Industria del petróleo
Anuncio

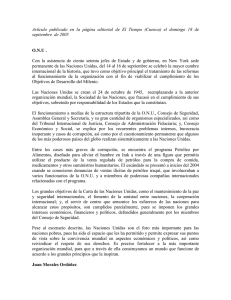
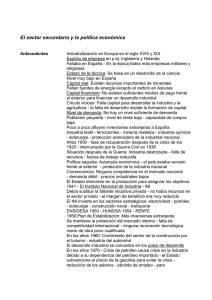
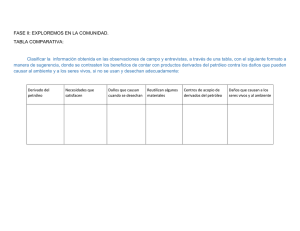
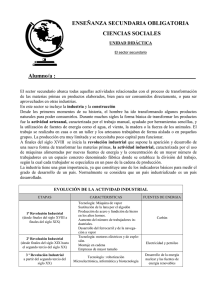
UPME ELABORADO POR: UNIVERSIDAD DEL ATLÁNTICO GRUPO DE GESTIÓN EFICIENTE DE ENERGÍA, KAI: DR. JUAN CARLOS CAMPOS AVELLA, INVESTIGADOR PRINCIPAL. MSC. EDGAR LORA FIGUEROA, COINVESTIGADOR. MSC. LOURDES MERIÑO STAND, COINVESTIGADOR. MSC. IVÁN TOVAR OSPINO, COINVESTIGADOR. ING. ALFREDO NAVARRO GÓMEZ, AUXILIAR DE INVESTIGACIÓN. UNIVERSIDAD AUTÓNOMA DE OCCIDENTE GRUPO DE INVESTIGACIÓN EN ENERGÍAS, GIEN: MSC. ENRIQUE CIRO QUISPE OQUEÑA, COINVESTIGADOR. MSC. JUAN RICARDO VIDAL MEDINA, COINVESTIGADOR. MSC. YURI LÓPEZ CASTRILLÓN, COINVESTIGADOR. ESP. ROSAURA CASTRILLÓN MENDOZA, COINVESTIGADOR. ASESOR MSC. OMAR PRIAS CAICEDO, COINVESTIGADOR. UN PROYECTO DE LA UNIDAD DE PLANEACIÓN MINERO ENERGÉTICA DE COLOMBIA (UPME) Y EL INSTITUTO COLOMBIANO PARA EL DESARROLLO DE LA CIENCIA Y LA TECNOLOGÍA. “FRANCISCO JOSÉ DE CALDAS” (COLCIENCIAS). CONTENIDO Pág. 1. INTRODUCCIÓN……………………………………………………………. 1 1.1 CONSTITUCIÓN Y CARACTERÍSTICAS DEL PETRÓLEO………..………………1 1.2 REFINO Y PETROQUÍMICA…………………………………………………… 2 2. PROCESO DE REFINO Y PETROQUÍMICA…….…………………….... 3 2.1 PROCESO DE REFINO……………………………………………………….. 3 2.1.1 Procesos de Separación……………………………..……………........ 3 2.1.2 Procesos de Transformación………………………..……………….....5 2.2 PROCESO DE LA PETROQUÍMICA..……………………………………………11 3. DISTRIBUCIÓN DE LOS CONSUMOS DE ENERGÍA………………….. 12 4. MEDIDAS DE AHORRO DE ENERGÍA…………………………………… 14 4.1 COGENERACIÓN DE VAPOR-ENERGÍA ELÉCTRICA………………………….. 14 4.2 APROVECHAMIENTO DE LAS PURGAS……………………………………….. 14 4.3 MEJORAS EN LOS EQUIPOS DE COMBUSTIÓN………………………………. 15 4.3.1 Pérdidas por las Paredes…………………………....……………….....15 4.3.2 Pérdidas por los Humos. Exceso de Aire……….....……………….....15 4.3.3 Recuperación de las Pérdidas de los Humos……..………………..... 15 4.4 SISTEMA DE DISTRIBUCIÓN DE VAPOR. RECUPERACIÓN DE CONDENSADO……………………………………………………………. 17 4.4.1 Redes de Distribución………………………………..……………….....17 4.4.2 Purgadores…………………………………………....………………..... 17 4.4.3 Recuperación del Condensado……………………..………………..... 17 4.5 MEJORAS EN INTERCAMBIADORES DE CALOR………………………………. 18 4.6 RECUPERACIÓN DE GASES DE ANTORCHA Y DE OTROS PRODUCTOS RESIDUALES…………………………………………………... 19 4.7 OTRAS FORMAS DE REDUCIR LAS PÉRDIDAS DE ENERGÍA………………….19 5. ASPECTOS AMBIENTALES GENERALES……………………………… 21 5.1 TRATAMIENTO DE GASES ÁCIDOS…………………………………………... 21 5.1.1 Lavados con Aminas………………………………...………………......21 5.1.2 Unidad de Claus……………………………………....……………….....21 5.2 TRATAMIENTO DE LOS EFLUENTES RESIDUALES…………………………… 22 REFERENCIAS BIBLIOGRÁFICAS……………………..……………………23 _____________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO i 1. INTRODUCCIÓN La industria del refinado del petróleo es consumidora intensiva de energía, tanto en forma de combustible directamente aplicado en los numerosos hornos y calderas que la integran, como en forma de energía eléctrica, utilizada esencialmente para accionamiento de motores y en menor medida, aunque en cantidades nada despreciables en el alumbrado de las plantas. La importancia relativa de los costos energéticos dentro del refino de petróleo se puede apreciar al considerar que representa: 40,0% de los costes totales, incluyendo amortizaciones. 80,0% de los costes variables. A las razones puramente económicas para mejorar la eficiencia energética, se han sumado las consideraciones medioambientales, hoy día en primer plano de la preocupación social. La reducción en los consumos energéticos implica automáticamente menor emisión de contaminantes formados durante la combustión, SO2 y NOx, responsables de la “lluvia ácida”, junto a la reducción del CO2 emitido, principal acusado de provocar el cambio climático en nuestro planeta a través del “efecto invernadero”.1 1.1 CONSTITUCIÓN Y CARACTERÍSTICAS DEL PETRÓLEO El petróleo es un líquido viscoso de color parduzco constituido por un conjunto de hidrocarburos (átomos de carbono e hidrógeno) formados naturalmente por reacción catalítica de la materia orgánica de origen animal o vegetal, actuando las arcillas y los lodos (silicatos de aluminio) como catalizadores de las mismas. Se presenta de forma natural en depósitos de roca sedimentaria y sólo en lugares en los que hubo mar. La composición de los crudos es muy variable dependiendo del lugar en el que se han formado. No solo se distinguen unos crudos de otros por sus diferentes proporciones en las distintas fracciones de hidrocarburos, sino también porque tienen distintas proporciones de azufre, nitrógeno y de las pequeñas cantidades de diversos metales, que tienen mucha importancia desde el punto de vista de la contaminación. El hecho de que su origen sea muy diverso, dependiendo de la combinación de los factores anteriormente citados, provoca que su presencia sea también muy variada: líquido, dentro de rocas porosas y entre los huecos de las piedras; volátil, es decir, un líquido que se vuelve gas al contacto con el aire; semisólido, con 1 Tomado de la Revista de Ingeniería Química. Ahorro de Energía en Refinerías. J. Andrés Martínez. Repsol Petróleo S.A. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 1 textura de ceras. En cualquier caso, el petróleo, de por sí, es un líquido y se encuentra mezclado con gases y con agua. Se trata de hidrocarburos, desde el metano (C1, según la forma de expresión petrolera) hasta especies complejas tipo C40 y aún más altas que no pueden destilarse sin descomposición. Como promedio, la composición elemental podría ser 85% C, 12% H, 3% (S + O + N) y varios elementos metálicos. La identificación de especies es posible en las fracciones más ligeras. A partir del término 8-10 ya es más difícil por la presencia de muchos isómeros (el C12 tiene 355 isómeros, el C40, 62,5 billones) y estructuras complejas. Entre los componentes hidrocarburados están representadas funcionalmente las series: parafínica lineal "parafinas", ramificada (isoparafinas), ciclada, aromática (benceno, naftaleno, etc.), mixta, en la que se encuentran las especies complejas. 1.2 REFINO Y PETROQUÍMICA El petróleo, tal como se extrae del yacimiento, no tiene aplicación práctica alguna. Por ello, se hace necesario separarlo en diferentes fracciones que sí son de utilidad. Este proceso se realiza en las refinerías. Una refinería es una instalación industrial en la que se transforma el petróleo crudo en productos útiles para las personas. El conjunto de operaciones que se realizan en las refinerías para conseguir estos productos son denominados “procesos de refino”. La industria del refino tiene como finalidad obtener del petróleo la mayor cantidad posible de productos de calidad bien determinada, que van desde los gases ligeros, como el propano y el butano, hasta las fracciones más pesadas, fuelóleo y asfaltos, pasando por otros productos intermedios como las gasolinas, el gasoil y los aceites lubricantes. Del petróleo se obtienen determinados compuestos que son la base de diversas cadenas productivas que acaban en una amplia gama de productos denominados petroquímicos, que después se utilizan en las industrias de fertilizantes, plásticos, alimenticia, farmacéutica, química y textil, entre otras. La conversión de hidrocarburos en productos químicos se llama petroquímica y es una de las piedras angulares de la industria y la tecnología actual. Esta industria ha hecho posible muchos de los productos que hoy se consideran normales y necesarios, como las computadoras, tejidos, juguetes irrompibles... La utilización del petróleo y el gas natural como fuentes de productos petroquímicos ha sido posible gracias al desarrollo de técnicas de transformación de su estructura molecular. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 2 2. PROCESO DE REFINO Y PETROQUÍMICA 2.1 PROCESO DE REFINO Procesos de refino, en un sentido muy general, son aquellos que permiten transformar el petróleo crudo, o sus fracciones, en una serie de productos acabados que deben satisfacer en calidad y cantidad la demanda del mercado. 2.1.1 Procesos de Separación Los principales procesos de separación son: Destilación. Absorción. Extracción. Cristalización. Adsorción. El procedimiento de separación por excelencia es la destilación del crudo, y en segundo lugar, si se considera una conversión más profunda, la extracción por disolventes (desasfaltado). El primer paso en el refino de petróleo es el fraccionamiento del crudo en columnas de destilación atmosférica. Una primera operación de desalado (lavado con agua+ sosa) permite extraer las sales (ClNa, ClK y Cl2Mg transformadas en ClNa con sosa) del crudo con el fin de reducir la corrosión ácida y minimizar el ensuciamiento y los depósitos. El crudo calentado se separa físicamente en distintas fracciones por destilación directa, diferenciadas por puntos de ebullición específicos y clasificados. Las fracciones obtenidas, por orden decreciente de volatilidad, son: gases, destilados ligeros, destilados medios y residuos. (Ver Figura 1). El residuo atmosférico se envía a la Unidad de Vacío, permitiendo extraer del mismo destilados pesados, que sufrirán transformaciones posteriores o servirán para su empleo como bases de aceites lubricantes. El residuo de vacío que contiene la mayor parte de las impurezas del crudo (metales, sales, sedimentos, azufre, nitrógeno, asfáltenos, carbón Conradson...) se utiliza para la fabricación de betunes, producción de fueles pesados o como carga a otros procesos de transformación. Las fracciones resultantes de la destilación atmosférica, GLPs, naftas, queroseno y gasóleo ligero, se envían a las Unidades de Hidrotratamiento. El gasóleo pesado ______________________________________________ 3 AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO junto con el gasóleo de vacío se lleva a hidrocraqueo; y el residuo de vacío, que se envía a la Unidad de Coquización. Figura 1. Funcionamiento de una Torre de Destilación. Se consiguen las mayores eficacias y los costos más bajos con este tipo de separación. Por último se realiza un desasfaltado el cual es una operación de extracción líquido-líquido que permite recuperar del residuo de vacío los últimos hidrocarburos que aún son fácilmente transformables. Los disolventes utilizados son hidrocarburos parafínicos ligeros: propano, butano, pentano. El rendimiento en aceite desasfaltado aumenta con el peso molecular del disolvente, pero disminuye su calidad. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 4 El asfalto constituye el residuo de la operación de desasfaltado y en él se concentran la mayor parte de las impurezas (metales, sedimentos, sales y asfáltenos...). Su fluidez disminuye con el aumento del peso molecular del disolvente utilizado. El empleo de un disolvente pesado conduce a la producción de un asfalto duro, cuya última utilización es la combustión (centrales térmicas) o la oxidación parcial (producción de gas ciudad, hidrógeno, metanol...). En la Figura 2 se refleja la posición de la unidad de desasfaltado en el esquema de refino. Figura 2. Destilación atmosférica y a vacío de crudo de petróleo. Desasfaltado del residuo de vacío. 2.1.2 Procesos de Transformación Son los procesos más importantes del refino y de la petroquímica. Entre ellos se encuentran: Proceso de Mejora de características: reformado catalítico, isomerización, alquilación, síntesis de éteres, oligomerización. Procesos de Conversión: viscoreducción, coquización, craqueo catalítico, reformado con vapor, hidroconversión, etc… ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 5 a. Procesos de Mejora de Características. Reformado Catalítico. Proceso clave en el esquema de fabricación de gasolinas, el reformado catalítico tiene como objeto aumentar el número de octano de las fracciones ligeras del crudo con un gran contenido en parafinas y naftenos (C 7-C8-C9) transformándolos en aromáticos. El proceso moderno de reformado opera con regeneración continua del catalizador, a baja presión (de 2 a 5 bar) y alta temperatura (510-530 °C). Además, el reformado produce subproductos importantes: hidrógeno, GLP y una pequeña cantidad de gases. Antes del reformado, la carga sufre un hidrotratamiento con el fin de eliminar las impurezas (S, N, olefinas, metales...) que serían venenos para el catalizador. Isomerización. La isomerización es el proceso mediante el cual se modifica la estructura de las moléculas de los hidrocarburos para obtener productos con diferentes características. La función principal de esta Unidad es la transformación de las parafinas lineales de bajo índice de octano en isoparafinas de alto índice de octano. Las reacciones de isomerización únicamente cambian la disposición de los átomos en la molécula, manteniendo, por tanto, su peso molecular. La alimentación típica a las plantas de isomerización son corrientes ricas en naftas ligeras. Las reacciones de isomerización ocurren en presencia de catalizador y en atmósfera de hidrógeno, aunque el consumo neto de este componente es muy bajo. La Figura 3 indica la posición de las unidades de reformado e isomerización en el esquema de refino. Alquilación. La alquilación es un proceso que permite producir productos de alto índice de octano a partir de olefinas ligeras por adición del isobutano. La reacción es muy exotérmica y es catalizada por ácidos fuertes: sulfúrico, fluorhídrico. La carga proviene normalmente del craqueo catalítico, a veces del craqueo con vapor. ______________________________________________ 6 AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO Figura 3. Posición de las unidades de reformado e isomerización en el esquema de refino. b. Procesos de Conversión. Viscoreducción. El proceso de viscoreducción consiste en el craqueo térmico suave del residuo atmosférico o de vacío. Está limitada la conversión por las especificaciones de estabilidad de los fuéles marinos o industriales y por la formación de depósitos de coque en los equipos (horno, intercambiadores). En el residuo atmosférico, se produce un máximo de corte gasóleo y gasolina, respetando siempre las especificaciones de viscosidad y de estabilidad térmica de los fuéles industriales. En el residuo de vacío, se reduce al máximo la viscosidad de la carga con el fin de minimizar la adición de diluyentes ligeros para la producción de fuel oil de uso industrial. Los productos de conversión de la viscoreducción son inestables, olefínicos, con gran contenido en azufre y nitrógeno, por lo que deben sufrir tratamientos de mejora antes de incorporarse a los correspondientes productos finales. La Figura 4 indica la posición de las unidades de viscoreducción en un esquema de refino que las incluye. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 7 Figura 4. Esquema de refino con dos unidades de viscoreducción: una trata residuo atmosférico y otra residuo vacío. Coquización El proceso de coquización tiene por objeto producir un coque de calidad de electrodo a partir de residuos de vacío con bajo contenido en metales y azufre, o coque combustible en el caso de la conversión de crudos pesados o residuos de vacío de alto contenido en impurezas. Los procesos pueden ser de: Coquización retardada (delayed coking), con el fin de producir coque de calidad de electrodo o coque combustible. Coquización fluida (fluid coking), que sólo produce coque destinado a la combustión o a la gasificación. Los productos líquidos de la coquización son muy inestables (alto contenido en dienos), muy olefínicos y muy contaminados de azufre y nitrógeno. La producción de gas es importante. Los productos líquidos deben sufrir tratamiento con hidrógeno antes de mezclarse con las correspondientes fracciones de crudo y seguir los procesos de mejoras de sus características. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 8 La Figura 5 indica la posición de una unidad de coquización en el esquema de refino. Figura 5. Esquema de refinería con una unidad de coquización. Craqueo Catalítico Fluido (FCC). El craqueo catalítico fluido es un elemento clave del refino junto con el reformado catalítico y la alquilación en líneas de producción de gasolinas. Operando en fase gaseosa y baja presión, se utiliza el catalizador como sólido portador de calor. La temperatura de reacción es de 500-540°C y el tiempo de residencia del orden de segundos. Las cargas para este proceso tan flexible son generalmente los destilados de vacío, los aceites desasfaltados, los residuos hidratados o no, así como los subproductos de otros procesos. Los productos de conversión del craqueo catalítico son altamente olefínicos en las fracciones ligeras y altamente aromáticos en las pesadas. Las reacciones del craqueo son endotérmicas; el balance de calor se obtiene por la combustión en el regenerador del coque producido y depositado sobre el catalizador. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 9 Las impurezas (S, N) contenidas en los gases dependen directamente de las características de la carga utilizada. Los principales productos son: Gases licuados (propano, propileno, butanos, butenos). Gasolinas de buen índice de octano. Un corte de destilado ligero parecido al gasóleo, pero de alta aromaticidad y bajo número de cetano. Los subproductos son: Gases de refinería. Residuo (Slurry) o aceite decantado utilizado como combustible de refinería o como base de fabricación de negro de humo. El coque depositado sobre el catalizador que se quema en el regenerador produce energía (electricidad, vapor) y el calor necesario para la reacción. A los gases producidos se les libera, si es necesario, del SOx y NOx, así como de las partículas de catalizador que arrastran. La Figura 6 indica la posición del FCC en el esquema de refino así como las unidades anexas. Figura 6. Esquema de un sistema de craqueo catalítico. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 10 Reformado con vapor El reformado con vapor es, con el reformado catalítico, el proceso que permite producir el hidrógeno complementario, para los tratamientos de refino y conversión de las fracciones pesadas del crudo. Las cargas son: gas natural, gas de refinería (fuel gas), GLP y naftas parafínicas. Después de eliminar el CO2, las últimas trazas de impurezas son transformadas en metano (metanación) o eliminadas por adsorción en tamices moleculares (proceso PSA). Las reacciones tienen lugar a alta temperatura en presencia de catalizador y de vapor de agua. El hidrógeno producido tiene una pureza entre el 97 y 99,9% de volumen. El resto es metano y el subproducto, CO2. Hidroconversiones Entre los procesos de hidroconversión distinguimos: Los que transforman parcial o totalmente los destilados de vacío en productos más ligeros: Hidrocraqueo total o parcial. Hidrorrefino. Los de conversión limitada de residuos atmosféricos y de vacío que preparan la carga para conversiones más severas (craqueo catalítico, coquización...). 2.2 PROCESO DE LA PETROQUÍMICA Los procesos de la industria petroquímica parten de un número de materias primas relativamente pequeño, para dar un gran número de productos (más de 3.000), utilizando para ello una gran variedad de procesos. Estos procesos no van a ser mencionados en este capítulo porque bajo el punto de vista de ahorro energético son, en general, totalmente comparables con los procesos de refino, por tener ambos las mismas operaciones unitarias. Por esta razón, todas las acciones encaminadas a producir un ahorro energético en la industria del refino, son aplicables en su totalidad a la industria petroquímica. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 11 3. DISTRIBUCIÓN DE LOS CONSUMOS DE ENERGÍA Dadas las características de este sector de la industria, de cuyo proceso se obtienen los propios combustibles que utilizará posteriormente, un índice que suele emplearse para aplicarlo a su consumo energético es el «índice de autoconsumo», definido como el porcentaje de las producciones propias consumidas para tratar toda la carga procesada. En este sentido, el índice general de autoconsumo en Europa tiene un valor entre el 5 y el 6%, y en Estados Unidos es de un 12% aproximadamente. Para poder comprender estas diferencias, es preciso analizar de qué depende el índice de autoconsumo. Este está influido por factores tales como la capacidad de refino de la instalación (a mayor capacidad, menor consumo específico), del grado de utilización de dicha capacidad (un grado de utilización bajo hace que los consumos específicos aumenten), de la propia antigüedad de la instalación y del esquema de fabricación de la refinería. Este último factor es el que más influye en los consumos energéticos; hasta tal punto, que la comparación entre diferentes industrias utilizando los anteriores parámetros no es representativo salvo que los esquemas de fabricación sean muy similares. En muy grandes números se puede decir que una refinería convencional tipo topping-reforming tiene unos índices de autoconsumo de 2-3%; con unidades de productos lubricantes 3-5%. Si se le añaden unidades de materias primas para petroquímica, este índice sube hasta valores del 10-12%. Si además se integran unidades de conversión, el valor final de autoconsumo oscila entre un 14 y un 16%. Para poder realizar una adecuada conservación energética en las industrias en general, y en la de refino en particular, una etapa previa indispensable es realizar una clasificación de los puntos de disipación energética. La actividad industrial en el refino y petroquímica, se reduce a unas cuantas acciones elementales, como son: Aportar o aumentar la energía termomecánica de una masa para modificar su contenido energético y transportarla a una distancia dada en un tiempo dado. Fraccionamiento de mezclas moleculares. Reacciones químicas. El diagrama de distribución de energía para la industria del refino de forma muy simplificada y cualitativa, se presenta en la figura 7. En la industria del refino, los procesos térmicos consumen del orden del 70% de la energía total a dicho sector; la generación de fuerza motriz y electricidad es el segundo gran consumidor, representando un 20% aproximadamente. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 12 Figura 7. Diagrama de Distribución de Energía. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 13 4. MEDIDAS DE AHORRO DE ENERGÍA Para alcanzar la máxima eficacia en el logro de ahorros de energía es conveniente el establecimiento y desarrollo de un programa que contemple, además de la mentalización de ahorro en todo el personal de algún modo implicado en la operación de mantenimiento de las plantas, un control constantes de las variables más importantes que intervienen en las transformaciones energéticas, con introducción de cambios operacionales y modificaciones en el diseño de unidades ya existentes, así como el establecimiento de nuevos criterios de diseño para futuras unidades. 4.1 COGENERACIÓN DE VAPOR-ENERGÍA ELÉCTRICA Gran parte de las necesidades energéticas de la industria del refino se suministran a través de un fluido, normalmente vapor de agua, que es utilizado en su mayor parte (alrededor del 80%) a un nivel de presión relativamente bajo (menor de 40 kg/cm2). Este hecho hace que sea muy atractiva la utilización de cogeneración de vapor-energía eléctrica. Como se ha dicho anteriormente, la industria de refino demanda energía a un nivel térmico moderado, el sistema de cogeneración adecuado es el ciclo «topping» este utiliza primero la energía eléctrica, y el vapor exhausto de la turbina es utilizado en el proceso posteriormente. Dentro del ciclo «topping» de cogeneración existen actualmente tres tipos básicos: cogeneración por turbina de vapor, por turbina de gas y por motor Diesel. Para la industria del refino, la cogeneración por turbina de vapor tal vez sea el sistema más adecuado, aunque a veces puede mejorarse condicionándolo con otro sistema a base de turbina de gas. 4.2 APROVECHAMIENTO DE LA PURGAS Se puede lograr un adecuado aprovechamiento energético conduciendo las purgas de las calderas a un depósito de expansión a un nivel de presión inferior. En él se genera vapor que es enviado a la red correspondiente. La corriente líquida, con un contenido energético alto todavía, puede emplearse en precalentar el agua de alimentación a calderas, e incluso, si las especificaciones del agua a caldera lo permiten, puede ser empleada como agua de alimentación a las calderas, de un nivel de presión inferior. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 14 4.3 MEJORAS EN LOS EQUIPOS DE COMBUSTIÓN Del total de energía utilizada en una refinería, la partida más importantes -80 a 90% del total- procede de combustibles líquidos y gaseosos quemados en hornos de proceso o calderas. Además, éste es el proceso con mayor nivel térmico y, por lo tanto, con mayores pérdidas de energía. Cualquier mejora introducida en el diseño de estos equipos produce sustanciales ahorros de energía. Las acciones encaminadas al ahorro de energía en refinerías en operación deben tener como principal objetivo la optimización del funcionamiento de los centros de consumo de combustible existentes. Las siguientes consideraciones, en general, son válidas tanto para hornos, como para calderas. El rendimiento en estos equipos, será máximo cuando las pérdidas por los humos y por las paredes sean mínimas. 4.3.1 Pérdidas por las Paredes. Las mejoras que pueden introducirse son bastante limitadas, y se reducen a las acciones encaminadas a la disminución de estas pérdidas, mejorando el aislamiento de las paredes del horno. Por supuesto, la decisión dependerá del resultado de un estudio económico previo. Existen en el mercado mantas de fibras cerámicas con poco espesor, de rápida y fácil aplicación sobre el refractario existente, lo que puede ser una de las soluciones más prácticas para este tipo de problemas. 4.3.2 Pérdidas por los Humos. Exceso de Aire. Es recomendable, operar con valores mínimos de exceso de aire. Sin embargo, la disminución de éste tiene un límite, ya que por debajo de un cierto valor del caudal de aire -propio para cada quemador- las emisiones de monóxido de carbono y partículas sólidas crecen muy rápidamente. Estas emisiones tienen el doble inconveniente de ser contaminantes de la atmósfera, y de provocar el ensuciamiento de las zonas de convección. Para ajustar el exceso de aire al mínimo permitido por este concepto, es conveniente instalar analizadores de inquemados, que permiten establecer la curva característica para los quemadores instalados y establecer así el punto óptimo de funcionamiento. Otro límite en la reducción del exceso de aire es la duración de los tubos del serpentín de la zona de radiación. Como es sabido, el flujo de calor que reciben los tubos no es uniforme. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 15 Unidas estas limitaciones a la dificultad de regular el tiro, en los hornos de aire inducido, se llega a un compromiso que hace no recomendable reducir el exceso de aire por debajo de un 30% para fuel-oil y de un 15-20% para fuel-gas. Para poder ajustar la operación a los valores citados, es imprescindible disponer del análisis de los humos. Existen correlaciones que permiten calcular el exceso de aire a partir del oxígeno contenido en los humos y la composición del combustible. Los nuevos criterios de diseño tienden a la construcción de hornos de tiro forzado, pues son conocidas sus ventajas de poder trabajar con porcentajes de exceso, de aire muy bajos y posibilidad de utilizar aire precalentado, con un mayor rendimiento y una combustión más limpia. 4.3.3 Recuperación de las Pérdidas por los Humos. El calor que se pierde con los humos representa, para un horno todo radiante, de un 40 a un 45% del calor total suministrado, con temperaturas de salida de humos del orden de 700 a 800°C. Incluso es frecuenta encontrar hornos con zona convectiva cuya temperatura de chimenea es superior a 400°C. Las cantidades de calor de esta forma perdidas son muy importantes por lo que se hace necesaria su reducción al mínimo posible. En la práctica, esta mejora de rendimiento se realiza aprovechando el calor de los humos en un economizador (precalentamiento del fluido de proceso, producción. y/o recalentamiento de vapor de agua, precalentamiento del aire de combustión, etc.). Para la recuperación de calor por producción de vapor se debe tener en cuenta que el nivel de presión del vapor que permite alcanzar el máximo rendimiento en el horno (temperatura de humos mínima permisible) es aquel que corresponde a una temperatura de saturación del vapor del orden de 50 a 60°C por debajo de la citada temperatura de humos. Por lo tanto, solamente podrá considerarse optimizada la recuperación de calor por producción de vapor en aquellos hornos en los que dicha producción se realice a un nivel de baja presión (temperaturas de humos del orden de los 200°C). Formas muy interesantes de recuperación pueden ser los precalentamientos de aire por intercambio con líquidos calientes, pertenecientes o no al proceso en cuestión. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 16 4.4 SISTEMAS DE DISTRIBUCIÓN DE VAPOR. RECUPERACIÓN DE CONDENSADO. 4.4.1 Redes de Distribución. En el dimensionado de las redes de vapor ha de tenerse en cuenta que la calidad de éste en los lugares de consumos más apartados ha de ser suficiente en presión y temperatura. Teniendo en cuenta que a mayor diámetro de tubería menor pérdida de carga, pero mayores pérdidas caloríficas y mayores costos de tubería y aislamiento, se ha de llegar a un compromiso entre calidad de vapor, pérdidas de energía y costos fijos. Entonces, cuanto menor sea la presión del vapor a transportar, mayor ha de ser el diámetro de la conducción. Un nuevo compromiso queda establecido si se tiene en cuenta que a mayor presión del vapor, mayor nivel térmico posee y, por lo tanto, mayor intercambio calorífico con el medio ambiente. Para cada caso, el equilibrio entre estos dos compromisos establece un nivel de presión de vapor, un diámetro de tubería y un espesor de aislamientos óptimos. 4.4.2 Purgadores. El vapor que circula por las conducciones cede calor al medio ambiente, disminuyendo su temperatura por debajo de la de saturación y condensándose parte del mismo Este condensado puede llegar a representar hasta un 10% de la masa de vapor, aun en tuberías convenientemente aisladas, cuando el vapor es saturado. Los perjuicios ocasionados por el condensado arrastrado por el vapor son numerosos: golpes de ariete en tuberías, disminución de la transferencia de calor en los procesos de calentamiento, peligrosas vaporizaciones súbitas por expansión y aumentos de temperatura en columnas de «stripping», erosiones en los alabes de turbinas, etc. Es necesario, por lo tanto, separar este condensado por medio de purgadores. La elección del purgador más adecuado para cada servicio es un factor decisivo en el diseño de los sistemas de vapor; un purgador mal elegido o que funcione mal, si no es capaz de evacuar todo el condensado crea los problemas antes descritos; si no corta el paso del vapor, además de la pérdida de energía que supone, induce un mal funcionamiento de los demás al presurizarse la red de descarga. Por ello es necesario un mantenimiento preventivo y comprobaciones constantes de los purgadores. Para grandes caudales de condensado, se debe estudiar la posibilidad de sustituir los purgadores por depósitos con válvula automática de salida, y si es necesario bomba de extracción. 4.4.3 Recuperación del Condensado. Son varios los motivos que exigen una recuperación integral del condensado de vapor. Al ser en realidad «agua destilada», su utilización como alimentación ______________________________________________ 17 AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO supone una disminución del costo del agua y de su tratamiento, un aumento de los ciclos de operación de la propia caldera y de las turbinas y consecuentemente la posibilidad de reducción de las purgas necesarias para conseguir el nivel de sólidos exigido en el calderín. El calor contenido en el condensado es, a su vez, una fuente de ahorro de combustible. El porcentaje de recuperación con respecto al vapor producido, aunque muy variable de una industria de refino a otra, no suele pasar del 60%. 4.5 MEJORAS EN INTERCAMBIADORES DE CALOR. La optimización energética de los intercambiadores de calor de cualquier proceso es susceptible de ser realizada, o bien en la fase de diseño, o una vez el equipo en operación. Es un hecho que al aumentar el área de transferencia de calor entre dos corrientes, aumenta el calor transferido; pero también es cierto que la cantidad de calor suplementario que se consigue al aumentar una unidad de superficie, el intercambiador, es cada vez menor. Es evidente, por tanto, que se alcanzará un punto en que el valor del calor economizado por este procedimiento de aumentar superficie, será inferior a la inversión necesaria para poder realizar esta economía. Otra vía de actuación para mejorar las irreversibilidades térmicas en la fase de diseño, es actuar sobre los coeficientes de transferencia de calor. Aumentando las velocidades de circulación de las fases, o introducir promotores de turbulencia, a pesar de que aumenten las pérdidas de carga. En el caso de que la transferencia de calor vaya acompañada de un cambio de fase, el estado de la superficie de las paredes del intercambiador es muy importante. En el caso de una vaporización, algunos revestimientos favorecen la formación de burbujas de vapor y permiten mejorar la cinética de transferencia, lo que da lugar a coeficientes de transferencia entre 4 y 6 veces los obtenidos con tubos convencionales. Asimismo, una superficie ondulada favorece la vaporización de la película de líquido, siendo los coeficientes de transferencia mayores para tubos lisos. Existen otras acciones tales como instalar aletas en los tubos, sobre todo en aquellos intercambiadores en que la transferencia térmica es mucho más rápida en una fase que en otra. Para aquellos casos en que hay un gran cruce de temperaturas, se han desarrollado los intercambiadores en contracorriente pura (un paso por carcasa, un paso por tubos). La instalación de este tipo de intercambiadores en trenes de intercambio del tipo «carga-efluente» (unidades de reformado catalítico, hidrodesulfuración, etc.) es muy rentable. Asimismo, en otras ocasiones se puede recurrir a intercambiadores de placas. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 18 4.6 RECUPERACIÓN DE GASES DE ANTORCHA Y DE OTROS PRODUCTOS RESIDUALES. La utilización como fuel-gas en hornos y calderas de los gases que van a parar a la antorcha, es una fuente a considerar como ahorro de energía. Uno de los principales aportadores al sistema de antorcha es el propio sistema de fuel-gas de consumo interno en una industria de refino. En efecto, la red de fuelgas es un sistema dinámico formado por los centros productores y los consumidores. Los desequilibrios entre producción y consumo se traducen en pérdidas de gas en la antorcha (situaciones de producción punta) o en la necesidad de degradar productos comerciales (propano, butano) vaporizándolos a fuel-gas (situaciones de demanda punta). La eliminación de las perturbaciones ocasionadas por las producciones puntas, puede lograr un notable ahorro energético; la eliminación del segundo aspecto, puede producir unos grandes beneficios a la empresa. Una primera etapa es la eliminación de centros que son consumidores sistemáticos de fuel-gas, en aquellos casos en los que bajo el punto de vista del proceso, está permitido el cambio a fuel-oil, total o parcialmente. Al mismo tiempo, es preciso adaptar un centro para que por si solo pueda neutralizar de modo automático con suficiente rapidez y flexibilidad las oscilaciones de presión en la red de fuel-gas. Los otros aportadores a la red de antorcha tienen diversas procedencias: purgas y venteos, productos fuera de especificación, falta de almacenamiento, etc. Para una completa optimización de la red de fuel-gas es preciso aprovechar estas corrientes esporádicas. Para ello será necesaria la utilización de compresores para elevar la presión del gas hasta la de la red de distribución, y consiguiente utilización en el sistema anteriormente descrito. La posibilidad de su aprovechamiento depende, pues, de las cantidades estimadas a recuperar frente a la inversión requerida en compresores y los costos de operación y en mantenimiento de los mismos. 4.7 OTRAS FORMAS DE REDUCIR LAS PÉRDIDAS DE ENERGÍA Optimizar la relación H2/Hc en hidrogenaciones. Optimizar la relación de reflujo en columnas de fraccionamiento. Operar las columnas de destilación a la mínima presión permitida. Utilizar bombas de calor. Optimizar la selección (elección o sustitución) de catalizadores. Recuperar el calor desprendido en las reacciones exotérmicas. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 19 Utilizar corrientes de proceso frías, que hayan de calentarse, para enfriar los condensadores de destilación. Utilizar corrientes calientes, que hayan de enfriarse, para precalentar los productos antes del rehervidero de fondo. Utilizar turbinas a contrapresión en lugar de motores o turbinas a condensación, cuando se pueda utilizar el vapor exhausto. Evitar las laminaciones de fluido en válvulas de reducción, utilizando turbinas de expansión. Ajustar al mínimo requerido el salto térmico del agua en torres de refrigeración, parando ventiladores o cambiando el ángulo de las aspas. En general, aprovechar al máximo el calor contenido en los productos, intercambiándolo con corrientes de proceso, evitando al máximo enfriarlos con aire o agua. Únicamente es permisible, desde el punto de vista de ahorro energético, cuando el nivel térmico de los productos es bajo (hay poco aumento de entropía) y las superficies de intercambio se hacen tan grandes que es prohibitiva la inversión. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 20 5. ASPECTOS AMBIENTALES GENERALES La extracción y el transporte del petróleo, los distintos procesos de su transformación en productos derivados y su consumo masivo en forma de combustible requieren unas medidas de respeto y conservación del medio ambiente. En el caso de las refinerías, de no adoptarse determinadas medidas, existe la posibilidad de que se produzcan emisiones de contaminantes a la atmósfera, vertidos de productos nocivos, ruidos y olores. Para neutralizar estos efectos, las empresas encargadas de la gestión de este tipo de instalaciones han tomado una serie de medidas que pueden resumirse en las siguientes: 5.1 TRATAMIENTO DE GASES ÁCIDOS Los gases ácidos constituidos principalmente por sulfuro de hidrógeno (H 2S) proceden fundamentalmente de residuo de unidades de hidrotratamiento. Se producen menores cantidades en unidades de craqueo térmico y catalítico. 5.1.1 Lavado con Aminas El sulfuro de hidrógeno se concentra en los gases de refinería. Dichos gases, antes de su utilización como fuel gas, son objeto de un lavado con aminas (MEA, DEA...) para extraer el H2S. La amina rica cargada de H2S es regenerada y recirculada a los absorbedores. El sulfuro de hidrógeno gas se envía a la unidad de producción de azufre (Proceso Claus). 5.1.2 Unidad Claus El proceso consiste en transformar el H2S en azufre por la combustión del gas ácido por la reacción de Claus en presencia de un catalizador. El azufre vapor se condensa y almacena en forma líquida o sólida. Los rendimientos son del 90 al 97%. Los humos que contienen trazas de SO2, H2S, COS y CS2 se envían generalmente a un tratamiento de acabado antes de ser incinerados. El rendimiento global de la operación es del 99,5 al 99,8% en peso, según el tipo de acabado utilizado. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 21 5.2 TRATAMIENTO DE LOS EFLUENTES RESIDUALES Las aguas efluentes contaminadas proceden de las unidades de destilación primaria (desalado), de los hidrotratamientos, de las unidades de craqueo térmico y catalítico. Dichos efluentes contienen principalmente sales disueltas: cloruro y sulfuro amónico, cloruro sódico, trazas de cianuros y fenoles de las que proceden los craqueos térmico y catalítico. Todas las aguas son recuperadas, decantadas de los hidrocarburos que arrastran y enviadas al stripper de aguas ácidas (gastados). Prácticamente la totalidad del H2S y del NH3 se someten a un arrastre con vapor conjuntamente con una pequeña parte de los fenoles, y enviados luego a la unidad Claus. Las aguas tratadas que contienen cloruro sódico, cianuros, fenoles y trazas de H2S y NH3, se reciclan al desalador del crudo y como aguas de lavado a las unidades de hidrotratamiento y FCC. La purga se envía al tratamiento biológico. La Figura 8 presenta un esquema simplificado del tratamiento de gases y de las aguas residuales. Figura 8. Tratamiento de gases y aguas residuales. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 22 REFERENCIAS BIBLIOGRÁFICAS 1. El Refino del Petróleo: petróleo crudo, productos petrolíferos, esquemas de fabricación. Wauquier, J. P. España: Ediciones Díaz de Santos, 2007. 2. Técnicas de Conservación Energética en la Industria/Ahorro en Proceso. Tomo II. Editorial Centro de estudios de la energía. ISBN 84-7474-168-8. 3. Asociación Española de Operadores de Productos Petrolíferos. Disponible en Internet: http://elpetroleo.aop.es/indexelpetroleo.asp. 4. Refinería. Disponible en Internet: http://es.wikipedia.org. 5. Petróleo. Disponible en Internet: http://www.soloenergia.com.ar. 6. Proyecto para la instalación de una Refinería de Petróleo en Extremadura. Disponible en Internet: http://www.grupoag.es. 7. Fuentes de Energía. Disponible en Internet: http://alumnat.upv.es. 8. Energy Efficiency Improvement and Cost Saving Opportunities: For Petroleum Refineries. Worrell, Ernst and Galitsky, Christina. Environmental Energy Technologies Division. California, 2005. 9. Ahorro de Energía en Refinerías. Andrés, Martínez. Repsol Petróleo, S.A. revista Ingeniería Química, Mayo 1998. Disponible en Internet: http://www.alcion.es. ______________________________________________ AHORRO DE ENERGÍA EN LA INDUSTRIA DEL PETRÓLEO 23