Materiales compuestos de matriz polimérica reforzados con fibra de
Anuncio

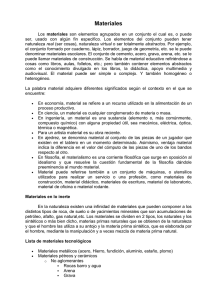
Artículos Técnicos: Técnicas constructivas Materiales compuestos de matriz polimérica reforzados con fibra de vidrio RUBÉN TINO RAMOS, INGENIERO TÉCNICO DE OBRAS PÚBLICAS, INGENIERO DE MATERIALES Y TÉCNICO SUPERIOR DE PREVENCIÓN DE RIESGOS LABORALES. JEFE DE SECCIÓN DE LA UNIDAD DE CARRETERAS DE ZAMORA DEL MINISTERIO DE FOMENTO. Desde el punto de vista de la ingeniería, es notable el aumento del uso de materiales compuestos avanzados en la fabricación de elementos estructurales en los últimos años. Así pues, los materiales tradicionales como el acero, la madera o el aluminio van cediendo ciertas aplicaciones a materiales compuestos avanzados, con los que se consiguen mejores propiedades específicas. www.snowmaker.com 42 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 Un material compuesto es un sistema material integrado por una mezcla o combinación de dos o más micro o macroconstituyentes que difieren en forma y composición química y que son esencialmente insolubles entre sí. Asimismo, si los materiales compuestos son usados por sus peculiares propiedades estructurales, la definición de materiales compuestos se puede restringir a aquellos en los que una sustancia componente es el refuerzo (conocido por fibra o partícula) soportado por la otra fase que actúa como material aglutinante (conocido como matriz). Históricamente, se han empleado una enorme variedad de materiales reforzados. Durante siglos, la paja ha sido utilizada para darle resistencia a los adobes. En las estructuras de hormigón se introducen como refuerzo varillas de acero. Las fibras vítreas en una matriz polimérica producen la fibra de vidrio para aplicaciones de transporte y aeroespaciales. Las fibras hechas de boro, grafito y polímeros proporcionan un refuerzo excepcional. También los diminutos monocristales de materiales cerámicos llamados whiskers se han desarrollado para este objeto. Los materiales compuestos suelen elaborarse con fibras sintéticas integradas en una matriz, material que las rodea y las fija. El tipo de material compuesto más utilizado es el compuesto de matriz polimérica que consiste en fibras de un material cerámico, como el carbono o el vidrio, insertadas en una matriz plástica. Por lo general, las fibras ocupan alrededor del 60% del volumen en los compuestos de este tipo. También se utilizan matrices metálicas y cerámicas para sustituir a la matriz plástica; así se obtienen materiales más específicos, llamados compuestos de matriz metálica y compuestos de matriz cerámica respectivamente. En la actualidad, los materiales compuestos se han aplicado en las industrias tecnológicamente punteras como la aeronáutica o la aeroespacial. Asimismo, el avance tecnológico y la disminución de costes de producción han provocado que cada día su utilización se generalice más a todo tipo de productos. Los materiales compuestos han entrado con fuerza dentro de muchas aplicaciones como por ejemplo en la industria del automóvil, en la fabricación de pequeños barcos, como material base de conducciones y contenedores de fluidos, en los objetos deportivos, en la rehabilitación de edificios, etc. MATERIALES POLIMÉRICOS REFORZADOS En general, podemos decir que los materiales se pueden reforzar con fibras o con partículas. Los materiales reforzados con partículas presentan Vista al microscopio electrónico de un polímero reforzado con partículas Ref: www.yet2.com: Uniform Polymer-Coated Inorganic Nanoparticles with Enhanced UV-Scattering and Excellent Emulsion Dispersion Characteristics propiedades más isótropas que los materiales reforzados con fibras, que tienden a ser muy anisotrópicos, es decir, su resistencia, rigidez y otras propiedades físicas son diferentes de acuerdo a la orientación del material, por ejemplo, si se fabrica un material compuesto de matriz polímera de manera que queden paralelas todas las fibras, el material será muy rígido en paralelo a las fibras, pero muy poco en perpendicular a ellas. Estas propiedades anisotrópicas constituyen un reto importante para el diseñador que utilice estos materiales en estructuras que apliquen fuerzas multidireccionales a sus componentes. sin embargo, la combinación de diferentes matrices (normalmente se usan polímeros o metales ligeros) con distintos materiales o disposiciones de fibra (fibra de vidrio, de carbono, orgánicas o de polímeros, entre otras) permite conseguir materiales con propiedades mecánicas muy especiales que se adaptan a los distintos aspectos que requiere un determinado diseño. A pesar de presentar ventajas considerables sobre los materiales convencionales, estos materiales tienen algunos inconvenientes. Es necesario comentar, que también es complicada la elaboración de uniones resistentes entre piezas de un material compuesto. Existe pues una gran cantidad de combinaciones posibles y, por lo tanto, muchos tipos de compuestos. Se pueden distinguir en función de su tipología (fibras cortas o largas, continuas o discontinuas, orientadas o con disposición aleatoria, una sola capa o laminados multicapa, etc.), o bien en función del tipo de sustancias componentes. >> ENERO-FEBRERO-MARZO 2010 · Ci m br a · 43 Artículos Técnicos: Técnicas constructivas Fibra larga y continua Fibra orientada unidireccional Fibra orientada bidireccional (tejido, mat cosido) Fibra orientada tridireccional (tejido 3-D, cosido 3-D) Orientación aleatoria (mat de hilo continuo) Fibra discontinua Orientación aleatoria (mat de hilo troceado) Orientación predominante Partículas y whiskers Orientación aleatoria Orientación predominante Ref. Introduction to composite materials design, Barbero Ever, 1998. La tabla muestra una clasificación de los diferentes tipos de compuestos según los distintos tipos de refuerzo. Normalmente estos compuestos se presentan en forma de laminados unidireccionales (todo el refuerzo en una misma dirección) o en laminados bidimensionales (láminas apiladas con el refuerzo en distintas orientaciones). MATERIALES REFORZADOS CON FIBRAS Tecnológicamente, los materiales compuestos con fases dispersas en forma de fibras son los más importantes. Llamaremos plástico reforzado a un material compuesto formado básicamente por una matriz de resina reforzada con la incorporación de fibras. A menudo se diseñan materiales compuestos reforzados con fibras con la finalidad de conseguir una elevada resistencia y rigidez a baja densidad. Estas características se expresan mediante los parámetros de resistencia específica y módulo específico, que corresponden, respectivamente, a las relaciones entre la resistencia a la tracción y el peso específico y entre el módulo de elasticidad y el peso específico. Centrándonos en los materiales compuestos de matriz polimérica, objeto del presente trabajo, se emplean en la actualidad tres tipos de fibras sintéticas como materiales de refuerzo: el vidrio, la aramida y el carbono, que presentan unas excelentes relaciones rigidez/ peso y resistencia/ peso que los hace idóneos para determinados sectores productivos. CLASES DE MATRICES Existen diferentes clases de matrices a utilizar para la fabricación de un material compuesto de matriz polimérica: - Termoplásticos: son solubles en solventes apropiados y fusibles bajo determinadas condiciones de temperatura: nylon, polipropileno, policarbonato, polietileno y abs (acronitrilo-butadieno-estireno) 44 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 Esquema de un polímero reforzado con fibras Ref.: www.raoulricci.it: Stick and EverStick - Termoestables: se caracterizan por su insolubilidad, inflexibilidad y alta rigidez: poliésteres, resina epoxi, y ester vinílicas... La matriz debe de tener propiedades elásticas y plásticas, y una baja densidad. Centrándonos el los compuestos reforzados con fibra de vidrio, gran número de diferentes materiales plásticos se utilizan como matriz, pero el más común es el poliéster. Recientemente ha aparecido un compuesto formado por una matriz de nylón reforzada con fibra de vidrio; este material es extremadamente fuerte y altamente resistente al impacto. Este grupo de materiales tiene algunas limitaciones, ya que, a pesar de tener una elevada resistencia, no son muy rígidos y por este motivo no se aplican como miembros estructurales de aviones y puentes, por ejemplo. La mayor parte de los materiales reforzados con fibra de vidrio tienen temperaturas de servicio inferiores a 200ºC, temperaturas superiores a la mayoría de los polímeros que empiezan a fluir y a deteriorarse. La temperatura de servicio puede llegar hasta los 300ºC al utilizar fibras de sílice fundida de lata pureza y matriz de resinas de poliamida. MATERIAL DE REFUERZO Las fibras son las responsables de las buenas propiedades estructurales del material compuesto. Sobretodo logran que el material compuesto tenga unas elevadas propiedades específicas de rigidez y resistencia en su dirección longitudinal. Las principales fibras que se utilizan en plásticos reforzados son de naturaleza cerámica: las de vidrio, las de carbono y las de boro y también se usan comúnmente algunas fibras de naturaleza orgánica como las de aramida. Al material de refuerzo se les exige una serie de características, como son: - buenas características mecánicas: alta rigidez y alta tracción. - Estabilidad frente a agentes químicos. - Estabilidad al desgaste. - Compatibilidad química y de adherencia con la matriz polimérica. El componente fibroso de refuerzo de estos materiales puede consistir en fibras continuas o en segmentos cortos. Si se utilizan fibras cortas, éstas deben ser de mayor diámetro. Se suelen utilizar fibras largas continuas para elaborar materiales destinados a estructuras de alto rendimiento. La resistencia específica (relación entre resistencia y densidad) y la rigidez específica (relación entre elasticidad y densidad) de los compuestos de matriz polímera de fibras de carbono continuas, por ejemplo, pueden ser muy superiores a las de muchas aleaciones metálicas convencionales. Los compuestos también pueden tener otras propiedades, como alta conductividad térmica o eléctrica o un bajo coeficiente de dilatación. Además, de acuerdo a la orientación de las fibras o la forma en que estén entretejidas en la matriz, pueden fabricarse con propiedades estructurales específicas para usos concretos El vidrio es, con mucho, la fibra más utilizada, siendo además la de menor coste. Las fibras de aramida y de carbono tienen mayor solidez y menor densidad, por lo que tienen múltiples aplicaciones, particularmente en el ámbito aeroespacial, a pesar de su elevado precio. Las fibras de vidrio se usan para reforzar matrices pláticas y así formar compuestos estructurados y productos moldeados. Los compuestos plásticos reforzados con fibra de vidrio tienen las siguientes características particulares: - Buena relación resistencia/ peso - Buena estabilidad dimensional - Buena resistencia al calor y al frío - Buena resistencia a la corrosión - Buena resistencia a la humead - Buenas propiedades aislantes de la electricidad - Fáciles de fabricar - Relativamente baratos. De esta forma, podemos decir que el plástico reforzado con fibra de vidrio combina la alta resistencia de las delgadas fibras de vidrio con la ductilidad y la resistencia química del plástico; sin embargo, la fragilidad que presentan las fibras de vidrio aisladas no se manifiesta en el material compuesto. La oportunidad para desarrollar productos para la industria del motor y la ingeniería aeroespacial, así como otros usos recreativos, han mantenido el interés en este tipo de materiales. Pero los materiales compuestos también se utilizan en muchas otras aplicaciones, como en las obras públicas para construir puentes o reforzar pilares, y en productos biomédicos, como las de prótesis. Vamos a estudiar ahora, un poco más en profundidad al componente de refuerzo, la fibra de vidrio. FIBRAS DE VIDRIO El vidrio es un material cerámico obtenido mezclando, por medio del calor, dos silicatos, siendo uno de ellos alcalino. Y, la fibra de vidrio es un material fibroso obtenido al hacer fluir vidrio fundido a través de una pieza de agujeros muy finos (espinerette) y al solidificarse tiene suficiente flexibilidad para ser usado como fibra. Se comercializa en varios tipos: tejido, mat (fieltro de hilos) y roving (filtros formando una hebra). >> ENERO-FEBRERO-MARZO 2010 · Ci m br a · 45 Artículos Técnicos: Técnicas constructivas Sus principales propiedades son: buen aislamiento térmico, inerte ante ácidos, soporta altas temperaturas. Estas propiedades y el bajo precio de sus materias primas, le han dado popularidad en muchas aplicaciones industriales. Las características del material permiten que la fibra de vidrio sea moldeable con mínimos recursos, la habilidad artesana suele ser suficiente para la autoconstrucción de piezas de bricolage tales como kayak, cascos de veleros, terminaciones de tablas de surf o esculturas, etc. La fibra de vidrio tiene el símbolo GFK, su densidad es de 1.6 y su resistencia a la tracción es de 400-500 N/mm2. La fibra de vidrio es usada para transportar laser y puede aplicarse como telecomunicador. Las dos clases más importantes de vidrio utilizadas para fabricar fibra para materiales compuestos son los vidrios E (eléctricos) y los vidrios S (de alta resistencia). Los vidrios E son los más utilizados en la fabricación de fibras continuas. Básicamente el vidrio E es un vidrio de borosilicato de calcio y aluminio con muy bajo o nulo contenido en potasio y sodio. La composición básica de los vidrios E es de un 52-56% de SiO2, 12-16% de Al2O3, 16-25% CaO y 8-13% de B2O3. El vidrio E no modificado tiene una resistencia a la tracción de 3,44 Gpa y un módulo de elasticidad de 72,3 GPa Los vidrios S tienen una relación resistencia / peso más alta y son más caros que los vidrios E. Estos vidrios se utilizan principalmente en aplicaciones militares y aeroespaciales. Su resistencia a la tracción está sobre los 4,48 Gpa y su módulo de elasticidad es de aproximadamente 85,4 Gpa. Una composición usual de vidrio S es de aproximadamente un 65% de SiO2, 25% de Al2O3 y 10% de MgO. Las principales aplicaciones de la fibra de vidrio son: carrocerías de automóvil y navíos, tuberías de plástico, recipientes para almacén y suelos industriales. En la industria del transporte se utilizan cada vez más los plásticos reforzados con fibra de vidrio con la finalidad de disminuir el peso del vehículo y de ahorrar combustible. La industria del automóvil aparece como la destinataria de nuevas aplicaciones de la fibra de vidrio. INFLUENCIA DE LA LONGITUD DE LA FIBRA Las características mecánicas de los compuestos reforzados con fibras dependen no sólo de las propiedades de la fibra, sino también del grado en que una carga aplicada se transmite a la fibra por medio de la fase matriz. En este proceso de transmisión de carga es muy importante la magnitud de 46 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 Ref: www.asiabuilders.com: glassfibre la unión en la intercara de las fases matriz y fibra. Al aplicar un esfuerzo de tracción, la unión fibra – matriz cesa en los extremos dela fibra y en la matriz se genera un patrón de deformación. En otras palabras, en los extremos de la fibra no hay transmisión de carga desde la matriz. Existe una longitud de fibra crítica para aumentar la resistencia y la rigidez del material compuesto. Esta longitud crítica depende del diámetro de la fibra, de la resistencia a la tracción y de la resistencia de la unión matriz- fibra. La longitud crítica de algunas combinaciones de matriz – fibra de vidrio equivale a unas 20 a 150 veces el diámetro de la fibra. Si la longitud de la fibra de refuerzo es mayor a la longitud crítica, el refuerzo se hace más efectivo. Las fibras con longitud mucho mayor a la crítica (normalmente son mayores de 15 veces la longitud crítica), se llaman continuas; y las fibras de menor longitud se denominan discontinuas o fibras cortas. En el caso de fibras discontinuas, las propiedades del compuesto son más difíciles de predecir. Debido a que los extremos de cada fibra soportan menos carga que el resto de la fibra, la resistencia del compuesto es inferior a la que se predice con ayuda de la regla de las mezclas. La matriz, en este caso se deforma alrededor de la fibra de modo que apenas existe transferencia del esfuer- zo y el efecto del reforzamiento de la fibra es insignificante. Esencialmente, estos materiales compuestos son similares a los reforzados con partículas. En el caos de fibra continuas, su efecto como refuerzo es mucho más significativo. Sus características mecánicas se pueden calcular con ayuda de la regla de las mezclas, así por ejemplo, podemos calcular su densidad: ρc= f m ρ m + f f ρ f siendo: ρ c la densidad del compuesto, fm la fracción volumétrica de la matriz, ρm, la densidad de la matriz, f f la fracción volumétrica de las fibras y ρ f la densidad de las fibras. También podemos calcular, con ayuda de la regla de las mezclas las conductividades eléctrica y térmica del material compuesto a lo largo de la dirección de las fibras si éstas son continuas y unidireccionales: kc=fmkm+ffkf y σc=fmσm+ffσf El módulo de elasticidad, cuando se aplica una carga paralela a las fibras continuas unidireccionales, es E c = f m E m + f f E f . Sin embargo, cuando el esfuerzo aplicado es muy grande, la matriz se empieza a deformar y la curva esfuerzo deformación ya no es lineal; la matriz contribuye en este caso poco a la rigidez del compuesto, por lo que ahora E c = f f E f Por otra parte, cuando la carga se aplica perpendicularmente a las fibras, cada componente actúa independientemente del otro. El módulo del compuesto es 1 / E c = f m / E m + f f / E f . Es necesario reseñar, que la resistencia a los esfuerzos de un compuesto dependen de la unión entre las fibras y la matriz, encontrándose limitada por la deformación de la matriz. En consecuencia, la resistencia es casi siempre menor que la calculada con la regla de las mezclas. Otras propiedades como la ductilidad, la tenacidad, la resistencia a la fatiga y la termofluencia son aún más difíciles de predecir que la resistencia a la tensión. INFLUENCIA DE LA ORIENTACIÓN Y DE LA CONCENTRACIÓN DE LAS FIBRAS La disposición u orientación relativa de las fibras, su concentración y distribución influyen radicalmente en la resistencia y en las demás propiedades del compuesto. Con respecto a la orientación, existen dos situaciones extremas: - alineación paralela de los ejes longitudinales de las fibras. Fibras continuas o fibras discontinuas. - distribución al azar. Fibras discontinuas. Alineación paralela de los ejes longitudinales de las fibras. Fibras continuas: Normalmente, las fibras continuas se suelen alinear, mientas que las fibras discontinuas a veces se alinean, y a veces se orientan al azar. Para las fibras continuas y alineadas, debido a su alto carácter anisotrópico, vamos a estudiar dos posiciones en cuanto a los esfuerzos a que esté sometido el material: 1.- Carga longitudinal: La deformación es originada por un esfuerzo aplicado a lo largo de la dirección de alienamiento, la dirección longitudinal. Se supone que la unión matriz – fibra es muy fuerte, de modo que la deformación de la matriz y de la fibra es la misma (situación de isodeformación). En estas condiciones, la carga total soportada por el compuesto F c = F m + F f Teniendo en cuenta que F = σ A , es posible obtener las expresiones en función de sus respectivos esfuerzos (σ c, σ m, y σ f) y de sus respectivas áreas (Ac, Am y Af), por lo que σ c= σ mAm/ Ac+ σ f Af/ Ac donde Am/ Ac y Af/ Ac son las fracciones de área de la matriz y de la fibra, respectivamente. En el caso de que las longitudes del compuesto, de la matriz y de la fibra sean iguales, Am/ Ac es equivalente a la fracción de volumen de la matriz, Vm, y Af/ Aces equivalente a la fracción de volumen de las fibras, Vf, por lo que σ c= σ mVm+ σ f Vf En un estado de isodeformación se cumple que ε c = ε m = ε f , por lo que dividiendo por la deformación: que σ c/ ε c = σ m/ε m Vm+ σ f/ ε f Vf Además, si las deformaciones del compuesto, de la matriz y de la fibra son todas elásticas, se cumple σ c/ ε c = Ec , σ m/ε m =Em y σ f/ ε f =Ef siendo E los módulos de elasticidad de las respectivas fases, por lo que, nos queda que: Ec=EmVm+EfVf=Em (1-Vf)+EfVf, ya que el compuesto sólo consta de matriz y de fibras. El módulo de elasticidad de un material compuesto reforzado con fibras continuas y alineadas en la dirección de alineamiento es igual a las fracciones de volumen multiplicadas por los módulos de elasticidad de ambas fases. Algunas otras propiedades, como la resistencia a la tracción, también dependen de las fracciones de volumen. 2.- Carga transversal. Un material compuesto con fibras continuas y orientadas se puede cargar en la dirección transversal; esto es, la carga se aplica perpendicularmente a la dirección de la fibra >> ENERO-FEBRERO-MARZO 2010 · Ci m br a · 47 Artículos Técnicos: Técnicas constructivas alineada. En esta condición, el compuesto y ambas fases están expuestas al mismo esfuerzo σ c =σ m=σ f=σ ; es el llamado estado isotensionado. La deformación del material compuesto es ε c = ε m Vm+ ε f V f por lo que como ε =σ /E nos queda que : σc/Ec=(σ/Em)Vm+(σ/εf)Vf Dividiendo por que s se reduce a 1/Ec=Vm/Em+Vf/Ef Alineación paralela de los ejes longitudinales de las fibras. Fibras discontinuas: Aunque la eficacia del refuerzo con fibras discontinuas es menor a la originada con fibras continuas, los materiales compuestos reforzados con fibras discontinuas y alineadas tienen una importancia cada vez mayor. Las fibras de vidrio cortadas se usan mucho, al igual que las fibras discontinuas de carbono y de aramida. Estos compuestos de fibras cortas alcanzan módulos de elasticidad y resistencia a la tracción aproximadamente del 90% y del 50% respectivamente, de los materiales compuestos con fibra continuas. En los compuestos con fibras discontinuas alineadas, uniformemente distribuidas y con l>lc la resistencia a la tracción (TS)c longitudinal cumple la relación: (TS)c=(TS)fVf(1-lc/2l)+(TS)’m(1-Vf) donde (TS)f y (TS)’m representan, respectiva- mente, la resistencia a la fractura de la fibra y la tensión en la matriz cuando el material compuesto se rompe. Si la longitud de la fibras es menor que la crítica, el valor de la resistencia longitudinal es (TS)c=lτc/d *Vf+(TS)’m(1-Vf) donde “d” es el diámetro de la fibra. - Distribución al azar: Fibras discontinuas. Normalmente, cuando los materiales compuestos tienen fibras orientadas al azar, suelen ser discontinuas y cortas. En estas circunstancias, el módulo elástico se expresa con ayuda de la regla de las mezclas: Ec=KEfVf+EmVm Siendo “ K” el parámetro de eficiencia de la fibra, que depende de Vf y de la relación Ef/Em. El módulo elástico de los materiales reforzados, tanto si las fibras están alineadas como si están orientadas al azar, aumenta al incrementarse la fracción de volumen de la fibra. PROCESOS DE FABRICACIÓN Dentro de este apartado, vamos a distinguir la fabricación de las fibras de vidrio por un lado, de la fabricación del material compuesto, por otro. 48 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 - Fibras de vidrio: La utilización generalizada de materiales compuestos no es posible aún debido a su elevado coste de fabricación. En la actualidad el proceso de producción de estos materiales es un proceso muy laborioso. Sin embargo, a medida que se desarrollen y mejoren estas técnicas, será posible producir grandes volúmenes de materiales compuestos con menor coste, lo que ampliará la utilización de estos materiales en muchos otros campos. Es posible producir fibras de vidrio — que pueden tejerse como las fibras textiles — estirando vidrio fundido hasta diámetros inferiores a una centésima de milímetro. Se pueden producir tanto hilos multifilamento largos y continuos como fibras cortas de 25 ó 30 centímetros de largo. Una vez tejida para formar telas, la fibra de vidrio resulta ser un excelente material para cortinas y tapicería debido a su estabilidad química, solidez y resistencia al fuego y al agua. Los tejidos de fibra de vidrio, sola o en combinación con resinas, constituyen un aislamiento eléctrico excelente. Impregnando fibras de vidrio con plásticos se forma un tipo compuesto que combina la solidez y estabilidad química del vidrio con la resistencia al impacto del plástico. Otras fibras de vidrio muy útiles son las empleadas para transmitir señales ópticas en comunicaciones informáticas y telefónicas mediante la nueva tecnología de la fibra óptica, en rápido crecimiento. - Materiales compuestos: Las características especiales que tiene el proceso de diseño estructural de piezas en materiales compuestos es un factor adicional que ha limitado su generalización. El diseño de un nuevo elemento de material compuesto no sólo pasa por idear la geometría del elemento, también requiere diseñar la configuración el propio material. Tradicionalmente se realizaba esta tarea con métodos basados en parte en datos empíricos dado que el conocimiento teórico del comportamiento de este tipo de materiales era reducido. Sin embargo, dado que las posibilidades de obtener materiales compuestos distintos son prácticamente ilimitadas, la caracterización con ensayos sobre el propio material es muy costosa y difícilmente generalizable o extrapolable a otras configuraciones. Por lo tanto, esta dependencia de la experimentación frenó, en parte, la extensión en el uso de los compuestos en aplicaciones más corrientes hasta que se ha ido estableciendo mejor su conocimiento teórico. El uso de modelos matemáticos para predecir su comportamiento y la simulación de estos mediante métodos numéricos parece ser el buen camino para lograr avanzar en este conocimiento y parece el paso necesario para conseguir herramientas de ayuda en este complicado proceso de diseño y optimización del material. Sin embargo, se observa aún en la mayoría de investigaciones donde se intenta modelar los materiales compuestos utilizando técnicas de simulación numérica que actualmente no es fácil asegurar la correcta correlación entre les análisis teóricos y los resultados experimentales. Más difícil es obtener una buena predicción del comportamiento mecánico cuando éste está sometido a niveles de tensión fuera de la zona lineal elástica o durante DISTINTAS TÉCNICAS DE MOLDEO Por capilaridad Por infiltración al vacío Por presión Por colada continua Ref: La ciencia e ingeniería de los materiales: Donald R. Askeland largos periodos de tiempo (cuando se entra a estudiar fenómenos como el de la fatiga, la termofluencia, etc.) Distinguiremos las fibras continuas, de las discontinuas. En el caso de las fibras continuas, se deben de colocar en una matriz con el espaciamiento y el alineamiento adecuado para conferir las propiedades óptimas. En el caso de las fibras discontinuas, se pueden mezclar con el material de la matriz para producir una orientación aleatoria, o una preferencial. Las fibras continuas están normalmente alineadas en forma unidireccional como cintas, entretejidas en un arreglo ortogonal o colocadas alrededor de un mandril. Existen diversas técnicas para rodear las fibras con la matriz. - Colado: El proceso de colado o moldeo fuerza al líquido a ubicarse alrededor de las fibras. El colado del hormigón a través de las varillas de acero es un ejemplo de ello. En los compuestos reforzados con fibras, el líquido es introducido a las fibras a través de una acción capilar, de una infiltración por vacío o por colada a presión. Pueden requerirse recubrimientos especiales en las fibras para asegurarse del adecuado mojado de las fibras en la matriz líquida. - Preformas: Cuando las fibras son hiladas en forma de tela, una matriz polimérica se infiltra dentro de cada capa de la tela. La infiltración se realiza en condiciones tales que la resina no se polimeriza. Posteriormente, estas preformas son colocadas en capas y calentadas bajo presión, de modo que la resina se funde y polimeriza para formar el compuesto sólido. La orientación de las capas del tejido pueden ordenarse para producir varias capas cruzadas de fibras. - Cintas: Las libras pueden devanarse en un mandril, el cual determina el espacia-miento de las fibras individuales y preformadas con resina polimérica El calor y la presión completan el proceso de polimerización. - Prerrecubrimiento: Puede aplicarse una matriz a una fibra aplicando un baño de metal fundido, un rociado con plasma, deposición por vapor o electrodeposición. Las fibras prerrecubiertas, a menudo en forma de cintas, son armadas y unidas mediante otras técnicas. - Unión o soldadura por deformación y por difusión: Los procesos de deformación, como la compresión en caliente y en laminado, unen capas de cintas La unión por difusión se usa también tanto para la introducción original de la matriz a las fibras como para unir las capas de fibras. Las capas se apilan hasta el espesor adecuado, y en>> ENERO-FEBRERO-MARZO 2010 · Ci m br a · 49 Artículos Técnicos: Técnicas constructivas tonces, una combinación de alta temperatura y presión hace unirse a las superficies. La difusión de átomos de la matriz llena los huecos en la interfase para producir un compuesto denso. - Metalurgia de polvos: La matriz en polvo es vertida alrededor de las fibras y compactada a presiones altas para producir un compacto de polvo. La sinterización a temperaturas altas consolida el polvo en una masa sólida. También se puede sinterizar en fase líquida. En este caso, el compacto de polvo es calentado a una temperatura entre la del líquidus y la del sólidus mientras se le somete a presión. FABRICACIÓN PARA MATERIALES PLÁSTICOS Vamos a estudiar ahora, con más detalle, los diversos procesos de fabricación de materiales plásticos reforzados con fibras. Para ello, vamos a distinguir primeramente los procesos de molde abierto, de los de molde cerrado. a) Procesos de molde abierto: A continuación, explico brevemente, los más habituales: - Procesos de unión manual: Este es el método más simple fabricar piezas reforzadas con fibra. Para producir una pieza con este proceso utilizando fibra de vidrio y poliéster, se aplica primero una capa de gel al molde abierto El reforzamiento de fibra de vidrio, que normalmente está en forma de tela o de malla, se coloca manualmente en el molde. La resina base mezclada con catalizadores y aceleradores se aplica a continuación por vertido, con brocha o con pulverizador. Se utilizan unos rodillos o escobillas para mojar el refuerzo con la resina y eliminar el aire atrapado. Para aumentar el espesor de las paredes de la pieza que está siendo producida, se adicionan capas de mallas o mechas entretejidas y resina. Las aplicaciones de este método inclu-yen cascos de barcos, depósitos, casas y paneles de edificación. - Procesos de pulverizado: El método de pulverizado para producción de capas de plástico reforzado con fibra es parecido al proceso de moldeado manual y se puede usar para fabricar cascos de barcos, cubetas de precipitación y otras formas de tamaño mediano a grande. En este proceso, si se usa fibra de vidrio, se hace pasar fibras en hebras continuas a través de una combinación de cuchillas y pistola pulverizadora que simultáneamente depositan fibra de vidrio cortada y resina catalizada dentro del molde. La lámina depositada se densifica después con un rodillo o una escobilla para eliminar el aire y asegurarse que la resina impregna las fibras reforzadas. Pueden añadirse múltiples capas para producir el grosor deseado. E1 curado se realiza a temperatura ambiente o se 50 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 puede acelerar por aplicación de una moderada cantidad de calor. - Proceso de embolsado a vacío y autoclave: Este proceso se utiliza para producir laminados de alto rendimiento a base de sistemas epoxi reforzados con fibra de vidrio. Los materiales compuestos producidos por este método son particularmente importantes para aeronaves y aplicaciones aerospaciales. Etapas de este proceso: 1.- Primero, se extiende sobre una mesa larga una lámina delgada, larga y de unos 152 cm de ancho, de un material preforma a base de epoxi-fibra de carbono El material preforma consta de fibras unidireccionales y largas de carbono en una matriz epoxi parcialmente curada. Ref: La ciencia e ingeniería de los materiales: Donald R. Askeland Ref: La ciencia e ingeniería de los materiales: Donald R. Askeland Vertido de la resina sobre el refuerzo en el molde. Ref: Fiberglass Co. Owens/Corning Ref: Fundamentos de la ciencia e ingeniería de materiales. William F. Smith. Ref: Introducción a la ciencia e ingeniería de los materiales. William D.Callister, Jr. 2.- A continuación, se cortan piezas de la lámina preforma y se colocan una encima de otra en un molde de maquinado para formar un laminado Las capas, u hojas, como también se denominan deben colocarse en diferentes direcciones para producir el modelo de resistencia deseado teniendo en cuenta que la máxima resistencia de cada hoja se da en la dirección de las fibras. 3.- Después de que se ha fabricado el laminado, la herramienta y la lámina adherida son embolsadas al vacío, aplicándose el vacío para eliminar el aire atrapado en la pieza laminada. Finalmente la bolsa de vacío englobando la lámina y el molde de maquinado se coloca en el interior de un autoclave para el curado final de la resina epoxi. Las condiciones de curado varían dependiendo del material, pero el material compuesto de fibra-epoxi de carbono se calienta alrededor de 190 °C a una presión aproximada de 100 psi. Después de su extracción del autoclave se separa la pieza de material compuesto de su herramienta-soporte y se le prepara para otras operaciones de acabado. - Proceso de bobinado de filamentos: En este proceso, el reforzamiento de fibra es proporcionado desde un baño de resina y después se bobina sobre un cilindro apropiado Cuando han sido aplicadas suficientes capas, el cilindro (mandril) bobinado se cura indistintamente a temperatura ambiente o a elevada temperatura en un horno. La pieza moldeada se separa después del cilindro (mandril). El alto grado de orientación de la fibra y la alta carga de la fibra conseguidos por este método producen altas resistencias a la tracción en los cilindros huecos. Las aplicaciones de este proceso incluyen tanques químicos y de almacenamiento de combustible, vasos de presión, y cubiertas de motores de cohetes. b) Procesos de molde cerrado: Existen también multitud de procesos de molde cerrado, a continuación, voy a describir algunos de los más comunes: - Moldeado por compresión e inyección: Estos son dos de los más importantes procesos de altovolumen para la producción de plásticos reforzados con fibra en moldes cerrados. - Proceso de moldeado laminar de compuestos (Sheet-Molding Compound, SMC): Es uno de los procesos de molde cerrado más nuevos; es utilizado para producir piezas de plásticos reforzados con fibras, particularmente en la industria automotriz. Este proceso permite conseguir un excelente control de la resina y buenas propiedades de resistencia mecánica al tiempo que productos voluminosos, de gran tamaño y altamente uniformes. El compuesto moldeado en láminas se fabrica si>> ENERO-FEBRERO-MARZO 2010 · Ci m br a · 51 Artículos Técnicos: Técnicas constructivas guiendo un proceso de flujo continuo altamente automatizado. Mechas de fibra de vidrio en cordón continuo se cortan en longitudes de alrededor 5 cm y se depositan sobre una capa de pasta de relleno de resina la cual se transporta en una película de polietileno. Otra capa de relleno de resina se deposita más tarde sobre la primera capa formando un sandwich continuo de fibra de vidrio y relleno de resina. El sandwich con la capa superior y la del fondo cubiertas de polietileno se compacta y enrolla en rodillos de embalaje calibrados El enrollado SMC se almacena después en una habitación de maduración entre 1 y 4 días para que la lámina pueda asentar el vidrio. Los rollos SMC se llevan a continuación a una prensa donde se cortan con la configuración de carga apropiada para la pieza específica y se colocan en un ajustado molde metálico que se lleva a calentamiento 149ºC. Después la prensa hidráulica se cierra, y el SMC fluye uniformemente bajo presión (1000 psi) por todo el molde formando el producto final. Algunas veces un molde interno de cobertura debe ser inyectado en la mitad de la operación de presionado para perfeccionar la calidad de la superficie de la pieza SMC. Las ventajas del proceso SMC sobre los procesos de laminado manual o los de pulverización son una mayor eficiencia en las producciones de gran volumen, perfeccionamiento de la calidad de superficies y uniformidad de los productos. La utilización del proceso SMC presenta ventajas en la industria de automóviles para la producción de paneles delanteros y de apertura de rejillas, paneles de la carrocería y capotas de vehículos. - Proceso continuo de pultrusión: Es un proce- so usado para la fabricación de plásticos reforzados con fibra de sección transversal constante tales como formas estructurales, vigas, canales, conductos y tubos. En este proceso se hace que las fibras de filamento (cordón) continuo se impregnen en un baño de resina y después se las estira a través de un troquel de acero caliente que determina la forma del producto acabado. Gracias a la gran concentración de fibra y a la orientación paralela a la longitud de la lámina que ha sido estirada, se consiguen altas resistencias para este material. CONCLUSIONES Los materiales compuestos, y más en concreto los de matriz polimérica, tienen actualmente una amplia aplicación, que crece día a día gracias a la investigación de nuevos materiales, así como al desarrollo de las técnicas para la fabricación de los mismos y para la inclusión de refuerzos en ellos, que posibilitan su uso en los más diversos componentes. Para su diseño hay que tener en cuenta múltiples factores, y hacer un estudio minucioso del uso que se le va a dar, valorando las cargas a las que va a estar sometido y la posible aparición de fenómenos de fatiga, el ambiente de trabajo, las condiciones ambientales, la temperatura, etc. De esta forma, obtendremos las necesidades del material a utilizar, pudiendo diseñarlo de forma que se adapte adecuadamente a ellas, optimizando así la pieza acabada, fabricándola con todas las especificaciones necesarias, evitando sobredimensionarla, de forma que se disminuyen así sus costes si el diseño se conjuga con un buen optimizado su proceso de fabricación. BIBLIOGRAFÍA - Estudio constitutivo de materiales compuestos laminados sometidos a cargas cíclicas. tesis doctoral presentada por: joan Andreu Mayugo Majó. Dirigida por: Dr. Sergio Oller Martínez y Dr. Josep Costa Balanzat. Universitat Politécnica de Catalunya. - Measurement and FE prediction of glass fibre orientation distributions for injection moulded products of increasing complexity.B.R. Whiteside & P.D. Coates, IRC in Polymer Science & Technology, University of Bradford,S.L. Bubb, R.A. Duckett & P.J. Hine, IRC in Polymer Science & Technology,University of Leeds. - Comportamiento a fractura de polímeros envejecidos. A. Argüelles, J.Viña, A.F. Canteli, T.Lin. Vol 37, nº2, 2001. Revista de metalurgia. - Disminución de las propiedades mecánicas de com- 52 · Ci m b ra · ENERO-FEBRERO-MARZO 2010 puestos de matriz termoplástica tras dilatada permanencia en agua oxigenada. A. Argüelles, J.Vña, M.A. Castrillo, I.Viña. Vol 37, nº2, 2001. Revista metalurgia. - http://es.wikipedia.org - Enciclopedia Encarta - Handbook of plastics, elastomers and composites. Charles A. Harper. - Fundamentos de la ciencia e ingeniería de materiales. William F. Smith - La ciencia e ingeniería de los materiales. Donald R. Askeland - Introducción a la ciencia e ingeniería de los materiales. William D. Callister, Jr - Plásticos para arquitectos y constructores. Albert. G.H y Dietz.