ESCUELA SUPERIOR POLITÉCNICA DE CHIMBORAZO
FACULTAD MECÁNICA
CARRERA MECÁNICA
Automatización
Integrantes:
Código: (7904)
Angel Anderson Sánchez Oñate
7991
María Cristina Trujillo
7747
David Esteban Bonilla Falconi
7941
Andrea Vanessa Cajias Cabezas
7868
Jonathan Rolando Guangasi Pilapanta
7904
Marcelo Israel Espinoza Parra
7895
Genesis Karina Garcia Caizaguano
CURSO:
7MO” A”
DOCENTE:
ING. Marco Guevara
Septiembre 2022 - febrero 2023
1. OBJETIVOS:
1.1. General
Realizar la automatización del llenado de un tanque aplicando un controlador PID para
que empiece el proceso de llenado cuando el tanque esté vacío y viceversa.
1.2. Específicos
•
Comparar los diferentes tipos de controladores y adaptar el que ayude a satisfacer
la necesidad presentada.
•
Aplicar los conocimientos de control automático para plantear la función de
transferencia del sistema a estudiar.
•
Utilizar el software Matlab para analizar las curvas de comportamiento de nuestra
función de transferencia.
2. MARCO TEÓRICO
2.1. Bomba Centrífuga
Las bombas centrífugas son un tipo de bomba hidráulica que transforma energía mecánica
en energía cinética de presión a un fluido. Las bombas centrífugas aumentan la velocidad
de los fluidos para que estos puedan desplazarse grandes distancias. La bomba centrífuga,
debido a sus características, conforman la clase de bombas hidráulicas de más aplicación
dentro de la industria ya que son las más utilizadas para bombear líquidos en general y
permiten movilizar grandes cantidades de agua (SEGUAS, s.f.).
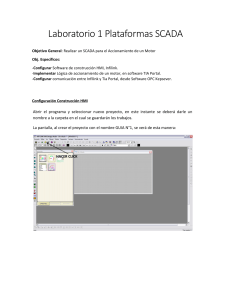
Curva Característica
La curva característica de una bomba centrifuga es la representación gráfica, donde se
representa la relación única de Carga – Caudal que garantiza el equipo de bombeo a
determinada velocidad de giro de su mismo impulsor. Cada fabricante genera para cada
uno de sus modelos, catálogos donde se pueden seleccionar diversas curvas características
de la bomba en función del punto de operación necesario a cumplir en alguna instalación.
Se presenta un ejemplo de Curva Característica de una bomba centrifuga, donde se podrán
observar varios componentes principales (FLEXMEX, 2020):
Fig. 1 Ejemplo Curva Característica Bomba Centrífuga.
(FLEXMEX, 2020)
Potencia
Para el cálculo de la potencia se tiene que tomar en cuenta varios factores tales como el
entorno, densidad del fluido y la distancia a la que tiene que llegar el fluido.
𝑃𝑇𝑒ó𝑟𝑖𝑐𝑜 = 𝐻𝐵 ∗ 𝜌 ∗ 𝑔 ∗ 𝑄𝑇
𝑃𝑅𝑒𝑎𝑙 =
𝑃𝑇𝑒ó𝑟𝑖𝑐𝑜
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎
Donde:
𝑃𝑇𝑒ó𝑟𝑖𝑐𝑜 =es la potencia teórica
𝑃𝑅𝑒𝑎𝑙 =es la potencia real
𝐻𝐵 =la altura de bombeo
𝜌 =la densidad del Agua
g=la gravedad
𝑄𝑇 =el caudal total
Ventajas
Algunas ventajas de estas bombas centrífugas son (SEGUAS, s.f.):
Ec 1
Ec 2
•
No tienen órganos articulados y los mecanismos de acoplamiento son muy
sencillos.
•
Para una operación definida, el gasto es constante y no se requiere dispositivo
regulador.
•
Se adaptan con facilidad a muchas circunstancias.
•
El peso es muy pequeño y dimensiones reducidas.
•
El mantenimiento y pieza de recambio reducidos.
•
Coste ajustado.
•
La incorporación de variadores de velocidad permite mayor eficiencia.
•
Los sistemas de bombeo completos son suministrados según las necesidades.
2.2. Variador de frecuencia válvulas
Un variador de frecuencia (siglas VFD, del inglés: Variable Frequency Drive o bien AFD
Adjustable Frequency Drive) es un sistema para el control de la velocidad rotacional de
un motor de corriente alterna (AC) por medio del control de la frecuencia de alimentación
suministrada al motor. Un variador de frecuencia es un caso especial de un variador de
velocidad. Los variadores de frecuencia son también conocidos como drivers de
frecuencia ajustable (AFD), drivers de CA o microdrivers. Dado que la tensión (o voltaje)
se hace variar a la vez que la frecuencia, a veces son llamados drivers VVVF (variador de voltaje
variador de frecuencia).
El uso de variadores de frecuencia para el control inteligente de los motores tiene muchas
ventajas financieras, operativas y medioambientales ya que supone una mejora de la
productividad, incrementa la eficiencia energética y a la vez alarga la vida útil de los
equipos, previniendo el deterioro y evitando paradas inesperadas que provocan tiempos
de improductividad.
Reducción en el consumo de energía eléctrica por efectos de reducción del pico del par
de arranque.
Mejora la rentabilidad y la productividad de los procesos productivos, debido a la
posibilidad de aumentar la capacidad de producción incrementando la velocidad del
proceso.
Protege al Motor por contar internamente con sistemas de protección además de
permitirle mayor vida útil al motor por reducción de impactos mecánicos a través de la
asignación de rampas de aceleración y desaceleración para eventos de arranque y parada.
Figura Variador de frecuencia.
2.3. PLC: Programmable Logic Controller
Intercomunicación y monitoreo la comunicación se trata de los dispositivos y sistemas
tales como automatización industrial, industria del transporte, el enlace principal es el uso
más eficiente de los recursos, la reducción de los costos operativos, el aumento de la
productividad laboral y la seguridad de los trabajadores. Tal como nos lo indica Soliz &
Gomez, “el control industrial y sistema LOT es la base de la industria 4. Apertura de
protocolos, conectividad a la nube”(Soliz Oliveros & Gòmez Pilatuña, 2019).
Lo requisitos de la red industrial es la básica fuente de inteligencia programable en el
control de los puntos del setpoint, la transferencia e intercambio de datos interoperables
y eficiente, y así seleccionar el estándar de transmisión, para los sistemas es el
procedimiento de grandes volúmenes de datos heterogéneos generados por dispositivos
conectados a la loT.
2.4. Los lenguajes de programación.
Los lenguajes de programación para controladores autómatas sirven como canal de
comunicación entre el sistema operativo que interpreta el lenguaje, la finalidad es crear
instrucciones secuenciales que un CPU del PLC traduce en salidas digitales que energizan
y controlan maquinas especificas o procesos complejos.
Tipos de lenguajes
•
Nivel Bajo : instrucciones (IL o STL), es el tipo de lenguaje ensamblador,
empleando instrucciones de mando que el procesador obedece siempre y cuando
exista la parte operacional, u además de constar con texto Estructurado (ST), la
sintaxis parecida a PASCAL, su utiliza para codificar expresiones aritméticas
complejas con valores analógicos y digitales, dispone de estructuras para bucles,
funcionales y condicionales soporta ciclos de intersección y particularmente letras
mayúsculas minúsculas en su código.
•
Alto Nivel: Diagrama Escalera o programación Ladder o de contacto, es de uso
mas aplicable en el campo su nombre se debe a su forma estructural semejante a
una escalera por donde corren dos relés verticales nombrados lógicas.es el que
recibe el flujo de energía el modo de establecer su naturaleza es ser simple y fácil
de utilizar en forma de ahorro de tiempo y costos.
Diagrama de bloques (SFD): es utilizado para representación gráfica de procesos
mediante símbolos lógicos donde los bloques albergan las funciones que se transformaran
en la secuencia.
2.5. HMI: Human-Machine Interface
(aplicación industrial y configuración con el lenguaje de programacion ) David
Los sistemas de control industrial cada vez son más desarrollados y, en la actualidad, las
tareas manuales pueden ser reemplazadas. Para poder diseñar y usar estos circuitos de
control se necesita flexibilidad y facilidad de uso en sus controles. Ésa es la ventaja de
HMI para comunicarse fácilmente con las máquinas y obtener datos operativos de todos
los equipos e instalaciones.
HMI significa interfaz hombre-máquina y se refiere a un cuadro de mandos que permite
a un usuario comunicarse con una máquina, un programa informático o un sistema. En
términos más sencillos, se podría llamar HMI a cualquier pantalla que alguien utilice para
interactuar con un dispositivo, y este término se usa en ambientes industriales. Las HMI
muestran datos en tiempo real y permiten al usuario controlar la maquinaria mediante una
interfaz gráfica de usuario.
Un ejemplo de aplicación se puede ver en los carros modernos, el conductor puede
controlar el motor, la dirección, las luces, el aire acondicionado, la música, los seguros,
entre otros, por medio de una pantalla táctil. Pero no tiene que interactuar directamente
con cada uno de estos elementos para controlarlos y obtener información sobre su
funcionamiento. (What Is HMI? Human-Machine-Interface | COPA-DATA, n.d.)
En un entorno industrial, una HMI puede adoptar varias formas. Puede ser una pantalla
independiente, una que forma parte de una red, pero su finalidad principal es permitir a
los usuarios visualizar datos sobre las operaciones y controlar la maquinaria. Los
empleados pueden valerse de esta herramienta para, actividades que antes se hacían de
manera manual como ver qué cintas transportadoras están en marcha o ajustar la
temperatura en algún tanque, o también para medir el nivel de un líquido.
Figura Sistema HMI en un sistema de adquisición de datos
Aplicaciones:
La tecnología HMI es muy usada en varios ámbitos industriales. Es muy común el
observar su uso en la etapa de producción en el sector alimenticio, automovilístico,
farmacéutico y muchos más. En la oferta de servicios como la energía, el agua, control
de aguas residuales, transporte público y edificios de vivienda.
La sofisticación de la HMI varía en función de la complejidad de la máquina o el sistema
para el que se utiliza. También varía en función del uso que se le vaya a dar. Puede utilizar
una HMI para una función, como la supervisión de una pieza de maquinaria, o para varios
fines, como el control de operaciones de la planta y el control de los equipos.
Cuando el sistema SCADA se comunica con los PLC y los sensores de entrada/salida
para obtener información sobre el funcionamiento de los equipos, recopila información
que se muestra en una HMI. Los operarios también pueden ver y gestionar las alarmas
mediante una HMI, lo que ayuda a garantizar que puedan gestionarlas rápidamente.
Los operarios también pueden utilizar las HMI para controlar los equipos con el fin de
aumentar la productividad. Pueden realizar ajustes basándose en los datos que ven en la
HMI y hacer los cambios necesarios de manera instantánea.
Los HMI tienen varias ventajas en el control industrial actual como:
Mayor eficacia en el trabajo, HMI proporciona acceso constante a datos en tiempo real
necesarios para la toma de decisiones inmediata en un proceso de producción.
Interfaz amigable, proporciona una mayor visibilidad de sus operaciones, por lo general
se tiene un modelo simplificado para que los trabajadores puedan entender su uso
rápidamente. Presentan los datos mediante gráficos, diagramas y otras visualizaciones, lo
que facilita a los usuarios su rápida interpretación
HMI en SCADA:
Estos dos conceptos están muy relacionados y suelen confundirse, pero trabajan en
conjunto. De manera que HMI suele formar parte de un sistema SCADA. (What Is HMI? |
Inductive Automation, n.d.)
Un sistema SCADA se utiliza para controlar grandes sistemas industriales que usa PLC,
sensores y unidades terminales remotas (RTU), el sistema SCADA recoge y registra los
datos para el control de equipos.
Mientras que HMI, es la interfaz que se utiliza para interactuar con un sistema SCADA y
otros sistemas y equipos. Ambos son elementos esenciales de un sistema de control
industrial más amplio. Mientras que el SCADA recopila y almacena los datos, el HMI
permite a los usuarios interactuar con el equipo y gestionarlo proporcionando un cuadro
de mandos simplificado para el uso de los trabajadores.
De manera que se complementan, sin SCADA, una HMI no tendría los datos necesarios
para visualización y el control de los equipos y sin HMI, los usuarios no podrían ver los
datos que recoge el sistema SCADA.
Las pantallas táctiles han ganado mucha popularidad, por las ventajas que estas tienen
sobre otras, con la que los usuarios pueden interactuar utilizando varios toques y gestos
simultáneamente. Esta característica está ahora disponible en el sector industrial en la
aplicación de sistemas HMI, de manera que se tiene: mayor seguridad de funcionamiento,
facilidad de uso, optimizar el tiempo, durabilidad y flexibilidad. (HMI Programming - What
Is an HMI, HMI Software and Systems, n.d.)
Programación HMI:
La programación HMI es diferente de la mayoría de los demás lenguajes de
programación, debido a que HMI es una representación visual de lo que ocurre en el
proceso industrial y que la mayor parte del tiempo se dedica a diseñar la disposición de
las pantallas en lugar de escribir código en el sentido tradicional de la definición, como
lo conocemos.
También es necesario mencionar que la programación que controla las entradas y salidas
de una HMI residirá por lo general en el PLC, dando al programador del PLC la mayor
parte del control sobre la funcionalidad de cómo operará la HMI, sin embargo estas dos
acciones están relacionadas y se combinan en la mayoría de las instalaciones, es decir la
programación del PLC crearía la interfaz de las pantallas de la HMI.
Existen editores de software HMI que ofrecen funciones de pantalla táctil en las
dimensiones y los colores que se requieran. Además, ofrecen funciones de control para
máquinas de automatización industrial. La programación puede realizarse mediante
software basado en Windows que puede permitir la edición rápida de esquemas y
establecer protocolos de comunicación adecuados.
Se recomienda 4 pasos básicos a tomar en cuenta a la hora de programar un sistema HMI:
el instalar el software y familiarizarse con él, el desarrollar estructuras de entrada y salida
vinculadas a un proceso basado en PLC, búsqueda de funciones intermedias de un
terminal HMI y trabajar en el diseño o interfaz. (Qué Es Un Sistema HMI, Para Qué Sirve y
Cómo Funciona, n.d.)
2.6. Medidor de Nivel
Se trata de un aparato muy usado en control automático, especialmente en el campo
industrial, nos permite calcular distancia con la ayuda de un transductor el cual envía un
conjunto de ultrasonido que llevan dentro series de ondas sonoras intermitentes.
El conjunto de ondas es enviado tomando una forma cónica, después la señal se refleja
en la superficie del fluido u objeto a medir y retorna en un transductor. Lo que el sonido
tarda en su ruta de ida y vuelta es muy poco, por lo que dicho tiempo será medido en
milisegundos.
A pesar de que, es un aparato muy eficiente para la medición, posee algunas desventajas
ante el medio en donde se lo pone en uso, por ejemplo, depende de la superficie y también
el ángulo que se genera entre el sensor y la onda así como también de la distancia existente
entre el sensor y el objetivo a medir.
Para el laboratorio que hemos realizado, el fluido utilizado es agua, y se recomienda que
la superficie donde chocará y se reflejará las ondas enviadas por el sensor, debe ser una
superficie lo mas lisa posible, y dado que la distancia entre el sensor y la superficie no es
considerable, entonces el sensor supera los obstáculos planteados anteriormente para un
buen funcionamiento.
Como hemos dicho que la distancia es corta entre el sensor y el objetivo, nos podemos
dar cuenta que la apertura de las ondas propagadas y receptadas no afectan de modo
significativo a la medición.
Figura esquema de sistema de nivel
Comparación entre sensores
A continuación se describe un detalle general de los tipos de sensores ultrasónicos más
comunes para la industria con un ejemplo.
SENSOR
Sensores
ultrasónicos
estilo proximidad
DESCRIPCION
•
•
•
•
•
•
•
Boletín 873C
•
•
Sensores ultrasónicos de
salida analógica o discreta
•
•
•
•
Bulletin 873P
•
Sensores ultrasónicos de
uso general
•
•
•
•
•
•
Boletín 873M
Sensores ultrasónicos de
objetos transparentes
•
•
•
•
•
•
•
RightSound Boletín 873E
•
•
•
CARACTERISTICAS
APLICACIONES
Proporciona operación con tres cables.
Incluye conexión con 3 conductores.
Ofrece de 18 a 30 V CC.
Ofrece salida analógica o digital (discreta).
Proporciona capacidad de detección de
metales, sólidos no metálicos y líquidos.
Incluye protección contra cortocircuito,
impulso falso, inversión de polaridad,
sobrecarga y ruido de transiente.
Ofrece distancia de detección ajustable
(modelo digital/discreto).
Ofrece supresión del plano de fondo ajustable
(modelo analógico).
Incorpora tecnología IO-Link integrada en
sensores selectos para reducir al mínimo el
tiempo improductivo y aumentar la
productividad
Incluye proceso de aprendizaje de botón
pulsador y varios indicadores de estado
Proporciona detección de hasta 6 m (19.6 pie)
Incluye un amplio rango de voltajes de
operación
Ofrece sincronización en modelos
seleccionados para evitar la comunicación
cruzada
Incluye cuatro modos de salida
Modelos de salida analógica (de 4 a 20 mA, de
0 a 10 VCC)
Modelos discretos autoprogramables
(N.A./N.C., PNP)
Envolvente roscado de 18 mm en ángulo llano
o recto
Los indicadores de estado luminosos muestran
el estado de salida
Envolvente de latón niquelado
Aprendizaje remoto mediante el pin 2 o un
cable de programación opcional
Conector M12, desconexión rápida de 4 pines
Altamente inmune al ruido ambiental y
eléctrico
Montaje mediante agujero pasante o morro y
base roscados de 18 mm
Indicadores de estado altamente visibles en
360°
Proyecciones de agua de 1200 psi, estándares
de ingreso de agua NEMA 4X, 6P e IP67
Salidas NPN (drenador) y PNP (surtidor)
La lógica de salida se cambia con la polaridad
del cableado de alimentación eléctrica del
receptor
Operación de 10,8 a 30 V CC
Protección contra cortocircuito, sobrecarga,
impulso falso, ruido de transiente e inversión
de polaridad
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Manejo
materiales
Empaquetado
Procesamiento
alimentos
Transporte
Manejo
materiales
Empaquetado
Procesamiento
alimentos
Transporte
RANGO
de
de
de
de
Alimentos y
bebidas
Empaquetado y
ensamblaje
Manejo de
materiales
Empaquetado
Procesamiento de
alimentos
Transporte
pueden
detectar
objetivos
sólidos
y
líquidos desde
una distancia
máxima
de 3.3 pies (1
m)
Proporciona
detección de
hasta 6 m
(19.6 pie)
Rango de
detección: 30
a 800 mm
Rangos de
detección de
50 a 750 mm
3. PROCEDIMIENTO
3.1. Obtención y Análisis de la Función de transferencia: primer o segundo orden,
curvas características, señales paso, y señal continua, características como tiempo de
establecimiento, diagrama de bloques
Función de transferencia:
El sistema obtenido es de primer orden, el cual tiene la siguiente expresión.
𝐺(𝑠) =
𝑅
𝑅∗𝐴∗𝑠+1
Donde:
•
𝑅: Resistencia del fluido.
•
𝐴: Área del tanque.
Los valores obtenidos de R y A son los siguientes:
Resistencia:
𝑅=
ℎ
=
𝑞0
37.5 [𝑐𝑚]
−4
3 = 1.453𝑥10
𝑐𝑚
2.58𝑥105 [
]
ℎ
𝐴=
𝜋
(39)2 = 1194.59 [𝑐𝑚2 ]
4
Área:
Por tanto, la función obtenida con sus respectivos valores es:
𝐺(𝑠) =
Análisis de Polos
Código en MatLab
0.0001453
0.173573 𝑠 + 1
Gráfica
clear
clc
G = tf([0.0001453],[0.173573 1])
pzmap(G)
Explicación:
Como el polo de la función de transferencia tiene parte real negativa se concluye que el
sistema es estable. Otra manera de determinar el polo es mediante el despeje de la
ecuación que se encuentra en el denominador “polinomio característico”.
Respuesta temporal
Código en MatLab
Gráfica
clear
clc
syms s t;
G(s)
=
(0.0001453)/(0.173573*s + 1);
g(t) = ilaplace(G(s))
t = 0:0.01:1.7;
plot(t,g(t),'linewidth',1.5)
%axis([-1 10 -1 10])
title('Respuesta Temporal');
xlabel('Tiempo (s)');
ylabel('g(t)');
grid on;
Explicación:
Mediante la transformada inversa de Laplace se obtuve la ecuación que describe el
sistema en el dominio del tiempo, resultado más sencillo que la utilización de las
ecuaciones diferenciales que se realizó en la demostración y obtención de la función de
transferencia.
Respuesta ante una señal Paso
Código en MatLab
G
Gráfica
=
tf([0.0001453],[0.17357
3 1])
step(G)
grid on;
Explicación:
Mediante la gráfica se puede observar que el sistema ante una señal de escalón unitario
tiene una ganancia estática ke igual a 1.5*10^-4. Aquel valor también se puede comprobar
con el número que se encuentra en el numerados de la función de transferencia, la cual es
el mismo valor. Teniendo en cuenta los conceptos básicos de cómo está forma la función
de transferencia de un sistema de primer orden aprendido en control automático.
Respuesta ante una señal Impulso
Código en MatLab
G=
f([0.0001453],[0.173573
1])
impulse(G)
grid on;
Gráfica
Explicación:
Con la función impulso, se puede determinar también la estabilidad del sistema. Para que
un sistema sea estable debe decaer asintóticamente a cero. En este caso si se cumple por
tanto el sistema es estable.
Tiempo de estabilización
𝑡𝑠 = 3.91 𝑇
Constante de tiempo:
Para conocer la constante de tiempo se puede obtener de la misma ecuación de la función
de transferencia, teniendo en cuenta lo siguiente:
𝐺(𝑠) =
𝑘𝑒
𝑇𝑠 + 1
Entonces 𝑇 = 0.173573 [𝑠]
Por tanto;
El tiempo de estabilización es
𝑡𝑠 = 3.91 𝑇 = 3.91(0.173573) = 0.67867 [𝑠]
El valor obtenido es similar al obtenido mediante MatLab como se puede observar en la
siguiente gráfica.
Figura 1. Curva ante señal step
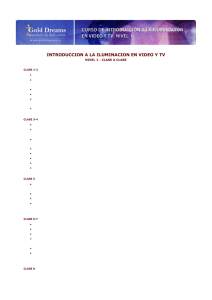
Diagrama de bloques
Diagrama de bloque del sistema de control de nivel estudiado.
Perturbaciones
Nivel del fluido
Nivel de Referencia
Error
Tanque
Nivel Medido
Figura. Diagrama de Bloques
En este caso se ingresa un nivel de referencia que deseamos tener en el tanque , este se
compara con el error medido por el sensor (ultrasónico). El error obtenido es enviado al
controlador (PID) para que envié la señal de control (Voltaje) al actuador (Bomba) para
que modifique la variable manipulada (Caudal) con el fin de modificar la variable
controlada que será medido nuevamente por el sensor ultrasónico y se realiza nuevamente
el ciclo del lazo cerrado.
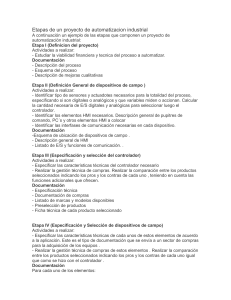
Diagrama de Bloque realizado en Simulink
Figura 2. Diagrama de Bloques en Simulink
En el presente caso se insertaron los siguientes componentes: primero un STEP que
permitirá enviar la señal de referencia, se colocó un SUM para comparar el valor deseado
con el valor medido. La diferencia entre ambos es el error. Este error será enviado al
Controlador, en este caso un PID, para ejecutar la acción de control que será enviado al
sistema o planta modelada para el control de nivel. Finalmente mente se colocó un
SCOPE para visaulizar el comportamiento de la señal de la planta y cómo es afectada al
variar los valores de Kp, Ki y Kd.
3.2. Sintonización de control PID
El controlador PID es un regulador proporcional integral y derivativo, se conoce
comúnmente como un mecanismo de control genérico para aplicaciones en procesos
industriales, que se representan linealmente sobre una realimentación en un bucle cerrado.
Los parámetros que determinan el controlador son:
-
El proporcional
-
El integral
-
El derivativo
Dichos valores pueden tomar valores de 0, en el caso de controladores proporcionales el
integral y derivativo es igual a 0, mientas que en PI solo el derivativo es 0.
Al identificar los modelos matemáticos en procesos industriales, es necesario establecer
a través de una matriz los tipos de procesos a estudiar para el diseño de reguladores a
partir de métodos establecidos y teóricamente comprobados para controlar eficientemente
dichos procesos.
Figura. Funciones de transferencia en procesos
Por medio de estas funciones de transferencia se presentan los modelos matemáticos
obedeciendo a diversos procesos industriales, tomando como referencia las ecuaciones
anteriormente mencionadas y en aras de buscar las mejores metodologías de sintonización
de controladores PID para estos procesos dinámicos respectivamente.
Figura. Funciones de transferencia en procesos/sistema/equipos
3.3. Diseño de Reguladores PID
Partiendo de estos modelos matemáticos anteriormente obtenidos se diseñará un
regulador para cada evento dinámico propuesto. Se presentan los métodos de
sintonización para un control proporcional, integral y derivativo (PID) a utilizar en
función del modelo matemático obtenido y su respuesta ante señales de excitación
permanente respectivamente.
Figura. Métodos de Sintonización
El método de sintonización de reguladores PID de Ziegler-Nichols permite definir las
constantes o ganancias proporcional, integral y derivativa (Kp, Ki y Kd) a partir de la
respuesta del sistema en lazo abierto o a partir de la respuesta del sistema en lazo cerrado.
Se adapta bien a los sistemas que son estables en lazo abierto y que presentan un tiempo
de retardo desde que reciben la señal de control hasta que comienzan a actuar. Para poder
determinar la respuesta al escalón de la planta o sistema controlado, se debe retirar el
controlador PID y sustituirlo por una señal escalón aplicada al accionador.
Fig. Sistema de control PID
De los tiempos característicos también hay que calcular la variación de la señal escalón
dX y la variación de la respuesta del sistema dY.
-
La variación dX corresponde al escalón de la señal de control.
-
La variación dY del sistema debido a la señal escalón que hemos introducido.
A partir de estos valores se puede calcular la constante del sistema Ko:
Ko = (dX * T2) / (dY * T1)
Y a partir de la constante Ko se pueden calcular los parámetros del controlador PID con
acción solo proporcional (P), proporcional e integral (PI), proporcional y derivativa (PD)
o proporcional integral y derivativa (PID):
Figura. Parámetros del controlador PID
La constante Kp corresponde a la ganancia proporcional, Ki es la ganancia integral y Kd
es la ganancia derivativa.
Sintonización en Simulink
Primero se realizó el Diagrama de Bloque, explicado anteriormente, en Simulink.
Mediante el elemento PID Controller, al realizar doble clic se pueden ingresar los
valores de Kp, Ki y Kd. Si el estudiante realizó la sintonización con el método de ZieglerNichols, podría ingresar sin ningún problema en los respectivos casilleros de cada
ganancia. Sin embargo, en el caso de la presente práctica se utilizó la misma herramienta
de MatLab denominada PID TUNER.
Se obtuvo los siguientes valores:
•
•
•
Kp: 0
Ki: 18421.5468
Kd: 0
Resultado final en el comportamiento de la señal controlada de la planta.
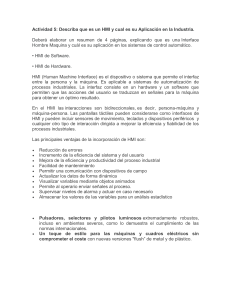
3.4. Implementación en el Software Tia Portal
Programación tía portal: de acuerdo con la aplicación de la practica contamos con un
modelo CPU 1214C AC/DC/Rly, además que deberán acompañar
Figura 3 árbol de Tia Portal
Aplicación de variables en los puntos de análisis de control bien sea por control
automático o control por PID. Ademas que debe contar con conexión de red industrial
característico de una serie 4.0.
Figura 4 ingreso de variables de lectura al aplicar los sensores y actuadores
Figura 5 establecer identificador IP & conexión con interfaz HMI
Aplicación de reconocimiento e variables de entrada y salida de los datos que son obtenidos por
los sensores, con modelo de raíz esto es posible editar la interfaz que sea posible observar.
Figura 6 interfaz HMI
Enlace de variables reconocidas por el PLC y vinculación de puntos ingresados en una interfaz
HMI de 5 ventanas.
Figura 7 Variables enlazadas
. RESULTADOS
El variador presenta dos módulos el HMI y el de internet, el que nosotros vamos a trabajar
será en el de HMI, la pantalla principal que nos enseña el variador es la que se puede ver
en la fotografía, nos presenta 3 opciones mas y podemos ir señalando la que deseemos
trabajar en este caso realizamos una pequeña prueba de el control automático y manual .
Al seleccionar la opción control nivel automático dimos un set point de 40 para iniciar la
caida del agua al tanque, controlando la velocidad que se le dio de 80 para que no exceda
las presiones del variador.
5.- CONCLUSIONES
El manejo de las distintas formas de establecer ¡el control automático se basa en la interfaz
de conexión como puede ser la red industrial donde la técnica de instrumentación
proporciona un sistema de operación sencilla, además que si bien esto es aplicado a
entender el lenguaje de comunicación entre PLC y dispay HMI.
La función característica de un sistema de nivel permite que una ecuación lineal sea
posible controlar donde si la aplicamos un carácter de las constantes es posible acercarse
a los valores reales del con lo que podemos dar inicio al proceso de sintonización, ademas
que en el análisis mecánico de estas no toman en cuenta los pun tos físicos como es
margen de error de los elementos, así como son el desgaste o algún desperfecto en los
instrumentos.
El proceso de nivelación está en base a control manual y mas no en una red pues en esta
la metodología se envuelve en aspectos referentes al estudio y a la industria, permitiendo
desarrollar un proceso básico para controlar las varias funciones en un punto controlado.
6.- RECOMENDACIONES
- Es recomendable aplicar correctamente cualquier método de sintonización de PID, de
este modo se logrará un mejor resultado de control al momento de la aplicación de dicho
controlador.
- Tomas el variador de frecuencia adecuado en la pantalla HMI nos
7. BIBLIOGRAFÍA:
FLEXMEX. (4 de Febrero de 2020). Interpretación Básica de La Curva Característica de Bomba
Centrífuga. Obtenido de FLEXMEX:
https://www.fesmex.com.mx/article/interpretacion-basica-de-la-curva-caracteristicade-bomba-centrifuga/
SEGUAS. (s.f.). Bombas centrífugas y su uso en instalaciones hidráulicas ¿Qué son bombas
centrífugas? Obtenido de SEGUAS: https://www.seguas.com/bombas-centrifugasinstalaciones-hidraulicas/
HMI Programming - What is an HMI, HMI Software and Systems. (n.d.). Retrieved January
6, 2023, from https://www.solisplc.com/hmi-programming-guide
Qué es un sistema HMI, para qué sirve y cómo funciona. (n.d.). Retrieved January 26,
2023, from https://www.sicma21.com/que-es-un-hmi-y-como-funciona/
Soliz Oliveros, E. C., & Gòmez Pilatuña, E. D. (2019). Implementación del sistema internet
de las cosas, para el módulo de control de nivel y caudal, en el Laboratorio de
Control y Manipulación automática de la Escuela de Ingenier{\’\i}a de
Mantenimiento. Escuela Superior Politécnica de Chimborazo.
What is HMI? | Inductive Automation. (n.d.). Retrieved January 26, 2023, from
https://www.inductiveautomation.com/resources/article/what-is-hmi
What is HMI? Human-Machine-Interface | COPA-DATA. (n.d.). Retrieved January 26,
2023, from https://www.copadata.com/en/product/zenon-software-platformfor-industrial-automation-energy-automation/visualization-control/what-is-hmi/