control estadístico del color aplicado al proceso de esmaltacion en
Anuncio

CONTROL ESTADÍSTICO DEL COLOR APLICADO AL
PROCESO DE ESMALTACION EN POLVO.
F.CILLERO
ULGOR, S.Coop.
RESUMEN,
Se describen el diagrama de cromaticidades de la CLE., las tolerancias elípticas de Mac Adam
normales del proceso de esmaltación en polvo, para desarrollar a continuación un procedimiento
dístico de correlación de los datos proporcionados por el colorímetro, con determinación de los
res límites, que permiten un sencillo gráfico de cromaticidades, X-Y, dictaminar la aceptabilidad
chazo de los artículos esmaltados.
y las
estavaloo re-
SUMMARY
A description is made of the CLE. diagram of chromatics, the elliptic tolerances of Mac Adam and
the normal ones in powder enamelling process. This is followed by a procedure of statistical correlation of data obtained with the colourimeter, with determination of limit values that enable a simple
diagram of chromatics, X-Y, to dictate the aceptabihty or reject of enamelled products.
RESUME
On décrit le diagramme de chromatismes de la CLE., les tolérances éliptiques de Mac Adam et les
normales du procès de Témaillement en poudre, pour développer ensuite un procédé stadistique de corrélation des donees proportionnées par le colorimètre, avec détermination des valeurs limites, qui permettent une graphique simple de chromatismes, x-y, de déterminer Taceptabilité ou non des articles
émaillés.
ZUSAMMENFASSUNG
Es werden die CLE.- Farbtönungsdiagramme, die elliptischen Toleranzen nach MacAdam sowie die
normalen des Pulveremaillierungsprozesses beschrieben, um anschliessend ein statistisches Korrelierungsverfahren der vom Kilorimeter gelieferten Daten zu konstruieren, wobei Grenzwerte ermittelt
werden, die eine einfache graphische Bestimmung der X-Y-Farbtönungen und eine Entscheidung über
Abnahme bzw. Abnahmeverweigerung der emaillierten Ware ermöglichen.
INTRODUCCIÓN
La definición actual del color de los objeto que nos rodean, está basada en las propiedades del ojo humano de poder detectar diferencias objetivas entre diversas muestras de
color.
La neurología de la visión a través de la óptica fisiológica del ojo percibe los colores mediante sensaciones o estímulos nerviosos que el cerebro acumula como información
triparamétrica necesaria para describirlos.
Existían numerosas sospechas de la trivarianza en la definición del color, tales como que la mezcla de tres colores
primarios logra todos los demás, la existencia de tres tipos
de conos y tres células distintas en el ojo humano encargadas de percibir las diversas '^sensaciones" del color, etc, pero fué el alemán GRASSEMANN en 1.853 quién predijo
su trivarianza.
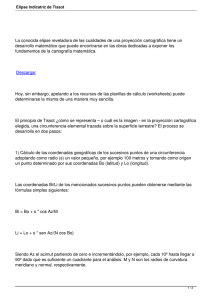
El cerebro codifica los diversos colores de forma simflar
a un plano con coordenadas circulares sobre el cual el ángulo de giro proporciona el tono de color, figura 1, y la distancia al eje central vertical define el croma o saturación del
color. (Atías Munsell, Norma ASTM-D-1535-58T).
La tercera coordenada es la cota respecto al plano anterior, la cual define la claridad del color o distancia respecto
al blanco.
La CLE. (Comisión Internationale de L'Eclairage),
BOL.SOC.ESP.CERAM.VIDR. V0L.19-NUM. 1
propuso en 1.931, el sistema de colorimetría basado en el
reconocimiento de un color cualquiera mediante la mezcla
aditiva de tres luces standard, roja de 700 nm, de longitud
de onda, verde de 543,1 nm y azul de 435 nm.
Basado en este sistema los colorímetros triestímulo proporcionan los componentes porcentuales de un color X, Y,
Z, respecto al 100 del óxido de magnesio recientemente
preparado, mediante cuatro mediciones de reflexión de la
muestra, al combinar luces y filtros coloreados standard,
obteniéndose a partir de dichos componentes del color, sus
coordenadas cromáticas, mediante el sistema:
3^ ^
Xi^Xz
X+Y+Z
Y= Y
y=-
X + Y+Z
x-»-y-i-z=l
En la figura número 2, representamos el diagrama de cromaticidad del sistema CLE., sobre el cual pueden observarse todos los posibles colores del espectro, quedando por
tanto definida una muestra determinada de color mediante
sus coordenadas cromáticas x,y, correspondientes a un único punto cromático situado sobre el interior de dicho diagrama, siendo aconsejable indicar el valor del brillo Y, adjunto al punto.
29
Blanco
i
i
^'^Amarillo
Verde.,^^'^
CROM«
Azul^^x^T^^^^^Í^^.^
\
^^»«^nOJO
1'
Negro
pig
1 . Sistema Munsell coordenadas cilindricas.
APTITUD DE PERCEPCIÓN DEL COLOR.
Para la determinación del color de las materias primas,
producción o preparación de esmaltes se compara su color
real con la especificación standard del color deseado (1),
siendo los coloristas o especialistas en mezclas, las personas
claves en el control y elaboración de los colores.
Seguirán ejerciendo esta labor mientras una nueva generación no los suplante, porque los colorímetros que actualmente se fabrican tienen como misión específica liberar a
dichos especialistas de las tareas rutinarias relacionadas con
la elaboración de los colores y su control.
Sin embargo, según un informe de la Golden Gate for
Coating Technology (2) de 746 personas, solamente un
40^/o pudo solucionar satisfactoriamente un simple problema de mezcla de colores e incluso según Wardell (3) entre
especialistas tricrómatas experimentados solo un 15-25^/o
percibe correctamente todos los colores del espectro.
o no, se obtiene con los verdes, siendo este color la mayor
dificultad que para el ojo humano supone valorarlo. Estas
divergencias se vuelven menos acusadas de acuerdo al siguiente orden: Verde, azul, amarillo claro y rosado.
Existen por tanto grandes diferencias en la aptitud de
percepción de los colores entre las personas, pero si sorprendente resulta que más de la mitad de los seres humanos no
perciben correctamente los colores, aún más sorprendente
es que los controladores finales de aceptación o rechazo del
producto final, incluso en las enormes factorías de la industria automovilística o de electrodomésticos, sean generalmente elegidos sin haber realizado ningún test de aptitud de
percepción del color.
Para determinar esto se pueden utilizar los test Famsworth-Munsell 100 Hue ó el I.S.C. color Aptitude.
Si a estos hechos añadimos que incluso la habilidad de
las personas con perfecta visión del color, puede ser influenciada por numerosos factores personales y extemos (4) tales
como la distancia de observación, brillo, porosidad, luz ambiental, humedad o suciedad de la muestra, etc., concluiremos diciendo que el control de calidad del color de los artículos fabricados, tiene un largo camino que desarrollar para
salir del caos subjetivo actual.
DIFERENCIAS DE COLOR.
El diagrama cromático que nuevamente mostramos en la
figura 3, es sumamente útil para la evaluación del punto de
color de una muestra o para su preparación a partir de los
conocidos pigmentos de óxido metálicos estables a la temperatura de cocción del esmalte, pero posiblemente tenga su
máxima utilidad en el análisis de las diferencias de color.
y
0.9
Fig.3. Elipses de Tolerancia de Mac Adam
0,1
0.2
0,3
0,4
0,5
0,6
0,7
0,8
Fig. 2. Coordenadas cromaticas del color, C.l.E.
La mayor divergencia en la apreciación de la diferencia
de color determinado si varias muestras son iguales entre sí
30
La forma más simple de representar la mínima diferencia
de color perceptible para el ojo humano viene dada por las
Elipses de Tolerancia de Mac Adam, si bien este procedimiento, presenta el inconveniente de que las elipses de tolerancia tiene diferentes tamaños y posiciones sobre las diversas regiones del diagrama CLE.
Esto significa que para el ojo humano el sistema C.l.E.
no es uniforme, puesto que tal como anteriormente comentábamos sobre las divergencias en la apreciación del color
verde y ahora observamos en la mencionada figura 3, los
La unidad americana NBS de diferencias de color , E = l ,
se acepta como valor normal de las especificaciones comerciales. Un valor de E=0,3 es apenas perceptible para el ojo
humano.
La desventaja de este sistema de definir una diferencia de
color mediante un solo número E, radica en que no es posible conocer en que dirección se ha producido la desviación,
a menos que se indiquen además los valores L, a y b.
elipses de dicha zona presentan mucho mayor tamaño que
las elipses de tolerancia de la zona de los rojos.
Para salvar esta dificultad se han elaborado varias fórmulas que representan con un sólo número la diferencia de color entre patrón y muestra, pero en la práctica la fórmula de
Adams-Nickerson, basada en el sistema Munsell presentando
escalas uniformes en todo el espector, ha sido la única aceptada como Norma en USA, R.F.A., en 1975, España, etc,
(Norma INTA 160.208):
E A¡ (AL)2 + (Aa)2-H (Ab)^
L = 9.2Vy
b = 16(Vy-Vz)
a = 4o(Vx-Vy)
Siendo Vx, Vy,Vz, valores contenidos en tablas y relacionados con X,Y,Z.
DETERMINACIÓN DE DIFERENCIAS DE COLOR Y
SUS ZONAS DE TOLERANCIA
Las tolerancias de color permisibles en nuestra factoría,
corresponden a 1/4 de las Elipses de Mac Adam, estando
recogidos en la tabla 1, las dimensiones de los ejes de estas
elipses y sus ángulos de orientación sobre el diagrama.
,
^
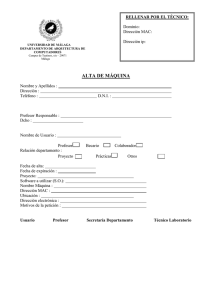
En la figura número 4, presentamos la zona elíptica de
tolerancias de color, existente alrededor de un patrón de color verde, el procedimiento gráfico de determinación de
esta zona de tolerancia obtenible a partir de los datos de la
tabla mencionada y el criterio de aceptación o rechazo de
muestras, tales como A y B.
En la tabla número 2, recogemos los valores de las coordenadas cromáticas, x,y,Y, de un muestreo de la producción normal de piezas de cocina esmaltadas mediante el sistema de esmaltación en polvo. A partir de ellos se han calculado los valores L, a, b, del sistema Hunter, y la diferencia
de color E respecto al valor central.
0,249
0,250
F i g . 4
,251
,252
. TOLERANCIAS DE COLOR = ELIPSE
,253
DE MAC AOAM/4
Tabla S
ESMALTE
1 N» de
MUESTRA
X
y
Y
a
L
b
BLANCO
E
1101-10
1
RESULTADOS
VALORES
1 8261
0,3022
0,3104
82,84
84,55
- 1,07
-3,28
0,305
S ^ = 8,9844-10^
8262
,3020
,3100
82,11
84,25
-0,92
-3,48
,097
Sy = 5,8594-10''
8277
,3018
,3099
82,24
84,30
-0,96
-3,51
,080
Sxy= 1,7896-10'^
-0,96
-3,65
,331
-3,26
,316
-3,41
,130
1
8278
,3016
,3096
81,70
84,08
8285
,3026
,3103
82,85
84.55 -
8286
,3023
,3100
82,56
84,43
8289
,3020
,3099
82,16
84,27 - 0 , 9 1
-3,49
,084
8290
,3018
,3098
82,25
84,31 - 0 , 9 6
-3,54
,100
0,80
-0,84
ä
PENDIENTE DE LA
P =
RECTA DE REGRESIÓN
N E^y - (x)(y)
Sj = 0,0224
Rectas
Coeficientes
de
correlación
1 = 84,3425 -
Semiejes
r =0,962
de la elipse de concentración
b = 2 , 2 2 10""*
8=0.381
1
CUADRADOS
b =0.089
"
"1
y = y + p (x-x)
ARITMÉTICA O PROMEDIO
-
l,15429(b-b)
correlación
r =0,833
DESVIACIONES TÍPICAS
Ex
X = —í=í
N
COEFICIENTE
de
j
Î 1
MEDIA
\
Sjb=M54-10"'*
y = 0 , 3 0 9 9 8 7 5 + 0,673(X-X)
RECTA DE REGRESIÓN MEDIANTE MÍNIMOS
1 =z(f(h)
Sb =0,0156
3,451 0,176 1
b
|
VALORES
/
a =7.226 10""
0,3020375 0,309987S 82,3388 84,3425 - 0 , 9 2 7 X
y
Ï
Y
ESTADÍSTICOS
y = f(x)
Ñ—
R--''"
DE CORRELACIÓN
' ^
SEMIEJES DE LA ELIPSE DE
l =2Sx*\/l + P^
,=,.i
CONCENTRACIÓN
2Syx
b=-
BOL.SOC.ESP.CERAM.VIDR. V0L.19-NUM. 1
sJ.=£kzÍMf=(._.a).s2
31
Analizando estadísticamente las coordenadas cromáticas
x,y, de estas muestra, tal como describimos en la parte inferior de la tabla número 2, observamos la existencia de una
neta correlación entre ambas variables, por lo cual tras determinar sus desviaciones típicas, obtenemos una elipse de
concentración estadística de estos puntos, con determinación de sus dos ejes principales y cuya ecuación es(5):
i^f -Ä^-K»-')*^^)'='<'-'''
siendo realizados correctamente.
Si por el contrario, el valor del punto cromático obtenido está situado entre ambas elipses, Figura 6, puntos P ÓQ,
aún cuando las piezas son aceptables desde el punto de vista
de calidad del color, debe sospecharse que algún factor distorsionante del proceso ha sido alterado y por tanto necesita corregirse. Finalmente, si la muestra presenta un punto
cromático situado en el exterior de ambas elipses, debe rechazarse la producción, porque là diferencia de color será
apreciable a simple vista, punto R, siendo tanto más acusada cuanto mayor sea su alejamiento.
C r i t e r i o s d e aceptabilidad
o
Esmalte
r e c h a z o de piezas
Blanco
esmaltadas
A
Lo realmente interesante del procedimiento estadístico
señalado, lo hemos expresado en la figura número 5, pudiendo observarse la sitación de ambas elipses, correspondiendo la de mayor tamaño a la de tolerancia visible del color según Mac Adam/4, y la interior a la elipse estadística de
concentración. La orientación de esta última en el diagrama
cromático coincide con la recta de concentración de las
muestras obtenidas mediante mínimos cuadrados, presentando en cambio menor inclinación que la de tolerancia visible de Mac Adam/4.
L I M I T E S D E TOLERAIMCIA
Esmalte Blanco de Oxido de Titanio
EIM UIM COLOR
(t)
1 —Elipse de Mac Adam\4. Zona de inapreciables diferencias visibles de color
2 — Tolerancia del proceso de esmaltaciôn con polvo
electrostático
3 ~ Zona de diferencias de color apreciables a simple vista
F¡g. 6
Fig. 5
Desde un punto de vista práctico, la determinación de estas zonas de tolerancia, resulta indispensable para los esmaltadores por cuanto:
1^)
Permite el control rutinario del color de sus artículos esmaltados.
2^)
Resulta muy útil para analizar los factores distorsionantes del proceso.
3^) Dependiendo de la relación de tamaños entre ambas elipses, permite tomar decisiones sobre la bondad general de proceso o sobre la necesidad de su
mejora.
En efecto, si al tomar unamuestra de su producción diaria, las coordenadas cromáticas proporcionadas por el colorímetro triestimulo, (los espectrofotóme tros no son útiles
para esta finalidad debido a su mayor complejidad y precio)
(6), originan un punto cromático situado dentro de la elipse de concentración, zona 2, podemos asegurar que tanto la
calidad de las piezas como el proceso de esmaltación están
32
. Control
de
Calidad del
c o l o r en
esmaltación.
FACTORES DISTORSIONANTES DEL PROCESO ESMALTADO.
Resulta sencillo deducir cuanto menor sea el tamaño de
la elipse de concentración obtenida tras un mestreo de la
producción normal, tanto más correcto, seguro y exacto será el proceso general de esmaltado, pero en cualquier caso el
conocimiento de esta elipse, resulta indispensable para valorar los factores distorsionantes del proceso, los cuales ennumeramos a continuación:
1^)
2^)
3^)
4^)
5^)
6^)
7^)
Oscilaciones de temperatura del homo de cocción.
Tiempo de cocción (Velocidad de cadena)
Composición y estabilidad de la frita.
Posible diferencias entre diversas remesas de frita.
Alteraciones del pre tratamiento del acero.
Atmósfera del homo.
Porcentaje de encapsulante orgánico adicionado al
polvo.
Los tres primeros factores son sobradamente conocidos
por los esmaltadores, por lo cual únicamente añadiremos
que la estabilidad de las fritas frente a la temperatura, depende de su composición, admitiéndose generalmente variaciones de ± 15^C, para fritas de TÍO2, si bien ciertas fritas
semiopacificadas con resistencia a los ácidos, particularmente en colores rosa o crema, tan solo permiten oscilaciones ±
5^C, en la temperatura de cocción.
En este último caso, resulta muy útil el procedimiento
estadístico de control, porque si la elipse de concetración
de 10 muestras horneadas a intervalos de 2 minutos, fuera
superior a la de Mac Adam/4, debemos desechar el tipo de
TOLERANCIAS
Elipses
Valores de los
y
0,000
0,850
1 ,800
1 ,750
,700
,650
,600
,550
,500
,450
,400
,350
,300
,250
,200
,150
,100
,050
89
24 88
23 81
99
86
23
78
22 73
22
99
96
68 21 66 21
96
100
61 20 59
20
97
100
54 18
53 18
97
101
48 17 47
17
98
102
16
43 16 41
99
103
37 15
36 15
104
100
32 14
31 14
102
106
28 13
26 12
109
103
23 12
22 11
111
105
18 10
108
14 9
111
11
8
115
,100
,050
88
72
22
22
21
64
19
57
88
19
93
51
88
18
51
93
18
88
17
45
40
16
94
15
95
30 13
96
25
12
97
21 11
98
39
35
34
45
94
17 10
100
9
101
10
8
103
8
7
104
6
6
104
13
17
89
16
89
14
89
29
13
89
24
12
89
20 11
89
16 10
87
13
85
8
10
7
84
8
La
fila
inferior
,250
,300
orientación
OC
{
,350
,400
,550
,500
,450
,650
,600
,700
,750
2b
23
8
6
80
6
5
6
4
5
exprexa en grados
8
filas
el
5
48
4
6
48
75
de las
6
57
68
y
de
22 69 21
85
82
63 20
63 20
81
85
56 19
56 18
84
80
50 18
50 17
80
84
44 16 44 16
79
84
39
15 39
15
83
L 78
34
14 34
14
77
83
29 12
29 13
82
76
24 11
24 12
80
73
20 10 20 10
78
70
17
9
17
9
66
75
14
8
13
8
61
70
11
6
10
7
64
55
21
92
58
,000
de 2i
valor
Mac Adam
2b de la elipse y ángulo de
70
88
5
Nota : Los valores
2a y
85
71
92
65
77
23
92
75
ejes
COLOR
segtfn
88
23 80
95
DE
tolerancia
24
92
95
88
,200
,150
25
de
62
19
77
56
18
56
77
50
17
50
76
44
15
45
14
39
13
34
15
45
14
40
12
35
29
12
11
41
36
10
58
22
8
55
8
18
7
19
ó
15
6
16
5
12
5
12
30
11
61
10
62
9
5
6
9
59
18
26
55
14
48
46
9
40
9
5
45
43
4
6
49
52
51
12
62
63
101 21
64
17
8
60
14
7
55
11
6
50
36
11
60
31 10
58
26
9
55
22
8
52
11
25
67
21
12
14
64
12
65
25
46
40
66
30
70
14
13
67
67
45
4
16
69
69
72
40
51
71
73
34
16
72
75
39
17
73
4
12
59
11
57
32
9
55
27 8
52
23
7
49
20 6
'46
16 5
42
13
37
10
54
32
33
8
49
29 7
47
25
6
44
21
5
41
17
4
38
9
52
28
8
49
24
7
46
20
6
43
17
4
40
30
7
44
26 6
42
22
5
39
27
5
39
22
4
37
28 5
37
23 4
35
4
39
40
4
37
4
40
3
38
superiores
han de ser multiplicados
ángulo de la elipse
con el
frita empleado, previa revisión del horno de cocción, especialmente sus quemadores, resistencias, cierre del canal superior y fundamentalmente los caudales de aire de sus cortinas.
Resultará igualmente útil la aplicación del control estadístico del color para comprobar la idoneidad de la puesta
en marcha de un nuevo homo de cocción e incluso para revisiones periódicas de sus variaciones de temperatura.
Las diferencias de color originadas por diferentes remesas de frita, no son afortunadamente frecuentes, siendo en
cambio acusadas cuando empleamos frita de diferentes proveedores, tal como en la figura 7 representamos, salvo que
exista un excelente control de recepción de materia prima y
una buena coordinación con ambos a través del esmaltador.
El sistema de esmaltado en polvo electrostático mediante
dos capas de esmalte con una única condición, debido al
empleo de chapa normal carburada, presenta una mayor
sensibflidad a los cambios de coloración que el sistema tradicional de esmaltado mediante dos cocciones, o dicho de
otro modo los factores distorsionantes del proceso tienen
una mayor influencia sobre las cualidades finales de los artículos esmaltados.
por 1 0 "
Estos valores son 1/4 de
Mac Adam,
Ver
texto
eje de las X
COORDENADAS
CROMATICAS DE DOS ESMALTES BLANCOS EN POLVO
Tolerancias
del
proceso
y
y
y
/ •
Esm lilte Blanco
^ '
^ J^
y
y
^^^
y'
y
\
,3106
jvhaps,
I)
""-»^^
y^-
Á
I A
y'
_f
"-"'' /
onco
i
3095
i
/
1
1
.-f
0,3005
,3010
;8S,
,3015
/ i \
i
i
i
, !
'~
,3020
\
\
V 1
+8S,
3C
,3025
Fig.
BOL.SOC.ESP.CERAM.VIDR. V0L.19-NUM. 1
,3030
,3035
"7
33
Factores del p r o c e s o distorsionantes del colon
ir
MUISTIIAS
O
EXCfSIVO
•
TEMPEHATUHA DE COCCIÓN + 2 0 * C
if-
EXCESIVO
LAVADO
0|—
F I N A l AGUA
TIEMPO
DE
POMCENTAJE
BIBLIOGRAHA
standard
1. JOHNSTON, R.M. "Aplicatíons of colour difference formula". Journal of Paint Technology 42, n^ 542. Marzo
1970. pág. 145-154.
OESIONIZAOA
DECAPADO,
IOMIN
SOBRE
2. GOLD EN GATE FOR COATING TECHNOLOGY, "Colour Instruments Take the visual Colour.
Aptitude Test". Journalof Paint Technology, 38, n^500
Sepbre. 1966, pág. 564-574.
OE SILICONA
3. WARDELL, D.L. "Eyes right. The Test for color Matching". American Dyestuff Reporter.
Jun. 1969, pág. 17-22.
4. GARCIA CASTAN, Juan 'Dinámica del color en la industria". Ediciones Cedel, 17 pág. Barcelona 1966.
5. CHACON, Enrique. "Curso de Estadística", Tomo I,
pág. 153. Patronato de la Universidad deDeusto. Bilbao
1955.
3040
O 3045
6. LUKACS, GYLA. 'Die Metrologische Bewetung von
Fambmessgeraten". Interlack-Interfarbe 74. pág. 11-14.
Dresden, Octubre 1974.
Fig.S
7. WHITETOLCK, K.E. y GOODWIN, J.W. "The demand
of colour and importance of colour stability". X Congreso Internacional del Esmalte Vitrificado.Bled (Yugoeslavia). Octubre 1977.
34