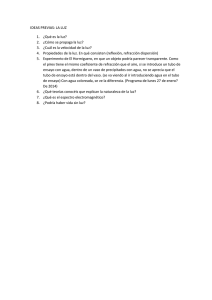
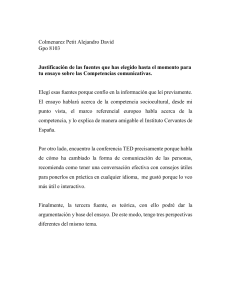
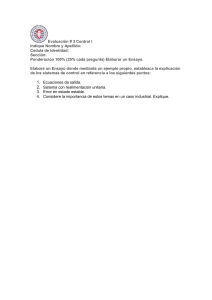
NORMA MEXICANA NMX-E-241-CNCP-2013 ORGANISMO NACIONAL DE NORMALIZACIÓN DEL CENTRO DE NORMALIZACIÓN Y CERTIFICACIÓN DE PRODUCTOS, A. C. INDUSTRIA DEL PLÁSTICO - TUBOS DE POLIETILENO DE ALTA DENSIDAD (PEAD) DE PARED CORRUGADA CON JUNTA HERMÉTICA DE MATERIAL ELASTOMÉRICO, UTILIZADOS EN SISTEMAS DE ALCANTARILLADO SANITARIO – SERIE INGLESA - ESPECIFICACIONES Y MÉTODOS DE ENSAYO PLASTIC INDUSTRY – CORRUGATED - WALL PIPE OF HIGH DENSITY POLYETHYLENE (HDPE) WITH HERMETIC JOINT DUE BY ELASTOMERIC MATERIAL SEAL, TO BE USED ON A SANITARY SEWER SYSTEMS - ENGLISH SERIE – SPECIFICATION AND TEST METHODS Editado por el Organismo Nacional de Normalización del Centro de Normalización y Certificación de Productos, A.C., Blvd. Toluca No. 40-A, Col. San Andrés Atoto, C.P. 53500, Naucalpan de Juárez, México, Tel. 5358-7992, Fax. 5358-7101. PROHIBIDA SU REPRODUCCIÓN PARCIAL O TOTAL SIN AUTORIZACIÓN DEL CNCP Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 PREFACIO La Norma Mexicana fue elaborada por el SC1 Alcantarillado Sanitario Pluvial del Comité Técnico de Normalización Nacional de Tubos Conexiones y Válvulas para el transporte de fluidos y emitida por el Centro de Normalización y Certificación de Productos, A.C., (CNCP), participando las siguientes empresas e instituciones: ‐ ADS CANADA INC. ‐ ADS INTERNACIONAL INC. ‐ ADS MEXICANA, S.A. DE C.V. ‐ ASOCIACION DE FABRICANTES DE TUBOS DE CONCRETO A.C. ‐ ASOCIACIÓN MEXICANA DE INDUSTRIAS DE TUBERÍAS PLÁSTICAS, A.C. ‐ ASOCIACIÓN MEXICANA DE RIEGO ‐ ASOCIACIÓN NACIONAL DE EMPRESAS DE AGUA Y SANEAMIENTO DE MÉXICO, A.C. ‐ AXIF DESARROLLO DE INGENIERÍA, S.A. DE C.V. ‐ BOIFORT CONSTRUCCIONES, S.A. DE C.V. ‐ CASAS GEO, S.A. DE C.V. ‐ CENTRO DE DESARROLLO, EDUCACIÓN E INVESTIGACIÓN DE MÉXICO ‐ CENTRO DE INVESTIGACIÓN EN QUÍMICA APLICADA ‐ CENTRO DE NORMALIZACIÓN Y CERTIFICACIÓN DE PRODUCTOS, A.C. ‐ CENTRO TECNOLÓGICO DE ARAGON, FES ARAGÓN ‐ UNIVERSIDAD NACIONAL AUTONOMA DE MÉXICO ‐ CENTRO TECNOLÓGICO DE INVESTIGACIÓN ‐ UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO ‐ CERTIFICACIÓN MEXICANA S.C. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 ‐ CONSTRUCTORA ARGES, S.A. DE C.V. ‐ COMERCIAL TR ‐ COMERCIALIZADORA LIMEX, S.A. DE C.V. ‐ COMPAÑÍA MEXICANA DE CONCRETO PRETENSADO COMECOP, S.A. DE C.V. ‐ COMISIÓN NACIONAL DEL AGUA ‐ CONSTRUCTORA INDUSTRIAL RIO BRAVO, S.A. DE C.V. ‐ CONTROL HIDROSTÁTICO, S.A. DE C.V. ‐ CONDUSOLUCIONES ATEZCATL S.A. DE C.V. ‐ COSEPSA, S.A. DE C.V. ‐ DICOPLOSA, S.A. DE C.V. ‐ DIRECCION GENERAL DE NORMAS – SECRETARIA DE ECONOMÍA ‐ DRENTEC, S.A. DE C.V. ‐ DURMAN ESQUIVEL S.A. DE C.V. ‐ ENSAYOS PRUEBAS Y VERIFICACIONES S.A. DE C.V. ‐ ESPECIALISTA EN INGENIERÍA, DE CONSTRUCCIÓN Y RIEGO, S.A DE C.V. ‐ FATUVISA, S.A. DE C.V. ‐ FERRETERIA FASEGO S.A DE C.V. ‐ FLUIDOS INDUSTRIALES MEXICANOS S.A DE C.V. ‐ FORO NACIONAL DE COLEGIOS DE PROFESIONISTAS FEDERACIÓN GENERAL, A.C. ‐ FUTURA INDUSTRIAL, S.A. DE C.V. ‐ GRUPO BARGO DE MÉXICO, S.A. DE C.V. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 ‐ GRUPO COMERCIAL COLIBRI DE MONTERREY, S.A. DE C.V. ‐ GRUPO DE INGENIERIA INDUSTRIAL DEL PACIFICO, S.A. DE C.V. ‐ GRUPO FERRETERO FS MÉXICO, S.A. DE C.V. ‐ GRUPO INDUSTRIAL DEPLAYUSA, S.A. DE C.V. ‐ GRUPO WOL, S.A. DE C.V. ‐ GRUPO TABICEL, S.A. DE C.V. ‐ GUNTER INGENIERIA, S.A DE C.V. ‐ HANCOR, INC. ‐ HIDRÁULICA TERMO PLUS, S.A. DE C.V. ‐ INMOBILIARIA BLANCA VALL, S.A. DE C.V. ‐ INMOBILIARIA PATRIOTISMO, S.A. DE C.V. ‐ INSTITUTO MEXICANO DE FIBRO INDUSTRIAS A. C. ‐ INSTITUTO DE INVESTIGACIONES EN MATERIALES ‐ UNIVERSIDAD NACIONAL AUTONOMA DE MÉXICO ‐ IRRIDREN DE MÉXICO, S.A. DE C.V. ‐ I.T SERVICIOS INTEGRADOS S.A DE C.V. ‐ J‐M MANUFACTURING COMPANY, INC. ‐ MEXICHEM SOLUCIONES INTEGRALES, S.A. DE C.V. ‐ MM TUBOS PARA AGUA, S.A. DE C.V. ‐ NANOPOL, S.A. de C.V. ‐ ORGANISMO NACIONAL DE NORMALIZACIÓN Y CERTIFICACIÓN DE LA CONSTRUCCIÓN Y EDIFICACIÓN S.C ‐ PLASTICS TECHNOLOGY DE MEXICO, S.A. DE C.V. DE R.L DE C.V. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 ‐ PLAZA AZCAPOTZALCO, S.A. DE C.V. ‐ SISTEMA DE DRENAJES DE TABASCO, S.A. DE C.V. ‐ SISTEMAS ESPECIALIZADOS EN AGUA RIEGO Y DRENAJE, S.A DE C.V. ‐ SISTEMAS CONSTRUCTIVOS 21 S.A. DE C.V. ‐ SOCIEDAD DE FABRICANTES NACIONALES DE TUBERÍA DE POLIETILENO Y POLIPROPILENO, S. C. ‐ SOLUCIONES DE DRENAJES DEL CENTRO, S.A. DE C.V. ‐ SOLUCIONES HIDROSANITARIAS, S.A. DE C.V. ‐ TECNOLOGÍA AVANZADA EN DRENAJE S.A. DE C.V. ‐ TODODREN, S.A. DE C.V. ‐ TUBOS ECOLÓGICOS DE CONCRETO, S.A. DE C.V. ‐ TUBOTECH, S.A. DE C.V. ‐ TUBVALTEC, S.A. DE C.V. ‐ UNIVERSIDAD AUTÓNOMA DE CHAPINGO ‐ URBANIZACIÓN Y RIEGO BAJA CALIFORNIA, S.A. DE C.V. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 ÍNDICE DE CONTENIDO Numero de capítulo Página 1 OBJETIVO Y CAMPO DE APLICACIÓN 1 2 REFERENCIAS 1 3 DEFINICIONES Y NOMENCLATURA 3 4 ESPECIFICACIONES 6 5 MATERIA PRIMA 12 6 MUESTREO 15 7 MÉTODOS DE ENSAYO 15 8 MARCADO 35 9 BIBLIOGRAFIA 36 10 CONCORDANCIA CON NORMAS INTERNACIONALES 38 APÉNDICE A (Informativo) 39 APÉNDICE B (Informativo) 39 APÉNDICE C (Informativo) 41 APÉNDICE D (Informativo) 42 Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 1/47 INDUSTRIA DEL PLÁSTICO ‐ TUBOS DE POLIETILENO DE ALTA DENSIDAD (PEAD) DE PARED CORRUGADA CON JUNTA HERMÉTICA DE MATERIAL ELASTOMERICO, UTILIZADOS EN SISTEMAS DE ALCANTARILLADO SANITARIO ‐ SERIE INGLESA ‐ ESPECIFICACIONES Y MÉTODOS DE ENSAYO PLASTIC INDUSTRY ‐ CORRUGATED ‐ WALL PIPE OF HIGH DENSITY POLYETHYLENE (HDPE) WITH HERMETIC JOINT DUE BY ELASTOMERIC MATERIAL SEAL, TO BE USED ON A SANITARY SEWER SYSTEMS ‐ ENGLISH SERIE ‐ SPECIFICATION AND TEST METHODS 1 OBJETIVO Y CAMPO DE APLICACIÓN Esta Norma Mexicana establece las especificaciones y métodos de ensayo que deben cumplir los tubos de polietileno de alta densidad (PEAD) de pared corrugada con sistema de unión espiga campana o con cople y junta hermética de material elastomérico, de diámetro nominal desde 100 mm a 1 500 mm (4 pulg a 60 pulg), tipo S o B, para ser utilizados en sistemas de alcantarillado sanitario y desalojar por gravedad aguas residuales y/o pluviales. Se excluyen los tubos que trabajan a presión. Es aplicable a los tubos de polietileno de alta densidad (PEAD) de pared corrugada de fabricación nacional o extranjera que se comercialicen en territorio nacional y se utilicen en los sistemas de alcantarillado sanitario. 2 REFERENCIAS Para la correcta aplicación de la norma se deben consultar las siguientes normas mexicanas vigentes o las que las sustituyan: NMX‐E‐004‐CNCP‐2004 Industria del plástico ‐ Determinación de la densidad de los materiales plásticos no celulares ‐ Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 23 de abril de 2004. NMX‐E‐013‐CNCP‐2004 Industria del plástico ‐ Resistencia a la presión hidráulica interna sostenida por largo período en tubos y conexiones ‐ Método de ensayo. Declaratoria publicada en el Diario Oficial de la Federación el 30 de noviembre de 2004. NMX‐E‐014‐CNCP‐2006 Industria del plástico – Resistencia al aplastamiento en tubos y conexiones – Método de ensayo. Declaratoria publicada en el Diario Oficial de la Federación el 5 de septiembre de 2006. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 2/47 NMX‐E‐021‐CNCP‐2006 Industria al plástico – Dimensiones en tubos y conexiones ‐ Método de ensayo. Declaratoria publicada en el Diario Oficial de la Federación el 29 de noviembre de 2006. NMX‐E‐029‐CNCP‐2009 Industria del plástico ‐ Resistencia al impacto en tubos y conexiones ‐ Método de ensayo. Declaratoria publicada en el Diario Oficial de la Federación el 15 de febrero de 2010. NMX‐E‐034‐SCFI‐2002 Industria del plástico ‐ Contenido de negro de humo en materiales de polietileno ‐ Método de ensayo . Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 08 de noviembre de 2002. NMX‐E‐082‐CNCP‐2010 Industria del plástico – Resistencia a la tensión de materiales plásticos – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 05 de octubre de 2010. NMX‐E‐088‐CNCP‐2010 Industria del plástico – Determinación de la resistencia a la flexión – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 06 de enero de 2011. NMX‐E‐135‐CNCP‐2004 Industria del plástico – Índice de fluidez de termoplásticos por medio del plastómetro extrusor – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 30 de noviembre de 2004. NMX‐E‐166‐1985 Plásticos – Materias primas – Densidad por columna de gradiente – Método de prueba. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 04 de noviembre de 1985. NMX‐E‐ 183‐CNCP‐2010 Industria del plástico – Resistencia a la flexión – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 04 de mayo de 2010. NMX‐E‐184‐SCFI‐2003 Industria del plástico – Resistencia al agrietamiento por esfuerzo ambiental para los materiales plásticos de etileno – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 18 de junio de 2003. NMX‐E‐205‐CNCP‐2011 Industria del plástico –Hermeticidad de la unión para tuberías plásticas con anillo de material elastomérico – Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 15 de junio de 2012. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 3/47 NMX‐E‐208‐CNCP‐2009 Industria del plástico ‐ Determinación de la rigidez de tubos plásticos ‐ Método de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 09 de julio de 2009. NMX‐E‐238‐CNCP‐2009 Industria del plástico – Tubos y conexiones de poli(cloruro de vinilo) (PVC) – Terminología. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 05 de agosto de 2009. NMX‐T‐021‐SCFI‐2009 Industria hulera ‐ Anillos de hule empleados como empaque en los sistemas de tuberías – Especificaciones y métodos de ensayo. Declaratoria de vigencia publicada en el Diario Oficial de la Federación el 5 de agosto de 2009. 3 DEFINICIONES Y NOMENCLATURA 3.1 Definiciones Para efectos de esta norma mexicana se deben consultar las definiciones establecidas en la norma mexicana NMX‐E‐238‐CNCP (véase 2 referencias) además de las siguientes: 3.1.1 Agua residual Es un líquido de composición variada, resultante de cualquier uso primario del agua, que haya sufrido degradación original. 3.1.2 Arruga Una indentación irrecuperable o irreversible, generalmente asociada con el pandeo de la pared. 3.1.3 Alcantarillado sanitario Red de conductos, a través de los cuales se desalojan las aguas residuales domésticas y de establecimientos comerciales conduciéndose a una planta de tratamiento y finalmente a un sitio de vertido. 3.1.4 Campana Elemento de unión que recibe a la espiga, la cual aloja al anillo que sirve como elemento de sello. 3.1.5 Delaminación Una separación entre la pared interna y la pared exterior corrugada del tubo tipo S o B, como evidencia de una fisura (hueco) que se extiende completamente a través de al menos el valle de una corrugación y en cualquier punto alrededor de la circunferencia del tubo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 4/47 3.1.6 Diámetro nominal (Dn) Es el valor genérico usado para identificar el tubo correspondiente. 3.1.7 Diámetro interior (Di) Es la distancia que existe entre un extremo de la pared interna del recubrimiento, pasando por el centro de la circunferencia en forma recta hasta el otro extremo de la pared interna del tubo. 3.1.8 Espesor de pared mínimo del valle (e4) Es el espesor de pared mínimo en el valle donde se unen la pared interna y la pared externa del tubo (véase figura 2). 3.1.9 Espesor de pared (e5) Es el espesor en cualquier parte de la pared interior entre una sección hueca y la superficie interna del tubo (espesor de la pared en contacto con el agua) (véase figura 2). 3.1.10 Corrugado Es la conformación geométrica de la pared corrugada que confiere rigidez al tubo, (véase figura 1). 3.1.11 Fractura Cualquier rotura o separación que se extienda a través de la pared. 3.1.12 Material virgen de polietileno de alta densidad Material plástico de polietileno de alta densidad en forma de pellet, gránulos, polvos, hojuelas o líquido que no ha sido usado o reprocesado. 3.1.13 Material reprocesado (propio) Material (de polietileno de alta densidad) proveniente de la producción propia del fabricante, que ha sido molido o pelletizado y que después será procesado por el mismo fabricante por un proceso de moldeo, extrusión, inyección, etc., y del cual la formulación es conocida. 3.1.14 Pandeo Cualquier curvatura o deformación reversa en la pared del tubo que reduce su capacidad de conducción del gasto. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 5/47 3.1.15 Rigidez Característica mecánica de un tubo, que es una medida de la resistencia a la deformación anular bajo una fuerza externa. 3.1.16 Rigidez del tubo Resistencia que presenta un tubo al aplicarle una fuerza para producir una determinada deflexión. 3.1.17 Tubo corrugado Es un tubo conformado por una superficie interna lisa y una superficie externa con curvaturas senoidalesque forman celdas o costillas, (Véase figura 1, 2 y 3). Al tubo corrugado con curvaturas senoidales en la pared exterior, también se le llama “Tubo Corrugado tipo S o B” NOTA 1. La designación del tubo tipo S, corresponden a la clasificación de los tubos estructurados de acuerdo a normas americanas (ASTM) y la designación del tubo tipo B corresponden a la clasificación de los tubos estructurados de acuerdo a normas internacionales (ISO). 3.1.18 Rigidez Nominal del Anillo, SN (por sus siglas en inglés nominal ring stiffnes) Designación numérica de la rigidez del anillo de la tubería o accesorio, que es un número entero, lo que indica la rigidez mínima anillo requerida de la tubería o la rigidez de la instalación. 3.2 Dn Di e4 e5 Lu Lc PEAD o PE SN Nomenclatura Diámetro nominal Diámetro interior Espesor mínimo del valle Espesor mínimo de la pared interior del tubo Longitud útil del tubo Longitud mínima de campana o casquillo Polietileno de Alta Densidad Rigidez Nominal del anillo (por sus siglas en inglés nominal stiffness) Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 6/47 FIGURA 1. Tubo de pared corrugada tipo S o B Esta figura es únicamente ilustrativa FIGURA 2. Tubo de polietileno corrugado, tipo S o B Esta figura es únicamente ilustrativa FIGURA 3. Ejemplo del sistema de unión espiga‐campana de los tubo de PEAD de pared corrugada Esta figura es únicamente ilustrativa 4 ESPECIFICACIONES 4.1 ESPECIFICACIONES DIMENSIONALES Todas las dimensiones deben ser determinadas de acuerdo con lo establecido en la norma mexicana NMX‐E‐021‐CNCP (Véase capitulo 2 Referencias). Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 7/47 4.1.1 Diámetro nominal, diámetro interior mínimo, espesor de pared mínima y la longitud mínima de campana El diámetro nominal, diámetro interior, espesor de pared y la longitud de campana se establecen en la tabla 1. NOTA 2. Debido a las variaciones permitidas en detalles geométricos de conformidad a esta norma, no se asegura que se puedan intercambiar tubos, conexiones y otros elementos de diferentes fabricantes y/o diseños. 4.1.2 Longitud útil La longitud útil de los tubos no debe ser menor que el 99 % de la longitud especificada por el fabricante, cuando se mide como se indica en la figura 2. NOTA 3. Los tubos de polietileno de alta densidad corrugados pueden suministrarse en cualquier longitud de acuerdo al catalogo del fabricante. TABLA 1. Dimensiones de los tubos de PEAD corrugados, tipo S o B Diámetro nominal Dn mm 100 150 200 250 300 375 450 600 750 900 1 050 1 200 1 500 (pulg) (4) (6) (8) (10) (12) (15) (18) (24) (30) (36) (42) (48) (60) Diámetro interno Di mín mm 100 145 195 245 294 369 450 588 751 902 1 051 1 185 1 501 Espesor de pared mínimo e4 e5 mm 1,0 1,3 1,5 1,8 2,0 2,4 2,8 3,5 4,3 4,8 5,0 5,0 5,0 Longitud mínimade casquillo o campana (Lc) mm 0,6 1,0 1,1 1,5 1,7 2,0 2,2 2,5 2,5 3,0 3,2 3,5 4,0 mm 32 43 54 59 64 71 79 96 112 129 145 162 162 NOTA 4. Cuando se utilicen coples de unión, la longitud del casquillo (Lc) en cada extremo debe ser como mínimo el que se indica en ésta tabla. 4.2 ESPECIFICACIONES MECÁNICAS Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 8/47 Cuando se prueban de acuerdo con los métodos de ensayo especificados en la tabla 2, usando los parámetros indicados, los tubos deben tener las características mecánicas conforme a los requerimientos dados en dicha tabla. TABLA 2. Especificaciones mecánicas de los tubos de PEAD de pared corrugada Característic as Rigidez d Requerimient os ≥ SN Aplastamiento 30% De Método de ensayo Parámetros de ensayo Deflexión 3 Longitud del espécimena Debe ser por lo menos igual al Di del tubo o 600 mm, el valor que sea menor. Posición del espécimen Tomando como referencia la línea de moldeo colocarlo a 0°, 45° y 90° de la placa superior % Di Temperatura de acondicionamiento 296 K ± 2 K (23 °C ± 2 °C) Tiempo de acondicionamiento 24 h mínimo Deflexión Longitud del espécimen a 30 % Debe ser al menos igual al Di del tubo o 600 mm, el valor que sea menor. Diámetro nominal (Dn) Dn≤ 100 100 < Dn≤ 200 200 < Dn≤ 400 Velocidad de deflexión (mm/min) 2 ± 0,1 5 ± 0,25 10 ± 0,5 20 ± 1,0 0,03* Di ± 5 % 400 < Dn≤ 710 Dn > 700 Posición del espécimen: NMX‐E‐014‐CNCP Tomando como referencia la línea de moldeo, colocarlo a 0°, 45° y 90° de la placa superior Temperatura de acondicionamiento 296 K ± 2 K (23 °C ± 2 °C) Tiempo de acondicionamiento 24 h mínimo Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 NMX‐E‐208‐CNCP e inciso 4.2.1 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 9/47 Impacto El tubo no debe presentar fracturas o quebraduras Temperatura Medio de acondicionamiento Tiempo Tipo de dardo Masa del dardo parab Di ≤ 100 100 < Di ≤ 125 125 < Di ≤ 160 160 < Di ≤ 200 200 < Di ≤ 250 250 < Di ≤ 315 315 < Di Altura de caída para: dem.min > 110 Número de especímenes Numero de espécimen 273 K ± 1 K (0 °C ± 1 °C) NMX‐E‐029‐CNCP Aire o agua 1h d90 0,5 kg 0,8 kg 1,0 kg 1,6 kg 2,0 kg 2,5 kg 3,2 kg 2 000 mm 6 con un impacto, o 1 espécimen con 6 impactos ≤ 4 con extrapolación 1 Inciso 7.2 a 2 años a La longitud del espécimen debe tener un numero completo de corrugaciones, cortando el espécimen de valle a valle. b Se puede determinar la energía de impacto utilizando otras masas o alturas lo que sea más apropiado. c El ensayo debe realizarse de acuerdo con el plan de inspección del fabricante. Para efectos de evaluación de la conformidad, debe verificarse con base a los registros correspondientes. d Para el ensayo de rigidez aplicar las velocidades de deflexión indicadas para en ensayo de aplastamiento, en mm/min de acuerdo al diámetro del tubo, y utilizar la siguiente ecuación para el calculo de la rigidez del anillo: Relación de Cedenciac SN = 0.01935 F/(Ly) Donde: SN es igul al valor de rigidez al 3 % ( kN/m2) F es la fuerza, en kN L es la longitud del espécimen, en m y es la deflexión, en m. 4.2.1 El tubo debe ser designado en una de las siguientes clases de rigidez nominal del anillo (SN) ‐ Dn ≤ 500: SN 4, SN 8 o SN 16; ‐ Dn > 500: SN 2, SN 4, SN 8 o SN 16. Para Dn ≤ 500 la rigidez mínima garantizada por el fabricante, entre los valores nominales (SN), para un tubo puede ser usado para propósitos de cálculo solamente. Tales tubos deberán ser clasificados y marcados en clase de rigidez inferior más próxima. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 10/47 NOTA 5. Cuando por requisitos del proyecto sea necesario utilizar tubos con una rigidez nominal (SN) no considerada en este apartado, se podrán fabricar otras clases de rigidez nominal del añillo intermedias a las establecidas en esta norma. NOTA 6. Para fines informativos, en el Apéndice A se establece el valor correspondiente en kilopascales (kPa) para cada clase de rigidez nominal del anillo. 4.2.2 Aplastamiento Cuando se ensaya de acuerdo con el método establecido en la tabla 2 utilizando los parámetros indicados, realizando una inspección visual, se debe cumplir con lo siguiente: a) b) c) d) e) 4.3 No deben existir cuarteaduras en cualquier parte de la estructura de la pared. No debe haber delaminación ni separación de la pared del valle e4. Solo se permite la deformación natural de la estructura del espécimen en los extremos respecto a la dirección de la fuerza aplicada, es decir, sobre las dos líneas imaginarias paralelas al eje del espécimen que están en contacto con las placas planas del equipo. No debe existir ningún tipo de ruptura en el espécimen. No debe presentarse ningún pandeo permanente en ninguna parte de la estructura de la pared interna del tubo incluyendo depresiones y cráteres, en ninguna dirección. ESPECIFICACIONES FISICAS Los tubos deben cumplir las especificaciones físicas establecidas en la tabla 3, de acuerdo con los métodos de ensayo especificados en ésta. TABLA 3. Especificaciones físicas de los tubos de PEAD de pared corrugada Características Requerimientos Contenido de Los tubos de negro de humo polietileno deben contener de 2,0 % a 4,0 % en masa de negro de humo Resistencia al Los tubos no calentamiento deben mostrar (prueba de delaminación, horno) grietas o burbujas Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Método de Ensayo Parámetros de ensayo Temperatura de calcinación o pirolisis 823 K ± 50 K (550 °C ± 50°C) Tiempo 45 min Temperatura 383 K ± 2 K (110 °C ± 2 °C) Tiempo ensayo e4 ≤ 8 mm 30 min e4> 8 mm 60 min Derecho reservados CNCP 2013 NMX‐E‐034‐SCFI Inciso 7.3 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 11/47 4.4 ESPECIFICACIONES DE DESEMPEÑO Cuando se prueba el tubo de acuerdo con el método especificado en la tabla 4, usando los parámetros indicados, la unión (espiga‐campana o cople) debe cumplir los requerimientos establecidos en la tabla 4. TABLA 4. Especificaciones de desempeño para los tubos de PEAD de pared corrugada Características Requerimientos Método de Ensayo Parámetros de ensayo Hermeticidad de la No debe presentar unióna (tubo con fugas, filtraciones o campana o unión pérdidas de vacío por cople) con ≤ ‐ 27 kPa anillo de material ( ‐ 0,27 bar) Temperatura: Ambiente Deflexión de la NMX‐E‐205‐CNCPb espiga 10% (Condición Bd) Deflexión de la campana 5% Presión ‐agua 5 kPa (0,05 bar) elastomérico Presión ‐agua 50 kPa (0,5 bar) c Vacío ‐ aire ‐30 kPa (‐ 0,3 bar) Ambiente Hermeticidad de la No debe presentar Temperatura NMX‐E‐205‐CNCPb unióna (tubo con fugas, filtraciones o Deflexión de la unión : 2° campana o unión pérdidas de vacío de ≤ 315 mm (Condición Cd) 1,5° ≤ ‐ 27 kPa 315mm < de ≤ 630mm por cople) con 1° 630 mm < de anillo de material ( ‐ 0,27 bar) elastomérico 5 kPa (0,05 bar) Presión ‐agua 50 kPa (0,5 bar) Presión ‐agua ‐30 kPa (‐ 0,3 bar) Vacío ‐ aire Resistencia al ciclo Véase ‐ Para Di ≤ 160 mm; combinado de Método A agua caliente y fría Inciso 7.4 inciso a) temperatura y ‐ Para Di > 160 mm; Método B agua caliente carga externac El vacío, no debe variar en más de 3,0 kPa (0,03 bar ó 22,5 mmHg) Para la evaluación del producto, se puede aplicar cualquiera de los dos métodos establecidos en la norma NMX‐E‐205‐CNCP, con sus correspondientes parámetros. c Solamente aplica a los tubos de Dn ≤ 300 mm a) Los siguientes requisitos son aplicables: ‐ deformación vertical ≤ 9%. ‐ desviación de la uniformidad de la superficie base ≤ 3 mm. ‐ radio del fondo ≥ 80% del original. ‐ apertura de la línea de soldadura ≤ 20 % del espesor de pared. ‐ Hermeticidad 35 kPa (0,35 bar)/15 min, no se permite fuga. Este ensayo debe realizarse de acuerdo con el plan de inspección del fabricante. Para efecto de la evaluación de la conformidad, se debe verificar con base a los registros correspondientes. a b d Las condiciones pueden ser aplicadas individualmente o en combinación método B y C. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 12/47 4.5 ESPECIFICACIONES GENERALES 4.5.1 Anillos de material elastomérico Los anillos o empaques de material elastomérico empleados en las juntas de los tubos para alcantarillado deben cumplir las especificaciones establecidas en la norma mexicana NMX‐T‐021‐SCFI (Véase capitulo 2 Referencias). 4.5.2 Apariencia 4.5.2.1 Color El color de los tubos estructurados debe ser uniforme por dentro y por fuera. Esto debe inspeccionarse visualmente NOTA 7. La capa exterior debe ser preferentemente de color negro. Otros colores pueden ser usados en la capa interna y externa del tubo, para lo cual el fabricante debe adicionar los aditivos estabilizadores necesarios contra la radiación UV, con lo que se garantice por al menos 2 años la estabilidad del producto. 4.5.2.2 Acabado Las superficies interna y externa del tubo deben ser de color homogéneo, libres de grietas, ampollas, protuberancias o cualquier otro defecto apreciable. No deben contener impurezas ni porosidades; los extremos del tubo deben tener cortes limpios y a escuadra con respecto al eje mayor del mismo. No se permiten tubos con fracturas, rajaduras, dobleces, arrugas, ampollas, impurezas, porosidades, carencias de pigmento o falta de uniformidad del mismo. Lo anterior se verifica visualmente. 5 MATERIA PRIMA 5.1 Características del material de los tubos Cuando se ensayan de acuerdo con la tabla 5, usando los parámetros indicados, el material debe tener las características conforme a los requerimientos de la tabla 5. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 13/47 TABLA 5. Características del material de los tubos Características Requerimientos Resistencia a la presión interna a 165 ha No debe fallar durante ensayo Resistencia a la presión interna a 1 000 ha NCLS c Método de ensayo Parámetros Numero de especímenes Temperatura de ensayo Orientación Esfuerzo circunferencial Período de acondicionamiento: e5 min e min < 3 3 ≤ e min < 8 8 ≤ e min < 16 Tipo de ensayo Periodo de ensayo No debe fallar Numero de especímenes durante ensayo Temperatura de ensayo Orientación Esfuerzo circunferencial Período de acondicionamento: e5 min e min < 3 3 ≤ e min < 8 8 ≤ e min < 16 Tipo de ensayo Periodo de ensayo El tubo no debe Numero de especimenes presentar grietas Agente humectante Tiempo de exposición Temperatura 3 353 K (80 °C) libre 4 MPa tiempo, h NMX‐E‐013‐ CNCP 1 3 6 Agua en agua 165 horas 3 353 K (80 °C) libre 2,8 MPa tiempo, h 1 3 6 Agua en agua 1 000 horas 3 Igepal CO‐630 al 100% 24 h (323 ± 2) K (50±2) °C NMX‐E‐013‐ CNCP Apéndice informativo D Densidad de NMX‐E‐004‐CNCP 947 a 955 kg/m3 De acuerdo a la NMX‐E‐004‐CNCP b referencia NMX‐E‐166‐CNCP Índice de Fluidez ≤ 0,4 g/10 min Temperatura 463 K (190 °C) NMX‐E‐135‐CNCP (MFR) Masa 2,16 kg a Este ensayo debe ser llevado a cabo en un tubo de pared sólida fabricado con el mismo material de extrusión. Esta prueba debe realizarse como mínimo cada 2 anos. Para efectos de evaluación de la conformidad, debe verificarse con base a los registros correspondientes. bLa densidad de la resina virgen debe calcularse de acuerdo con la siguiente fórmula: Dr = Dp – 0,0044 C Donde: Dr: es la densidad del PEAD; Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 14/47 Dp: es la densidad del producto, y C: es el contenido porcentual del Negro de Humo. Corrección debido al porcentaje de negro de humo, o mediante la fórmula del promedio ponderado para otros colores, considerando el contenido y densidad del o los aditivos. En caso de inconsistencia en el valor de la densidad reportada por el proveedor de materia prima o el fabricante y los datos obtenidos en la ecuación anterior, establecer como tolerancia ± 0,002 g/cm³. c) Para evaluar la vida útil de la materia prima, se debe de realizar el ensayo de presión sostenida a largo periodo o en su caso, el ensayo del NCLS (por sus siglas en ingles). 5.2 Especificaciones mínimas de la resina de polietileno de alta densidad (PEAD) Los tubos deben ser fabricados a partir de compuestos de polietileno de alta densidad (PEAD) virgen, los cuales deben estar conforme con los requisitos mínimos establecidos en la tabla 6, además no deben contener materiales calcificantes o cargas minerales que alteren el peso y/o la resistencia al aplastamiento. Resinas que tengan una celda de clasificación mayor en una o más propiedades, con excepción de la densidad, son aceptables, si los productos cumplen las especificaciones establecidas en esta norma. TABLA 6. Especificaciones mínimas de la resina de polietileno de alta densidad (PEAD). Propiedades físicas Dígito de la celda de clasificación Densidada 4 Índice de fluidez 3 Módulo de flexióna 5 Esfuerzo a la tensióna 4 Especificación b > 947 ‐ 955 kg/m3 <0,4 a 0,15 g/10 minutos a 190°C a 2160 g (2,16 kg) de peso 758 MPa ‐ <1103 MPa (110 000 psi a < 160 000 psi) 21 MPa ‐ <24 MPa (3000 psi ‐ <3500 psi) Método de ensayo NMX‐E‐004‐CNCP, NMX‐E‐166‐SCFI NMX‐E‐135‐CNCP NMX‐E‐088‐CNCP o NMX‐E‐183‐CNCP NMX‐E‐082‐CNCP Resistencia al Condición B, 100% Igepal agrietamiento por 2 NMX‐E‐184‐SCFI 24 horas y 50 % máximo de falla a esfuerzo ambiental Base de diseño 0 No aplica ‐‐‐‐‐‐ hidrostático Contenido de negro de C 2% a 4% en masa NMX‐E‐034‐SCFI humo a Para la realización de estos ensayos, se deben moldear placas a partir de la resina virgen empleada para la fabricación de los tubos. b La verificación del cumplimiento de las especificaciones de materia prima se realiza con base a los registros del fabricante del tubo. En caso de que éste no cuente con tales registros se deberán realizar los ensayos establecidos en esta tabla, como mínimo cada 2 años. 5.3 Material reprocesado Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 15/47 Para la fabricación de los tubos, se puede emplear el material reprocesado generado durante el proceso de extrusión, siempre y cuando sea del mismo fabricante y el producto cumpla con las especificaciones establecidas en esta norma. 6 MUESTREO El muestreo para verificar la calidad del producto objeto de esta norma mexicana, debe realizarse de acuerdo con el plan de inspección del fabricante, y para efectos de evaluación de la conformidad se debe utilizar el plan de muestreo establecido por el organismo de certificación acreditado y aprobado en términos de la Ley Federal sobre Metrología y Normalización. 7 MÉTODOS DE ENSAYO Para verificar la calidad del producto objeto de esta norma, se deben aplicar los métodos de ensayo siguientes, así como las Normas Mexicanas de métodos de ensayo, indicadas en el capitulo 2 de Referencias, bajo las siguientes consideraciones. NOTA 8. Las especificaciones para los tubos indicados en esta norma pueden determinarse con algún otro método de ensayo normalizado, cuya sensibilidad este dentro de los límites de las especificaciones establecidas. NOTA 9. Es responsabilidad del usuario de esta norma, establecer procedimientos apropiados de seguridad y de salud, así como determinar las medidas de seguridad de quienes intervienen en el desarrollo de los métodos de ensayo. 7.1 Acondicionamiento de los especimenes Todos los especimenes o muestras, se deben acondicionar a una temperatura de 296 K 2 K (23 °C 2 °C), por lo menos durante 2 horas antes de realizar los ensayos, a menos que en el método de ensayo se especifique lo contrario. 7.2 Relación de Cedencia Los tubos sujetos a una carga constante en un ensayo de laboratorio muestran además de su deflexión inicial, un incremento de deflexión con el tiempo. Esto es causado por la cedencia del material. La teoría de la cedencia de los materiales plásticos se explica de manera general en el Apéndice B. El ensayo debe realizarse 21 días ± 2 días después de haberse fabricado el tubo. la muestra de tubos debe acondicionarse en aire a 296 K ± 2 K (23 °C ± 2 °C), al menos 24 horas antes de iniciar el ensayo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 16/47 7.2.1 Materiales y/o instrumentos ‐ Una maquina de carga a compresión, capaz de aplicar a través de una placa y de mantener dentro de 1%, tanto la fuerza aplicable de la pre‐carga, F0 (véase 7.2.3.7) y, la fuerza necesaria de carrera F (véase 7.2.3.8) en el tubo. La fuerza puede ser aplicada ya sea directa o indirectamente, por ejemplo mediante el uso de un arreglo de brazo de palanca. Un equipo provisto de 2 placas (una fija y otra móvil) que permita aplicar la fuerza de compresión requerida. Las placas deben estar limpias, planas y libres de cualquier imperfección y no se deben deformar durante el ensayo. La longitud de las placas deben ser igual o mayor que la longitud del espécimen. El ancho de la placa no debe ser menor que el ancho máximo de la superficie en contacto con el espécimen de ensayo mientras se esté aplicando la carga, más 25 mm. Escala para medir la longitud del espécimen con una división mínima de 1 mm. Equipo para medir el cambio en el diámetro interior del espécimen en la dirección de la carga, con una exactitud de 0.1 mm, como se muestra en la figura 4. El cambio en el diámetro interior puede ser medido dentro del tubo o ser determinado por el movimiento de la placa superior. Reloj (cronómetro), capaz de terminar los primeros seis minutos con una exactitud dentro de 1 s y los tiempos restantes dentro de 0,1%. ‐ ‐ ‐ ‐ ‐ Un ejemplo de un dispositivo para la medición del diámetro interior de tubos corrugados se muestra en la figura 4. FIGURA 4. Ejemplo del dispositivo para la medición del diámetro interior (Di) de un tubo corrugado Esta figura es únicamente ilustrativa 7.2.2 Longitud del espécimen La longitud de los especimenes debe ser de 300 mm ± 10 mm ó la correspondiente a un número entero de corrugaciones, el que sea mayor. Los cortes deben realizarse en el parte media entre valles. 7.2.3 Procedimiento 7.2.3.1 Cortar 3 muestras de tubo (identificándolas como A, B y C) y marcar una línea en la parte superior tomando la referencia el marcado del tubo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 17/47 7.2.3.2 Determinar el diámetro interior de los especimenes como diA, diB y diC; de los especimenes relativos a los ensayos A, B y C realizando: a) 4 mediciones a intervalos de aproximadamente 45°, determinar el promedio de cada una y determinar el promedio de esos 3 promedios con una precisión de 0,1 mm o el 2 % de di cualquiera que sea más grande, o b) Midiendo a mitad de longitud de la sección transversal por medio de una cinta π según la norma NMX‐E‐021‐CNCP (ver 2 referencias). El promedio calculado o media del diámetro interior (di) de cada espécimen de ensayo A, B y C debe ser registrado como diA, diB y diC respectivamente. El valor promedio di, de sus 3 valores calculados, se debe calcular empleando la siguiente ecuación (1) di 7.2.3.3 (1) d iA d iB d iC 3 Determinar el número de mediciones de la longitud de cada espécimen de acuerdo con lo establecido en la tabla 7 y calcular el promedio aritmético. TABLA 7. Número de mediciones de longitud Diámetro nominal, Dn mm Dn ≤ 200 200 < Dn < 500 Dn ≥ 500 Número de mediciones de la longitud 3 4 6 7.2.3.4 Colocar el espécimen A con la línea del marcado, en contacto con la placa superior del dispositivo de carga. 7.2.3.5 Girar el espécimen B y C a 120° y 240° respectivamente en relación con la posición de la primera pieza de ensayo, cuando se coloquen en el dispositivo de carga. 7.2.3.6 Para cada ensayo fijar un medidor de deflexión y verificar la posición angular del espécimen relativa a la placa superior paralela. 7.2.3.7 Bajar la placa de carga hasta que la placa toque la parte superior del espécimen. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 18/47 Aplicar una u otra de las siguientes fuerzas de pre‐carga, F0, según sea aplicable, redondeadas al siguiente entero mayor. Si se calcula a partir de la ecuación (2) (véase el inciso b) y, si es aplicable tomando la masa de la placa de carga en consideración: a) para tubos con Dn ≤ 100 mm, F0 debe ser de 7,5 N. b) para los tubos con Dn > 100 mm F0 debe ser calculada empleando la ecuación (2) y redondeando el resultado, en donde sea necesario, al siguiente entero mayor: F0 0,00025Dn x L (2) donde: F0 Dn L es la fuerza de pre carga calculada, en newtons; es el diámetro nominal del tubo, en milímetros; es el promedio de la longitud calculada de la pieza de ensayo, en milímetros. La fuerza de pre carga a aplicar debe ser entre 95 % y 105 % de la fuerza calculada. 7.2.3.8 Dentro de los 5 min de haber aplicado la fuerza de pre‐carga, F0, ajustar el indicador de deflexión a cero y comenzar a aplicar al espécimen una fuerza de compresión, de tal manera que se alcance la fuerza de carga, F, entre 20 s y 30 s. Esta fuerza, F, debe ser elegida de tal manera que después de 360 s (6 min) el especimen de ensayo muestre una proporción de deflexión de 1,5 % ± 0,2 %, es decir: di 0,015 0,002 (3) 7.2.3.9 En el momento en el que se logre la fuerza completa F, inicia el tiempo en el reloj (cronometro). 7.2.3.10 Determinar la deflexión inicial, У0, 6 min después de la aplicación completa de la carga. Determinar la deflexión después de 1 h, 4 h, 24 h, 168 h, 336 h, 504 h, 600 h, 696 h, 840 h y 1 008 h. 7.2.3.11 Si el valor de У0 está fuera de los límites especificados en 7.2.3.8, interrumpir el ensayo, reacondicionar el espécimen de ensayo a 296 K ± 2 K (23 °C ± 2 °C) por al menos una hora y reiniciar el ensayo conforme 7.2.3.6. 7.2.3.12 Cuando no sea posible leer los indicadores de deflexión en los tiempos apropiados entre 500 h y 1 008 h, se permite desviarse por ± 24 h, en virtud de que el tiempo actual para la medición se emplea para graficar de acuerdo con el punto 7.2.4. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 19/47 EJEMPLO: En lugar de leer a 840 h, se mide la deflexión después de 862 h. En este caso el valor de 862 h es empleado en el análisis de regresión. 7.2.4 Determinación de la relación de cedencia 7.2.4.1 Para cada uno de los tres especimenes de ensayo, graficar la deflexión en metros contra el logaritmo del tiempo en horas, en un sistema sencillo de coordenadas logarítmicas (véase figura 5) y determinar por regresión lineal la ecuación de la línea recta: t B M logt (4) A lo largo de todos los 11 puntos y a lo largo de los 10 últimos puntos, a lo largo de los nueve últimos puntos, …, y a lo largo de los últimos cinco puntos (véase tabla 8), en donde las constantes B y M y el coeficiente de correlación,R, son determinados empleando las ecuaciones (5) a (7), es decir, el método de mínimos cuadrados: M B N xi yi N x i2 y x xi i 2 (5) i y M x i i N M N x y i i xi yi R 2 N yi2 yi (6) 1/ 2 (7) donde: B M N R xi es la deflexión teórica, en milímetros, a t=1 h; es el coeficiente del gradiente; es el número de puntos en la curva ante deflexión empleada para la línea de regresión; es el coeficiente de correlación (si R tiene un valor entre 0,99 y 1,00, se asume que los puntos graficados caen en una línea recta); es la deflexión extrapolada, en milímetros, después de dos años (17 520 horas); es el tiempo para el punto i; log (ti); yi es la deflexión total medida en el tiempoti. Y2 ti Para las siete ecuaciones de Yt = B+M log t, obtenidas para un espécimen de ensayo dada, calcular la deflexión extrapolada a dos años Y ( t = 2 años = 17 520 h) (véase tabla 8). 2 Seleccione como valor de la deflexión a dos años, Y2 (para el cálculo de la relación de cedencia de la pieza de ensayo), el valor más alto calculado Y2 que es acompañado por el coeficiente de correlación, R, de 0,999 o el valor más alto entre 0,990 y 0,999. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 20/47 Si el valor más alto es menor que 0,990, véase 7.2.4.3. Habiendo determinado Y2, calcular la relación de cedencia para cada una de los tres especimenes de ensayo empleando las ecuaciones (8) a (10): A Y 2 A 0 ,0 1 8 6 0 ,0 2 5 y 0 A 0 ,0 1 8 6 0 ,0 2 5 y0A di y2A di Y 2 B 0 , 0 1 8 6 0 ,0 2 5 y 0 B 0 ,0 1 8 6 0 ,0 2 5 y0B di y 2B di B C Y 2 C 0 ,0 1 8 6 0 ,0 2 5 y 0 C 0 ,0 1 8 6 0 ,0 2 5 y0C di y2C di (8) (9) (10) Calcular y registrar la relación de cedencia del tubo como el promedio aritmético de los tres valores calculados empleando la ecuación 11: A B C (11) 3 EJEMPLO cálculo de cedencia: un ejemplo de un conjunto de datos deflexión/tiempo para una pieza de ensayo se proporciona en la tabla 8, junto con los valores consecuentes para y Y para los distintos rangos de puntos de datos como se proporciona en la M , B , R 2 columna cuatro, que indica aquellos puntos que han sido incluidos en el análisis por regresión. La gráfica resultante se proporciona en la figura 5 en donde, de acuerdo con esta subcláusula, Y está basada en un conjunto de no menos cinco puntos para los cuales R tiene 2 el valor mayor arriba de 0,990. TABLA 8. Datos correspondientes a la figura 5 Tiempo (h) mm Rango de puntos 1 2 3 4 0,1 1 4 24 6,53 6,65 6,78 7,02 5 6 168 336 7,53 7,85 Punto No. t Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 YT M B R Y2 1 a 11 2 a 11 3 a 11 4 a 11 0,505 0,611 0,709 0,885 6,683 6,425 6,173 5,699 0,951 0,967 0,972 0,982 8,825 9,017 9,179 9,436 5 a 11 6 a 11 1,195 1,299 4,845 4,550 0,997 0,997 9,914 10,060 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 21/47 7 8 504 600 8,05 8,13 9 10 11 696 840 1 008 8,23 8,38 8,46 FIGURA 5. 7 a 11 1,410 4,228 0,998 10,211 Grafica de Deflexión/Tiempo, para un especimen de ensayo Esta figura es únicamente ilustrativa donde: es el tiempo, h es la deflexión, mm t y y 0 es la deflexión inicial Y2 es la deflexión extrapolada a dos años 7.2.4.2 En algunos métodos de cálculo, se requieren todavía los valores a 50 años. El valor de la deflexión a 50 años, Y , puede ser calculado empleando el procedimiento especificado en 50 7.2.4.1, pero insertando 50 años (438 000 h) en la ecuación en lugar de 2 años. 7.2.4.3 Si el empleo de los últimos cinco puntos no lleva a un coeficiente de correlación mayor que 0,990 en el análisis de regresión para cualquiera de las tres piezas de ensayo, continuar el ensayo en las tres piezas midiendo la deflexión 1 200 h, 1 400 h, 1 680 h, 2 000 h, 2 400 h, 2 Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 22/47 818 h, 3 400 h o 4 000 h, en cada caso ± 24 h, o hasta que el factor de correlación exceda 0,990 empleando las últimas cinco mediciones, cualquiera que ocurra primero. 7.2.5 Informe de ensayo El informe del ensayo debe contener como mínimo los siguientes datos: ‐ ‐ ‐ ‐ ‐ ‐ ‐ ‐ ‐ ‐ ‐ Referencia a esta norma; Identificación del especimen; Tipo de material, Dimensiones y clase, Fecha de producción, Longitud de los especimenes de ensayo Temperatura de ensayo; Fuerzas de pre‐carga aplicada; Gráfica de fuerza/deflexión para cada pieza de ensayo; Cuando sea apropiado, la fuerza y deflexión en el cual ocurrió cualquiera de los eventos especificados en 7.2.3.5; La deflexión y fuerza en el punto máximo, si ocurre un máximo; Las ecuaciones Yt=B+M log t empleadas para la extrapolación del punto de deflexión a dos años para las tres piezas de ensayo; Coeficiente de correlación en cada caso; Puntos empleados para el análisis de regresión lineal; Valores calculados de γA, γB y γC. El valor calculado de la relación de cedencia γ redondeada a dos cifras significativas; Cualquier factor que pudo haber afectado los resultados, tales como cualquier incidente o cualquier detalle de operación no especificado en esta norma; y Fecha de inicio del ensayo. 7.3 Resistencia al calentamiento (prueba de horno) ‐ ‐ ‐ ‐ ‐ ‐ ‐ Este método sirve para determinar la homogeneidad de la pared de los tubos estructurados por inspección de los efectos del calor en un horno de calentamiento. 7.3.1 Materiales y/o instrumentos ‐ Horno con circulación forzada, controlado termostáticamente, con un poder de calentamiento tal que le permita operar a la temperatura especificada en la tabla 3 y restablecer la temperatura en 15 min después de la introducción de los especimenes. El horno debe estar equipado con un termostato capaz de mantener la temperatura con una tolerancia de 2 K ( 2 °C). Cronómetro con una resolución mínima de 1 s. Instrumento de medición para longitud con una resolución mínima de 1 mm. ‐ ‐ Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 23/47 ‐ ‐ ‐ ‐ Charola metálica (para colocar los especimenes). Cama de talco o carbonato de calcio Guantes Pinzas 7.3.2 Preparación y acondicionamiento de los especímenes ‐ En función de la estructura del tubo, cortar un espécimen del tubo de longitud mayor o igual a 300 mm en el cual deben quedar los cortes en los valle. Acondicionar los especímenes o las secciones de los especímenes por al menos dos horas antes de iniciar el ensayo a 296 K ± 2 K (23 °C ± 2 °C). Los especímenes pueden ser cortados longitudinalmente en dos secciones de igual tamaño si el diámetro exterior es menor o igual de 400 mm ó en 4 ó mas secciones si el diámetro exterior es mayor de 400 mm. ‐ ‐ 7.3.3 Procedimiento ‐ ‐ Estabilizar el horno de circulación forzada a 383 K 2K (110 °C 2 °C). Colocar en el horno, la charola con una cama de talco o carbonato de calcio con el fin de colocar horizontalmente los especimenes. Colocar los especimenes en el horno de tal manera que no toquen las paredes de la charola ni del horno durante el ensayo. El tiempo del ensayo debe medirse a partir de que el horno alcanza la temperatura de 383 K 2 K (110 °C 2 °C). Dejar los especímenes dentro del horno de acuerdo a lo indicado en la tabla 3. Una vez transcurrido el tiempo sacar los especimenes del horno teniendo cuidado de que no se deformen o se dañen. Dejar que los especimenes se enfríen a temperatura ambiente y puedan ser manipuladas manualmente. Examinar cada uno de los especimenes y determinar cada tipo de defecto de acuerdo con lo establecido en la tabla 3, registrar su apariencia. La separación de las capas en los extremos de los cortes no se considera como una falla. ‐ ‐ ‐ ‐ ‐ ‐ 7.3.4 Informe del ensayo El informe del ensayo debe contener como mínimo los siguientes datos: ‐ ‐ ‐ ‐ ‐ ‐ Referencia a esta norma. Identificación completa del espécimen. Temperatura del ensayo y duración de la prueba; Resultado obtenido del ensayo. Cualquier incidente. Fecha de ensayo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 24/47 ‐ Nombre del analista. 7.4 Resistencia al ciclo combinado de temperatura bajo carga Un espécimen constituido por un tramo de tubo con anillo de material elastomérico y una conexión o un tramo de tubo con campana o casquillo son sometidos a una carga exterior permanente junto con la circulación de agua caliente, para ver su resistencia a la deformación y estanquidad, cuando están sujetos a una carga externa y agua caliente. Este procedimiento describe dos métodos de ensayo, los cuales son: ‐ Método A, que implica un ciclo térmico, con paso alternativo de agua caliente y agua fría, y es aplicable a tubos y accesorios que tengan un diámetro interior medio (Dim) ≤ 160 mm. El agua caliente y agua fría pasan a través del espécimen y se puede pasar una corriente de aire a través del espécimen durante los intervalos entre paradas. ‐ Método B, que implica únicamente el paso de un flujo constante de agua caliente a través del espécimen, salvo en los intervalos especificados para la medición de deformación interna, y es aplicable a los tubos y conexiones con diámetros interiores medio de 160 mm < Dim ≤ 300 mm. El espécimen se coloca sobre una cama de grava de 100 mm confinada en una caja de dimensiones especificadas en la tabla 9, la unión campana‐tubo se cubre con 600 mm de grava, arriba de la corona del tubo confinado en una caja con dimensiones específicas. Dependiendo del diámetro nominal del tubo a ensayar, se aplica por medio de la grava una carga constante según lo especificado en la tabla 13 y el espécimen se somete a un número especificado de ciclos de agua caliente y agua fría o el paso de agua caliente a través del espécimen, dependiendo del método empleado. Se mide la deformación del espécimen indicada por la deformación vertical o una modificación del diámetro interior por compresión. Al final del ensayo se revisa el espécimen para detectar posibles fisuras, deformación puntual en el fondo y fugas en la unión. NOTA 10. Se entiende que los siguientes parámetros vienen fijados por la norma que hace referencia: a) si procede, los limites de temperatura del flujo de agua de salida (véase 7.4.4.2.1.3). b) si procede la duración del flujo (véase 7.4.4.2.1.3). c) el porcentaje, x, de di para el calculo del diámetro de la bola dura, de acuerdo con (véase 7.4.4.3.3. NOTA 11. Consultar el Apéndice C. 7.4.1 Aparatos y/o instrumentos Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 25/47 7.4.1.1 Caja rellena de grava, para acomodar el espécimen como se muestra en las figura 6, 7 y 8, con dimensiones dependiendo del tamaño del espécimen como se indica en la tabla 9. Las paredes interiores de la caja deben ser verticales ± 3 mm con superficie interna lisa, por ejemplo chapado de madera u hoja lisa. FIGURA 6. Aparato de ensayo con caja de arena Esta figura es únicamente ilustrativa donde: A Caja B Placa de carga C Material de relleno D Espécimen E Rociador de agua fría (tubo rociador) F Sensor de la superficie exterior G1 Sensor de la entrada de agua caliente Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 G2 Sensor de salida agua caliente (para método B) H Dispositivo de carga I Entrada de aire J Entrada de agua caliente K Entrada de agua fría L Salida de agua (obturable) M Sensor de agua fría Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 26/47 TABLA 9. Dimensiones de la caja Dimensiones en milímetros Diámetro exterior medio del tubo/conexión Dem Método A ≤ 190 Método B 190 < Dem ≤ 205 205 < Dem ≤ 255 255 < Dem ≤ 320 320 < Dem ≤ 410 410 < Dem ≤ 510 Anchura interior de la caja l1 Longitud mínima de la caja l2 700 ± 20 1200 800 ± 20 900 ± 20 1 000 ± 20 1 300 ± 20 1 600 ± 20 1 300 1 500 1 500 1 500 1 500 La caja debe ser construida y reforzada de forma que cuando se produzca la carga, no se deforme más de 3 mm en cualquier punto. La canalización debe atravesar las paredes de la caja por unas aberturas selladas de forma que produzcan un esfuerzo mínimo sobre el montaje (véase 7.4.2), por ejemplo mediante abrazaderas de espuma flexible. El montaje de ensayo de tubos y campana debe instalarse con una pendiente comprendida entre 1:100 y 1:75 con relación a la base horizontal para el caso del método A, las condiciones alternativas de descarga de agua caliente o en el caso del método B, agua a temperatura constante, pueda pasar a través del montaje mientras se aplica una fuerza constante trasmitida a través de la grava. La caja debe ser construida para contener una altura de grava total de 600 mm por encima de la pared superior del tubo. Dimensiones en milímetros antes de aplicar la carga. FIGURA 7. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Dimensiones principales de la caja Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 27/47 Esta figura es únicamente ilustrativa La grava debe estar clasificada de acuerdo con lo indicado en la tabla 10; debe tener una textura superficial de acuerdo con la tabla 11, con composición granular dentro del intervalo mostrado en la figura 8 y debe ser conforme con los requisitos de la tabla 12. FIGURA 8. Curva granulométrica de grava para el ensayo de la caja de arena Esta figura es únicamente ilustrativa donde: A B M O P es el tamaño de partícula, en mm. es el % acumulado que pasa es la arena es la grava es la piedra La grava debe ser constituida de material natural, lavado, compuesto de partículas duras, estables y limpias, la cual debe estar seca en la preparación y ejecución del ensayo. TABLA 10. Forma de partícula Clasificación Redondeada Irregular Angulosa Laminar Descripción Desgastada por agua completamente ó pulida por erosión. Naturalmente irregular ó parcialmente pulida por erosión y con bordes redondeados. Con bordes bien definidos formados por la intersección de caras sensibles planas. Material donde el espesor es menor en relación con las otras 2 dimensiones. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 28/47 Alargada Laminar alargada Material normalmente angular, donde la longitud es considerablemente más grande que las otras 2 dimensiones. y Material donde la longitud es considerablemente más grande que la anchura, y la anchura considerablemente mas grande que el espesor. TABLA 11. Textura superficial de las partículas Textura de la superficie Característica Vidriosa Fractura concoide. Lisa Desgastada por el agua, ó lisa por fractura del laminado ó grano fino de roca. Granulosa La fractura muestra granos más o menos redondeados uniformes. Rugosa Fractura rugosa de roca con grano fino o medio conteniendo unos constituyentes cristalinos no visibles fácilmente. Cristalina Contiene constituyentes cristalinos visibles fácilmente. TABLA 12. Requisitos de las partículas Forma Redondeada/irregular Superficie Vidriosa/lisa Contenido Al menos 85% Hasta el 15 % puede caer dentro de otras clases / texturas dadas en la tabla 10 y 11, según sea aplicable. La distribución del tamaño de partícula para todas las partículas debe ser de acuerdo con la figura 8. 7.4.1.2 Equipo de compresión, capaz de aplicar la fuerza F (véase 7.4.4.1.7) por medio de equipo hidráulico o neumático actuando a través de una placa de acero de (450 mm ± 5 mm) x (300 mm ± 5 mm) de al menos 25 mm de espesor, o de otro material de una rigidez equivalente, que debe ser colocado horizontalmente. La dimensión de 450 mm debe ser paralela a la pared mas larga de la caja como se indica en las figuras 6, 7 y 9. La fuerza debe aplicarse de forma que la carga inicial se aplique entre 1 min y 2 min y se mantenga dentro de ± 1 kN. Los puntos fijos deben establecerse por encima de cada una de las 4 esquinas de la placa de carga, para que sirvan de punto de referencia para medir el asentamiento de la placa en la grava después de la aplicación de la carga final (ver 7.4.4.1.7) FIGURA 9. Ejemplo de posición de una probeta bajo la placa de carga Esta figura es únicamente ilustrativa Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 29/47 donde: Q B es el flujo es la placa de carga de 300 mm x 450 mm. 7.4.1.3 Sistema de distribución de agua caliente y fría y de aire, capaz de proporcionar lo siguiente: a) Flujo de agua caliente especificado y a la temperatura T1, véase 7.4.4.2.1 ó 7.4.4.2.1.3 sobre el hilo de agua del montaje de ensayo durante los periodos de tiempo aplicados ( ver 7.4.4.2.1 ó 7.4.4.2.1.3); Flujo de agua fría a la temperatura especificada (ver punto c) del 7.4.4.2.1.2, que debe ser proyectada sobre la parte superior de la superficie interior del montaje de ensayo sobre la totalidad de su longitud, durante los periodos aplicables (véase 7.4.4.2.1). El dispositivo interior de rociado debe diseñarse para el riego del sector superior de 120° del montaje de ensayo. El tubo de rociado debe mantenerse sin contacto con la superficie del montaje de ensayo. Si se requiere, se puede hacer pasar una corriente adicional de aire frío por el interior del especimen antes, durante ó después de la circulación de agua fría (ver punto c) del 7.4.4.2.1.2. b) c) 7.4.1.4 Dispositivo de medida de temperatura, con sensores de temperatura conectados a un registro continuo automático y capaces de medir, con una exactitud de ± 274 K (± 1 °C), las temperaturas de la superficie externa y/o temperatura(s) de agua, según la necesidad, de acuerdo con el apartado 7.4.4.2 y con la disposición que se indica en la figura 6. 7.4.1.5 Micrómetro de calibre ó equivalente, capaz de medir los cambios en el diámetro interno vertical del especimen dentro de ± 0,1 mm. 7.4.1.6 Un indicador, capaz de comprobar el radio de curvatura del especimen para los fines del punto b) del 7.4.4.3.2. 7.4.1.7 Si es aplicable, una bola dura de acuerdo con el 7.4.4.3.3. 7.4.1.8 Una regla de longitud ≥ (1,5 x diámetro exterior real ± 10) mm. 7.4.1.9 Un pison, de una masa total de 10 kg ± 0,5 kg y con una superficie cuadrada de (300± 10 mm) recubierta de una capa de caucho de al menos 5 mm de espesor y de una dureza nominal de 60 IRHD (50 ± 10 Shore A). 7.4.2 Especimenes Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 30/47 El espécimen debe estar constituido por el montaje de 2 tubos conectados entre si, ó de accesorio(s), con 2 ó mas tramos de tubo de la misma dimensión y tipo para el que se ha diseñado el accesorio, ó una longitud de tubo sin uniones. Cualquier unión debe realizarse siguiendo las instrucciones del fabricante. 7.4.3 Acondicionamiento Los tubos y accesorios no deben ensayarse en las 24 horas siguientes de su fabricación. 7.4.4 Procedimiento 7.4.4.1 Envolvente del espécimen y carga Proceda a montar el espécimen según lo indicado en el inciso 7.4.4.1.5, continúe en el inciso 7.4.4.1.1 al 7.4.4.1.4 y después continúe en 7.4.4.1.6 al 7.4.4.1.7. 7.4.4.1.1 Compactar aplicando 75 golpes con el pisón para compactar igualmente espaciados sobre la superficie de la grava, para cada golpe, levantar la herramienta hasta un altura de 450 mm ± 50 mm sobre la grava y dejarla caer. Utilizando la grava conforme a lo indicado en la tabla 12, nivelar un lecho de grava compactada de 100 mm ± 5 mm de espesor, de forma que se consiga una pendiente de 1:100 y 1:75 en la dirección del flujo. Comprobar que el espécimen cumple con los requisitos dimensionales de la norma aplicable y determinar el diámetro interior mínimo (Di) del espécimen. Situar el especimen plano sobre el lecho de grava, debajo de la placa de carga, generalmente como se indica en la figura 9, y de forma que la línea de soldadura del accesorio, si lo hay, este sometida al flujo de agua cuando sea posible. Para los tubos unidos directamente, la unión se coloca debajo del centro de la placa de carga en el valle entre 2 costillas. 7.4.4.1.2 7.4.4.1.3 7.4.4.1.4 Fijar un sensor de temperatura (F) en la parte superior del espécimen, cuando sea aplicable en el valle entre 2 costillas, en el interior de la caja adyacente a la entrada del agua, en unos 100 mm a 150 mm del interior de la caja. Para el método A, se coloca el sensor de temperatura G1 en la entrada del flujo de agua caliente. Para el método B, se coloca el sensor de temperatura G2 a la salida del flujo de agua caliente, fuera de la estructura de la caja. 7.4.4.1.5 Llenar la caja en el siguiente orden: Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 31/47 a) b) 7.4.4.1.6 Utilizando grava conforme con la tabla 12, llenar la caja entre 100 mm y 150 mm por encima de la superficie superior del tubo, reduciendo los huecos por debajo del tubo para asegurarse que está totalmente soportado y compactado. Seguidamente, llenar la caja con 2 capas aproximadamente iguales, compactadas cada una en su turno, para obtener una profundidad de cobertura de grava entre 600 mm y 650 mm por encima de la parte superior del tubo. Medir y anotar el diámetro exterior vertical ó un diámetro conveniente de referencia d1, del espécimen al centro de éste, que debería coincidir lo más posible con el eje vertical que pasa por el centro del la placa de carga. En función del tamaño del montaje de ensayo, se aplica la fuerza (carga) de ensayo apropiada (véase tabla 13) sobre la superficie de la grava y se mantiene la fuerza dentro de los limites especificados durante todo el ensayo. 7.4.4.1.7 Aplicar la carga como sigue: a) Bajar la placa rígida de carga sobre la superficie de la grava y en 2 min, aplicar una carga inicial de 5 kN ± 0,5 kN. Anotar el nivel de la cara de la placa de carga, por medición utilizando las 4 esquinas, como punto de referencia (véase 7.4.1.2). En función del tamaño del montaje de ensayo, se aplica la fuerza de ensayo (véase tabla 13). b) TABLA 13. Cargas de ensayo Diámetro exterior medio, en mm Dem ≤ 255 255 < dem ≤ 410 410 < dem ≤ 510 Carga, en kN F 50 ± 2 50 ± 2 60 ± 2 c) Si la placa se hunde más de 20 mm en cualquier punto de referencia, retirar la placa de carga. En caso de litigio, vaciar la caja y volverla a llenar de acuerdo con 7.4.4.1.5, por otra parte, se vuelve a añadir hasta el nivel, y se compacta de nuevo la capa superior de grava para restablecer una profundidad total de cobertura de grava comprendida entre 600 mm y 650 mm por encima de la parte superior del tubo. Se comienza de nuevo con el ensayo por el procedimiento operatorio indicado en el 7.4.4.1.6. 7.4.4.2 Exposición al agua caliente 7.4.4.2.1 Método A: Ciclo de temperatura (para tubos/accesorios con un diámetro interior medio Dim ≤ 160 mm. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 32/47 7.4.4.2.1.1 Procedimiento. Someter el montaje a un mínimo de 2,500 ciclos de acuerdo con 7.4.4.2.1.2 teniendo en cuenta que durante los primeros 20 ciclos y para todos los ciclos siguientes, la temperatura de la parte superior del tubo registrada por el sensor F, debe ser superior a 303 K (30 °C) en el ciclo de agua caliente e inferior a 303 K (30 °C) en el ciclo de agua fría. Si fuese necesario, esto se puede alcanzar por control de la salida de ventilación. Si durante el ensayo la temperatura del agua desciende por debajo de 356 K (83 °C) ó la carga cae por debajo del mínimo requerido para un cierto número de ciclos, entonces debe añadirse un número de ciclos igual al ensayo. Si durante el ensayo la temperatura del agua se eleva por encima de 360 K (87 °C) ó la carga sobrepasa la especificada para el ensayo, el ensayo puede ser interrumpido a criterio del fabricante. Las temperaturas del agua caliente y del agua fría debe registrarse G1 y M, respectivamente, de forma continua durante el ensayo. 7.4.4.2.1.2 Procedimiento de ciclos. Se utiliza el siguiente programa de ciclos, en el que el enfriamiento puede complementarse con una corriente de aire o una ráfaga de aire en todo momento durante el ciclo con el fin de alcanzar los requisitos del apartado 7.4.4.2.1 para temperaturas medidas por sensor F: a) b) c) d) e) Dejar pasar 35 litros ± 3 litros de agua a 358 K ± 2 K (85 °C ± 2 °C), medidos en el punto de entrada al montaje por el sensor, G1, en un periodo de 90 s a 95 s; Dejar reposar y evacuar durante un periodo de 60 s a 90 s; Dejar pasar al menos 30 l agua entre 5 °C y 22 °C por un tubo rociador situado en el orificio del montaje y que dispone de orificios en su parte superior para dirigir el flujo hacia la parte superior del tubo. El flujo, conjuntamente si fuese necesario con un flujo opcional de aire o el chorro de aire a través del montaje de ensayo, debe ser suficiente para reducir la temperatura de la superficie superior del tubo por debajo de 303 K (30 °C) como se registra por el sensor F. El agua de enfriamiento debe introducirse a través de un tubo de diámetro suficientemente pequeño situado en el agujero dentro del montaje y teniendo perforaciones a lo largo de su parte superior para que el agua incida directamente sobre el sector superior de 120°. Se drena el montaje durante un periodo suficiente para permitir el vaciado total: Después se inicia en el punto a). 7.4.4.2.1.3 Método B: Agua caliente constante (para tubos /accesorios con un diámetro interior medio Dim > 160 mm) Dejar pasar constantemente agua a una temperatura T1, de 323 K ± 2 K (50 °C ± 2 °C), a través del espécimen. La temperatura del agua, T2 medida por el sensor de salida G2 debe ser 323 K ± 2 K (50 °C ± 2 °C), salvo especificación diferente en la norma de referencia. NOTA 12. No se miden las temperaturas de la superficie. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 33/47 A menos que se especifique lo contrario en la norma de referencia, el flujo se mantiene durante 192 h La temperatura de agua caliente debe registrarse en G2, de forma continua durante el ensayo. 7.4.4.3 Evaluación 7.4.4.3.1 Evaluación de la deformación inicial y de hermeticidad, Antes de retirar la fuerza sobre la placa de carga y, salvo si se aplica lo indicado en el 7.4.4.3.3 se procede como sigue: a) Localizar, medir y anotar el diámetro interior vertical, d2, ó la dimensión de referencia en la posición a la que se ha medido d1. Sellar los extremos del tubo, llenar totalmente el montaje con agua a temperatura de 290 K ± 5 (17 °C ± 5 °C) y purgar, aplicar después de un periodo de acondicionamiento de 15 min, una presión hidrostática de 0,35 bar durante 15 min, mientras la presión se monitorea y durante el cual ésta no debe caer por debajo de 0,3 bar b) La desviación vertical puede medirse de forma continua, durante el ensayo. 7.4.4.3.2 Control de deformación de las líneas de soldadura y fisura, después del ensayo de estanquidad y dentro de las 24 h después de haber retirado la carga, y a menos que deba tenerse en cuenta lo indicado en 7.4.4.3.3 se mide las deformaciones locales de la probeta como sigue: a) Medir la regularidad del fondo del espécimen por la parte exterior de la misma, en la dirección de su eje longitudinal, situando el borde de la regla contra el fondo del especimen, sin contacto con las protuberancias de su estructura, y midiendo la separación mayor entre la regla y el fondo del espécimen. Medir las desviaciones en el radio de curvatura del especimen con un galga en forma de cilindro de al menos, 2 mm de espesor, de modo que el eje de la galga este alineado con el eje longitudinal del especimen y con la parte convexa de la galga girada en la dirección del perímetro a lo largo del especimen sometida al flujo de agua. Vaciar, volver a cubrir y a desmontar el especimen e inspeccionar los componentes para detectar a simple vista cualquier daño. Si se detecta cualquier abertura en la zona de la línea de soldadura, abrir rompiendo dicha abertura y a continuación medir la profundidad de la fisura en el punto en que ésta sea más profunda, inducida por la exposición al agua caliente. Anotar las observaciones y la(s) profundidades de las fisuras en caso de que existan. b) c) 7.4.4.3.3 Medición alterna de deflexión, los puntos 7.4.4.3.1 a), 7.4.4.3.2 a) y b), pueden ser remplazados por el siguiente procedimiento. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 34/47 Se determina si el montaje de ensayo es capaz de permitir el paso de una bola dura, donde se da el diámetro DB mediante la siguiente ecuación: DB d1 x (12) donde: x es el diámetro interior vertical, medido antes de la aplicación de la carga y la exposición al agua caliente (véase 7.4.4.1.4) en mm. es el porcentaje de d1, especificado en la tabla 1 de esta norma 7.4.5 Cálculo y expresión de resultados d1 Se calcula la deformación, λ, como un porcentaje de variación del diámetro interior, utilizando la siguiente ecuación: d1 d 2 x 100 d1 (13) donde: d1 d2 7.4.6 es el diámetro interior vertical medido antes de la aplicación de la carga y la exposición al agua caliente (véase 7.4.4.1.4). es el diámetro vertical interior medido, después de la aplicación de la carga y la exposición al agua caliente en la posición donde d1 fue medido (véase 7.4.4.3.1). Informe del ensayo El informe del ensayo debe contener la siguiente información: - Referencia a esta norma, La identificación del accesorio y/o tubo sometido al ensayo, incluyendo su tamaño nominal, La fuerza F, aplicada a través del plato de carga en kN, El método utilizado, es decir método A (véase 7.4.4.2.1) ó método B (véase 7.4.4.2.1.3), La temperatura del agua caliente T1, Para el método A, el numero de ciclos de agua caliente y fría aplicados, o para el método B, el tiempo total de circulación del agua caliente en el espécimen, El diámetro interior inicial, d1, Cuando sea aplicable, cualquiera de los 3 puntos 1), 2) y 3) ó el punto 4) como sigue: 1. el diámetro interior d2, del especimen después de los ciclos de agua (método A) ó el paso de agua caliente método B (ver punto a) del 7.4.4.3.1 y; Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 35/47 2. la desviación de la regularidad del fondo (ver punto a) del 7.4.4.3.2 3. el radio del fondo (ver punto b) del 7.4.4.3.2; ó 4. El diámetro de la bola DB, y si puede o no pasar a través del espécimen (véase 7.4.4.3.3); La deformación λ, del espécimen después del ciclo de agua (método A) ó el paso de agua caliente (método B), Cualquier abertura de la línea de soldadura (ver punto c) del 7.4.4.3.2. En que etapas durante el ensayo se ha observado cualquier fuga en el espécimen, Una descripción de cualquier efecto visible del ensayo sobre los especimenes, Cualquier factor que pueda haber afectado a los resultados, así como cualquier incidente o detalle de operación, no especificados en esta norma, Fecha del ensayo, y Nombre del analista. NOTA 13. En caso de falla de energía eléctrica, compensar el tiempo o la cantidad de ciclos faltantes ocasionados por dicha falla. 8 MARCADO 8.1 En el tubo El marcado de los tubos debe hacerse con caracteres legibles e indelebles, a intervalos no mayores de 2,0 m y debe incluir como mínimo lo siguiente: ‐ ‐ ‐ ‐ ‐ ‐ ‐ - Nombre, razón social, marca registrada o símbolo del fabricante. Material del que está fabricado el tubo (PE). Diámetro nominal (Dn) Rigidez (kPa) o SN. Uso “ALCANTARILLADO SANITARIO” Referencia a esta norma mexicana Fecha de fabricación (día/mes/año) ó (año/mes/día). Símbolo o leyenda “Hecho en México” o país de origen. Marca de conformidad cuando así se autorice. Nombre o identificación de la planta en la cuál se fabricó el tubo (cuando haya más de una) 8.2 En la etiqueta Cuando toda la información del marcado no se pueda poner en la pared del tubo, la información faltante deberá ponerse en una etiqueta y en idioma español. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 36/47 9 BIBLIOGRAFÍA NOM‐001‐CONAGUA‐2011 Sistemas de agua potable, toma domiciliaria y alcantarillado sanitario – Hermeticidad – Especificaciones y método de prueba. NOM‐008‐SCFI‐2002 Sistema general de unidades de medida. ASTM D 2990 ‐ 09 Standard Test Methods for Tensile, Compressive, and Flexural Creep and Creep Rupture of Plastics. ASTM D 3350 ‐ 10a Standard Specification for Polyethylene Plastics Pipe and Fittings Materials. ASTM D 3212 ‐ 07 Standard Specification for Joints for Drain and Sewer Plastic Pipes Using Flexible Elastomeric Seals. ASTM D 4603 ‐ 03 Standard Test Method for Determining Inherent Viscosity of Poly(Ethylene Terephthalate) (PET) by Glass Capillary Viscometer ASTM D 6992 ‐ 03(2009) Standard Test Method for Accelerated Tensile Creep and Creep Rupture of Geosynthetic Materials Based on Time Temperature Superposition Using the Stepped Isothermal Method ASTM F 894‐06 Standard specification for polyethylene (PE) large diameter profile wall sewer and drain pipe. ASTM F 2136‐08 Standard Test Method for Notched, Constant Ligament‐Stress (NCLS) Test to Determine Slow‐Crack‐ Growth Resistance of HDPE Resins or HDPE Corrugated Pipe. ASTM F 2762 ‐ 11 Standard Specification for 12 to 30 in. [300 to 750 mm] Annular Corrugated Profile Wall Polyethylene (PE) Pipe and Fittings for Sanitary Sewer Applications. ASTM F 2763 ‐ 11 Standard Specification for 30 to 60 in. [750 to 1500 mm] Triple Profile Wall Polyethylene (PE) Pipe and Fittings for Sanitary Sewer Applications ASTM F 2947‐12 Standard Specification for 150 to 1500 mm [6 to 60 in.] Annular Corrugated Profile‐Wall Polyethylene (PE) Pipe and Fittings for Sanitary Sewer Applications. ISO 21138‐1‐ 2007 Plastics piping systems for non‐pressure underground drainage and sewerage ‐ Structured‐wall piping systems of unplasticized poly(vinyl Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 37/47 chloride) (PVC‐U), polypropylene (PP) and polyethylene (PE) ‐ Part 1: Material specifications and performance criteria for pipe, fittings and system. ISO 21138‐2‐ 2007 Plastics piping systems for non‐pressure underground drainage and sewerage ‐ Structured‐wall piping systems of unplasticized poly(vinyl chloride) (PVC‐U), polypropylene (PP) and polyethylene (PE) ‐ Part 2: Pipe and fittings with smooth external surface, Type A. ISO 21138‐3‐ 2007 Plastics piping systems for non‐pressure underground drainage and sewerage ‐ Structured‐wall piping systems of unplasticized poly(vinyl chloride) (PVC‐U), polypropylene (PP) and polyethylene (PE) ‐ Part 3: Pipes and fittings with non‐smooth external surface, Type B. ISO 1167‐1:2006 Thermoplastics pipes, fittings and assemblies for the conveyance of fluids — Determination of the resistance to internal pressure — Part 1: General method. ISO 1167‐2:2006 Thermoplastics pipes, fittings and assemblies for the conveyance of fluids — Determination of the resistance to internal pressure — Part 2: Preparation of pipe test pieces. ISO 580:2005 Plastics piping and ducting systems — Injection‐moulded thermoplastics fittings — Methods for visually assessing the effects of heating. IS0 9969: 1994 Thermoplastics pipes ‐ Determination of ring stiffness. ISO 13967:1998 Thermoplastics fittings — Determination of ring stiffness. ISO 9967‐ 2007 Thermoplastics pipes — Determination of creep ratio. ISO 11173:1994 Thermoplastics pipes ‐ Determination of resistance to external blows – Staircase method. ISO 12091‐1995 Structured‐wall thermoplastics pipes ‐Oven test. EN 13476‐1:2007 Sistemas de canalización en materiales plásticos para evacuación y saneamiento enterrados sin presión. Sistemas de canalización de pared estructurada de poli(cloruro de vinilo)no plastificado (PVC‐U) , polipropileno (PP) y polietileno (PE). Parte 1 Requisitos generales y características de funcionamiento. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 38/47 EN 1277‐2004 Sistemas de canalización de materiales plásticos. Sistemas de canalización termoplásticos para aplicaciones enterradas sin presión. Método de ensayo de estanquidad de las uniones con junta de estanquidad elastomerica. UNE‐EN‐1437‐2003 Sistemas de canalización en materiales plásticos. Sistemas de canalización enterrados para evacuación y saneamiento. Método de ensayo para la resistencia al ciclo combinado de temperatura y carga Externa. 10 CONCORDANCIA CON NORMAS INTERNACIONALES Esta norma coincide básicamente con las Normas Internacionales ISO 580:2005 “Plastics piping and ducting systems ‐ Injection‐moulded thermoplastics fittings ‐ Methods for visually assessing the effects of heating”, ISO 9967:2007 “Thermoplastics pipes ‐ Determination of creep ratio” e ISO 21138‐3‐ 2007 “Plastics piping systems for non‐pressure underground drainage and sewerage ‐ Structured‐wall piping systems of unplasticized poly(vinyl chloride) (PVC‐U), polypropylene (PP) and polyethylene (PE) ‐ Part 3: Pipes and fittings with non‐smooth external surface, Type B” y difiere en los siguientes puntos: a) La norma mexicana establece las especificaciones para los tubos de polietileno de alta densidad (PEAD), de pared corrugada anularmente con junta hermética de material elastomérico, con perfil abierto, incorporando especificaciones y métodos de ensayos que garanticen el desempeño durante su uso y dar cumplimiento a los requerimientos de la norma oficial mexicana NOM‐001‐CONAGUA‐2011 “Sistemas de agua potable, toma domiciliaria y alcantarillado sanitario – Hermeticidad – Especificaciones y método de prueba”; mientras que la norma internacional ISO 21138‐3‐2007 establece especificaciones y métodos de ensayo para tubos y conexiones de otros materiales como son el polipropileno (PP) y poli (cloruro de vinilo) (PVC‐U) (Cláusulas: 4.2, 4.3, 4.7, 4.8, 7.2, 8.1, 8.2, Anexo A‐ G). b) La norma mexicana coincide con la norma internacional ISO 21138‐3‐2007 en lo referente a la designación de la construcción de la pared de los tubos, los parámetros de ensayo de aplastamiento, resistencia a la deformación bajo carga (Rigidez de tubos), hermeticidad, prueba de horneado y la resistencia a la deflexión (aplastamiento) en cuanto a procedimiento del método y difiereen la tabla 1 y en la celda de clasificación de la materia prima especificada en la tabla 6 de esta norma mexicana, derivado a que comercialmente los fabricantes de materia prima nacionales y extranjeros, especifican la materia prima a través de celdas de clasificación en sus fichas técnicas, así como en notas aclaratorias que se utilizan en la norma mexicana para mayor entendimiento. c) La norma mexicana no considero la inclusión del enciso e) del punto 9.1.2 de la norma internacional ISO 21138‐3‐2007 toda vez que para el ensayo de aplastamiento no se requiere medir una fuerza de acuerdo a lo establecido en la tabla 2 de la norma mexicana. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 39/47 d) La norma mexicana adoptó de las normas internacionales ISO 580:2005 e ISO 9967:2007 lo referente a aparatos, preparación de los especímenes, acondicionamiento, procedimiento y el informe del ensayo, difiere en aquellos capítulos que no consideran lo antes mencionado. e) Se remplazan las referencias a las Normas Internacionales por las Normas Mexicanas correspondientes, lo anterior con objeto de que las referencias estén adecuadas a las condiciones de operación del sistema nacional y cumplir con lo que se indica en el artículo 42 del Reglamento de la Ley Federal sobre Metrología y Normalización. APENDICE A. Rigidez nominal de los tubos (Informativo) SN 2 3 4 5 6 7 8 16 TABLA 1A kPa (psi) 103,42 (15) 155,13 (22,5) 206,84 (30,0) 258,55 (37,5) 310,26 (45,0) 361,97 (52,5) 412,99 (59,9) 825,98 (119,9) Ejemplo del cálculo: SN = 1 kN/m2 S = (0,0186+(0,025)0,03) F/Ly 1 kN/m2 = (0,0186+0,025)0,03)) *F/Ly 1 kN/m2 = (0,01935) F/Ly F/Ly = 1 kN/m2 / 0,01935 F/Ly = 51,678 kN/m2 F/Ly = 51,678 kN/m2 *0,145 psi/(kN/m2) SN = 1 kN/m2 = 51,678 kPa APENDICE B. Cedencia en el material termoplástico (Informativo) B.1 Los tubos de plástico sujetos a una carga constante serán deflectados cuando se instalan en obra con una deflexión inicial que puede ser calculada empleando la rigidez del tubo. Esta rigidez, expresada como S, puede ser determinada, en kilonewtons por metro cuadrado, empleando el método ensayo descrito en la norma mexicana NMX‐E‐208‐CNCP (Véase 2 Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 40/47 Referencias), los parámetros del ensayo de rigidez establecidos en la tabla 2 y la ecuación (B.1): y F S 0 ,0 1 8 6 0 ,0 2 5 d i L y (B.1) donde: F L y es la fuerza necesaria para obtener la deflexión (requerida), en kilonewtons; es la longitud del anillo ensayo, en metros; es la deflexión del anillo, en metros. La rigidez del anillo del tubo de sección constante también puede ser calculada empleando las propiedades del material y los factores geométricos de la ecuación (B.2): SEI3 D (B.2) donde: E I D es el módulo de elasticidad del material; es el momento de inercia; es el diámetro medio del anillo de ensayo. Los tubos de plástico sujetos a una carga constante en un ensayo de laboratorio mostraran, además de su deflexión inicial, un incremento de deflexión con el tiempo. Esto es causado por las cedencia del material. B.2 Los materiales plásticos a escala molecular pueden ser considerados que están construidos por un gran número de largas cadenas. Cuando la fuerza aplicada en el material, las cadenas mismas se deforman inmediatamente, proporcionando la deflexión inicial. Cuando el material es sujeto a una carga constante, las cadenas bajo la influencia de esa fuerza se moverán en relación con cada una, causando una cedencia: deformación continuamente creciente. La estructura de la cadena no cambia; por lo tanto, el material todavía mostrará la misma reacción inmediata cuando, durante la aplicación de una fuerza constante, se incremente la carga. B.3 Para propósitos de diseño es necesario conocer la deflexión del tubo directamente después de su instalación y en un largo plazo. Un estimado de la deflexión inicial puede ser obtenida empleando la rigidez, S , del tubo. NOTA 14. En la práctica puede emplearse la rigidez nominal, Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 S n . Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 41/47 Una vaga indicación de la deflexión a largo plazo (teórica) bajo carga constante fue originalmente calculada empleando la rigidez específica de la terminal tangencial (STES) del tubo, tomando en consideración el comportamiento de los materiales que rodeaban al tubo. El STES era la rigidez a largo plazo, obtenida por la sustitución en lugar del módulo de elasticidad del material (Ecuación (B.2)) el módulo de cedencia [módulo aparente], es decir, el módulo inicial del material dividido entre la relación de cedencia, , es decir: STES S (B.3) Éste enfoque puede dar surgimiento a la interpretación de que el módulo de elasticidad se reducirá con el tiempo, causando una confusión y una opinión negativa de la idoneidad de los plásticos para tubos enterrados. Para evitar confusiones, el método preferido para el cálculo es emplear la relación de cedencia, , calculada empleando la ecuación (B.4) Y 2 0 ,0 1 8 6 0 ,0 2 5 y 0 0 ,0 1 8 6 0 ,0 2 5 y0 d i y2 d i (B.4) APENDICE C. Requisitos recomendados para la resistencia al ciclo combinado (Informativo) Con el interés de racionalizar el establecimiento de requisitos mediante normas de sistemas, se recomienda que, si es posible, se aplican las siguientes especificaciones: C.1 La deformación vertical máxima al finalizar el ensayo pero antes que la fuerza se haya retirado (véase 7.4.4.3.1), debe ser ≤ 9 % para los productos de polietileno. C.2 El ensayo de estanqueidad como se especifica en el inciso b) del punto 7.4.4.3.1 no debe producir fuga. C.3 Cuando se determine según el inciso a) del punto 7.4.4.3.2, la desviación de regularidad en el fondo causada por el ensayo debe ser, como máximo, de 3 mm (véase punto f). C.4 Cuando se determine según el inciso a) del punto 7.4.4.3.2, el radio en el fondo debe ser, al menos, del 80 % del radio original (véase punto f). C.5 Cuando se determine según el inciso a) del punto 7.4.4.3.2, cualquier abertura de la línea de soldadura debe ser ≤ 20 % del espesor de pared en ese punto. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXIICANA NM MX-E-241-CNCP P-2013 42/47 C C.6 Los incisos a), c) y d) pueden L p ser remplazado os por el paaso de una bola dura, como se e especifica en n el punto 7..4.4.3.3. En ese e caso, la bola b debe passar fácilmen nte por el mo ontaje de e ensayo. APENDIC CE D. Métod do de ensayo o de tensión n constante de d ligamenttos (NCLS) para p determ minar la resisten ncia a la pro opagación leenta de griettas de las ressinas de PEA AD (In nformativo) D D.1 R Resumen Este método E o consiste en n someter un n espécimen de ensayo con c forma dee campana y con ranuraas (véase f figura 1D), a una tensió ón constantee de ligameentos en presencia de un n reactivo químico q activo en la s superficie a una temperatura elevad da. D D.2 R Reactivos y materiales m El reactivo químico E q para a la tensión de agrietam miento debe consistir c en 10 1 % en volu umen de non nilfenoxi p poli(etileneo oxi) etanol y 90 % de agua des‐ionizada. El nivel de laa solución debe ser veerificado diariamentee y el nivel del d baño debee mantenersse constante con agua dees‐ionizada. D D.3 A Aparatos y/o o instrumentos D D.3.1 un dado ad Dado para troquelado, D t decuado paara cortar lo os especímen nes de ensaayo. Los d dados permiitidos son: el dado tipo L, con orificcios perforad dos o ranuraados en las áreas de las pestañas; un dado con las dimenssiones y las tolerancias especificada e as en la figurra 2D. Publicación de la Declaratoria de Vigencia o Oficial de la Federación: F en el Diario 21 de Junio de 20 013 Derecho resservados CNC CP 2013 Cancela a la a Norma Mexica ana: NMX-E-2 241-CNCP-2009 9 NORMA MEXIICANA NM MX-E-241-CNCP P-2013 43/47 Vissta frontal del espécimeen ranurado A T a x W Vissta lateral deel espécimen n ranurado FIIGURA 1D. Posición dee ranurado Estass figuras son n únicamentte ilustrativaas FIIGURA 2D. Geometría del espécim men ‐ Dimen nsiones del espécimen e d ensayo de Estta figura es únicamente ú ilustrativa NOTA 15. Las dimensio L ones tienen una u tolerancia de ± 127 mm m (0.005 pu ulg), con exccepción del ancho a del e espécimen, qu ue tiene una tolerancia t de ± 0,025 mm (0.001 pulg). D D.3.2 Aparato para el ensayo de tensión de agrietam A miento, una máquina co on palanca de d carga, c con una rela ación de braazo de palan nca de 2:1 a 5:1. De maanera altern nativa, la ten nsión de Publicación de la Declaratoria de Vigencia o Oficial de la Federación: F en el Diario 21 de Junio de 20 013 Derecho resservados CNC CP 2013 Cancela a la a Norma Mexica ana: NMX-E-2 241-CNCP-2009 9 NORMA MEXICANA NMX-E-241-CNCP-2013 44/47 carga puede aplicarse directamente si se utilizan pesos muertos o cualquier otro método para producir una tensión de ligamentos constante. Determinar la compensación de carga nula y la relación de brazo de palanca para cada instalación del ensayo, utilizando una fuerza estandarizada. La carga sobre el espécimen debe tener una precisión del 0,5 % de la carga calculada o aplicada. La temperatura de la solución del baño debe ser establecida a 323 K ± 2 K (50 °C ± 1 °C). D.3.3 Dispositivo de ranurado. La profundidad de la ranura es una variable importante que debe ser controlada. El punto D.4.1.2 describe el procedimiento de ranurado y el tipo de aparato a utilizar. El espesor aproximado de la hoja de corte debe ser de 0,2 mm a 0,3 mm. D.3.4 Micrómetro, capazde medir hasta ± 0,025 mm (± 0,001 pulg). D.3.5 Microscopio, equipado con un micrómetro o un dispositivo equivalente capaz de medir de manera precisa la profundidad de la ranura. Prensa de moldeado por compresión y seguimiento adecuado del moldeo por compresión de los especímenes. D.3.6 D.3.7 Balines de metal, para los tubos de pesos. D.3.8 Balanza electrónica, con capacidad para medir hasta ± 0,1 g. D.3.9 Cronómetro, con capacidad para registrar el tiempo de falla lo más cercano a ± 0,1 h. D.4 Procedimiento D.4.1 Preparación del espécimen D.4.1.1 Muestras granuladas (resina virgen) para moldeado por compresión o tubo triturado en hojuelas de 1,9 mm (0,075 pulg), excepto aquellos gránulos que no vayan a ser sometidos al molino de rodillos antes del moldeado por compresión. La velocidad de enfriamiento debe ser 288 K ± 2 C (15 °C ± 2 °C) por minuto. Si se desea, 15,0 mm (0,6 pulg) de la hoja pueden ser recortadas de cada lado, para evitar cualquier efecto ocasionado por los bordes. Debido a que los tubos tienen una orientación inducida por la extrusión, que puede afectar de manera significativa los resultados del ensayo, es necesario suprimir el efecto de orientación mediante el moldeado en forma de placa. Triturar y poner en un molde una muestra de tubo de acuerdo al siguiente procedimiento. Cortar secciones de 25,0 mm (1 pulg) de ancho a lo largo del eje longitudinal del tubo. Para utilizar de forma aleatoria las orientaciones, corte dichas secciones en piezas más pequeñas hasta obtener 0,5 kg de material. Estas secciones representan una muestra completa de la sección transversal desde el interior hasta el exterior de las muestras de tubo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 45/47 D.4.1.2 Empleando un dado, cortar el espécimen de ensayo desde las láminas y haga perforaciones en la muestra como se indica en la figura 1D. D.4.1.3 Las tolerancias en las áreas del espécimen son las siguientes: Largo Ancho Espesor 60,00 mm ± 0,25 mm (2,36 pulg ± 0,01 pulg) 3,20 mm ± 0,02 mm (0,125 pulg ± 0,001 pulg) 1,90 mm ± 0,08 mm (0,075 pulg ± 0,003 pulg) D.4.2 Ranurado D.4.2.1 Realizar el ranurado de los especímenes cruzando el centro a 3,20 mm (0,125 pulg) de ancho y 12,7 mm (0,500 pulg) de largo de la sección reducida como se indica en las figuras 1 y 2. Cortar la ranura de manera perpendicular al plano definido por el largo y ancho del espécimen y alinear en un ángulo recto con la dirección de la aplicación de la carga. Cortar la ranura a una velocidad máxima de 2,5 mm/min (0,1 pulg/min) a una profundidad de: a 0, 20 x T (1) donde: a T es la profundidad de la ranura, y es el espesor medido del espécimen La profundidad de la ranura debe controlarse a ± 0,025 mm (± 0,001 pulg) mediante una medición con microscopio. D.4.2.2 Ninguna navaja debe ser utilizada en más de diez especímenes de ensayo. D.4.3 Cálculo de la carga para el ensayo D.4.3.1 Para cada espécimen, medir el ancho de la sección reducida (W), el espesor (T) y la profundidad de la ranura (a) lo mas cercano a 0,025 mm (0,001 pulg) mediante un micrómetro y un microscopio o determine el ancho (W) con un micrómetro y determinar de manera directa el espesor del ligamento con un microscopio lo mas cercano a 0,00254 mm (0,0001 pulg). En el último caso, sustituir el espesor del ligamento en pulgadas para el término (T‐a) en la ecuación 2. D.4.3.2 En cada punto de carga, determinar el peso que debe ser suspendido en el brazo de palanca para producir de manera directa la tensión de ligamento requerida mediante la instalación de una celda de carga calibrada en la posición del siguiente espécimen de ensayo y preparar el peso necesario con una precisión suficiente para que la tensión de ligamento no varíe en mas de ± 0,5 %. La lectura apropiada de la celda de carga es la siguiente: Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 46/47 Lectura de la celda de carga requerida en lb (gramos) = (T‐a) W S (2) P es el peso necesario para ser aplicado a la palanca en la unidad de carga para producir la lectura de celda de carga requerida tal como se mide de manera directa mediante la celda de carga, donde: P W A T S es medido directamente mediante la adición de peso, tanto como se requiera, en cada unidad de carga mientras que la celda de carga se encuentre en su lugar, es el ancho de la sección transversal del espécimen de ensayo. es la profundidad de la ranura medida de acuerdo con D.4.3.1, es el espesor del espécimen de ensayo, y es la tensión de ligamento especificada, MPa (psi). D.4.3.3 Cada peso de prueba a ser determinado debe ser etiquetado (o correlacionado con cada posición de prueba) y aplicado al brazo de palanca apropiadamente sobre el aparato de ensayo. NOTA 16. S = la tensión de ligamento especificada. Es la tensión en la posición de la ranura en cada espécimen de ensayo durante la ensayo. Debe ser expresada en porciento (%) del límite de elasticidad de referencia de 4000 psi (27,5 MPa). La tensión de ligamento especificada es seleccionada en un nivel lo suficientemente alto para proporcionar una diferencia entre materiales que presenten una resistencia de tensión de agrietamiento aceptable y aquellos que no, en un período de tiempo de prueba razonable. El límite de elasticidad de referencia de 4000 psi ha sido seleccionado para todas las resinas que cumplan con la especificación de densidades de 0,945 ‐ 0,955 g/cm3. Este valor es cercano a los niveles reales del límite elástico de materiales de PE que representan el límite superior de este rango de densidades. D.4.4 D.4.4.1 D.4.4.2 D.4.4.3 Método de ensayo NCLS Mantener la temperatura del baño a 323 K ± 2 K (50 °C ± 1 °C). Ensayar 5 especímenes con un solo nivel de tensión de ligamentos. Determinar el peso que debe ser colocado en cada espécimen y cargar los tubos de peso con balines. No sujetar los tubos al brazo de palanca. Sujetar los especímenes a los marcos de carga. Tenga cuidado de no doblar la muestra para que la ranura no se propague. Sumergir la muestra en el baño y acondiciónela por 30 min. Poner el cronómetro en ceros para cada espécimen. Verificar que el peso sea el correcto para el espécimen particular y conectar cuidadosamente el tubo de peso al brazo de palanca apropiado para la muestra. Aplicar el peso de manera gradual dentro de un período de 5 s a 10 s sin aplicar ningún impacto en la muestra. Accionar el cronómetro de manera inmediata después de la carga. Registrar el tiempo de falla para cada espécimen lo más cercano a 0,1 h. D.4.4.4 D.4.4.5 D.4.4.6 D.4.4.7 D.4.4.8 Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009 NORMA MEXICANA NMX-E-241-CNCP-2013 47/47 D.5 Informe del ensayo El informe del ensayo debe contener como mínimo la siguiente información: - Todos los detalles para la identificación del material probado (densidad, índice de fluidez, lote y así sucesivamente). Referencia a este método de ensayo. La carga colocada en cada nivel según la ecuación 2 y la dimensión de la sección transversal de cada espécimen. La tensión de ligamento (en MPa o psi) basada en el área de la sección transversal del espécimen. La temperatura de ensayo. Si aplica, la extrusora o el molde del cual provienen los especímenes de ensayo. El tiempo de falla de cada uno de los 5 especímenes y el promedio aritmético de cada conjunto de especímenes de las cinco muestras. El promedio aritmético debe ser reportado como el valor NCLS de la resina o tubo de ensayo. Publicación de la Declaratoria de Vigencia en el Diario Oficial de la Federación: 21 de Junio de 2013 Derecho reservados CNCP 2013 Cancela a la Norma Mexicana: NMX-E-241-CNCP-2009