PROCESO PARA MEJORAR LA MADERA DE BAJA CALIDAD
Anuncio

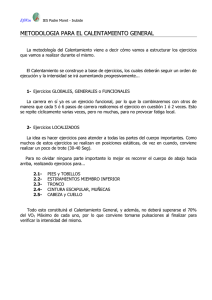
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 096 996 kInt. Cl. : B27K 5/06 11 N.◦ de publicación: 6 51 ESPAÑA k B27K 5/00 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 94200024.1 kFecha de presentación : 06.01.94 kNúmero de publicación de la solicitud: 0 612 595 kFecha de publicación de la solicitud: 31.08.94 T3 86 86 87 87 k 54 Tı́tulo: Procedimiento para mejorar la calidad de madera de baja calidad. k 73 Titular/es: k 72 Inventor/es: Rem, Peter Carlo; k 74 Agente: Elzaburu Márquez, Alberto 30 Prioridad: 08.01.93 EP 93200045 Shell Internationale Research Maatschappij B.V. Carel van Bylandtlaan 30 2596 HR Den Haag, NL 45 Fecha de la publicación de la mención BOPI: 16.03.97 45 Fecha de la publicación del folleto de patente: ES 2 096 996 T3 16.03.97 Aviso: k k van der Poel, Hans y Ruyter, Herman Petrus k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 096 996 T3 DESCRIPCION La presente invención se refiere a un proceso para mejorar la calidad de madera de baja calidad para convertirla en madera de alta calidad de una manera segura ambientalmente, y a la madera de alta calidad obtenida por medio de este proceso. El proceso se conoce por el documento EP-A-0373726. De acuerdo con este documento, se forma un agregado fibroso celulósico partiendo de material fibroso celulósico por un proceso que comprende: una etapa de ablandamiento que comprende exponer una sección del material fibroso celulósico a la acción de un agente ablandador acuoso a una temperatura comprendida entre 150◦C y 220◦C a una presión de al menos la presión de vapor en equilibrio del agente ablandador en la temperatura operativa, con lo cual se desproporcionan y se hidrolizan al menos parcialmente la hemicelulosa y la lignina presentes en el material celulósico fibroso; y una etapa de curado que comprende secar el producto de la etapa de ablandamiento a una temperatura comprendida entre 100 y 220◦C para dar una matriz celulósica reticulada. El proceso mencionado anteriormente utiliza los modos tradicionales de calentamiento y secado de la madera. Estos métodos se basan en la conducción térmica para elevar la temperatura de la madera y evaporar el agua contenida en la misma. La deficiente conductividad térmica de la madera y la sensibilidad de la quı́mica del proceso a los tiempos de calentamiento extendidos dan como resultado limitaciones sobre el espesor y la calidad del producto para este proceso. Más aún, se ha hallado que los gradientes de temperatura, presión y concentración de humedad inducen tensiones en la madera, que pueden dar como resultado la formación de grietas y en consecuencia en una pérdida de resistencia mecánica. Finalmente, los tiempos prolongados de calentamiento llevan a una baja producción y en consecuencia a una economı́a inatractiva del proceso. Se ha hallado ahora que los problemas mencionados pueden evitarse empleando técnicas de procesamiento alternativo basadas en calentamiento eléctrico o dieléctrico. Por lo tanto, la presente invención se refiere a un proceso para convertir madera de baja calidad en madera de alta calidad, que comprende las siguientes etapas: (a) ablandar la madera calentándola eléctricamente en forma directa, en el intervalo de 160-220◦C, en presencia de un medio acuoso a una presión de al menos la presión de vapor en equilibrio del medio acuoso a la temperatura de operación durante la etapa de ablandamiento; (b) secar la madera ablandada; 5 10 15 20 25 30 35 40 45 50 55 60 (c) curar la madera secada; y (d) enfriar la madera curada. 65 El material de partida a someter al proceso según la invención es madera de una calidad relativamente baja, preferiblemente material recién 2 2 cortado, habiéndose impedido su pérdida de humedad. Si el material inicial seleccionado ha sido secado, su contenido de humedad se aumenta preferiblemente por exposición a agua o vapor de agua. Un material inicial que tiene un contenido de humedad comprendido entre 67 y 150% en peso (calculado en base seca) se prefiere especialmente. El material inicial está constituido preferiblemente por troncos o tablones de madera, es decir secciones alargadas de madera. La longitud mı́nima es preferiblemente 25 cm, más preferiblemente al menos 50 cm, aún más preferiblemente al menos 1 m. Usualmente se usarán secciones de madera de al menos 1,5 m, hasta 4 o aún 6 metros de largo. El material de partida tendrá usualmente un ancho y un espesor de al menos 2 x 2 cm, preferiblemente 3 x 3 cm, más preferiblemente 4 x 4 cm. Preferiblemente, la longitud de las diferentes piezas de material inicial es la misma o casi la misma. El material de partida puede tener un diámetro cuadrado o rectangular, pero también es posible un diámetro circular, hemicircular o aún irregular. Aunque el presente proceso puede aplicarse a madera de alta densidad, en cuyo caso tiene lugar una mejora significativa de las propiedades de resistencia al agua de la madera, el proceso ofrece aún más ventajas cuando se aplica a madera ligera, a menudo obtenida de árboles con una alta velocidad de crecimiento. En este caso tiene lugar una mejora considerable en las propiedades mecánicas y en la resistencia al agua de la madera. Ejemplos de especies de árboles que dan este tipo de madera son abeto, álamo, sauce, haya, pino y eucalipto. La madera se ablanda en presencia de un medio acuoso a una temperatura elevada. En esta etapa de ablandamiento la hemicelulosa y la lignina de la madera se transforman en componentes de menor peso molecular. En general, se emplean temperaturas comprendidas entre 160 y 220◦ C, preferiblemente de 180 a 200◦C, estando la duración de la etapa de ablandamiento comprendida entre 2 minutos y 1 hora, más preferiblemente de 2 minutos a 20 minutos. El medio acuoso es adecuadamente agua. La duración de la etapa de ablandamiento variará de acuerdo con las condiciones precisas bajo las cuales se efectúa el ablandamiento. En este sentido, se ha experimentado que los tiempos de residencia excesivamente largos a temperaturas entre 120 y 160◦C, pueden promover reacciones secundarias perjudiciales en el material, que pueden llevar a una reducción en la calidad del producto final. En consecuencia, el material inicial debe calentarse preferiblemente a la temperatura operativa de la etapa de ablandamiento en el tiempo más corto posible. Además se prefiere que la duración de la etapa de ablandamiento sea tan corta como sea posible. Esto puede lograrse con una técnica eléctrica muy simple llamada calentamiento óhmico, en el cual la madera se trata como si fuera una resistencia eléctrica, y aplicando una corriente eléctrica a través del material de modo que se genere calor dentro del mismo. Esto permite que la madera sea llevada a las condiciones de proceso deseadas de un modo homogéneo y eficiente, usualmente en diez minutos o menos. 3 ES 2 096 996 T3 Por lo tanto, la etapa de ablandamiento se lleva a cabo preferiblemente por medio de calentamiento óhmico. La fase de calentamiento del proceso, al aplicar calentamiento óhmico, es aplicable a cualquier tamaño concebible de producto. Ventajosamente, el procedimiento de calentamiento óhmico también puede aplicarse durante al menos parte de la etapa de secado subsiguiente, preferiblemente en su primera parte. Más aún, la temperatura puede elevarse al nivel deseado sin inducir ninguna tensión térmica o mecánica en la madera calentando la madera eléctricamente. Una planta basada en calentamiento óhmico puede, en principio, ser muy sencilla, consistiendo esencialmente en una autoclave y una fuente de electricidad. Dentro de la autoclave, las secciones de madera, ventajosamente madera recién cortada, pueden calentarse a la temperatura de ablandamiento deseada haciendo pasar una corriente eléctrica, preferiblemente una corriente alterna, a través de la madera, que ha sido colocada entre al menos dos electrodos. Preferiblemente, las secciones se colocan entre los electrodos con el grano de la madera transversal a la dirección de la corriente. El ablandamiento puede llevarse a cabo asegurando un contacto ı́ntimo y directo entre las secciones de madera y los electrodos ası́ como entre las secciones. Esto es aplicable especialmente a secciones del mismo tamaño y forma y, preferiblemente, que tengan una sección transversal oblonga. Más convenientemente, dicho ablandamiento de las secciones de madera puede llevarse a cabo sumergiendo las secciones en un medio acuoso de conductividad eléctrica apropiada, donde también se habrán colocado los electrodos. En este contexto, el término “conductividad eléctrica apropiada” se refiere a un grado de conductividad el cual, a lo largo de la etapa de ablandamiento, sea muy similar al de las secciones que se están ablandando. Después de haberse ablandado, la madera se seca, preferiblemente a la temperatura de ablandamiento, y finalmente se cura. En la más sencilla de las plantas, la madera de baja calidad ingresa a la autoclave recién cortada y deja la autoclave como un producto de alta calidad que solamente necesita ser enfriado antes de poder trabajarse. Durante el calentamiento óhmico, la tensión eléctrica aplicada sobre las vigas de madera está comprendida preferiblemente entre 10 y 200, más preferiblemente entre 80 y 120 voltios por cm de distancia entre los electrodos, siendo la tensión de ruptura de la madera de aproximadamente 200 V/cm. La corriente alterna que se aplica preferiblemente durante el calentamiento óhmico, puede ser de cualquier frecuencia, pero ventajosamente esta corriente tiene una frecuencia de 50 ó 60 Hz ya que esta corriente es la suministrada en los sistemas de distribución públicos. Para una mejor comprensión de la técnica de calentamiento óhmico se hace referencia a dos artı́culos de literatura técnica: a) “Calentamiento óhmico - un nuevo proceso para la industria alimenticia”, por R. Stirling, en “Power Engineering Journal”, Noviembre 1987, pp. 365-371. b) “Desarrollo y aplicación del calentamiento óhmico para el calenta- 5 10 15 20 25 30 35 40 45 50 55 60 65 4 miento continuo de alimentos particulados”, por C. H. Biss y otros, “Process engineering in the food industry”, ed. Elsevier, Amsterdam, 1989, pp. 17-27. Como se menciona anteriormente, no solamente la etapa de ablandamiento sino también parte de la etapa de secado del presente proceso pueden llevarse a cabo por medio de calentamiento óhmico. Se prefiere que durante esta parte de la etapa de secado el agua sea separada de la madera, por evaporación, hasta un contenido de humedad del 50% (calculado en base seca). La etapa de secado puede completarse entonces dieléctricamente, es decir por medio de calentamiento por radio-frecuencia (RF) o calentamiento con la ayuda de microondas. También se contempla que toda la etapa de secado del presente proceso pueda ser llevada a cabo por medios dieléctricos. Además, al menos parte de dicho secado también puede efectuarse con ayuda de métodos evaporativos convencionales, ası́ como con una combinación de los mismos con un método dieléctrico. Al final de la etapa de secado, el contenido de humedad está preferiblemente comprendido entre 0 y 15%, calculado en base seca. En el calentamiento por RF, la frecuencia de la corriente está comprendida entre 10 KHz y 300 MHz, prefiriéndose 27 MHz. En el calentamiento por microondas la frecuencia está comprendida entre 300 MHz y 10 GHz. De acuerdo con otra realización preferida de la invención, las etapas de ablandamiento y de secado se llevan a cabo por calentamiento dieléctrico, ventajosamente por calentamiento por radio-frecuencia (RF) donde la frecuencia aplicada está comprendida entre 10 KHz y 300 MHz y la amplitud aplicada está comprendida preferiblemente entre 2500 y 20000 V/m. Se apreciará que, al aplicar calentamiento dieléctrico en la etapa de ablandamiento, el calentamiento real tendrá que proceder por un contacto directo e ı́ntimo entre las secciones de madera y los electrodos, y por ello las secciones requerirán una sección transversal oblonga, como se describió anteriormente. Después de la etapa de ablandamiento dieléctrico, la madera caliente se seca, preferiblemente usando la misma fuente de potencia RF que en la etapa de ablandamiento, extrayendo vapor a una presión constante, ventajosamente comprendida entre 10 y 20 bares. La temperatura de la madera en la etapa de secado está comprendida preferiblemente entre 90 y 200◦C, preferiblemente entre 100 y 160◦ C. Durante una segunda parte de cualquier etapa de secado según se ha descrito antes, puede aplicarse optativamente una presión mecánica externa a la madera ablandada caliente para comprimirla a un volumen más pequeño, haciéndola menos porosa y permeable. Ventajosamente, esta presión está comprendida entre 0,1 y 10 bares y la reducción en volumen de la madera está comprendida entre 10 y 70%. Cuando se aplica presión mecánica a las secciones secadas durante la segunda parte de cualquier etapa de secado, se prefiere que el contenido de humedad de la madera seca esté comprendido entre 0 y 5%, calculado en base al material seco. 3 5 ES 2 096 996 T3 Los medios apropiados para ejercer presión mecánica sobre las secciones ablandadas y secadas incluyen, por ejemplo, comprimirla con la ayuda de una prensa de platina o en un molde. Después de la etapa de secado, se cura la madera ablandada, secada y posiblemente comprimida. La etapa de curado se lleva a cabo apropiadamente a una temperatura constante comprendida entre 100 y 240◦ C, preferiblemente entre 160 y 220◦C, y una presión comprendida entre 1 y 20 bares, durante un tiempo comprendido entre 20 y 90 minutos. Después de la etapa de curado, la madera se enfrı́a. Esto puede efectuarse de cualquier manera apropiada. La madera, después de haber sido tratada con el proceso según la invención, tiene propiedades respecto a resistencia y durabilidad bajo circunstancias desfavorables que son similares a las de la madera tropical dura, como lo demostrará el siguiente ejemplo al cual de ningún modo se restringe la invención. Ejemplo 1 Secciones de chopo recién cortado (200 x 15 x 2 cm3 ) se trataron de acuerdo con la invención en un autoclave cerrado siguiendo el procedimiento donde las secciones estaban en contacto directo e ı́ntimo con los electrodos como en ausencia de una fase acuosa externa. La etapa de ablandamiento se llevó a cabo por calentamiento óhmico a una temperatura de 195◦ C, un perı́odo de tiempo de 10 minutos y aplicando un voltaje inicial de 110 V/cm. La etapa de secado se llevó a cabo por calentamiento por microondas a una temperatura de 110◦C, un perı́odo de tiempo de 20 minutos, a presión atmosférica. La frecuencia del campo dieléctrico fue 2,4 GHz. En la etapa de curado las secciones calientes se colocaron en una prensa caliente durante 60 minutos a una temperatura de 195◦ C y una presión de 6 bares. Los tablones fueron enfriados a temperatura ambiente dejándolos al aire libre. Las muestras tratadas tenı́an una densidad de 700 kg/m3 , una dureza Shore D de 40, mientras habı́a tenido lugar una pérdida de peso del 25% durante dicho tratamiento. Muestras con dimensiones de 12 x 1 x 0,5 cm 3 se cortaron de los tablones tratados. Estas muestras se sometieron a un ensayo de durabilidad en exteriores. Las muestras se suspendieron de modo que la mitad de su longitud estaba sumergida en agua, estando la otra mitad al aire por encima del agua. Este ensayo de durabilidad se continuó desde Septiembre de 1990 hasta e incluyendo Febrero de 1992. Después del ensayo las muestras se secaron y se midió su pérdida de resistencia y su pérdida de peso. Para determinar la pérdida de resistencia se midió el módulo de elasticidad E de las muestras antes y después del ensayo de durabilidad, respectivamente, de acuerdo con la Norma Internacional ISO 178-1975 (E). 4 6 Pérdida de resistencia = E1 −E2 E1 x 100% E1 = módulo de elasticidad de la muestra antes del ensayo, en megapascales 5 10 E2 = módulo de elasticidad de la muestra después del ensayo, en megapascales Pérdida de peso = W1 −W2 W1 x 100% W1 = peso de la muestra antes del ensayo, en gramos, calculado en base a la masa seca. 15 20 25 30 35 40 45 50 55 60 65 W2 = peso de la muestra después del ensayo, en gramos, calculado en base a la masa seca. En la figura I la pérdida de resistencia se representa sobre el eje geométrico vertical en función de la pérdida de peso sobre el eje geométrico horizontal. Los puntos negros representan los valores para las muestras de chopo, tratadas de acuerdo con la invención. Los números romanos I dan la posición de muestras de madera dura tropical no tratada de teca y azobe, que se han probado del mismo modo que las muestras de chopo tratadas. Los números romanos V ilustran el deterioro de muestras de chopo no tratadas, también ensayadas del mismo modo que las tratadas. En base a la Figura I, resulta claro que por medio del proceso de la invención la calidad de madera de chopo de bajo valor puede mejorarse hasta los valores de la madera dura tropical de alto valor. Ejemplo 2 Una muestra de 6 x 6 x 10 cm3 de chopo recién cortado se sumergió en agua en un autoclave cerrado de 1 litro, que estaba equipado con dos electrodos. El contenido del autoclave se calentó a 195◦C y se mantuvo en dicha temperatura durante 5 minutos aplicando una tensión inicial de 100 V/cm entre los electrodos. A continuación, la fase lı́quida se retiró del autoclave, y se siguió con una despresurización controlada y gradual del autoclave hasta las condiciones atmosféricas, en el curso de lo cual la humedad presente en la muestra fue parcialmente evaporada, y la temperatura cayó a 100◦C. El secado adicional de la muestra se llevó a cabo en un horno de microondas convencional a 110◦C durante 25 minutos, usando una frecuencia de 2,4 GHz. Esto dio como resultado una reducción del contenido de humedad desde 150% en peso a 11% en peso, calculada en base a sólidos. Finalmente, la muestra fue usada calentándola entre dos placas calientes durante 60 minutos a 195◦C sin aplicar presión; lo cual fue seguido por enfriamiento de la muestra a 90◦ C enfriando las placas. El enfriamiento posterior a temperatura ambiente fue llevado a cabo al aire libre. La muestra tratada tenı́a una densidad de 510 kg/m3 y una dureza Shore D de 45, mientras que habı́a tenido lugar una pérdida de peso de 20,3% durante dicho tratamiento. 7 ES 2 096 996 T3 REIVINDICACIONES 1. Un procedimiento para convertir madera de baja calidad en madera de alta calidad, que comprende las siguientes etapas: (a) ablandar la madera calentándola eléctricamente en forma directa, a una temperatura en el intervalo de 160-220◦C, en presencia de un medio acuoso a una presión de al menos la presión de vapor en equilibrio del medio acuoso a la temperatura de operación durante la etapa de ablandamiento; (b) secar la madera ablandada; 5 10 15 (c) curar la madera secada; y (d) enfriar la madera curada. 2. Un procedimiento de acuerdo con la reivindicación 1a¯ , en el que la etapa de ablandamiento y parte de la etapa de secado se llevan a cabo por calentamiento óhmico. 3. Un procedimiento de acuerdo con la reivindicación 2a¯ , en el que la etapa de secado se completa dieléctricamente. 4. Un procedimiento de acuerdo con las reia vindicaciones 2a ¯ o 3¯ , en el que el calentamiento óhmico se lleva a cabo bajo una tensión eléctrica 20 25 8 aplicada comprendida entre 10 y 200 V/cm. 5. Un procedimiento de acuerdo con la reivindicación 1a¯ , en el que la etapa de ablandamiento y la etapa de secado se llevan a cabo por calentamiento dieléctrico. 6. Un procedimiento de acuerdo con la reivindicación 5a¯ , en el que se aplica una frecuencia comprendida entre 10 KHz y 300 MHz, y en el que se aplica una amplitud comprendida entre 2500 y 20000 V/m. 7. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el secado se lleva a cabo a una temperatura comprendida entre 100◦C y 220◦ C y a una presión comprendida entre 1 y 20 bares. 8. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el curado se lleva a cabo a una temperatura comprendida entre 160◦C y 220◦C, a una presión comprendida entre 1 y 20 bares y durante un perı́odo de tiempo comprendido entre 20 y 90 minutos. 9. Un procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque en una segunda parte de la etapa de secado se aplica una presión mecánica externa a la madera ablandada caliente, cuya presión está comprendida entre 0,1 y 10 bares. 30 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 5 ES 2 096 996 T3 6