
Con respecto a los parámetros de procesamiento de ahumado de trucha estos
ya se encuentran estandarizados para la especie, dependiendo de su longitud,
peso y grasas del filete, este último es el factor determinante para la
programación del tiempo.
4.2 De los Parámetros del Sellado al Vacío
Cuadro N° 02 - Parámetros Utilizados en el Sellado al Vacío
Producto
Trucha
ahumada
1° Prueba
Tiempo vacío (s)
2° Prueba
Tiempo vacío (s)
3° Prueba
Tiempo vacío (s)
15
20
30
Fuente: El autor
En este caso, si se tuvieron que realizar 3 pruebas ya que no se sabía cuál de
ellos era el más adecuado para el tipo de producto elaborado. Luego de las
pruebas se determinó que el mejor tiempo para la extracción del oxígeno fue el
de la 3° prueba ósea 30 s. Ya que la trucha ahumada resultó más adherida al
envase.
40
4.3 De los Análisis Químicos de la Trucha Ahumada Sin Envase y
Almacenado al Medio Ambiente.
Cuadro N° 03 - Análisis Químico de la Trucha Ahumada Sin Envase
Almacenado al Medio Ambiente (Aprox. 20°C)
Tiempo de
Prot.
Grasa
Cenizas
Humedad
Histamina
almacenamiento
%
%
%
%
PPM
Odías
42.00
6.00
6.00
42.00
4
2 días
42.08
6.02
6.01
41.90
15
3 días
42.18
6.12
6.07
41.70
59
42.08
6.05
6.02
41.86
26
0.07
0.052
0.031
0.124
23.76
X
os
Fuente: El autor
Esta prueba se realizó con la única finalidad de que sirva como un patrón y se
observó que la composición química al 3° día de almacenamiento no varió casi
nada habiendo una ligera tendencia a la pérdida de humedad y aumento de los
demás componentes. Lo que es notorio es el aumento drástico de la Histamina.
4.4 De los Análisis Químicos de la Trucha ahumada Envasada al Vacío y
Almacenado al Medio Ambiente.
Cuadro N° 04 - Análisis Químicos de la Trucha Ahumada Envasada al
Vacío y Almacenado al Medio Ambiente.
Tiempo de
Prot.
Grasa
Cenizas
Humedad
Histamina
almacenamiento
%
%
%
%
PPM
Odías
42.00
6.30
6.02
40.00
4
2 días
42.95
6.39
6.03
40.00
5
4 días
42.97
6.39
6.04
39.90
12
6 días
42.97
6.40
6.04
39.89
20
8 días
42.99
6.42
6.05
39.89
30
x
42.77
6.38
6.05
39.89
14.20
os
0.38
0.041
0.017
0.052
9.76
Fuente: El autor
41
En el cuadro No 04 se observó casi el mismo comportamiento que la trucha
ahumada sin envase en lo que se refiere a la composición química. La
humedad tiende a bajar lentamente (más lento que en la prueba anterior) y
tanto la proteína, grasa y cenizas tienden a aumentar también mínimamente.
Por otro lado la histamina se incrementó de 4 PPM hasta 30 PPM en 8 días y
esto se debe a que los productos envasados al vacío no pueden almacenarse
al medio ambiente sino que tienen que estar refrigerados o congelados
necesariamente.
4.5 De los Análisis Químicos de la Trucha Ahumada Envasada al Vacío y
Almacenado en Refrigeración (3°C).
Cuadro N° 05 - Análisis Químicos de la Trucha Ahumada Envasada al
Vacío y Almacenado en Refrigeración (3°C)
Tiempo de
Prot.
Grasa
Cenizas
Humedad
Histamina
almacenamiento
%
%
%
%
PPM
Odías
43.00
6.46
6.00
39.00
3
6 días
43.02
6.48
6.04
38.90
3
30 días
43.10
6.49
6.05
38.70
3
60 días
43.12
6.52
6.10
38.60
4
90 días
43.14
6.60
6.15
38.56
5
120 días
43.20
6.68
6.16
38.45
8
.i
43.10
6.54
6.08
38.70
4.33
os
0.068
0.077
0.058
0.192
1.794
Fuente: El autor
Aquí también se observa el mismo comportamiento que en los casos
anteriores, a medida que baja la humedad aumentan los otros componentes.
La histamina creció de 3 a 8 PPM en 120 días y todavía se encuentra dentro
del parámetro de tolerancia.
42
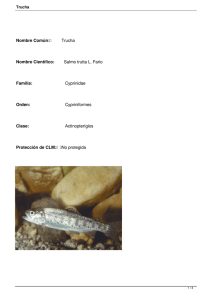
Gráfico N° 01: Comportamiento de las Proteínas de la Trucha Ahumada
Envasado al Vacío y Almacenado en Refrigeración (3°C)
Humedad%
Proteína%
44
44
43
-43
42
-42
41
-41
40
40
•
1
o
39
1
oe
é
-()- Proteinas
-()-Humedad
39
1
38
38
Tiempo
o
2
3
6
30
8
60
90
120
4.6 De los Análisis Químicos de la Trucha Ahumada Envasada al Vacío y
Almacenado en Congelación.
Cuadro N° 06 - Análisis Químicos de la Trucha Ahumada Envasado al
Vacío y Almacenado en Congelación(- 5°C).
Tiempo de
Prot.
Grasa
Cenizas
Humedad
Histamina
almacenamiento
%
%
%
%
PPM
O días
42.05
7.00
6.02
39.78
3
6días
42.06
7.00
6.04
39.70
3
30 días
42.30
7.10
6.04
39.50
3
60 días
42.31
7.15
6.05
39.49
3
90 días
42.40
7.16
6.08
39.49
3
120 días
42.40
7.20
6.10
39.49
4
x
42.25
7.10
6.03
39.57
3.16
os
0.145
0.077
0.032
0.119
0.372
Fuente: El Autor
43
Aquí también se observó el mismo comportamiento en los componentes
químicos que en las pruebas anteriores. Siempre la tendencia es proporcional
entre la caída de humedad y el incremento de los otros componentes como son
proteínas, grasa y cenizas. En lo que se refiere al comportamiento de la
histamina se observa que casi no se ha incrementado ya que en 4 meses
solamente ha subido de 3 a 4 PPM.
En el gráfico N°01 se observa cómo se produce la tendencia de la proteína que
sube lentamente, la humedad baja también mínimamente
Gráfico N° 02: Comportamiento de la proteína y la Humedad de la Trucha
Ahumada Envasada al Vacío y Almacenado en Congelación (·5°C).
Humedad%
Proteína%
43
43
42
42
-O--
-()-Proteinas
-(¡¡}--Humedad
41
41
40
40
39
39
1------------------------l Tiempo
o
2
3
6
8
30
Fuente: El Autor
44
60
90
120
4.7 Resultados Consolidados de Todas las Pruebas.
Cuadro N° 07 - Consolidado de los análisis Químicos de todas las
pruebas.
Tiempo de
Tipo de almacenado
almacenamiento
Sin envase al medio
ambiente
Con envase al vacio
Odias
al medio ambiente.
Con envase al vacio
en refrigeración
Con envase al vacío
en congelación
Sin envase al medio
2 días
ambiente
Con envase al vacío
al medio ambiente
Sin envase al medio
4dias
ambiente
Con envase al vacío
al medio ambiente
Con envase al vacío
al medio ambiente
6 días
Con envase al vacío
en refrigeración.
Con envase al vacío
en congelación
8 días
Con envase al vacío
al medio ambiente
Con envase al vacfo
30 días
en refrigeración
Con envase al vacío
en congelación.
45
Prot.
Grasa Cenizas Humedad Histamina
%
%
%
%
%
42.08
6.04
6.02
41.86
4
42.01
6.30
6.02
40.00
4
43.00
6.46
6.00
39.00
3
42.05
7.00
6.02
39.78
3
42.08
6.02
6.01
41.90
15
42.95
6.39
6.03
40.00
5
42.18
6.12
6.07
41.70
29
42.97
6.39
6.04
39.90
12
42.97
6.40
6.04
39.9
20
43.02
6.48
6.04
38.90
3
42.06
7.00
6.00
39.70
3
42.99
6.42
6.05
39.89
30
43.10
6.49
6.05
38.70
3
42.30
7.10
6.01
39.50
3
Con envase al vacío
60 días
en refrigeración
En envase al vacío en
congelación.
Con envase al vacío
90 dias
en refrigeración
Con envase al vacío
en congelación
Con envase al vacío
120 días
en refrigeración
Con envase al vacío
en congelación.
43.12
6.52
6.10
38.60
4
42.31
7.15
6.04
39.49
3
43.14
6.60
6.15
38.56
5
42.40
7.16
6.08
39.49
3
43.20
6.68
6.16
38.45
8
42.40
7.20
6.08
39.49
4
Fuente: El autor
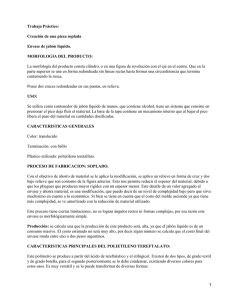
En el cuadro No 07 se observan todos los resultados de todas las pruebas
solamente para realizar un comparativo. Así mismo en el siguiente gráfico No
03 se puede observar nítidamente el comportamiento heterogéneo de la
histamina dependiendo del tipo de tratamiento que reciben durante su
almacenamiento. Las pruebas envasados al vacío y almacenados en
refrigeración tienen un incremento mínimo siendo el más bajo en el congelado
donde aumentó solamente 1 PPM en 120 días.
46
Gráfico No 03: Comportamiento de la Histamina en los Diferentes
Tratamientos de Almacenamiento de la Trucha Ahumada Envasada al
Vacío.
Histamina
PPM
-
Sin envase al M.A.
r---> Con envase al M.A
30
.---. Con envase Refrigeración
- -· Con envase congelación
25
20
-
15
10
~
S
~ 1 -··- T
o
2
3
T - -¡--¡ -----¡--
T-- T -
4
60
6
8
30
T
i>
Tiempo
90 120
Fuente: El autor
4.8 Resultado de la Prueba de Correlación de la Proteína, Grasa y Ceniza
Vs la Humedad.
Cuadro N° 08 - Resultado de la Prueba de Correlación de las Pruebas
Almacenadas en Frío.
PRUEBA
PROT. VS.
GRASAVS.
CENIZA VS.
HUMEDAD
HUMEDAD
HUMEDAD
-0.95
-0.86
-0.91
-0.75
-0.91
0.79
Trucha ahumada
envasada al vacío
almacenada
en
refrigeración.
Trucha ahumada
envasado al vacío
almacenado
en
congelación -5°C.
Fuente: El Autor
47
Como se podrá observar en el cuadro anterior todos los resultados coinciden
en que hay una fuerte relación entre las variables estudiadas. Como se ha
podido observar en resultados anteriores, en todos las pruebas ha habido
disminución (mínima) de agua y esto ha influido directamente en que los otros
componentes aumenten su porcentaje. los resultados correlaciónales son
negativos o inversos por lo que se mencionó anteriormente que, a la
disminución de humedad le corresponde un aumento de los otros componentes
químicos como son la proteína, grasa y humedad.
48
CAPÍTULO V
DISCUSIÓN DE LOS RESULTADOS
1.
En la operación de sellado al vacío se experimentó con 3 tiempos
para la absorción del oxígeno. Los tiempos de vacío empleados fueron: 15
s, 20 s y 30 s, habiendo dado mejor resultado el último ya que fue el que
mejor se adhirió al producto ahumado. Para otros tipos de alimentos se
emplean otros tiempos como por ejemplo en el pato, el cuy donde el tiempo
óptimo normalmente es de 20 s.
El tiempo de absorción depende principalmente del volumen del alimento
que se está envasando y también de su tamaño, a mayor volumen y tamaño
se empleará menos tiempo de absorción de oxígeno y, por el contrario a
menos volumen y tamaño del producto, el tiempo de absorción de oxígeno
será mayor.
2.
En cuadro No 03 se observan los resultados de los análisis químicos
de la trucha ahumada sin ningún tipo de envase y almacenado al medio
ambiente. Cabe resaltar que esta prueba se realizó solamente para
observar cuál era su tiempo de vida útil que dicho sea de paso resultó ser
muy corto comparado con los otros tratamientos ya que al tercer día
solamente el nivel de histamina se elevó notablemente de 4 a 59 PPM. Sin
embargo sus componentes químicos casi no variaron en el tiempo y
solamente se observó una ligera caída de la humedad y un aumento
también muy ligero de Jos otros componentes como son la proteína, la grasa
y cenizas. La Desviación Estándar de los componentes mencionados
anteriormente es mínima, Jo cual indica que casi no hubo variación de los
porcentajes durante el corto tiempo, en cambio la desviación de la histamina
si es alta y refleja el aumento rápido de esta amina biogénica en el tiempo
tan corto de 3 días.
3.
En lo que respecta a los resultados de Jos análisis químicos de la
trucha ahumada envasada al vacío y almacenada al medio ambiente
también se notó un comportamiento similar con respeto a la variabilidad de
sus componentes químicos. Aquí también se observa que las proteínas,
grasas y cenizas aumentaron ligeramente y en cambio la humedad bajo
49
también ligeramente y posiblemente la explicación de este fenómeno sea
que al bajar la humedad, el espacio dejado por esta es cubierta
inmediatamente por los otros componentes. Los desviaciones standart tanto
de las proteínas, grasa y cenizas es baja, lo que explica que durante los 8
días que se evalúo el producto este componente aumentan mínimamente.
En lo que respecta a la desviación standart de la histamina, ésta es alta
(9.76) e indica que esta amina biogéQica ha aumentado considerablemente
en 8 días y la explicación es que los productos envasados al vacío
necesariamente tienen que almacenarse en refrigeración.
Si bien es cierto el envasado al vacío ayuda a mantener la frescura de los
alimentos ya que elimina el oxígeno del envase, sin embargo ninguna bolsa
es totalmente impermeable y de todas maneras ingresa el oxígeno aunque
sea lentamente, y es por esta razón que estos productos necesitan
conservarse en frio desde el primer día de su producción.
4.
Los resultados de los análisis químicos de la trucha ahumada
envasada al vacfo y almacenada en frío, tanto en refrigeración como en
congelación también siguieron la misma tendencia que los casos anteriores;
en el sentido de que aumentaron ligeramente su proteína, grasa y cenizas y
por el contrario la humedad bajo también mínimamente.
Sin embargo en lo que se refiere a la histamina si se puede observar que
hay un comportamiento muy diferente a los casos anteriores, ya que ésta ha
aumentado muy poco en 120 días (4 meses). La explicación de este hecho
es que, el producto por haber estado en frio ha mantenido su frescura a
través del tiempo y la concentración de histamina también se ha mantenido
lo que en 4 meses apenas ha subido 1 PPM.
so
CONCLUSIONES
1.
Los parámetros óptimos empleados en el ahumado de la trucha
fueron: Salmuera 15%, tiempo de salado 30 min., oreado 60 min.,
tiempo de ahumado 2 h y temperatura de ahumado 70°C.
2.
Los parámetros óptimos para el sellado al vacio fueron: tiempo de
absorción del oxígeno 30 s.
3.
La trucha ahumada sin envase y almacenado al medio ambiente
(20°C) tuvo un incremento rápido de la histamina y al cuarto día de
procesado alcanzó 59 PPM. Sin embargo los otros componentes:
Proteínas, grasa y cenizas tuvieron un ligero incremento relacionado con
la también ligera caída de la humedad.
4.
En el caso de la trucha ahumada envasada al vacío y almacenada al
medio ambiente (20°C), la histamina llegó a 30 PPM en ocho días de
almacenamiento y como en el caso anterior sus componentes químicos
también aumentaron ligeramente en relación con la caída de humedad.
5.
Las truchas ahumadas envasadas al vacío y almacenados en frío,
tanto en refrigeración como en congelación tuvieron casi el mismo
comportamiento en lo que se refiere el incremento de la proteína, grasa
y cenizas y la caída de la humedad pero en proporciones mínimas en lo
que se refiere al comportamiento de la histamina en la trucha
almacenada en refrigeración, éste se incrementó hasta 8 PPM que sin
embargo se encuentra dentro de los parámetros establecidos en el
CODEX alimentario. En el caso de la trucha congelada ésta apenas se
incrementó de 3 a 4 PPM en un tiempo de 120 días.
6.
En todos los tratamientos tanto al medio ambiente y en frío
(refrigeración y congelación), con o sin envase al vacío, las desviaciones
standart son mínimos, lo que indica que los cambios de la composición
química en el tiempo fueron ínfimos. En cambio en el caso de la
histamina, las desviaciones en algunos casos son grandes lo que indica
que los cambios (crecimiento en PPM) han sido mayores.
7.
Los resultados de la prueba de correlación en todos los casos
demostraron que si hay una relación fuerte entre el comportamiento de
la humedad con respecto a los otros componentes como son: Proteínas,
grasa y cenizas.
51
La correlación obtenida en todos los casos es inversa (negativa) y la
explicación es muy simple que al bajar la humedad, contrariamente los
otros componentes aumentaron.
52
RECOMENDACIONES
1.
Que se realice la misma prueba pero en otros alimentos, por ejemplo
en conserva, embutidos, mermeladas, etc. Que son alimentos que suelen
almacenarse por largos periodos.
2.
Realizar pruebas similares pero observando la variabilidad de otros
componentes como PH por ejemplo.
3.
En el envasado probar diferentes tipos de bolsas en lo que se refiere a
su tamaño, densidad, grosor, porosidad, etc.
53
FUENTES DE INFORMACIÓN
1. BARTRA P.M. F/. CONDOR T.R.N. (1991) .-"Estudio de Procesamiento del
Ahumado de Trucha".- Tesis Facultad Ingeniería Pesquera, Huacho Perú.
2. BELITZ H./DIERTERI GROSEIS WENNER/SCHIEBELLEPETER (2012)."Química de los Alimentos".
3. GUSTAVO A
W (1990).- "Conservación del Pescado".
Centro de
Investigaciones Pesqueras. Salto Grande. Argentina.
4. HARRIS L. (1970).- "Métodos Para el Análisis y la Evaluación Biológica de
los Alimentos" Universidad de Florida. EU.A.
5. KATEW (2004).- "Manual Práctico del Ahumado de los Alimentos".
6. LEANINGER A (1970).- "BLOCHEMISTAY". Worth Publisher R.S. lnc. New
York.
7. MARGOT A.R. (1983).- "El Ahumado". Edit. Cescsa. México.
8. DESROSIER N. (1995).- "Conservación de Alimentos"- Edit. Continental
S.A. C.- México.
9. SANCHEZ R. (1985)- "Crianza y Producción de Truchas". Edit. Ripalme
Perú.
10. SANDEYINK U. (1987).- "Química del Agua"- Edit. Limusa Wiley.
11. VALIENTE M.O (2001) "Refrigeración y Congelado de Pescado". Concitec.
Edit. Ciencia y Técnico E.I.R.L. CIMA- PERÚ.
12. VANADOCHA A.C. (2003).- "Proceso de Conservación de Alimentos"
Universidad Pública de Navarro Segunda Edición Madrid España.
13.GALLO M. -TAKASUKE l. (2003)-"Efectos de la Aplicación de Algunos
Sistemas de Envasado Plástico Sobre la Preservación de Anchoveta
Cocida-Seca". ITP- PERÚ.
14.ALVA l. (2008)" - Evaluación del Tiempo de Durabilidad de la Tilapia
Ahumada Envasada al Vacío". Tesis Facultad de Ingeniería Pesquera.
UNJFSC Huacho.
54
ANEXOS
Recepción de Truchas
55
·-· ...
-----------i
L
56
Salado de los filetes
57
58
Filetes ahumados
59
Enfriamiento de los filetes a temperatura ambiente
60
61
62
~
~
..
.
~-
'
···----···-·~·¡c·liiiiilM"--iillll:il~
63
Filetes al medio ambiente con protección
64
JURADO DE TESIS
............
~-······· .............. .
M(o) Edwin Guillermo Gálvez Torres
SECRETARIO
lng.
lng. Ronald Luis Ramos Pacheco
ASESOR