CURSO DE DISEÑO DE
TUBERIAS PARA PLANTAS
DE PROCESO
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 2 de 124
INDICE
0.
INTRODUCCION
¡ERROR! MARCADOR NO DEFINIDO.
1.
DOCUMENTOS
DE
¡ERROR! MARCADOR NO DEFINIDO.
1.1
UN
PROYECTO
Diagramas
.................................................................................................................................¡Err
or! Marcador no definido.
1.1.1. Diagramas de Proceso............................................¡Error! Marcador no definido.
1.1.2. Diagrama de tubería e instrumentos (Generalmente llamado (p&I) ........... ¡Error!
Marcador no definido.
1.1.3. Diagramas de servicios auxiliares..........................¡Error! Marcador no definido.
1.1.4. Diagramas auxiliares de bombas y compresores ...¡Error! Marcador no definido.
1.1.5. Diagramas de equipos especiales o unidades “paquete”¡Error!
definido.
Marcador
no
1.1.6. Diagrama del Servicio Contra Incendios ...............¡Error! Marcador no definido.
1.1.7. Normativa aplicable...............................................¡Error! Marcador no definido.
1.2
Listas
.................................................................................................................................¡Err
or! Marcador no definido.
1.2.1. Lista de líneas ........................................................¡Error! Marcador no definido.
1.2.2. Lista de Equipos ....................................................¡Error! Marcador no definido.
1.3
Hojas
de
Datos
.................................................................................................................................¡Err
or! Marcador no definido.
1.4
Especificaciones
.................................................................................................................................¡Err
or! Marcador no definido.
1.4.1. Especificaciones de diseño. ...................................¡Error! Marcador no definido.
1.4.2. Especificaciones de materiales de Tuberías (figuras 19 y 20)¡Error! Marcador no
definido.
1.4.3. Especificación de aislamiento................................¡Error! Marcador no definido.
1.4.4. Montajes típicos de tuberías ..................................¡Error! Marcador no definido.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 3 de 125
1.4.5. Estándares de soportes ...........................................¡Error! Marcador no definido.
1.5
Planos
.................................................................................................................................¡Err
or! Marcador no definido.
1.5.1. Planos de obra civil y estructuras metálicas ..........¡Error! Marcador no definido.
1.5.2. Planos de Equipos Mecánicos ...............................¡Error! Marcador no definido.
1.5.3. Planos de Calderería ..............................................¡Error! Marcador no definido.
1.5.4. Esquemas de conexionado de instrumentos ..........¡Error! Marcador no definido.
1.5.5. Plano de implantación............................................¡Error! Marcador no definido.
1.5.6. Plano clave (Key Plan) ..........................................¡Error! Marcador no definido.
1.5.7. Plantas de tuberías. ................................................¡Error! Marcador no definido.
1.5.8. Isométricas. ............................................................¡Error! Marcador no definido.
1.5.9. Tie.ins. ...................................................................¡Error! Marcador no definido.
2.
2.1
CONOCIMIENTO DE MATERIALES
¡ERROR! MARCADOR NO DEFINIDO.
Y
ELEMENTOS
DE
TUBERIAS
Materiales
más
usuales
en
los
sistemas
de
Tuberías
.................................................................................................................................¡Err
or! Marcador no definido.
2.1.1. Aceros al carbono ..................................................¡Error! Marcador no definido.
2.1.2. Aceros aleados .......................................................¡Error! Marcador no definido.
2.1.3. Aceros inoxidables.................................................¡Error! Marcador no definido.
2.1.4. Otros materiales .....................................................¡Error! Marcador no definido.
2.2
Tubería
.................................................................................................................................¡Err
or! Marcador no definido.
2.3
Accesorios,
bridas
y
juntas.
.................................................................................................................................¡Err
or! Marcador no definido.
2.4
Válvulas
.................................................................................................................................¡Err
or! Marcador no definido.
2.5
Filtros
.................................................................................................................................¡Err
or! Marcador no definido.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
2.6
Pág.: 4 de 125
Purgadores
y
elementos
especiales
.................................................................................................................................¡Err
or! Marcador no definido.
3.
CONOCIMIENTOS BASICOS DE INSTRUMENTACION ........................................... 6
4.
CONOCIMIENTOS BASICOS DE EQUIPOS.................................................................. 7
4.1
Equipos de calderería ............................................................................................10
4.1.1. Recipientes............................................................................................................. 10
4.1.2. Recipientes Horizontales. ...................................................................................... 11
4.2
Tanques...................................................................................................................17
4.2.1. Tanques de almacenamiento.................................................................................. 17
4.3
Intercambiadores ...................................................................................................36
4.3.1. Intercambiadores de carcasa y tubos. .................................................................... 37
4.3.2. Tubuladuras de los intercambiadores. ................................................................... 44
4.3.3. Refuerzos de las tubuladuras. ................................................................................ 45
4.3.4. Mejora del tendido de las tuberías mediante la adecuada implantación del
cambiador .............................................................................................................. 46
4.3.5. Modificaciones en cambiadores para mejorar el trazo de tuberías........................ 47
4.3.6. Modificaciones mecánicas en cambiadores........................................................... 49
4.3.7. Tuberías de cambiadores ....................................................................................... 50
4.3.8. Sistemas de mantenimiento ................................................................................... 53
4.4
Columnas de destilación........................................................................................70
4.4.1. Definición: ............................................................................................................. 70
4.4.2. Platos...................................................................................................................... 70
4.4.3. Orientación de las bocas de hombre. ..................................................................... 71
4.4.4. Tipos de platos. ...................................................................................................... 71
4.4.5. Reflujo. .................................................................................................................. 73
4.4.6. Gradiente de temperatura de la torre...................................................................... 74
4.4.7. Distribución de escaleras y plataformas. ............................................................... 75
4.4.8. Orientación de las toberas de proceso.................................................................... 76
4.4.9. Conexión para instrumentos. ................................................................................. 77
4.4.10. Orientación de otras toberas. ................................................................................. 79
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 5 de 125
4.4.11. Productos. .............................................................................................................. 81
4.4.12. Cabrestante del recipiente vertical......................................................................... 83
4.4.13. Soportes de tuberías en recipientes verticales. ...................................................... 83
4.5
Reactores.................................................................................................................84
4.6
Hornos.....................................................................................................................84
4.6.1. Componentes de un Horno. ................................................................................... 85
4.6.2. Trazado de tuberías simétricas............................................................................... 89
4.6.3. Instrumentación del horno. .................................................................................... 91
4.6.4. Sopladores de hollín. ............................................................................................. 91
4.6.5. Sistema de decoquizado......................................................................................... 92
4.7
Calderas ..................................................................................................................93
4.7.1. Definición. ............................................................................................................. 93
4.7.2. Combustibles empleados ....................................................................................... 93
4.7.3. Quemadores' .......................................................................................................... 94
4.7.4. Transmisión del calor. ........................................................................................... 95
4.7.5. Tambor de la caldera. ............................................................................................ 95
4.7.6. Tipos de calderas. .................................................................................................. 97
4.8
Normas aplicables ..................................................................................................98
4.9
Equipos mecánicos.................................................................................................99
4.9.1. Bombas .................................................................................................................. 99
4.9.2. Turbinas de vapor ................................................................................................ 105
4.9.3. Compresores. ....................................................................................................... 110
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
3.
CONOCIMIENTOS BASICOS DE INSTRUMENTACION
Pág.: 6 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.
Pág.: 7 de 124
CONOCIMIENTOS BASICOS DE EQUIPOS
Cuando se hable de “Equipos”, nos estamos refiriendo a todos aquellos elementos
que intervienen en la instalación de una Refinería o Planta Petroquímica, (ya sean
máquinas o depósitos), Vg.: bombas, columnas, intercambiadores, etc.
Los equipos llegan a la sección de tuberías procedentes de distintos puntos, unos
proceden de la sección de calderería por ser esta sección donde se diseñan en
función de las necesidades de proceso; después se les envía a otra compañía que se
encargará de hacer los planos constructivos y naturalmente de la construcción de
los mismos, pero siempre bajo la supervisión de los técnicos de nuestra sección de
Calderería.
Los equipos a que nos referimos en esta sección, son los recipientes, (cualquiera
que sea su función dentro de la Planta). Pueden ser: columnas, tanques de
almacenamiento, depósitos receptores de distintos productos para ser bombeados
después a otras fases del proceso, reactores y cualquier tipo de depósito diseñado
por calderería.
Estos equipos diseñados dentro de la propia empresa, llegan a la sección de tuberías
en distintas fases y momentos, ya que en esta sección se determinan las
orientaciones de todas las toberas de que consta dicho equipo. También es de la
competencia de esta sección, el orientar las plataformas que puedan llevar los
equipos, así como las escaleras de acceso a los distintos niveles de los equipos.
Una vez realizado este trabajo por la sección de tuberías, esta sección vuelve a la
sección de calderería las orientaciones realizadas para las comprobaciones
necesarias de que tanto las toberas como las plataformas y escaleras no presenten
problemas de tipo constructivo, ya que en caso de alguna dificultad, se tendría que
resolver de mutuo acuerdo entre ambas secciones, buscando soluciones que no
perjudiquen la competencia de ninguna de las dos secciones.
Una vez resueltos todos los problemas, el equipo se dará por terminado a efectos
del diseño de tuberías.
También existen otros equipos cuyo diseño se efectúa íntegramente fuera de la
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 8 de 124
compañía, como son: las bombas, los compresores, las turbinas o cualquier otro
tipo de equipo existente en el mercado y que tenga algún tipo de maquinaria. En
este caso la compañía solamente tendrá que facilitar al suministrador del equipo las
características que necesita en función del proceso para el que se ha de destinar
dicho equipo, siendo la misión de la sección de tuberías el comprobar que los
puntos donde termina la competencia del suministrador y los puntos donde
comienza el trabajo compete a la sección de tuberías, están ambos de acuerdo. En el
caso de no ser así, se comentará en el plano del suministrador, el cual lo aceptará si
es que no hay inconvenientes, y si los hay, las secciones de tuberías deberán
adaptarse a las propuestas realizadas por el suministrador.
Una vez que ambos estén de acuerdo, se dará por terminado el plano de este equipo
a efectos del Diseño de Tuberías.
Existe otro tipo de equipos en que su diseño y cálculo también se realiza dentro de
la empresa, y una vez hecho esto, se le da a otra empresa para su construcción.
Estos equipos son los intercambiadores. En este caso, la sección de tuberías actúa
como en los anteriores, siendo de su competencia la orientación de las toberas del
equipo, así como la ratificación de que las características de sus bridas están de
acuerdo con las de la Especificación de Tuberías. En el caso de los
intercambiadores, no suele haber desacuerdo en cuanto a las características de las
bridas, (como si podría darse en el caso en cuanto a las bombas), esto es porque los
datos de partida para fijar dichas características son las Especificaciones, y estas
son las mismas para tuberías que para calderería. Una vez concretados estos puntos,
se puede dar por terminado el plano de Intercambiadores, pero como en los casos
anteriores, solo a efectos del Diseño de Tuberías. Con estos equipos terminamos,
los tres grupos más importantes donde se recogen los equipos más usuales que
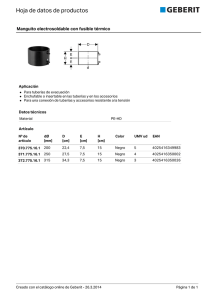
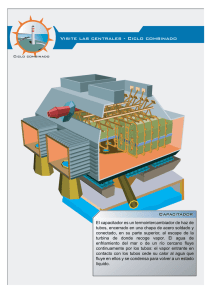
intervienen en una Refinería o Planta Petroquímica. No obstante se reflejan todos
estos equipos en un cuadro sinóptico para mejor comprensión (Figura 81).
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
EQUIPOS
DE
PROCESO
COLUMNAS
REACTORES
Pág.: 9 de 124
ELEMENTOS MAS COMUNES EN UNA
PLANTA PETROQUIMICA O UNA
REFINERIA
TURBINAS
MAQUINAS
BOMBAS
EQUIPOS
COMPRESORE
PRODUCTORES
DE VAPOR
(CALDERAS)
PRODUCTORES
DE CALOR
CILINDROS
(HORNOS)
CATEDRAL
ACEITE
EQUIPOS
AUXILIARES
REBOILER
VAPOR
CALENTADOR
ENFRIADOR
INTERCAMBIADORES
(POR VAPOR O
PRODUCTO)
AGUA
ENFRIADOR
AIRE
COLUMNAS
DEPOSITOS
VERTICALES
Y
HORIZONTALES
REACTORES
TANQUES DE
ALMACENAMIENTO
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.1
Pág.: 10 de 124
Equipos de calderería
4.1.1. Recipientes
Definiciones: Los recipientes son las piezas clave de una refinería o planta
química. Los cambios tienen lugar dentro de los recipientes. Dentro de los
reactores, por ejemplo tiene lugar una reacción química, mientras que dentro de una
torre de fraccionamiento tiene lugar una Destilación.
La orientación de las toberas de un recipiente influye enormemente sobre el trazado
de tuberías.
Para establecer la orientación óptima de las toberas de un recipiente, el diseñador de
tuberías deberá poner a contribución toda su experiencia y buen criterio.
Los recipientes reciben denominaciones muy variadas.
Una torre de fraccionamiento es un recipiente y sin embargo a veces recibe el
simple nombre de torre.
Las torres de fraccionamiento reciben su nombre con arreglo a la función que
realizan. Un Depropanizador fracciona propano que abandona el recipiente en
forma de vapor saliendo por la parte superior del equipo. Un Debutanizador
fracciona butano. Un Deisobutanizador fracciona Isobutano, etc. En fin, que el
nombre de la torre de fraccionamiento indica la función que esta realiza en el
complejo petroquímico.
Otro recipiente muy importante es el acumulador de reflujo. Este es un recipiente
horizontal que también es llamado a veces un acumulador de cabeza, porque
acumula los vapores de cabeza que emiten las torres de fraccionamiento antes
indicadas.
Estos vapores de cabeza, que salen por la parte superior de la torre, son enfriados y
condensados por medio de un intercambiador y fluyen en forma de líquido (a veces
junto con algo de vapor) hasta el acumulador de vapores de cabeza.
Este recipiente por lo tanto contiene una cierta cantidad de líquido que se utiliza
como reflujo, y que es bombeado e introducido de nuevo en la columna por encima
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 11 de 124
de la bandeja superior de la misma. El resto del líquido, en exceso sobre la cantidad
necesaria para el reflujo se bombea hacia los subsiguientes equipos en. los cuales
continuará el proceso. Un acumulador de cabeza o de reflujo tiene escasos
elementos interiores o ninguno. Un reactor es normalmente un recipiente vertical
que contiene un catalizador cuya misión es modificar la estructura molecular de un
producto a medida que este pasa a través de dicho reactor. El producto que sale de
un catalizador puede posteriormente, ser fraccionado y así obtener los productos
finales deseados. Un reactor es un recipiente dentro del cual tiene lugar una
reacción química. El catalizador provoca dicha, reacción química, sin tomar parte
en ella.
Los separadores pueden ser horizontales o verticales.
Los utilizados normalmente para separar un vapor de un líquido, pueden ser
también utilizados para separar dos líquidos de distinta densidad. En este ultimo
caso se suele utilizar un recipiente muy largo y en el cual la velocidad del fluido es
muy pequeña y el tiempo de permanencia en el recipiente es muy largo.
4.1.2. Recipientes Horizontales.
Recipientes horizontales por encina de 4,5 m de elevación es un recipiente
horizontal, un acumulador de cabeza o de reflujo. Para poder establecer la
orientación óptima de las toberas de este recipiente, deberemos saber cual es su
elevación.
Puesto que un-acumulador de reflujo siempre está conectado a una bomba que
aspira de él, deberá estar elevado para que el NPSH de la instalación sea superior al
requerido por la bomba.
Esto casi siempre implica que el fondo del recipiente estará aproximadamente a una
altura de unos 4,5 m por encima del punto alto del pavimento.
Plataformas: Cuando la elevación sobre el suelo del eje de un recipiente
horizontal es mayor de 3,6 m es necesaria una escalera vertical y una
plataforma para tener acceso a la boca del hombre, instrumentos, y cualquier
válvula que sea de manejo frecuente. Los 4 m de elevación es la cifra a partir
de la cual ya no se considera válido el uso de escaleras o plataformas portátiles
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 12 de 124
o temporales. Por debajo de esta altura es aceptable el uso de plataformas y
escaleras desmontables.
Las escaleras y plataformas son caras de instalar y también es caro sumantenimiento por lo que es norma de buen diseño el. reducirlas al mínimo
necesario.
Situación de toberas: El situar las toberas de un. recipiente, es decir, establecer
la situación de las mismas sobre la superficie externa del recipiente, es un
trabajo muy simple cuando este es horizontal. La tobera que conecta con la
aspiración de las bombas deberá estar en el mimo lado que estas para que la
longitud de la línea de aspiración sea mínima y por lo tanto también la pérdida
de carga en dicha línea.
Además de la tobera que conecta con la aspiración de las bombas
(generalmente denominada salida de producto en el plano del recipiente), están
la entrada de producto, salida de vapor, toberas para conexiones del indicador
de nivel, el controlador de nivel y boca de hombre.
Podría también haber otras toberas en casos especiales que aparecieran en el
diagrama de flujo cuando fuesen necesarias. La regla principal para situar las
toberas de un recipiente horizontal es disponer las toberas de entrada lo mas
lejos posible de las salidas. Puesto que es normal que el recipiente tenga dos
salidas, una para líquidos y otra para vapor, esto significa que la entrada estará
situada en el extremo del recipiente más alejado de la bandeja de tuberías y las
salidas de líquido y vapor en el extremo opuesto al anterior. La entrada de
producto (líquido) estará situada en la parte superior del recipiente, así como la
salida de vapor. La salida de producto líquido, estará situada en la parte inferior
del recipiente.
Si en un recipiente se situasen juntas la entrada de producto y la salida de
vapor, el vapor pasará rápidamente de una a otra sin que diese tiempo a una
separación de las partículas líquidas, con lo cual el recipiente no cumpliría su
misión.
Por otra parte, en la fase líquida de la entrada de producto se encuentran
normalmente burbujas de vapor. Si el "tiempo de retención" está bien
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 13 de 124
calculado, estas burbujas tendrán tiempo de salir a la superficie y entrarán en
la zona de vapor con lo cual la separación líquido-vapor será total. Por lo
anteriormente dicho, la salida de líquido deberá estar lógicamente situada en. el
extremo opuesto a la entrada de producto.
En los acumuladores de vapores de cabeza, o de reflujo, generalmente, se
mantiene el nivel del líquido a la altura del eje del recipiente por medio de un
controlador de nivel, y se puede comprobar la cota, alcanzada por dicho líquido
con la ayuda de un indicador de nivel. El controlador y el indicador de nivel
deberán estar en el mismo extremo del recipiente que las salidas y deberán, ser
visibles por el operador cuando éste se sitúa en el área destinada al
mantenimiento y operación del recipiente. Éstos dos instrumentos, el indicador
y el controlador de nivel deberán estar juntos. El operador podrá así regular el
controlador y modificar el nivel a mantener en el recipiente para lo cual
necesitará saber por medio del indicador cual es el nivel real que alcanza el
líquido. ¿Por qué no se sitúan estos instrumentos junto a la entrada de
producto? Porque el producto entra a mayor velocidad de la que lleva una vez
en el recipiente y además presenta a la entrada una fase líquida y otra gaseosa,
y esto hace que exista una gran turbulencia en este extremo del recipiente, que
haría oscilar relativamente los flotadores de los instrumentos de nivel y estos
no funcionarían debidamente.
Como normal general, los instrumentos de nivel deberán estar situados en las
zonas de menor turbulencia.
Cunas: Los recipientes horizontales se apoyan en los correspondientes soportes
de hormigón o metálicos mediante unas cunas soldadas a la envolvente de
aquello.
Excepto para casos especiales las cunas deberán estar a una distancia de la
línea de tangencia de cada extremo igual al 20% de la longitud cilíndrica total,
es decir, la distancia entre ellas será igual al 60% de la longitud cilíndrica del
recipiente.
Para un recipiente que tuviese 6 m entre líneas de tangencia, la distancia entre
cunas sería 3,6 m y cada una de estas distaría 1,2 m de la correspondiente línea
de tangencia.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 14 de 124
Para recipientes de paredes muy finas, o extremadamente largas, habría que
consultar con el departamento de Calderería para fijar la situación de las cunas
o anillos rigidizadores. Un recipiente experimentará dilataciones y
contracciones debido a las variaciones de temperatura y esto hay que tenerlo en
cuenta para evitar un esfuerzo excesivo en las bombas que aspiran del
recipiente.
Normalmente, el recipiente estará situado perpendicularmente a la bandeja de
tuberías y próximo a ella, con lo cual una de las cunas estará mas alejada que la
otra de dicha bandeja. Pues bien, la cuna más cercana a la bandeja de tuberías
llevará unos taladros circulares destinados a recibir sendos pernos de anclaje,
que sobresalen de la fundación de hormigón y por medio de los cuales y de las
correspondientes tuercas se fijará rígidamente la cuna a la fundación,
constituyendo esta cuna el soporte fijo. La otra cuna llevará unos taladros
rasgados, destinados asimismo a recibir los pernos de anclaje que sobresalen,
de la otra fundación. En este caso, la unión de la cuna con la fundación de
hormigón no es rígida, pues las tuercas no se apretarán a tope y la forma de los
taladros permitirá un cierto deslizamiento de la cuna sobre la fundación cuando
haya contracciones o dilataciones debido a las variaciones de temperatura. Esta
cuna constituye el soporte deslizante.
Si el recipiente funciona a temperatura muy elevada o es muy largo y por tanto
el incremento de longitud por efecto de la expansión térmica es muy grande, o
si el recipiente funciona en ciclos, es decir; que la temperatura del mismo
aumenta y disminuye durante el funcionamiento normal la. cuna "deslizante"
no apoya directamente sobre la fundación de hormigón, sino que esta lleva una
placa deslizante embebida y sobre esta placa apoya la cuna del recipiente. Si
permitiesen un deslizamiento interno y continuado de la cuna del recipiente
sobre la fundación de hormigón, se produciría rápidamente la erosión de este.
Utilizando la placa deslizante, disminuye la resistencia a la expansión o
contracción térmica y al mismo tiempo se protege al hormigón. Las placas
deslizantes se fabrican generalmente con chapa de acero, pero en algunos casos
se utilizan también placas deslizantes hechas con teflón.
Otra razón para que el soporte deslizante sea el mas alejado de la bandeja de
tuberías, y que esté en el extremo del recipiente por el cual entra el producto al
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 15 de 124
mismo, es que haciéndolo así la expansión o contracción, de la línea de entrada
de producto quedan parcialmente compensadas con las del recipiente, puesto
que estas se verifican en el mismo sentido, con lo cual las tensiones producidas
en la tubería y en el equipo son menores.
La tubería de entrada de producto al recipiente es generalmente la de mayor
diámetro de cuantas conectan a el, y por lo tanto es esta la tubería cuya
dilatación o contracción se debe compensar en lo posible.
Otras conexiones. Además de las ya mencionadas, el acumulador de vapores
de cabeza tendrá otras conexiones, como por ejemplo el drenaje y la
ventilación. Ambas conexiones requieren una válvula, y dichas válvulas
deberán ser accesibles.
La tubería de ventilación se dejará abierta a la atmósfera o se conectará al
colector de antorcha o gases residuales según nos indique el diagrama.
El código ASME sección VIII exige que se instalen toberas para inspección en
los recipientes.
Estas toberas de inspección son normalmente bocas de hombre de 18" de
diámetro nominal y los recipientes horizontales tienen al menos una.
Si el recipiente no requiere plataforma por no estar muy elevado, la boca de
hombre puede situarse en uno de los extremos del recipiente concéntrica con el
eje longitudinal del mismo. Si el recipiente requiere plataforma, la boca del
hombre se situará en la envolvente del tanque, bien en la parte superior o
lateralmente según el tipo de plataforma que el resto de las conexiones exijan.
Estas bocas de hombre pueden estar constituidas por un trozo de tubería de 18"
al cual se suelda una brida de cuello, y la tapa será una brida ciega que va
sujeta con una bisagra a un cabrestante. La bisagra se utilizará para bocas de
hombre de eje horizontal, y el cabrestante para bocas de hombre de eje vertical.
Si una boca de hombre, de eje vertical se instala con bisagra, deberá llevar un
tope que limite el ángulo recorrido por la tapa al abrirse a 135°.
Pescante y bisagras para bocas de hombre: Corresponde al diseñador de
tuberías definir la posición de estas bisagras o soportes del pescante. de forma
que la tapa pueda abrir sin encontrar obstáculos en su recorrido. No se deberán
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 16 de 124
situar conexiones para instrumentos de tal forma que al abrir la boca de hombre
estos queden detrás de la tapa.
Hay recipientes verticales de muchas clases: los reactores son normalmente
verticales, los separadores
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.2
Pág.: 17 de 124
Tanques
4.2.1. Tanques de almacenamiento
En toda planta industrial ha de haber una serie de recipientes para contener los
productos que se han de emplear como materia prima, o los productos ya acabados
listos para el consumo o el transporte. Estos depósitos, según el uso y según el
producto adoptan diferentes formas, La división más elemental es la siguiente:
Atmosférico
RECIPIENTES DE
ALMACENAMIENTO
A presión
Techo fijo
Tanques de techo cónico
Tanques de techo Flotante
Tanques de techo cónico con pantalla
flotante
Esferas
Depósitos cilíndricos horizontales
Techo fijo
Pantalla flotante
Techo flotante
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 18 de 124
Los tanques son cilindros directamente apoyados sobre el suelo, normal o recrecido
según las necesidades de diseño.
Los tanques de techo cónico se usan para el almacenamiento de productos poco
volátiles debido al mínimo coste que representa este tipo de recipientes. El techo va
soldado directamente sobre las paredes, con una pendientes de aproximadamente el
6% o mayor si se indica otra cosa en especificaciones.
En tanques de aproximadamente hasta 15 m de diámetro el techo puede ir
autosoportado. Para diámetros mayores se añade al conjunto una estructura que
soporta el techo.
En ocasiones esta estructura, puede servir como escala de acceso al interior del
tanque, dato que habrá que tener en cuenta al situar la boca de registro del techo.
Los tanques de techo flotante se usan para el almacenamiento de fluidos muy
volátiles, que pueden encerrar peligrosidad. El techo flotante consiste en una
cubierta interior al tanque que se desliza a través de las paredes del mismo y que se
asienta por flotación sobre el nivel del líquido. Este tipo de techo reduce
considerablemente las costosas pérdidas por evaporación producidas en los tanques
de techo cónico. El secreto consiste en que elimine el espacio libre encima del nivel
del líquido, impidiendo la formación de vapores. Estos vapores pueden arrastrar a
la atmósfera libre productos valiosos o pueden en contacto con el aire arder
fácilmente. Estos peligros se evitan con el techo flotante.
El techo está diseñado para no impedir que el tanque pueda rebosar fácilmente y
entonces el techo retorna a una posición de nivel normal. Esta maniobra no debe
hacerse de forma manual. Si se usa algún tipo de tope para contener los cierres del
techo en el punto más alto de su recorrido, la generatriz inferior interior de la
abertura del rebosadero será localizada a la misma altura máxima de nivel de
líquido para la que ha sido diseñado el tanque, a menos que la pared del tanque
haya sido diseñada para un nivel de líquido en la parte alta de la pared en cuyo caso
se localizará en la parte más alta que permita el nivel del líquido y de acuerdo con
los elementos empleados en la construcción del tanque: refuerzos, perfiles
rigidizadores, etc. En servicios corrosivos, tales como crudos ácidos, es
conveniente que los techos estén en contacto directo con el nivel del líquido para
eliminar la presencia de mezcla de aire-vapor bajo la cubierta.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 19 de 124
Los techos flotantes pueden ser:
De cubierta simple (solo para tanques cubiertos)
De pontón
De doble cubierta
Los techos de cubierta simple están formados por un solo plano circular con un aro
de chapa alrededor (para darle rigidez y ajustar el cierre) y unas cartelas para armar
el conjunto.
Los techos de pontón aparecieron debido a la inestabilidad y posibilidad de fugas
de los primitivos techos de cubierta simple.
Han de ser diseñados de forma que quede asegurada su flotabilidad en caso de ser
perforados: la cubierta y dos compartimentos estancos.
Hay diferentes tipos de techo de pontón:
− Pontón circular (con menos del 50% del área del techo ocupada por el área
del pontón)
− Pontón anular (con más del 50% del área del techo ocupada por el área del
pontón)
− Pontón anular con pontón central
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 20 de 124
− Pontón anular con contrapeso y pontón de refuerzo centrales.
La superficie más alta del pontón estará inclinada hacia el centro del techo para
facilitar el drenaje. La pendiente será como mínimo del 1,5%, La superficie inferior
estará inclinada hacia arriba (desde la circunferencia exterior hacia el centro) para
almacenar los vapores. La relación entre el área del pontón y el área total depende
de la medida del tanque y de los requisitos de flotación. El mismo volumen del
pontón debe ser suficiente para permitir que el techo flote en un líquido de peso
específico 0,7 en el supuesto, ya indicado anteriormente, de que se perforasen la
cubierta y dos de los compartimentos estancos.
Por otra parte los pontones actúan como aislantes del calor solar, impidiendo la
ebullición del producto almacenado en el área anular. La cubierta puede abombarse
hacia arriba llenándose de los vapores que puedan formarse. Los vapores atrapados
bajo la cubierta producen el efecto de aislar el tanque contra el calor exterior. Estos
vapores son así retenidos hasta que la temperatura atmosférica decrece, permitiendo
a los vapores condensarse y pasar a la fase de líquido.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 21 de 124
Los techos de doble cubierta se usarán en un principio en tanques pequeños que
requerían techo flotante. La cubierta superior tendrá para drenaje una pendiente
dirigida hacia el centro no menor del 1,5%.
Este tipo de techo es el más efectivo entre todos los de techo flotante, porque el
espacio de aire entre las dos cubiertas proporcionan un buen aislamiento sobre toda
la superficie del líquido. Esta característica hace que se aplique preferentemente al
almacenamiento de las gasolinas más volátiles.
El mínimo volumen de pontón de un techo de doble cubierta será tal que mantenga
flotando el techo en el supuesto que se inunden dos compartimentos estancos por
rotura de los mismos. Siempre habrán de tomarse los casos más desfavorables
como el indicado en la figura. Para las bases de cálculo se supone que el techo flota
en un líquido con un peso específico de 0,7.
En general cada tipo de techo flotante será diseñado de forma que en el supuesto
que el drenaje de techo esté obstruido, admita una sobrecarga de agua de lluvia de
250 mm de altura, correspondiente a precipitaciones en un periodo de 24 horas.
Esta altura se considera sobre toda la superficie del techo.
Los tanques cubiertos de techo cónico con pantalla flotante, combinan las
ventajas de los tanques de techo cónico y de los de techo flotante. Un techo cónico
fijo completamente cubre el tanque mientras que la pantalla flotante reduce las
pérdidas por evaporación. La pantalla flotante por lo general es del tipo de cubierta
simple.
El techo cónico fijo tiene por objeto no permitir que la nieve, el hielo y el agua
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 22 de 124
puedan operar desfavorablemente en el funcionamiento del techo flotante. De esta
manera los techos flotantes quedan protegidos del espacio exterior y no precisan
sistemas específicos de drenaje. Esto disminuye los gastos de mantenimiento y
puede permitir que los techos operen a menor nivel.
Para que el doble techo no produzca sobrepresiones ni vacíos entre el doble techo y
el fijo, las paredes del tanque en su parte más alta tienen unas escotadura alargadas
que actúan de ventilación.
Las esferas son recipientes destinados al almacenamiento de fluidos a presión.
Adoptan la forma de esfera perfecta y van apoyadas en el suelo mediante patas
tubulares arriostradas con cables tensados. No suelen ser de gran tamaño, 20 m de
diámetro puede considerarse como límite de lo normal.
ESFERAS
CILINDROS HORIZONTALES
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 23 de 124
Todos los recipientes de almacenamiento tienen algunos de los siguientes
elementos:
Bocas de hombre en pared. Generalmente de 20” a 24” de diámetro. Tiene por
objeto facilitar el acceso al interior para operaciones de limpieza o reparaciones. Lo
más normal es que vayan situadas en la parte más baja de la pared.
En esferas no suelen instalarse bocas de registro en los laterales, solamente van
situadas en los polos.
Consta de tubuladuras bridadas, contrabrida ciega y mecanismo de suspensión
(bisagra, pescante, etc.)
Normalmente habrá uno solo pero a voluntad del cliente se pueden colocar dos o
mas.
La boca principal se situará próximo a la tobera de salida del tanque al lado
contrario de la tobera de alimentación. Si la boca de hombre va provisto de un
cabrestante o “Davit” para el manejo de la tapa se dejará espacio suficiente para el
giro del mismo.
Deberá estar lo mas próximo posible a la tobera de salida de tanque, en caso de que
esta lleve tubería, basculante, para poder inspeccionar la junta giratoria de dicha
tubería.
Boca de hombre de techo. Reúne las mismas características que se han indicado
anteriormente, variando solamente el tipo de pescante cuando se use.
En los tanques de techo con pontón se sitúan por lo menos las siguientes bocas de
hombre: una aproximadamente en el centro de la cubierta y el resto en el pontón
(uno por cada compartimiento estanco).
En los tanques de techo de doble cubierta se seguirá la misma norma general que
para los pontones. En las secciones anulares y también como norma general,
llevarán como mínimo dos bocas de hombre.
Las bocas de hombre se suelen colocar simétricamente. Evítese la interferencia con
las escaleras basculantes en tanques de techo flotante. La colocación de estas bocas
con la misma orientación que los de la envolvente permite una mejor iluminación
de la zona correspondiente del tanque. En cambio su colocación diametralmente
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 24 de 124
opuesta permite un buen barrido de gases del interior del tanque cuando se libren
las bocas de hombre de la envolvente y el de cubierta.
Escaleras exteriores en espiral o escaleras exteriores de gato. Se pueden emplear
indistintamente limitado solamente por la altura del tanque. Para alturas mayores de
5 m es conveniente montar escaleras en espiral.
Estas escaleras son exclusivamente para el acceso desde el exterior a la parte más
alta del tanque.
En los tanques de techo flotante aparecen dos nuevos accesorios de tipo estructural:
plataformas de acceso y escaleras interiores
Plataformas de acceso. Se sitúan para apoyo de las escaleras de acceso en el punto
más alto de la pared del tanque y actúan como punto de partida de las escaleras
interiores en los tanques de techo flotante. También se ponen en los tanques de
techo cónico para facilitar el paso a la zona de maniobra del techo.
Las escaleras interiores se usan dentro de los tanques. En el interior del tanque de
techo cónico pueden ir adosadas a las columnas interiores o aprovechar estas
mismas columnas para usarlas como escaleras, ya sea soldándoles pletinas,
redondos, perfiles, etc.
En los tanques de techo flotantes las escaleras interiores irán automáticamente
ajustadas para cualquier posición del techo de manera que siempre facilite el paso
desde la plataforma de acceso al techo flotante.
La escalera se diseñará para facilitar el acceso en cualquier elevación que adopte el
techo. Va apoyada en la plataforma de acceso, adonde va sujeta con un mecanismo
de giro. El otro extremo sobre el techo del tanque. acaba en dos ruedas que giran
sobre dos raíles situados sobre el techo del tanque.
Perfiles de refuerzo. De uso imprescindible en los tanques de techo flotante.
Actúan como anillos rigidizadores de las paredes del tanque para mantener la
redondez del mismo. Cuando son anchos se pueden usar como pasillos de
circunvalación. En este mismo supuesto, habrá que perforarlos para permitir el paso
de la escalera exterior de acceso.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 25 de 124
Cuando hayan de ser usados como pasillo deberán tener como mínimo 600 mm de
anchura y estarán localizados 1 m por debajo del borde superior del tanque. En este
caso habrá que suplementar el borde superior del tanque con un angular de
refuerzo.
Anillos de sellado de techos. El espacio anular comprendido entre el borde rígido
de un techo flotante y la pared del tanque debe quedar cerrado por un sello eficaz.
Las ventajas de los techos flotantes serían nulos sin este sellado, pues tendrían
pérdidas por evaporación considerables de producto y ninguna defensa en caso de
incendio.
En esencia consiste en una banda de goma sintética que se fija entre el borde del techo
flotante y una plancha que circunda al mismo y que por medio de un sistema
apropiado (contrapesos, bandas de goma espuma, bolsa de agua, etc.) se mantiene en
contacto directo con la pared del tanque.
El líquido de sellado puede ser fuel oil, agua (en climas no fríos) ó el mismo líquido
almacenado en el tanque.
Drenajes de techo Pueden sen de las siguientes clases
Abiertos
Primarios
Drenajes de techo
Sinfonados
Cerrados
De juntas articuladas
De goma
De emergencia
Son aplicables exclusivamente a los techos flotantes. Tienen por misión drenar el agua
de lluvia y descargarla fuera del tanque.
Los drenajes primarios abiertos Se instalan en el centro de los techos flotantes de
doble cubierta. Es aconsejable cuando no importa que el agua de lluvia pase a través
del producto almacenado y se deposite en el fondo del tanque.
Consiste en una simple tubería con una criba en el techo del tanque para impedir el
paso de materias extrañas. El agua de lluvia que se deposita en el fondo del tanque es
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 26 de 124
drenada a través de una conexión de purga.
Los drenajes primarios sifonados pueden ser usados en los techos del pontón debido a
que el agua contenida a la tubería y la bandeja cuadrada de recogida sella el producto,
impidiendo que ascienda por la tubería e inunde el techo.
El uso de estos drenajes está limitado a productos con una densidad de 0,85 ó menor.
Los drenajes primarios cerrados de juntas articuladas ó drenajes articulados son los
mas aconsejables para eliminar el agua de lluvia sin que haya contacto directo con el
contenido del tanque
Esta formado por trozos de tubería metálicos, ensamblados por medio de
articulaciones o rotulas de forma que pongan en comunicación el techo con la parte
baja del tanque. Los extremos de tubería estan proporcionados a acomodarse a
cualquier posición del techo.
A la salida del drenaje, cerca del fondo del tanque, se situará una válvula de
compuerta para el caso en que el producto fluya por la tubería, en caso de rotura de la
misma.
Los drenajes primarios cerrados de goma pueden ser usados cuando no es
aconsejable el paso del agua a través del producto, se usan para techos flotantes. La
manguera está hecha de goma sintética resistente al producto almacenado, reforzada
convenientemente por medio de un alambre en espiral. En la pared del tanque llevará
una tobera especial de forma que se pueda reemplazar la manguera sin tener que
penetrar en el tanque.
Los drenajes de manguera pueden ser usados con productos que contengan un tanto
por ciento relativamente alto de aromáticos. Este tipo de drenaje no será usado cuando
exista el peligro de formación de hielo del tanque a no ser que se tomen precauciones
especiales para que el hielo no afecte a la manguera.
En la parte exterior de la tobera del tanque situada una válvula de control para
prevenir posibles roturas de la manguera con salida del producto.
En general para todos los drenajes primarios, el diámetro será de 3” para los drenajes
de techo de diámetros inferiores a 36 m y 4n para los drenjes de techo de diámetros
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 27 de 124
superiores.
Los drenajes de emergencia, son usados normalmente en techos flotantes de doble
cubierta y de pontón que tenga más de 50% de área de pontón. Dan una seguridad
extra sobre inoperatividad del drenaje primario, por accidente o negligencia.
No pueden ser usados en techos flotantes de cubierta simple o techos de pontón, de
área de pontón limitada.
Los drenajes de emergencia son del tipo abiertos.
Ventilaciones automáticas Se instalan en los techos flotantes: de pontón y de doble
cubierta.
Cierran por su propio peso y abren al asentarse en el fondo del tanque.
Se instalan las suficientes ventilaciones para lograr una salida de vapor o entrada de
aire de 20000 barriles por hora (3200 m3 aprox.).
Estas ventilaciones se localizan cerca del centro en los techos de doble cubierta y
cerca de los pontones en los techos de pontón. Como mínimo se colocarán dos
ventilaciones en los techos de pontón para asegurar completamente la circulación del
aire.
Ventilaciones del anillo de sellado. Se sitúan en los techos flotantes. La medida
normal es de 6” de diámetro y la ventilación abre a 0,002 atmósferas
aproximadamente. Tiene por misión eliminar el exceso de presión resultante de la
expansión del espacio del vapor o descargas el exceso de aire o vapores no
condensables.
Soportes de techo. Se precisan para mantener el techo flotante por encima de las
conexiones de entrada y salida, el sistema de drenaje y los serpentines, mezcladores o
cualquier otro accesorio localizado sobre o cerca del fondo del tanque. Se construyan
de tubería y ajustados en altura par permitir operaciones normales de carga y descarga
y operaciones de limpieza. Durante la operación normal los soportes están colocados
para mantener el techo a 750 mm. aproximadamente por encima del fondo, medido
desde el punto bajo del techo. Se ajustan a 1600 mm. Aproximadamente, sólo cuando
se precisa entrar al tanque para operaciones de limpieza.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 28 de 124
Se diseñan para aguantar una carga distribuida de 125 kg por m2 . Se apoyan sobre
una placa base de refuerzo, soldada al fondo del tanque, para distribuir la carga.
Líneas de succión oscilantes. Se instalan cuando se precisa en las especificaciones y
se usan para seleccionar y extraer fluido de la capa que se seleccione, y se
construyen de forma que el orificio de admisión permanezca cerca del nivel del
liquido, o cerca del techo en los casos de techo flotante. En este caso se usaran
solamente con tanques que contengan drenajes de techo de juntas articuladas; pero
no cuando lo tengan de goma a causa del riesgo que supondría la interferencia con
la manguera.
Medidores de nivel Pueden ser construidos de diferentes formas. Las mas usuales
actúan por medio de un flotador . El flotador va conectado por medio de un cable
de acero inoxidable a un sistema medidor ya sea regleta o medidor automático.
Dicho cable va atirantado por medio de contrapesos o muelles de forma que queden
enrollados dentro de los medidores automáticos o señalen un nivel determinado
sobre la regleta, para cada nivel de la superficie libre del liquido.
Apagallamas. Se instalan normalmente en tanques que trabajan a baja presión,
conteniendo líquidos inflamables, tiene por misión evitar que una llama exterior al
tanque se introduzca en este y se propague en el espacio de vapor situado sobre el
líquido almacenado. En el interior del cuerpo tiene dos cintas metálicas enrolladas
sobre un alma de fundición. Una de las cintas es lisa y la otra arrugada. Al ir las dos
cintas juntas forma una especie de malla que permite la libre ventilación del tanque,
pero que impide la entrada de la llama.
Tobera de salida de producto
Es la primera que debe situarse ya que estas toberas se conectan generalmente a
tuberías de aspiración de bombas y estas tuberías son las que requieren mayor
cuidado en su trazado para evitar en lo posible accesorios , bolsas de aire , etc.
Para su orientación debe tenerse en cuenta principalmente el camino mas corto de
la tubería hacia la bandeja de tuberías mas próxima, la posición de la bomba a que
se conecte, la situación de los tanques colindantes que conectan a la misma
aspiración y el posible trazado de la tubería teniendo en cuenta las dilataciones que
ha de experimentar. La elevación deberá ser la mínima admitida por las normas
para toberas tipo regular a fin de poder vaciar el tanque hasta el mínimo nivel
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 29 de 124
posible.
Tobera de alimentación del tanque
Deben colocarse lo más próxima posible a la anterior de forma que para el
accionamiento de las válvulas de entrada y salida el operario tenga que desplazarse
un corto camino.
La alimentación es generalmente de menor diámetro que la de salida de tanque por
lo que las toberas deben situarse de forma que la tubería de alimentación queda
envuelta por la salida del tanque.
El eje de esta tobera debe colocarse una elevación tal que permita que la parte
inferior de las tuberías (b.o.p.) de alimentación y de salida del tanque queden al
mismo nivel.
En caso de que la tobera de salida vaya provista de tubo basculante y que el
cabestrante que acciona este tubo quede entre la salida y la entrada del tanque se
debe dejar acceso a dicho cabestrante.
Tobera de reflujo o retorno de bombas
En caso de que exista, se colocará junto a la tobera de entrada al lado contrario por
tanto de la salida del tanque. Se permutará con la tobera de alimentación en caso de
que esta última sea menor diámetro. La elevación de esta tobera se rige por lo
indicado para la tobera de alimentación.
Tobera de reserva
Se situará a continuación de las anteriores e irá provista de brida ciega y su
elevación se determina como en la tobera de alimentación.
Nivel
No se aproximará demasiado a las tuberías de entrada o salida a fin de que le
movimiento del líquido no falsee la posición del flotador o le haga oscilar
constantemente. Su distancia a las bocas de entrada y salida será del orden de 2 m.
Se situará junto al agujero de hombre la lado contrario de la salida de tanque con lo
que además se conseguirá una mayor facilidad de inspección o reparación del
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 30 de 124
flotador desde dicho agujero.
Hay que contemplar si existe algún agitador próximo que pueda falsear el nivel del
líquido.
Toberas de desagüe de tanque
Como quiera que su manejo no es frecuente su situación relativa no es muy
importante. La posición del sumidero puede a veces venir determinada por la red
general de desagües, fijándose entonces la posición de esta tobera según la
situación del sumidero. Debe situarse lo mas baja posible y deberá ir provista de
válvula de compuerta y de un tramo de tubo acodado para que vierta en el
sumidero.
Tobera para desagüe de cubierta
Cuando el tanque es de techo flotante lleva en dicho techo un sumidero de desagüe
de aguas pluviales, que desagüe a través de una tubería articulada o bien de un tubo
flexible al exterior del tanque, a través de una tobera situada en la envolvente. Esta
tobera deberá ir provista de una válvula de compuerta que normalmente
permanecerá abierta pero que puede cerrarse en caso de rotura del tubo articulado o
flexible para impedir la fuga del líquido almacenado. La situación de esta tobera
puede ser cualquiera (debe colocarse próxima a la tobera de desagüe del tanque a
fin de que pueda verter en el mismo sumidero en caso preciso) ya que su válvula no
es accionada frecuentemente.
Únicamente se debe prestar atención a que el tubo articulado o flexible no interfiera
otros elementos interiores principalmente columnas de soporte y tubería oscilante
de salida de producto (si existe) . Tener en cuenta que si bien los tubos articulados
se mueven en un plano vertical, la tubería flexible puede moverse fuera de dicho
plano.
Tobera de entrada de vapor. Tobera salida de condensado
Los tanques calentados interiormente, generalmente reciben el calor por un
serpentín tubular calentado con vapor situado próximo al fondo del tanque.
Dicho serpentín puede estar dividido en 2 parte simétricas existiendo en este caso 2
toberas de entrada de vapor y otras 2 de salida de condensado, estando estas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 31 de 124
situadas entre las de entrada de vapor.
Las distancias entre estas tuberías y sus elevaciones vienen regidas por la forma y
colocación del serpentín que a veces obliga a que las toberas no sean radiales.
Conviene estudiar como es el serpentín para evitar interferencias con la tubería
oscilante y con la boya del flotador.
Las toberas se situarán a ser posible próxima a la tobera de salida o bien codeándola
de forma que se consiga un mayor calentamiento del líquido en la zona próxima a
la salida
Tobera para termómetro.
Se colocará próxima a la tobera de salida para poder medir la temperatura de la
zona de líquido más próxima a dicho punto.
Como quiera que los termómetros suelen ser tipo reloj, su lectura ha de hacerse
desde corta distancia, por lo que conviene situarlos a la altura de la vista del
operador, evitando interferencias con válvulas, cabestrantes de tubo oscilante etc.
Tobera para entrada de gas
Suelen ser de pequeño diámetro. Se utiliza para introducir en el tanque un gas que a
veces es necesario mezclar con el líquido un contenido en el tanque o que
simplemente se utiliza para agitación del mismo.
Estas toberas llevan interiormente un tubo perforado que permite el barboteo del
gas en el líquido.
Los tubos perforados son normalmente rectos y ocupan una posición radial. Es
conveniente colocar estas toberas próximas a la salida del líquido por ejemplo entre
el agujero principal de hombre y la tobera de salida o bien entre esta y la de
alimentación.
Debe evitarse la interferencia del tubo perforado con otros elementos interiores al
tanque.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 32 de 124
Conexiones de espuma
Algunos tanques de techo cónico llevan una o varias conexiones de espuma para la
extinción de incendios colocadas en la parte alta de su envolvente muy próximas al
techo.
Estas conexiones de espuma se acoplan directamente a orificios realizados en los
tanques y van provistas generalmente de bridas de cara plana colocadas
horizontalmente o verticalmente, donde se conecta las tuberías de suministro de
agua mezclada con líquido productor de espuma.
En caso de existan varias conexiones de espuma en un mismo tanque se situarán
equidistantes entre si.
Su orientación depende de la situación del hidrante mas próximo y del diseño mas
adecuado de las tuberías de suministro.
Puede colocarse una conexión de espuma con la misma orientación que otra tobera
de las antes descritas ya que los cambios de dirección de la tubería de suministro
pueden realizase por encima de dicha tobera, sin embargo es mas conveniente que
no exista en la proximidad otra tobera a fin de que la tubería de suministro pueda
descender hasta unos 300 mm de la plataforma del tanque permitiendo de esta
forma el libre acceso alrededor del tanque.
Ha de cuidarse que la tubería de suministro a la conexión de espuma no interfiera
con otras toberas, con la escalera etc. Los brazos que ha de tener la tubería de
suministro para corregir el asentamiento del tanque será de unos 2 m de longitud
Pueden existir otros tipos de conexiones de espuma que precisen de toberas de
entrada en tanque próximas a fondo si bien no son muy usuales.
Toma de muestras
Deben situarse en la misma zona que los elementos descritos, generalmente con la
misma orientación que los agujeros de hombre pero a menor distancia del eje del
tanque.
Escaleras-Plataformas-Barandillas.
Salvo para algunos tanques de pequeña altura en que se utilizan escaleras de fácil
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 33 de 124
situación, en la mayoría las escaleras son tipo espiral, ascendiendo a 45ºC con lo
que el arco de circunferencia que ocupan en planta es igual a la altura del tanque y
al llegar a la altura del techo tienen una pequeña plataforma. En los tanques de
techo flotante llevan sobre el techo un tramo de escalera recto basculante cuyo
extremo se desliza por unos carriles situados dicho techo.
Normalmente se colocan en posición tal que el recorrido que haya que hacer a
través de la cubierta para inspeccionar los accesorios que el tanque va en la misma
sea mínimo.
Normalmente a la terminación de la escalera, en la cubierta, se coloca una
barandilla que protege la zona de trabajo.
Conviene pues que la terminación de la escalera tenga una orientación próxima a
las poleas del nivel y de la tubería oscilante.
La dirección de ascenso puede ser en el sentido de giro de las agujas del reloj o en
sentido contrario. Se debe procurar que el arranque de la escalera quede próximo al
acceso normal al tanque y si existen varios tanques próximos colocar dichos
accesos de forma que el recorrido entre ellos sea más corto y facial posible.
Evítese interferencias también con las conexiones de espuma y sus tuberías de
suministro.
En lugares fríos evítese la orientación norte que puede dar lugar a heladas que harán
peligroso el acceso por la escalera.
Agitadores
A veces se colocan uno ó más agitadores cuya misión es mezclar el liquido
contenido en los tanques. Estos agitadores suelen llevar toberas especiales cuyo eje
a veces no adopta la posición radial.
En caso de que solo exista 1 agitador, su posición más correcta sería, próxima a la
tobera de salida, normalmente entre esta y el agujero de hombre, con su eje bien
situado radialmente o bien inclinado de forma que corte el eje de la tobera de salida
interiormente al tanque, a fin de que la agitación sea lo más intensa posible en la
salida. Si existen varios agitadores sus ejes suelen situarse inclinados con respecto a
los respectivos radios con inclinación en igual sentido de forma que produzcan un
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 34 de 124
desplazamiento circular del líquido alrededor del centro del tanque. En este caso se
suelen colocar los distintos agitadores equidistantes entre si.
Comprobar si tienen interferencia con los elementos interiores del tanque si causan
perturbaciones en el nivel y si disponen de espacio suficiente en el exterior del
tanque para el mantenimiento de sus motores y para el montaje y desmontaje.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 35 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.3
Pág.: 36 de 124
Intercambiadores
Un intercambiador de calor es un aparato en el cual dos fluidos circulan en
direcciones normalmente opuestas, intercambian calor, efectuándose dicha
transmisión de calor a través de la superficie que siempre separa a dichos fluidos.
La velocidad de transmisión del calor del fluido caliente al frió viene determinada
por las propiedades físicas de los fluidos, el caudal y temperatura de los mismos y
por las características de la superficie que separa a ambos fluidos
Existen muchos tipos de intercambiadores, y entre ellos los más utilizados en la
Industria Petroquímica son los siguientes:
a.
Intercambiadores de Carcasa y Tubos,
b.
Intercambiadores en U,
c.
Aerorrefrigerantes.
d.
Intercambiadores de placas
Aún dentro de cada uno de esos tipos, se pueden fabricar intercambiadores con
criterios de diseño muy variados.
Una regla de aplicación general, aunque con frecuentes excepciones es la siguiente:
El fluido que se calienta circula en sentido ascendente mientras que el fluido que se
enfría circula en sentido descendente. En general, si no hay vaporización o
condensación de ninguno de los fluidos durante el intercambio de calor, estos se
podrían hacer circular en cualquier sentido. Sin embargo, la mejor transmisión de
calor se obtiene haciendo que los fluidos circulen a contra flujo. Si, por ejemplo, en
un intercambiador de carcasa y tubos, el fluido entra por la parte inferior de la
carcasa y sale por la parte superior, en el haz de tubos entrará por la parte superior y
saldrá por la inferior.
Algunos ejemplos típicos ilustran estos principios. En la mayor parte de los casos la
entrada de agua está en el lado inferior del cambiador y la salida en el lado superior.
El vapor entra por la tobera del distribuidor superior en los rehervidores y el
condensado sale por la tobera inferior. La entrada de vapor de los Condensadores
está situada en la parte superior y la salida de líquido en el fondo.
Los cambios de fase, cuando deben condensarse o generarse grandes cantidades de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 37 de 124
vapor, suelen tener lugar en la envolvente, en donde puede disponerse de mayor
volumen que en el espacio restringido de los tubos.
El flujo en contracorriente da lugar a un intercambio de calor más adecuado que el
flujo en paralelo, por lo que en general se prefiere esta solución. Esto puede
conseguirse únicamente en cambiadores de paso simple, tanto en el lado tubo como
en la envolvente, o en unidades de tipo de doble tubo. En los cambiadores de paso
de tubos múltiples y envolvente de flujo cruzado, este principio pierde su
importancia.
Basándose en estos principios, se ha dispuesto un condensador de paso de tubo
sencillo situado después de una columna de destilación, tal como muestra la Figura
2A. En ella las conexiones de entrada y salida se han diseñado por el Especialista
de cambiadores y se han trazado las tuberías de acuerdo con ello. Esta solución es
correcta. Pero la disposición de la Figura 2B funciona de igual manera y permite
evitar soldaduras y accesorios en la tubería de gran diámetro de cabeza.
Los diagramas de tuberías e instrumentos muestran normalmente en qué forma se
efectúa la circulación del flujo en los intercambiadores.
Cuando se encuentre un caso que contradiga las reglas generales sobre el sentido de
flujo ya enunciados, conviene investigar dicho caso por si hubiese un error.
4.3.1. Intercambiadores de carcasa y tubos.
La mayor parte de los cambiadores de haz de tubos utilizados en las plantas
químicas son de construcción soldada. (Figura 1). Las envolventes se construyen
corno un trozo de tubo con terminales de bridas y con las conexiones requeridas.
Hasta 600 milímetros de diámetro, las envolventes se fabrican de tubo sin
soldadura; por encima de 600 mm, en general se fabrican de chapa doblada y
soldada. La sección del distribuidor se fabrica normalmente a partir de sus distintas
piezas, con bridas de cuello de acero forjado, cilindros de acero laminado y
particiones soldadas. Las tapas de la envolvente pueden ser soldadas directamente a
la envolvente o ser construcciones fabricadas de fondos bridados abombados y
bridas de tipo de cuello de acero forjado.
Estos intercambiadores se diseñan normalmente con arreglo a las normas TEMA.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 38 de 124
(Tubular Exchanger Manufactures Association). Estas normas TEMA, asignan a
cada variante de los tres componentes principales de un intercambiador (carcasa,
cabezal fijo y cabezal trasero) una letra, de forma que el tipo a que pertenece un
intercambiador queda definido por un conjunto de tres letras.
El diseñador de tuberías recibe normalmente una hoja de datos en la que se incluye
el tipo de intercambiador, (figura 11). Observando la figura 52, comprobaremos
que el cabezal fijo es del tipo A la carcasa es del tipo E y el cabezal trasero es del
tipo S. El conjunto de esta información nos define el intercambiador en cuestión,
como un intercambiador tipo AES. Utilizando este código, cualquier
intercambiador de carcasa y tubos puede ser identificado mediante un conjunto de
tres letras.
Las normas TEMA, también incluyen criterios y cálculos de diseño muy detallados.
Del contenido de estas normas en general, todo aquello que este comprendido bajo
el epígrafe de TEMA-R es de aplicación para refinerías, y lo comprendido en
TEMA-C es de aplicación para plantas químicas. En general los intercambiadores
diseñados con arreglo a la norma TEMA-C, están destinados a un funcionamiento
no muy intensivo, por lo cual son más ligeros y en consecuencias más baratos.
Elementos que componen un intercambiador.
La figura N-2, muestra los elementos más importantes de un intercambiador. Uno
de les fluidos penetra al intercambiador a través de la tubuladura (5), que está
situada en el CABEZAL FIJO (CHANNEL) y que comunica con el. HAZ
TUBULAR. Dicho fluido se encuentra en su camino con la placa (6), y es obligado
a penetrar a través de los tubos. Estos, conducen el fluido desde la parte inferior del
cabezal fijo hasta la. parte superior del mismo, a la cual va conectada la tubuladura
(5), y a través de ella sale el fluido. Las partes superior e inferior del-cabezal están
herméticamente separadas por la placa (31), de forma que un fluido solo podría,
pasar de una a otra realizando un recorrido completo a través de los tubos.
El otro fluido penetrará en la carcasa a través de la tubuladura (12), y entrará en
contacto con la. superficie exterior de los tubos.
El recorrido de este segundo fluido que habiendo penetrado por la tubuladura (12),
se dirige por el interior de la carcasa hacia la tubuladura de salida (12), no es recto,
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 39 de 124
sino que dicho fluido es obligado a avanzar en zig-zag a causa de las placas (28)
situadas a lo largo de la carcasa y perpendicularmente al eje de la misma. El objeto
de esto es que el contacto entre el líquido que circula por el interior de la carcasa y
la superficie externa de los tubos sea máximo con lo cual, el intercambio de calor
entre ambos fluidos queda favorecido.
El Haz Tubular (TUBEB UNDLE) está comprendido entre las dos Placas Tubulares
(6) (TUBS SHEET),y los tubos del haz (7) soldados a las mismas
Desmontado, el Cabezal Fijo (CHANNEL (1), puede extraer el Haz Tubular, para
limpiarlo o sustituirlo. El Haz Tubular, no siempre puede extraerse. En aquellos
casos en que éste no es desmontable, el equipo recibe el nombre de intercambiador
de placas tubulares fijas.
En aquellos casos en que el haz tubular es desmontable, hay que prever una zona
total mente despejada frente al intercambiador para dar cabida al equipo utilizado
para retirar el haz, además del espacio que el propio haz tubular necesita para ser
separado del cuerpo del intercambiador. En total el área despejada necesaria debe
medir como mínimo, y a partir de la tapa del cabezal fijo, una longitud igual a. la
del haz tubular más 1500 mm. Habrá que prever asimismo un camino de acceso al
intercambiador para un vehículo de carga.
Cuando los intercambiadores está provistos de cabezal fijo, y cabezal flotante, la
tapa de este, deberá disponer también de un área despejada para su montaje. Puesto
que dicha tapa del cabezal flotante se desmonta y se retira levantándolo desde
arriba con una pequeña grúa, no es aconsejable que haya ninguna tubería por
encima de ella.
Es responsabilidad del diseñador de tuberías el comprobar que los datos que refleja
el plano del intercambiador se ajustan a lo requerido.
El tamaño y número de las toberas y sentido de flujo se puede comprobar con el
diagrama de tuberías e instrumentos. También hay que comprobar que la altura,
tipo y situación de las patas o soportes del intercambiador, son aceptables. Es
necesario asimismo comprobar que las toberas situadas en la parte inferior del
intercambiador no tropiezan ni con. la pata del intercambiador ni con el soporte de
acero y hormigón sobre el cual descansa dicha pata.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 40 de 124
Después que el diseñador ha comprobado este plano dimensional, una copia de
dicho plano con todos los comentarios debidamente marcados, se envía a la sección
de calderería. Cuando la sección de calderería recibe dicha copia, incorpora todas
las modificaciones al original del plano en cuestión, siempre que esté de acuerdo
con ellas.
Tubos y Haz de Tubos
Los tamaños de tubos más utilizados varían entre 5/8” y 1”. Los tubos pueden
disponerse en forma de paso triangular o cuadrado. Una vez que las placas
deflectoras se han situado alrededor de los tubos, éstos son mandrilados en las
placas fijas en cada extremo. Las placas de tubos pueden soldarse a la envolvente.
Si las placas de tubos son separadas (mantenidas entre bridas) forman junto con los
tubos y placas deflectoras un haz extraíble. El espaciado de los tubos dispuestos
con paso triangular resulta muy reducido, presenta dificultades para la limpieza
mecánica y aumenta la pérdida de carga en el lado de la envolvente. Cuando se
requiere una baja pérdida de carga en el lado envolvente, debe usarse un paso
cuadrado, pero, debido al espaciado mayor entre tubos de paso cuadrado, la
envolvente debe de ser de más diámetro y el cambiador resulta más caro. En el
diseño de la planta debe preverse un acceso a los haces de tubos, porque las tapas
del cambiador se quitan periódicamente para inspeccionar los tubos.
Placas Deflectoras
Estas placas deflectoras forman parte integral del haz de tubos y sirven para dirigir
el flujo de dentro de la carcasa, horizontal y verticalmente, para un intercambio
óptimo de calor y para soportar los tubos entre las placas de tubos. Las placas
deflectoras son normalmente chapas de 1/8” a 1/4” de espesor, cortadas
adecuadamente y ,dispuestas de forma que dirijan el flujo a través de la envolvente.
Los cambiadores tienen normalmente placas deflectoras en forma de segmento; los
condensadores tienen las placas deflectoras horizontales. Las placas deflectoras
determinan así mismo la situación de las toberas de entrada y salida en la
envolvente.
La Tabla 1 muestra disposiciones tipitas de placas deflectoras para varios tipos de
cambiadores. Las placas deflectoras en forma de segmento dan lugar a una
envolvente de paso simple, con toberas a cada lado de la envolvente (números l y 2
de la Tabla 1). El diseño de flujo partido tiene una entrada y dos salidas (número 4)
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 41 de 124
y el diseño de flujo partido simple con placas deflectoras necesita una entrada y una
salida (número 7). La envolvente de flujo partido doble, con placas horizontales,
tiene dos entradas y dos salidas (número 5). El diseño a base de segmentos con dos
o más pasos en la envolvente tiene toberas a un extremo cuando el número de pasos
es impar y toberas a ambos lados si el número es par (números 5, 6, 9 y 10).
Fondos
La envolvente y tubos del cambiador quedan limitados entre un cabezal distribuidor
y un fondo. Las conexiones de entrada y salida pueden estar en uno o en ambos
extremos del cambiador. Aquellos fondos pueden ser fundidos o fabricados de
acero al carbono o aleado. La selección del diseño del fondo depende de la
frecuencia de la inspección y del mantenimiento de los cambiadores. Los fondos
pueden soldarse a la envolvente o bien ir bridados, con tapas adicionales para
inspección de los tubos sin necesidad de desconectar los mismos. Los tubos tienen
que desconectarse para poder extraer el distribuidor. La tapa normalmente no tiene
conexiones de tuberías. A menudo suele disponerse un pescante, pivotado sobre la
envolvente, para poder extraer la tapa (ver Figura 3).
Las toberas de entrada y salida y la dirección del flujo tanto en el lado tubos como
en el lado envolvente se disponen de forma que permitan el flujo requerido a través
de la unidad para una óptima transferencia de calor. La envolvente y el distribuidor
tienen conexiones de venteo y drenaje. Pueden disponerse también sobre la
envolvente conexiones para tomas de presión, medidas de nivel o válvulas de
seguridad, en caso de ser requeridas
En general la envolvente dispone de dos soportes uno de ellos con agujeros
alargados para pernos de anclaje que permitan la expansión térmica. Cuando los
cambiadores están apilados se precisan soportes adicionales en la parte superior de
la envolvente inferior. Puede diseñarse una estructura ligera entre las zapatas de los
cambiadores para espaciar los cambiadores apilados
Cambiador de placa fija
Son cambiadores con tubos totalmente encerrados que pueden utilizarse sólo en
servicios limpios (ver Figura 3). La limpieza puede realizarse únicamente por
lavado con agua a través del lado tubos y lado envolvente. Deben preverse
conexiones de limpieza en las tuberías, lo más cerca posible a las toberas del
cambiador, entre éste y las válvulas de bloqueo. Dos tapas atornilladas pueden
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 42 de 124
facilitar la inspección y la limpieza de los tubos. Debido a que este cambiador no
permite la expansión de los tubos, estos cambiadores se construyen para servicios a
baja temperatura. Cuando existe una expansión diferencial entre los tubos y la
envolvente debe preverse una junta de expansión en la envolvente.
Cambiador de tubos en “U”
En este tipo de cambiador el haz de tubos tiene forma de “U”, puede expansionar
libremente y puede extraerse de la envolvente. Para mantenimiento “in situ”, debe
preverse espacio en la parte posterior y delantera. del cambiador. Debe disponerse
así. mismo espacio para las instalaciones de extracción de tubos móviles. El diseño
en tubos en “U” se utiliza cuando no se espera ensuciamiento dentro de los tubos.
Cambiador de cabezal flotante
Este es el tipo utilizado más frecuentemente en plantas químicas (Figura 1) y
resulta más caro que el cambiador de tubos en “U”. Un extremo del haz de tubos
tiene una placa fija estacionaria que se mantiene entre las bridas de la envolvente y
el distribuidor. El cabezal flotante puede expansionar libremente y contraerse con
los cambios de temperatura.
Cambiador tipo KETTLE
Este tipo de cambiador se elige para grandes caudales de evaporación (Tipo 8 de la
Tabla 1). Puede tener un haz de tubos en forma de “U” o con cabezal flotante. La
envolvente es de mayor diámetro para acomodar el vapor generado.
Estos ejemplos de cambiadores muestran detalles de interés al diseñador de tuberías
porque es el diseñador de cambiadores el que determina el tipo de cambiador,
tamaño, detalles de la construcción, disposición de toberas y dirección del flujo a
través de la envolvente y de los tubos, todo ello normalmente sin tener que tener en
cuenta el trazado de la tubería exterior. En la mayor parte de los casos, el diseñador
de tuberías no tiene influencia en el diseño y selección del cambiador, pero si puede
pedir disposiciones alternativas de flujo y toberas para conseguir un trazado de
tuberías económico.
El Diseñador de tuberías es responsable de la disposición física de la tubería y de la
operación eficiente y sin problemas del equipo de proceso, incluyendo los
cambiadores. Por ejemplo, si el diseñador de tuberías sigue ciegamente la situación
de las toberas y los requisitos pedidos por el especialista de cambiadores, puede
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 43 de 124
hacer una disposición de equipos tal como se muestra en las Figuras 2A, 2C y 2E.
La línea de aspiración en la Figura 2C presenta una bolsa y un lazo en la línea, lo
que implica mayor longitud de tubo, más accesorios, más ventilaciones y drenajes y
una operación no satisfactoria de la bomba. Haciendo variar el flujo a través del
cambiador, se eliminan un lazo, una bolsa, un venteo y un drenaje tal como muestra
la Figura 2D. Además la línea de aspiración se acorta y simplifica. Otra
comparación se ilustra en las figuras 2E y 2F. El flujo en zig-zag largo que se
muestra en la figura 2E puede simplificarse con una disposición más funcional
como muestra la Figura 2F.
Rehervidores tipo termosifón.
Los rehervidores tipo termosifón son intercambiadores que pueden tener el haz
tubular en posición vertical o posición horizontal.
La figura (26) nos muestra el plano dimensional de un rehervidor tipo termosifónhorizontal. Este es un intercambiador de diseño BHU. Son de destacar en este caso
las dos entradas a la carcasa, con una placa vertical frente a cada una de ellas para
dividir el flujo que penetra por las mismas. Este tipo de carcasa se llama de doble
flujo partido. Los rehervidores tipo termosifón horizontales está normalmente
situados sobre fundaciones de hormigón de altura mínima, para reducir en lo
posible la distancia de éstos al suelo.
Condensadores Verticales y Rehervidores.
La figura (27) muestra un intercambiador tipo BEM diseñado para ser montado
verticalmente sobre una estructura y cuya misión es condensar los vapores de
cabeza que salen de una columna de destilación de crudo. Nótese que este
intercambiador es de paso único, a través de los tubos. Todo el fluido a enfriar entra
en forma de vapor a través de la tubuladura (T1). Este fluido parcialmente
condensado sale a través de las toberas (T2-T3). Este intercambiador vertical está
fijado a la estructura que los soporta por medio de cuatro patas soldadas a la carcasa
del mismo.
Los rehervidores tipo termosifón se asemejan mucho al que aparece en el la figura
2F con la diferencia de que la dirección del flujo es distinta, es decir, el producto a
vaporizar entra a los tubos por la parte superior.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 44 de 124
Condensadores horizontales.
Los condensadores horizontales se dividen en dos tipos fundamentales que son los
condensadores inundados y los elevados. A simple vista no se nota ninguna
diferencia entre ambos tipos. Los condensadores horizontales, denominados
inundados están diseñados de tal manera que durante su funcionamiento, el líquido
resultante de la condensación cubre completamente el haz de tubos. Estos
condensadores van situados a una altura mínima sobre el. suelo, y en ellos la
tubería de salida del líquido sale de la parte inferior y asciende hasta conectar con el
acumulador que estará en una posición más elevada.
En los condensadores denominados "elevados", el nivel del líquido producto de la
condensación, no cubre el haz de tubos, y es necesario para el correcto
funcionamiento, que estén a una elevación superior a la del acumulador que recibe
el líquido formado, lo cual implica construir una plataforma metálica o de
hormigón con la altura adecuada y capaz de soportar el peso del condensador en
cuestión.
En el diagrama de tuberías e instrumentos, deben mostrarse siempre un
condensador "inundado" por debajo del acumulador, y uno elevado por encima del
mismo.
4.3.2. Tubuladuras de los intercambiadores.
En la mayoría de los casos, un diseñador al que se le presenta un intercambiador
clásico con una disposición de tubuladuras convencional, aplicaba los criterios
clásicos al diseñar el sistema de tuberías correspondiente sin tener en cuenta las
numerosas posibilidades que aparecen cambiando la disposición de las tubuladuras.
Normalmente, una tubuladura de un intercambiador consiste en un corto tramo de
tubería que sale perpendicular a la pared del intercambiador y que lleva una brida
soldada en el otro extremo.
Casi siempre estas tubuladuras están en posición vertical, saliendo de la parte
superior o de la parte inferior del intercambiador, bien sea de la carcasa o del
cabezal fijo.
En algunos casos, si las toberas de gran diámetro nominal (por ejemplo 10 pulgadas
y mayores) que salen de la parte inferior del intercambiador las ponemos acodadas,
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 45 de 124
se podrá reducir considerablemente la altura de la fundación del intercambiador.
También es conveniente el utilizar toberas acodadas en el caso en que estando un
intercambiador montado encima de otro, coinciden en el mismo eje vertical dos
toberas qué no debiendo conectar, una apunta hacia arriba y la otra hacia abajo.
Para facilitar el trazado de tuberías, la regla básica del conexionado a un
intercambiador podrá ignorarse en aquellos casos en que los fluidos que se manejan
presentan una sola fase (bien sea líquido o vapor) y permanecen en esa misma fase
en todo su recorrido a lo largo del intercambiador.
Si esta condición se da, se puede aceptar que el fluido que se calienta circule de
arriba a abajo, y el que se enfría de abajo a arriba. Esto sin embargo es inaceptable
en el caso de que algunos, de los fluidos experimenten una condensación o una
vaporización. En cualquier caso, aún, para aquellos fluidos que presentan una sola
fase la desviación de la regla básica de conexionado solo se llevará a cabo con una
aprobación explicita para ese caso.
El cambio en el sentido de circulación de los fluidos pueden afectar la transmisión
de calor, y en servicios críticos puede no ser aceptado.
Es importante para el diseñador de tubería, el saber que los cambios anteriormente
citados son factibles, pero es aún más importante el saber cuando dichos cambios
pueden ser utilizados para mejorar un trazado de tuberías.
4.3.3. Refuerzos de las tubuladuras.
Toda abertura realizada en la carcasa de un intercambiador, para acomodar a una
tubuladura, exige normalmente que se coloque un refuerzo soldado a la carcasa y
alrededor del cuello de la tubuladura.
En ciertos casos que se prevea que los esfuerzos producidos sobre una tubuladura
por la tubería conectada a ella puedan ser de gran magnitud, estos refuerzos podrán
ser sobredimensionados para resistir tales esfuerzos, que pueden ser calculados por
el especialista correspondiente. Si estos esfuerzos resultan mayores de lo
normalmente admitido, se deberán someter a la consideración del fabricante del
intercambiador que podrá aumentar la rigidez de la tobera adecuándola a los
esfuerzos que ha de soportar. Normalmente el coste que supone el aumentar la
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 46 de 124
rigidez de las toberas queda compensado por la economía conseguida en el trazado
de tuberías. El fabricante hará lo posible por ajustarse a nuestras necesidades, pero
sin embargo se puede encontrar con ciertas limitaciones
Normalmente unos esfuerzos en las tubuladuras de 25 a 50% mayores de lo que una
tubuladura standard aguantaría, se pueden compensar modificando el refuerzo de la
tubuladura, pero para valores mayores no habría mas remedio que modificar el
trazado de tuberías hasta reducir dichos esfuerzos en las toberas hasta unos valores
aceptables.
4.3.4. Mejora del tendido de las tuberías mediante la adecuada implantación del
cambiador
El equipo de proceso, en la mayor parte de las unidades, se dispone en secuencia
con el flujo de proceso.
Cualquiera que sea el sistema de implantación elegido, el estudio de la disposición
de los cambiadores es similar. En la implantación, las torres de destilación deben
disponerse en primer lugar y una vez que la secuencia adecuada de columnas se ha
establecido, puede disponerse el resto de los equipos la posición de un cambiador
en plantas químicas y petroquímicas normalmente depende de la posición de la
columna de destilación. La posición relativa de los cambiadores puede encontrarse
fácilmente por los diagramas de flujo y los siguientes conceptos generales pueden
aplicarse en el posicionado correcto de los mismos:
1º. Los cambiadores deben situarse inmediatamente adyacentes a los equipos
relacionados con ellos.
Por ejemplo, los rehervidores deben situarse próximos a sus torres
respectivas; los condensadores deben situarse próximos al depósito de
reflujo y cercanos a la torre.
2º.
Los cambiadores deben situarse próximos a los restantes equipos del proceso.
Por ejemplo, los cambiadores en circuitos con bomba (algunos circuitos de
reflujo). En el caso de flujo de extracción del fondo de un recipiente a través
de un cambiador, éste debe situarse próximo al depósito y debajo del
mismo, con objeto de obtener cortas líneas de aspiración en la bomba.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 47 de 124
3º. Los cambiadores entre dos equipos de proceso distantes, tal como se muestra
en la Figura 4A (por ejemplo, cambiadores con líneas de proceso conectadas a
ambos extremos de los mismos), deben situarse donde las dos corrientes se
encuentren en el puente de tuberías y tengan un recorrido paralelo y en el lado
de la unidad en el que se encuentre la mayor parte del equipo asociado. La
Figura 4 muestra que la situación en el lado norte costará más en recorrido de
tuberías
4º. Los cambiadores entre equipos de proceso y el límite de unidad, tal como
muestra la Figura 4B (por ejemplo los enfriadores finales de producto) deben
situarse cerca del límite de unidad, con objeto de minimizar los recorridos de
tuberías.
Una etapa posterior en la implantación es establecer los cambiadores que pueden
apilarse con objeto de simplificar el sistema de tuberías y reducir el espacio
ocupado. La mayor parte de las unidades con el mismo servicio se agrupan
automáticamente. Dos cambiadores con servicio distinto pueden apilarse del mismo
modo. Deben preverse suficientes espacios libres para las tuberías del lado carcasa
y del lado distribuidor entre los dos cambiadores. Los rehervidores y condensadores
normalmente se disponen separadamente a lo largo de sus torres respectivas
Las Especificaciones de Diseño normalmente limitan la altura máxima de los
cambiadores apilados a aproximadamente 4 m de altura hasta la envolvente más
alta, de forma que el equipo móvil de mantenimiento pueda manejar fácilmente los
haces de tubos (ver MT-M31).
4.3.5. Modificaciones en cambiadores para mejorar el trazo de tuberías
La Tabla 1 muestra las alteraciones que pueden realizarse sobre cambiadores, sin
incremento de costo, con objeto de alcanzar una disposición de tuberías óptima. Esto puede variar entre cambiar la dirección del flujo a resituar las toberas. Las
alteraciones posibles son:
Intercambiar los medios en circulación entre el lado tubos y el lado
envolvente
Este cambio es posible frecuentemente y más cuando los dos medios en
circulación son similares, tales como hidrocarburos líquidos. En general se
prefiere que el fluido caliente circule por los tubos para minimizar las pérdidas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 48 de 124
de calor a través de la envolvente o para evitar el uso de un aislamiento más
grueso.
Cambio de dirección del flujo en el lado tubos, en el lado envolvente o en
ambos lados
Estos cambios son posibles frecuentemente y pueden ser aceptados por el
Diseñador del cambiador si los tubos son de disposición en paso doble o
multipaso y la carcasa tiene una disposición de placas de flujo cruzado. En los
intercambiadores que tienen flujo cruzado, el cambio de dirección de flujo debe
hacerse simultáneamente en él lado tubos y lado envolvente.
Cambiar la situación de las toberas en el lado tubos o en el lado envolvente
Estos cambios son posibles frecuentemente en la envolvente y en el distribuidor,
sin que se afecte a la operación de la mayor parte de los cambiadores de plantas
químicas.
Los factores siguientes pueden influenciar la decisión del Diseñador de tuberías
cuando considera cambios en la construcción del cambiador
Líquidos viscosos
La operación del cambiador mejora frecuentemente cuando el material viscoso
fluye dentro de los tubos (particularmente cuando se están enfriando). En el lado
envolvente podrían formarse bolsas, con lo que se reduce la superficie de
transferencia efectiva de calor.
Servicios de alta presión
Si un fluido a alta presión fluye en el lado tubos, solamente los tubos, placas de
tubos, distribuidor y tapa han de diseñarse para esta alta presión (debe preverse
una válvula de seguridad en la carcasa). Una alta presión en la carcasa requiere
una envolvente y tapas mucho más pesadas, aumentando considerablemente el
costo del cambiador.
Caídas de presión
Cuando se tenga que disminuir la caída de presión se debe hacer pasar el flujo a
través de la envolvente Pueden conseguirse bajas velocidades másicas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 49 de 124
espaciando las placas deflectoras, con lo que se reduce la perdida de carga. Una
envolvente de mayor diámetro aumenta el costo del cambiador.
Flujo en la envolvente
El volumen de la envolvente puede diseñarse mucho mayor que el volumen del
lado tubos, por tanto la vaporización y la condensación pueden realizarse de
modo más efectivo en ella que en los tubos.
Corrosión
Los líquidos corrosivos deben circular por los tubos, de forma que la carcasa
pueda. construirse de acero al carbono. De este modo solamente los tubos y el
distribuidor necesitan ser construidos de aceros especiales.
Ensuciamiento
Si uno de los medios en circulación es sucio y el otro limpio, el hacer pasar el
fluido limpio por la carcasa permitirá un diseño más simple del cambiador y
mayor facilidad para la extracción del haz de tubos para su limpieza.
4.3.6. Modificaciones mecánicas en cambiadores
Ciertas alteraciones mecánicas del cambiador básico no afectan al diseño térmico y
pueden disminuir el costo, permitir mejor acceso y mejorar la distribución de
tuberías. A menudo, un ligero incremento de costo motivado por una disposición de
toberas especial está más que justificado por un diseño de tuberías más económico.
En la Figura 5 se muestran algunas variaciones en disposición de toberas. Toberas
acodadas permiten bajar los cambiadores y acercarlos al suelo. También permiten
disponer más cerca los cambiadores apilados, bien en paralelo o en servicio similar.
Esto facilita un mejor acceso y mejor mantenimiento de las válvulas de los
cambiadores e instrumentos. Las conexiones angulares pueden evitar 1 ó 2 codos en
la tubería. Estas se aplican frecuentemente en la tobera superior de la carcasa o del
lado tubos. Demasiadas conexiones angulares en el fondo pueden significar un
punto de drenaje separado en la carcasa o distribuidor. El ángulo máximo desde un
eje vertical puede ser alrededor de 30º, pero este ángulo depende del tamaño de la
tobera y envolvente y de los elementos internos del cambiadora tal como dela
disposición de las placas deflectoras en la carcasa y de las particiones en el
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 50 de 124
distribuidor. Las conexiones tangenciales pueden reducir accesorios, simplificar el
trazado de tuberías y mejorar el acceso a válvulas.
En instalaciones dentro de edificios con espacio restringido y para cambiadores en
estructuras o soportados sobre recipientes, el diseño original del cambiador puede
resultar demasiado largo. Es posible acortar los cambiadores a fin de satisfacer las
limitaciones de espacio, pero sin embargo la regla práctica es que el cambiador más
económico es el diseñado usando el menor diámetro de envolvente y la longitud
máxima de tubos.
Los cambiadores horizontales pueden colocarse verticales para limitar el espacio
ocupado. Los verticales pueden cambiarse a horizontales cuando la altura de la
instalación esté restringida
Los soportes y cimentaciones de los cambiadores en relación con la carcasa y
posición de las toberas del distribuidor pueden también cambiarse de lugar para
ajustarlos a un diseño global más económico de las cimentaciones (alineadas ó
combinadas).
4.3.7. Tuberías de cambiadores
La información requerida para el diseño de las tuberías relacionadas con los
cambiadores es la misma que la requerida para las tuberías de recipientes (ver MTM35).
Una vez que toda la información ha sido recogida y los cambiadores han sido
situados en el Plano de Implantación y establecidas sus elevaciones, la primera
etapa es definir los espacios libres y de trabajo, en el frente y alrededor de ambos
fondos. Estas áreas de trabajo deben mantenerse libres de cualquier tubería o
accesorio para facilitar la extracción del distribuidor, de la tapa de la envolvente y
del haz de tubos, así como para mantenimiento y limpieza (los espacios libres
indicados en la Figura 6 son para cambiadores de aproximadamente 600 mm. de
diámetro, las unidades más pequeñas requerirán espacios libres algo menores y al
contrario).
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 51 de 124
Tuberías en planta
La Implantación General influencia la disposición principal de las tuberías de
cambiadores y espacios de acceso (ver Figura 6). El lado del distribuidor de los
cambiadores debe dar hacia la carretera de acceso, para facilitar la extracción de
tubos. La tapa de la envolvente debe dar al puente de tuberías.
Si las tuberías se disponen solamente en una elevación (entre el cambiador y el
puente de tuberías) una línea se localizará encima del eje del cambiador. Se sugiere
que una tobera superior de la carcasa se seleccione para esta localización. La
conexión superior del lado tubos puede entonces situarse con un ligero ángulo
(Figura 5C) para evitar interferencias con la tubería superior del lado carcasa.
Las líneas que giran a la derecha en el puente de tuberías deben dirigirse hacia la
parte derecha del eje del cambiador y las que giran a la izquierda deben acercarse al
puente por el lado izquierdo del eje del cambiador. Las tuberías de las conexiones
de fondo de los cambiadores deben también volver hacia arriba sobre la derecha o
izquierda del eje central dependiendo de en qué sentido la línea gira en el citado
puente. Las líneas con válvulas y válvulas de control deben girar hacia un lugar con
acceso, que debe disponerse próximo al cambiador.
Las líneas que interconectan cambiadores con equipos de proceso adyacentes
pueden conducirse directamente justo por encima de la altura libre de paso o
aproximadamente al mismo nivel que la tubería del puente. Las elevaciones de las
líneas de rehervidores se establecen en función de la tobera de extracción y de
retorno en la torre.
Las líneas de vapor que conectan a un colector en el puente de tuberías pueden
disponerse a ambos lados de la línea de centro del cambiador, sin aumentar la
longitud del tubo.
Las líneas de agua de refrigeración, en la mayor parte de los casos, se sitúan por
debajo del suelo y deben disponerse directamente por debajo de las toberas de los
distribuidores de todos los enfriadores. El colector de retorno de agua caliente
normalmente es adyacente al colector de suministro de agua de refrigeración.
Los accesos a los volantes de válvulas e instrumentos influyen sobre la disposición
de las tuberías alrededor de los cambiadores. Los volantes de válvulas deben ser
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 52 de 124
accesibles desde el suelo y desde un camino de acceso adecuado. Deben preverse
estos caminos de acceso para disponer los distribuidores, válvulas de control e
instrumentos (ver el MT-M39).
Tuberías en elevación
La Figura 7 muestra un cambiador en elevación con equipo de proceso adyacente y
un puente de tuberías de nivel único. La elevación principal para las líneas entre las
toberas del cambiador y las tuberías del puente es aproximadamente de 650 a 1000
mm inferior a la elevación del citado puente. Esta elevación puede usarse para
descarga de bombas si las mismas están situadas debajo del puente de tuberías y
cerca del cambiador y para líneas que conecten a equipos dispuestos por debajo de
la elevación del puente. Para evitar el drenaje de condensado hacia el cambiador, la
conexión preferida para las líneas de vapor es en la parte superior del colector. Sin
embargo, no es incorrecto disponer la conexión de vapor en el fondo del colector, si
se sitúan trampas de vapor en los puntos bajos.
Las bridas de orificio en. las tuberías de cambiadores se sitúan normalmente en
tramos horizontales de tubo que deben situarse a una altura superior a la de paso. El
orificio será accesible desde una escalera portátil. Si se considera conveniente,
pueden situarse tuberías con un orificio y elementos de medida de presión
diferencial a 600 mm entre el suelo y la línea de centros del tubo. Los orificios en
líneas de líquido y que utilizan elementos de medida tipo mercurio requieren más
altura. Los indicadores de medida de tipo tubo en U y en posición vertical deben
situarse directamente debajo del orificio. En las líneas de gas, el tubo en U puede
situarse por encima de la tubería que contiene el orificio. Las líneas que contienen
bridas de orificios deben disponer de las longitudes rectas necesarias antes y
después del orificio (ver las NQ de SENER).
Los indicadores de presión y temperatura montados localmente sobre las toberas
del cambiador, sobre la envolvente o en líneas de proceso, deben ser visibles desde
los pasillos de acceso. De forma similar, los niveles de cristal y controladores de
nivel en cambiadores deben ser visibles desde ese pasillo, así como las válvulas
asociadas. Las conexiones de instrumentos sobre cambiadores deben dejar los
espacios libres suficientes entre las bridas y los soportes del cambiador y entre los
instrumentos y la tubería adyacente. Debe tenerse también en cuenta el aislamiento
de la tubería y el de los cambiadores así como los detalles internos de los
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 53 de 124
cambiadores, cuando se disponen los instrumentos (ver MT- M39).
Deben evitarse esfuerzos excesivos de las tuberías sobre las toberas del cambiador,
debidos al peso del tubo y accesorios ya las fuerzas de expansión térmica.
Los datos de la Figura 8 hacen énfasis sobre las dimensiones e interferencias en
relación con el diseño de las tuberías de cambiadores.
4.3.8. Sistemas de mantenimiento
Si se requiere mantenimiento en taller, deben desconectarse las tuberías con objeto
de poder extraer el cambiador de su posición. El mantenimiento “in situ” puede
consistir en el cambio de juntas o en la limpieza, escariado o taponado de tubos.
Los haces de tubos extraíbles se sacan de la envolvente para limpieza y reparación.
La envolvente se limpia “in situ”.
El Proyectista de Tuberías puede ayudar a las operaciones de mantenimiento, así:
Diseñando y soportando las tuberías de forma que no se necesiten soportes
temporales para la extracci6n del distribuidor y del haz de tubos. Por otra parte,
los soportes temporales pueden fabricarse fácilmente.
Instalando carretes fácilmente desmontables, codos bridados, bridas de
separación y recorridos cortos de tubos de forma que se disponga de espacios
adecuados para la operación de extraer los tubos.
Dejando espacio y acceso alrededor de las bridas de los cambiadores y de los
fondos y también espacio para tirar del haz enfrente y alineado con la
envolvente (Figura 6). La extracción del haz y el conducirlo al suelo queda
facilitada si se dispone de puntos de amarre adecuados. Se fija una cadena o
cuerda al haz y al punto de enganche y una polea transmite la fuerza necesaria
y el movimiento para la extracción. El punto de enganche puede situarse a
nivel del suelo. La distancia entre e1 frente del cambiador y el punto de
enganche debe ser, aproximadamente dos veces la longitud del haz.
Puede ejercerse una fuerza más efectiva de tiro horizontal si el punto de
enganche está en línea con el eje del cambiador. Pueden usarse estructuras
existentes, en posiciones adecuadas, como viga de enganche para la extracción
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 54 de 124
del haz. También pueden disponerse monocarriles y vigas de tiro en una
estructura permanente sobre los cambiadores simples o apilados. Los espacios
libres en las estructuras deben ser iguales a una longitud del haz más 300 a 450
mm.
Para el mantenimiento de una hilera de cambiadores, simples o apilados a nivel del
suelo, puede disponerse una grúa pórtico. Este pórtico consiste de una viga
monorraíl y una viga de tiro sobre un bastidor estructural, que puede moverse sobre
raíles a lo largo del frente de la hilera de cambiadores.
Para utilizar un extractor de haz móvil, se sitúan cuatro patas tubulares delante del
cambiador. Estas soportan el haz hasta el suelo y permiten elevar un carro de
extracción hasta su posición. La reacción de las fuerzas de tiro se resiste mediante
puntales unidos a la zapata del cambiador. Cables y poleas unidos al haz transfieren
la fuerza y el movimiento mientras el haz sale sobre el carro elevado, que es
seguidamente bajado a nivel del suelo.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
FIGURA 1
CAMBIADOR DE CARCASA Y TUBOS CON CABEZAL FLOTANTE.
Pág.: 55 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 56 de 124
FIGURA 2
LA SIMPLIFICACION DE LA DIRECCION DEL FLUJO MEJORA EL DISEÑO DE TUBERÍAS.
NO DESEABLES
DESEABLES
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
FIGURA 3
CAMBIADORES DE PLACAS FIJAS.
Pág.: 57 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 58 de 124
FIGURA 4
LA SITUACION DE LOS CAMBIADORES EN LA IMPLANTACION AFECTA AL USO FUNCIONAL DE CADA
UNIDAD
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 59 de 124
FIGURA 5
LA SITUACION DE LOS CAMBIADORES EN LA IMPLANTACION AFECTA AL USO FUNCIONAL DE CADA
UNIDAD
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 60 de 124
FIGURA 6
TRAZADO TIPICO EN PLANTA DE TUBERÍAS DE CAMBIADORES Y ESPACIOS DE ACCCESO
NECESARIO.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 61 de 124
FIGURA 7
TRAZADO TIPICO EN ELEVACION DE TUBERIAS DE CAMBIADORES, EN RELACION CON EL PUENTE DE
TUBERIAS PRINCIPAL.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 62 de 124
FIGURA 8
LOS ESPACIOS LIBRES SON ESENCIALES ALREDEDOR DE LOS CAMBIADORES PARA FACILIDAD DE
INSTALACION Y MANTENIMIENTO.
TODAS LAS DIMENSIONES SON EL MILIMETROS.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 63 de 124
TABLA 1
TIPICAS ALTERACIONES A CAMBIADORES PARA MEJORAR EL TRAZADO DE TUBERÍAS.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 64 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 65 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 66 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 67 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 68 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 69 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.4
Pág.: 70 de 124
Columnas de destilación
4.4.1. Definición:
Hay recipientes verticales de muchas clases: los reactores son normalmente
verticales, los separadores pueden ser horizontales o verticales y las "torres de
fraccionamiento" son siempre verticales. Hay muchas otras clases de recipientes
que mas frecuentemente encontrará el diseñador de tuberías.
Las "torres de fraccionamiento" son la prueba de fuego de todo diseñador de
tuberías.
En. cualquier entrevista de un candidato al puesto de diseñador de tuberías, el
entrevistador preguntará invariablemente al aspirante si es capaz de orientar las
toberas de una torre de fraccionamiento, es decir, si el aspirante es capaz de
establecer la posición correcta de cada tobera alrededor de la circunferencia exterior
de la torre, y la elevación adecuada, incluyendo bocas de hombre, conexiones para
instrumentos, escaleras, plataformas donde hagan falta, conexiones al faldón y en
general todas las conexiones al equipo.
Para hacer esto, el diseñador debe tener un conocimiento extenso de los platos de
una torre y su misión.
4.4.2. Platos
Los platos de una. torre son unas placas horizontales atornilladas al interior de la torre, que están separadas entre si a una distancia de unos 2 pies, y pueden
frecuentemente interferir con las toberas si no se estudia la orientación de estas
detenidamente.
Los tipos mas frecuentes de platos que encontramos en una torre de
fraccionamiento son los de uno y los de dos pasos. También hay platos de tres y
cuatro pasos y estos presentan una dificultad aun mayor a la hora de orientar las
toberas.
¿Qué necesita, el diseñador para orientar una torre?
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 71 de 124
1.
Diagrama de tuberías e instrumentos, tanto de proceso como de servicios.
2.
Plano dimensional de la torre.
3.
Plano de implantación.
4.
Especificaciones de diseño impuestas por el cliente, tales como requisitos de
plataformas, etc.
5.
Datos de los instrumentos tales como LG, LC, PSV, etc.
6.
Datos del diseño de los platos, tales como número de pasos, dimensiones de los
vertederos, ancho de los platos, distancia entre ellos, etc.
7.
Lista de líneas con indicación de presiones, temperaturas y si el fluido es
líquido o vapor.
Cuando un diseñador se compromete a orientar las toberas de una torre, su
responsabilidad se extiende hasta una serie de elementos relacionados con dicha
torre, como son: la orientación de los platos, conexiones para instrumentos,
escaleras, plataformas, bocas de hombre y los soportes y guías para la tuberías que
estén fijadas a la torre.
4.4.3. Orientación de las bocas de hombre.
El dibujo nº 36 muestra platos de uno y de dos pasos y las posibles posiciones de la
boca de hombre con respecto a dichos platos.
El vertedero es la placa vertical que el plato tiene en su extremo y que sobresale por
encima y por debajo de la parte horizontal del mismo. El nivel que el líquido
alcanzará en el plato una vez en funcionamiento vendrá dado por la magnitud en
que sobresale el vertedero por encima de la superficie horizontal del plato. El
vertedero, por otra parte tendrá la altura total necesaria para que la parte inferior del
mismo quede sumergida en el líquido contenido en el plato que este
inmediatamente debajo de aquel que estamos considerando, de forma que entre
cada dos platos de una torre exista un compartimiento estanco y separado del resto
de la torre por un cierre hidráulico.
4.4.4. Tipos de platos.
Hay platos de tipos muy diversos, aunque todos tienen la misma misión, que es
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 72 de 124
separar los hidrocarburos más ligeros de una mezcla de hidrocarburos (unos ligeros
y otros pesados), qué se presenta en. forma líquida.
Así al principio del funcionamiento de una torre, cada plato contiene una mezcla de
hidrocarburos, unos más ligeros y otros más pesados. Los más ligeros tienden a
vaporizarse y ascender, y los más pesados a rebosar por el vertedero y a caer al
plato que está debajo.
Los vapores que abandonan un plato encuentran en su camino ascendente el plato
que está inmediatamente encima y como el espacio entre estos dos platos esta
aislado del resto por un cierre hidráulico, los vapores son forzados a pasar a través
de unos agujeros que hay en el plato mezclándose así con el líquido contenido en
este.
Los tipos de plato son:
Platos de campanas de burbujeo. Fueron usadas durante muchos años pero ya
han quedado anticuados.
Consisten en una placa metálica (plato) en., cuya parte superior hay soldada
una serie de trozos de tubo de igual diámetro y longitud, y sobre estos una serie
de campanas metálicas con la parte abierta hacia abajo, de tal forma que
cuando dicho plato ha alcanzado el nivel normal del líquido, cada conjunto de
tubo y campana constituye un cierre hidráulico, con lo cual los vapores que
atraviesan al plato desde abajo hacia arriba son forzados a un contacto íntimo
con el líquido del plato.
Platos de válvulas. Son similares a las anteriores pero sustituyendo las
campanas de burbujeo por unas válvulas especiales que cumplen la misma
misión. Son fabricadas por estampación mediante grandes prensas. Estos platos
están formados por varias partes cada una de las cuales puede pasar a través de
una boca de hombre pues su anchura no suele exceder de 17". Estas partes que
componen cada plato van atornilladas a un anillo-soporte que va soldado, al
interior de la torre.
Platos tipo tamiz. Que son simplemente placas metálicas con numerosos
taladros de pequeño diámetro, a modo de tamiz.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 73 de 124
Estos platos son baratos para las torres de pequeño diámetro, pero en los diámetros
grandes los soportes que requieren los encarecen.
Este tipo de platos se utiliza para el fraccionamiento de productos pesados.
Todos los platos, durante el funcionamiento presentan una capa de espuma encima
del nivel del líquido.
El espesor de esta capa variará según el proceso que tenga lugar. Las tuberías
interiores de la torre pueden tener interferencia con la caja de espuma, de forma que
si esta (que puede alcanzar una altura de un pie o mas sobre el nivel del líquido)
llegase a cubrir total o parcialmente una tubería horizontal que hubiese sobre el
plato, se formaría una especie de muro de contención que impediría un buen
funcionamiento del plato. Estas tuberías interiores deben ser eliminadas excepto en
aquellos casos (que estudiaremos más adelante), en que sean necesarias para
distribuir sobre el plato el líquido que entra en la torre.
Para que una torre de fraccionamiento funcione, el líquido de alimentación a la
misma debe ser forzado a pasar a través de rehervidos y volver a la torre
parcialmente vaporizado. El vapor así producido empieza su ascensión a través de
los platos, realizando un contacto intimo con el líquido contenido en cada uno de
ellos, en los cuales se condensará el producto que corresponda a la temperatura del
líquido en dicho plato, y al mismo tiempo vaporizando los productos ligeros que
habiendo penetrado a la torre por la línea de reflujo han ido descendiendo por la
misma hasta llegar al plato en cuestión.
4.4.5. Reflujo.
La línea de reflujo conecta a la torre por encima de la bandeja mas alta, y la tobera
de entrada deberá estar orientada de tal manera que el líquido que llega por la línea
de reflujo tenga el máximo contacto con la bandeja antes de rebosar por el
vertedero. Si la velocidad de entrada del reflujo es muy alta puede ser necesario
instalar un de flector (ver dibujo nº 37, fig. "A") .El líquido tiene una temperatura
baja cuando entra a la torre.
Según va bajando de plato en plato, por estar en contacto con los vapores calientes
que ascienden, aumenta gradualmente su temperatura.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 74 de 124
De esta forma, cada plato funciona a una temperatura distinta, siendo esta mayor a
medida que vamos descendiendo por el interior de la torre.
Así por ejemplo el líquido en el fondo de la torre puede tener una temperatura de
100ºF, y los vapores que abandonan la torre por su parte superior pueden .estar a
200ºF.
4.4.6. Gradiente de temperatura de la torre.
Puesto que la temperatura de la torre es distinta en cada plato, la expansión térmica
de cada unidad de longitud variará según el tramo de la torre que consideremos y
habrá que establecer el gradiente de temperatura a lo largo de la torre para poder
calcular el desplazamiento de cada tobera, lo cual es necesario para comprobar que
la configuración de las tuberías que conectan a la torres es suficientemente flexible
para permitir la dilatación de la misma
El dibujo nº 36, nos muestra también unos platos de paso doble, que pueden tener
vertederos en el centro o a los lados, y que exigen que haya siempre entre cada dos
platos de un. tipo, uno del otro.
Los platos de paso doble son los que tienen dos vertederos, y los de un paso son los
que tienen un vertedero,
Generalmente los platos de las torres de gran diámetro tiene dos o más pasos.
El tipo de plato a utilizar en una torre es generalmente determinado por el
suministrador de los mismos, que recibe una especificación en la que se detallan los
requisitos de funcionamiento de una torre. En base a estos datos el suministrador
calcula las características de funcionamiento del plato, define el tipo de los mismos
y garantiza el buen funcionamiento de los platos que suministra, para lo cual
frecuentemente los fabricantes de platos exigen aprobar la disposición de toberas
establecida, así como la de tuberías interiores.
El dibujo nº 36 muestra la posible situación de las bocas de hombre. Los platos de
un sólo paso ofrecen gran flexibilidad para situar las bocas de hombre.
Los platos de paso doble reducen mucho las posibilidades, de orientación de las
bocas de hombre, pues en caso de quedar un vertedero frente a una boca de hombre
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 75 de 124
el acceso al interior de la torre a través de aquella quedarla obstaculizado. Por esto,
en los platos de un paso doble, según el plato tenga los vertederos en el centro o en
los lados, las zonas de posible situación de las bocas de hombre son unas u otras.
Como ya se dijo anteriormente, la finalidad de las bocas de hombre es permitir la
entrada a un operario por motivos de mantenimiento y sustitución de los elementos
interiores de la torre. Las bocas de hombre de una torre se suelen situar en el lado
de la misma opuesto a aquel en que se encuentra la bandeja de tuberías, puesto que
es por dicho lado por donde se tiene acceso a la torre desde el suelo. Las escaleras
verticales y plataformas de una torre de fraccionamiento deberán ser definidas por
el diseñador de tuberías al mismo tiempo que orienta las toberas.
Cada boca de hombre de una torre requiere una plataforma que facilite el acceso a
la misma y habrá generalmente tres o cuatro bocas de hombre por torre.
También se requieren plataformas para acceso a algunos instrumentos y válvulas.
Algunas compañías exigen plataformas de acceso a todas las toberas bridadas de la
torre, de forma que si hubiese alguna fuga del fluido por entre las bridas esta se
pudiese eliminar fácilmente apretando las tuercas. Otras compañías en cambio
opinan que dada la poca frecuencia con que para determinado proceso esperan tener
que manipular los pernos y tuercas de las toberas bridadas, es más rentable el
levantar una andamiaje cuando esa necesidad se dé, o bien utilizar una grúa especial
que permita elevar a un operario y acercarlo a la tobera que requiera el servicio.
4.4.7. Distribución de escaleras y plataformas.
Antes de comenzar la distribución y definición de escaleras y plataformas, el
diseñador de tuberías deberá conocer perfectamente las especificaciones de diseño
correspondientes al proyecto en que está trabajando. Por esto se sugiere que como
mínimo haya una plataforma para cada boca de hombre. Los instrumentos pueden
tener acceso desde alguna escalera, aunque allí donde esto no fuese posible deberá
preverse una plataforma.
Las escaleras verticales deberán estar dotadas de jaula protectora cuando se
encuentran a una altura superior a 20'-0". La máxima longitud de escalera recta que
se permite es 30'-0", es decir, que para ir desde una plataforma (o desde el suelo) a
otra plataforma situada a mas de 30'-0" por encima de la primera, no podríamos
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 76 de 124
utilizar un tramo recto de escalera, sino que habría que utilizar dos tramos verticales
a distinta orientación y conectados por una plataforma intermedia, teniendo cada
uno de estos tramos de 30'-0"
El autor también sugiere que las escaleras y plataformas para recipientes verticales
deberían ser galvanizados. Esto costaría aproximadamente 5 centavos de dólar por
cada libra de peso, pero evitaría el tener que pintar estos elementos con frecuencia y
siempre tendrían mejor apariencia.
El dibujo nº 37 muestra un ejemplo típico de escalera, jaula y plataforma para un
recipiente vertical. Es de notar que los barrotes de la escalera tienen una separación
de un pie entre ellos. Siempre deberá haber un barrote al nivel de cada plataforma
para facilitar el acceso de la plataforma a la escalera y viceversa. Para aquellos
tramos de escalera que por-estar muy elevados exijan jaula protectora, ésta
comenzará a 8'-O" por encima del punto de arranque de dicha escalera. Si en un
punto intermedio de un tramo de escalera dotado de jaula hubiese una plataforma
con acceso a dicha escalera, la jaula se omitiría parcialmente a lo largo de 8'-0" por
encima del nivel de la plataforma.
Las plataformas para acceso a las bocas de hombre deberán situarse a 2'-6"
aproximadamente por debajo del eje de las mismas. El suelo de estas plataformas
será de chapa estriada de 1/4" de espesor excepto en zonas de fuertes nevadas, en
las cuales se-utilizará rejilla metálica.
Esta rejilla metálica tiene el inconveniente de permitir el paso a través de ella en
pequeños objetos metálicos, (pernos, tuercas, etc.} que dejados caer
involuntariamente por un operario que estuviese sobre la plataforma podrían herir a
otro que pasase por debajo de la misma, por lo cual se evitará esta rejilla siempre
que sea posible.
Las plataformas de las torres de fraccionamiento suelen tener un ancho de unos 3'0" dejando un espacio de unos 6" entre la parte interior de la plataforma y el
exterior de la envolvente del recipiente.
4.4.8. Orientación de las toberas de proceso.
Los dibujos 38 y 38 bis, muestran algunas de las posibles posiciones de las toberas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 77 de 124
de proceso, según estén inmediatamente encima de un plato de un paso o de doble
paso. La tobera de reflujo que está encima de una bandeja de paso único está dotada
de un deflector situado en el interior del recipiente. Este deflector reducirá la
velocidad de entrada y asegurará una buena distribución del flujo sobre la bandeja.
La tobera de reflujo (fig."B" dibujo 38) se utiliza cuando el trazado de tuberías nos
obliga a situar dicha tobera en zona del recipiente comprendida entre los extremos
del vertedero del plato. En este caso la tobera irá más elevada y se utiliza una
tubería interna de distribución que conduzca el líquido hasta la parte trasera del
plato.
Si el producto es corrosivo, la tubería de distribución interna estará dotada de un
par de bridas de desmontaje para facilitar su sustitución.
Este tipo de instalación es costoso y deberá ser evitado en lo posible.
La distribución del reflujo cuando el plato inmediatamente debajo de la tobera
correspondiente es de doble paso, se efectuará por medio de un distribuidor interno
situado encima de dicho plato. Si el plato tiene los vertederos en el centro, el
distribuidor deberá repartir el reflujo equitativamente entre las dos partes de que se
compone el plato mientras que si el plato tiene los vertederos a los lados, la tubería
de distribución simplemente conducirá el reflujo hasta el centro del mismo, o se
prescindirá del distribuidor.
También se muestra en dicha figura la posición de la tobera de alimentación de la
torre con respecto al plato situado inmediatamente debajo de dicha tobera. También
en este caso se pretende conseguir un reparto uniforme del líquido sobre la
superficie del plato. Normalmente la tobera de alimentación a la torre esta situada
inmediatamente encima de un plato que está aproximadamente a medio camino
entre el primero y el último. En las torres que constan de dos secciones de distinto
diámetro unidas por una pieza de transición, la tobera de alimentación se encuentra
situada precisamente en dicha pieza de transición.
4.4.9. Conexión para instrumentos.
La situación de los instrumentos de una torre es muy importante y requiere mucho
cuidado. Para hacer un estudio de la situación óptima de los instrumentos de una
torre, el diseñador debe conocer bien la función de cada instrumento, como
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 78 de 124
funciona y con que frecuencia el operador tendrá que leerlo o ajustarlo.
El dibujo nº 39, muestra la situación de algunos instrumentos.
Un indicador de temperatura (TI) puede ser necesario para medir la temperatura de
un líquido o del vapor. A menos que el diseñador conozca el objeto especifico del
instrumento, no podrá situarlo correctamente. Una toma de muestras (SC) puede
asimismo estar diseñada para tomar una muestra de líquido o de vapor.
Las conexiones para tomas de muestra y las de medición de temperatura deberán
estar siempre situadas allí donde el fluido está en movimiento. Puesto que la zona
de mayor movimiento del líquido en un plato corresponde a aquella en que se
encuentra el vertedero del plato inmediatamente superior, en esta zona es donde se
colocarán preferentemente los citados instrumentos.
La conexión para medición de temperatura consiste en una vaina termométrica que
penetra en el interior de la torre, y por tanto el diseñador deberá averiguar que
longitud penetra dicha vaina para comprobar que no choca con el vertedero que
baja desde la bandeja inmediatamente superior. Esto puede ser un factor
condicionante para la orientación de la vaina en la zona que queda entre el
vertedero y la envolvente de la torre.
La conexión para toma de muestras no sobresale del interior de la torre, y por tanto
se puede orientar en cualquier punto de la zona comprendida entre el vertedero y la
envolvente del recipiente
Normalmente las vainas termométricas están a 2" por encima de la superficie del
plato. Si la vaina es muy larga, se puede conectar un poco más arriba e inclinar la
vaina a 45º para así reducir la distancia del extremo de esta al interior de la
envolvente. Cuando se haga esto deberá siempre quedar el extremo de la vaina a 2"
por encima de la superficie del plato.
Las conexiones para toma de muestra del vapor y medición de la temperatura del
mismo deberán estar situadas por encima del nivel del líquido del plato, y detrás del
vertedero que baja desde el plato inmediatamente superior.
Puesto qué todos estos instrumentos requieren ser leídos u operados, así como un
mantenimiento frecuente exigen unos medios permanentes de acceso, que pueden
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 79 de 124
consistir en una escalera o una plataforma. Puesto que las plataformas son caras, la
mayor parte de los diseñadores se limitan a prever una escalera para tal efecto.
El número y situación de los platos vendrán consignados en el diagrama de flujo y
el diseñador se limitará a establecer su orientación teniendo en cuenta todo lo
anteriormente dicho.
Otros instrumentos que requieren ser orientados adecuadamente son el controlador
de nivel (LC), el indicador de nivel (LG), el indicador de presión (PI) y la válvula
de seguridad (PSV).
El LC y el LG deberán ser orientados de tal forma que no haya ninguna entrada de
líquido o vapor que incida directamente sobre las conexiones de estos instrumentos.
Un buen procedimiento para lograr esto es el situar las toberas de conexión
próximas a aquellas por donde penetra el fluido que causa la turbulencia, pues de
este modo la zona de máxima turbulencia será precisamente la más alejada de las
toberas de los instrumentos en cuestión.
El manómetro (PI) deberá estar situado en un punto de la torre que nunca quede
sumergido bajo el nivel del líquido, pues si así fuese la lectura de dicho instrumento
indicaría la presión interior de la torre más la de la columna de líquido que hubiese
por encima del él.
4.4.10. Orientación de otras toberas.
Probablemente la mayor y más importante tobera a orientar es la de conexión a la
torre de la tubería de retorno del rehervidor. La orientación de esta tobera decide la
de los platos y la de la mayor parte del resto de las toberas. La tubería de retorno
del rehervidor conduce a una mezcla de líquido y vapor al interior de la torre, donde
habrá una separación de las dos fases pues el líquido caerá al fondo de la misma
mientras que el vapor ascenderá pasando a través de todos los platos. Si el primer
plato es de un solo paso, la tobera de retorno del rehervidor deberá estar situada
paralelamente al vertedero de dicho primer plato y la parte superior de la tobera a
1'-0" por debajo de este.
El plato más bajo de una torre lleva el extremo inferior de su vertedero sumergido
por debajo del nivel del líquido que existe en un receptáculo adosado al interior de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 80 de 124
la torre (que llamaremos plato de cierre hidráulico) y cuya misión es crear un cierre
hidráulico para que los vapores que penetran en la torre provenientes del rehervidor
se vean obligados a pasar a través de dicho primer plato en su camino ascendente.
La tobera de conexión a la tubería de retorno del rehervidor deberá estar orientada
perpendicular pues, en este último caso, podría ocurrir que los vapores que entrasen
a gran velocidad por dicha tobera desplazasen el líquido contenido en el plato de
cierre hidráulico, con lo cual quedaría eliminado dicho cierre y los vapores
ascendentes no pasarían a través del primer plato sino por debajo del vertedero del
mismo, y por tanto, dicho primer plato quedaría anulado.
Si el plato más bajo de la torre fuese de paso doble, este deberá tener normalmente
los vertederos a los lados, y habría un plato de cierre hidráulico a cada lado. En este
caso, la tobera de retorno de rehervidor deberá estar situada paralelamente a los
platos de cierre hidráulico y equidistante de ambos.
Si el plato más bajo de la torre fuese de paso doble y con los vertederos en el centro
solamente sería necesario un plato de cierre hidráulico que estaría situado en el
centro y recibiría a los dos vertederos. En este caso, la tobera de retorno del
rehervidor estaría situada paralelamente al plato de cierre hidráulico y justamente
debajo de él, pues de esta forma los vapores que entrasen a gran velocidad por
dicha tobera jamás podrían desplazar el líquido contenido en el plato de cierre
hidráulico.
En el caso de que el fluido de retomo del rehervidor presentase dos fases (líquido y
vapor) podría ser necesario el prolongar por dentro de la torre la tubería de retorno
con el fin de reducir a velocidad de entrada y contribuir a una separación de dichas
fases. Cuando se hace esto, al tramo de tubería que queda dentro de la torre se le
quita la mitad inferior, y en el extremo se le suelda una placa. Mediante éste
procedimiento se consigue que al entrar el fluido en la torre el, líquido vaya
inmediatamente al fondo mientras que los vapores ascienden.
En varios de los platos de una torre se realizan extracción de determinados
hidrocarburos mediante unas toberas convenientemente situadas.
Para el caso de platos de paso único, se construye bajo el vertedero del plato una
especie de cajón que recoge el líquido que rebosa de dicho plato, y a este cajón se
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 81 de 124
conecta la tobera de extracción.
En el caso de platos de doble paso, se escoge un plato que tenga los vertederos
laterales y se construye un cajón de recogida en el centro del plato, al cual
conectaremos la tobera de extracción, concéntrica con el eje del mismo. Si la tobera
es de gran diámetro, se instalarán dos toberas de extracción una a cada lado del
cajón de recogida. En este último caso, las tuberías se conectan con ambas toberas
hasta el punto en que se unen entre si.. Si la tobera de extracción, en el caso de un
plato de doble paso, no pudiesen orientarse ninguno de los extremos del cajón de
recogida se podría instalar una toma en el centro de dicho cajón y conectarla
mediante una tubería con la tobera de extracción que estaría donde nos conviniese.
4.4.11. Productos.
Los productos de una torre de fraccionamiento se obtienen bien de los vapores que
salen por la parte superior de la misma, de la salida del fondo o de las toberas de
extracción lateral situadas a diversas alturas. La primera torre de fraccionamiento
que encontramos en una refinería es normalmente la de destilación de crudo.
El petróleo crudo es normalmente calentado a una temperatura de unos 750ºF o más
y conducido a la torre a la cual penetra en la zona de flash, que es el espacio que
queda entre el plato más bajo de la torre y el nivel normal del líquido en el fondo de
la misma.
Este petróleo crudo que entra en la torre ha sido parcialmente vaporizado debido al
precalentamiento que ha experimentado y por tanto presenta dos fases.
La fase líquida se vaporiza parcialmente en la zona de flash, permaneciendo en
forma líquida los componentes más pesados que se depositan en el fondo de la
columna. Los vapores originados en la zona de flash ascienden pasando a través de
los platos y mezclándose con el líquido contenido en los mismos, cuya temperatura
va disminuyendo a medida que vamos ascendiendo a lo largo de la torre, con lo
cual las fracciones menos ligeras se- van condensado en los platos más bajos, y las
más ligeras en los más altos.
Así los aceites lubricantes y aceites pesados se acumulan en los platos más bajos.
Unas bandejas más arriba se acumulan varios tipos de fuel-oil.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 82 de 124
Si seguimos ascendiendo encontraremos unos platos que recogen keroseno, y en la
parte superior de la torre están los platos que recogen gasolina.
El metano, etano, propano y butano permanecen en forma de vapor y abandonan la
torre por la parte superior de la misma, siendo conducidos al condensador y
acumulador respectivamente de los vapores de cabeza. Además de los productos ya
indicados, se extraen normalmente otros a través de conexiones situados sobre los
platos adecuados, siendo conducidos a otra torre secundaria en la cual
experimentará un nuevo fraccionamiento.
La gasolina que se extrae de una torre de fraccionamiento de crudo se llama
gasolina de "primera extracción". Durante muchos años, toda la gasolina que se
utilizaba era obtenida por este procedimiento y añadiéndole posteriormente algunos
aditivos necesarios para poder lanzarla al mercado. Este procedimiento apenas se
usa hoy en día, pues la gasolina con el obtenida tiene un índice de octano muy bajo
para poder ser consumida por los automóviles modernos, además de que la cantidad
de gasolina obtenida por cada barril de crudo hace que dicho procedimiento resulte
antieconómico.
Para hacer frente a la necesidad de una producción más rentable y una gasolina de
mejor calidad se desarrollan los procesos llamados "cracking" y "polimerización".
El "cracking" es un procedimiento que permite convertir en gasolina fracciones más
pesadas que esta mediante un cambio en la estructura molecular.
El método de "polimerización" consigue justo lo contrario, es decir, convertir en
gasolina fracciones más ligeras que esta mediante un cambio en la estructura
molecular.
El "reforming" es un procedimiento mediante el cual se mejora la calidad de la
gasolina, aumentando su poder antidetonante.
Cada año se desarrollan nuevos métodos que permiten mejorar el aprovechamiento
integral del petróleo.
Estos métodos deben ser estudiados por el diseñador de tuberías puesto que cada
uno presenta dificultades específicas.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 83 de 124
4.4.12. Cabrestante del recipiente vertical.
El dibujo nº 40 muestra el cabrestante para un recipiente vertical, que es un
artilugio que permite elevar objetos pesados desde el suelo a una plataforma
cualquiera de un recipiente vertical, o viceversa. Se requiere un cabrestante para
cualquier torre que. tenga más de 30'-0" de altura y siempre y cuando dicha torre
este dotada de elementos desmontables de la torre, en la "zona de descarga", que es
el área despejada que se encuentra en el lado de la torre opuesta a aquel en que esta
la bandeja de tuberías. Las torres de gran diámetro pueden estar dotadas de dos
cabrestantes.
Estos cabrestantes-pueden girar alrededor de su eje vertical y se diseñaran de tal
manera que la trayectoria seguida por el gancho o polea al girar el cabrestante pasa
por encima de las plataformas que dan acceso a bocas de hombre, y también por
encima de la zona de descarga.
4.4.13. Soportes de tuberías en recipientes verticales.
Los dibujos 41 y 42 nos muestran soportes y guías para las tuberías conectadas a un
recipiente vertical.
Estas tuberías son muy pesadas y las toberas no están diseñadas para soportar tales
pesos, por lo que siempre, se prevén unos soportes fijados a la envolvente del
recipiente y tan cerca de las toberas como sea posible, para soportar el peso muerto
de las tuberías. Debajo de cada soporte de una tubería vertical conectada a una
torre, hay una serie de guías, a intervalos muy amplios, para evitar que las tuberías
oscilen y se desvíen de la vertical creando momentos en las toberas..
El dibujo 42 establece la separación entre guías.
El definir los soportes de las tuberías conectadas a una torres es responsabilidad del
diseñador de tuberías. Al mismo tiempo que realiza el trazado de tuberías de una
torre deberá estudiar y definir los soportes para estas. El dibujo 43, muestra la
situación típica de los soportes de las tuberías.
Para fijar estos soportes, el diseñador deberá situar las tuberías verticales en
relación con el recipiente, que siempre dejará 1'-0" de espacio libre como mínimo
entre la envolvente del recipiente y el diámetro exterior de la tubería.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 84 de 124
Esta dimensión es la "L" que aparece en el dibujo nº 41.
El soporte tipo I se usará para tuberías de 2" a 10" de D.N. y valores de L de 12" a
20", etc. Para casos en que el diámetro de la tubería exceda de 10" o el valor de L
sea de 20" se utilizará el soporte tipo 4 que es un diseño especial.
EYECTORES
Se conoce con el nombre genérico de eyectores una serie de aparatos que teniendo
todos el mismo principio de funcionamiento se utilizan para aplicaciones muy
diversas, pues pueden utilizarse para crear un vacío en un recipiente, para introducir
un fluido a presión en un recipiente, para mezclar dos fluidos de forma homogénea
para separar las partículas sólidas en suspensión contenidas en un fluido gaseoso,
etc.
El principio de funcionamiento de los eyectores es el siguiente (ver dibujo nº 44):
El fluido motor (que puede ser un líquido, gas o vapor de agua) llega a gran presión
en la tobera estrangulada y, a causa de este estrangulamiento, adquiere gran
velocidad con la cual entra en la tobera de mezcla 2.
Como consecuencia del aumento de velocidad que experimenta el fluido motor al
pasar a través de la. tobera 1, se crea una depresión en la cámara aspirante 4, y esta
depresión provoca el movimiento del fluido a desplazar hacia dicha cámara 4 donde
se mezclan a través del difusor 3, pierde velocidad y aumenta su presión de forma
tal que en un eyector la presión de salida está siempre comprendida entre la de
entrada del fluido a desplazar y la del fluido motor.
4.5
Reactores
4.6
Hornos
La denominación genérica de Hornos de Combustión puede comprender elementos
de diferente forma y tamaño, que van desde el simple generador de vapor hasta los
gigantescos hornos de proceso de hidrocarburos, utilizados en las plantas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 85 de 124
petroquímicas.
Aquellos elementos que son utilizados exclusivamente para la producción de vapor,
reciben la denominación específica de "calderas".
En general, los hornos de proceso se dividen en dos clases. Hornos Verticales
(Cilíndricos) y Hornos Horizontales, o tipo Catedral.
El origen de esta denominación es que en los Hornos Verticales, los tubos de 1a
"Zona de Radiación" (que más adelante definiremos), están en posición vertical
(ver dibujo 10) mientras que en los Hornos Horizontales dicha Zona de Radiación
tiene los tubos situados horizontalmente.
4.6.1. Componentes de un Horno.
La mayor parte de los componentes de un homo son idénticos para los Hornos
Verticales y los Horizontales. Para la localización de los componentes que a
continuación se definen, ver dibujo 10 y 11.
Zona de Convección:
Es el haz tubular situado inmediatamente debajo de la chimenea, y que por
convección absorbe calor de los gases ascendentes que están a alta temperatura.
Es de notar que aún en los Hornos Verticales, los tubos de la Zona -de
Convección están en posición horizontal.
Zona de Radiación:
Es el conjunto de tubos que absorbe por radiación el calor producido por los
quemadores. Aunque en algunos hornos horizontales, las llamas de los
quemadores calientan una pared de cerámica que a su vez irradia calor hacia
los tubos, éstos generalmente reciben el calor directamente de los quemadores.
Quemadores:
Son los elementos del horno cuya misión es quemar fuel-gas o fuel-oil o ambos
produciéndose una llama que emite gran cantidad de calor.
Los hornos generalmente van apoyados sobre unas patas cuya longitud
determina la distancia del suelo del horno a tierra, y los quemadores están
generalmente situados en dicha fase.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 86 de 124
Sin embargo, a veces, los hornos tienen los quemadores situados en una pared
lateral, junto al suelo.
El número de quemadores de un horno, así como su tamaño suele determinarlo
el fabricante del horno, con arreglo al uso a que dicho horno se destine.
Anillo para extracción de tubos: (Solamente lo llevan los hornos verticales.)
Consiste en una viga metálica curvada en forma de anillo, situada alrededor de
la parte superior de la chimenea y concéntrica con ésta, a la cual va fijada por
medio de tirantes. Este anillo se utiliza para facilitar la extracción de los tubos
de la zona de radiación.
Chimenea:
Es un conducto cilíndrico vertical a través del cual los gases de la combustión
son conducidos a la atmósfera y al. mismo tiempo se origina un "tiro" que
induce una corriente de aire a través de los quemadores. La altura de la
chimenea se determina en función del "tiro" requerido en los quemadores y de
la legislación local en materia de contaminación.
La chimenea puede ir montada sobre el horno y también sobre el suelo, en
cuyo caso habrá un conducto que conecte la salida de gases del horno con la
base de la chimenea.
En algunos casos puede haber varios hornos conectados con una chimenea
común que puede llegar a alcanzar una altura de más de 100 m.
En estos-casos, la chimenea suele ser de hormigón
Mariposa:
Es una placa metálica circular y plana que va montada en la chimenea,
inmediatamente encima de la Zona de Convección, de forma similar a una
válvula -de mariposa en una tubería.
El eje de esta mariposa sobresale de la chimenea y está solidariamente unido a
una polea alrededor de la cual se hace pasar un cable que cuelga hasta-una
altura próxima al suelo, con lo cual esta mariposa se puede accionar desde
tierra. Abriendo o cerrando la mariposa se consigue un mayor o menor tiro. En
algunos casos se hace que la regulación del tiro a base de abrir más o menos la
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 87 de 124
mariposa de la chimenea se efectué automáticamente.
Indicador de tiro:
El indicador de tiro consiste en. un indicador de presión diferencial que marca
la diferencia de presión que existe entre dos puntos del interior de un horno. El
primer punto elegido suele estar situado en la zona de radiación próximo a los
quemadores, y el segundo en la chimenea, inmediatamente debajo de la
mariposa.
Las conexiones de indicador de presión diferencial con los puntos elegidos se
efectúan mediante sendos manguitos acoplados al horno, los cuales se conectan
mediante tubería con ambos extremos del indicador de presión diferencia.
Vapor de apagado:
Consiste en una serie de manguitos de 1½" o2" de D.N. conectados al horno,
tanto en la zona de radiación como en la de convección.
A estos manguitos se conecta una red de distribución de vapor vivo, el cual
entraría a presión en el interior del horno en. caso de incendio, al abrir la
válvula, correspondiente.
La causa más probable de un incendio en el interior de un horno es una fisura
en un. tubo, con el consiguiente derrame e inflamación del líquido que circula
por él.
Zona de transición:
Es el elemento de unión entre la chimenea y el horno y tiene una forma
adecuada para acoplar cada uno de ellos por uno de sus extremos.
También se utiliza a veces una zona de transición justo debajo de la zona de
convección para reducir la sección de paso de gases a través de la misma.
Puertas de acceso:
Puertas que al abrirse permiten el paso de un operador al interior del horno y
así poder inspeccionar los tubos y hacer reparaciones.
Las puertas de acceso deberán estar libres de cualquier obstáculo que dificulte
su apertura y posterior acceso al homo.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 88 de 124
Anillo de soporte:
Es un. anillo metálico que soporta el peso de los tubos de la zona de
convección en un horno vertical.
El Dibujo 10 muestra este anillo en la parte superior de los tubos, sin embargo
estos pueden estar soportados en su base.
En muchos casos el diseñador puede decidir en que forma se soportarán los
tubos, en orden a minimizar problemas debidos a la dilatación térmica.
Cajas de cabezales:
Son compartimientos en forma de cajón en cuyo interior se alojarán los
accesorios que unen cada tramo recto de tubo con el siguiente. Estos accesorios
son simplemente curvas de 180º o bien CABEZALES.
Estas cajas de cabezales están dotadas de las correspondientes puertas para
acceso a los cabezales, y cuya apertura no deberá ser obstaculizada por ninguna
tubería.
Guías de los tubos:
Son unas guías para los tubos situadas en los-extremos de cada uno de éstos
opuesto a aquel en que están soportados y que evitan que los tubos se desvíen
de la posición vertical. Esto es solamente aplicable a los. hornos verticales pues
en los horizontales los mismos soportes sirven de guías.
Anclaje de los tubos:
Son los puntos de unión firme entre un tubo y un elemento fijo de la estructura
del horno, con lo cual al dilatar el tubo, el extremo libre del mismo se aleja del
punto de anclaje. Este concepto es de aplicación fundamentalmente en los
hornos horizontales.
Puertas de observación:
Pequeñas portezuelas que al ser abiertas por un operario permiten a éste
observar el color de la llama de cada quemador y el color de los tubos.
Las válvulas de regulación de cada quemador deberán estar situadas cerca. de;
estas puertas de forma que la llegada de combustible a cada quemador pueda
ser graduada mientras se está observando la llama del mismo.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 89 de 124
Estas portezuelas están normalmente situadas en la superficie lateral del horno
y el acceso a las mismas no deberá estar obstaculizado por tuberías.
Suelo del horno:
Superficie metálica horizontal que hace las veces de suelo, tanto para hornos
verticales como horizontales.
Piloto:
Pequeño mechero adosado a cada quemador que permanece normalmente
encendido al cortar el suministro de combustible, a dicho quemador y que sirve
para que éste entre en funcionamiento automáticamente al volver a abrir la
llave de paso de combustible.
"Crossovers": (No aparecen en los dibujos 10 y 11).
Son líneas que empalman la parte de la zona de radiación con la de convección
de cada serpentín. Éstas tuberías de empalme pueden ir por fuera o por dentro
del horno..En el caso de que vayan por fuera tendrán que ir aisladas. En la
mayor parte de los casos estas tuberías son suministradas por el proveedor del
horno aunque por supuesto éste no suministra: el aislamiento de las mismas.
Puertas de explosión:
Están diseñadas para abrirse y aliviar así la presión en el interior del horno que
se produciría como consecuencia de una explosión.
El trazado de tuberías en las proximidades de dichas puertas de explosión
deberá ser al que no impida la apertura total de las mismas.
4.6.2. Trazado de tuberías simétricas
Cuando el fluido: que va ser calentado por un horno presenta dos fases, el trazado
de las tuberías que conducen dicho fluido ha de ser simétrico tanto a la entrada
como a la salida del horno, de forma que todos los serpentines, reciban el mismo
caudal.
¿A que llamamos trazados de tuberías simétricas?
Un trazado de tuberías es simétrico cuando hace que todos los ramales de tubería
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 90 de 124
que salen de la línea principal de alimentación del horno y conectan cada uno con la
entrada aun serpentín, conectando posteriormente la salida de dicho serpentín con la
tubería principal de salida de producto, originan la misma caída de presión para
cualquier caudal.
El dibujo 12, muestra las tuberías de salida de un homo vertical de cuatro:
serpentines. Es de notar que en la disposición que aparece en dicha figura, en la que
cada dos salidas se unen en un pequeño subcolector, y estos dos subcolectores están
unidos mediante sendas tuberías con el punto de conexión a la tubería general de
salida, el recorrido desde la salida de cada serpentín hasta el punto de conexión a la
tubería principal consta de la misma longitud de tubería recta y los mismos
accesorios, por lo cual la caída de presión en todos los casos será idéntica. Si los
puntos "A" y "B" conectasen a la tubería principal en la forma que aparece más
abajo y a la izquierda, la caída de presión en ambos casos no sería la misma, y
puesto que los fluidos tienden a ir por el camino que menos resistencia ofrece, dos
de los serpentines recibirían mayor caudal del producto que los otros dos, en el caso
que nos ocupa, y el trazado de tuberías no sería simétrico.
El dibujo 13, muestra otro procedimiento para una distribución simétrica del flujo.
En este caso la línea principal de llegada de producto conecta a una te horizontal, de
la cual salen dos ramales cada uno de los cuales es a su vez dividido en otros dos
por el mismo procedimiento. Este sistema podría aplicarse tantas veces como fuese
necesario. Este mismo método podría asimismo aplicarse a las tuberías de entrada a
los serpentines.
Resumiendo lo ya dicho anteriormente, diremos que en un fluido que presenta dos
fases el recorrido de cada ramal que sale de la tubería de entrada y después de
conectar con la entrada de un serpentín une la salida de éste con la tubería principal
de salida de producto, debe ser tal que en todos los ramales se origine la misa
pérdida de carga.
El dibujo 14, muestra como se pueden recoger las salidas de ocho serpentines y
unirlos a una. línea única de salida con un trazado de tuberías simétricas.
Como puede observarse, los trazados de tuberías simétricos emplean mayor
cantidad de tuberías, accesorios, y soldaduras. Esta circunstancia hace que sean,
más caros y no deben emplearse a menos que sean absolutamente necesarios. Es
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 91 de 124
casi tan grave error el emplear un trazado simétrico cuando no es necesario, como
no emplearlo cuando es necesario; aunque en el primer caso, es muy caro, el
sistema funcionaría. tanto este caso como el segundo constituyendo errores de
diseño.
4.6.3. Instrumentación del horno.
Todo horno requiere, un cierto número de instrumentos como mínimo para poder
comprobar y controlar el buen funcionamiento del mismo, tanto si el horno' es
vertical como si es horizontal.
El dibujo 15 muestra la situación más corriente de las conexiones para los
diferentes instrumentos. El símbolo 4 indica una conexión para analizados de
humos de salida y consta de un manguito acoplado a la chimenea del horno y al
cual va unido un trozo de tubería que por el otro extremo conecta con una válvula,
la cual deberá ser accesible desde alguna escalera o plataforma. El símbolo, "g"
que, es una conexión para medición de temperatura en cada salida del horno, se
indica en el serpentín en el. dibujo 15 pero si el fabricante del horno no lo
suministra, podría ponerse en la tubería que conecta con el serpentín e
inmediatamente a continuación de este.
El símbolo 5 indica un instrumento que vigila la llama de cada quemador (véase
detalle en fig. 1 dibujo 16). Este instrumento detecta inmediatamente la extinción
de la llama de un quemador y automáticamente hace sonar una alarma o corta el
suministro de combustible al quemador.
La figura 2 dibujo 16 describe diferentes tipos de conexiones para temperatura y da
detalles de instalación.
4.6.4. Sopladores de hollín.
Los sopladores de hollín son requeridos en los hornos que utilizan fuel-oil como
combustible. Al arder éste se produce un hollín que se queda adherido a la
superficie externa de los tubos dificultando la transferencia de calor al fluido que
circula por dentro de ellos. Cuando esto ocurre se hacen funcionar los sopladores de
hollín que envían vapor a gran velocidad contra las paredes de los tubos con lo cual
el hollín adherido a éstas se desprende. Cuando el exterior de los tubos ya está
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 92 de 124
limpio de hollín, se desconectan los sopladores hasta que surja de nuevo la
necesidad de limpiar los tubos.
Existen básicamente dos tipos de sopladores de hollín, que son los retráctiles y los
rotativos (no retráctiles). Ambos tipos están dotados de un motor que normalmente
están accionado por aire comprimido, aunque también puede ser eléctrico. Es
necesario prever plataformas de acceso para los dos tipos de sopladores de hollín.
El área necesaria para retraer la lanza distribuidora de vapor ha de estar
necesariamente despejada (no ocupada con tuberías).
Las tuberías que conducen el vapor a los sopladores de hollín deben estar dotadas
de una pendiente para impedir que el condensado pueda llegar hasta la lanza y ser
inyectado contra los tubos.
Si el fabricante no suministra el sistema de tuberías que conducen el vapor a los
sopladores, tendrá que suministrar un diagrama, en el que se indiquen las
pendientes necesarias, aunque lo normal es que el suministro de sopladores incluye
las citadas tuberías deberá verificar el trazado da las tuberías que vienen con el
soplador de hollín para establecer los necesarios soportes desde el horno. El
diagrama de tuberías que suministre el fabricante con los sopladores, mostrará
siempre el condensado dirigido a un drenaje abierto. No se conectará nunca esta
salida de condensado a una trampa de vapor.
4.6.5. Sistema de decoquizado.
Mientras que el hollín se puede acumular en la superficie externa de los tubos, el
cock se acumula en la superficie interna de los mismos dificultando al mismo
tiempo la circulación del fluido y la transferencia de calor del exterior al interior de
los tubos.
La acumulación de cock tiene lugar en casos en que el producto a calentar alcanza
una temperatura muy alta y dicho producto es hidrocarburo relativamente pesado.
Por ejemplo, los hornos que actúan como rehervidores raramente llegan a acumular
cock en el interior de los tubos. Los hornos que con mayor frecuencia producen
cock son los que se emplean en unidades de destilación por vacío, para carga de
crudo, y los que se utilizan en unidades de "reforming".
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 93 de 124
Para efectuar el decoquizado hay que parar el horno, desalojar todos los vapores de
hidrocarburos que haya en los tubos y calentar los mismos por fuera (haciendo
funcionar los quemadores), mientras se inyecta vapor a través de ellos. Este vapor
desprende gran parte de cock acumulado en los tubos. A continuación se introduce
aire en los tubos para quemar el cock que aún permanece en estos. Cuando este
cock se quema produce un color rojo en el exterior del tubo que es perfectamente
visible desde las mirillas del horno. Normalmente los serpentines se decoquizan
uno a uno, pero mientras en uno de ellos se lleva a cabo el decoquizado, por el resto
se hace circular vapor para evitar que éstos pudieran alcanzar una temperatura
excesiva.
El dibujo 18 nuestra un procedimiento para llevar a cabo el decoquizado. Aunque
las conexiones para efectuar el decoquizado se prevén ya en diseño inicial, las
tuberías de suministro de aire, vapor y agua se instalan temporalmente para efectuar
el decoquizado y se desmontan una vez que se ha concluido éste.
El dibujo 19, muestra el trazado de tuberías típico para el sistema de decoquizado
de un horno horizontal, y describe a grandes rasgos el procedimiento general para
llevar a cabo el mismo.
4.7
Calderas
4.7.1. Definición.
Una caldera, que es un equipo cuya misión es producir vapor de agua, se compone
de dos sistemas principales. El primero es aquel en que el calor se produce, y el
segundo tiene como misión transferir, el calor producido a una corriente de agua en
circulación lenta para transformar este agua en vapor.
4.7.2. Combustibles empleados
El sistema de producción de calor de una caldera puede utilizar combustible sólido
(por ejemplo, carbón molido muy fino), líquido (fuel-oil) o gaseoso (fuel-gas).
Las calderas mas frecuentemente utilizadas en la petroquímica emplean
combustibles líquidos o gaseosos y solamente de estas nos ocuparemos en estas
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 94 de 124
páginas.
4.7.3. Quemadores'
El elemento principal para la producción de calor en una caldera es el quemador
que,-en el caso de utilizarse combustible líquido, consta, en. general, de una bomba
que inyecta el combustible a presión en un tubo de pequeño diámetro en el extremo
del cual hay una boquilla de pulverización..
Este tubo va-montado en el. interior de otro de mayor diámetro y concéntrico en él
(ver dibujo 20, fig. 1). Por el espacio que queda entre dos tubos concéntricos se
hace circular una corriente de aire impulsada por un ventilador centrífugo,
generalmente accionado por el mismo motor que mueve la bomba de combustible.
La boquilla de pulverización emite un chorro en forma cónica de combustible muy
finamente pulverizado que se mezcla íntimamente con el aire enviado por el
ventilador a través del tubo exterior, con el cual la mezcla alcanza las condiciones
óptimas para la combustión.
El quemador esta adosado a la pared de la caldera e inyecta el combustible
pulverizado y mezclado con aire, en la carcasa de combustión de la misma, donde
tiene lugar dicha combustión. Para iniciar esta, el quemador está dotado de un par
de electrodos que terminan en la zona barrida por el chorro cónico de combustible
pulverizado.
Mediante un transformador incorporado al quemador, se obtiene la suficiente
tensión entre electrodos para hacer saltar chispas entre ellos al oprimir un botón.
En el caso de utilizarse combustible gaseoso, el quemador correspondiente es
mucho mas simple pues no requiere bomba de combustible (este llega a presión por
la tubería correspondiente) ni tampoco requiere boquilla de pulverización.
La única misión de un quemador para combustible gaseoso es mezclar este con aire
en la proporción adecuada y regular la cantidad de mezcla aire combustible que
quema según la demanda de vapor.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 95 de 124
4.7.4. Transmisión del calor.
El calor producido al quemarse el combustible, se transmite al agua contenida en la
caldera siempre a través de una. superficie metálica que separa el agua y los gases
de combustión. La magnitud de esta superficie es el factor que mas influye sobre la
capacidad y rendimiento de la caldera. Los gases a altas temperaturas producidos
por la combustión permanecen en contacto con dicha superficie durante la mayor
parte de su recorrido desde el quemador hasta que salen a la atmósfera por la
chimenea de la caldera.
En las calderas pequeñas, dando a la chimenea unas dimensiones adecuadas se
obtiene un tiro que es suficiente para hacer circular los gases calientes a través de la
caldera, mientras que las grandes suelen estar dotadas de un extractor de humos con
lo cual se puede prescindir, en algunos casos, del ventilador centrífugo en el
quemador.
4.7.5. Tambor de la caldera.
El agua contenida en la caldera, y que solo abandonará la misma cuando haya sido
convertida en vapor deberá estar encerrada en un recipiente hermético y que sea
capaz de soportar una considerable presión interna.
Por otro lado, como el calor necesario para transformar el agua en vapor ha de pasar
a través de las paredes de dicho recipiente, este ha de tener una. forma tal que
presente una gran superficie bañada por el agua de la caldera.
Además, el recipiente que contiene el agua ha de tener una determinada capacidad
como mínimo para poder hacer frente a las variaciones que se presenten en la
demanda de vapor.
Para que la absorción de calor, por parte del agua, sea lo más rápida posible es
necesario que esta esté en circulación constante, de forma tal que toda la masa de
agua se vaya calentando uniformemente.
Esta circulación puede conseguirse dando al recipiente una forma adecuada (o
mediante una bomba). Pero de este caso no nos ocuparemos en estás páginas.'
El recipiente que contiene el agua en una caldera, tendrá como mínimo las
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 96 de 124
siguientes conexiones:
a.
Tubería de salida de vapor, dotada de una válvula de cierre y retención.
b.
Tubería de alimentación de agua a la caldera, dotada de una válvula de cierre y
otra de retención.
c.
Conexión para válvula de seguridad con descarga a la atmósfera (cuando la
caldera pasa de cierta capacidad, el código ASME exige dos válvulas
independientes).
d.
Conexiones para instrumentos de nivel.
e
Conexión para instrumento de presión..
f.
Conexión para instrumento de temperatura.
g.
Conexión para purga de lodos, cuya formación es consecuencia inevitable de
evaporación del agua. Esta conexión lleva una válvula que al abrirla
brevemente de vez en cuando, da salida a los lodos formados junto con algo de
agua de la caldera, -impulsados ambos por la presión que existe en el interior
de la mana.
Para conseguir las tres condiciones antes citadas de que el recipiente de agua
de una caldera tenga capacidad, ofrezca gran superficie de calefacción y se
produzca una circulación natural del. agua, este está formado por dos partes
bien diferenciadas, aunque unidas entre si (ver dibujo 20, figs. 1, 2, 3 y 4).
La primera de estas partes es el tambor de la caldera, que es un recipientecilíndrico horizontal, o con una ligera inclinación (10º).
Este tambor, es e1 que proporciona capacidad al conjunto y además en el tiene
lugar la separación de agua y vapor y a él van. conectadas la salida de vapor,
entrada de agua, válvula de seguridad, conexión de instrumentos de nivel, etc.,
excepto la conexión para la purga de lodos, que suele ir situada en el conjunto
más bajo de todo el conjunto porque allí tienden a concentrarse dichos lodos.
La segunda parte del recipiente, consiste en un haz tubular cuya misión es
doble Por un. lado este conjunto de tubos por los que circula el. agua ofrece
una gran superficie de calefacción, y, de hecho, prácticamente todo el calor que
recibe el agua lo hace a través de las paredes de dichos tubos y por otro lado,
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 97 de 124
estos tubos provocan, al recibir calor, la circulación del agua en la caldera.
4.7.6. Tipos de calderas.
La disposición relativa del tambor y el haz tubular sirven para hacer una
clasificación de las calderas, que es la siguiente:
a.
Calderas de tubos de agua (acuotubulares - ver dibujo 20, fig. 2 y 3).'
b.
Calderas de tubos de fuego (de hogar interior - ver dibujo 20, fig. 4).
En las primeras, el agua de la caldera circula por el interior de los tubos y los gases
calientes actúan sobre el exterior de los mismos, lo cual implica que en ellas el haz
tubular va por fuera del tambor de la caldera.
Los haces tubulares extremos pueden ser de tubos rectos inclinados (ver dibujo 20,
fig. 2) y de los tubos curvados (ver dibujo 20, fig. 3), los cuales tienen partes
verticales y partes inclinadas
En los haces de tubos rectos inclinados los gases calientes son obligados, por medio
de deflectores transversales a hacer un recorrido en zíg-zag a través del haz tubular
y la circulación del agua se produce como consecuencia de la disminución de peso
específico que experimenta el agua al calentarse, por lo que esta circula en sentido
ascendente a lo largo del haz tubular (y en sentido descendente en el interior del
tambor).
En las calderas acuotubulares (de tubos de agua), dotadas de un haz de tubos
curvados la circulación se produce porque unos tubos reciben más calor que otros,
por estar más expuestos al calor de la combustión.
En los tubos más calientes el agua circula en sentido ascendente y, en los menos
calientes lo hace en sentido descendente (ver dibujo 20, fig. 3).
Estas calderas últimamente citadas suelen estar dotadas de mas de un tambor (las
hay hasta de cuatro), aunque las más corriente suelen llevar dos, uno en la parte
superior y otro en la parte inferior. En este último, de inferior tamaño, se acumulan
los Iodos y a él se conecta la purga de los mismos.
En las calderas de tubos de juego (hogar interior), lo que circula por el interior de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 98 de 124
los tubos son los gases calientes y el contacto del agua con los tubos se efectúa por
el exterior de los mismos, para lo cual el haz tubular va situado, en el interior del
tambor de la caldera a lo largo del mismo. El nivel de agua en dicho tambor deberá
siempre cubrir el haz tubular. La circulación del agua en el interior del tambor se
realiza según muestra el dibujo 20, fig. 5.
Las calderas de tubos de fuego sólo se utilizan para pequeñas capacidades y bajas
presiones (15.000 libras/hora de producción máxima de vapor y 250 PSIG de
presión máxima).
La superficie de los tubos a través de la cual recibe el agua el calor suministrado
por los gases de la combustión, deberá estar en todo momento bañada por el agua
de la caldera, pues si quedase parcialmente descubierta se calentaría excesivamente,
con el consiguiente perjuicio del material, que acabaría debilitándose y no resistiría
la presión interna. Para evitar que esto ocurra y mantener siempre el nivel de agua
en el tambor de la caldera entre dos valores máximo y mínimo previamente fijados,
hay que compensar el agua que abandona la caldera en forma de vapor mediante
una aportación de agua de alimentación, que es constantemente inyectada en la
caldera, mediante una bomba a una presión superior, lógicamente a la del interior
de la caldera. Si el nivel del agua en la caldera fuese demasiado alto, el vapor al
salir de la misma arrastraría partículas líquidas en. suspensión (vapor húmedo) lo
cual crearía graves inconvenientes a la hora de utilizar dicho vapor.
En la actualidad se utilizan mucho en la industria las calderas tipo "monobloc" o
paquete, que no es otra cosa que el conjunto de la caldera con todos los elementos
auxiliares necesarios (bombas de alimentación de fuel-oil, de agua, filtros, sistemas
completos de regulación de nivel, pupitre de control, válvulas, etc.,) montados
sobre un bastidor metálico, de forma tal, que el usuario de la caldera solo tiene que
fijar dicho bastidor a una fundación adecuada mediante pernos y tuercas, y llevar
hasta las conexiones de la caldera las correspondiente tuberías de agua de
alimentación, colector de vapor, suministro de combustible, línea de purga de
lodos, líneas de fuerza para los motores e instrumentos eléctricos, etc.
4.8
Normas aplicables
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
4.9
Pág.: 99 de 124
Equipos mecánicos
4.9.1. Bombas
Una bomba es una máquina cuya misión es obligar a un liquido a circular por una
tubería a base de aumentar la presión y/o la velocidad de la corriente de líquido que
circula por dicha tubería, en la cual va intercalada la bomba. E1 aumentar la presión
y/o la velocidad de una corriente de líquido en una tubería, implica aumentar su
energía hidráulica, y esta energía la recibe la bomba de un motor cuyo eje está
acoplado al eje de la misma, y que es obligado a girar cuándo el motor entre en
funcionamiento. En otras palabras, la bomba recibe energía mecánica de un motor,
y transfiere una gran parte de esa energía a la corriente de líquido que atraviesa por
ella aumentando así su energía hidráulica.
Para ilustrar lo anteriormente dicho, supondremos que la bomba, va a hacer pasar el
líquido del depósito A al deposito B [ver dibujo 1). La necesidad de la bomba surge
al estar el nivel del líquido en B más alto que en A. La bomba puede estar situada
por debajo del-nivel del líquido en A {esto es lo deseable] o por encima. En este
último .caso la distancia vertical desde la bomba el nivel del líquido esta limitada.
Una bomba en. general consta de una caja metálica cerrada, y de paredes muy
rígidas que se llama cuerpo de la bomba. Esta caja puede adoptar en la práctica
formas muy diversas. El interior de esta caja se comunica con el exterior por medio
de dos tubuladuras adecuadas para conectar a ellas las tuberías por las que circula el
líquido que se va a bombear. (Ver dibujo 2).
Por una de ellas entra el líquido a la bomba y recibe el nombre de "boca o
tubuladura de aspiración". Por la otra el líquido sale de la bomba y recibe el nombre
de "boca o tubuladura de impulsión".
El cuerpo de la bomba está dotado de unas patas que permiten fijar dicha bomba a
una fundación de hormigón o a una estructura metálica mediante tomillos y tuercas.
Normalmente el motor que acciona la bomba está también fijado a la misma
fundación o estructura.
En el interior del cuerpo de la bomba hay una serie de órganos móviles conectados
al eje de la misma. Este eje atraviesa el mencionado cuerpo de la bomba por lo
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 100 de 124
menos en un punto, pasando del interior al exterior del misma estando el cuerpo de
la bomba dotado de medios de obturación que impiden que el líquido pueda pasar
del interior al exterior de la bomba por el juego que queda entre el eje y el agujero.
Todo lo anteriormente dicho es válido para los tipos de bombas que más se utilizan
en la industria petroquímica, que básicamente son dos: bombas centrífugas y
bombas de desplazamiento positivo, aunque dentro de las bombas de
desplazamiento positivo hay gran diferencia entre unos tipos y otros, todas ellas
tienen una característica común que las hace básicamente diferentes de las
centrífugas, y esta característica es el comportamiento de la bomba. Cuando se
instala en un punto de la tubería de salida de la bomba un elemento (por ejemplo
una válvula) que permita variar la sección de paso del líquido que circula por dicho
punto. Si se empieza a disminuir o aumentar ésta, pero obligando el eje de la bomba
a que permanezca girando a un número de revoluciones por minuto constante, por
medio de un motor suficientemente potente, ocurrirá uno de los fenómenos
siguientes, según sea el tipo de bomba.
A) Bombas centrífugas:
Al ir cerrando la válvula, empieza a disminuir el caudal que pasa por la bomba
y al mismo tiempo aumenta la presión en la tubería a la salida de la bomba
entre esta y la válvula (ver diagrama en Fig. 1 dibujo 3).
B) Bombas de desplazamiento positivo:
Al ir cerrando la válvula, el caudal no varía aunque la presión aumenta
considerablemente así como la potencia necesaria para mantener constante el
número de R.P.M. del eje de la bomba (Ver diagrama Fig.2 dibujo 3).
Esta diferencia-de comportamiento entre los dos tipos de bombas mencionados es
uno de los principales criterios utilizados para, seleccionar un tipo de bomba u otro
en cada caso, y por otro, lado implica que en las bombas centrífugas, pueda darse el
caso de que la bomba esté funcionando y que el líquido no circule por estar la
válvula completamente cerrada (en la práctica solo por poco tiempo). Inversamente,
si abrimos la válvula instalada en la tubería, el mantener la bomba parada no
impediría que el líquido pasase a través de la misma si hubiese alguna fuerza que lo
impulsase. (Por ejemplo, en el caso de las figuras 1 y 2 del dibujo el líquido
circularía por gravedad del depósito B al A).
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 101 de 124
Contrariamente, con las bombas de desplazamiento positivo ocurre que, si
obligando a la bomba a funcionar intentáramos detener completamente el paso del
fluido cerrando la válvula, se originaría una presión tan grande en la tubería que
causaría una rotura. Por otro lado mientras mantengamos la bomba parada no podrá
circular el líquido a través de ella. Otra diferencia importante entre el
comportamiento de las bombas centrífugas y las de desplazamiento positivo es que
las primeras, para empezar a funcionar exigen que el cuerpo de la bomba y las
tuberías conectadas a ellas estén completamente llenas del líquido a bombear, (caso
de la fig. 1 dibujo 1) y es más, si en la vena líquida que se desplaza por una tubería
en dirección a una bomba centrífuga se encuentra un espacio ocupado por un gas.
cuando este volumen de gas o vapor penetre en el cuerpo de la bomba puede alterar
seriamente el funcionamiento de la misma, por lo cual es muy importante evitar la
acumulación de gases en la tubería de aspiración de una bomba centrífuga.
Por el contrario, en las bombas de desplazamiento positivo, como norma general, la
bomba puede empezar a funcionar encontrándose la misma y las tuberías de
aspiración e impulsión ocupadas por aire o cualquier otro gas o vapor (caso de la
fig, 2 dibujo 1). Al iniciarse el funcionamiento de la bomba en estas condiciones se
produce una depresión en la tubería de aspiración, con lo cual el líquido en el que
está sumergido el extremo de la tubería de aspiración empieza a ascender por la
misma hasta alcanzar el cuerpo de la bomba, a partir de este instante se normaliza el
funcionamiento de la misma. En este último caso citado, la altura máxima a que el
líquido puede ascender por la tubería de aspiración está muy limitada, dependiendo
de la presión que actué sobre la superficie del líquido en el deposito A, el tipo de
bomba, el peso específico del liquido bombeado, el diámetro de la tubería de
impulsión, el caudal de líquido y su viscosidad absoluta.
Detalles internos.
Las bombas centrífugas constan en esencia del cuerpo o carcasa, que es el
elemento fijo (y es de forma circular) y el rodete, que es solidario con el eje de
la bomba (dibujo 4). Dicho rodete, gira dentro de la carcasa, y consiste
básicamente en una rueda con un taladro circular ciego, concéntrico con el eje
de la misma, y una serie de canales radiales que comunican la periferia de
dicha rueda con el taladro antes mencionado. Las paredes que separan estos
canales se llaman los alabes del rodete,
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 102 de 124
Durante el funcionamiento de la bomba, el líquido entra por la tubuladura-de
entrada a la carcasa, y de ésta al rodete por el taladro central y se distribuye por
los canales que desembocan en la periferia. Como el rodete está girando, la
porción de líquido contenido en cada uno de los canales es impulsada hacia el
exterior del rodete por la fuerza centrífuga.
Toda la transferencia de energía de la bomba al líquido se efectúa entre la
entrada a los canales radiales y la salida de los mismos, lo cual implica que la
presión y/o la velocidad del líquido es mayor en ésta que en aquella.
El espacio circular comprendido entre la, zona periférica de la carcasa (que se
llama-voluta) y la periferia del rodete, recibe la descarga de todos los canales
radiales de éste, y está conectado con la tubuladura de salida de la bomba.
Según lo anteriormente dicho en el interior del cuerpo de la bomba centrífuga
en funcionamiento existen dos zonas:
a. Una zona de alta presión que están en comunicación al mismo tiempo con.
la tubuladura de salida y con la periferia del rodete (donde desembocan los
canales radiales)
b. Otra zona de baja presión que está comunicada al mismo tiempo con la
tubuladura de entrada de la bomba y con el orificio central del rodete del
cual parten los cana les radiales.
Para mantener esas dos zonas separadas y evitar así que el líquido pase de la
zona de alta presión a la baja, se construye la carcasa de forma que ésta se ciña
estrechamente alrededor del rodete en una parte conveniente de este, dejando
entre ambos un juego pequeñísimo que permita el rodete girar libremente pero
que sin embargo reduzca al mínimo el paso de líquido de una a otra zona.
Montaje de tuberías a una bomba centrifuga.
Consideremos nuevamente los depósitos A y B del dibujo 5, estando el nivel
en B más alto que en A, e intentemos pasar cierta cantidad de líquido desde A a
B, para lo cual pondremos en funcionamiento la bomba (fig. 1 dibujo 5). Si una
vez que la cantidad de líquido deseada ha pasado de A a B paramos la bomba,
el líquido de B empezaría a volver a través-de la bomba y continuaría así hasta
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 103 de 124
que se igualasen los niveles. Para evitar esto se instala una válvula de retención
en la tubería de salida de la bomba. Por otro lado necesitamos una válvula de
corte en la salida de la bomba para cerrarla antes de proceder a arrancar la
bomba, y una vez que la bomba está en marcha abrir la poco a poco hasta
alcanzar la presión y caudal que se haya previsto. (Este es el procedimiento
usual).
Esta válvula de corte se pone después de la de retención pues se considera que
esta ultima es mas susceptible de averiarse, y si así fuese se-podría retirar para
reparar cerrando previamente la de corte evitando así que se derrame el líquido
de B.
Es necesaria también una válvula de corte en la tubería de entrada para poder,
cerrando dicha válvula y la anteriormente citada, aislar la bomba de los
depósitos A y B, con lo cual ésta podría ser retirada sin que se derramase el
líquido de dichos depósitos. Como accesorios complementarios se suele
instalar a la salida de la bomba y antes de la válvula de retención un
manómetro, y en la tubería de entrada un filtro entre la válvula de corte y la
bomba. A veces se instala también un manómetro entre el filtro y la bomba.
En el caso de que la bomba esté situada por encima del nivel de líquido en el
depósito del cual aspira, [ver fig. 2 dibujo 5), habría que sustituir la válvula de
corte a la entrada por una válvula de retención situada en el extremo sumergido
de la tubería de aspiración, eliminando la de la impulsión (ver fig. 2 dibujo 5).
En estos casos se instala el filtro justo antes de la válvula de retención para
evitar que los elementos sólidos contenidos en el líquido puedan entrar en el
sistema.
Bombas de desplazamiento positivo.
Dentro de las bombas de desplazamiento positivo las hay de muchas clases,
aquí solo describiremos las más comunes en la industria petroquímica, que son:
Las de émbolo.
Las bombas de engranajes.
Las bombas de tornillo, etc.
Las bombas de émbolo constan esencialmente de los siguientes elementos (ver
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 104 de 124
dibujo 6).
Un émbolo que está alojado en un cilindro, cerrado por dos caras
perpendiculares al eje del mismo, existiendo entre la periferia del émbolo, y la
superficie interior del cilindro un estrecho contacto que produce una separación
hermética entre los espacios que quedan a ambos lados del émbolo.
Este émbolo está solidariamente unido al extremo de un vástago concéntrico
con el cilindro, y que atraviesa una de las caras extremas del mismo, existiendo
un elemento de obturación entre el vástago y la cara del cilindro en el punto de
intersección entre ambos.
El extremo del vástago opuesto al émbolo está unido a la biela de un sistema de
biela manivela que cuando es accionado por un motor, somete al conjunto de
vástago y pistón a un movimiento de vaivén a lo largo del cilindro.
Junto a este extremo unido a la biela, el vástago lleva una pieza solidariamente
unida a él llamada cruceta y que desliza por unas guías que solo permiten dicho
movimiento de vaivén del conjunto émbolo-vástago.
En la cara del cilindro opuesta a la que es atravesada por el vástago, hay dos
tubuladuras, una de aspiración y otra de impulsión, llevando ambas tubuladuras
sendas válvulas de retención incorporadas, permitiendo una de ellas el paso de
líquido solamente del exterior al cilindro y la otra del cilindro hacia fuera.
Cuando el émbolo, en su movimiento de vaivén, se aleja de la cara en la que se
encuentran las tubuladuras, se abre la válvula de aspiración penetrando el
líquido en el cilindro hasta; que se inicia el recorrido-del. émbolo en sentido
contrario. En este instante la válvula de aspiración se cierra abriéndose la de
impulsión y el líquido es forzado a salir del cilindro.
Esta sucesión de movimientos de vaivén hace circular el líquido en la tubería
en la que va intercalada la bomba. En cada ciclo completo, (que corresponde a
una revolución completa del eje de la bomba) hay una fase completa de
aspiración y una de impulsión, separadas por los respectivos puntos muertos,
que son los puntos en que el émbolo cambia de dirección.
Montaje de tuberías a una bomba de desplazamiento positivo.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 105 de 124
Este montaje es similar al utilizado para las bombas centrífugas con las
excepciones siguientes: (Ver dibujo 7).
a.
La válvula de retención queda eliminada por ser innecesaria.
b.
Entre la tubuladura de salida y la válvula de corte se instala una válvula de
seguridad, conectando la salida de dicha válvula a-la tubería de entrada a
la bomba.
Se deberá seguir manteniendo como norma general una válvula de corte
antes de la bomba y otra después, así como el filtro a la entrada y el
manómetro a la salida, antes de la válvula de corte.
4.9.2. Turbinas de vapor
Las turbinas de vapor son máquinas rotativas capaces de transformar la energía
térmica. En otras palabras, si a una turbina le inyectamos vapor a presión, el eje de
la turbina comenzará a girar y podrán accionar una bomba, un compresor, etc.
Clasificación.
Las turbinas pueden dividirse a "grosso modo" en dos clases, en función del
procedimiento mediante el cual se transforma en ellas la energía térmica delvapor en energía mecánica. Las dos clases de turbinas citadas son las de acción
y las de reacción.
En las primeras, él movimiento del eje de la turbina es provocado por la acción
de varios chorros de vapor sobre los alabes que están solidariamente unidos al
mismo.
Estos chorros de vapor surgen de unas toberas instaladas en la parte fija de la
turbina, y actúan sobre una especie de cucharas o alabes, que junto con el eje al
cual van unidos constituyen la parte móvil de la turbina.
En. las turbinas de reacción, el movimiento del eje es provocado por la
reacción de unos chorros de vapor que surgen de unas toberas instaladas en la
parte móvil de la turbina (formando la dirección, de estos chorros y el eje de la
turbina un ángulo de 90º).
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 106 de 124
Cada una de estas dos clases de turbinas se puede subdividir a su vez en varios
tipos de los que a continuación describiremos brevemente los más importantes.
Turbinas de acción.
a.
Turbinas de acción de etapa única: Este es quizás uno de los tipos más
comunes de turbinas.
El funcionamiento se muestra esquemáticamente en la fig. 1 dibujo 8. La
expansión del vapor se efectúa totalmente en la tobera y los alabes reciben
el vapor a gran velocidad, sin que en su recorrido a lo largo de los mismos
experimente este una caída de presión. Es decir, toda la energía térmica del
vapor se ha transformado en energía cinética a la salida de la tobera, y es
esta energía cinética del vapor la que provoca el giro del eje de la turbina.
b.
Turbina de acción de dos o más etapas: Según hemos dicho
anteriormente, las turbinas de una sola etapa son movidas por la energía
cinética del vapor, es decir, la energía que el vapor posee por estar
moviéndose a gran velocidad. Si cuando el vapor sale de una turbina de
una etapa, todavía lleva considerable energía cinética, sea que no toda la
energía del vapor se ha empleado en hacer girar el eje de la turbina, y
como consecuencia el rendimiento de la turbina será bajo.
Para paliar este inconveniente se ha creado las turbinas de más de una
etapa en las cuales el vapor que ha pasado a través de unos conductos
solidarios con la parte fija de la turbina, hacia un segundo conjunto de
alabes , y de la salida de éstos y a través de otra serie de conductos a un
tercer conjunto de alabes, y así sucesivamente tantas veces como etapas
tenga la turbina. De esta forma cuando el. Vapor sale del último conjunto
de alabes, su velocidad es muy reducida, y por tanto lo será su energía
cinética con lo cual el rendimiento de la turbina será mayor. Todos los
conjuntos, de alabes antes citados junto con el eje de la turbina con el cual
son solidarios, constituyen el elemento móvil de la turbina.
Las series de conductos que dirigen el vapor que sale de un conjunto de
alabes hacia la entrada del siguiente son solidarios con la carcasa de la
tubería, constituyendo el conjunto el elemento fijo de la misma.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 107 de 124
Para dirigir el vapor que sale de un conjunto de alabes hacia la entrada del
siguiente se pueden utilizar varios procedimientos, siendo el más corriente
el mostrado en la fig. 2 dibujo 8, según el cual cada serie de etapas a la
entrada de la siguiente tiene la misma forma que un conjunto de alabes que
hubiésemos colocado al revés que el resto de ellos, y que en lugar de estar
unidos al eje de la turbina, está unido a la carcasa, permitiendo el giro de
dicho eje con el cual es concéntrico
Turbinas de reacción.
La definición dada al principio de este capítulo de las turbinas de reacción es
totalmente teórica y no corresponde con lo que en la práctica se conoce como
turbinas de reacción. Lo que generalmente se llama turbinas de reacción
deberían denominarse turbinas de acción y reacción; aunque en las turbinas de
acción siempre se de un efecto de reacción mucho más extenso que en éstas.
En definitiva, tanto las turbinas de acción como las de. reacción están
constituidas por una serie de ruedas dotadas de alabes y concéntricas con el eje
de la turbina de forma tal que cada dos ruedas consecutivas, una está unida al
eje de la turbina y la siguiente está unida a la carcasa, teniendo ambas ruedas la
parte convexa de los alabes dirigida en sentidos contrarios.
La diferencia fundamental entre las turbinas de acción y las de, reacción; es
que. En las primeras, la expansión del vapor se realiza casi exclusivamente en
los alabes fijos, mientras que en las de reacción ésta expansión tiene lugar en
los alabes móviles.
La mayor parte de las turbinas de reacción son del tipo de flujo axial., es decir
que la trayectoria que describe el vapor, al pasar a través de ellas, es
sensiblemente paralelas al eje de la turbina. Existe una notable excepción a lo
anteriormente dicho y es la turbina LJUNGSTRCM, que es una turbina a
reacción en la que el flujo del vapor es radial. Esta turbina destaca por su gran
capacidad y-rendimiento.
Aplicación de las turbinas de una o varias etapas.
Las turbinas de una etapa se construyen en capacidad de hasta 1.500 HP y
velocidades que van desde 600 hasta 1.000 R.P.M. Estas turbinas nunca son de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 108 de 124
condensación sino de contrapresión y esto las hace ser de gran aplicación en las
plantas de proceso, pues la gran ventaja de estas turbinas es que producen un
vapor de escape fácilmente utilizable como vapor de proceso.
De esta forma una planta de proceso puede emplear cierto número de turbinas
para accionar bombas, y al mismo tiempo utilizar el vapor de escape de las
turbinas para cubrir las necesidades de vapor de baja presión de la planta.
Las turbinas de varias etapas, que son mucho más caras, se utilizan
generalmente para grandes potencias, en cuyo caso el buen aprovechamiento
del vapor es muy importante. Estas turbinas que suelen ser de condensación, se
utilizan generalmente para accionar alternadores o grandes compresores
centrífugos.
Características mecánicas de las turbinas de una o varias etapas.
El dibujo 9, muestra la sección longitudinal de una turbina de varias etapas. La
carcasa en esté caso está dividida en dos partes por un plano horizontal estando
las conexiones de entrada y salida de vapor en la mitad de la misma. Cuando la
turbina funciona a baja presión la carcasa es de fundición, siendo de acero
cuando la turbina funciona a alta presión.
Cada conjunto de alabes unidos entre sí que gira al funcionar la turbina recibe
el nombre de rodete. Estos rodetes están unidos al eje de la turbina mediante
chaveta, y deben estar cuidadosamente equilibrados para evitar vibraciones al
funcionar la turbina.
Los alabes del rodete son normalmente de un. acero aleado de alto grado, y
algunos aceros inoxidables son muy utilizados para este fin.. El eje de la
turbina suele ser de acero al carbono forjado y en muchos casos, está recubierto
externamente de acero aleado en la parte del cierre mecánico para minimizar el
desgaste.
Cada conjunto de alabes que está solidariamente unido a la carcasa recibe el
nombre de diafragma, Los alabes del diafragma suelen ser de acero inoxidable
Estos diafragmas, al estar solidariamente unidos a la carcasa, tienen que estar
también divididos en dos partes por el mismo plano que divide a la carcasa.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 109 de 124
Los cojinetes de los extremos del eje son autolubricados en las turbinas
pequeñas y con engrases a presión en las grandes. Estos cojinetes están
también divididos en dos por un plano horizontal y forrados interiormente de
babbitt. Deben poder desmontarse de la turbina sin desmontar la carcasa o el
eje. Aunque en una turbina de acción en empuje axial es reducido, se suele
prever un cojinete de empuje axial para mantener el rotor en su sitio.
En los puntos en que el eje atraviesa, la carcasa es necesario prever algún tipo
de -cierre, y el más utilizado es el de anillos de carbón. En las turbinas de
varias etapas también hay que prever un cierre entre cada dos rodetes, para
evitar que el vapor pase de una etapa a otra a través del espacio que queda entre
el diafragma y el eje. Estos cierres pueden ser del tipo de laberinto o de anillos
de carbón.
Las turbinas de condensación operan a una presión inferior a la atmosférica y
por lo tanto es necesario crear unos cierres que eviten que el aire entre al
interior de la turbina, Esto se suele conseguir inyectando una pequeña cantidad
de vapor en el cierre.
Control de la turbina.
La velocidad de una turbina se puede regular por dos procedimientos.
El primero es reducir el paso en la entrada general de vapor a la turbina.
El segundo, que se suele aplicar a turbinas de varias etapas, consiste en reducir
o aumentar en la primera etapa el número de toberas por las que entra vapor.
Para utilizar este segundo procedimiento, el total de las toberas por las cuales
pasa el vapor para alcanzar la primera-etapa está dividido en varios grupos. El
paso de vapor a estos grupos, está regulado por una válvula independiente para
cada grupo. Estas válvulas están, diseñadas para estar completamente abiertas o
completamente cerradas, y de esta forma la acción de estrangulamiento del
paso queda reducida al mínimo.
A media carga, habría un cierto número de-estas válvulas completamente
abiertas y el resto cerradas, ya medida que aumenta la carga se-irán abriendo
más válvulas. Esté sistema tiene la ventaja de que las pérdidas de energía por
estrangulamiento del paso del vapor son eliminadas.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 110 de 124
Cuando se emplea el primer procedimiento hay que prever un mecanismo que
tiende a abrir el paso de vapor cuando la carga aumenta y tiende a cerrarlo
cuando éste disminuye de forma que el número de R.P.M. de la turbina se
mantenga sensiblemente constante. Este mecanismo puede ser un regulador
centrífugo que según la mayor o menor velocidad de la turbina cierra o abre el
paso del vapor.
Otras veces lo que interesa controlar no es la velocidad de la turbina sino la
presión diferencial, o la de salida de la bomba o compresor que está accionado
por la turbina. En estos casos se utiliza un regulador de presión operado por
diafragma. La presión de salida del equipo movido por la turbina actúa sobre,
el diafragma y éste mueve el vástago de la válvula que regula el paso de vapor
a la turbina. En cualquier caso, se suele incluir siempre un regulador centrifugo
de forma que si la demanda del regulador de presión exige excesiva velocidad,
el regulador centrífugo evite que ésta pase del límite tolerable.
Todas las turbinas llevan un sistema de seguridad que consiste en una. masa
montada excéntricamente alrededor de un eje, que gira al girar el de la turbina.
Cuando la turbina funciona a un número de R.P.M. es un 10% superior a aquel
para el cual ha sido calculado, la fuerza centrífuga desarrollada por la masa
excéntrica acciona un mecanismo que varía la válvula de paso de vapor, y la
turbina se para.
4.9.3. Compresores.
Así como, las bombas son. máquinas cuya misión es aumentar la presión de un
líquido, los compresores son máquinas cuya misión es aumentar la presión de un
gas o vapor. Hay dos tipos básicos de compresores, que son los alternativos y los
centrífugos. Ambos tienen la misma misión específica, que es aspirar gas o vapor a
una presión relativamente baja, comprimirlo y expulsarlo a una presión superior.
La cantidad de gas o vapor a comprimir es el factor que determina normalmente el
tipo de compresor a seleccionar en cada caso.
Compresor centrífugo.
La característica principal de los compresores centrífugos es que en ellos el
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 111 de 124
aumento de presión es debido a la fuerza centrífuga que actúa sobre la masa de
un gas o vapor al pasar a través de los rodetes. Los compresores centrífugos se
utilizan para comprimir grandes caudales de gas o vapor. El incremento de
presión experimentado por el fluido puede ser grande o pequeño.
Hay dos tipos básicos de compresores centrífugos, que son:
a)
los de carcasa partida según un plano vertical
b) los de carcasa partida según plano horizontal.
Los primeros son utilizados para altas presiones, mientras que los segundos son
utilizados para presiones bajas y moderadamente altas. El tipo de carcasa es
muy importante para el diseñador de tuberías puesto que el trazado de éstas
deberá ser tal que permita el fácil acceso para el mantenimiento del compresor.
Si la carcasa va partida según un plano vertical, la parte frontal del compresor
deberá quedar libre de tuberías o cualquier otra obstrucción de forma que una
parte de dicha carcasa pueda, ser desatornillada y retira horizontalmente sin
dificultad.
Si la carcasa va partida según un plano horizontal, en cuyo caso dicho plano
contiene al eje del compresor, el trazado de tuberías deberá ser tal que permita
desatornillar y retirar verticalmente la parte superior de la carcasa.
Los compresores centrífugos pueden tener hasta diez etapas de compresión
dentro de la-misma carcasa. Si la presión final requerida exige más de diez
etapas se pueden acoplar dos o más compresores, según el número de etapas
necesarias, y accionarlos por medio de un motor común. Esta disposición
recibe el nombre de accionamiento en tándem. Aunque cada carcasa suele tener
solamente una tobera de aspiración, puede tener una, dos y hasta tres toberas de
descarga. A veces, los compresores centrífugos tienen una tobera de descarga
intermedia entre la primera y la última etapa a través de la cual sale el gas o
vapor a una presión intermedia. Por ejemplo, en un compresor de seis etapas, la
descarga intermedia podría estar a la altura de la cuarta etapa.
Diseño de la carcasa.
Los fabricantes de compresores centrífugos disponen de unos tipos básicos de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 112 de 124
carcasa que se ajustan a los rodetes que exigen las condiciones de presión y
temperatura en cada caso. Por esta razón, las toberas de los compresores son de
mayor diámetro que la línea a la cual, conectan. Por ejemplo, el fabricante
puede suministrar un compresor con una tobera de aspiración de 30" y la línea
de aspiración que vamos a conectar a dicha tobera es de 20". La primera
reacción del diseñador de tuberías es decirle al fabricante que cambie la tobera
del compresor a 20" para que se ajuste al tamaño de la línea, pero como la
carcasa será de un tipo standard; el fabricante no podrá hacer tal cambio sin
rediseñar completamente dicha carcasa lo que supondría un coste muy elevado,
así que el diseñador de tuberías, tendrá que prever un accesorio que permita,
acoplar la tubería de 20" a la tobera de 30".En la aspiración de un compresor,
los cambios de diámetro de la línea deberán ser tan. suaves como sea posible,
Por ejemplo, la unión de una tobera de 30" con una línea de 20" se haría
acoplando a dicha tobera una brida y un reductor concéntrico de 30" a 20". No
debería usarse nunca en caso como éste una brida reductora, puesto que esto
ocasionaría la entrada del flujo en los rodetes a gran velocidad y en régimen
muy turbulento.
Situación de los compresores.
Hay que considerar varios factores a la hora de situar un compresor:
1.
Acceso del tipo de vehículo que sea necesario para el mantenimiento. Esto
implica que haya una carretera que pase junto al compresor.
2.
La línea de aspiración deberá ser lo más corta y recta posible por dos
motivos, el primero es que dicha línea suele ser de gran diámetro y por lo
tanto muy cara, y el segundo que si la línea es muy larga la potencia
necesaria para accionar el compresor aumenta considerablemente.
Los compresores pueden ser instalados dentro de un edificio, al aire libre o
bajo un cobertizo, y puesto que los compresores requieren poco mantenimiento
se recomienda su instalación al aire libre por motivos de economía. Cuando
haya que hacer una parada para reparación o inspección periódica se puede
construir un cobertizo temporal y a falta de monocarril utilizar una grúa.
Consolas de aceite para lubricación y cierres hidráulicos.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 113 de 124
Un aspecto importante a considerar a la hora de situar un compresor centrífugo
es la consola de aceite para, lubricación y cierres hidráulicos.
Esta deberá ser accesible desde una carretera, deberá estar mas baja que el
compresor para que el aceite circule por gravedad desde el compresor al
depósito de aceite de la consola, y además deberá disponer de líneas de
suministro de agua, vapor y corriente eléctrica, El agua será para los
refrigerantes de aceite y la corriente eléctrica y el vapor para el accionamiento
de las bombas de aceite.
Frecuentemente las consolas se adquieren como "unidades paquete" o
conjuntos que comprenden todos los elementos necesarios y que van fijados a
un chasis, siendo estas “unidades paquete” suministradas, por el proveedor del
compresor.
Puesto que el diseñador de tuberías no recibe datos de la consola con suficiente
antelación, tiene que establecer hipótesis lo más acertadas posible durante las
primeras etapas del diseño. ¿Qué tamaño puede tener la consola? Normalmente
unas medidas de 14 x 16 pies ya son bastantes amplias.
¿Qué elementos contiene la consola? Un depósito a presión atmosférica que
recoge el aceite que drena por gravedad desde el compresor.
En climas fríos este depósito de aceite llevará serpentines, de vapor en el fondo
del mismo para mantener el aceite fluido. De este depósito aspiran dos bombas,
una accionada eléctricamente y la otra de repuesto, accionada mediante turbina
con un arranque automático que la pone en marcha en caso de fallo eléctrico.
Estas bombas descargan a un enfriador de aceite que lo mantendrá a una
temperatura adecuada y después a un filtro que impedirá el paso de cualquier
partícula sólida que podría. dañar al compresor. La mayor parte de los
fabricantes aconsejan que la tubería que va del filtro al compresor sea de acero
inoxidable AISI 304 para evitar que se puedan formar escamas de óxido que
inevitablemente irían a parar al compresor. Puesto que la citada tubería suele
ser de 1½" o 2" de diámetro, si la consola está cerca del compresor la
diferencia de precio entre utilizar tubería de acero inoxidable o de acero al
carbono sería muy pequeña.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 114 de 124
Instalación de compresores en edificios.
Allí donde las condiciones climatológicas obliguen a que el compresor esté
permanentemente bajo techado se utilizan dos tipos de instalaciones. En
aquellas zonas donde se dan copiosas nevadas, serán necesarios los edificios
totalmente cerrados. Para climas no muy fríos, basta con cobertizos tipo
tropical que consisten en una estructura metálica con un techo y unas paredes
laterales que actúan a modo de cortinas contra la lluvia, y que van desde el
techo hasta una altura de unos 8 pies sobre el suelo.
El cobertizo tipo tropical cubre el compresor, transmisión-reductor y el
accionamiento. La plataforma de operación está normalmente situada a unos 6
pies por encima del suelo del edificio, puesto que el compresor deberá estar lo
suficientemente elevado como para que el aceite de lubricación y de cierre
hidráulico drene por gravedad hacia la consola que estará instalada sobre el
suelo fuera del cobertizo. Sobre el nivel de operación del cobertizo habrá que
dejar espacio para un panel de control del compresor, que puede tener unas
dimensiones de 3½ pies de largo por 2 pies de ancho. Este panel debe disponer
de un espacio libre para .mantenimiento tanto en la parte frontal como en la
parte trasera. Muchos estudios de la distribución de los diferentes elementos
sobre la superficie de operación han quedado invalidados por no haber previsto
ningún espacio para el panel de control.
Polipasto.
Cuando el compresor vaya instalado en el interior de un edificio o cobertizo, el
diseñador de tubería deberá prever un polipasto con el que se pueda manejar la,
pieza desmontable más pesada del compresor o del reductor o acoplamiento
(esta pieza es normalmente el eje rotor compresor)
La altura de polipasto se deberá fijar desde un principio, pues esta altura
determina la de la viga carril y ésta la altura del edificio, que es necesario
conocer para pedir ofertas del mismo.
Los polipastos no se utilizan normalmente para retirar el accionamiento del
compresor por ser éste generalmente muy pesado. Si este accionamiento es una
turbina, posiblemente el peso de sus elementos entraría dentro de la capacidad
del polipasto, pero para motores eléctricos o piezas de-otro tipo de
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 115 de 124
accionamientos se suelen utilizar grúas móviles.
La viga carril de la cual cuelga el polipasto, deberá extenderse más allá del
límite del edificio hasta una zona de descarga adyacente al mismo a la cual
puedan llegar camiones, recibir las piezas que le entregue el polipasto y
llevarlas al taller.
Algunas reparaciones se harán en la zona de descarga propiamente dicha por lo
que ésta deberá estar ampliamente dimensionada.
Toberas de aspiración y descarga.
La situación de las toberas de aspiración y descarga variará según el tipo de
instalación, según el compresor seleccionado y también, a veces, viene
determinado por el tipo de accionamiento. Si el accionamiento es una turbina
de contrapresión, el compresor estará situado tan cerca del suelo como sea
posible (teniendo en cuenta la necesidad de drenaje por gravedad hacia la
consola) y por lo tanto todas las toberas del compresor estarán situadas en la
parte superior de la carcasa.
Si el compresor está accionado por una turbina de condensación, cuya salida de
vapor está conectada a un condensador de superficie, el compresor tendrá que
estar situado por encima de dicho condensador. En este caso, puede ser
conveniente situar las toberas en la parte inferior de la carcasa.
Compresores alternativos.
Los compresores alternativos son generalmente utilizados para caudales
menores que los que manejan los centrífugos. Utilizando varias etapas de
compresión se pueden alcanzar presiones de descarga muy altas. Debido al
movimiento alternativo de sus órganos esos compresores originan un flujo
pulsante, lo cual hace que las tuberías estén sometidas a vibración, y ésta
producirá fatiga en el material si el diseño no es correcto. Un ejemplo muy
corriente está al alcance de cualquiera, son los compresores de aire de los
garajes o estaciones de servicio.
Definiciones:
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 116 de 124
ALTERNATIVO:
Que está dotado de un movimiento alternativo hacia atrás y hacia
adelante, o que tiene piezas dotadas de dicho movimiento, tales-como un
pistón dentro de un cilindro.
CARCASA DEL COMPRESOR:
Es la envoltura del eje de-la máquina, con exclusión de los cilindros de
compresión.
CILINDROS DE COMPRESIÓN:
Son las cámaras donde entra el gas aspirado a baja presión, es
comprimido por 1os pistones y descargado a una presión mayor.
CILINDRO DE ACCIÓN SIMPLE:
Es aquel cilindro que solo tiene una zona en la que se verifique la
aspiración, compresión y descarga.
CILINDRO DE DOBLE ACCIÓN:
Es aquel cilindro que tiene dos zonas en las que se verifica la acción de
aspiración, compresión y descarga. Estas zonas están siempre separadas
por el pistón, por lo cual cada una de ellas puede comprimir un vapor
distinto.
Tipos de accionamiento del compresor.
Los compresores alternativos utilizan motores eléctricos, turbinas de vapor o
motores, de combustión interna como accionamiento. Los motores de
combustión interna son el tipo de accionamiento más frecuente en compresores
alternativos. Un motor de combustión interna suele tener de dos a dieciséis
cilindros, y a veces más. Los motores de gran potencia suelen ser alimentados
con un pequeño compresor a su vez. Potencias de 2.000 W son corrientes en
estos motores y las hay de mayor potencia. La característica más visible de los
motores de combustión interna es que están dotados de un volante de inercia
que el eje cigüeñal gire a velocidad constante durante cada vuelta.
El combustible normalmente utilizado para estos motores es, fuel-gas. Puesto
que en El conjunto compresor-accionamiento hay elementos pesados en
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 117 de 124
movimiento alternativo, se producen grandes vibraciones por lo cual se
requiere una fundación constituida por una gran masa de hormigón para
soportar las vibraciones y contrarrestar la tendencia a volcar del accionamiento.
Los fabricantes de compresores aconsejan una fundación cuyo peso sea de tres
a cinco veces mayor que la del conjunto compresor accionamiento. (El
hormigón pesa de 4.000 ibs/yarda cúbica)
Cilindros de compresión.
Los cilindros están situados en el bloque del compresor; de su número y
tamaño depende la capacidad del compresor. Se denomina tamaño de un
cilindro al volumen en pulgadas cúbicas desplazado en cada fase de
compresión por el pistón.
Este tamaño se calcula multiplicando la superficie del cilindro en pulgadas
cuadradas por el desplazamiento del mismo en pulgadas.
Cada cilindro de un compresor puede ser de acción simple o de doble acción,
según el cilindro tenga una o dos cámaras de compresión. Un compresor en
ángulo es aquel que tiene todos los cilindros en un mismo lado del eje, y si el
compresor se denomina de cilindros horizontales opuestos y en este caso el
compresor suele estar accionado por un motor eléctrico. Al estar los cilindros a
ambos lados del eje del compresor, la vibración disminuye.
El dibujo nº 9, comprende los tres tipos más corrientes de compresores
alternativos. El tipo 1 es de cilindros horizontales opuestos. El reductor de
velocidad mostrado en dicha figura no es siempre necesario pues depende del
accionamiento seleccionado, motor eléctrico o turbina de vapor, y del número
de R.P.M. del compresor. El reductor de velocidad puede en realidad aumentar
o disminuir el número de R.P.M. que recibe.
El tipo 2 es un compresor en ángulo accionado por un motor de combustión
interna. Los cilindros, en este caso, están todos a un mismo lado del eje. En
todos los compresores, el diámetro de los cilindros y su longitud varían de
acuerdo con la naturaleza del gas a comprimir la presión final y el caudal.
El tipo 3 es un compresor horizontal de un cilindro. Este tipo de compresor
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 118 de 124
suele tener mucha vibración, el autor sugiere que la fundación del mismo sea
ampliamente dimensionada para contrarrestar aquella.
Toda masa o vapor experimenta un aumento de temperatura al ser comprimido.
En un. compresor alternativo la compresión es muy intensa y el aumento de
temperatura resulta considerable. La temperatura del gas o vapor puede pasar
de 100° F a la entrada y hasta 200º F a la salida. Por esta razón los cilindros de
compresión alcanzan una alta temperatura, y en muchos casos necesitan ser
enfriados de alguna forma. En los casos en que la elevación de temperatura sea
muy intensa hay que prever una refrigeración a base de circulación continua de
agua. Para elevaciones de temperatura moderadas puede obtenerse suficiente
refrigeración con un cilindro encamisado, y la camisa llena de glycol.
El soporte de cada cilindro, independientemente de las tuberías conectadas a él,
está constituido por un tubo vertical, uno de cuyos extremos está unido al
cilindro junto al extremo de éste, y el otro descansa sobre la fundación de
hormigón. Con frecuencia estos soportes son suministrados por el fabricante
del compresor. En ningún caso se deberá apoyar el tubo soporte del cilindro
sobre la plataforma metálica de operación ya que esta puede ceder algo bajo el
peso y el efecto de suportación queda eliminado.
Se deberá soportar siempre el cilindro si el fabricante así lo aconseja
Deberá preverse botellas antipulsatorias en la aspiración y descarga de cada
etapa de compresión. Hay muchos procedimientos para calcular el tamaño de
dichas botellas y los resultados obtenidos por un procedimiento u otro difieren
poco. El fabricante sugiere, normalmente, la capacidad óptima de las botellas
antipulsatorias y estas indicaciones deben ser tomadas en consideración. El
objeto de estas botellas es, como su nombre indica, amortiguar las pulsaciones
producidas en las tuberías de entrada y salida a cada cilindro por las violentas
aspiraciones e impulsiones de gas provocadas por el pistón correspondiente.
Algunos fabricantes suministrarán unas botellas antipulsatorias dotadas de
defectores y tuberías internas, que aunque, son caras resultan extremadamente
útiles.
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 119 de 124
ANEXO A
SIMBOLOGIA PARA DIAGRAMAS MECANICOS
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
ANEXO B
ESPECIFICACION DE DISEÑO
Pág.: 120 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
ANEXO C
XX
Pág.: 121 de 124
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 122 de 124
ANEXO D
LOCALIZACION Y DISPOSICION DETALLADA
DE LOS INSTRUMENTOS
CURSO DE DISEÑO DE TUBERIAS
PARA PLANTAS DE PROCESO
Pág.: 123 de 124
MONTAJES TIPICOS DE TUBERIA
SRM3-ST-0006
TUBERIA CONVENCIONAL
Pág.: 124 de 124
TRAMPAS DE VAPOR – H.2