Monografía Premios Asepeyo a las mejores prácticas preventivas
Anuncio

2012
-1-
Reservados todos los derechos en todas las lenguas y países
Edita: Asepeyo
Depósito Legal: B-XXXXX/13
-2-
Índice
Presentación ...........................................................................................................
5
Ganadores ...............................................................................................................
7
Itesal transformados, SL....................................................................................
Un trabajo seguro es un trabajo con futuro
Obras públicas y regadíos, SA . ........................................................................
Implantación de aplicación Zitanet para mejorar la gestión de la PRL
Dragados, SA.....................................................................................................
Innovaciones en el diseño de tuneladoras para los trabajos
de mantenimiento de rueda de corte
Girbau, SA ........................................................................................................
Eliminación de las manipulaciones de carga manuales
en el proceso de corte y doblado
Ingeteam Service, SA .......................................................................................
Simulador para formación de técnicos de mantenimiento
Navantia, SA .....................................................................................................
La Coordinación de Actividades Empresariales
en el Sistema de Gestión de Navantia
Johnson Controls Automotive Spain, SA ..........................................................
Implantación y adecuación del método Ergo Par
Croda Ibérica, SA ..............................................................................................
Sistema de gestión integrado para la mejora continua
9
13
17
21
25
29
32
37
Finalistas ................................................................................................................
41
Cisternas del Vallés, SA ....................................................................................
Sistema de incentivos prevención y seguridad laboral
Itesal Lacados, SL ............................................................................................
Un diseño adecuado y una buena planificación
son la base para una excelente prevención
Aluminio y Aleaciones, SA ................................................................................
Proyecto de sustitución de carretillas y portacazos de metal fundido
DHL Supply Chain, SLU ...................................................................................
Plan de Formación en Maquinaria de Manutención
Galletas Gullón, SA ...........................................................................................
Reforma integral del área de trabajo de expediciones
Tincasur Sur, SL ...............................................................................................
Desarrollo de estudio de reducción del riesgo ergonómico
y posturas forzadas en el ámbito de mecánica
Bayer Materialscience, SL ................................................................................
Concepto HSE para contratistas en Tarragona
Bioibérica, SA ...................................................................................................
Integración del sistema de gestión de PRL a todos los niveles
Clariant Ibérica Producción, SA ........................................................................
Protocolo de prevención e intervención frente al alcohol
y drogas en el trabajo
Compañía Levantina de Bebidas Gaseosas, SA .............................................
Evaluación de riesgos de las rutas comerciales
43
45
49
53
57
61
65
69
73
77
-3-
Hitachi Air Conditioning Products Europe, SA ..................................................
Concurso de fotografía: La prevención de riesgos laborales
Hutchinson Palamós, SA ..................................................................................
Auditorías de seguridad en puestos de trabajo
Investigación y Gestión en Residuos, SA .........................................................
Amianto: matriz empleo exposición
Nueva Compañía Arrendataria de las Salinas de Torrevieja, SA .....................
Contactos comportamentales de seguridad
Operaciones Portuarias Canarias, SA ..............................................................
Normas de prevención de riesgos laborales en versión cómic
Anexo ......................................................................................................................
-4-
81
83
87
91
93
97
Presentación
La actividad preventiva ha sido y es un objetivo que Asepeyo ha asumido desde
el mismo momento en que se implanta la Ley General de la Seguridad Social,
en el entendimiento de que la mejor forma de actuar en los accidentes de trabajo
y las enfermedades profesionales es la prevención, la de actuar antes de que se
llegue a producir el accidente o la enfermedad profesional.
Los Premios Asepeyo a las mejores prácticas preventivas tienen como objetivo
reconocer y premiar a aquellas empresas asociadas a Asepeyo que hayan
destacado por sus acciones en materia de prevención de riesgos laborales.
Así, se han establecido conforme a los siguientes objetivos generales:
-
Promover y divulgar la realización de prácticas eficaces de prevención de
riesgos laborales.
-
Impulsar y reconocer mejoras dirigidas a prevenir riesgos del accidente de
trabajo y enfermedad profesional, así como prácticas de gestión para la
integración de la actividad preventiva en la empresa.
-
Incentivar la prevención en la pequeña empresa.
La presente publicación recoge un resumen de las 23 prácticas ganadoras y
finalistas en la I Edición de los Premios Asepeyo a las mejores prácticas
preventivas, celebrada el año 2012.
La elaboración y difusión de la presente publicación forma parte de las acciones
dirigidas a la promoción y divulgación de prácticas preventivas eficaces, primero
de los tres objetivos enunciados anteriormente. Su finalidad es difundir prácticas
ejemplares de gestión y control del riesgo para que puedan ser un referente y
motivación en el mundo laboral.
Los resúmenes de las 23 prácticas y su difusión a través de la presente
publicación debe permitir compartir las experiencias y conocimiento adquiridos
a lo largo del tiempo por las empresas asociadas entre todas aquellas personas,
organizaciones e instituciones que deseen trabajar juntos en un objetivo común:
evitar las pérdidas y el sufrimiento ocasionado por los accidentes de trabajo y
las enfermedades profesionales.
Los resúmenes de las prácticas contienen una descripción del problema u
oportunidad origen de la práctica, información detallada de la práctica preventiva
desarrollada y el resultado de la evaluación de su eficacia realizada por la
empresa.
-5-
A la I Edición de los Premios Asepeyo a las mejores prácticas preventivas se
presentaron 86 trabajos, de los cuales el jurado, compuesto por la Junta
Directiva de Asepeyo, decidió premiar a 8 de ellos y otorgar la distinción de
finalistas a 15.
Los galardones se han dividido en 3 categorías, clasificadas según la temática
del trabajo presentado y el volumen de la empresa mutualista. En la categoría
de ʻMejor acción preventiva para el control del riesgoʼ ha obtenido el primer
premio Dragados SA, el segundo ha sido para Girbau SA, y Ingeteam Service,
SA ha obtenido el tercero. Las empresas Aluminios y Aleaciones, SA, DHL
Supply Chain, SLU, Galletas Gullón, SA y Tincasur Sur, SL han sido las
finalistas.
La ʻMejor práctica de gestión de la prevenciónʼ ha sido otra de las categorías, en
la que Navantia, SA ha contado con el primer premio, Johnson Controls
Automotive Spain, SA, con el segundo, y Croda Ibérica, SA ha recibido el tercer
galardón. Las empresas Bayer Materialscience, SL, Bioibérica, SA, Clariant
Ibérica Producción, SA, Compañía Levantina de Bebidas Gaseosas, SA, Hitachi
Air Conditioning Products Europe, SA, Hutchinson Palamós, SA, Investigación y
gestión en residuos, SA, Nueva Compañía Arrendataria de las Salinas de
Torrevieja, SA y Operaciones Portuarias Canarias, SA han sido las finalistas de
esta categoría.
A parte de estas dos categorías se han otorgado también dos distinciones a la
pequeña empresa. El primer premio se ha concedido a Itesal Transformados,
SL, y el segundo a Obras Públicas y Regadíos, SA. Aquí las finalistas han sido
Cisternas del Vallés, SA e Itesal Lacados, SL
Vicente Aparicio Mulet
Subdirector general
-6-
Ganadores
Primer premio a la mejor práctica preventiva
Modalidad “Pequeña empresa”
Un trabajo seguro
es un trabajo con futuro
Itesal transformados, SL
Embalaje y expedición de todo el material realizado en el Grupo Itesal, así
como al montaje de perfil de carpintería de rotura de puente térmico.
Pol. Ind. Pina de Ebro, C/G, s/n
50750 Pina de Ebro (Zaragoza)
www.itesal.es/es/aluminio
Problema u oportunidad
El cambio de actitud de los trabajadores respecto a la prevención es un elemento clave
para la implantación de un sistema de gestión preventiva en la empresa.
El método más directo para conseguirlo es la realización de Auditorías periódicas y
reuniones de trabajo sobre las “no conformidades” detectadas y la comunicación de estas
“no conformidades” a los trabajadores.
Para ello debe diseñarse el sistema adecuadamente, de forma que tenga los formatos
adecuados, los plazos de ejecución y la colaboración necesaria, además de permitir
realizar la revisión de la evaluación de riesgos y su correspondiente planificación.
Práctica de gestión
La empresa ITESAL TRANSFORMADOS, SL ha implantado un sistema de auditorías con
dos finalidades fundamentales. Por un lado el control de los riesgos y solución de los
peligros detectados y por otro la integración de la prevención en todos los niveles
jerárquicos de la empresa, con especial atención a la participación de los trabajdores.
El sistema de audiorías se denomina POL (siglas pertenecientes a Prevención, Orden y
Limpieza). Estas Auditorías son realizadas cada quince días de forma conjunta entre el
Técnico de Prevención de Riesgos Laborales de la empresa y alguno de los
Responsables de Área (Producción, Mantenimiento o Matricería) y los Delegados de los
Trabajadores presentes en ese momento.
-9-
En el transcurso de las auditorías se realizan fotografías de aquellas condiciones
inseguras detectadas para, más tarde, proceder a preparar una serie de presentaciones
que el Técnico asigna a cada Responsable de Área, enviándolas por correo electrónico
interno.
Sobre cada fotografía asignada, los Responsables de Área, deben anotar:
a. El riesgo que detectan.
b. La valoración del mismo (del 1 al 3, en función de la gravedad; a mayor valor,
mayor gravedad)
c. La medida adoptada para corregir la desviación.
d. El plazo de tiempo para ejecutar dicha medida.
Una vez valoradas las fotografías, deben ser reenviadas al Técnico de PRL quien, acto
seguido, convocará una reunión para analizar cada una de las propuestas.
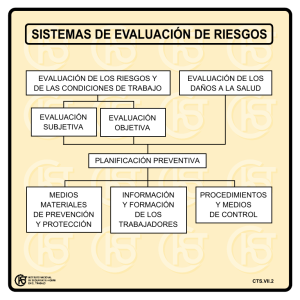
Posteriormente, con la finalidad de
hacer partícipe del sistema a cada
trabajador, se coloca en el puesto
de trabajo una indicación con la
valoración obtenida en la última
auditoría indicando los motivos de
dicha valoración.
EMBALAJE
Riesgo:
Caídas al
mismo nivel
Puntuación:
2
Plazo
Ejecución:
Las valoraciones, dirigidas a los
trabajadores, pueden ir desde una
“cara roja triste” indicativa de que el
puesto es “Mejorable”, hasta otra
“cara azul sonriente” que señale
Medidas
adoptadas:
que el puesto es “Excelente”,
pasando
por
los
estados
intermedios de “color amarillo” como “Aceptable” o el “color verde” valorando que el
puesto se encuentra “Bien”.
1 mes
1º.- Realizar cajón en donde recoger sobrantes de madera
2º.- Sistema de recogida de serrín
Por otro lado, hay que mencionar que cada mes se incentiva económicamente a los
trabajadores cuyas valoraciones del puesto de trabajo han permanecido al menos el 60%
del tiempo con una mejor evolución en el trimestre.
Finalmente, el sistema de auditoría sirve para realizar un análisis anual de cada puesto
de trabajo, a partir de:
a. el número de fotografías totales
realizadas, una evaluación de
los riesgos existentes y la
frecuencia con la que se
producen los mismos.
b. por la valoración de los riesgos
que
hacen
los
propios
Responsables y la gravedad
asignada a cada uno.
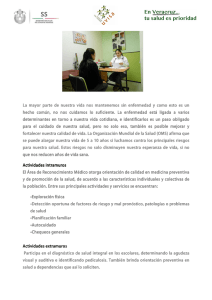
AUDITORIA GENERAL DE ORDEN Y LIMPIEZA
RRHH - Organización
No conformidades detectadas
Estanterías y mesas de trabajo
Instalaciones deterioradas
Protecciones de los equipos
Situación de los materiales
Eslingas
Pasillos / suelos
Extintores / Bies
Desperdicios / desorden
Contenedores / residuos
Cables / electricidad
Adecuación de EPIS
Utilización de EPIS
Situación de EPIS
Adecuación de UTILES
Utilización de UTILES
Situación de UTILES
- 10 -
ALMACÉN
Señalización de los equipos
EXCELENTE
De esta forma se obtiene un mapa de riesgos y su evolución comparativa anual, lo que
permite la planificación de todas las acciones a emprender.
Evaluación de la eficacia
A partir de la implantación del sistema de auditorías, la empresa ITESAL
TRANSFORMADOS, SL ha conseguido reducir el número de accidentes. En los tres
últimos años (2008 a 2011) no se ha producido ningún accidente con baja.
Además, ha conseguido aumentar el número de acciones correctoras emprendidas,
pasando de entre 5 y 10 los primeros años de aplicación a un volumen de casi 60
acciones en el año 2011.
Por último se ha conseguido un alto nivel de participación de todo el personal medido a
partir del volumen de sugerencias aportado. Durante el pasado año se contabilizaron un
total de 75 sugerencias.
Este sistema de sugerencias permite que los trabajadores puedan expresar la solución
que ellos proponen a las “no conformidades” detectadas en la auditorías para su
corrección permanente. Y la comunicación de “no conformidades” antes de la realización
de la Auditoría, lo cual permite optar a la consecución de los premios.
Un aspecto importante a destacar es que el sistema se ha exportado a otras empresas
del sector con resultados similares.
- 11 -
- 12 -
Segundo premio a la mejor práctica preventiva
Modalidad “Pequeña empresa”
Implantación de aplicación
Zitanet para mejorar
la gestión de la PRL
Obras públicas y regadíos, SA
Empresa con carácter nacional que se dedica a la ejecución de obra civil,
proyectos de ingeniería como autopistas, autovías o carreteras, en distintas
partes del territorio nacional. OPR participa también en la elaboración y
extendido de mezclas bituminosas en obras propias y con distintos clientes.
C/. Oslo, 9
45003 Toledo
www.opr.es
Problema u oportunidad
OBRAS PÚBLICAS Y REGADÍOS, SA (OPR) tiene implantado un Sistema de Gestión
Integrado donde se incluye la gestión de la Prevención de Riesgos Laborales de la
empresa, certificado conforme a la norma OHSAS 18001. Esta gestión de la Prevención
se organiza y dirige desde la oficina central ubicada en Toledo. El Sistema de Gestión de
OPR está definido en un Manual Integrado que se desarrolla a través de unos
procedimientos.
La descripción mencionada del Sistema de Gestión de la Prevención de Riesgos
Laborales, pone de manifiesto dos oportunidades de mejora, que se desarrollan a
continuación.
1. En OPR a cada trabajador de nueva incorporación se le abre una ficha identificativa
con todos sus datos personales, recibe formación en PRL conforme a las
necesidades detectadas, es citado para pasar un reconocimiento médico inicial, se le
entregan los EPI´s necesarios para su puesto de trabajo y recibe información de los
riesgos detectados en su puesto de trabajo.
Además de estos trámites iniciales existe un seguimiento de la prevención de riesgos
laborales durante el paso del tiempo y del transcurso del trabajador en la empresa.
- 13 -
Además se le hará entrega de la ficha informativa de su puesto cada dos años a modo
de recordatorio o del nuevo puesto de trabajo, en caso de que varíe.
OPR tiene varios centros de trabajo abiertos que deben aportar datos a la oficina
central para poder llevar a cabo la gestión conjunta adecuadamente. En cada centro
de trabajo existe personal de la empresa que puede cambiar de obra, según
necesidades de producción. De forma que cada vez que un trabajador cambia de
obra, el Técnico de Seguridad de la obra a la que ha sido destinado, solicita a central
la documentación en prevención de riesgos laborales de dicho trabajador.
A su vez, si durante la estancia de este trabajador en dicha obra se realizan algunas de
las actuaciones mencionadas en prevención de riesgos laborales, la documentación
que lo acredita debe ser enviada desde la obra a central para el archivo general del
trabajador. No es un trabajo tedioso cuando se trata de poco personal. Pero existe una
oportunidad de mejora en el intento de centralizar estos documentos en una aplicación
informática vía internet a la que tengan acceso tanto el Responsable del sistema en
central como todos los Técnicos de Seguridad de cada obra.
Con este sistema, el Responsable de central controlaría que la documentación del
trabajador se encuentra actualizada y cada técnico de obra podría disponer al
momento de cualquier documento referente a dicho trabajador y podría descargarse
todo lo que necesitara del mismo.
2. Según se ha explicado anteriormente, otro de los pilares de la prevención en obra es
el control de la documentación de subcontratas. Cuando una subcontrata entra en
obra inicialmente se le solicita una serie de documentación que puede dividirse en
tres bloques: documentación de la empresa, documentación de los trabajadores y
documentación de la maquinaria. En ocasiones las subcontratas que trabajan en una
obra también trabajan a la vez en otra obra. Motivo por el que inicialmente se le debe
solicitar la documentación tantas veces como relaciones contractuales establezca con
la empresa. Es decir, si participa en dos obras, se le solicita la documentación por
duplicado, una por cada obra. Esto suponía un problema para la subcontrata que se
veía colapsada con la entrega de documentación. También suponía un problema en
la ejecución de la obra, puesto que hasta no recibir toda la documentación inicial de
la empresa correctamente, no se podía permitir la entrada de dicha empresa en obra,
lo que en ocasiones suponía un retraso considerable, que se traducía en pérdidas
económicas.
Ante este problema y la cantidad de documentación a presentar, incluso por la misma
empresa en distintas obras, surge la oportunidad de mejora centralizando toda esta
documentación en una aplicación informática a la que tengan acceso todos los
Técnicos de obra y el Responsable de central. De ésta forma, cuando una empresa
entra a trabajar con OPR en alguna obra, se le solicitaría la documentación pertinente
una única vez.
Únicamente, se le debería solicitar la documentación caducada y la empresa debería
señalar, del total de trabajadores y maquinaria registrada inicialmente, cuales son los
que se encontrarían en cada obra. De este modo se ahorraría tiempo por parte de la
empresa en preparar la documentación para entrar en obra y por parte de la contrata
en chequear y comprobar la documentación entregada, consiguiendo mayor
eficiencia en el proceso productivo.
- 14 -
Práctica de gestión
Ambas situaciones descritas anteriormente plantean una mejora que se basa en el
diseño de una aplicación informática a través de Internet. Esta aplicación denominada
ZITANET da respuesta a varios requerimientos del Sistema de Gestión Integrado de la
empresa ya mencionado anteriormente, y no exclusivamente a la gestión de la
prevención. Pero a continuación solo se expone la mejora conseguida de cara a la
gestión de la prevención de riesgos laborales en OPR.
Para el primer supuesto la aplicación informática permite una gestión por empleados.
Inicialmente se parte de un listado de trabajadores, que pueden ordenarse según se
prefiera en distintas vistas. Para cada trabajador se abre una ficha en la que se registran
los datos personales, a continuación los datos de formación cuando se incorporó a la
empresa (con el objetivo de comprobar que efectivamente la cualificación del trabajador
coincide con la descripción del puesto de trabajo que ocupa), posteriormente se registran
los cursos de formación que ha ido recibiendo en la empresa durante el tiempo que ha
estado trabajando en OPR.
Cada uno de estos cursos tiene una ficha específica dónde se evalúa la eficacia del
mismo. A continuación se registran los reconocimientos médicos que ha realizado el
trabajador, con fecha y documento en pdf. Después se registran los EPI´s, con fecha y
documento en pdf. A continuación la entrega de información, igualmente con fecha y pdf,
y por último todos los documentos de interés como: autorización de uso de maquinaria,
carnet de conducir o títulos de cursos en PRL, igualmente con descripción del documento
y pdf del mismo.
Tanto el reconocimiento médico, como la entrega de EPI´s o información, tienen una
fecha registrada en el programa que caduca según la frecuencia establecida en OPR y
descrita anteriormente. De modo que cuando uno de estos documentos está próximo a
caducar, el sistema envía un e-mail al Responsable del Sistema de Gestión en central
para que promueva su actualización.
Para el segundo supuesto, se
amplió la aplicación mencionada
para
la
gestión
de
la
documentación
de
las
subcontratas.
Dentro de la misma aplicación se
creó
una
nueva
pestaña
denominada subcontratas. Donde
cada técnico de obra puede
gestionar la documentación de las
subcontratas que entran en su
obra. Cada técnico debe introducir
los datos de cada subcontrata con
la que trabaja, además de colgar la
documentación que dicha empresa
le facilita. De este modo toda la
documentación de la empresa
- 15 -
subcontrata se encuentra a disposición del resto de técnicos de otras obras, es decir, a
disposición de todo el personal autorizado que tenga clave de acceso a la aplicación.
Además, en este caso, también se mejoró la aplicación introduciendo el factor tiempo, es
decir, que la propia aplicación revisa mensualmente la documentación colgada y en caso
de que algo esté caducado envía un e-mail a la empresa subcontrata y al técnico de obra
que colgó los datos de esa empresa inicialmente.
En todo momento desde central o desde cualquier obra se puede comprobar que una
empresa tiene toda la documentación en regla y al día, y que por tanto puede entrar a
trabajar donde se la requiera.
En la aplicación se creó una segunda pestaña, dentro de subcontratas, denominada
Control pagos / Evaluación / Valoración, dónde se listan todas las empresas que están
trabajando en alguna obra en la actualidad. En dicho listado, aparecen en rojo las
empresas que no tienen al día la entrega de documentación y por tanto en todas las
obras se conocerá la situación de esa empresa en cuanto al estado de entrega de
documentación. En este apartado también se evalúa a las subcontratas conforme a su
trabajo y desempeño en obra.
Evaluación de la eficacia
Esta medida supone un avance sustancial para la integración de la prevención en el
sistema puesto que mejora la gestión de toda la documentación de prevención asociada
al personal de la empresa. Con la implantación de la aplicación se puede disponer de
toda la documentación de seguridad de los trabajadores actualizada desde cualquier
obra. Con este sistema se minimiza tiempo de gestión y se agilizan los trámites para el
traslado de personal entre obras.
La medida también ha sido valorada muy positivamente en Auditoría de OHSAS 18.001,
donde los auditores comprobaron la eficacia y efectividad de la aplicación principalmente
en lo que se refiere a la gestión de la documentación de subcontratistas.
Esta aplicación contiene toda la documentación de todas las subcontratas con las que se
trabaja al día y reporta un listado del estado de documentación de cada empresa. De
forma que en un simple golpe de vista desde la oficina central o desde cada obra, se
puede comprobar qué empresas tienen la documentación al día, a cuales les falta
entregar documentación y a cuales les caducará pronto algún documento.
Esto no solo facilita trámites administrativos, ahorra tiempo de control a cada Técnico de
Seguridad en obra, si no que también permite saber al Jefe de Producción o al Jefe de
Obra con qué empresas, de las que en ese momento mantienen un contrato con OPR,
se puede trabajar y pueden incorporarse a obra cuando se las necesite. Es decir, también
ayuda en la planificación de los trabajos de obra, mejorando y agilizando el proceso
productivo.
- 16 -
Primer premio a la mejor acción preventiva para el
control del riesgo
Modalidad “General”
Innovaciones en el diseño
de tuneladoras para los trabajos de
mantenimiento de rueda de corte
Dragados, SA
Se dedica al desarrollo de proyectos y la construcción de diversas
tipologías de obras, movimientos de tierras, perforaciones, puentes,
viaductos, grandes estructuras, etc.
Avenida del Camino de Santiago, 50
28050 Madrid
www.dragados.com
Problema u oportunidad
Las tuneladoras tipo EPB (Earth Pressure Balance) permiten excavar en suelos blandos,
con poca cohesión y bajo el nivel freático, garantizando la estabilidad del frente de
excavación y minimizando el riesgo de movimiento del terreno en superficie.
Esto se consigue mediante el mantenimiento del frente de excavación presurizado de
manera controlada, generando una burbuja de aire a una determinada presión en la
cámara de amasado (ambiente hiperbárico). Este hecho, hasta ahora, ha obligado a que
los trabajos de inspección, mantenimiento o reparación en la rueda de corte, se tengan
que realizar en condiciones hiperbáricas, y por tanto, haga necesario que los procesos
de trabajo determinen la programación y control de ciclos de compresión, trabajo y
descompresión.
Un trabajo en condiciones hiperbáricas es el que se realiza cuando se están respirando
gases a una presión superior a la atmosférica. En estas circunstancias, el cuerpo humano
absorbe nitrógeno cuando la presión del aire que respira aumenta. El nitrógeno es llevado
por medio de la sangre a los capilares, y difundido a los tejidos produciendo la misma
presión que la del nitrógeno que hay en los pulmones.
- 17 -
Los trabajadores que acceden a la rueda de corte, se introducen en una cámara
hiperbárica como paso previo para poder equilibrarse a la presión a la que van a trabajar.
Una vez alcanzada la presión de trabajo, pueden acceder a la zona de actuación.
Mientras que los trabajadores se encuentran en ese ambiente a presión, su cuerpo
absorbe el nitrógeno residual creándose burbujas en la sangre (a mayor presión, más
nitrógeno es absorbido por la sangre).
Una vez alcanzado el tiempo máximo de trabajo, los trabajadores vuelven a la cámara
hiperbárica para someterse al ciclo de descompresión, con el fin de eliminar las burbujas
de nitrógeno y así evitar cualquier tipo de accidente. El ciclo de descompresión se define
teniendo en cuenta la presión de trabajo y el tiempo de exposición, y al igual que los
tiempos de compresión y descompresión están tabulados.
Si la descompresión fuese rápida o inadecuada, la sangre no podrá llevar este nitrógeno
en solución, sino que formará burbujas, provocando un accidente de descompresión.
En ocasiones, motivado por la naturaleza y estado del terreno a excavar, es preciso
aumentar la presión de tierra en la cámara de amasado, por encima de 3,5 bares. La
exposición de trabajadores a estas nuevas presiones de trabajo, hace necesario
encontrar una alternativa al aire comprimido, por el alto riesgo de que los trabajadores
sufran narcosis por nitrógeno y por la dificultad de realizar una correcta ventilación
pulmonar.
La alternativa hasta ahora empleada consiste en que los trabajadores respiren una
mezcla de gases de menor densidad que el aire, como puede ser el trimix, que es una
mezcla de gases formada por Oxígeno, Helio y Nitrógeno, empleada en buceo
profesional. Al añadirle Helio a la mezcla de gases respirables, se consigue reducir la
proporción de nitrógeno por debajo de las proporciones atmosféricas, de manera que
puede ser respirada a mayor presión con menos riesgo que el que supone el uso del aire
comprimido.
El uso de trimix, aunque hace posible trabajar con presiones superiores a las que se
considerarían seguras con aire comprimido, representa una mayor complejidad de las
condiciones de los ciclos de descompresión y una mayor duración de los mismos.
A esta circunstancia de tener que realizar un trabajo en condiciones hiperbáricas, para
los trabajos de mantenimiento y reparación de los útiles de corte de la cabeza de la
tuneladora, hay que añadir otros condicionantes físicos como son la alta temperatura,
que obliga a hidratarse continuamente y organizar turnos y rotaciones, y el reducido
espacio de trabajo que incrementa los riesgos de atrapamientos y sobreesfuerzos.
Todo lo anteriormente mencionado resume la dificultad que representa la realización de
trabajos de mantenimiento en la cabeza de corte de una tuneladora y en particular, los
múltiples riesgos que conllevan los trabajos en condiciones hiperbáricas.
Estas condiciones de trabajo, hacen necesaria la aplicación de innovaciones
tecnológicas en la fabricación de la máquina, que aporten una alternativa que permita
reducir al mínimo, los trabajos hiperbáricos para el mantenimiento y sustitución de las
herramientas de corte.
- 18 -
Acción preventiva
Teniendo como objetivo reducir al mínimo las intervenciones hiperbáricas en los trabajos
de mantenimiento y sustitución de las herramientas de corte, para el proyecto “SR 99
Bored Tunnel” se ha diseñado una tuneladora, con un sistema denominado “Atmospheric
Cutter Changing Devices”, que permite que el acceso para la sustitución de la mayoría
de los discos de corte, pueda realizarse a la presión atmosférica.
En este diseño, los brazos principales que configuran la cabeza de corte son huecos y
accesibles desde el interior de la máquina. De este modo, el operario accede al interior
de la cabeza a presión atmosférica, a fin de realizar la inspección y sustitución de útiles
de corte de manera rápida y segura.
Si bien, el espacio disponible en el interior de los brazos depende de las dimensiones de
la máquina, para el diámetro de nuestro proyecto (17,48m.), esta operación resulta
relativamente sencilla. A través de compuertas situadas en el mamparo, se accede a los
dos brazos enfrentados con ellas y dispuestos en posición horizontal.
Por el mismo acceso que se ha dispuesto para los trabajadores, se introducen los útiles
de corte nuevos y se retiran los dañados con la ayuda de pequeños monorraíles,
eliminando cualquier trabajo de carga de elementos pesados.
El alojamiento de los útiles de corte dispone de un cierre esférico, tipo válvula de bola,
que permite el giro de 180º dejando cerrado el frente, manteniendo así la presión de la
cámara y posibilitando la sustitución del cortador en condiciones atmosféricas una vez
abierta la compuerta de la mini exclusa. Tras sustituir el cortador, se procede a cerrar la
esclusa y se realiza la operación inversa. El soporte de alojamiento permite la instalación
de discos de corte y picas (ripper teeth).
La cabeza de corte dispone de discos de corte dobles o dientes de precorte,
estratégicamente distribuidos para cubrir toda su superficie. De los 67 discos de corte
incluidos en el diseño de la cabeza de corte, 49 de ellos pueden ser sustituidos a presión
atmosférica, accediendo a su alojamiento desde los brazos principales de la cabeza de corte.
La sustitución de las picas, se puede realizar de dos formas distintas. Una de ellas,
consiste en la extracción de las picas desde los brazos accesibles de la cabeza de corte,
y su reemplazo por una nueva pica. Toda esta operación se realiza con ayuda de
utensilios diseñados al efecto, de manera que el trabajador no precise realizar esfuerzos
físicos.
Otro método de sustitución de picas es el que se realiza para las denominadas picas de
emergencia, que son utilizadas en los casos en que las paradas no se recomienden
porque el frente de excavación se encuentre en una zona con geología muy adversa, en
la que la parada podría ocasionar asientos en superficie.
En estos casos, el desgaste excesivo de la pica original es detectado por medio de
sensores que trasmiten la información al puesto del operador de la tuneladora. Desde
este mismo puesto, se procede a la colocación de las nuevas picas, que se encuentran
dispuestas tras la cabeza de corte y son accionadas de forma hidráulica. De este modo,
no son precisas ni las intervenciones hiperbáricas, ni las atmosféricas y su sustitución se
realiza sin la presencia de trabajadores en el frente.
- 19 -
Evaluación de la eficacia
Inicialmente, antes de trabajar en el diseño de la tuneladora con el sistema “Atmospheric
Cutter Changing Devices”, en la fase de oferta se había establecido un plan de trabajos
que recogía 19 intervenciones hiperbáricas.
Las nuevas condiciones de diseño, han hecho necesario recalcular las intervenciones de
mantenimiento para inspección y cambio de las herramientas de corte. Para ello, se han
tenido en cuenta las siguientes variables:
-
Máxima duración prevista para las herramientas (670 km, para los discos de corte y
2.000 km para los dientes de precorte).
Tipo de terreno.
Velocidad de la tuneladora en cada tramo.
Penetración (mm avance / rpm) en cada tramo.
Sabiendo que este dispositivo nos da la posibilidad de cambiar 49 discos de corte en
condiciones atmosféricas, del total de los 67 de que dispone la cabeza de corte, se
estimaba que algunas de las intervenciones podrían realizarse en su totalidad, en
condiciones atmosféricas.
La utilización del sistema “Atmospheric Cutter Changing Devices” representa una
reducción de la exposición de los trabajadores a ambiente hiperbárico superior al 50%.
Que nuestra máquina posea el sistema “Atmospheric Cutter Changing Devices”, permite
una gran reducción del número de intervenciones hiperbáricas, por lo que para cada una
de estas situaciones, para un mismo proceso productivo, estamos evitando el riesgo, y
por tanto aplicando el primero de los principios de la acción preventiva que recoge el
artículo 15 de la Ley de Prevención de Riesgos Laborales.
Aplicando innovaciones tecnológicas en el diseño y fabricación de la tuneladora, para la
adopción de esta solución en nuestro proyecto, estamos aplicando el principio de la
acción preventiva, que se refiere a tener en cuenta la evolución de la técnica.
- 20 -
Segundo premio a la mejor acción preventiva para el
control del riesgo
Modalidad “General”
Eliminación de las manipulaciones
de carga manuales en el proceso
de corte y doblado
Girbau, SA
GIRBAU, SA, desde su creación, ha venido desarrollando siempre mediante
tecnología propia, maquinaria altamente especializada para lavanderías
industriales.
Crta. Manlleu Km 1
08500 Vic (Barcelona)
www.girbau.es
Problema u oportunidad
Uno de los procesos claves en GIRBAU, SA es
el de corte y plegado de piezas que se realiza
internamente en la sección de planchistería.
En esta sección se efectúan fases de
fabricación a casi el 50% del total de piezas
internas, lo que se traduce en un total de más
de 20.000 operaciones anuales.
Entre el 1995 y el 2008 hubo en la empresa un
total de 322 accidentes laborales, de éstos 86
(un 27%) sucedieron en la sección de
planchistería, el desglose de estos se traduce
en: 36% por sobresfuerzo, 25% por cortes,
23% por golpes, 8% por atrapamientos y 8%
otros.
- 21 -
Acción preventiva
a. Criterios de diseño de la nueva sección de planchistería
Identificación del riesgo:
Del análisis anterior se puede afirmar que en la sección de planchistería se realizan
un gran volumen de operaciones de trabajo y presenta uno de los índices más altos
de accidentalidad de la empresa; por este motivo es necesario realizar acciones
correctoras y medidas preventivas para un mejor control del riesgo.
Las causas de accidente están identificadas. Se ha observado que la tipología de la
mayoría de los accidentes son: por sobresfuerzo, cortes y golpes. Las tres, en la gran
mayoría de los casos, ocurren durante la manutención y manipulación de cargas
presente en muchas de las fases del proceso. Tenemos pues identificadas las causas
principales de accidentes y las consecuencias.
Acciones preventivas para el control del riesgo:
Se decide actuar en la sección de planchistería con la adquisición de 4 máquinas
de última generación (tres de corte: dos punzonadoras y un láser; y una
plegadora) las máquinas se complementan con un almacén central de chapa
automatizado para formatos de medidas máximas de 3000 x 1500 mm. Para
prevenir el riesgo existente hasta el momento, se diseña la nueva sección
automatizando prácticamente todas las manutenciones y manipulaciones de
carga, asumiendo el incremento del coste de la inversión y priorizando la
seguridad a coste de la producción. El total de la inversión se acerca a los 4,5
millones de euros de los cuales prácticamente el 50% son consecuencia de la
eliminación de dichas manipulaciones.
La ejecución del proyecto se realiza en tres fases y tiene un timing de 3 años, iniciándose
la primera fase en el año 2009.
b. Mejoras del proceso productivo resultante:
Transporte de formatos a almacén y almacenar: El operario mediante carretilla
elevadora carga el palet de madera con los formatos de plancha para depositarlo
sobre carro automático de transporte, este levanta unos topes para separar los
formatos del palet y un carro elevador almacena el material a estantería.
Transporte de formatos a fase de corte: El operario desde PC de control de
máquina introduce el número de programa a realizar, luego los formatos se
transportan automáticamente a máquina mediante carros.
Fase de corte: Los formatos se cargan a máquina automáticamente sin necesidad
de intervención de operario. Igualmente existen elementos para retirar la pieza
cortada y la rejilla de chapa sobrante. También existe equipo automático de carga
de punzones y matrices a máquina. Remarcar que en máquina de corte láser se
penaliza la productividad debido a la lentitud del sistema.
Transporte de piezas cortadas a almacén: Las piezas cortadas depositadas
automáticamente en carro, son transportadas por el mismo y almacenadas en
almacén.
- 22 -
Fase de doblado: Igual que en la fase de corte, el operario introduce el número de
programa a realizar y automáticamente el almacén transporta las piezas
previamente cortadas a máquina. Es un robot quién junto a la máquina realiza la
fase de doblado, lo que evita la intervención de operarios. En muchos casos se
penaliza la productividad pero se evitan accidentes causados por los movimientos
repetitivos que esta fase requiere.
Transporte de piezas dobladas y almacenar: Un operario con ayuda de carretilla
elevadora o manual, desplaza las piezas a su ubicación final.
El nuevo proceso elimina prácticamente las manipulaciones de carga por parte de
operarios, lo que debe garantizar la eliminación o disminución de los accidentes.
Elementos automáticos de la instalación para manutención de cargas:
Carros de entrada de formatos a almacén
Almacén de chapa con carro elevador de almacenamiento
Carros entrada/Salida material almacén-máquinas
“Sheet Master” útil carga/descarga de material de máquina de corte punzonadora
“Lift Master” útil carga/descarga de material de máquina de corte láser
“Bend Master” robot de doblado
“Shear Master” Retirada y troceado de chapa sobrante
“Tool Master” carga automática de punzones y matrices a máquina de corte
punzonadora
Nuevos elementos de seguridad en la instalación, protecciones colectivas:
Los elementos de seguridad son los propios de cada una de las máquinas o elementos
que componen toda la instalación (barreras ópticas y vallados de seguridad, fotocélulas,
paros de emergencia, etc., todas definidas por el fabricante y según normativa vigente).
El nivel de protecciones colectivas de la instalación aumenta considerablemente y se
complementa con los equipos de protección individuales a utilizar por los operarios según
la evaluación de riesgos.
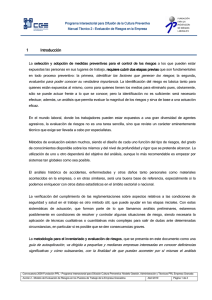
Evaluación de la eficacia
En la figura se representa el número de accidentes de la sección de planchistería de los
últimos años. Se observa que la tendencia a partir del 2009 es claramente decreciente
(año de la implantación de la primera fase) y a
destacar la nula accidentalidad a partir del
2011 (finalizado ya el proyecto).
Los datos obtenidos nos demuestran que la
acción preventiva ha resultado plenamente
eficaz y satisfactoria, la accidentalidad de la
sección no solo ha disminuido sino que se ha
eliminado desde la puesta en marcha total de
la instalación.
- 23 -
- 24 -
Tercer premio a la mejor acción preventiva para el
control del riesgo
Modalidad “General”
Simulador para formación
de técnicos
de mantenimiento
Ingeteam Service, SA
Prestación de servicios especializados de operación y mantenimiento de
instalaciones de producción de energía eléctrica a través de fuentes de
energías renovables
Parque Empresarial Campollano C/D, 1
02007 Albacete
www.ingeteam.com
Problema u oportunidad
El trabajo en parques eólicos tiene asociado una serie de riesgos importantes a tener en
cuenta para la seguridad y salud de los trabajadores. Podemos identificar como los más
importantes:
Accidente de circulación: Todos los trabajadores se desplazan con vehículos de
empresa hasta la localización de los distintos parques eólicos que están situados
normalmente en parajes aislados y montañosos.
Riesgo eléctrico: El funcionamiento y mantenimiento de los aerogeneradores se
basa en componentes eléctricos, tanto de baja como de alta tensión.
Caída desde altura: El trabajo en aerogeneradores se realiza en alturas desde
45m hasta 80m, debiendo limitarlo a personal debidamente formado y cualificado
para este trabajo.
Para el control de la caída de altura la empresa ha desarrollado, como medida preventiva
más eficaz, un programa de formación teórico y práctico a través de la creación de
simulador para la formación de técnicos de mantenimiento de aerogeneradores.
- 25 -
Acción preventiva
El personal de mantenimiento de parques eólicos realiza la mayoría del tiempo de trabajo
en los aerogeneradores, concretamente en la nacelle (o barquilla) de éstos, situada a una
altura de hasta 80m. Para el acceso a ella se cuenta con distintos elementos:
Escala fija interior situada junto al tubo. En estos aerogeneradores el técnico sube
por la escala de forma manual con lo que se generan riesgos derivados del
esfuerzo realizado (musculoesqueléticos) y de caídas a distinto nivel.
Escala fija interior situada junto al tubo y ayudador. En estos casos se dispone de
un ayudador lo que permite que el peso que hay que subir disminuya al 50% y por
tanto, se reduzca el riesgo musculoesquelético. Aunque continua el de caída a
distinto nivel.
Los aerogeneradores más altos y actuales cuentan con un elevador dentro de
estos, guiados por cables o por guías fijas. Estos elevadores evitan en gran
medida los riesgos de los dos primeros casos. Sin embargo, generan nuevos
riesgos.
Estos nuevos riesgos pueden darse, por ejemplo, en caso de una parada imprevista del
elevador. Será necesario bajarlo de forma manual o, en caso de tener que evacuarlo y
continuar el ascenso o el descenso deberá utilizarse la escala fija. Para este último caso,
la medida preventiva a adoptar es, además de utilizar los equipos de protección individual
necesarios, formar a los técnicos en el uso y evacuación del elevador, debiendo ser esta
formación no solo teórica, sino también práctica.
Para proporcionar la formación adecuada a sus técnicos la empresa ha instalado en sus
instalaciones un elevador para realizar los cursos de formación práctica tanto inicial como
periódica. Lo que permite impartir la formación realizando la práctica tantas veces como
es necesaria y a una altura reducida, con el fin de no tener que parar aerogeneradores
para realizar la formación.
Otro de los problemas graves al trabajar en la
nacelle (o barquilla) de un aerogenerador es
la evacuación ante una emergencia
(incendio). Para solventar esta situación se
dispone de descensores de emergencia.
Estos descensores se encuentran en cada
uno de los aerogeneradores o bien, si estos
no disponen, los técnicos lo suben a la
nacelle en cada uno de sus trabajos.
Para poder llegar a evacuar el aerogenerador
por su exterior utilizando este dispositivo, los
técnicos deben ser debidamente formados tanto inicial como periódicamente así como de
forma teórica y práctica. Por ello la empresa ha desarrollado un simulador instalado en
sus instalaciones en donde los técnicos realizan la evacuación de la nacelle de un
aerogenerador por el exterior utilizando los descensores de emergencia.
- 26 -
Destacar que toda la formación, tanto del
simulador como del programa en seguridad y
salud, es impartida por profesores de la
plantilla de INGETEAM SERVICE, SA,
debidamente certificados a tal efecto.
Evaluación de la eficacia
La empresa INGETEAM SERVICE, SA ha
conseguido reducir su tasa de incidencia en los
tres últimos años, pasando de un 6370 en
2009 a un 5720 en 2011.
Además, permite impartir una completa
formación teórica y práctica antes de la
incorporación al puesto de trabajo, lo que
permite evitar la introducción de riesgos y sin
tener que esperar a que un cliente permita
hacer pruebas en su aerogenerador.
La posibilidad de repetir los ejercicios tantas veces como se desee permite la obtención
de la destreza necesaria.
Y, por último, la instalación contribuye a una buena imagen hacia trabajadores, clientes y
otras partes interesadas. Es decir, se ofrece una imagen de seriedad y compromiso con
la seguridad cuando se acometen estas inversiones.
- 27 -
- 28 -
Primer premio a la mejor práctica de gestión de la
prevención
Modalidad “General”
La Coordinación de Actividades
Empresariales en el Sistema de
Gestión de Navantia
Navantia, SA
Empresa de referencia mundial en el ámbito de la construcción y
reparación naval militar. Nace en el año 2005 como consecuencia de la
fusión de Astilleros Españoles, SA y la Empresa Nacional Bazán de
Construcciones Navales Militares, SA.
C/ Velázquez, 132
28006 Madrid
www.navantia.es
Problema u oportunidad
La Construcción Naval está considerada legalmente como actividad peligrosa al estar
incluida en el Anexo I del RD 39/1997 por los riesgos inherentes a dicha actividad. Pero
además, en función de la Disposición adicional undécima del citado RD, se considera
actividad peligrosa a efectos de coordinación de actividades empresariales, dada la gran
confluencia de empresas en la construcción de un buque.
La peligrosidad de la actividad se incrementa de forma manifiesta con la confluencia de
numerosas empresas auxiliares en el centro de trabajo; es por ello que la Coordinación
de Actividades Empresariales (RD 171/2004) es un instrumento imprescindible para el
control y disminución de los riesgos.
El nivel de subcontratación de NAVANTIA, SA es aproximadamente del 50%, por tanto,
cobra una importancia relevante el que las empresas auxiliares adquieran una cultura
preventiva similar a la de la empresa, de ahí que se hayan elaborado una serie de
- 29 -
procedimientos y herramientas de cara a conseguir de estas empresas auxiliares una
actuación similar a la de NAVANTIA, SA, totalmente coherente con su política.
Práctica de gestión
Las principales actuaciones son las siguientes:
Proceso de homologación
Para que una empresa pueda entrar a trabajar en NAVANTIA, SA es necesario e
imprescindible que se someta a un proceso de homologación. Con anterioridad a la
formalización de cualquier contrato deben validarse las empresas que han de reunir
una serie de requisitos mínimos, y entre ellos requisitos preventivos.
Por tanto, toda empresa para poder realizar su actividad contratada o subcontratada
en NAVANTIA, SA, deberá estar previamente homologada.
La información a solicitar en materia de Prevención y Medio Ambiente a la Industria
Auxiliar para su homologación es asesorada por el Departamento de Prevención y
Medio Ambiente, que efectuará una Auditoría en caso necesario.
Intercambio de información previa al inicio de los trabajos
Una vez formalizado el contrato se requiere la documentación necesaria según el
procedimiento de coordinación de actividades del SGPRL. Toda empresa contratada
o subcontratada por NAVANTIA SA, deberá presentar previamente al inicio de los
trabajos, la documentación específica a los trabajos que van a realizar.
Toda la documentación es gestionada por la OCA (Oficina de Control de Acceso).
Esta Oficina, con anterioridad al comienzo de los trabajos, inicia el intercambio de
información con las empresas auxiliares contratadas que constituye un requisito
previo para la autorización de entrada a la realización del trabajo.
Al mismo tiempo la OCA entrega a los empresarios de las empresas auxiliares: los
riesgos específicos del Centro de Trabajo y sus medidas preventivas, el Plan de
emergencias del Centro y los Procedimientos e Instrucciones de Trabajo que le sean
de aplicación.
Charlas de acogida
Para garantizar que toda la información llega a los trabajadores de las empresas
auxiliares se les imparte una jornada de acogida en la que se les exponen:
-
Los riesgos específicos del Centro de Trabajo y sus medidas preventivas.
Plan de emergencias del Centro.
Procedimientos e Instrucciones de Trabajo que le sean de aplicación.
Estas charlas son impartidas por el Departamento de Prevención y Medio Ambiente
y nadie puede comenzar a trabajar sin haber pasado por ellas.
Control y seguimiento de las empresas auxiliares
- 30 -
La Oficina de Control de Industria Auxiliar (OCIA), realiza el seguimiento y
cumplimiento de las especificaciones en materia de prevención de riesgos laborales.
Las diferentes Direcciones, Departamentos y Servicios implicados en la obra, están
en permanente contacto con la OCIA, a la que comunican los incumplimientos que
verifiquen. Estos incumplimientos independientemente de las No Conformidades a las
que pudieran dar lugar, pueden también dar lugar a penalizaciones.
Ya en un segundo nivel la empresa auxiliar deberá asumir e incorporarse al SGPRL
de NAVANTIA, SA, planificando e implantando el control operacional.
Implantación de objetivos para la empresa auxiliar
A los empresarios de las empresas auxiliares se les explica de forma personalizada
la política, lo que se está haciendo en prevención y se le anima a que voluntariamente
establezca para su organización unos objetivos preventivos, aconsejándoles por
parte del Servicio de Prevención los que mejor le vendrían a cada una.
Una vez establecidos por las empresas auxiliares, se les hace un seguimiento del
grado de cumplimiento y se evalúa su eficacia en función de los resultados obtenidos.
Auditorías
El tercer nivel cierra el ciclo mediante auditorías internas que desarrolladas y
planificadas por el Departamento de Prevención y Medio ambiente sirven de
información a la organización y dirección.
Herramientas de coordinación
Al objeto de garantizar una correcta coordinación entre las diferentes empresas se
han establecido una serie de figuras y procesos:
-
-
-
-
Coordinador de Actividades Preventivas de NAVANTIA, SA: Trabajadores de la
empresa titular o de las empresas concurrentes que reúnan los conocimientos,
cualificación y experiencia en las actividades.
Recursos Preventivos Presenciales: Son nombrados de entre la línea de mandos
de NAVANTIA, SA.
Coordinadores/Interlocutores Preventivos de las empresas auxiliares: Nombrado
por el empresario de empresa contratada debe tener capacidad de organización
sobre la obra y personas.
Recursos Preventivos Presenciales de las empresas auxiliares: Son nombrados
por el empresario de la empresa auxiliar.
Reunión Inicial de Coordinación: Dirigida por el coordinador de NAVANTIA, SA y
asisten la de su línea de mando y la de las empresas auxiliares que participan en
la obra y en ella se difunde el Plan Preventivo Específico de la Obra.
Plan Preventivo Específico de la Obra: Recoge las medidas preventivas a adoptar
en función de los trabajos a realizar.
Reuniones Periódicas de Coordinación: En función de los trabajos o áreas de
trabajo se establecen unas reuniones periódicas.
Permisos de Trabajos Especiales: Se han establecido una serie de trabajos que
requieren una autorización escrita para su realización.
- 31 -
-
Observaciones Preventivas Periódicas: Son Inspecciones de seguridad que
lideradas por el coordinador, se realizan con todos los implicados en la zona.
-
No Conformidades: Los incumplimientos en materia preventiva que se detecten
darán lugar al levantamiento de una No Conformidad, que dependiendo de su
gravedad y la frecuencia de las mismas podrá ser además sancionada, para lo
cual deberá ser comunicada a la OCIA para que proceda.
Evaluación de la eficacia
La aplicación de las medidas descritas anteriormente ha traído como consecuencia una
disminución del número de accidentes tanto baja como no baja y por lo tanto de los
Índices de Frecuencia de Accidentes.
-
El Índice de Frecuencia General de Accidentes (con baja y sin baja) que en el año
2005 era de 123,10, ha descendido a 50,76.
El Índice de Frecuencia Accidentes con Baja, que en el año 2005 era de 39,03, ha
descendido a 22,84.
El Índice de Frecuencia Accidentes Sin Baja, que en el año 2005 era de 84,06, ha
descendido a 27,91.
El Índice de Gravedad, que en el año 2005 era de 1,45, ha descendido a 0,72.
El Índice de Incidencia que en el año 2005 era de 6.154, ha descendido a 3.849.
Respecto a la Industria Auxiliar se ha conseguido bajar su Índice de Peligrosidad en un
30,11% en tan solo 1,9 años. Pasando de un valor de 68,08 en el año 2010 a 47,58
actual.
- 32 -
Segundo premio a la mejor práctica de gestión de la
prevención
Modalidad “General”
Implantación y adecuación
del método Ergo Par
Johnson Controls Automotive Spain, SA
Empresa dedicada a la fabricación de componentes, piezas y accesorios
para vehículos a motor.
Av. La Foia 24
46440 Almussafes (Valencia)
www.johnsoncontrols.es
Problema u oportunidad
Debido al sistema de producción de JOHNSON CONTROLS y al tipo de tareas que
deben realizar los operarios para el ensamblaje de asientos, existía un riesgo por
realización de movimientos repetitivos fundamentalmente de manos y brazos. En ciertas
tareas, el trabajador adoptaba posturas forzadas y realización de manipulación manual
de cargas.
Los estudios e informes desarrollados evidenciaron que en las rotaciones
correspondientes al ensamblaje de determinados productos y en la rotación
Apoyacabezas 100% de la producción de un tipo de asiento, podían presentarse riesgos
de origen ergonómico.
La implantación del método Ergo Par (Método desarrollado por ISTAS y con la
colaboración del IBV) ha permitido enfocar problemas ergonómicos desde distintos
puntos de vista, por lo que se ha implantado y adecuado este método al sistema de
producción de JOHNSON CONTROLS.
- 33 -
Práctica de gestión
Con el objetivo de mejorar las condiciones ergonómicas en los diferentes puestos de
trabajo y de involucrar a todos los departamentos de JOHNSON CONTROLS, se ha
implantado la metodología Ergo Par, prueba piloto a nivel nacional. Esta metodología de
ergonomía participativa, ha sido presentada y aprobada por el Comité de Seguridad y
Salud. JOHNSON CONTROLS asigna los recursos técnicos y económicos necesarios
para implementar dicho método y aplicar las medidas preventivas oportunas.
El objetivo de esta metodología es la de mejorar las condiciones ergonómicas de los
puestos de trabajo teniendo como punto de partida principal la percepción del trabajador.
Para implantar dicha metodología, se han generado grupos de trabajo multidisciplinares,
se ha formado a todos los participantes sobre conceptos fundamentales en ergonomía y
se han abordado distintos puestos de trabajo.
El punto de partida de este método es la creación de Grupo Ergo. El Grupo Ergo es el
encargado de apoyar y guiar la implantación de este método en todas las fases. Está
constituido por 9 personas con responsabilidades en materia de seguridad laboral dentro
de la empresa.
Todos los integrantes del grupo Ergo Par han recibido formación sobre conceptos
fundamentales en ergonomía. Además se ha nombrado a un responsable para divulgar
toda la información referente al grupo Ergo Par mediante los diferentes canales de
comunicación de la empresa.
En la reunión inicial del grupo Ergo Par se define el ámbito de aplicación. Una vez
definido el ámbito de aplicación, se pasan cuestionarios a todos los trabajadores que
realizan el trabajo, en los que se identifican los riesgos ergonómicos asociados a las
diferentes tareas que se realizan y los problemas musculares asociados.
Los riesgos identificados por los trabajadores, son estudiados por el grupo Ergo Par y se
proponen medidas preventivas para eliminar el riesgo.
Tal y como se ha comentado anteriormente, el punto
fuerte de esta metodología es la involucración de los
trabajadores, por ello se constituye el Círculo de
prevención. Este grupo de trabajo está formado por los
operarios de la zona y dos miembros del grupo Ergo Par
cuya misión es conducir el grupo y presentar los
resultados obtenidos.
En este Círculo de prevención, se presentan los
resultados obtenidos de los cuestionarios y son los
trabajadores quienes proponen las medidas preventivas.
Estas medidas propuestas por los trabajadores, son
cotejadas con las medidas propuestas por el grupo Ergo
Par.
Finalmente se priorizan las medidas establecidas por el Círculo de Prevención,
implantándose sólo las medidas preventivas aprobadas por el Círculo de Prevención
(Trabajadores de Línea).
- 34 -
Evaluación de la eficacia
La empresa JOHNSON CONTROLS AUTOMOTIVE
SPAIN,SA ha conseguido reducir su tasa de
incidencia en los tres últimos años, pasando de
4152 en 2009 a 1200 en 2011.
Según datos de la empresa han conseguido la
reducción de la siniestralidad laboral en un 17,5% y
la reducción del absentismo laboral en un 2%.
Las medidas implantadas han eliminado todos los
riesgos asociados a la manipulación manual de
cargas debido a la utilización de manipuladores además de eliminar los riesgos de
empuje/arrastre mediante la implantación de transporte automático y autoguiado.
También se han eliminado los riesgos asociados a la realización de giros e inclinación de
cuello/cabeza y espalda, debido a un cambio significativo en los procesos y en los
puestos de producción.
Mediante la instalación de alfombras antifatiga se ha reducido considerablemente el
riesgo por bipedestación prolongada.
Se ha conseguido mejorar la implicación de todos
los agentes en materia de prevención de riesgos
laborales y se ha mejorado considerablemente el
clima laboral, así como se han aumentado los
canales de comunicación.
Debido a los buenos resultados obtenidos con esta
metodología, JOHNSON CONTROLS la ha
adecuado a su sistema de trabajo y la ha ampliado
en las especialidades de seguridad e higiene
industrial.
- 35 -
- 36 -
Tercer premio a la mejor práctica de gestión de la
prevención
Modalidad “General”
Sistema de gestión integrado
para la mejora continua
Croda Ibérica, SA
Empresa dedicada al diseño y la producción de tensoactivos para
cosmética, farmacia, agricultura, lubricantes, textil y papel.
Crta.C-35, Km 72
08495 Fogars de la Selva (Barcelona)
www.croda.com
Problema u oportunidad
La integración de la gestión de la prevención de los riesgos laborales en todos los niveles
de la empresa es una ardua tarea que no tiene tregua, los constantes cambios, la
evolución de la tecnología y de las necesidades de los mercados y consumidores obligan
a estar alerta constantemente. Es por esto que se necesitan sistemas robustos y eficaces
capaces de gestionar con éxito estos problemas.
La empresa con el afán de optimizar la eficiencia y eficacia del sistema implantado
constituye un sistema de gestión integrado en toda la organización basado en la mejora
continua.
Con el fin de conseguir este propósito, la empresa quiere lograr entornos de trabajos
seguros y saludables; por este motivo integra la prevención en la gestión de la actividad
diaria, de la misma manera y con los mismos esfuerzos dedicados a la calidad,
productividad, clientes y costes, para llegar a ser una empresa competitiva, líder y
referente en materia de seguridad.
La prevención así planteada se convierte en una actividad que se fundamenta en el
compromiso y liderazgo de la dirección y de todos los mandos intermedios, requiriendo
la participación e implicación de todas las personas ya sean propias o ajenas, con el fin
- 37 -
de desarrollar una cultura preventiva sólida donde todos actuemos siempre evitando que
cualquier persona pueda accidentarse.
La empresa opta por un sistema mixto en el que se crea un Servicio de Prevención
Propio que asume las especialidades de Seguridad y Ergonomía y Psicosociología
Aplicada. Se contrata con el Servicio de Prevención Ajeno las especialidades de Higiene
y Medicina del Trabajo.
Además cuentan con las figuras de representación social en materia de prevención como
son los Delegados de prevención y el Comité de Seguridad y Salud.
Dispone de una política preventiva definida en la “Declaración de principios de la política
de seguridad y salud laboral” y se llevan a cabo anualmente programas de mejora de la
prevención.
Práctica de gestión
Desde el año 1993, la empresa ha llevado a cabo diferentes sistemas de gestión por
separado (Seguridad y Salud Laboral, Medio Ambiente, Calidad, Ingeniería, etc.).
La puesta en marcha de estos sistemas generó una serie de dificultades tanto en su
organización como en su implantación considerando necesario la constitución a partir del
año 1994, de un Sistema de Gestión Integrado formado por todos los Sistemas de
Gestión de la Empresa:
Calidad
Seguridad y Salud Laboral
Medio Ambiente
Ingeniería
Finanzas
Responsabilidad Social Corporativa
Formalmente el Sistema de Gestión Integrado se documentó a través del Manual de
Sistemas de Gestión y constituye una referencia general para toda la empresa. En él se
describe el sistema General de Calidad Total adoptado, la estructura organizativa, las
responsabilidades y los elementos que componen la gestión integrada.
Es desde este Manual que cada uno de los Sistemas de Gestión que lo integran,
establece su propio Manual de Gestión, en el que se describe la Política específica del
Sistema que representa, así como la autoridad y recursos asignados, su control
documental, organización necesaria para llevar a cabo su actividad, los estándares y
normas que son aplicadas y/o tomadas como referencia de cumplimiento y los elementos
del Sistema de Gestión que lo configuran, todo esto dentro de un Círculo de Mejora
Continua.
- 38 -
Con su implantación se consiguió:
Trasladar el proceso de mejora continua a las otras áreas de gestión buscando la
máxima eficiencia en los procesos de trabajo.
El compromiso de toda la Organización, desde la alta Dirección hasta el resto de
personas que la integran.
Simplificar la gestión documental de manera que todos los sistemas se relacionaran
entre sí, con una estructura básica y común.
El Sistema de Gestión Integrado es un hecho diferencial de nuestra empresa y genera
valor añadido a nuestros productos y servicios en el mercado.
Más concretamente, en el ámbito de la prevención aporta una:
Mejora de la implicación, participación y compromiso de la Dirección de la empresa,
del Servicio de Prevención Propio y de toda la Organización. Mejora material y técnica
efectiva de las condiciones de seguridad y salud, eliminando y minimizando el riesgo.
Reducción de los accidentes de trabajo y enfermedades profesionales.
Mejora efectiva de las condiciones de trabajo.
Mayor integración de los trabajadores de la empresa en la Organización, cuya
consecuencia genera una mejora del clima laboral y una cultura positiva de seguridad
y salud.
Mejora de los costes de producción.
Participación directa y activa de todo el personal de la empresa, tanto interno como
externo.
Mejora de la concienciación y cooperación de todos los trabajadores como
consecuencia de un cambio de actitud promovido por una mejor comunicación en
todos los estamentos de la Organización.
Evaluación de la eficacia
CRODA IBÉRICA, SA es una organización que desde sus inicios y antes de la entrada
en vigor de la Ley de Prevención de Riesgos Laborales ha dedicado una especial
atención en promover, fomentar y garantizar la seguridad y salud laboral de los
trabajadores. Tanto es así que ha conseguido unos índices de accidentalidad excelentes;
“0” accidentes con baja y “0” enfermedades profesionales en los últimos 21 años.
Tales resultados han sido posibles gracias a la implantación, control y seguimiento del
Sistema de Gestión Integrado, tal como figura en las bases de la Política de Seguridad y
Salud Laboral y con la voluntad de incrementar la mejora continua de la prevención en
todos los niveles jerárquicos de la empresa.
CRODA IBÉRICA, SA – MEVISA SITE está convencida que la implantación de este
sistema permite obtener las siguientes mejoras:
- 39 -
Mantener los accidentes y enfermedades profesionales “0”.
Reducir la exposición de todos los empleados en los riesgos de seguridad y salud
asociados a las actividades industriales.
Reducción potencial de tiempos y costes asociados a los accidentes e incidentes.
Posible reducción de los costes de seguros y responsabilidad civil.
Cumplimiento y superación de los requisitos legales.
Evidencia clara de la organización en el compromiso con la seguridad y salud laboral.
Aumento de la credibilidad del Sistema de Gestión de Seguridad y Salud Laboral al
ser evaluado/auditado externamente.
Establecer una organización interdependiente.
Garantizar un modelo proactivo para gestionar eficazmente las actividades en
seguridad y salud laboral.
Establecer una estructura organizativa que cubra todas las funciones,
responsabilidades, planes de mejora de seguridad y salud laboral, procedimientos,
recursos y registros, etc.
Crear un sistema sólido totalmente integrado para garantizar la adecuación de las
sinergias (Calidad, Seguridad y Salud Laboral, Ingeniería, Medio Ambiente, etc.).
Este Sistema de Gestión es de aplicación a cualquier empresa independientemente
del tipo de actividad.
- 40 -
Finalistas
Finalista a mejor acción preventiva para el control del
riesgo
Modalidad “Pequeña empresa”
Sistema de incentivos prevención
y seguridad laboral
Cisternas del vallés, SA
Empresa dedicada al almacenaje y envasado de productos líquidos
clasificados como peligrosos (autorizaciones MIE APQ-1, APQ-6 y APQ-7).
C/ Watt, 1 Polígono “A” de Barberá del Vallés
08210 Barberá del Vallés (Barcelona)
www.cisvasa.com
Problema u oportunidad
CISTERNAS DEL VALLÉS, SA es una empresa familiar con más de 30 años de
trayectoria, dedicada a dar servicios de almacenaje y envasado de productos químicos,
por cuenta de terceros (fabricantes y mayoristas), adoptando una política de contratación
laboral indefinida para sus empleados, con el fin de aplicar la formación necesaria y lograr
garantizar la seguridad de sus puestos de trabajo.
La actividad que lleva a cabo CISTERNAS DEL VALLÉS, SA, requiere la adopción de las
medidas de seguridad y prevención laboral más rigurosas, tanto desde el punto de vista
de la salud laboral de los trabajadores como de la propia instalación. Entre estas medidas
destacamos:
Una dirección implicada en el cumplimiento riguroso de la normativa vigente,
manteniendo un sostenimiento de la política interna en prevención y seguridad a lo
largo de los años.
Una formación continua de todo el personal.
Un sistema interno que incentiva económicamente el logro de objetivos.
Establecimiento de un Comité de Seguridad y Salud, sin necesidad legal de ello.
Implementación de un sistema de gestión en prevención y seguridad laboral.
- 43 -
Realización de simulacros de emergencia.
Una política de consultas y sugerencias con todos los empleados en relación a la
seguridad y prevención.
La prevención y la seguridad laboral ha permitido incrementar el grado de implicación a
los trabajadores en la toma de decisiones de la organización.
Acción preventiva
Formación y comunicación, conseguida a través de un
programa interno de formación y un comité de
seguridad y prevención.
Sistema de incentivos económicos personalizado,
donde la formación juega un papel decisivo, ya que a
través de pruebas escritas (dos al año) se consiguen los
objetivos de la política de la empresa.
Evaluación de la eficacia
El ejercicio 2011 se cerró sin ninguna baja laboral.
En los años 2009 y 2010 hubo un accidente laboral.
La plantilla se incrementó en un trabajador el año 2011
en referencia a los años anteriores.
- 44 -
Finalista a mejor acción preventiva para el control
del riesgo
Modalidad “Pequeña empresa”
Un diseño adecuado y una buena
planificación son la base para una
excelente prevención
Itesal Lacados, SL
Empresa dedicada al lacado de perfil de aluminio y su posterior protección
para evitar el rayado de la pintura.
Pol. Ind. Pina de Ebro, C/G, s/n
50750 Pina de Ebro (Zaragoza)
www.itesal.es
Problema u oportunidad
ITESAL LACADOS, SL tiene un antes y un después de septiembre de 2006, ya que se
produce un cambio en sus instalaciones y pasa de trabajar en una línea horizontal con
una producción de 200 perfiles/hora a hacerlo en una línea vertical con una producción
de 600 perfiles/hora.
Es a partir de este cambio, cuando se decide la incorporación de la prevención de riesgos
laborales en la fase de diseño de las nuevas instalaciones.
Así pues, se plantea la solución a distintos riesgos existentes en las distintas fases del
proceso productivo:
El manejo de los perfiles de aluminio con los puentes grúa relativos al control de
inercia, giro de carga, etc., provocados por las dimensiones reducidas del almacén.
La extracción de los perfiles de los cestones, uno a uno, y traslado a otro tipo de
contenedor distinto para poder sumergirlos en ácidos.
Manipulación manual, en caliente y con posturas forzadas, de los perfiles para su
ubicación en la línea de producción.
- 45 -
Emanación de vapores en el proceso de imprimación del perfil.
Acceso a la cabina de pintura para aplicación de pintura epoxi sobre el perfil, ya que
se produce el efecto sombra (la barra que sujeta el perfil impide la aplicación
automática de la pintura)
Manipulación, con posturas forzadas, de los perfiles ya lacados y secos para pasarlos
de la línea de producción a la zona de Protección.
Acción preventiva
El número de accidentes existentes en las antiguas instalaciones hacía necesario tener
muy en cuenta el factor de la seguridad a la hora de diseñar la nueva planta.
Además, la aplicación de nuevas tecnologías y la adquisición de nueva maquinaria
debían satisfacer las necesidades productivas y tener y contar con todas las medidas de
seguridad necesarias. Así como las modificaciones de proceso deberían estar muy bien
planificadas para conseguir eliminar los riesgos detectados hasta la fecha.
Las principales acciones preventivas llevadas a cabo han sido las siguientes:
Se amplían las dimensiones del almacén lo que
permite ganar en movilidad y maniobrabilidad.
Se incorporan puentes grúa de doble gancho
(se anulan los balanceos y cabeceos) y de
plataforma automática de giro.
Se elimina la necesidad de cambio del material
del cestón a otro contenedor, ya que sólo se
hace necesario extraer las barras de los
cestones de pedidos pequeños.
Extracción manual de perfil desde el cestón a
una mesa, ambas preparadas a una altura
adecuada de forma ergonómica, y taladrado de un
extremo
con
punzonadora
neumática
contrapesada. Finalmente, se coloca con un
gancho en la línea de producción sin levantar el
perfil de la mesa. Es la propia máquina la que
coloca el perfil de forma vertical.
Se incluye una aspiración localizada en la zona de
duchas, que permite la recirculación de ácidos (6
metros cúbicos de ácidos).
Eliminación del acceso al interior de la cabina al
eliminar el efecto sombra. Se establecen medidas
de higiene contra el polvo emanado al recargar la
cabina, pues la pintura está libre de TGIC.
Se desengancha el perfil de la línea, ya que se
coloca encima de las mesas de forma automática.
- 46 -
Evaluación de la eficacia
a. Mejoras de Seguridad
Los puentes grúa son más adecuados a las cargas que se manipulan, ya que no es
necesario el control de la inercia de las cargas (un punto de apoyo frente a dos) y se
evitan sobreesfuerzos (giro de carga motorizado frente al manual de un puente grúa
estandar).
Los almacenes son más amplios, con mayor espacio para permitir realizar los giros y
con mayor visibilidad natural.
b. Mejoras Higiénicas
-
Eliminación de sustancias cancerígenas como son el Cromo III y el Cromo VI.
Eliminación de sustancias alergizantes (pintura sin triglicidil isocianurato).
No es necesario que el operario se introduzca en el interior de las cabinas.
Aspiración de vapores emitidos en el tratamiento, frente a la evaporización
anterior existente en las bañeras.
c. Medidas Ergonómicas
Se han eliminado aproximadamente el 70% de las manipulaciones de cargas y las
que se hacen en la actualidad se encuentran comprendidas entre los 60 y 120
centímetros.
d. Aumento de la Participación de los Trabajadores
Al conocerse la realización de una nueva instalación, se fomentó la participación del
personal para que expresara cómo le gustaría que fuera su puesto de trabajo,
aumentando de esta forma el número de sugerencias de manera exponencial.
Posteriormente, tras la inauguración de la nueva instalación, surgieron pequeñas
anomalías y deficiencias que motivaron la presentación de nuevas sugerencias para
repararlas. Los siguientes años, habiendo creado el hábito en este sistema de trabajo,
la participación del personal se ha mantenido en los mismos niveles.
- 47 -
- 48 -
Finalista a mejor acción preventiva para el control
del riesgo
Modalidad “General”
Proyecto de sustitución
de carretillas y portacazos
de metal fundido
Aluminio y Aleaciones, SA
Empresa dedicada a la fundición de piezas de aluminio en coquilla por
gravedad, homologada como proveedor tanto de piezas en bruto como
mecanizadas por los principales fabricantes del sector de la automoción.
Carretera de Castellón, Km. 6,4 s/n
50720 La Cartuja (Zaragoza)
www.alumalsa.com
Problema u oportunidad
El sistema portacazos, cuya mejora en la seguridad y adaptación a los cambios en la
normativa vigente son objeto de este proyecto, es un sistema que se acopla a una
carretilla elevadora y se utiliza para el transporte de cazos o cucharas de colada aluminio
fundido a una temperatura de 750-820 ºC, desde los hornos de fusión hasta diversas
líneas de producción.
Dicho sistema constituye un punto crítico en la seguridad de la planta al ser la operación
de traslado de metal fundido una de las operaciones que en caso de fallo en el
funcionamiento puede tener unas consecuencias más graves.
El conjunto carretilla-portacazos permite los siguientes movimientos de la cuchara o
cazo:
Elevación de la cuchara
Giro o cambio de orientación de la cuchara
- 49 -
Basculamiento de la cuchara, para verter su contenido
La manipulación del portacazos transportando metal fundido implica el riesgo de
salpicaduras de metal fundido a gran temperatura y su rotura podría producir un vertido
de gran cantidad de metal fundido y salpicaduras de metal fundido afectando una zona
muy amplia.
Problema detectado: generación de fisuras por fatiga en la estructura principal
del portacazos
Medidas realizadas de manera inmediata:
Realización de una verificación completa por parte de mantenimiento de los
portacazos antes de volver a producción (desmontaje del eje principal, detección de
fisuras con líquidos penetrantes, control de los ejes del brazo articulado, control del
pórtico, chequeo de los rodamientos, chequeo de los soportes de cazo).
Establecimiento de una periodicidad mensual de estas revisiones con objeto de
recopilar la información necesaria y establecer preventivos para el año próximo.
Análisis del histórico de demandas para realizar un estudio de las averías,
averiguando lo que se hace ó qué se puede hacer para prevenirlas, evitando su
repetición. Según las observaciones derivadas, definimos las gamas de
automantenimiento, preventivos a realizar y la periodicidad de los mismos.
Recopilación de información sobre el mantenimiento preventivo en carretillas
elevadoras y portacazos en el resto de fábricas del Grupo MONTUPET.
Acción Preventiva
Proyecto de sustitución de carretillas y modificación sustancial en el diseño del
portacazos de metal fundido.
Acciones a corto plazo:
Sustitución de los modelos de carretillas y adaptación de los portacazos a los nuevos
modelos, resumen de acciones:
Elaboración del expediente técnico de construcción de los portacazos, implementos
definidos como “cuasimáquinas” en la reciente actualización de la normativa vigente,
que se incorporan a la carretilla, ya que la realización de este proyecto implica
modificaciones sustanciales con objeto de reforzar las seguridad de los equipos de
manutención empleados.
Certificación “CE” del conjunto carretilla-portacazos por parte de ALUMALSA.
Inclusión en las inspecciones diarias de las carretillas que se realizan en cada turno
de puntos críticos a revisar en los portacazos: control de posición del eje central,
placas, tornillos de seguridad, control de fugas de aceite.
Elaboración de Manual de instrucciones del Sistema Portacazos, describiendo los
siguientes puntos:
- 50 -
-
Condiciones previstas de utilización
Instrucciones para el transporte y el almacenamiento
Instrucciones de montaje de la cuasimáquina
Instrucciones de desmontaje de la cuasimáquina
Instrucciones para la puesta en servicio
Información sobre los riesgos residuales. Medidas preventivas y equipos de
protección individual
Modo operativo a seguir en caso de fallos o averías
Listado de piezas de recambio
Instrucciones para limpieza y mantenimiento
Las fichas de control de mantenimiento del portacazos, estableciendo las
revisiones internas por parte de mantenimiento y su frecuencia.
Revisiones Anuales
· Revisión de grietas en ejes y soldaduras.
Revisiones Trimestrales y Semestrales
· Revisión de los cilindros hidráulicos.
· Revisión del conjunto de volteo del cazo.
· Revisión del conjunto de soporte del crisol.
-
Generación de instrucciones de trabajo, para el mantenimiento preventivo del
sistema portacazos y cazo de transporte de metal.
Instrucción 29203 Rev.B. Instrucción sobre el método de Revisión del portacazos con
frecuencias establecidas para la revisión y/o sustitución de diversos componentes.
Instrucción I23221 Rev. A. sobre el Mantenimiento Preventivo de cazos de transporte de
metal con periodicidad semestral.
Manual 249.21IRev. A, para la instalación y montaje de cuchara cerámica para trasvase
de metal.
Evaluación de la eficacia
En el proceso en curso de implantación del PROYECTO DE SUSTITUCIÓN DE
CARRETILLAS Y PORTACAZOS DE METAL FUNDIDO ya se valora la eficacia de
medidas que se han ejecutado y revisiones que se han establecido:
1. Elaboración del expediente técnico de construcción de los portacazos, cuasi
máquinas que se incorporan a las carretillas, incluyendo su correspondiente
Declaración CE de incorporación.
2. Realización de modificaciones sustanciales con objeto de reforzar las seguridades de
los equipos de manutención empleados: conjunto carretillas-portacazos. Sustitución
de los modelos de carretillas utilizados, rediseño del implemento portacazos y de los
propios cazos.
3. Medidas de protección contra peligros mecánicos, mediante la instalación de
sistemas para evitar el vuelco o caída del portacazos, asegurando su estabilidad.
- Sujeción del faldón del portacazos al mástil de la carretilla.
- 51 -
- Ruedas guiadas por columnas del mástil.
- Bridas de seguridad.
·
·
·
Para sujeción de la cuchara al conjunto del soporte crisol.
Para sujeción del brazo de basculamiento al cazo.
Cambio del sistema que sujeta la cuchara al soporte del portacazos.
- Tope mecánico para evitar sobrepasar el extremo superior vertical del mástil.
- Sistema Paracaídas DOBLE, para evitar la caída del conjunto soporte del crisol y
el cazo hacia abajo.
4. Realización de pruebas de montaje y funcionamiento en vacío y posteriormente con
metal fundido para la Certificación “CE” del conjunto carretilla-portacazos por
ALUMALSA, con la colaboración, jefes de sección, departamento de prevención,
Mantenimiento y trabajadores experimentados de Fusión.
5. Adaptación de las inspecciones diarias de las carretillas que se realizan en cada turno
para la inclusión de puntos críticos a revisar en los portacazos: control de posición del
eje central, placas, tornillos de seguridad, control de fugas de aceite.
6. Elaboración de Manual de instrucciones del Sistema Portacazos incluyendo
instrucciones de utilización, montaje/desmontaje, puesta en servicio, limpieza y
mantenimiento diario y preventivo (diario, trimestral, semestral y anual).
7. Redacción de instrucciones de trabajo específicas, para el mantenimiento preventivo
del sistema portacazos y cazo de transporte de metal.
Sistema portacazos
- 52 -
Finalista a mejor acción preventiva para el control
del riesgo
Modalidad “General”
Plan de Formación en Maquinaria
de Manutención
DHL Supply Chain, SLU
Empresa perteneciente al grupo Deustche Post, y con presencia mundial,
se dedica al almacenamiento y distribución de mercancía para sus clientes.
C/ Rumania, 1, Centro de Transporte,
28821 Coslada (Madrid)
www.dhl.es
Problema u oportunidad
Tras la realización de un análisis pormenorizado de la accidentalidad por la empresa, se
descubrió que ésta estaba claramente relacionada con la manipulación manual de cargas
y con la conducción de maquinaria.
En el caso concreto de la conducción de maquinaria, cuando se analizó la accidentalidad
(el número, sus causas, etc.) se llegó a la conclusión que la formación en máquinas no
era todo lo eficaz que debería ser. Algunos de los motivos eran:
-
-
La formación tenía como objetivo únicamente el cumplimiento formal de la Ley, no
tratar de corregir la causa real de los accidentes.
Los trabajadores recibían una formación que cumplía parcialmente con el artículo 19
de la LPRL.
La normativa legal no establecía un programa con un contenido, duración, etc.
Carencia de un programa regulado. Cada técnico, ya fuera interno o externo, impartía
una formación con un contenido diferente y una duración diferente, en ocasiones
marcada por las necesidades del centro. No existía una estandarización.
Formación exclusivamente del personal de base (personas que diariamente
conducen las máquinas), sin tener en cuenta a la estructura jerárquica como
supervisores para el manejo correcto de las máquinas.
- 53 -
Todo esto hizo replantear el contenido, alcance y objetivos de la formación en máquinas
y crear un nuevo Plan de Formación para toda la compañía.
Acción Preventiva
Uno de los objetivos principales del plan de formación era que independientemente del
centro donde se estuviera e independientemente del técnico que impartiera el curso, el
trabajador debía recibir las mismas pautas y normas de seguridad. En definitiva, todos
los trabajadores debían recibir la misma formación.
Para conseguir este objetivo se ha establecido una formación estandarizada, a partir de
una serie de principios.
Material didáctico estandarizado.
Todos los formadores explican lo mismo. El material incluye tanto la parte del manejo
en sí de la máquina, como la parte del manejo “seguro”. La duración del curso está
fijada, no pudiéndose impartir menos horas de las establecidas.
A lo largo de los años, el contenido ha sido actualizado y mejorado, teniendo en
cuenta los incidentes sufridos como aquellos que han sucedido fuera de la compañía
y se ha tenido conocimiento de ellos.
Formación teórica on line
En ocasiones, bien por la carga de trabajo, bien por la plantilla reducida, se hace
imposible sacar a un grupo entero de la operación en curso.
Para evitar caer en el error de tener
personal trabajando sin formación en el
manejo de las máquinas que utiliza y en
espera de la organización de un curso, se
optó por preparar una formación teórica on
line.
El resultado ha sido un curso teórico
específico para cada tipo de máquinas que,
al final del mismo, realiza una prueba de
evaluación.
Una vez superada la prueba de evaluación, el trabajador está preparado para realizar
las prácticas.
La ventaja de la formación on line es que el trabajador sólo necesita un terminal con
conexión a Internet. Una vez que el Coordinador de Prevención del centro le ha dado
de alta en la plataforma on line, el trabajador puede conectarse cuando quiera,
cuantas veces necesite y desde donde quiera.
Con esto se ha conseguido una mayor eficiencia del tiempo pudiendo usar las franjas
horarias de menor carga de trabajo para que el trabajador se conecte y vaya
realizando el curso, con lo que se consigue un menor impacto en la operación, y un
ahorro en desplazamientos.
- 54 -
Formación práctica
Tras la formación teórica, el trabajador, independientemente de la experiencia que
tenga, debe realizar una formación práctica con las diferentes máquinas.
El trabajador debe pasar un examen teórico y unas pruebas prácticas que,
igualmente, son evaluadas por el formador.
Tanto la formación teórica como la formación práctica quedan documentadas.
Equipo de formadores internos
La formación iba a generar un gran carga de trabajo, tanto por el personal a formar
como por la dispersión de centros. El Servicio de Prevención no podía asumir este
trabajo. Por tanto, se pensó en una solución alternativa: preparar un equipo de
formadores internos.
El equipo de formadores debía tener las siguientes características:
- Estar formado por personal cualificado en materia de prevención de riesgos
Laborales y/o con experiencia en manejo de maquinaria de manutención.
- Tener una distribución geográfica uniforme, de cara a dar servicio no sólo a su
-
centro sino a centros cercanos que por sus características, no pudieran asumir
internamente esta figura.
Los formadores debían tener conocimiento y habilidades formativas en la materia.
El equipo de formadores internos está compuesto por trabajadores entre los que hay
titulados medios y superiores en Prevención de Riesgos Laborales y/o personal de
mantenimiento con conocimientos del manejo de las máquinas.
Los formadores están distribuidos por toda
la geografía, dando cobertura a las
necesidades de los diferentes centros de su
zona.
Respecto a su capacitación, todos los
formadores internos han superado un curso
de 1 semana en el que uno de los técnicos
del Servicio de Prevención, con amplia
experiencia formativa tanto dentro como
fuera de DHL, les prepara como formadores
para las diferentes máquinas usadas en
DHL. Al final de la semana, una empresa formadora de reconocido prestigio les
realiza un examen teórico práctico. Si superan el examen, esta empresa certifica su
cualificación.
Sistema mixto de formación
Los formadores internos de DHL se encargan de dar la formación y hacer las pruebas
internas y, posteriormente y en un plazo no superior a 15 días, una empresa externa
certifica la formación.
- 55 -
Una vez superado el curso internamente, todos los trabajadores pasan por una
jornada de certificación en el que la empresa externa les da una sesión de refuerzo,
les realiza un examen teórico y evalúa su conducción. Si el trabajador no supera las
pruebas para alguna de las diferentes máquinas, queda incapacitado para el uso de
ese tipo de máquinas hasta que vuelva a examinarse.
La empresa externa emite un certificado por cada trabajador en el que se certifica la
formación para cada tipo de máquina que ha superado y le facilita un carné al
trabajador con la fecha de certificación.
Este certificado tiene una validez de 5 años que, posteriormente, hay que renovar.
Formación a los mandos intermedios
Todo aquel mando intermedio que conduce o tiene posibilidad de conducir una
máquina, es formado como tal siguiendo el proceso descrito anteriormente. Si el
mando intermedio no conduce ninguna máquina, se le forma en la parte teórica de la
conducción segura. De esta forma, es conocedor de las normas de seguridad de
aplicación y puede corregir actuaciones.
Medición de la eficacia
Se mide mediante la ausencia de incidentes. Si un trabajador sufre un incidente como
consecuencia de un acto imprudente o se detecta que tiene una conducción
imprudente, nuevamente debe realizar el módulo on line de conducción segura.
Evaluación de la eficacia
El Plan de Formación en Máquinas tenía dos objetivos fundamentales:
Cumplir con la Ley de Prevención de Riesgos Laborales.
Reducir la accidentalidad, en general, y, en particular, la relacionada con la
maquinaria.
En lo que respecta al cumplimiento legal, la plantilla de DHL ha recibido una formación
teórica y práctica en los riesgos de las diferentes máquinas que utilizan, cumpliendo así
con lo establecido en la Ley de Prevención de Riesgos Laborales.
Así mismo, en cumplimiento con el Real Decreto 1215/1997 sobre equipos de trabajo, los
trabajadores cuentan con una formación específica adecuada.
El plan de formación está alineado con la norma “UNE- 58451 Formación de los
operadores de carretillas de manutención hasta 10.000 Kg.”
Sobre el objetivo de reducción de la accidentalidad relacionada con máquinas, durante
2009 se produjeron 36 accidentes con baja, 30 accidentes en 2010, 28 accidentes en
2011 y 11 accidentes durante 2012.
Por otro lado, el Plan de Formación en Maquinaria ha permitido obtener considerable
ahorro en el coste económico al asumir internamente gran parte del tiempo de la
formación.
- 56 -
Finalista a mejor acción preventiva para el control del
riesgo
Modalidad “General”
Reforma integral del área
de trabajo de expediciones
Galletas Gullón, SA
Empresa dedicada a la producción de galletas
Avenida de Burgos, 2
34800 Aguilar del Campo (Palencia)
www.gullon.es
Problema u oportunidad
La factoría de GALLETAS GULLÓN dispone de 22 muelles de carga, de los cuales, 15
de ellos se encuentran orientados al norte. Partiendo de este hándicap de diseño, la zona
de expedición logística, en la que se realiza la carga de camiones se encuentra en la
zona norte de la factoría, esto hace que las condiciones térmicas para el desarrollo de los
trabajos durante la época invernal sean adversas por la presencia de vientos locales de
componente norte, que unido a las bajas temperaturas de la zona arrojan una sensación
térmica muy desfavorable para los trabajadores.
El trabajo a desarrollar en esta zona es la clasificación y expedición de producto
terminado, recogiendo palets del almacén automático para su carga en los trailer, carga
de contenedores para transporte marítimo, agrupado de los pedidos, etc. Para ello
utilizan carretillas elevadoras y en algún caso, transpaletas eléctricas.
El sistema de muelles disponía de faldones y un portón de apertura manual. Aunque la
zona de estacionamiento del camión tiene tejavana, las ventiscas habituales en invierno
provocaban la entrada de nieve y viento directamente a la zona de carga del vehículo e
interior de fábrica. El cierre de los faldones contra el camión no era adecuado, pues
dejaba grandes huecos por los que se generaban corrientes de aire frío.
La rampa de los muelles al introducirse en el interior del camión, tenía un resalte que
provocaba que en la entrada y salida de la carretilla elevadora, ésta golpeara, fruto de
ello, las mediciones de vibraciones realizadas, arrojaban la necesidad de acometer
mejoras. Asimismo, la falta de ajuste en los muelles originaba igualmente, corrientes de
- 57 -
aire aún con el muelle cerrado. El estado de las carretillas elevadoras no era óptimo, las
ruedas presentaban un elevado desgaste, lo que hacía que la comodidad del operador
en su manejo se viera mermada.
El proceder en la carga, consistía en la llegada del transportista a fábrica, la verificación
de su destino en control de acceso y la asignación de un muelle para su carga. Llegado
al muelle, aculaba el trailer con los portones de la caja abiertos y una vez colocado,
frenaba el vehículo acudiendo a la oficina de expedición donde se le recogía la
identificación y se le permitía acceder al lateral del muelle para verificar la colocación de
la carga.
Era frecuente ver a transportistas que se salían de su zona de verificación, accediendo a
zonas en las que podía haber tránsito de carretillas con el consiguiente riesgo de
atropello. Las zonas no estaban delimitadas. En ocasiones, el transportista permanecía
en el interior de la cabina de su vehículo, siendo alertado por un trabajador de la
finalización de la carga para que el transportista se alejara del muelle, cerrara puertas de
la caja e iniciara su porte.
Un conductor de carretilla elevadora sufrió un accidente mientras cargaba un trailer.
Cuando iba a introducir un paletizado de producto terminado para expedir, el camionero
por error inició la marcha, de forma que la carretilla quedó entre el camión y el muelle
para posteriormente volcar sobre su parte trasera, quedando de esta manera. Los medios
de seguridad de la carretilla evitaron que el accidente tuviera graves consecuencias.
Acción Preventiva
MEDIDAS ORGANIZATIVAS
Implantación de check-list de revisión diaria de carretillas elevadoras. Se ha elaborado
una instrucción técnica en trabajos con carretillas elevadoras junto con un formato para
la verificación en cada turno de trabajo de la carretilla elevadora. Este formato, de revisión
diaria y en cada turno, lo cumplimentan los propios trabajadores, siendo revisado y
recopilado por su encargado de área y trasladado semanalmente a PRL para la emisión
de solicitudes y revisión.
Hasta la implantación de la totalidad de las medidas preventivas previstas, los
transportistas, han de dejar las llaves del vehículo en la oficina logística para ser
cargados, de esta manera se evita que los mismos abandonen el muelle de forma
prematura.
Con el fin de evitar la incidencia de posibles atropellos de transportistas por tránsito en
zonas de circulación de carretillas, se les acotó mediante vallado y pintado de zonas de
paso las áreas de acceso autorizado. Se colocaron señales en varios idiomas (inglés,
francés, alemán y portugués) con las indicaciones de seguridad en esta zona. De igual
modo, al transportista en el momento de la verificación de sus papeles de transporte, se
le entregan instrucciones de seguridad.
MEDIDAS SOBRE LOS EQUIPOS DE TRABAJO
Carretillas elevadoras
Se procedió al cambio de modelo de carretillas elevadoras.
- 58 -
Muelles de carga con bloqueo de camiones
En invierno de 2011 se comenzaron a instalar unos muelles dobles con abrigo neumático
en fase de pruebas. Estos muelles, de diferentes fabricantes, fueron probados por los
trabajadores poniéndose en conocimiento del comité de seguridad y salud la intención de
cambio de los muelles antiguos, con el fin de que valoraran también el muelle más
adecuado desde su punto de vista.
El muelle consiste en una cámara intermedia con doble puerta, abrigo neumático,
faldones adicionales y sistema de iluminación. El muelle incluye la rampa de apoyo en la
caja del camión con resalte reducido para evitar la exposición a vibraciones.
Posteriormente se procedió a la colocación de cepos de retención de vehículos pesados,
para evitar que los mismos puedan abandonar el muelle de carga sin el previo permiso
de los trabajadores que van a realizar la carga del mismo. Este sistema, comprende unas
guías para facilitar el posicionamiento del camión en su maniobra, tras las cuales, un
dispositivo sobre el que discurre el camión acompaña a una de las ruedas del primer eje,
de forma que permite que el mismo se desplace marcha atrás, pero no le permite
avanzar, es decir, bloquea el movimiento de salida del camión del muelle.
Una vez bloqueado el camión, al transportista un semáforo le indica (con una luz roja)
que no puede salir de esta posición, de igual modo, se refuerza con señal para el
camionero la prohibición de salir con luz roja, esta señal se encuentra a la inversa para
facilitar su lectura por el espejo retrovisor del camión. De forma simultánea, al trabajador
se le indica con una luz verde, que puede proceder a la apertura de la segunda puerta
del muelle para prepararse a cargar. En este momento, antes de la apertura de la puerta,
los trabajadores activan el abrigo neumático, de forma que se evitan las corrientes de
aire, si no está activo el cepo, en el control interior del muelle se mantiene una luz roja.
El sistema de desbloqueo del cepo, no se puede liberar mientras no se cierre la segunda
puerta del muelle, y por tanto, no exista carga, imposibilitando así la caída de carretillas,
al no haber tránsito posible.
Con el fin de facilitar la maniobra, se pintaron marcas viales en la zona exterior que
facilitaran la correcta realización de la maniobra del transportista.
MEDIDAS SOBRE LOS EQUIPOS DE PROTECCIÓN INDIVIDUAL
Mejora de la ropa de trabajo y los EPI de los trabajadores de esta área mediante la
dotación de pantalones y guantes térmicos, y la adquisición de softshell de manga
desmontable de alta visibilidad y bandas reflectantes por otro lado, coincidiendo con la
campaña “viste de verde, viste GULLÓN”, se procedió a dotar de banda reflectante a los
pantalones de los trabajadores del área logística.
MEDIDAS FORMATIVAS E INFORMATIVAS
Además del curso de prevención de riesgos laborales que se realiza a todos los
trabajadores de nueva incorporación, tanto de ETT como de plantilla GULLÓN, se ha
desarrollado una formación adicional sobre trabajadores de carretillas elevadoras, que se
imparte a los nuevos trabajadores.
Asimismo, se ha creado un cuadernillo de información que se entrega a todo el personal
de área logística en el que se explican los riesgos y medidas preventivas de su trabajo.
- 59 -
Evaluación de la eficacia
En cuanto a los principales riesgos detectados, se ha realizado un seguimiento de todos
ellos:
VIBRACIONES
El nivel que se alcanza con las carretillas nuevas, se presupone mucho más favorable al
tener rueda más elástica y un asiento mucho más desarrollado ergonómicamente.
CONDICIONES TÉRMICAS
Tras las mejoras de aislamiento en los muelles, revisado el riesgo detectado, se ha
reducido significativamente la presencia de corrientes de aire en la zona, por lo que la
probabilidad del mismo para a ser media en lugar de alta, lo que nos lleva a reducir la
valoración del riesgo a bajo.
De igual modo, el cambio de vestuario de los trabajadores de esta zona, ha mejorado su
comodidad, al permitir su trabajo con menor cantidad de ropa de abrigo, siendo ésta más
efectiva.
ACCIDENTES CON CARRETILLAS ELEVADORAS
En lo referente al riesgo de caída de carretillas por apertura inadecuada de muelle o por
fuga del vehículo a cargar, este sistema prácticamente imposibilita su incidencia, por lo
que podemos considerar el riesgo prácticamente eliminado.
OTROS BENEFICIOS PARA LOS TRABAJADORES Y LA ACTIVIDAD
Participación: El desarrollo de la mayoría de las
acciones ha sido puesta en conocimiento de los
trabajadores de la zona, mediante consultas
directas en el momento de la elección de los
muelles, las mejoras de los mismos etc. así como
para la elección del EPI, presentando a los
responsables del área propuestas sobre diferentes
modelos, siendo ellos los que finalmente
determinaron qué prenda en función de sus
condicionantes fue la más adecuada.
De igual modo, en reuniones periódicas de Comité de Seguridad y Salud se abordó el
tema de la mejora del área, presentando propuestas y generando con ello un grupo de
debate, en el que los trabajadores aportaban ideas y propuestas a la representación
sindical, que posteriormente quedaba reflejado en las reuniones del Comité.
Integración: con la inclusión del sistema de verificación diario de carretillas, los propios
trabajadores se preocupan más por el estado de sus equipos, comunicando a sus
encargados los puntos de mejora. Los encargados velan para que las revisiones de los
equipos comprendan los desperfectos indicados por los trabajadores.
En general, los comportamientos preventivos de esta área han mejorado notablemente.
Aspecto que se ve reforzado por el aumento de formación e información de los
trabajadores de ésta y otras áreas.
- 60 -
Finalista a mejor acción preventiva para el control
del riesgo
Modalidad “General”
Desarrollo de estudio
de reducción del riesgo ergonómico
y posturas forzadas en el ámbito
de mecánica
Tincasur Sur, SL
Empresa dedicada al mantenimiento y a la reparación naval e industrial
(soldadura, tubería, calderería naval e industrial, reparación y
mantenimiento de motores diesel y sistemas hidráulicos, etc).
Polig. Ind. El Trocadero Parque Empresarial Bahía de Cádiz
11519 Puerto Real (Cádiz)
www.tincasursur.com
Problema u oportunidad
El problema inicial que consistía en un alto nivel de bajas por sobreesfuerzos llevó a toda
la organización, y fundamentalmente al departamento de producción, a plantear el
desarrollo de un análisis de las posibles mejoras a implementar en los procesos
productivos.
La principal dificultad de este proyecto residía en que casi todos los trabajos se
desarrollan en las instalaciones del cliente por lo que las actuaciones no podían implicar
modificaciones sustanciales de las instalaciones debiéndose limitar a la mejora de las
diferentes fases del proceso.
Este problema también emplazaba a que se mejorase la capacidad productiva de los
equipos de trabajo dedicando menos tiempo a realizar cada una de las operaciones a
desarrollar con lo que también se podía dedicar más tiempo a hacer, si cabe, más
seguras el resto de condiciones de trabajo.
- 61 -
Acción Preventiva
Aunque en un primer momento barajamos la posibilidad de presentar tres candidaturas a
los premios de Asepeyo, una por cada una de los nuevos procedimientos, finalmente nos
decidimos por presentar una sola candidatura ya que las tres acciones iban dirigidas
hacia un mismo fin, la reducción de los trabajos más penosos y que consecuentemente
nos estaban generando más siniestralidad en la empresa. Los tres procedimientos que
presentamos son:
1. Reducción del riesgo ergonómico en el
montaje/desmontaje de válvulas de admisión y
escape de de culatas en trabajos mecánicos.
En el caso del dispositivo de desmontaje/montaje
de válvulas se ha eliminado el puesto de trabajo del
trabajador que tenía que mantener aguantado el
conjunto para que no diera vueltas.
El otro operario que maneja el útil no realiza el
esfuerzo necesario de dar 10.800 vueltas en el
proceso completo de compresión/afloje de muelles,
limitándose tan sólo a roscar la galleta inferior y la
tiranta del útil así como al manejo de la bomba. En
toda la operación el esfuerzo a vencer es mínimo,
al contrario que pasaba con el útil antiguo donde, al
movimiento repetitivo se sumaban los esfuerzos
físicos.
En el caso del útil de elevación de culatas, al disminuir el peso de dicho útil de 80 Kg
a 3,5 Kg, se ha conseguido reducir el número de trabajadores expuesto en un 50%,
así como reducir la severidad de los daños producidos en caso de suceder un
accidente de trabajo (caída al mismo, caída de objetos en manipulación,
sobreesfuerzos, etc.).
2. Reducción del riesgo ergonómico en el
afloje/apriete de bielas y bancadas en trabajos
mecánicos.
Se reduce un 100% el número de trabajadores
expuestos a sobreesfuerzos ya que con el nuevo
útil se elimina el riesgo. Se elimina igualmente el
riesgo de movimientos repetitivos.
3. Reducción del riesgo ergonómico en el
desmontaje de canastillas de escape en trabajos
mecánicos.
Se reduce un 100% el número de trabajadores
expuestos a sobreesfuerzos ya que con el nuevo
útil se elimina el riesgo. Se elimina igualmente el
riesgo de movimientos repetitivos.
- 62 -
Esta reducción de la penosidad de los trabajos, así como del número de trabajadores
expuestos, ha sido evaluada por nuestro SPA como moderado, cuando antes era alto.
Evaluación de la eficacia
La creación de estos útiles para los trabajos mecánicos descritos, supone un avance
considerable en la reducción de la accidentalidad por sobreesfuerzos en el gremio de los
mecánicos, ya que se consigue minimizar las tareas repetitivas y las posturas forzadas
contribuyendo a la mejora de los trabajos y cumpliendo con la política de I+D+i que la
empresa TINCASUR SUR imprime en las tareas que desarrolla.
Estas medidas se han integrando en los sistemas de trabajo de los mecánicos del centro
de trabajo de Puerto Real durante el comienzo del año 2012, si nos fijamos en los datos
de siniestralidad de dicho centro de trabajo, observamos que el índice de incidencia
respecto al 2011 se está reduciendo. Estas medidas se impulsaran al resto de centros de
trabajo una vez se termine de comprobar su eficacia.
Los datos de siniestralidad de la empresa durante 2011 y lo que llevamos de 2012 son
para el centro de trabajo de Puerto Real.
Año 2011
Se contaba en la empresa con un total de 163 trabajadores de media y han sucedido:
-
39 accidentes de trabajo (20 de ellos por sobreesfuerzo con un total de 627 días
de baja).
2 enfermedades profesionales, ninguna relacionada con movimientos repetitivos
Índice de incidencia 23926 por 100000.
Año 2012
Desde el día 1 de enero de 2012 hasta el 31 de
octubre de 2012, hemos tenido en el centro de
trabajo de Puerto Real
una media de 107
trabajadores con un total de:
-
15 accidentes de trabajo (de los cuales 6 han
sido producidos por sobreesfuerzos con 41
días de baja).
-
2 enfermedades profesionales diagnosticadas en 2012 y relacionadas con los
movimientos de codo y de hombro.
-
Índice de incidencia 14019 por 100000.
- 63 -
- 64 -
Finalista a mejor práctica de gestión de la
prevención
Modalidad “General”
Concepto HSE para
contratistas en Tarragona
Bayer Materialscience, SL
Empresa dedicada a la fabricación de isocianatos y a la obtención de
sistemas de poliuretano.
Carretera de Vilaseca a La Pineda, TV-3148
43110 La Canonja (Tarragona)
www.bayer.com
Problema u oportunidad
Existe una gran oportunidad de mejora del concepto HSE y en formación de trabajadores.
BAYER se aprovecha de esta acción de modo que pone a su alcance la posibilidad de
realizar auditorías de HSE a todas las contratistas, la creación de una base de datos
común para la comunicación entre BAYER y las empresas contratistas y finalmente la
adopción de una formación consensuada entre todas las químicas del sector.
Todo este procedimiento de integración se realiza mediante la AEQT (Asociación de
Empresas Químicas de Tarragona). Así pues la capacidad de influencia de esta
asociación es capaz de movilizar un gran número de trabajadores, con el objetivo de
darles valor añadido en formación y cualificación con un bajo número de recursos en
inversión.
Con esta acción BAYER integra, juntamente con el Cluster de Tarragona, unos mismos
parámetros. Se desarrolla una formación global para todas las empresas de la asociación
con el fin de ahorrar recursos y servicios. De este modo un contratista puede trabajar en
BAYER formado y a la vez la empresa contratista tendrá un nivel de competitividad
acorde con las intenciones de la empresa.
La mejora global HSE en este ámbito también va destinada a la reducción de accidentes,
mejorar la salud de los trabajadores y del medioambiente. La acción preventiva
presentada involucra a todos los trabajadores contratistas para aportar a BAYER
grandes beneficios de modo muy rentables, tanto para ellos como para los propios de la
- 65 -
empresa, con la que se comparte el día a día de trabajo y objetivos comunes de
desarrollo de la empresa con sus servicios.
Práctica de gestión
La actuación consta de distintas fases,
empezando por la evaluación de todas las
empresas contratistas de mantenimiento en
clave HSE, de forma inicial y periódica.
Para trabajar en el Cluster de Tarragona será
necesaria esta evaluación y tendrá que
realizarse por empresas externas. Se intenta
asegurar que las contratistas tiene sistema de
gestión HSE, que el cumplimiento de las leyes
y compromisos comunes de las químicas del
cluster se cumplen, así como que esta
auditoría esté definida por las mismas
químicas. De este modo se obtiene una evaluación de todo un listado de empresas.
La segunda fase se basa en el control del personal contratista por parte de BAYER, con
la creación de una plataforma de intercambio de información y comunicación entre las
dos partes, CTAIMA. Esta plataforma mejora la trazabilidad del intercambio de
documentos entre BAYER y las empresas contratistas. Para trabajar en BAYER es
obligatorio subir toda la documentación asignada en la base de datos a petición de la
empresa.
Los documentos requeridos están relacionados con requisitos jurídicos de empresas,
certificaciones, seguros, requerimientos de equipos como inspecciones y certificaciones
y certificados profesionales del personal, requisitos legales, formaciones, documentos de
identidad, etc.
La tercera fase procede a definir la formación necesaria para todo el personal contratista,
estandarizado y desarrollar programas de formación y certificación para cualificar a los
contratistas que trabajen o puedan trabajar en BAYER.
La formación de los trabajadores es vital mediante partes teóricas y prácticas que tiene
servicio tanto en BAYER como en todas las empresas de la AEQT para mejorar las
competencias en HSE y el trabajo en equipo con el personal de BAYER. Los registros
tienen verificación cada 5 años y se controlan con los documentos de los contratistas en
CTAIMA.
Evaluación de la eficacia
La medida o acción desarrollada tiene una mejora sustancial en la actividad preventiva
y la participación de los trabajadores y contratistas que se encuentran en BAYER y de
modo indirecto a sus trabajadores propios.
Por una parte el sistema es muy eficaz gracias a que desde el punto de vista de BAYER
se genera una competencia muy productiva entre las contratistas que genera un proceso
de gestión de mejora continua. Esto obliga a los contratistas a efectuar auditorías para
- 66 -
mejorar internamente su sistema HSE para ser competitivos con el resto y así no tener
bajadas significativas en conceptos HSE en los servicios que pueden prestar.
La competencia es beneficiosa para ambas
partes y se origina a un coste muy bajo para
BAYER que ve incrementadas las competencias
de las contratistas contratadas o que se puedan
contratar.
Se destaca también aunque de forma
cualitativa, la mejora comunicativa mediante
CTAIMA ya que el sistema de control y subida
de documentación, así como de posibles
comentarios es instantánea.
En el transcurso de los tres años de la acción ya se han certificado más de 7.800
trabajadores en el conjunto de empresas de la AEQT y se han reducido el número de
accidentes e índices de una forma significativa por lo que corresponde a personal
externo.
Así pues la mejora HSE y de formación afecta positivamente a todos los ámbitos
auditados y comunicados mejorando de modo continuo las competencias y trabajos que
se prestan a BAYER y las empresas químicas del sector por parte de los contratistas que
representan una parte importante de sus trabajadores en el complejo BAYER de
Tarragona generando una mejora continua constante.
- 67 -
- 68 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Integración del sistema de gestión
de PRL a todos los niveles
Bioibérica, SA
Empresa que se dedica a la investigación, fabricación y comercialización
de biomoléculas para la industria farmacéutica, veterinaria y agrícola.
CTRA. N-II KM-680,6 POL. IND. MAS PUIGVERT
08389 Palafolls (Barcelona)
www.bioiberica.es
Problema u oportunidad
Desde nuestra creación, en 1975, nos hemos especializado en la investigación,
fabricación y comercialización de biomoléculas para la industria farmacéutica, veterinaria
y agrícola.
Un firme compromiso con la ciencia y la tecnología y un amplio conocimiento de este
campo han consolidado nuestro liderazgo como productor de Glicosaminoglicanos
(Mucopolisacáridos), entre los que destacan Heparina, Condroitín Sulfato, Ácido
Hialurónico y Glucosamina y otros ingredientes activos como Aminoácidos, Péptidos
caracterizados e Hidrolizados proteicos.
Disponemos de unidades productivas en varios países. La selección y el control de las
materias primas las realizamos en origen. Tenemos implantados procesos inocuos con el
medioambiente, estrictos controles de calidad y sistemas de adecuación a las demandas
de nuestros clientes.
BIOIBÉRICA dispone de las certificaciones OHSAS 18001, ISO 9001, ISO 14001, GMP
y EMAs.
Todas estas son características que nos definen. Aunque en BIOIBÉRICA, SA, lo que nos
diferencia, es el entusiasmo de nuestros profesionales por aplicar la mejora continua en
todas nuestras áreas, hacer del medioambiente una parte de nosotros mismos y
satisfacer las necesidades de nuestros clientes.
- 69 -
POLÍTICA Y ORGANIZACIÓN PREVENTIVA
POLÍTICA
Nuestro Sistema de Gestión integra nuestra política de la Calidad, Medioambiental, de
Seguridad / Prevención y de Responsabilidad Social Corporativa.
El compromiso que Dirección General tiene con el Sistema de Gestión se traduce en un
esfuerzo para que todo el personal entienda y aplique la política de nuestra organización,
mejore la aplicación del sistema de la calidad, medioambiental, seguridad y salud laboral,
y con la autoexigencia para seguir la política y objetivos marcados.
Dirección General, cuando considera que hay variaciones en las condiciones del
mercado que afectan a la política de nuestra organización, la modifica, la hace llegar a
todos los niveles de la empresa y concensúa nuevos objetivos con el equipo directivo.
Cada año, de acuerdo con la política establecida y según el grado de cumplimiento de
los objetivos, Dirección General elabora y propone nuevos preobjetivos para consensuar,
desplegar y aprobar de acuerdo con las funciones responsables.
MODALIDAD ORGANIZATIVA
BIOIBERICA, SA tiene actividades incluidas en el Anexo I del RD. 39/1997 y, en la
actualidad tiene más de 300 trabajadores en su plantilla. Por tanto, tiene constituido un
Servicio de Prevención propio desde el año 2000, como unidad organizativa específica
en materia de prevención de riesgos laborales.
El servicio de prevención está formado por un técnico superior en PRL con las
especialidades: Seguridad en el trabajo, Higiene industrial y Ergonomía y psicosociología
aplicada.
La especialidad de Vigilancia de la Salud está concertada con el SPA ASEPEYO.
Práctica de gestión
El Sistema de Gestión se define como el conjunto de la estructura de organización, de
responsabilidades, de procesos y de recursos que se ponen en servicio para conseguir
la excelencia de la Organización.
La calidad de nuestros procesos y productos va íntimamente ligada a las condiciones de
seguridad, salud, higiene y prevención de riesgos laborales por lo que hemos querido
añadir su gestión a nuestro Manual de Gestión. Asimismo, buenos índices de seguridad,
óptimas condiciones de higiene y sanidad y evidencia de la protección del medio
ambiente son indicadores que muestran el nivel global de eficiencia.
Un objetivo complementario en el afán de mejora continua, es la obtención de la
certificación OHSAS 18001 en todos los centros, yendo más allá del estricto
cumplimiento legal en materia de PRL.
Todas las funciones de la organización en conjunto y cada persona individualmente están
comprometidas en la consecución de este objetivo.
- 70 -
Aseguramiento de la Calidad es responsable de auditar el Sistema de gestión de la
Seguridad y PRL integrado en nuestro Sistema de Gestión. El Sistema de Gestión de
PRL es auditado periódicamente por una empresa externa acreditada.
Los procedimientos de gestión de la Prevención de Riesgos Laborales implican de forma
general las actuaciones basadas en las Reglas Generales para la implantación de un
sistema de prevención de riesgos laborales (SGPRL).
ÓRGANOS DE PARTICIPACIÓN
Se designan por la empresa los siguientes órganos de participación, que fomentan la
integración de la PRL a todos los niveles jerárquicos.
DELEGADOS DE PREVENCIÓN
COMITÉ DE SEGURIDAD Y SALUD LABORAL-MEDIO AMBIENTE
NÚCLEO DE PREVENCIÓN, SEGURIDAD Y MEDIO AMBIENTE
RESPONSABLES DE PLANTA A TIEMPO PARCIAL (RPTP)
TRABAJADORES
Evaluación de la eficacia
Con la integración del Sistema de Gestión en la actividad diaria de la empresa se
consiguen entornos de trabajo seguros y saludables, con todo el personal implicado, todo
lo cual redunda en una disminución de la siniestralidad.
De entre varios indicadores para medir la evolución de la siniestralidad, tomamos como
referencia el Índice de Incidencia al ser uno de los más representativos.
Se observa que desde la implantación del
Sistema de Gestión de la PRL (año 2001)
la tendencia ha sido descendente.
%#"(! '(#!(" #!(
*.-..
Destacando los siguientes beneficios
obtenidos:
Existe diálogo abierto y eficaz que
permite escuchar verdaderamente las
preocupaciones de las partes
implicadas.
+.-..
,.-..
/.-..
(('&%#"(! '(#!(" #!(
.-..
.-..
.-..
Cooperación entre los directivos y los
empleados de forma activa en la
identificación y resolución de problemas.
'(''..''/-+/'&
'!(
'''.
Participación de los trabajadores en el desarrollo e implantación de condiciones de
trabajo óptimas.
Mayor sensibilización frente a los riesgos del lugar de trabajo.
- 71 -
Integración de la Gestión de la PRL en toda la Organización.
Reducción de la siniestralidad y disminución del absentismo.
Soluciones rentables.
Mejora continua de los procesos con un nivel de exigencia cada vez superior.
Mayor satisfacción – encuestas clima laboral con resultados excepcionales.
- 72 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Protocolo de prevención e
intervención frente al alcohol y
drogas en el trabajo
Clariant Ibérica Producción, SA
La empresa Clariant, líder mundial en colores, efectos de superficie y
productos químicos especiales, se creó en 1995 como resultado de la
escisión de la compañía química Sandoz, nacida en Basel (Suiza) en 1886.
ZAL PRAT - C/ Cal Coracero 46-56
08022 El Prat de Llobregat (Barcelona)
www.clariant.es
Problema u oportunidad
A raíz de la evaluación de riesgos la empresa evaluó la posibilidad que un trabajador
pueda acceder a su puesto de trabajo bajo los efectos del alcohol o drogas, planteándose
tres diferentes situaciones:
1. Trabajador que accede a su puesto de trabajo y se accidenta.
2. Trabajador que accede a su puesto de trabajo y produce por sus acciones u
omisiones, un accidente a otro trabajador.
3. Trabajador que accede a su puesto de trabajo y produce por sus acciones u
omisiones, un accidente SEVESO (Fuego/Emisión/Vertido), afectando a múltiples
trabajadores o a la sociedad.
La legislación actual expresa la obligatoriedad del empresario de garantizar la seguridad
y la salud de los trabajadores a su servicio en todos los aspectos relacionados con el
trabajo y, también, que deberá tomar en consideración las capacidades profesionales de
los trabajadores en materia de seguridad y de salud en el momento de encomendarles
las tareas.
- 73 -
En relación a lo anterior la empresa ha decidido proporcionar a la Línea de Mando unas
instrucciones claras en el caso de detectar una posible intoxicación por alcohol o drogas
de alguno de sus trabajadores.
Para ello se ha elaborado el “Protocolo de Prevención e Intervención frente al alcohol y
drogas en el trabajo”, donde se definen claramente las acciones y responsabilidades de
todo el personal de la empresa (Línea de Mando, Servicio de Prevención, Vigilancia de
la Salud/Servicio Médico, Recursos Humanos y Trabajadores)
Práctica de gestión
Desde la idea inicial de la realización del protocolo, hasta su aprobación se han tardado
1,5 años.
En su redacción y elaboración se han realizado múltiples consultas a personas y
organismos así como se han tenido en cuenta, las múltiples sentencias en España, sobre
este tipo singular de hecho.
Los objetivos del Protocolo pueden resumirse en:
a. Proteger al trabajador que pueda acceder a su puesto de trabajo bajo los efectos del
alcohol o las drogas.
b. Proteger a otros trabajadores de sufrir un
accidente por personas que puedan estar
bajo los efectos de alcohol o drogas.
c. Proteger a la ciudadanía de tener un
Accidente SEVESO, por un trabajador bajo
el efecto del alcohol o las drogas.
d. Proporcionar
una
herramienta
de
actuación clara y adecuada a la Línea de
Mando en el caso de tener en su turno de
trabajo a un colaborador bajo los efectos
del alcohol o las drogas.
Para obtener estos objetivos ha sido necesario contar con la participación activa de los
Comités de Empresa de los diferentes centros productivos de la empresa.
En el protocolo podemos destacar los siguientes aspectos:
1. Política de empresa
Se considera a un trabajador, que solicite voluntariamente ayuda sobre problemas
derivados por el consumo de alcohol o drogas para su recuperación, como personal
especialmente sensible, y persona protegida por este protocolo, gestionando su
tratamiento, rehabilitación y reinserción laboral, sin sufrir discriminación alguna por
este hecho o perjuicios en los intereses del trabajador.
- 74 -
2. Ámbito de aplicación
Este protocolo será aplicable a los trabajadores (propios y ajenos) de los diferentes
centros y lugares de trabajo correspondientes a la empresa CLARIANT en España.
3. Conductas prohibidas
Se consideran las siguientes conductas totalmente prohibidas e inaceptables en la
empresa:
-
Posesión, consumo, porte, o distribución, de drogas ilegales, a cualquier escala o
de cualquier forma.
Consumo inadecuado de drogas con venta bajo receta médica.
Consumo en los centros de trabajo de alcohol o drogas ilegales.
Acceder al lugar de trabajo con evidentes signos de presencia de drogas ilícitas o
alcohol en el organismo, que conduzca a un deterioro en el desarrollo de sus
tareas y/o incremente las posibilidades de producir un accidente/ incidente en el
puesto de trabajo.
4. Puestos de trabajo críticos
Se considera puestos de trabajo críticos, a
aquellas tareas en las que se manipulen
productos químicos, uso de equipos, así como
aquéllas que incluyan riesgos que podrían
derivarse de una condición individual del
trabajador, para sí mismo, terceras personas o la
población. (Riesgo de Accidentes Graves).
5. Plan de Ayuda y Recuperación Laboral (PARL)
El objetivo principal de este Programa es
proporcionar
al
trabajador
información,
asesoramiento y orientación hacia un tratamiento
que le facilite la ayuda necesaria para solucionar los problemas relacionados con el
consumo de drogas y/o alcohol y que en última instancia le facilite los apoyos
necesarios para lograr un estado en el que se encuentre física, psíquica y
socialmente en condiciones de reintegrarse plenamente a la vida laboral y social.
Un trabajador podrá solicitar la entrada voluntaria en el plan, sin detección de positivo
en las pruebas de control de alcohol o drogas.
En el caso de que un trabajador reconozca ser consumidor no puntual de alcohol o
drogas y solicite voluntariamente acceder al PARL, se considerará desde ese
momento personal especialmente sensible y persona protegida por el protocolo.
6. Establecimiento de un Procedimiento de actuación del Comité de Seguridad y Salud
para solicitar la realización de pruebas periódicas de alcohol o drogas.
No se realizarán por parte de la Dirección de la Empresa, pruebas indiscriminadas de
detección de consumo de alcohol o drogas a los trabajadores, a no ser que sean
solicitadas en los Comités de Seguridad y Salud.
- 75 -
7. Solicitud y realización de pruebas
Se podrá solicitar a un trabajador la realización de pruebas de detección de alcohol o
drogas por alguno de los siguientes motivos:
-
Investigación de Accidentes/Incidentes.
Sospecha justificada.
Pruebas/Controles Periódicos o solicitud del CSS.
Participación en el PARL.
Las consecuencias de en caso de rehusar el trabajador a realizar las pruebas de
detección de alcohol o drogas, no cumplimentar adecuadamente los registros o no
participar activamente en la aplicación del protocolo, pueden ser:
-
-
No disponer de la Aptitud Laboral Temporal por este día para desarrollar su labor
profesional en su puesto de trabajo.
El trabajador al que por cualquier causa por aplicación del protocolo se le
considere “ No Apto Laboral Temporal “, no tendrá ninguna merma económica por
no finalizar su jornada laboral.
La transgresión del protocolo podría calificarse como falta muy grave.
La realización de pruebas de alcohol y drogas por medios no invasivos (exhalación
aire, orina o saliva) puede ser realizada por:
-
-
Personal de Vigilancia de la Salud/Servicio Médico (en el caso de ausencia del
Servicio Médico / Vigilancia de la Salud, las pruebas por medios no invasivos
podrán ser realizadas por socorristas acreditados.
Otro tipo de pruebas solo podrán ser realizadas por personal médico.
Evaluación de la eficacia
La integración del protocolo en la empresa se ha realizado a través de las siguientes
actuaciones:
-
-
Formación a todos los mandos sobre la correcta forma de aplicar el protocolo.
Formación específica a los miembros de Vigilancia de la Salud y Socorristas sobre
el contendido del protocolo y la utilización de los diferentes detectores de alcohol
y drogas.
Información a los trabajadores, por sus respectivas líneas de mando, entregando
el tríptico del protocolo para su conocimiento.
Realizar 4 pruebas durante el año 2012, de detección de alcohol y drogas a los
trabajadores por votación unánime del CSS los días previos a la reunión trimestral
del CSS.
Se ha elaborado un check-list de control y verificación del protocolo, donde se ha podido
constatar que el grado de aplicación está siendo muy satisfactorio, ya que la respuesta
mayoritaria ha obtenido una puntuación de 8,30, sobre 10.
- 76 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Evaluación de riesgos
de las rutas comerciales
Compañía Levantina de Bebidas Gaseosas, SA
Empresa dedicada a la elaboración, envasado y distribución de bebidas y
refrescos de la marca Coca-Cola.
Av. Real Monasterio de Sta. María de Poblet, 36
46930 Quart de Poblet (Valencia)
www.conoce.cocacola.es/embotelladores
Problema u oportunidad
La seguridad vial laboral es un reto a afrontar por todas las empresas, y en especial por
todas aquéllas que disponen de una flota de vehículos.
La siniestralidad laboral vial presenta cifras contundentes contra las que tenemos la
obligación de intervenir. El accidente de tráfico es la causa de muerte de más del 50% de
los trabajadores fallecidos en accidentes laborales.
Además, los accidente laborales de tráfico, producen unos costes directos (aumento de
primas de los seguros, días de baja pagados por la empresa, reparación de vehículos,
sanciones económicas y días de trabajo perdidos por lesiones), y también costes
indirectos como, (coste de vehículos inmovilizados, pérdida comercial, absentismo
laboral, mala imagen corporativa, y deterioro del clima laboral).
Por todo ello COLEBEGA, SA se ha fijado como objetivo el integrar la seguridad vial
laboral en su Sistema de gestión de Prevención de Riesgos Laborales, con la finalidad
de reducir la siniestralidad laboral debida a este factor.
Desde el Servicio de Prevención Propio de la empresa se han implantando prácticas de
gestión de la prevención, para incidir en los factores de la seguridad vial, que dependen
de la empresa, como: el organizativo, el humano, y el vehículo.
- 77 -
COLEBEGA, SA cuenta con una flota compuesta por 191 vehículos, y 178 conductores
habituales, para actividades en misión, y el volumen aproximado de kilómetros realizados
en éste sentido, roza los 5 millones de kilómetros, según datos del 2011.
Práctica de gestión
El objetivo principal de las prácticas de gestión preventivas implantadas es el de reducir
la siniestralidad laboral vial, como consecuencia de la actividad de la empresa.
En primer lugar se ha iniciado una campaña para investigar no solo los accidentes viales
con baja laboral, sino todos los incidentes, que aunque no ocasionen daños a los
conductores si producen daños materiales propios o a terceros.
Se citan a continuación las distintas acciones preventivas y correctoras que se han
puesto en funcionamiento, destacando especialmente la referida a la evaluación de
riesgos de las rutas comerciales:
Intervención en el factor vehículo.
La flota de la empresa es contratada bajo la modalidad de “renting”, por lo que los
vehículos son entregados nuevos, y son renovados cada 4 años.
Los vehículos disponen de un equipamiento de seguridad que incluye, entre otros,
“air-bag” de conductor, manos libres, ABS, y separación del habitáculo en los
vehículos comerciales, haciendo especial hincapié en el cambio de neumáticos de
forma prematura.
Se dispone de una aplicación informática de alarma, control y gestión para las
revisiones y mantenimientos, por tiempo y kilómetros. Todos los vehículos disponen
de una “check-list” para la revisión diaria de sus elementos de seguridad.
Intervención en el factor humano.
Todos los conductores, son formados en conducción defensiva y seguridad vial.
La evaluación de riesgos laborales de tráfico a todos los conductores, tiene en cuenta
los factores psicosociales y emocionales, estableciendo las medidas preventivas
correspondientes.
Todos los conductores siguen una vigilancia de la salud, con un protocolo específico
y con una periodicidad máxima anual.
Intervención en el factor organizativo.
La Política de Dirección en materia de seguridad vial laboral, incluye un apartado
específico sobre la importancia de la seguridad vial.
Se dispone de un responsable técnico de flota, persona encargada de gestionar toda
la flota de vehículos, altas, bajas, mantenimientos, itvʼs, seguros, incidentes, etc.
Se realizan reuniones periódicas con el Área Comercial, para tratar todos los
- 78 -
incidentes de tráfico, con contrario o sin él, analizando las posibles causas de los
mismos.
Se ha iniciado una evaluación de riesgos de las rutas comerciales.
Dado que la partida más importante en el cómputo total de kilómetros recorridos como
consecuencia de la actividad, recae sobre las rutas comerciales, se ha procedido a la
definición de un método de evaluación de estas rutas, desde el punto de vista de la
prevención de riesgos laborales.
La metodología es la siguiente: en primer lugar, se informa al Comité de Seguridad y
Salud Laboral, así como a los trabajadores implicados, para obtener su participación
en la búsqueda y elección de los factores de riesgo más importantes.
Tras estas consultas y conjuntamente con el estudio de los factores presentes en la
bibliografía, se seleccionan los factores que inciden en la valoración de las rutas:
-
Estimación de kilómetros del recorrido total de la ruta.
Estimación en minutos del recorrido total a conducir durante la ruta.
Tipología vías de acceso.
Tramos de concentración de accidentes identificados por automovilistas europeos
asociados.
Valoración personal por criterios subjetivos identificados: número de visitas en la
ruta, tipo de clientes, conocimiento o experiencia en la ruta, etc.
Para este análisis se han
utilizado
entre
otras
herramientas: datos de la
DGT, la herramienta “Google
Maps” en su apartado de
“cómo llegar” y mapas
obtenidos en Internet, para
calcular el recorrido y tiempo
de conducción en ciudad.
Una vez analizados los datos
referentes a los criterios de
valoración, se utiliza una
matriz que permite emitir su
valor final.
- 79 -
Evaluación de la eficacia
Por el momento se han obtenido resultados en los siguientes aspectos:
-
Se ha facilitado la participación de los usuarios, y por tanto mejorado la integración
de la prevención en el área comercial.
-
Existe un mayor conocimiento de las rutas y una valoración objetiva de las mismas
frente a las manifestaciones de mandos y trabajadores.
-
Se ha equilibrado entre la carga de trabajo real de las diferentes rutas comerciales
y entre los diferentes trabajadores.
Se ha establecido una priorización de las medidas correctivas a aplicar.
Existe un mayor conocimiento de las rutas que permite una información de riesgos menos
generalista.
El conjunto de actividades emprendidas conforman un conjunto de prácticas de gestión
preventivas, en cuanto que son transmisibles entre organizaciones y empresas, como
base de un modelo de gestión exportable, que permita intercambiar conocimientos y
experiencias para incidir en el objetivo de reducción de la siniestralidad laboral vial.
- 80 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Concurso de fotografía:
La prevención de riesgos
laborales
Hitachi Air Conditioning Products Europe, SA
La actividad principal es la fabricación de Equipos de Aire acondicionado
Industrial.
Ronda Shimizu,1 Polígon Can Torrella
08233 Vacarisses (Barcelona)
www.hitachi.es
Problema u oportunidad
En HITACHI AIR CONDITIONING PRODUCTS EUROPE SA (HAPE) hace muchos años
que se dedican recursos técnicos y humanos para conseguir desarrollar una cultura de
seguridad y salud con el objetivo de evitar los accidentes, no solo los laborales sino
también los “in itinere”, los domésticos y cualquier tipo de accidente.
Cualquier empresa puede mejorar sus instalaciones, implantar medidas de seguridad que
evite la mayoría de los riesgos laborales, pero en los procesos en los que interviene la
conducta humana solo la CONSCIENCIA PREVENTIVA puede ayudar a eliminar
completamente un riesgo.
El hecho que conduce a la empresa a pensar en nuevas actuaciones para mejorar la
CONSCIENCIA PREVENTIVA surge tras hacer revisión de las acciones que se llevan a
cabo (las formaciones, las campañas informativas, los procedimientos de trabajo etc.) y
analizar las conductas y comportamientos del personal en materia de PRL.
Después del análisis la propuesta para mejorar la CONSCIENCIA PREVENTIVA ha sido
proponer un concurso de fotografía en PRL.
- 81 -
Práctica de gestión
El planteamiento del concurso ha sido desde un principio buscar nuevas estrategias para
la sensibilización del personal sobre la prevención de riesgos laborales, eso sí teniendo
en cuenta que todo el aprendizaje que se hace por obligación es menos efectivo que el
que se hace por propia voluntad. Por ello el principal objetivo del concurso es: “Aprende
al mismo tiempo que te diviertes”.
El propósito del concurso es la realización de fotografías relacionadas con la prevención
de riesgos en cualquier entorno, excepto en el entorno laboral.
Este propósito pretende generar una manera de educar en cultura preventiva, una forma
de aprender a reconocer los riesgos con los que vivimos día a día, no solo los laborales,
sino también los domésticos, y cualquiera que nos podemos encontrar en nuestra vida
diaria.
Para ello en las sucesivas ediciones se ha buscado el motivo preventivo más adecuado
según el objetivo planteado.
La primera edición del concurso tuvo lugar en el año 2009 y en ella el objetivo estaba
basado en considerar al concurso como un sistema más para la formación, de modo que
fuera una formación más dinámica, más activa y en la que la misma persona fuera
profesor y alumno.
En ediciones posteriores se han ido incorporando nuevas temáticas como la relativa al
medio ambiente y la promoción de la salud.
Evaluación de la eficacia
Para evaluar la eficacia de esta mejora, y teniendo en cuenta que el objetivo es mejorar
la consciencia preventiva, la empresa se ha centrado en la descripción de las fotografías.
En la ficha de datos se solicita a la persona que ha
realizado la fotografía, que describa cual es la acción
de riesgo, medio ambiente o promoción de la salud que
ha fotografiado, que ha percibido y se puede observar
en la foto. Esta descripción es la que sirve para evaluar
si realmente el personal ha captado el objetivo del
concurso.
Queremos destacar el alto nivel de participación que a
lo largo de los los años ha ido teniendo esta propuesta,
de modo que ha permitido evaluar realmente si las
personas tienen CONSCIENCIA de la PRL el MA y la
PROMOCIÓN DE LA SALUD.
- 82 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Auditorías de seguridad
en puestos de trabajo
Hutchinson Palamós, SA
Se dedica a la fabricación de tubería flexible para el automóvil,
concretamente: frenos hidráulicos, tubos de aire acondicionado y tubo de
dirección asistida.
Paratge La Pietat. Camí Bell-Lloc, s/n
17230 Palamós (Girona)
www.hutchinson-es.com
Problema u oportunidad
En una empresa de grandes dimensiones y con riesgos importantes al trabajar con
máquinas se hace necesaria una revisión periódica y constante de la evaluación de
riesgos de los puestos de trabajo.
Nos encontramos a menudo con cuatro tipos de problemas:
La aparición de riesgos no identificados en la evaluación inicial.
La aparición de nuevos riesgos debido a un cambio, por ejemplo en el proceso de
producción, la incorporación de una nueva máquina o producto químico, etc.
La aparición de riesgos que se habían solucionado y que vuelven a reaparecer por
dejadez o por un no seguimiento de las medidas correctoras, por ejemplo todo lo que
hace referencia al orden y limpieza del puesto de trabajo.
El incumplimiento de medidas de seguridad como por ejemplo el uso de los EPI, la
formación de trabajadores nuevos o que han cambiado de puesto de trabajo, la
anulación de mecanismos de seguridad de las máquinas, etc.
En este sentido, las auditorías son una herramienta de mejora continua que facilita esta
labor de seguimiento y de revisión.
- 83 -
El hecho de que el equipo auditor sean los propios operarios permite hacerles partícipes
de su propia seguridad y concienciarles de los riesgos de sus puestos de trabajo y de la
importancia del cumplimiento de las normas. Además, en muchos casos, es el operario
el que conoce con más detalle su puesto de trabajo y se ha encontrado con situaciones
peligrosas que de otro modo, el técnico de prevención desconocería.
El sistema de auditorías implantado también consigue una implicación de los demás
departamentos y mandos ya que estos participan en la elaboración del plan de acciones
de mejora.
Práctica de gestión
1. Objetivo
Con el fin de establecer un control de los riesgos presentes en los puestos de trabajo
existentes, así como determinar la aparición de nuevos, se ha implantado un
programa de auditorías de puesto de trabajo.
El programa de auditorías se comunica a principios de año a todos los encargados de
sección con la fecha prevista para la realización de todas las auditorías a lo largo del
año.
2. Personal auditor
El personal auditor se compone por dos operarios, uno perteneciente al puesto de
trabajo auditado y otro de otro puesto.
3. Fase de preparación
Las auditorías tienen una fase de preparación previa que consiste en una formación
impartida al equipo auditor (los operarios). Es una formación encaminada a
sensibilizar en temas de seguridad y medio ambiente, informar de los posibles riesgos
que puedan observar en el puesto de trabajo auditado y explicar el funcionamiento de
la auditoría.
La formación será impartida por el encargado de la sección auditada en el mismo
puesto a auditar. Deberá quedar constancia de la realización de esta formación en
una Hoja de Asistencia.
Para la realización de la auditoría este personal se encarga de realizar las auditorías
de puesto con la ayuda de un formulario tipo check-list y después de haber recibido
una formación por parte del encargado sobre el método de auditoría.
4. Ejecución de la auditoría
La realización de la auditoría la lleva a cabo el equipo auditor. La misión es observar
y anotar todas las anomalías (equipos de trabajo y actitudes) referentes a temas de
seguridad y medio ambiente de los puestos de trabajo auditados.
Para ello van a contar con un check-list de auditoría.
- 84 -
Una vez realizada la auditoría se forma un equipo para la confección de un plan de
acciones para tratar las deficiencias detectadas. Este equipo estará formado por:
-
Los dos operarios (equipo auditor)
Encargado y/o jefe de taller de la sección auditada
Responsable de prevención de riesgos de la empresa
Personal del departamento de mantenimiento
Personal del departamento de proceso
Un miembro del Comité de Dirección.
5. Recomendaciones y desviaciones
Las acciones derivadas de la auditoría podrán ser de dos tipos:
-
-
Acciones correctoras inmediatas: corresponden a aquellas acciones que puedan
ser realizadas en el instante, básicamente de orden y limpieza, señalización,
etiquetaje,… y serán realizadas por el equipo auditor una vez terminada la reunión
de síntesis.
Acciones correctoras - preventivas: corresponderán a aquellas que necesiten un
plazo más largo para su realización. Serán las que se incluirán en el plan de
acciones que se comunicará al equipo auditor, a los participantes en la reunión de
síntesis y a otras personas que puedan estar implicadas.
En este plan de acciones se describirán las no conformidades detectadas, las
acciones correctoras propuestas, el responsable de su aplicación y un plazo para su
resolución. Se revisará el plan de acciones con una periodicidad mensual.
6. Auditorías no programadas
El objetivo de estas auditorías es de comprobar el respeto y cumplimiento de las
normas de seguridad y se realizan sin aviso previo a los encargados y/o jefes de
fabricación de la sección.
El equipo auditor de estas auditorías no programadas está formado por el Director
General, el Director de Producción, el Director de RRHH y el responsable de
prevención de riesgos.
7. Comunicación de riesgos
Para seguir fomentando la participación del trabajador en velar por su propia
seguridad, paralelamente a las auditorías de puesto de trabajo, se ha implantado un
sistema de comunicación de riesgos de seguridad, por el cual, el trabajador comunica
los riesgos que él detecta a la Dirección de la Empresa a través de su encargado.
Este comunicado se distribuye por correo electrónico a todos los implicados y las
acciones que se derivan de él pasan a formar parte de un plan de acciones para llevar
a cabo su seguimiento, al igual que las auditorías.
Evaluación de la eficacia
La mejora esperada con la realización de las auditorías de puesto de trabajo es la
eliminación o minimización de los riesgos y la reducción de la accidentabilidad.
- 85 -
Los indicadores de evaluación de la eficacia usados son los siguientes:
a. Cumplimiento del calendario de auditorías
Permite evaluar el funcionamiento del sistema.
Desde el año 2009, el cumplimiento del calendario de auditorías se ha realizado
en un 100%.
b. Cierre de las acciones aparecidas en las auditorías.
Permite establecer si los riesgos se han eliminado o se ha reducido su
significancia.
El cierre de las acciones fue del 80% en 2009 (con un total de 92 acciones
previstas), del 73% en 2010 (con un total de 102 acciones previstas) y del 60% en
el 2011 (con un total de 126 acciones previstas).
Las acciones no cerradas en el año en curso (ya sea por su dificultad o por la
necesidad de solicitar inversiones económicas) se traspasan al plan de acciones
del siguiente año. Actualmente las acciones de 2009 y 2010 se han cerrado
completamente y las del 2011 están cerradas en un 94%.
Con este indicador podemos decir que el riesgo en los puestos de trabajo
auditados se ha visto reducido. Se han corregido un total de 312 riesgos
detectados.
c. Índices de accidentabilidad
Este indicador es el resultado final de todos los demás. Nos permite determinar si
la labor de las auditorías influye en la reducción de los accidentes producidos en
los puestos de trabajo.
Los índices de accidentabilidad (accidentes con
baja laboral) se han visto reducidos desde el año
2009.
Índice de incidencia (II): (nº de accidentes con baja
/ media de trabajadores) x 100.000
HUTCHINSON PALAMOS, S.A.
CHECK-LIST
AUDITORIAS INTERNAS DE
PUESTO DE TRABAJO
DT-22-0201
FECHA: enero 2008
REVISIÓN: 3
EQUIPO AUDITOR:
PUESTO A AUDITAR:
FECHA:
SI
NO
DESCRIPCIÓN
ORDEN Y LIMPIEZA
¿Está el puesto de trabajo limpio y ordenado
(riesgo de golpes y tropiezos)?
¿Están los pasillos, corredores, salidas,
libres de todo obstáculo?
¿Hay ángulos vivos o rebabas en el entorno
del puesto de trabajo?
ILUMINACIÓN
¿Es correcta la iluminación en el puesto de
trabajo? (General y tareas concretas)
CAÍDAS DE PERSONAS
¿Son seguras las escaleras, plataformas de
trabajo, etc.?
CAÍDAS DE OBJETOS
Si hay estanterías, ¿están ordenadas y en
buen estado?
HERRAMIENTAS
¿Están en buen estado las herramientas que
se utilizan en el puesto de trabajo?
Año 2009: 374 trabajadores, II= 1336,89
Año 2010: 328 trabajadores, II= 1219,51
Año 2011: 310 trabajadores, II= 322,58
Se puede observar como se ha reducido el índice II
de manera progresiva en los últimos tres años.
MÁQUINAS
¿Existe el riesgo de atrapamiento y/o golpes
por partes móviles de una máquina?
Comprobar los dispositivos de
seguridad/paros de emergencia.
¿Existe riesgo de quemarse?
¿Existe riesgo de recibir proyecciones de
líquidos, chispas, viruta, etc.?
ELECTRICIDAD
¿Están cerrados los armarios eléctricos?
¿Está en buen estado la instalación eléctrica
(cables, conexiones, enchufes, etc.)?
EPI s
¿Llevan los operarios los EPI s adecuados al
puesto de trabajo?
Gafas, zapatos, guantes, tapones,
mascarillas,
MANIPULACIÓN MANUAL DE CARGAS
¿Hay cargas que manipular?
Comprobar el peso, altura, distancia
recorrido, tiempo de manipulación,
frecuencia.
INCENDIOS
¿Están bien señalizados los extintores?
Formato DT-22-0201 Check-list auditorias SMA
Pagina
1
Esta mejora en el indicador va relacionada, no solamente con la reducción de los
riesgos en los puestos de trabajo gracias a la evolución continuada aplicada con
el proceso de auditorías, si no que también está relacionada con la mayor
implicación de todo el personal en la detección y comunicación de riesgos así
como en el cumplimiento de las normas de seguridad.
- 86 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Amianto:
matriz empleo exposición
Investigación y Gestión en Residuos, SA
Empresa dedicada a las actividades de retirada y eliminación de materiales
que contienen amianto.
C/ Olabide, 15-17
48600 Sopelana (Vizcaya)
www.igrsa.com
Problema u oportunidad
IGR es la primera empresa de su actividad en realizar una evaluación del riesgo de
exposición al amianto de conformidad con lo establecido en el RD 396/2006 y RD
374/2001, que estuviera basada en mediciones tomadas en campo, y que además
aportara resultados cuantitativos de la exposición de los trabajadores al amianto.
A lo largo de los años esta evaluación del riesgo de exposición al amianto, al igual que
cualquier evaluación de riesgos, se ha ido actualizando y mejorando, buscando una
mayor especificidad en los trabajos evaluados, así como el mejor conjunto de datos de
partida posible, esto es, el más representativo y completo (mediciones higiénicas
tomadas en campo).
Así en la actualidad, la evaluación del riesgo de exposición al amianto realizada por IGR
está estructurada por tareas concretas con exposición al amianto que se desarrollan de
forma habitual por IGR, y comprende multitud de documentos, como son hojas de
cálculo, informes emitidos por laboratorios, bases de datos que relacionan la información
y documentos que recogen las conclusiones y acciones preventivas.
La evaluación de la exposición a agentes químicos no es, por tanto, un proceso sencillo,
pero sin embargo debe ser conocido, al menos de forma somera, por todo el personal de
la empresa.
- 87 -
Por otro lado, llegar a resultados cuantitativos de la exposición al amianto en los distintos
trabajos, permite valorar de forma técnica ciertas medidas preventivas que son
necesarias, como es el caso de la protección respiratoria de los trabajadores.
De forma general, la elección de uno u otro tipo de protección respiratoria depende de los
niveles de concentración al contaminante en cuestión que haya en el lugar de trabajo.
Así, contar con valores esperables de concentración al amianto en obra permite elegir
técnicamente la protección respiratoria más adecuada en cada caso.
La oportunidad de mejora que se propuso IGR consistió en, por una parte, esquematizar
y estructurar la información contenida en la evaluación de riesgos de exposición al
amianto, tanto los resultados de la misma, como otra información relevante, de forma
intuitiva y clara para que pueda ser fácilmente asimilada por todo el personal de la
empresa, y relacionar estos resultados con la protección respiratoria más adecuada en
cada caso.
Práctica de gestión
Para la consecución del objetivo de esquematizar y estructurar la información contenida
en la evaluación de riesgos de IGR para la exposición al amianto, se ha optado por el
desarrollo de una Matriz de Empleo-Exposición para describir la exposición de los
trabajadores de IGR al amianto.
Las matrices empleo-exposición son una forma sistemática de relacionar las
exposiciones laborales con riesgo para la salud con puestos de trabajo concretos, tareas,
ocupaciones, o actividades industriales. Así, en función del conjunto de ocupaciones y de
agentes que contemplen, se distinguen diferentes tipos de matrices de empleoexposición, que pueden ir de los casos más generales, como las matrices de carácter
nacional o sectorial, hasta los más particulares, centrados en el estudio de una tarea o
agente concreto.
Las matrices de empleo exposición se han utilizado también con éxito en estudios de
empresa, demostrándose su interés en el campo de la gestión, vigilancia e intervención
en materia de salud y seguridad en el trabajo. Y es que dado que una matriz empleoexposición reúne de forma organizada la información sobre las condiciones de exposición
a riesgos laborales en un contexto determinado, su interés como herramienta de
vigilancia y control es obvio.
La Matriz de Empleo-Exposición de IGR ha sido diseñada para relacionar las
metodologías de desamiantado que desarrolla IGR con el nivel de exposición evaluado
para ellas, de manera que el contenido de las celdas que cruzan uno y otro eje de la
matriz serán valores cuantitativos, recogiendo así de forma clara y concisa la exposición
al amianto de los trabajadores.
El desarrollo de la Matriz de Empleo-Exposición consigue concluir con una tabla en la que
se concentra toda la información relevante de la exposición al amianto evaluada para
cada actividad (distribución de datos, parámetros estadísticos, nivel de exposición,
probabilidad de superar el VLA-ED en una jornada cualquiera de trabajo).
Por otro lado, se ha realizado un estudio teórico de las características técnicas de los
distintos medios de protección respiratoria disponibles con el objetivo de establecer las
- 88 -
condiciones de contaminación a las que resultan más eficaces y eficientes, que se ha
incorporado a la información recogida por la Matriz de Empleo-Exposición.
Como resultado, la Matriz de Empleo-Exposición permite relacionar la protección
respiratoria más adecuada a cada actividad con amianto estudiada, a través de la
evaluación del riesgo de exposición al amianto que contempla, y esta información se ha
podido resumir en forma de cartel.
El cartel que resume toda la información ha sido distribuido en los distintos lugares de
trabajo de IGR.
Partiendo de esta información se han desarrollado acciones formativas concretas
destinadas a que los trabajadores conozcan tanto los niveles de exposición esperables
en los distintos trabajos, como los equipos de protección respiratoria más adecuados en
cada caso.
Evaluación de la eficacia
Se ha desarrollado una Matriz de Empleo-Exposición permite relacionar la protección
respiratoria más adecuada a cada actividad con amianto estudiada, a través de la
evaluación del riesgo de exposición al amianto que contempla, y esta información se ha
podido resumir en forma de cartel.
El documento generado ha sido valorado favorablemente por los delegados de
prevención de IGR.
Desarrollo de acciones formativas concretas en la Matriz de Empleo-Exposición de IGR.
Permite a los técnicos de obra de forma sencilla y unificada establecer las medidas
preventivas de protección respiratoria adecuadas a cada nuevo proyecto de
desamiantado.
Permite a los trabajadores de
obra recordar de forma clara e
inmediata
la
protección
respiratoria concreta que es
adecuada para cada trabajo
que llevan a cabo.
Facilita
a
los
recursos
preventivos en obra su labor de
verificar la correcta adopción
de las medidas preventivas
implantadas en obra.
Toda inversión destinada a
evitar
el
desarrollo
de
enfermedades profesionales
es eficaz.
- 89 -
- 90 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Contactos comportamentales
de seguridad
Nueva Compañía Arrendataria de las Salinas de
Torrevieja, SA
Empresa minera que se dedica a la extracción, elaboración y
comercialización de sal marina de la laguna de Torrevieja.
Carretera de Circunvalación, s/n
03185 Torrevieja (Alicante)
www.unionsalinera.es
Problema u oportunidad
NUEVA COMPAÑÍA ARRENDATARIA DE LAS SALINAS DE TORREVIEJA, SA, ha
realizado muchas inversiones en adecuar las instalaciones, instalando protecciones,
sistemas de paro de emergencia, etc., pero no había trabajado en el comportamiento de
los trabajadores.
Nos dimos cuenta de que las causas de los accidentes que teníamos eran debidos a
negligencia de los trabajadores (actos inseguros) y que el número de accidentes se
estaba estabilizando en unos valores sin conseguir reducirlos más.
Práctica de gestión
Pusimos en marcha el método “CONTACTOS DE SEGURIDAD”.
En las salinas de Torrevieja todos los servicios realizan dichos contactos de seguridad
(jefes de equipos y responsables de las unidades) —> Servicio de Producción (extracción
de la sal de la laguna 3 jefes de equipo + 2 responsables).
Servicio de Elaboración (transformación de la sal 5 jefes de equipo + 2 responsables)
- 91 -
Servicio de Mantenimiento —> 4 jefes de equipo + 4 responsables Laboratorio —> 1
responsable
Nuevas Obras —> 2 responsables
Servicio de Seguridad -> 1 responsable
Todos los jefes de equipos y responsables de
las distintas secciones deben realizar un check
list de comportamiento dentro de su sección.
Dicho ckeck list consta de distintas preguntas,
todas
encaminadas a supervisar el
comportamiento de los trabajadores si cumplen
con las normas establecidas dentro de la
empresa (uso de EPIs, limpieza de la zona de
trabajo, circulación por las instalaciones, etc).
Cuando un responsable detecta que un
trabajador no está cumpliendo con las normas
establecidas:
Ej: no lleva puesto el casco de seguridad que es obligatorio llevarlo en todas las
instalaciones, el responsable habla con el trabajador para que le dé una explicación, tras
mantener esta pequeña charla el responsable le invita a ponerse el casco y anota en el
check list la no conformidad detectada.
Una vez finalizado el mes el responsable del servicio de seguridad recibe los contactos
de todos los responsables y analiza los resultados, todos estos resultados se plasman
en un documento que se presenta a los trabajadores en los paneles informativos y en los
1/4 de hora semanal que se realizan todos los lunes en los distintos servicios.
Este sistema nos sirve para involucrar a todos
los mandos de la empresa, ya que antes la
seguridad era un trabajo del responsable de
seguridad,
ahora
la
seguridad
es
responsabilidad de TODOS.
LA SEGURIDAD NO ES UN DEPARTAMENTO,
ES UN COMPORTAMIENTO.
Evaluación de la eficacia
El índice de incidencia ha experimentado un descenso considerable: del 2307 en 2009 a
952 en 2011.
Por otro lado también se favorece la integración de la prevención puesto que ayuda a los
trabajadores a entender que la seguridad es una parte más de su trabajo.
- 92 -
Finalista a la mejor práctica de gestión de la
prevención
Modalidad “General”
Normas de prevención de riesgos
laborales en versión cómic
Operaciones Portuarias Canarias, SA
Es una de las empresas pioneras en la manipulación de contenedores en
el Puerto de La Luz y Las Palmas y se encuentra operando desde 1986. Es
una empresa estibadora autorizada por la Autoridad Portuaria de Las
Palmas y cuenta con una concesión administrativa en el Muelle León y
Castillo.
Rotonda cap. Nicola Mastro. Av. Cambulloneros, s/n
35017 Las Palmas de Gran Canaria
www.opcsa.com
Problema u oportunidad
La configuración legal del sector de la estibación portuaria obliga a la contratación de
personal a través de una empresa (pool de trabajadores) para la realización de su
actividad principal. Esta situación dificulta la labor de prevención de riesgos laborales en
las empresas que requieren de este personal, ya que sólo permanecen en la empresa
hasta la finalización del trabajo (6 horas aproximadamente).
La principal dificultad, por tanto, consiste en transmitir a terceros la cultura preventiva e
implicarlos en los objetivos de reducción de la siniestralidad.
Por ello, ante la dificultad de transmitir información sobre los riesgos de los puestos de
trabajo en las empresas que los contratan, el poco atractivo de los documentos
preparados por los servicios de prevención y la necesidad de hacer llegar el mensaje al
destinatario, han llevado a OPCSA buscar una nueva estrategia comunicativa en
prevención de riesgos.
- 93 -
Esta estrategia comunicativa se basa en la presentación al pool de trabajadores de la
información en formato cómic.
Práctica de gestión
La información preventiva que se presenta en formato cómic es la siguiente:
la evaluación de riesgos y su planificación preventiva y
manual de seguridad, elaborado internamente y que es difundido entre la totalidad de
terceros que acceden a las instalaciones: subcontratas, consignatarios, aduanas,
amarradores, etc.
Se pensó en un folleto por puesto de trabajo que contase con una primera parte de
riesgos de carácter general y otros más específicos, incluyendo viñetas para cada uno
de los riesgos así como de los EPIʼs necesarios en cada caso.
El formato libro con gran número de ilustraciones hace visualmente atractivo el
documento y permite a la empresa reforzar su imagen de empresa comprometida con la
prevención.
La mayor dificultad fue conseguir que el ilustrador entendiese los riesgos que debía
referenciar. Para ello éste realizó numerosas visitas a las instalaciones, sacó fotos, habló
con trabajadores y presentó un largo número de bocetos hasta dar con el resultado
deseado: un documento sencillo pero al mismo tiempo riguroso.
Además, a raíz de la realización de los folletos vimos dos oportunidades adicionales:
pensar en un lema que se ha convertido en el slogan de la empresa : “Seguridad y
éxito, esfuerzo diario y conjunto” y
utilizar las viñetas en diverso material de la empresa, tras el registro de la propiedad
industrial.
Finalmente, se han distribuido los folletos a través
del pool teniendo aceptación por parte de los
trabajadores y se han puesto a disposición a través
de la página web corporativa www.opcsa.com.
El ofrecer la información de una manera sencilla y
atractiva no significa que no deba ser rigurosa y
concisa, simplemente se ha adaptado el mensaje al
destinatario.
La distribución de los folletos de manera individual
a cada uno de los 500 trabajadores del pool permite
cumplir con la obligación de información previsto en
la Ley 31/1995 al mismo tiempo que ofrece una
imagen amable de empresa comprometida con la
prevención en un sector en el que la seguridad es
un tema que tiene amplio recorrido de mejora y los cambios son recibidos con cautela.
- 94 -
Además, se hizo el esfuerzo de reflejar a través de las viñetas la realidad de la empresa.
Ej: Carril peatonal y maquinaria respetan colores y diseño reales, los walkies que aparecen
son idénticos a los Motorola que son utilizados en la empresa, el vestuario del personal,
material propio de estiba (pins y sus cajoneras) son iguales a las utilizadas.
Evaluación de la eficacia
OPCSA representa el 60% de la actividad del pool y sin embargo solo le son imputables
el 34% de los accidentes con baja. Además, los trabajadores del pool accidentados en
sus instalaciones tienen accidentes con índices de severidad, duración y frecuencia
inferiores a los ocurridos en otras empresas.
La entrega de los manuales es parte de una estrategia global de transmitir a terceros la
cultura preventiva e implicarlos en los objetivos de reducción de la siniestralidad.
Por ello, la entrega del material se ha combinado, como no puede ser de otra manera,
con más medidas destinadas al personal del pool tales como:
mediciones higiénicas en profundidad
inversiones en mejoras de maquinaria e instalaciones
inspecciones
participación activa en comités de seguridad y salud
investigación de accidentes
estar al día en las novedades relacionadas con la prevención en la manipulación de
cargas, a través de grupos de trabajo sectoriales tanto nacionales como
internacionales.
2008
2009
2010
2011
2012
(ene-jul)
60
24
39
60
43
SEVERIDAD
4,88
1,78
4,76
4,24
3,6
DURACIÓN
28,2
19,29
31,69
29,52
19
Accidentes con baja
- 95 -
Anexo
- 98 -
Historia de las runas
Eohl -
Algiz – álchis (ch suave)
Es la runa que significa defensa y protección, y está
relacionada con seres como el junco o el alce. Indica
una protección de origen divino, un aviso que nos
debe salvar de un peligro, semejante al aviso que le
da el junco al guerrero.
Los vikingos no contaban con una cultura escrita en el
sentido actual de la palabra, puesto que no tenían libros,
pero disponían de unos carácteres alfabéticos, la escritura
rúnica, cuyas letras se llamaron runas.
La palabra runa significa secreto. La palabra denota aquello
misterioso, desconocido, sobrenatural.
Las runas podían ser grabadas sobre ciertos materiales, y
en la época de los vikingos fueron grabadas en madera,
hueso, metal y piedra.
Es decir, es una runa que nos avisa de algo peligroso o bien nos da consejo sobre algún tipo de problema. Se usa para la mejora de la comunicación con
los dioses y para canalizar la energía.
Las primeras inscripciones rúnicas que han sobrevivido se
remontan a un par de siglos después de Cristo. Esta
escritura se empleó también en los países nórdicos varios
siglos antes de la época vikinga, aunque no era algo
especialmente escandinavo.
Según parece, esta runa está en conexión con un
símbolo muy antiguo: la mano extendida, gesto que
recuerda un signo instintivo para alejarnos y protegernos del mal. Los guerreros llevaban esta runa
para que les protegiera en la batalla. En el aspecto
mágico, Eohl se utiliza para la defensa a todos los
niveles: físico, emocional e intelectual.
Varios pueblos germánicos las utilizaban también para
escribir: alemanes, godos, frisones y anglosajones, así
como los pueblos norgermánicos, de los que descendían
los vikingos. A juzgar por las muchas inscripciones tempranas, encontradas en un área bastante reducida, es de
suponer que Dinamarca es la cuna de las runas (según la
teoría del runólogo Erik Moltke).
- 99 -
MUTUA DE ACCIDENTES DE TRABAJO
Y ENFERMEDADES PROFESIONALES
DE LA SEGURIDAD SOCIAL Nº 151
www.asepeyo.es