Control de calidad Estadístico Parte dos Muestreo de Aceptación
Anuncio

Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Autor del presente manual:
Edgardo Ojeda Barcos
Profesor de Control de Calidad y Estadística
Inacap – Universidad Tecnológica de Chile
Licenciado en Organización Industrial
Universidad Argentina de La Empresa
Postgrado en Ingeniería de Calidad
Universidad de Santiago de Chile
Control de calidad Estadístico
Parte dos
Muestreo de Aceptación
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 1 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
INDICE
1 Muestreo Al Azar
1.1 Definiciones
1.2 Muestreo Al Azar.
1.3 Observaciones Sobre El Uso De La Norma Nch 43:
2 Muestreo De Aceptación Por Atributos.
2.1 Clasificación De Los Defectos
2.2 Muestreo De Aceptación.
2.3 Plan De Muestreo.
2.4 Establecimiento De Planes De Muestreo
2.4.1
Curvas Operativas
2.4.1.1 Curva Ideal
2.4.1.2 Cálculo De Curvas Operativas
2.4.1.3 Diferentes Planes De Muestreo Dan Distintas Curvas Operativas
2.4.1.4 Planes De Muestreo Múltiplos De Otro Dan Distintas Protecciones.
2.4.1.5 Dos Puntos, El AQL Y El LTPD, Definen Una Sola Curva.
2.4.1.6 Por Un Punto Pueden Pasar Infinitas Curvas.
2.4.1.7 Si Se Mantiene Fijo El Criterio, La Protección Aumenta Al Aumentar N.
2.4.1.8 Si Se Mantiene Fijo N La Protección Decrece Al Aumentar C.
2.4.2
Cálculo De n Y c A Partir De Un AQL Y LTPD Dados.
2.4.3
Calidad De Salida Y Límite De Calidad De Salida.
2.5 Tipos De Planes De Muestreo
2.5.1 Muestreo Simple
2.5.2 Muestreo Doble
2.5.3 Muestreo Múltiple
2.5.4 Muestreo Normal
2.5.5 Muestreo Riguroso
2.5.6 Muestreo Reducido
3 Norma Chilena 44
4 Muestreo De Aceptación Por Variables.
4.1 Introducción
4.2 Características Del Método De Recepción Por Variables.
4.3 Conceptos Iniciales, Porcentaje De Defectuosos
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 2 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
4.4 Criterios Esenciales Para La Recepción Por Variables.
4.5 Curva Característica Operativa
4.6 Cálculo De La Curva Característica Operativa De Un Plan De Recepción Por
Variables.
5
6
7
8
Muestreo por variables, Norma Chilena 1208
Pruebas de duración y confiabilidad
Introducción al Minitab
Adjuntos
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 3 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
1 Muestreo Al Azar
1.1 Definiciones:
El siguiente listado incorpora algunas definiciones claves en el vocabulario a utilizar
en el desarrollo de esta materia.
Población: Son todas las unidades de las cuales necesitamos conocer sus
parámetros que nos indique sus valores centrales o su dispersión.
Parámetros: son los valores que describen la población. Normalmente nunca
llegaremos a conocerlos con exactitud. Solo los podremos estimar.
Esta estimación de los parámetros poblacionales
importantes de la Estadística.
es uno de los objetivos más
Ejemplos de parámetros poblacionales: media aritmética poblacional: X , desviación
típica poblacional, σ, etc.
Muestra: una muestra es una cantidad de unidades tomadas de la población. Dicha
muestra debe reunir dos condiciones principales: a) que las unidades estén tomadas
al más riguroso azar, y b) que la cantidad a retirar sea una cantidad estadísticamente
determinada.
Azar: Una muestra ha sido tomada al azar cuando todas las unidades han tenido las
mismas oportunidades de ser elegidas.
Estadísticos: son los valores que describen la muestra, a diferencia de los
parámetros estos si se pueden conocer y son los que se usan para inferir los
parámetros de la población de donde fue sacada la muestra.
1.2 Muestreo Al Azar.
Se denomina muestreo al azar a la acción de extraer una muestra de una
determinada población con el objeto de estimar los parámetros de dicha población.
Existen diferentes tipos de muestreo.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 4 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
En el desarrollo de esta materia se utilizará como modelo la descripción que contiene
a Norma Chilena 43, la cual es objeto de estudio.
En ella se destaca:
•
•
•
•
Extracción de una muestra de un lote
Extracción de una muestra de cada uno de varios lotes.
Extracción de una muestra de cada uno de una serie indefinida de lotes.
Extracción sistemática de una muestra.
En el primer caso la norma describe la técnica para extraer mediante el uso de las
tablas de números al azar, una muestra de tamaño n de un lote de tamaño N,
En el segundo caso se describe la técnica para la extracción de una muestra de
cada lote asumiendo que todos los lotes son del mismo tamaño N.
En el tercer caso, la norme supone que los lotes llegan en una serie indefinida de
lotes de igual tamaño. La norma comienza con la confección de una planilla que
luego podrá usarse muchas veces, sin necesidad de volver a calcularla.
En el último caso, la norma sugiere utilizar un modelo de extracción donde el azar
está presente en la determinación de la primera unidad. Posteriormente se extraen
a partir de ella el resto de las muestras extrayendo las muestra cada k unidades,
siendo k el cociente N/n.
1.3 Observaciones Sobre El Uso De La Norma Nch 43:
Mucho se habla sobre la “inutilidad” de esta norma, sobre la imposibilidad de
numerar todas las unidades para poder seleccionarlas después cuando se conocen
los números según la tabla de números al azar, que la norma esta obsoleta y ya no es
oficial, etc.
Varias de las opiniones son ciertas, excepto que ya no es oficial, pues la norma está
absolutamente vigente en todos y cada uno de los países que la han adoptado.
El motivo por el cual sigue siendo altamente conveniente estudiarla pese a los
problemas intrínsecos a su aplicabilidad, es que a través de su estudio se desarrolla
el concepto del azar, la necesidad de hacer bien la tarea para no desperdiciar el
tiempo de la inspección, ya que es más importante, la extracción que la misma
inspección.
La frase “vale más mirar por encima una muestra bien sacada que mirar con
lupa una muestra mal sacada” dice en pocas palabras lo que hay que hacer y como
hay que hacerlo.
Por supuesto que hay que hacer las dos cosas bien, extraer bien e inspeccionar bien.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 5 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Una muestra bien sacada al azar, en la mayoría de las veces, tiene que llevar más
tiempo que la inspección, y significa el 70 % del éxito de la tarea que se está
haciendo.
Muchos son los casos donde la aplicación de esta norma es posible y sencilla,
generalmente con productos de gran tamaño como refrigeradores, automóviles, etc.
En los casos de grandes producciones seriadas se utilizará todo el ingenio posible
para sacar la muestra de manera que esté representada la población completa lo más
al azar posible. Y este ingenio se logra cuando hemos aprendido el concepto y la
necesidad de hacerlo que imparte como consecuencia el estudio de la vapuleada
norma NCH 43.
2 Muestreo De Aceptación Por Atributos.
2.1 Clasificación De Los Defectos:
Existen distintas maneras de clasificarlos. aquí utilizaremos el siguiente:
Defectos críticos: son aquellos que violan leyes, agreden al consumidor o hacen
inservible al producto.
Defectos mayores: producen una disminución en el correcto funcionamiento o
utilización del producto y es notado por el consumidor.
Defectos menores: producen una disminución leve en el correcto funcionamiento o
utilización del producto, probablemente no lo note el consumidor. pero si lo nota, el
personal calificado de producción y de control de calidad,
Esta definición tiene que ser coherente con las definiciones que se utilizan en el
proceso y en la recepción de los materiales.
2.2 Muestreo De Aceptación.
Este muestreo se utiliza indistintamente con los productos terminados en la fábrica y
la recepción de materiales que ingresan para ser utilizados en los procesos.
Debe notarse que en muchos caso los productos terminados de una empresa es un
material de entrada de otra empresa.
Las técnicas por muestreo son más eficientes que otros tipos de muestreo. Se
puede demostrar fácilmente que la inspección 100% es pero que las técnicas de
muestreo.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 6 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Tómese una hoja escrita de algún libro que contenga exclusivamente texto.
Pídase a 10 o más alumnos que cuenten las letras “a” de la hoja.
Luego pida a cada uno que escriba en un papel la respuesta.
Registre las respuesta,
Observe las inevitables variaciones en el recuento.
Obtenga el promedio de letras “a” por filas, dividiendo el total por el número de filas.
Conserve algunos decimales.
Luego cuente la las filas del texto.
Utilice la Norma Chilena NCH 44 para determinar la cantidad de filas que se
inspeccionarán como muestra. Utilice el Nivel II.
Utilice la Norma Chilena NCH 43 para determinar que filas se inspeccionarán.
Cuente cuidadosamente la letras “a” solo de las filas seleccionadas.
Obtenga el promedio, dividiendo el total de letras encontradas en la “muestra
dividido el número de filas.
Compare el resultado con el promedio anterior.
Ambas respuestas serán muy cercanas si se trabajó con seriedad estadística.
Es conveniente hacer la prueba con una página que se haya controlado en Word,
que el Software tiene la habilidad de contar las letras y de esa forma se conocerá el
parámetro: media de la población con el cual controlar el experimento.
Bien es sabido que hay situaciones donde el muestreo 100% es obligatorio, en esos
caso se hace indispensable automatizar el procedimiento de inspección o proceder
a una rotación muy frecuente del personal involucrado para evitar errores que de
todas maneras existirán.
Otros procedimientos de muestreo no se consideran en este estudio por
considerarlos inadecuados para el control de productos terminados industriales.
2.3 Plan De Muestreo.
Un plan de muestreo debe definirse como un tamaño de muestra con un criterio de
aceptación y rechazo
Es decir se determina un tamaño de muestra siguiendo procesos estadísticos o
utilizando las tablas que existen para dicho fin como la Norma Chilena 44. Luego se
elige un criterio según el cual se defenderá un nivel de calidad que nos interesa para
nuestro producto.
Si al revisar la muestra se encuentra tantos defectos como el criterio indica o menos
se aprueba el lote, si se encuentra más se rechaza.
2.4 Establecimiento De Planes De Muestreo
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 7 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
2.4.1 Curvas Operativas
2.4.1.1 Curva Ideal
Una curva operativa nos da la relación entre los posibles porcentajes de defectos de
un lote que ingresa y la probabilidad de que se apruebe dicho lote.
Supongamos a modo de hipótesis que el nivel de calidad deseado y que estamos
dispuestos a aceptar sea del 2 %. Entonces, si nos llega un lote con 1% o 1,5%
defectuoso, o sea, por debajo del nivel de calidad que estamos dispuestos a tolerar,
desearíamos aprobar el lote todas las veces que llegue, o sea el 100% de los lotes
que tengan un % igual o inferior a 2%.
En cambio, si el lote llega 3% o más, vamos a desear rechazarlo todas las veces
que llegue.
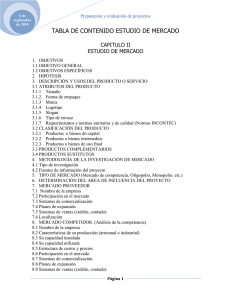
Con este criterio podemos dibujar la curva ideal, que relacione la probabilidad de
aprobar y los porcentajes defectuosos que podríamos recibir por parte de un
proveedor determinado.
100
80
60
40
20
3,2
3
2,7
2,6
2,4
2,2
2
1,8
1,6
1,4
1,2
1
0,8
0,6
0,4
0,2
0
0
Probabilidad de aprobar el
lote
Curva Operativa Ideal
Porcentajes de defectos en el ingreso de lotes.
Esta curva muestra una situación ideal donde, si el lote llega hasta exactamente
con 2% defectuoso, la probabilidad de aprobar será el 100% , y, si llega apenas con
un poco más de defectos, por ejemplo, 2,1%, sería rechazado siempre.
Pero esta situación es solo teórica. Para entender mejor lo que realmente sucede,
imaginemos que tenemos 1000 unidades con 2% de defectuosos. Esto quiere decir
que en las 1000 unidades hay 20 unidades malas.
Supongamos ahora que retiramos 100 unidades del lote a modo de muestra. De
acuerdo con las proporciones, deberían salir en la muestra 2 unidades defectuosas.
Pero es intuitivo que
esto no necesariamente se cumple todas las veces, en
muchas oportunidades estarán las dos unidades defectuosas, pero muchas otras,
habrán solo una o ninguna, y otras tres o más. Esta variación se denomina
“Variaciones debidas al Muestreo” y forma parte de un estudio muy específico de
la estadística aplicada al Control de Calidad.
Por ello, cuando recibimos un lote con 2% defectuoso, y estamos dispuestos a
recibirlo pues esta dentro de la calidad aceptable, puede suceder que al sacar la
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 8 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
muestra, retiremos más defectos que los que la proporción del lote tiene, por
ejemplo 4 defectos, el doble, y por ello pensamos que el lote es defectuoso aunque
en realidad no lo es. Y puede suceder lo contrario, (y esto es lo más lamentable),
que llegue un lote, por ejemplo, 5% defectuoso, pero a retirar la muestra, los
defectos “se escondieron” y lo acepto creyendo que es solo 2% defectuoso, cuando
en realidad es 5% defectuoso.
Nos preguntamos ahora, que probabilidad tiene que sucedan estas cosas. La
respuesta la dan las curvas operativas que se obtienen utilizando las tablas de
Poisson integradas.
2.4.1.2 Cálculo De Curvas Operativas
Para interpretar las curvas operativas, imaginemos que estamos recibiendo un lote
de algún producto, que tiene 2% defectuoso, este dato por supuesto, es
desconocido por nosotros que recibimos el lote, ¡de lo contrario no nos
molestaríamos en revisarlo!. Supongamos que la muestra a sacar del lote sea de
100 unidades, y que el criterio a utilizar sea c = 2, es decir que si encontramos 0,1 ó
2 defectos aprobaremos el lote, si encontramos 3 ó más, el lote será rechazado. A
partir de ahora, tenemos que abandonar la idea de proporciones, es decir, el
concepto de % de defectos como criterio no es válido, solo debemos pensar en los
criterios de aceptación y asociarles la probabilidad de que suceda. Por ello nos
preguntamos, ¿cuál es la probabilidad de que al retirar al azar, 100 unidades de un
lote 2% defectuoso, encontremos 0,1 ó 2 defectos?
La respuesta la obtendremos aplicando la fórmula de Poisson, donde, n = 100, p =
0.02 y x = 0, 1 y 2.
(np) x e −np
P(x ) =
x!
El cálculo nos da para la probabilidad de:
P(0)= 0.1353
P(1)= 0.2703
P(2)= 0.2703
Total: 0.6766
Este cálculo nos dice que si retiramos 100 unidades del lote 2% defectuoso, existe,
67,66 % de probabilidad de encontrar 0, 1 ó 2 defectos. Dicho de otra manera,
existe un 67.66% de probabilidad de aprobar el lote con el criterio c = 2 para una
muestra de n = 100
Ahora bien, siguiendo con el mismo n = 100 y c = 2, esto es, con el mismo Plan De
Muestreo, nos preguntamos, ¿qué pasa si el lote es 3% defectuoso?
¿Qué probabilidad habría de aprobar el lote con el criterio c = 2 y n = 100?
En este caso los datos son:
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 9 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
“p” = 0,03
“n” = 100
x = 0, 1 y 2
El cálculo nos da una probabilidad de 42,22%.
Es decir, a medida que el lote aumenta su fracción defectuosa, la probabilidad de
que el lote sea aprobado ira disminuyendo.
Es necesario que se tenga claro que la decisión de aprobar un lote 3% defectuoso,
se hace creyendo que el lote es solamente 2% defectuoso, es decir, lo que sucedió
es que al sacar la muestra, los defectos “se escondieron” y salieron menos de lo
que la proporción (el %) sugería.
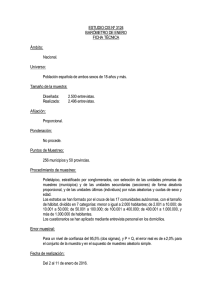
Con este concepto claro, podemos ahora trazar nuestra curva operativa para n =
100 y c = 2 y contestarnos las distintas alternativas que se nos presenta.
C u rv a s O p e ra tiv a s
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
F r a c c ió n d e fe c tu o s a
En este gráfico podemos contestarnos, leyendo el gráfico, ¿qué pasa si recibimos
un lote 5% defectuoso?. ¿qué probabilidad hay de aprobar el lote? La probabilidad
es aproximadamente del 12 ó 13%.
Y ¿qué pasa si recibimos un lote 1% defectuoso, o sea de buena calidad? La
probabilidad aproximada es del 92%. Nótese que pese a que el nivel de
defectuosos es la mitad de lo que estamos dispuestos aceptar, la probabilidad de
aprobar no es del 100%, Siempre hay una probabilidad de que al sacar 100
unidades se nos “pegue” en la mano más defectos que los que corresponden.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 10 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Ahora tenemos que ver como se construye la curva, para lo cual tendremos que
usar la tabla de Poisson integrada.
p%
0
1
2
3
4
5
6
7
8
p’
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
n
100
100
100
100
100
100
100
100
100
np’
0
1
2
3
4
5
6
7
8
PA(%)
100
92
68
42
24
13
6
3
1
Estos porcentajes son los que se leen en el gráfico anterior.
2.4.1.3 Diferentes Planes De Muestreo Dan Distintas Curvas Operativas
A continuación mostraremos cuatro curvas para cuatro diferentes planes de
muestreo:
Plan de muestreo 1: n = 200 c = 3 (café)
Plan de muestreo 2: n = 150 c = 1 (roja)
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 11 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Plan de muestreo 3: n = 300 c = 0 (verde)
Plan de muestreo 4: n = 300 c = 3 (azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Como podemos ver en el gráfico, la curva n = 300, c = 0 ( verde) es la más
exigente, es decir cuando aumenta el % de defectos, rápidamente disminuye la
probabilidad de aceptación del lote, y esto sucede porque el criterio de aceptación
es cero y por lo tanto es muy exigente.
La curva n = 300, c = 3 (azul), para la misma cantidad de muestra, el criterio es 3,
por lo tanto puede observarse que lotes con mayor % de defectos tienen más
probabilidad de ser aceptados.
La curva n = 200, c = 3 se presenta como más tolerante aun que la anterior, pues
para un tamaño de muestra menor, acepta 3 defectos, por ello, la curva se desplaza
aun más a la derecha.
Por último, la curva n = 150, c = 1 (roja), tiene cierto parecido a la curva n = 300, c =
3 aunque se puede ver que a porcentajes defectuosos bajos es más exigente que la
curva azul, y cuando el % defectuoso aumenta la situación es inversa, siendo el
plan n = 300, c = 3 más exigente.
2.4.1.4 Planes De Muestreo Múltiplos De Otro Dan Distintas Protecciones.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 12 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
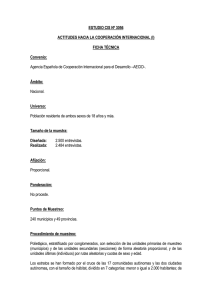
Ahora estudiaremos un caso muy importante, tomemos 4 curvas que sean múltiplos
unos de otros, la curva uno (café), es n = 100, c = 2, la curva dos (roja), es n = 200,
c = 4 , la curva 3 (verde) es n = 400, c = 8 y la cuatro ( azul), es n = 600, c = 12.
Alguien podría suponer (erróneamente) que por ser proporcionalmente iguales,
debieran darnos la mismas curvas, sin embargo no son iguales:
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Las curvas van girando sobre un eje imaginario ubicado cerca de p = 2%, y a
medida que aumenta el tamaño de n, se acerca a la curva ideal. Esto nos deja una
vez más la enseñanza de que en control de Calidad, cuanto más grande es la
muestra, mejor información obtenemos. (Mayor confianza estadística)
2.4.1.5
Dos Puntos, El Aql Y El Ltpd, Definen Una Sola Curva.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 13 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
A continuación fijaremos dos puntos importantes en las curvas operativas, estos
puntos son, el AQL, (siglas en inglés) conocido como Nivel de Calidad Aceptable, y
el LTPD (siglas en Inglés) conocido como Porcentaje Máximo Tolerable para una
probabilidad de 10%.
El AQL, debe definirse como el porcentaje de defectos que tiene una probabilidad
cercana al 95% de ser aceptado, y se utiliza para definir el nivel de calidad que
deseamos obtener en nuestro producto.
El AQL es el “idioma” que debe utilizarse entre proveedor y cliente para determinar
los niveles de calidad de cada producto y para cada tipo de defecto.
A su vez, se define como Riesgo del Productor, al 5% de probabilidad de rechazo,
pese a que el lote tenga el nivel de calidad requerido. y se conoce como Riesgo
del Consumidor, a la probabilidad de aceptar el 10% de las veces lotes que tienen
un % elevado de defectos.
El siguiente gráfico ilustra lo antes dicho. El plan de muestreo es n = 100, y c = 3.
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
En este gráfico, la línea verde, corta la curva para una probabilidad del 95%, y el
cruce corresponde a un porcentaje de defectos de 1,4%. Y para el LTPD, la línea
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 14 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
azul corta al 10% de probabilidad de aceptación y corresponde a un porcentaje de
defectos del 6,7%.
En el “idioma” de Control de Calidad, estos porcentajes defectuosos, son los que se
denominan AQL y LTPD, pero nunca debe olvidarse que están asociados a las
correspondientes probabilidades mencionadas.
2.4.1.6
Por Un Punto Pueden Pasar Infinitas Curvas.
Existen diferentes tipos de planes de muestreo que se basan en puntos de
referencia distintos, por ejemplo, nuestras conocidas tablas NORMA CHILENA 44
se basan en el AQL, sin embargo, otros tipos se basan en el punto de indiferencia o
el LTPD. Nosotros no vamos a estudiar estos casos pero si haremos referencia a
las distintas familias de curvas.
El siguiente ejemplo muestra 4 curvas que pasan por el AQL correspondiente a
p=0.01 (1%).
Estos planes de muestreo son:
n: 6 y c: 0 ( café), n: 135 y c: 3(roja), n: 395 y c: 7(verde), n: 690 y c: 11(azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 15 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Como se puede observar, las cuatro curvas tienen el mismo AQL, pero, la
protección, por ejemplo para un lote que llegue con 3% defectuoso es muy
diferente, el plan n = 6, c = 0 prácticamente dejará pasar casi el 90% mientras que
el plan n = 690, c = 11 no permitirá aprobar casi ningún lote.
El siguiente grupo de curvas tienen el mismo LTPD, es decir tienen la misma
protección 10%. L fracción defectuosa corresponde a p = 0.04 (4%).
Los planes de muestreo son:
n: 58 y c: 0 ( café), n: 168 y c: 3(roja), n: 295 y c: 7(verde), n: 410 y c: 11(azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Sin embargo, la protección para porcentajes bajos es muy diferente y en el caso del
plan n = 58, c = 0 es muy exigente, probablemente mas de lo conveniente.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 16 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
El siguiente grupo, muestra un punto de coincidencia correspondiente al 50% de
probabilidad de aceptación , por esa razón se lo denomina, punto de indiferencia,
pues tiene la misma probabilidad de aprobar o de rechazar.
Los planes de muestreo son:
n: 35 y c: 0 ( café), n: 185 y c: 3(roja), n: 385 y c: 7(verde), n: 735 y c: 14(azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
La fracción defectuosa correspondiente a dicho punto es de p = 0,02 (2%). Las
curvas muestran un determinado tipo de protección antes del punto de indiferencia,
que se invierte luego de dicho punto.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 17 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
2.4.1.7 Si Se Mantiene Fijo El Criterio, La Protección Aumenta Al Aumentar N.
El siguiente grupo muestra el efecto de aumentar n desde 100 a 400 manteniendo c
= 1 constante:
Los planes de muestreo son:
n: 100 y c: 1 ( café), n: 200 y c: 1(roja), n:300 y c: 1(verde), n: 400 y c: 1(azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 18 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Como se puede apreciar, cuanto más grande es n, la curva se desplaza hacia la
izquierda aumentando la exigencia.
2.4.1.8 Si Se Mantiene Fijo n La Protección Decrece Al Aumentar C.
Finalmente un caso simple, para un n = constante, variaremos el criterio c
volviendo el plan más tolerante.
Los planes de muestreo son:
n: 100 y c: 1 ( café), n: 100 y c: 2(roja), n: 100 y c: 3(verde), n: 100 y c: 4(azul)
Curvas Operativas
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
Fracción defectuosa
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 19 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
A medida que c crece la curva se desplaza hacia la derecha aumentado la
tolerancia.
2.4.2 Cálculo De n Y c A Partir De Un AQL Y Ltpd Dados.
Puede suceder que nos pongamos de acuerdo con un proveedor o cliente acerca
de ciertos requerimientos de calidad de producto y necesitemos conocer el plan de
muestreo que satisface dicho requerimiento.
Por ejemplo, supongamos que necesitamos que el plan de muestreo satisfaga un
AQL de 0,5% y el LTPD el 4%.
Para calcular n y p nos valdremos de una sencilla tabla que no es más que un
extracto de la tabla de Poisson . La tabla contiene los valores de np para el 95% y
el 10% de probabilidad de aprobación.
Tabla Para El Cálculo De Planes De Muestreo
AQL 0,95
C
0
1
2
3
4
5
6
7
8
9
10
11
LTPD
Np
0,051
0,355
0,818
1,366
1,970
2,613
3,285
3,981
4,696
5,425
6,169
6,924
C
0
1
2
3
4
5
6
7
8
9
10
11
np
2,302
3,890
5,322
6,680
7.993
9,274
10,531
11,771
12.995
14.206
15,406
16,598
Nota: esta tabla esta calculada con la precisión de la milésima, por ello no coincide
con tablas de menor resolución.
Los datos a satisfacer son:
AQL = 0,005 y LTPD = 0,04
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 20 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Comenzamos el cálculo proponiendo np = 0.055 para c = 0.
Luego tenemos que calcular n para lo cual dividimos 0,055 / 0.005=11
Es lógico que el plan de muestreo n = 11, c = 0 pase por el AQL 0.5% pues así lo
hemos calculado, pero nos preguntamos, ¿satisface el LTPD?
Para saberlo hacemos el producto np = 11 x 0,04 = 0,44
Consultamos en la tabla de Poisson, la probabilidad para np = 0,44 y c = 0.
La probabilidad es 64.4% por lo tanto el plan de muestreo n = 11, c = 0 no sirve
Pasamos ahora a c = 1, np = 0,360, dividimos por 0,005 y nos da 72, así que se
propone n = 72, c = 1, hacemos el cálculo para el LTPD, np = 72x0,04 = 2.88.
La tabla informa que para np =
2,88 c = 1,
la probabilidad es de
21.8%(aproximado) por lo tanto parece que no sirve y pasamos a c = 2.
En c = 2 es np = 0.82, 0,82 / 0,005 = 164, o sea se propone n=164, c=2,
consultamos ahora lo que sucede para el LTPD, 164 x 0,04 = 6.56, la probabilidad
es de 4%
Ahora vemos que n = 72, c = 1 no alcanzó al 10% y n = 164, c = 2 se pasó.
Por ello deberemos hacer un ajuste fino. Para ello tendremos que mover n dejando
fijo c.
En la tabla buscamos para c = 2 el valor de np = LTPD y nos da 5,3 Este valor lo
dividimos por 0,04 y nos da 133, así que, el plan n = 133, c = 2 satisface el 10%
para el LTPD, pero que pasa ahora en el AQL? Multiplicamos 133 x 0.005 = 0,67,
La tabla de Poisson dice que para np = 0,67 y c = 2 la probabilidad es 96,9% por lo
tanto este plan satisface satisfactoriamente los requisitos iniciales.
También podemos ajustar la otra curva, n = 77, c = 1
Buscamos el valor del LTPD para c = 1, y leemos 3.90.
Dividimos 3.9 / .04 = 98, n = 98, c = 1 satisface el LTPD, veamos para el AQL,
98x.005=0,49 y la probabilidad es de 91,3%, como se puede apreciar, esta curva se
aleja bastante más del AQL que la anterior y debería rechazarse.
El plan elegido es n = 133, c = 2. Veamos las curvas de ambos planes de muestreo.
La curva verde corresponde a n = 133, c = 2 y la de color café a n = 77, c = 1
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 21 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
C u rv a s O p e ra tiv a s
100
90
80
Probabilidadde aceptaci{on del lote
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
F r a c c ió n d e fe c tu o s a
2.4.3
Calidad De Salida Y Límite De Calidad De Salida.
Cuando estamos trabajando con planes de muestreo y aceptamos defectos por
debajo de los criterios establecidos nos preguntamos cual será el nivel de defectos
final o sea de salida con el cual estamos trabajando.
Para conocerlo debemos realizar un sencillo cálculo.
Pero antes tenemos que establecer ciertas pautas que no son siempre aplicables
pero para este cálculo necesario. Supondremos que si el lote está sin defectos, o
con defectos que no superan los criterios establecidos se aprueba el lote, pero, si el
muestreo resulta con unidades defectuosas que superan los criterios procederemos
a revisar 100% el lote retirando las unidades defectuosas y reemplazándolas por
buenas. Es decir que un lote rechazado se transforma en un lote 100% bueno.
Ahora veamos el siguiente ejemplo teórico.
Para un plan de muestreo n = 100 y c = 2
El primer cálculo es conocer las probabilidades de aceptación para cada fracción
defectuosa posible de recibir desde 0% a 8% defectuoso, tal como se hizo para el
cálculo de las curvas operativas.
p%
p
0
1
2
3
4
0,000
0,010
0,020
0,030
0,040
n
100
100
100
100
100
Np
0.00
1.00
2.00
3.00
4.00
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
P(a) %
100
92
68
42
24
Página 22 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
5
6
7
8
0,050
0,060
0,070
0,080
100
100
100
100
5.00
6.00
7.00
8.00
12
6
3
1
Supongamos ahora que recibimos 100 lotes de 1000 unidades, con 1% defectuoso,
de acuerdo con las probabilidades calculadas, 92 lotes serán aprobados como
están, es decir, entrarán 92000 unidades en las cuales habrán 920 defectos (el 1%
de 92000).
Los otros 8 lotes serán rechazados y revisados 100% reemplazando los defectos
por lo cual entraran sin defectos, por lo tanto la calidad del lote será
920/100000=0.0092 o sea 0,92% defectuoso.
Repetimos el cálculo para el 2%
De 100 lotes serán aprobados 68, por lo tanto ingresan 68000 unidades de las
cuales el 2% son defectuosos, esto es 1360 unidades, los restantes 32 lotes
rechazados son revisados e ingresan sin defectos. Por lo tanto, el nivel de defectos,
en este caso será de 1360/100000=0,0136 o sea el 1,36%
Seguimos el cálculo para cada caso y obtendremos la siguiente tabla:
p%
0
1
2
3
4
5
6
7
8
p
0,000
0,010
0,020
0,030
0,040
0,050
0,060
0,070
0,080
P(a)
100
92
68
42
24
12
6
3
1
AOQ %
0,00
0,92
1.36
1.26
0.96
0.60
0.36
0.21
0.08
Se denomina AOQL o Límite de Calidad de Salida al mayor valor de los calculados
en la última columna. En nuestro caso el AOQL es 1,36%
Puede observarse que una manera simplificada de obtener los resultados de la
columna AOQ es, simplemente multiplicando la columna p por la columna P(a), es
decir:
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 23 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
p x P(a) = AOQ
Siendo el mayor valor el AOQL denominado como:
Límite de la Calidad de Salida
Esto significa que con el plan de muestreo que estamos utilizando, puede esperarse
que el material o producto tenga defectuoso, como máximo, el % calculado con el
procedimiento descrito.
A continuación se muestra el gráfico par 4 diferentes planes de muestreo:
“n”
50
“c”
p
1
P(a)
200
2
P(a)
1
0,000
0,010
0,020
0,030
0,040
0,050
0,060
0,070
100
2
2
3
P(a)
4
P(a)
2
400
100,00 100,00 100,00 100,00
90,98 91,97 67,67 23,81
73,58 67,67 23,81
1,38
55,78 42,32
6,20
0,05
40,60 23,81
1,38
0,00
28,73 12,47
0,28
0,00
19,91
6,20
0,05
0,00
13,59
2,96
0,01
0,00
AOQL AOQL AOQL AOQL
1,673 1,353 0,677
0,238
AOQ AOQ AOQ AOQ
1
2
3
0,000
0,910
1,472
1,673
1,624
1,436
1,195
0,951
0,000
0,920
1,353
1,270
0,952
0,623
0,372
0,207
0,000
0,677
0,476
0,186
0,055
0,014
0,003
0,001
4
0,000
0,238
0,028
0,002
0,000
0,000
0,000
0,000
Puede observarse que a plan de muestreo más exigente, menor será el AOQL, lo
cual , por supuesto es deseable.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 24 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
CURVAS DE AOQ
1,800
1,600
1,400
1,200
AOQ
1,000
0,800
0,600
0,400
0,200
0,000
0
3
6
9
12
15
PORCENTAJE DEFECTOS
2.5 Tipos De Planes De Muestreo
2.5.1 Muestreo Simple.
Este muestreo se basa en la extracción de una sola muestra tomada al azar. Una vez
revisada y contados los defectuosos se toma la decisión de aprobar o rechazar según
se satisfaga el criterio de aprobación del correspondiente plan de muestreo.
Ejemplo teórico: Sea n el tamaño y c el criterio:-----------------------------------------------------------
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 25 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
n
Si x ≤ c
Se aprueba el lote
Si x > c
Se rechaza el lote
2.5.2 Muestreo Doble.
Se basa en extraer, cuando es necesario, una segunda muestra para verificar la
calidad del lote.
Las dos muestras pueden tener tamaño diferente, pero en la Norma Chilena 44 se
utiliza el mismo tamaño en las dos muestras.
Sea el siguiente plan de muestreo doble:
n1, c1 R1
n2, c2 R2
Donde, entre el criterio uno y el rechazo hay un intervalo de indefinición.
Se saca la primer muestra, se contabilizan los defectos, si la cantidad de defectos es
igual o menor al primer criterio se aprueba, si la cantidad es igual o mayor que R, se
rechaza, si la cantidad cae en el intervalo de indefinición, se extrae una segunda
muestra. Con la segunda muestra no hay intervalo de indefinición por lo cual solo cabe
aprobar o rechazar.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 26 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
n1
Si x ≤ c1
Se aprueba el lote
Si x es >c1 y <c2
Se debe extraer una segunda muestra n2
Si x ≤ c2
Se aprueba el
Si x > R1
Se rechaza el lote
Si x ≥ R2
Se rechaza el lote
2.5.3 Muestreo Múltiple.
En el muestreo múltiple, que utiliza la norma 44, se reitera la posibilidad de extraer
siguientes muestras, siempre del mismo tamaño, postergando la decisión, cuando es el
caso, hasta la extracción de la muestra número 7 donde se deberá tomar
necesariamente la decisión de aprobar o rechazar.
2.5.4 Muestreo Normal.
Este tipo de plan es el que debe usarse al comenzare a inspeccionar por primera vez
un lote de producto terminado o de materiales que ingresan a la planta.
La historia del proveedor o del producto terminado en este tipo de inspección
determinará la calidad del proveedor o del proceso que se está recibiendo elproducto
terminado.
Mientras no hayan rechazos suficientes para salir de este tipo de inspección deberá
permanecer en Normal.
2.5.5 Muestreo Riguroso.
Según la Norma Chilena 44, se deberá pasar al Muestreo Riguroso, cuando de los
últimos 5 lotes haya 2 rechazos en inspección normal.
El Muestreo Riguroso reduce el número de aceptación. Esto equivale al AQL anterior al
plan que se usa. Nótese que no se cambia el tamaño de n. El resultado es que para el
mismo tamaño de n se tolera menos defectos.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 27 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Esta manera de actuar es de castigo por tener menos calidad, pero, debe entenderse
que normalmente cuando un proceso disminuye su calidad, no lo hace por descuido
sino porque hay problemas, y si nos ponemos aún más rigurosos lo que va a suceder
es que se incrementa las dificultades o perdemos un proveedor.
Por esta razón, nuestra actitud, además de pasar a estricta, deberá ser la de colaborar
estrechamente con los responsables del proceso o el proveedor para solucionar lo
más rápido posible los problemas que producen la baja calidad.
Para regresar a inspección normal se deberá registrar 5 aprobaciones en inspección
rigurosa.
2.5.6 Muestreo Reducido.
El muestreo reducido es aquel donde la muestra a retirar es significativamente menor a
la que se extrae en el caso de la inspección normal.
Esto produce un ahorro de tiempo y por ello, menos gastos.
Pero para utilizar este procedimiento, con los buenos proveedores, deberá darse
cuatro condiciones, y una vez reunida las cuatro podrá pasarse a Muestreo Reducido.
a) Los 10 lotes precedentes son aprobados.
Aquí es conveniente asegurarnos que estamos inspeccionando bien. ¡No vaya a
suceder que nuestras inspecciones no se están haciendo, o nuestros criterios sean
exageradamente amplios!
b) La suma de los defectos de los 10 lotes aprobados no deben superar el número de
defectos que se indica en la correspondiente tabla 8. Cómo este número es casi un
tercio del total de defectos que podría haber entregado, suponiendo que cada lote
hubiera traído el máximo de defectos tolerables, queda evidente que el proveedor es
realmente bueno y por ello podemos tener la confianza necesaria para pasar a un
muestreo reducido.
c) la producción tiene ritmo constante. (El período anual de vacaciones termina con
cualquier muestreo reducido vigente)
d) La autoridad responsable estima conveniente la inspección reducida.
Esto tiene relación con la necesidad de conocer si el proveedor puede estar afectado
por factores como huelgas, problemas con los empleados, instalación de nuevos
procesos, etc, que hagan desaconsejable la inspección reducida.
Es la opinión de este autor, que no es conveniente informar al proveedor que se está
inspeccionando con tamaños de muestras reducidas. Esto es un premio para nosotros,
y es prudente manejarlo con discreción.
3 Norma Chilena 44.
La norma chilena 44 o su nueva versión 2003, comienza con una Tabla I donde se
ofrecen diferentes Niveles de Inspección.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 28 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Los Niveles I, II y III son los que deben usarse.
Los Niveles de Inspección Especiales tienen muestras pequeñas, respecto a los
niveles normales, y deben ser usados únicamente para casos específicos y
recomendados por personas que conozcan los alcances estadísticos de la decisión
correspondiente.
Si no se dice nada respecto de los noveles, debe ser ingresada la tabla por el Nivel II
El nivel I tendrá una muestra menor respecto de la II y la muestra III será mayor con
respecto a la muestra II.
Los tres niveles defienden el mismo AQL, pero tienen diferentes intervalos de
confianza en la respuesta que entregan.
Dicho de otra manera, la respuesta que se obtiene con el Nivel I es de menor
confianza que la que se obtiene con la muestra mas grande del Nivel III.
La elección de cada uno de los Niveles es de carácter económico y de carácter
estratégico.
La regla de que cuando mayor es la muestra mejor es la respuesta, siempre es útil en
la elección del nivel a utilizar, pero luego hay que considerar si tenemos la
disponibilidad de gente y tiempo para hacer el muestreo, y esto determinará que nivel
es el que podremos utilizar.
Desde el punto de vista estratégico, no cabe duda que cuando la respuesta se
necesita para tomar decisiones importantes con la mayor seguridad estadística
deberemos usar el nivel III necesariamente
Existe un error muy difundido que dice que el Nivel I es Inspección Reducida, y que el
Nivel III es Inspección Estricta. Debe desecharse este argumento por ser falso y
carente de sustento en todo el contenido de la Norma.
Las tres tablas II describen la Inspección Simple en su carácter Normal, Rigurosa Y
Reducida.
Las tres tablas III describen la Inspección Doble en su carácter Normal, Rigurosa Y
Reducida.
Las tres tablas IV describen la Inspección Múltiple en su carácter Normal, Rigurosa Y
Reducida.
En todas las tablas se observa que existen flechas hacia arriba y hacia abajo. Estas
flechas indican que en ese lugar, no es posible definir un plan de muestreo y o, se
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 29 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
deberá desplazar en la dirección de la flecha hasta el primer número de la columna
de los criterios. Nótese que el plan resultante, tiene un tamaño de n distinto ql que se
entró. O sea que cambia el n.
Las tablas X que figuran al final de la Norma son un excelente resumen ya que en
ellas figuran las Curvas Operativas para cada plan de muestreo, las probabilidades
asociadas a diferentes fracciones de defectos p y un resumen de los planes de
muestreo simple, doble y múltiple.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 30 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
4 Muestreo De Aceptación Por Variables.
4.1 Introducción
En los planes de recepción por atributos, hemos visto que la aceptación o rechazo de
los lotes se basa en la cantidad de defectuosos que se encuentran en las muestras,
sin interesar el valor de la magnitud que se están midiendo. Así todas las unidades
defectuosas tienen el mismo peso, tanto si su desviación es pequeña o grande.
Esto no sucede en el caso del control por variables y el peso que adquiere cada
unidad de muestra que interviene en el juzgamiento de la calidad, depende del valor
de la magnitud que se está determinando. La cantidad de información que se obtiene
de cada unidad es muy distinta según se trate de una inspección por atributos o
variables.
La muestra en el primer caso, nos permitirá solamente, estimar los límites entre los
cuales se encontrarán la cantidad de defectuosos en el lote.
En el segundo caso, podremos estimar cual es la tendencia central, y tener una idea
de cómo se distribuyen los valores individuales.
4.2 Características Del Método De Recepción Por Variables.
No siempre, y no todas las personas pueden aplicar este excelente método de control
de recepción. Hace falta cumplir algunos requisitos:
No es posible utilizarlo en casos donde la característica de calidad no se
puede medir.
De la misma manera que los procesos, este método se aplica para cada
característica posible de medir, que afecte a la calidad del producto, que
necesitemos controlar. No se pueden agrupar como en los atributos.
La distribución de los datos necesita ser normal.
Los cálculos son de mayor complejidad y necesita personal capacitado.
El costo de la inspección por unidad es mayor que en atributos, pero es
compensado con una menor cantidad.
Es muy útil para los casos de ensayos destructivos de unidades caras ya que
el número ensayado es significativamente bajo.
La información que se obtiene con este método es mucho más rica y útil que
la de atributos.
Es opinión de este autor que el masivo acceso a medios computacionales, permitirá
en el futuro próximo una mayor difusión y utilización de este método de inspección..
4.3 Conceptos Iniciales, Porcentaje De Defectuosos
Si tenemos un lote del que estamos investigando una característica que se
distribuye normalmente y se establece un límite mínimo para esa característica,
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 31 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
diremos que el lote será α% defectuoso si la superficie bajo la curva normal
comprendida entre -∞ y el valor mínimo establecido, es igual a α%
Así un lote será 50% defectuoso si el promedio X ′ de los valores de la
característica investigada en el lote coincide con el valor mínimo fijado.
Un lote será 20% aproximadamente defectuoso cuando el valor X′ - 0.84 σ ′ de
la distribución en el lote, coincida con el valor mínimo fijado.
Haremos las siguientes deducciones utilizando para los razonamientos la tabla
normal de Gauss, en su modo canónico, es decir, que las lecturas parten
siempre del centro donde z = 0. En caso de utilizar la tabla normal estándar, la
cual parte desde -∞ los cálculos no son los que siguen.
En efecto, el área entre
-∞
y
X′ - 0.84 σ ′
es: 0.2995 de lo que resulta un
área igual a 0.5000 – 0.2995 = 0.2005, comprendido entre -∞ y X′ - 0.84 σ ′
CURVA NORMAL DE GAUSS
45
X′ = Li
PROBABILIDADES
40
35
30
25
20
Superficie
50%
15
10
5
0
VALORES DE Z
En éste esquema vemos que si el límite inferior especificado, coincide con la
media de la distribución significa que el 50% de la distribución es defectuosa.
En el siguiente caso se representa para el 20% del lote defectuoso, en éste
caso, el Límite inferior especificado,.Li, coincide con X′ - 0.84 σ ′
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 32 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
CURVA NORMAL DE GAUSS
45
Superficie = 20%
PROBABILIDADES
40
35
30
25
20
15
X′
10
5
0
VALORES DE Z
Li = X ′ - 0.84 σ ′
4.4
Criterios Esenciales Para La Recepción Por Variables.
Los criterios que normalmente se siguen para la recepción por variables son
dos:
1) Criterio según el cual la decisión de aceptar o rechazar el lote está basado en
el promedio de la muestra únicamente.
Los planes correspondientes se conocen como de Desviación Normal
Conocida ya que parte de la base que se conoce la desviación normal del lote.
2) Criterio en el cual la decisión de aceptar o rechazar el lote está basada en el
promedio de la muestra y en una medida de la dispersión de la muestra Estos
planes se conocen como de Desviación Normal Desconocida.
Dentro de los dos tipos de planes podemos encontrar su aplicación para el caso
que se establezca un límite mínimo de especificación, (por ejemplo una
resistencia a la tracción mínima), un límite máximo (un contenido máximo de
humedad) o un límite mínimo y un límite máximo, (una longitud que debe estar
comprendida entre dos límites).
Así como en un plan de muestreo simple por atributos, teníamos dos
magnitudes, n y c, tamaño de muestra y criterio ó nº de aceptación, que nos
determinaban la protección que nos ofrecía el plan de muestreo, ya que para
cada combinación de n y c, podíamos determinar la curva característica
operativa, también en el caso de planes simples de recepción por variables
tenemos dos magnitudes : n y k que nos determinan la protección que nos da
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 33 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
una plan de muestreo y, en consecuencia, la curva característica operativa del
mismo.
Si tomamos por ejemplo un plan de recepción por variables para desviación
normal desconocida y se especifica el límite superior, el lote será aceptado si:
x + ks ≤ Lsup
∴
x ≤ Lsup − ks
y será rechazado si:
x + ks > Lsup
∴ x > Lsup − ks
Si se hubiera especificado el Limite Inferior, se aceptará el lote si:
x - ks ≥ Linf
∴
x ≥ Linf + ks
y será rechazado si:
x - ks < Linf
∴
x < Linf + ks
Siendo:
X : El promedio de todas las mediciones de las unidades en la muestra.
k: un coeficiente que llamaremos de aceptación.
s: una medida de dispersión que puede ser la desviación normal de la muestra
o una estimación de la desviación normal en el lote o población.
Podemos representar gráficamente lo expuesto:
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 34 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
PROBABILIDADES
CURVA NORMAL DE GAUSS
50
Zona de
rechazo
40
Ls = x30+ ks
20
10
0
VALORES DE Z
CURVA NORMAL DE GAUSS
PROBABILIDADES
Zona de
rechazo
45
40
35
30
25
20
15
10
5
0
Li = x - ks
VALORES DE Z
4.5
Curva Característica Operativa
La curva característica operativa, definida en el tema de la recepción por atributos,
como la curva que nos da la probabilidad de aceptación de lotes en función del
porcentaje de defectuosos que contienen, tiene la misma validez y definición en
este caso.
Sabemos ya que un buen lote, definiendo como tal al que tienen un % de
defectuosos menor que el establecido, será a veces rechazado, y uno malo, será
ocasionalmente aceptado.
Un criterio seguido para el establecimiento de planes de recepción por variables es
el de establecer un % de defectuosos para una probabilidad de aceptación del
95% y otro para una probabilidad de aceptación del lote del 10 %
Esto significa fijar un riesgo del productor que llamaremos α, igual al 5%, y un
riesgo del consumidor que llamaremos β, igual al 10%.
En conexión con esos riesgos se establecen los correspondientes porcentajes de
defectuosos y, de acuerdo con ello, se determinan los valores de n y k.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 35 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Es decir que tenemos determinados los 2 puntos siguientes:
1)
2)
P0
P1
(1- α)
β
Si por ejemplo, tenemos un plan de desviación normal desconocido, en el que
establecemos los valores:
Si por ejemplo, tenemos un plan de desviación normal desconocida, en el que
establecemos los valores:
P0 = 0,5 %
P1 = 3.5%
α = 0.05
β = 0.10
Tendremos una curva característica operativa de la siguiente forma:
C ur vas Oper at i vas
10 0
90
80
70
60
50
40
30
20
10
0
0
1
2
3
4
5
6
7
8
F r a c c ió n d e f e c t u o s a
Veamos un ejemplo:
Se ha establecido que la resistencia a la tracción de unas barras de acero, tenga
como mínimo, Li = 5000 Kg./cm2 y σ’ = 200 Kg./cm2 y se desea un plan que dé la
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 36 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
misma protección que el plan de muestreo simple por atributos definido por N =
n=150 y c = 1
Para esta equivalencia entre los planes de muestreo por atributos y los planes de
muestreo por variables debe acudirse a unas tablas que fueron confeccionadas
por A. H. Bowker y H. P. Goode en su libro “Sampling Inspection by variables”
Mcgraw-hill, 1952 y que se encuentran parcialmente traducidas en el libro de
Eugene L. Grant “Control de Calidad Estadístico”.
En el adjunto , al final del libro,
documento.
se preparó una parte de este importante
Los valores equivalentes son, de tablas:
n=9
k = 2.178
Es necesario entonces, extraer al azar 9 especimenes, hallar la resistencia a la
tracción promedio y si:
1) si x - kσ' ≥ Linf se aprueba el lote, y si es menor se rechaza.
Luego se calcula: el mínimo valor que podrá tener la media de la muestra para
poder ser aprobado:
x
≥
Linf + ks
= 5000+2.178x200 = 5436 Kg../ cm2
X mí. = 5436
4.6 Por Variables.
Para calcular la curva característica operativa, nos valdremos de un ejemplo
numérico, de esta forma será más fácil la comprensión del método.
Tomaremos el ejemplo anterior de sigma conocido y Li especificado:
Esto es Li: 5000 Kg./cm2
y sigma = 200 Kg./cm2
Supongamos además, que queremos un plan equivalente a n = 30 y c = 2 por
atributos.
De las tablas de Bowker y Goode, adjunto 1, obtenemos un plan equivalente por
variables y está caracterizado por n = 9 k = 1,466.
Además asumiremos que la distribución es normal.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 37 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Paso uno:
defectuoso.
Cálculo de la probabilidad de aceptación de un lote 2%
Como estamos en el caso de un Límite especificado, debe cumplirse la condición:
x ' - kσ' ≥ Linf
∴ x' ≥ Linf + kσ'
Y para aceptar el lote, el menor valor del promedio en la muestra debe ser:
5000+1.466x200 = 5293 Kg./cm2
Como queremos determinar la probabilidad de aceptación de un lote 2%
defectuoso, debemos hallar el valor de z correspondiente a un área bajo la curva
normal, comprendida entre -∞ y Li. Y esa área será igual a 0,020.
La tabla nos da el área comprendida entre x' y x' ± zσ' .
En consecuencia tenemos:
Área entre − ∞ y x
Área entre x ' y x ' - 2,05 σ '
Área entre
= 0.5000
= 0,4800
- ∞ y x ' - 2,05 σ' = 0,0200
Si el 2% del lote cae debajo del límite inferior (estamos buscando la probabilidad
de aceptación de un lote 2% defectuoso), el promedio, en el lote, por ser σ’ =
0,200 Kg./cm2, debe ser:
x ' = Li + 2,05 σ' = 5000 + 2,05 x 200 = 5410
Conociendo el valor promedio en el lote, debemos determinar la proporción de la
distribución de los promedios de las muestras, que estará por sobre el valor
mínimo.
Para ello determinaremos la diferencia
d = 5293 – 5410 = - 117
Si la diferencia da negativa deben sumarse las áreas.
La desviación normal de los promedios, en función de la desviación normal del
lote es:
σx =
σ
=
200
= 67
n
9
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 38 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
A continuación calcularemos z:
z=
- 117
=
67
-1.75
Luego, el área es 0.46, que sumado a es área del lado de la curva canónica nos
da una respuesta final de 96% para un p = 2 %
Repuesta final:
La probabilidad de aceptación de un lote 2% defectuoso será del 96%
A continuación se deberá repetir el cálculo para el resto de las fracciones
defectuosas que se considere suficiente para trazar la respectiva curva
característica operativa.
La siguiente tabla da las respuestas a varios puntos del problema anterior:
P
Prob
1%
2%
100% 96%
3%
89%
4%
80%
5%
70%
6%
60%
7%
52%
8%
44%
9%
36%
10%
9%
El cálculo de la curva operativa anterior, se hizo sobre la base de que la
distribución era normal, que el límite era uno solo, es decir, una cola y que sigma
era conocido.
Los cálculos de las curvas operativas, cuando no se cumplan estas condiciones,
es decir, para límites en las dos colas, sigma desconocido u otras distribuciones
no normales, requieren cálculo de alta complejidad que no están al alcance de
nuestro curso.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 39 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
5 Muestreo por variables, Norma Chilena 1208
Military Standard 414
La norma puede ser aplicada ya sea a un límite sencillo de especificación, IS,
(inferior o superior), o a dos límites de la especificación.
Los planes de sigma conocidos incluidos en la norma fueron diseñados como si
tuvieran “variabilidad conocida”. A los planes de sigma desconocido se les llama
planes de variabilidad desconocida. En los planes de este último tipo es posible
usar el método de la desviación estándar, o el método de las amplitudes, para
estimar la variabilidad del lote.
Se dispone de dos tipos de formas para cálculo.
En la forma dos, la decisión de aceptación o rechazo requiere el uso de una tabla
auxiliar que proporciona una estimación del porcentaje defectuoso del lote, basado
en un índice de calidad, calculado a partir de ciertos estadísticos de la muestra.
En la forma uno, disponibles sólo para especificaciones de un solo lado, esta tabla
auxiliar no se necesita.
Las dos formas, uno y dos, proporcionan iguales resultados.
El nivel de inspección de rutina es el IV, y siempre se utilizará éste a menos de
que se especifique lo contrario.
Inspección reducida
Para este tipo de inspección se usan las tablas B2 y B4, usando los métodos de la
forma uno y dos respectivamente.
Las condiciones para instaurar la inspección reducida son las siguientes:
Condición A: Los diez lotes precedentes (o cualquier otro número de lotes
designados), han estado bajo inspección normal y ninguno fue rechazado;
Condición B: El porcentaje de defectuosos estimados para cada uno de
esos lotes precedentes, es inferior al correspondiente límite inferior
mostrado en la tabla B7;
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 40 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Condición C: La producción está en un régimen uniforme
Se restablecerá la inspección normal sí, estando bajo inspección reducida, ocurre
alguna de las condiciones siguientes:
Condición D: Un lote rechazado.
Condición E: La estimación del promedio del proceso es superior al AQL.
Condición F: La producción se hace irregular o se retrasa.
Condición G: Otras situaciones que justifiquen que se reestablezca la
inspección normal.
La inspección rigurosa se instaura cuando la media estimada del proceso
determinada mediante los diez lotes precedentes (o cualquier otro número de lotes
designados), es mayor que el AQL, y cuando más de un cierto número T, de estos
lotes, tienen estimaciones de porcentaje defectuoso que exceden el AQL.
La media calculada del proceso, es la media aritmética de los porcentajes
defectuosos precedentes. Los valores de T, se dan en la tabla B6, para la media
del proceso, para cinco, diez o quince lotes.
Si la letra del código del tamaño de muestra no es la misma para todas las
muestras empleadas, el uso de la tabla B6, se determina por la letra
correspondiente al tamaño de la menor de las muestras empleadas en cualquiera
de los lotes incluidos en la estimación del proceso. La inspección normal se
reinstaura si la media del proceso estimado, en los lotes bajo inspección rigurosa
es igual o inferior al AQL.
Planes de muestreo cuando existen dos límites especificados
Tablas B3 y B4
El cálculo es el mismo que para el ejemplo de la Forma dos (caso de límite
único), excepto en lo siguiente:
1.- Para un valor del AQL, para ambos límites de especificación (superior e
inferior), combinados, se calculan ambos valores QSup y QInf.
Los porcentajes defectuosos estimados correspondientes a los valores calculados
QSup y QInf, se hallan en la tabla B5. Se designan por ps y pi respectivamente.
La suma de ps y pi (designada por p), debe ser inferior a M para que el lote sea
aceptable.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 41 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Criterios de aceptación
Para diferentes valores de AQL para límites de especificación superior e inferior,
se usan los siguientes criterios:
a) ps debe ser igual o menor que ms
b) pi debe igual o menor que mi
c) ps más pi debe ser igual o menor que el mayor de los valores ms o mi.
Parte C
Es aplicable a la situación de variabilidad desconocida y es exactamente la misma
que la sección B, excepto que las tablas se basan en cálculos que emplean la
amplitud media como medida de variabilidad. Se usan precisamente, como se
indica en la descripción de la sección B, anterior.
Parte D
Es aplicable a la situación de variabilidad conocida y está dispuesta como las
secciones B y C, con la siguiente excepción:
a) La variabilidad es conocida, por lo tanto no se estima de los datos de la
muestra.
Las tablas se emplean como se indica en la sección B, cuando se prescriben
planes de variabilidad conocida.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 42 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
6 Pruebas de duración y confiabilidad
Las pruebas de duración y confiabilidad tienen bastante parecido a las pruebas de
inspección por atributos.
Sin embargo, debe tenerse muy en claro desde el principio, que las pruebas de
duración y confiabilidad no deben ser usados, para la aprobación de lotes de
producción normal. Para ese fin, deberá recurrirse a la norma chilena 44.
La gráfica siguiente muestra el comportamiento típico de un producto a lo largo del
tiempo.
El patrón de fallas tiene un comportamiento característico que recibe el nombre de
“tina de baño”.
El período inicial de fallas, se le denomina tiempo de mortalidad infantil, una vez
superado este período de fallas prematuras, continúa el tiempo que será la vida
del producto.
Cuando se cumple la vida del producto, comienza el período de agotamiento o
muerte del producto.
La gráfica muestra que la antigüedad especificada, debe estar determinada antes
del período de agotamiento y ese será el tiempo que ofreceremos a nuestros
clientes.
Antes del período de agotamiento, es posible reconstruir el producto para producir
un nuevo período de vida útil, sin embargo, la proporción de fallas nunca será
igual o menor que la proporción de fallas original.
Definiciones de Confiabilidad
Definición 1: Confiabilidad es la probabilidad que un dispositivo desarrolle su
propósito adecuadamente, por el período de tiempo intentado, bajo las
condiciones de operación encontradas.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 43 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Definición 2: La confiabilidad de un sistema, dispositivo, etc., es la probabilidad de
que proporcionará una ejecución satisfactoria por un período especificado de
tiempo bajo condiciones de operación especificada.
Nótese la diferencia entre ambas definiciones, no es lo mismo para un producto,
condiciones de operación encontradas que condiciones de operación
especificadas.
Cada empresa, deberá determinar su concepto de confiabilidad.
Otros autores establecen que las confiabilidad es la capacidad de un equipo para
no detenerse en operación. Cuando un equipo trabaja bien, y trabaja siempre, se
dice que el equipo es confiable.
Curva operativa para pruebas de duración
Consideremos que cien componentes están siendo probados, sustituyendo todo
aquel que falle por uno nuevo. Aún cuando la probabilidad de una falla es
constante para cualquier intervalo de tiempo establecido, el número real de fallas
en intervalos de tiempo, iguales y sucesivos, estará sujeto a las fluctuaciones del
azar. Cuando usamos las matemáticas de probabilidades para calcular las curvas
operativas, para planes de muestreo de aceptación usados en pruebas de
duración, estamos reconociendo la inevitabilidad de estas fluctuaciones debidas al
azar.
Dos cantidades relacionadas que usaremos para calcular curvas operativas, son
las siguientes:
λ’ = proporción de fallas, o sea la probabilidad de una falla en una unidad
establecida de tiempo, seleccionaremos arbitrariamente una hora como una
unidad en todos los casos.
Θ’ a la media aritmética o promedio de las vidas (vida media).
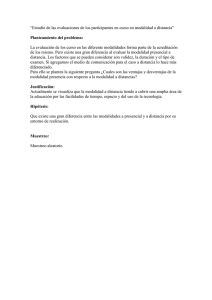
Cálculo para una curva operativa para un plan de muestreo de aceptación basado
en un número máximo estipulado de horas de pruebas
Seleccione 22 artículos al azar de un lote. Pase estos artículos por la prueba.
Siempre que un artículo falle, reemplácelo con otro artículo, seleccionado al azar
del lote. Si la prueba continúa por 500 horas sin que se presenten más de 2 fallas,
aceptar el lote. Si se presentan 3 fallas, antes de las 500 horas de prueba,
rechazar el lote.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 44 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
La aceptación bajo este plan requiere, 22 x 500 = 11.000 horas – artículos de
prueba, con un número de aceptación de 2. La siguiente tabla muestra el cálculo
estadístico.
Proporción
de Vida media
fallas por horas
horas
50.000
en Número promedio Probabilidad
de fallas esperado aceptación.
en 11000 horas de
prueba
0.22
0.999
de
0.00002
0.00005
20.000
0.55
0.982
0.00006
16.667
0.66
0.971
0.00008
12.500
0.88
0.939
0.00010
10.000
1.1
0.900
0.000125
8.000
1.375
0.839
0.00015
6.667
1.65
0.770
0.00020
5.000
2.2
0.623
0.00025
4.000
2.75
0.480
0.00030
3.333
3.3
0.360
0.00040
2.500
4.4
0.185
0.00050
2.000
5.5
0.088
0.00060
1.667
6.6
0.040
0.00080
1.250
8.8
0.007
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 45 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
100
90
80
70
60
50
40
30
20
10
0
0
10000 20000 30000 40000 50000 60000
Curva operativa para una prueba de 11.000 horas-artículo con un número de
aceptación 2.
7 Introducción al Minitab
Minitab en español le proporciona un ambiente de análisis de datos que consiste en
lo siguiente:
1.
Hoja de trabajo que contiene los datos y es presentada en la ventana de
datos.
2.
Menús y cuadros de diálogos para análisis estadísticos, manipulación de
datos y transformación de datos.
3.
Ventana de sesión que visualiza los resultados y le permite escribir
comandos de sesión a un lado del indicador. La mayoría de los comandos de menú
tienen equivalentes comandos de sesión. Puede emplear comandos de menú y
comandos de sesión durante su sesión si lo desea. Si lo prefiere, puede desactivar
los comandos de sesión de tal manera que no aparezcan.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 46 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
4.
Ventanas de gráficas para gráficas de alta-resolución.
5.
Ventana de información que presenta un resumen de su hoja de trabajo.
6.
Ventana de historia que presenta los comandos que se han utilizado durante
la sesión. Puede volver a ejecutar los comandos copiándolos de la ventana de
historia y pegándolos en la ventana de sesión.
7.
Ayuda de contexto sensitivo para cuadros de diálogo, comandos de la
ventana de sesión y información de repaso.
8.
Un completo lenguaje de macros el cual le permite repetir automáticamente
tareas repetitivas, extender la funcionalidad de Minitab o diseñar sus propios
comandos de sesión.
La hoja de trabajo
Minitab coloca los datos que usted escribe o extrae dentro de una zona temporaria
de almacenamiento llamada la hoja de trabajo. La hoja de trabajo consiste de tres
partes: columnas, constantes almacenadas y matrices. Las columnas generalmente
representan variables, las líneas generalmente representan casos individuales. La
Ventana de información presenta un resumen actualizado de su hoja de trabajo
actual: columnas, matrices y constantes almacenadas.
Columnas. La mayoría de las operaciones utilizan columnas. Se puede referir a
columnas por el número de columna (por ejemplo, C1 o C22) o por el nombre (por
ejemplo 'Ventas' o 'Año'). Puede nombrar una columna escribiendo el nombre en la
ventana de datos debajo del número de la columna o utilizando el comando de
sesión.
NOMBRE. Una hoja de trabajo puede contener hasta 1,000 columnas.
Matrices. Las matrices son los bloques rectangulares de celdas. Se puede referir a
las matrices por el número (tal como M1) o por el nombre (tal como 'Inversa'). Para
visualizar una matriz, seleccione Archivo > Visualizar datos; las matrices no
aparecen en la ventana de datos. Una hoja de trabajo puede contener hasta 100
matrices almacenadas. Véase Matrices para obtener una lista de funciones de
matrices.
Constantes almacenadas. Una hoja de trabajo puede contener hasta 1,000
constantes almacenadas, cada una puede contener un número único. Puede
referirse a una constante por el número (tal como K5) o por el nombre (tal como
'Primero').
Para visualizar una constante almacenada, seleccione Archivo > Visualizar datos;
las constantes almacenadas no aparecen en la ventana datos. Minitab
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 47 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
automáticamente asigna los valores ausentes, e y pi a las ultimas tres constantes
almacenadas: K998 = *; K999 = 2.71828; K1000 = 3.14159. Puede cambiar esos
valores si lo desea.
Tamaño de las hojas de trabajo. Cuando inicia Minitab, la ventana de sesión
presenta el tamaño de la hoja de trabajo actual. Este es el número máximo de
celdas (valores de datos individuales) que pueden ser ocupados por columnas y
matrices.
Minitab utiliza el espacio de la hoja de trabajo cuando los comandos son ejecutados,
por lo tanto se le aconseja en forma general limitar el número de celdas que utilice
(usualmente el número de columnas por el número de líneas) a la mitad de este
número. Minitab puede mantener hojas de trabajo de hasta 4,000,000 celdas si
tiene memoria suficiente para mantener una hoja de trabajo de ese tamaño.
Cambiar el tamaño de la hoja de trabajo. Si tiene suficiente memoria disponible,
el tamaño de la hoja de trabajo predefinido es de 100,000 elementos de datos. Para
cambiar este tamaño, seleccione Editar > Guardar preferencias > General. El
tamaño que se ha cambiado tomará efecto la próxima vez que inicie Minitab. Si
especifica el tamaño de una hoja de trabajo que este demasiado grande para la
cantidad de memoria que tiene disponible, (la cantidad de memoria disponible varía
dependiendo de su computadora y de qué aplicaciones ejecute), Minitab le
proporciona una hoja de trabajo tan grande como es posible. El rendimiento es
mejor si hace a la hoja de trabajo se acerque al tamaño que usted necesita, no el
máximo que su sistema
pueda tolerar.
Comandos de menú
Menú Archivo
Menú Editar
Menú Manip
Menú Calc
Menú Estad
Menú Gráficas
Menú Editor
Menú Ventana
Menú Ayuda
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 48 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Existen dos maneras para emitir comandos en Minitab: seleccionando los
comandos desde el barra de menú, o escribiéndolos directamente utilizando los
comandos de sesión.
Cuando seleccione los elementos en un menú seguido por tres puntos (...), los
cuadros de diálogo aparecerán. Cuando seleccione algún elemento seguido por el
símbolo >, los submenús con más comandos aparecerán.
Si un comando de menú es opaco, el elemento no está disponible. Algunas veces
todos los menús son opacos, indicando que todos los comandos en el menú no
están disponibles.
Para especificar un comando desde la barra de menú:
1.
Haga un clic en el nombre del menú (tal como Archivo) o presione <Alt> + la
letra subrayada que relaciona a ese menú (como A para el Archivo).
2.
Haga un clic en el comando que desea de ese menú (tal como Nueva hoja de
trabajo) o presione la letra que relaciona a ese comando (tal como N para Nueva
3.
Si el comando le requiere información, Minitab abre un cuadro de diálogo; de
lo contrario, Minitab ejecuta el comando inmediatamente.
Ventana de Sesión
La ventana de sesión presenta las salidas sin gráficas tales como las tablas de
estadísticas. Puede hacer que la ventana de sesión sea editable y utilizarla como un
procesador de palabras: añadir comentarios, cortar, copiar y pegar números y texto,
cambiar fuentes, buscar y reemplazar números y textos, guardar e imprimir la
ventana.
Predefinidamente, la ventana de sesión presenta el lenguaje de comandos utilizado
para crear la salida. El lenguaje de comandos es generado cuando se utiliza
comandos de menú (seleccionando un comando desde el menú) y cuando se
escribe Comandos de sesión en el Editor de línea de comandos o en la ventana de
sesión a un lado del indicador MTB >. Puede interpretar comandos de menú y
comandos de sesión o únicamente utilizar uno u otro, como más lo prefiera.
Ya sea que los comandos sean o no sean visualizados en la ventana de sesión, la
ventana de historia siempre graba todos los comandos ejecutados en su sesión.
Ventana de Gráfica
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 49 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
Cada gráfica de alta - resolución que usted crea se presenta en su propia ventana
de
gráfica.
Para guardar una gráfica, seleccione Archivo > Guardar ventana, mientras la
ventana de gráfica este activa. Esto guardará la gráfica con una extensión de
archivo MGF (Formato de gráficas de Minitab). Una vez que ha guardado una
gráfica de está forma, siempre podrá verla nuevamente desde Minitab
seleccionando Archivo > Abrir gráfica.
Para imprimir una gráfica, seleccione Archivo > Imprimir ventana, mientras la
ventana de gráfica este activa. Véase Solución de problemas en Ayuda si se tiene
problemas al imprimir gráficas.
Ventana de Información
Para abrir la ventana de información, seleccione Ventana > Información, o presione
<Ctrl>+<I>.
La ventana de información contiene un resumen automáticamente actualizado de la
actual hoja de trabajo: columnas, constantes almacenadas y matrices. Es
especialmente útil para ayudarle a mantener un registro de las variables si usted
tiene una hoja de trabajo muy grande. La ventana de información proporciona la
siguiente información:
1.
Para cada columna que contiene datos, registrará el número de columnas,
nombre de columna, número de líneas, número de valores ausentes y una etiqueta
A si la columna es alfa.
2.
Por cada constante que contiene datos, se presentará el número de la
constante, el nombre de la constante y el valor de la constante. Hay una excepción:
Predefinidamente, Minitab asigna los valores ausentes, e y pi a las tres constantes
almacenadas: K998 = *; K999 = 2.71828; y K1000 = 3.14159 respectivamente. Para
agrupaciones reducidas, Minitab no se listan estas constantes en la ventana de
información.
3.
Para cada matriz, se registra el número de matriz y nombre de la matriz.
Ventana de historia
Contiene un registro de todos los comandos utilizados durante una sesión. Para
abrir la ventana de historia, seleccione Ventana > Historia, o presione <Ctrl>+<H>.
Puede copiar y pegar un grupo de comandos desde la ventana de historia en el
Editor de la línea de comandos o Ventana de sesión para volver a ejecutarlos o
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 50 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
pegarlos en un procesador de palabras tal como Notepad o WordPerfect para crear
una macro de Minitab. Por ejemplo, puede crear un archivo macro de Minitab para
un análisis rutinario trabajando primeramente paso por paso con los menús,
después copiar el resultado de los comandos de sesión de la ventana de historia en
un procesador de palabras, ordenándolos y guardándolos en el archivo macro.
No puede cambiar el contenido de la ventana de historia.
Para imprimir la ventana de historia, mientras esta es la ventana activa, seleccione
Archivo > Imprimir ventana. Si sombrea primero el texto seleccionado, puede
imprimir únicamente el texto seleccionado. Para copiar todo o la parte seleccionada
de la ventana de historia al Portapapeles, seleccione Editar > Copiar.
La ventana de historia puede contener cerca de 64,000 caracteres de texto a la vez.
Cuando este límite se alcanza, Minitab deshecha la primer mitad del contenido sin
avisarle. Si necesita que ésa capturado todo lo que aparezca en la ventana de
historia, seleccione Archivo > Otros archivos > Iniciar grabación de historia (DIARIO)
antes de comenzar la sesión. Esto grabará todo los comandos en un archivo de
diario con una extensión de archivo MTJ y continuará hasta que usted salga de
Minitab o seleccione Archivo > Otros archivos > Detener grabación de historia
(NODIARIO). Debido a que la ventana de historia graba únicamente comandos, no
la salida, esto requerirá una sesión extremamente grande que exceda el límite de
más de 64,000 caracteres.
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 51 de 52
Control de Calidad Estadístico, Parte dos, Muestreo
Autor: Edgardo Ojeda Barcos
8. Adjuntos
Adjunto 1
Tablas de A. H. Bowker y H. P. Goode
Planes de muestreo por atributos
n
10
30
20
10
c
0
1
1
1
Planes de muestreo para sigma
conocido para especificaciones de un
solo lado
n
k’
5
1.748
5
1.522
5
1.278
5
1.015
15
30
0
1
6
6
1.812
1.586
55
30
1
1
7
7
1.862
1.635
150
30
30
1
2
3
9
9
9
2.178
1.466
1.158
225
40
1
2
11
11
2.352
1.518
300
55
1
4
13
13
2.473
1.396
750
450
1
1
16
16
2.828
2.624
Derechos de autor en trámite. Prohibida su reproducción.
Para uso académico exclusivo con permiso del autor
Página 52 de 52