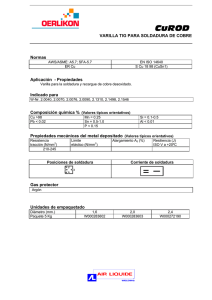
TAREA Nº 01
SOLDADURA A TOPE
EN POSICIÓN PLANA
4
5
º
5
4
1
º
5
4
º
9
1
150
9
150
= 45º a 70º
según la penetración
Preparación de
las juntas
e
E
e = E/2
después del
punteado
Nº
01
02
03
04
05
06
07
01
r
o
s
e
p
s
E
a
l
i
u
q
o
B
e n
r
i
b ó
c
ma
a
l tr
a o
l p
e a
d e
d
e
d
n
ó
i
c
a
r
a
p
e
S
0,5
1
1
2
2
1,5
3
2
2
3
3
30E
3
4
3
30E
Sin
puntos
o 30E
ORDEN DE EJECUCIÓN
HERRAMIENTAS / INSTRUMENTOS
Prepare el equipo de soldadura
Prepare el material base
Encienda el soplete
Apuntale el material base
Posicione el material base
Suelde
Limpie los cordones
03
PLATINA
PZA. CANT. DENOMINACIÓN
s
to
n
u
p
s
lo
AWS
- Lentes oscuros
- Guantes
- Equipo de soldadura oxi
- Pica escoria
- Escobilla de fierro
- Martillo
- Limpiador de boquillas
- Tenazas
3 , 2 x 19 x 150
NORMA / DIMENSIONES
SOLDADURA A TOPE EN POSICIÓN PLANA
CONSTRUCCIONES METÁLICAS
ST 37
MATERIAL
HT
POSICIÓN 1G
OBSERVACIONES
01
TIEMPO: 32 Hrs.
ESCALA: 1 : 1
REF. SEM 8-9
HOJA: 01
2003
SOLDADURA A TOPE EN POSICIÓN PLANA
Es una operación manual que consiste en soldar juntas a tope en posición plana, utilizando
un equipo para soldadura oxiacetilénica y material de aporte adecuado para el material base
a soldar.
Esta operación la ejecuta el soldador para
soldar planchas delgadas hasta un espesor
máximo de 1/8".
PROCESO DE EJECUCIÓN
1º PASO : Prepare el equipo de soldadura.
a) Verificar conexiones en cilindros, manómetros, mangueras y
soplete.
B
b)Abrir la válvula de la botella de
oxígeno. (Fig. 1-B)
C
c)Ajustar la presión de oxígeno a
20 psi. (Fig. 1-C), por medio
del regulador.
d)Abrir la válvula de la botella de
acetileno. (Fig. 2-D)
Fig. 1
D
e)Ajustar la presión del acetileno
a 5 psi.
(Fig. 2-E). Esta presión depende
del soplete que se use.
E
2º PASO : Prepare el material base.
Fig. 2
a) Lime las aristas cortantes del
material a soldar.
b) Enderece el material base
torcido.
C) Limpie el material base que
contenga aceites, grasas u
óxidos. (Fig. 3)
Fig. 3
3º PASO : Encienda el soplete.
a) Abrir un poco la válvula del
acetileno del soplete. (Fig. 4-A)
A
Generalmente, suele estar
pintado de rojo.
Fig. 4
Esperar hasta que se note el
olor del acetileno.
b) Abrir un poco la válvula de
oxígeno del soplete. (Fig. 5-B)
Esta, generalmente suele estar
pintada de azul.
B
Fig. 5
PRECAUCIÓN
NO TOCAR MAS LA VÁLVULA
DEL OXÍGENO DEL SOPLETE.
C
c) Encienda el soplete y regule la
llama . (Fig.6).
PRECAUCIÓN
PONERSE LAS GAFAS DE
SOLDAR.
Fig. 6
d) Regule la llama logrando una
llama neutra.
Durante la soldadura la llama se
reajusta solo con esta válvula, si
ello es necesario. (Fig.7).
Fig. 7
MECÁNICO DE CONSTRUCCIONES METÁLICAS
6
REF. H.O.01 CM 2/4
4º PASO: Apuntale el material base.
a) Apuntale el material base
dejando una luz en la raíz de
1/8" aprox.
OBSERVACIÓN
Colocar dos planchas de 100 x
50 x 3 mm sobre la mesa,
dejando 3 mm de separación
entre ellas. Elegir la boquilla
adecuada y ajustar la presión
del acetileno de acuerdo con
ella.
Fig. 8
b) Apuntale desde los extremos
y en la parte central, y según
sea la longitud a soldar los
puntos deben de ser de 1/2"
de longitud y 6" de separación
entre punto y punto. (Fig. 8)
45º
5º PASO: Posicione el material base.
a) Coloque la pieza o material
base en posición plana.
45º
6º PASO: Suelde.
a) S uel d e co n e l sopl e t e
colocando la boquilla y el
material de aporte en una
inclinación de 45º. (Fig. 9)
Fig. 9
OBSERVACIÓN
Pegar las planchas dando un
punto de soldadura en el
extremo izquierdo.
b) Suelde las planchas de
derecha a izquierda.
7º PASO: Limpie los cordones.
a) Utilizar escobilla de fierro.
(Fig. 10)
MECÁNICO DE CONSTRUCCIONES METÁLICAS
Fig. 10
7
REF. H.O.01 CM 3/4
PRECAUCIÓN
1) Para verificar posibles fugas en las conexiones del equipo oxiacetilénico utilizar agua
jabonosa.
2) Después de soldar; para apagar la
llama en el soplete, cierre primerola
del oxígeno. (O2)
3) Al abrir las válvulas de los cilindros no
se coloque en f rente de los
manómetros, el tornillo ajustador
puede salir disparado por exceso de
presión.
4) Asegurar las botellas contra caídas, las
botellas de acetileno no deben
colocarse en posición horizontal.
(Fig. 11)
Las botellas de gas se han de proteger
contra los calentamientos intensos y
contra las heladas. Las botellas de
oxígeno se han de mantener limpias de
aceite y grasa.
5) Si hay escape de gas combustible se
forman mezclas gaseosas explosivas.
Cuando se esté soldando hay que
cuidar de que haya siempre buena
renovación de aire fresco.
Brida
Cadena
Mangueras
Fijación a la pared
Fig. 11 Botellas de gas protegidas contra caídas
Protección
lateral
Cristales protectores normalizados
Fig. 12 Gafas de Soldador
6)Ponerse las gafas protectoras normalizadas. Deben tener protección lateral para evitar
que puedan saltar a los ojos partículas de escoria. (Fig.12)
7)Deben usarse zapatos de seguridad, ropa de trabajo difícilmente inflamable y guantes
protectores.
8)Deben procurarse la colocación de pantallas en la zona de soldadura para proteger a
otras personas de las salpicaduras y de las radiaciones.
9)Debe vigilarse la zona de soldadura para que no haya en ella ni en sus alrededores
objetos inflamables (vigas de madera), si los hay deben protegerse o retirarlos.
10)Tener dispuestos aparatos extintores por si hacen falta.
VOCABULARIO TÉCNICO
CHISPERO: Herramienta utilizada para iniciar chispas.
MATERIALES DE APORTE
Las propiedades del metal de soldadura deben ser muy parecidas a las del metal base. Para
ello, se fabrican varillas de soldadura con diversa composición química para soldar muchos
materiales ferrosos y no ferrosos. Obviamente, es importante escoger el metal de aporte
correcto.
El proceso de soldadura mismo influye sobre la composición del metal de aporte,
ya queciertos elementos se pierden durante la soldadura. Hay metales de aporte para
soldar casi todos los materiales bases comunes. Los diámetros estándar de las varillas varían
entre 1.6 y10 mm (1/16 y 3/8 pulg.) y sus longitudes estándar son 610 y 914 mm (24 y 36 pulg).
La composición química del metal de aporte debe estar dentro de los límites especificados
para el material de que se trate. Hay muchos metales de aporte patentados en el mercado
que se recomiendan para aplicaciones específicas. El metal de aporte debe estar libre de
porosidad, caños, inclusiones no metálicas y cualquier otro material extraño; además, debe
depositarse con uniformidad.
Al producir las varillas de soldadura se tienen en cuenta los cambios que ocurren durante la
soldadura, de modo que el metal depositado tenga la composición química correcta. Los
depósitos deben hacerse con un metal de aporte que fluya libremente y se une fácilmente al
metal base para producir soldaduras íntegras y limpias.
En trabajos de mantenimiento o reparación no siempre es necesario que la composición de la
varilla de soldadura coincida con la del metal base. Se puede hacer una varilla de acero de
resistencia mecánica nominal para reparar piezas fabricadas con acero de aleación y que se
han roto debido a una sobrecarga o un accidente. No obstante, debe procurarse que el metal
se aporte coincida con el metal base.
Si es necesario aplicar tratamiento térmico a una pieza después de soldarla, es posible añadir
carbono a un depósito de acero dulce utilizando con medida una flama carburizante, aunque
siempre es preferible emplear una varilla de soldadura de acero de baja aleación.
El comité de la AWS encargado de los metales de aporte ha preparado varias
especificaciones y muchos de los metales de aporte para soldadura con gas oxicombustible
se ajustan a ellas.
Las varillas de soldadura para acero se listan en ANSI/AWS A5.2, especificación para varillas
de acero al carbono y de baja aleación para soldadura con gas oxicombustible. Las varillas se
clasifican con base en su resistencia mecánica, y la que más comúnmente se usa es RG60
(con resistencia a la tensión mínima de 60 Ksi [414 Mpa]), que tiene propiedades compatibles
con la mayor parte de los aceros de bajo carbono.
Para la soldadura con gas oxicombustible y el latonado de hierro colocado se usan varillas de
soldadura tanto de hierro colado como a base de cobre. Consúltese ANSI/AWS A5.15,
Especificación de electrodos y varillas para soldadura de hierro colado.
Estos metales de aporte se clasifican con base en su composición química.
FORMACIÓN DE CORDONES CON METAL DE APORTE
Cuando se hace un cordón sin metal de aportación (varilla de soldadura), queda en la
superficie del metal una depresión u hoyo.
Este hoyo se llama penetración, y se produce por el hundimiento del metal en fusión. Para el
llenado de este hoyo, y sobrepasando la superficie del metal, se utiliza la varilla de soldadura
que proporciona el metal suficiente para formar el cordón de soldadura deseado.
Técnicas de procedimientos:
Cuando establezca el punto de
fusión, ponga la varilla de soldadura
en el mismo centro del punto de
fusión del metal.
OBSERVE LA
POSICIÓN DEL
PULGAR Y LOS
DEDOS
VARILLA DE
SOLDADURA
La figura muestra el método correcto
de sostener la varilla de soldadura. A
medida que la soldadura avanza, la
varilla se va fundiendo y debe
acercarse continuamente al punto de
fm
usuieósnt.raSoesntelani(eFnigd.o1la),vyacriollan cuonmpoosceo
de práctica, es posible ir bajando la
varilla entre el pulgar y los dedos
restantes.
Fig. 1
PRECAUCIONES
• Tenga cuidado de no poner la varilla en otro lugar que no sea el centro del punto de fusión,
porque se pegará al metal.
• Si la varilla de soldadura se pega, no intente despegarla tirando de ella. Simplemente,
ponga la llama en el punto en que está pegada, y se desprenderá al fundirse.
• Si la varilla es grande, procure doblar un extremo, para no ocasionar accidentes con la
punta.
•Si se quiere un cordón de alto relieve, meta rápidamente la varilla en el punto de fusión.
•Agregando lentamente la varilla, se logran soldaduras más planas.
NOTA:
Para la formación de los cordones, se debe utilizar una boquilla con una potencia de 300 1/h
de acetileno.
POSICIONES DE LA PLANCHA, EL SOPLETE Y LA VARILLA.
La plancha se coloca de manera que facilite al operario realizar la deposición de los cordones
(empleando el método “hacia la izquierda”), sin dificultad y en posición plana.
Al soplete se le da una inclinación de 45º sobre el plano horizontal y se le sitúa en plano
vertical, conteniendo el cordón. Sólo tendrá un movimiento de traslación hacia la izquierda,
conservando su ángulo mencionado (Fig. 2)
4
5
º
3
Fig. 2
POSICIÓN DEL SOPLETE
Referente a la varilla, metal de aportación, debe conservar un ángulo de 45º sobre el plano
horizontal, en el mismo plano vertical que contiene el cordón y formando por lo tanto, un
ángulo de 90º con el soplete. Sólo tendrá un movimiento de sacudidas ligeras oscilatorias, en
el plano vertical que contiene la línea de soldadura, y conservando su ángulo mencionado
(Fig. 3).
90º
º
5
4
4
5
º
Fig. 3 POSICIÓN DEL SOPLETE Y LA VARILLA
OBSERVACIÓN
Los ángulos mencionados (45º) para la boquilla y la varilla están sujetos a variaciones, según
el espesor del metal y la velocidad de ejecución de la soldadura
11
SOLDADURA OXIACETILÉNICA II
GASES USADOS EN LA SOLDADURA OXIACETILÉNICA
Tipo de gas combustible MPS
Existen varias mezclas de gases combustibles de preparación comercial que pueden servir
para soldar, aunque en general no se utilizan para este propósito; se emplean más bien para
corte, soldadura fuerte con soplete y otras operaciones de calentamiento.
Un grupo de gases combustibles mezclados tiene composiciones que se aproximan a la de
metilacetileno-propadieno (MPS) y contiene mezclas de propadieno, propano, butano,
butadieno y metilacetileno. Una característica de estos gases combustibles mezclados es
que la distribución de calor dentro de la flama es más uniforme que en el caso del acetileno,
por lo que no es necesario manipular tanto el soplete para controlar el aporte del calor.
La temperatura de flama de estos gases es más baja que la del acetileno cuando se usan
mezclas oxígeno-gas neutrales. Es posible incrementar la temperatura haciendo a la flama
oxidante. Estos gases son populares porque pueden costar menos que el acetileno y los
cilíndros contienen un mayor volumen de combustible para un tamaño y peso dados.
Propileno
EL PROPILENO (C3H6), es un gas combustible de un solo componente, es un producto de
las refinerías de petróleo con características de rendimiento similares a las de los gases tipo
MPS. Aunque no es adecuado para soldadura normal, se le utiliza para corte con oxígeno,
soldadura fuerte, rociado de flama y endurecimiento con flama. El equipo que se utiliza con
este gas es similar en cuanto a diseño al que se emplea con los gases tipo MPS.
Propano
EL PROPANO (C3H8) se usa principalmente para precalentamiento en el corte con oxígeno y
para operaciones de calentamiento.
La fuente principal de este gas es las mezclas de petróleo crudo y gas que se obtienen de los
pozos de petróleo y gas natural activos, aunque también se produce en ciertos procesos de
refinamiento de petróleo y durante el reciclaje del gas natural.
El propano se vende y transporta en cilindros de acero que contienen hasta 45 Kg (100 lb.) del
gas licuado. Las entregas a los consumidores de grandes volúmenes se hacen mediante
cuasarrros,etaennqtuaelleyresusm
el.oEpxairsateonpseorapcleiotensesdedeprcoapleanntoapmeiqeunetoñionsciydaeunttóanleosm
cainsiesrtoros aasgíraconm
. os para
PROPANO
12
SOLDADURA OXIACETILÉNICA II
EL ACETILENO
El acetileno es un gas incoloro y de un olor muy característico. Con el oxígeno, o el aire, da
mezclas altamente combustibles. Aunque en condiciones normales es bastante estable,
cuando se somete a presiones superiores a 1,5Kg/cm² se hace inestable. Su densidad es de
1,17Kg/m³ la temperatura de inflamación es de 335°C.
PRECAUCIÓN
•El acetileno resulta peligros cuando se somete a presiones superiores a 1,5Kg/cm².
•El acetileno ha sido escogido como combustible para alimentar la llama de soldadura, por
su elevada potencia calorífica (13600 Kilocalorías por metro cúbico) y porque permite una
atmósfera protectora (reductora), es decir, que se opone a la oxidación de los metales.
• Para medir el poder calorífico de los combustibles se utiliza la Kilocaloría, que es la
cantidad de calor que se requiere para elevar en un grado la temperatura de un litro de
agua. Actualmente las fabricas de acetileno suministran este gas en botellas de acero.
OBTENCIÓN DE ACETILENO
Producción de acetileno.
El acetileno se obtiene
introduciendo carburo de calcio
econnategnuiad.aDseebnideol ac alarsb uim
rop, uerlegzas
producido no es completamente
limpio, ya que contiene vestigios
de azufre y fósforo, que puede
influenciar perjudicialmente en el
empleo de acetileno, por ejemplo
en procesos de soldadura.
El gas debe, por lo tanto,
purificarse y secarse antes de
proceder a su envase en
cilindros. El acetileno al contrario
de muchos otros gases, no
pueden comprimirse hasta
presión hasta una gran presión y
llenarse directamente en los
cilindros, por que existe riesgo de
explosión bajo ciertas
condiciones, a una sobrepresión
de un par de atmósferas.
La materia prima
es carburo cálcico
El gas se limpia
que se introduce
en agua
... se comprime
El gas desprendido
se almacena en
un gasómetro
y se deshumíditica
Por esta causa el acetileno se
almacena en unos cilindros
especiales, rellenos con una
masa porosa y acetona.
El gas de esta fase se llama
acetileno disuelto o simplemente
acetileno.
... se llena en cilindros ... que se pesan
13
yesne ctaramnisopnoersta.n
ENVASES (botellas de acetileno disuelto)
El acetileno no puede ser simplemente comprimido en las botellas, como el aire, el oxígeno, el
hidrógeno, etc., porque por encima de los 1,5 KG/cm² puede descomponerse en sus
elementos, creando un grave peligro de explosión.
Para poder almacenar este gas con seguridad es necesario disolverlo, es decir, hacerlo
absorber por un líquido muy ávido acetileno, como la acetona, contenido a su vez
completamente impregnado.
Las materias porosas mas empleadas son mezclas de amianto, oxicloruro de zinc, carbón
vegetal granulado, etc., aglomeradas con cemento. Humedeciendo esta mezcla con agua se
forma una pasta que se introduce poco a poco por el agujero donde se rosca el grifo de la
botella, apilándola por capas con golpes o sacudidas y dejándola secar hasta que salga toda
la humedad.
Acetona
La acetona es un líquido que se destila de la madera y tiene la propiedad de mantener en
suspensión soluble al acetileno en una proporción de 25 a 1, sea que un volumen de acetona
lícoquid
puirelodseincpoenltiegnroera2lg5unvol.tios de acetileno a presión normal, pudiéndose en esta forma
mparim
Por esta razón, la botella de acetileno disuelto consiste en un recipiente de acero lleno de
material porosa impregnada de una cantidad determinada de acetona, en la que esta disuelto
el acetileno.
La misión de la materia porosa es:
a) Inmovilizar la acetona, y
b) Impedir la inflamación que pueda producirse en la parte alta de la botella, propagarse
en la solución acetona-acetileno y originar una explosión.
14
SOLDADURA OXIACETILÉNICA II
CARBURO DE CALCIO
El carburo de calcio, llamado corrientemente carburo, es una combinación de calcio y
carbono (la fórmula química es CaC2). El carburo se fabrica en un horno eléctrico donde se
funde una mezcla de óxido de cal con carbón.
El carburo es un material duro, es de color gris y fractura cristalina. Los fabricantes de carburo
los clasifican en diferentes tamaños que varían desde 2 a 80mm. el carburo debe
conserva rse b ien proteg ido con tra el agua y la hume dad, y a que r eaccion a produ cie ndo
acetileno que con el aire for ma una m ezcla expl osiva. Por e l m ismo motivo, y como el aire
siempre tiene algo de humedad, conviene que los recipientes estén abiertos el mayor tiempo
posible. No se deberá acercar llama alguna a los lugares donde hayan envases con carburo,
porque podría inflamar el gas eventualmente formado.
Generadores y envases
Existe variedad de tipos de generadores de acetileno, pero el funcionamiento de todos ellos
descansa sobre tres principios, que han permitido establecer la siguiente clasificación, según
sea la forma de establecer el contacto del carburo de calcio con el agua:
a) Generador por caída de agua sobre el
carburo
Se produce el acetileno al caer el agua
sobre el carburo almacenado en unos o
dos recipientes dentro de la cuba.
AGUA
CARBURO
b) Generador por contacto.
El carburo se carga en una canastilla
acoplada a la campana de almacenaje del
acetileno.
Al descender la campana, por agotarse el
acetileno contenido en ella, desciende
también hasta hacer contacto con el agua,
iniciándose la producción de acetileno
hasta que el volumen producido eleve la
campana lo suficiente para dejar el carburo
de la canastilla en seco.
CARBURO
AGUA
15
OXÍGENO
El oxígeno en estado gaseoso es incoloro, inodoro e insípido.
Ocurre con abundancia en la naturaleza, y una fuente importante de este gas es la atmósfera,
que contiene alrededor del 21% por volumen de oxígeno en el aire para sustentar la
combustión del gas combustible, el empleo de oxígeno puro acelera las reacciones de
combustión y eleva la temperatura de las flamas.
La mayor parte del oxígeno que se utiliza en la industria de la soldadura se extrae de la
atmósfera mediante técnicas de licuefacción. En el proceso de extracción, el aire puede
comprimirse a cerca de 3000 psig (20 Mpa), aunque algunos equipos operan a presiones
mucho más bajas. Primero se elimina el dióxido de carbono y cualesquier impurezas que
contenga el aire, y luego se pasa éste por tubos espirales donde se les permite expandirse a
una presión relativamente baja.
El aire se enfría bastante durante la expansión, y se le hace pasar sobre los tubos espirales a
fín de enfriar aún más el aire que entra, hasta que se produce la licuefacción. El aire líquido se
rocía sobre una serie de bandejas o platos de evaporación en una torre de rectificación.
El nitrógeno y otros gases hierven a temperaturas más bajas que el oxígeno y, conforme
eu taoscágm
asaersa erescaepatonrapoernlalapabrateses.uA
pelgruionradseplalatnotrares, eslotáxnígdeinseoñdaedaalstappaurarezparosdeuacciruomxuíglaeneon
líquido a granel; en otras, el oxígeno gaseoso se extrae para comprimirlo dentro de cilindros.
ABRIR
VÁLVULA DE
SEGURIDAD
CERRAR
TAPA DE
VÁLVULA DE
OXÍGENO
TAPA DE VÁLVULA
DE ACETILENO
SALIDA ROSCA
DERECHA
VÁLVULA
VÁLVULA DE
SEGURIDAD
CILINDRO DE
ACERO FORJADO
CILINDRO DE
ACERO FORJADO
PARED GRUESA
MASA POROSA
IMPREGNADA DE
ACEROSA
16
SOLDADURA OXIACETILÉNICA II
SALIDA ROSCA
IZQUIERDA
PARED GRUESA
HIDRÓGENO
El contenido calorífico relativamente bajo la flama de oxi-hidrógeno limita el uso de este gas a
ciertas operaciones de soldadura fuerte con soplete y a la soldadura de aluminio, magnesio,
plomo y metales similares. Sin embargo, otros procesos de soldadura están suplantando casi
por completo todas las formas de soldadura con gas oxicombustible para muchos de estos
materiales.
El hidrógeno puede adquirirse en cilíndros de aceros estirados, sin costura, cargados hasta
una presión de cerca de 2000 psig (14 Mpa) a una temperatura de 21º C (70º F).
También puede obtenerse en forma líquida, ya sea en cilíndros individuales o a granel.
En el punto de uso, el hidrógeno líquido se vaporiza para obtener el gas.
GAS NATURAL (METANO)
El gas natural, se obtiene de pozos y se distribuye por tubería.
Su composición química varía ampliamente, dependiendo del lugar del que se obtuvo. Los
c(C
yelnreteqsuperinc
a émtraicyo rdpeargtaesdenalotusrgaalseess, na
( on2Hsti6)t.uE
miiepnatloesvdoelulm
potrurreaglelas sgoenemreatl,an1o,5(C
veHc4e)sy etladneol
acetileno para generar una cantidad equivalente de calor.
La principal aplicación del gas natural dentro de la industria de la soldadura es como gas
combustible para el corte con oxígeno y en operaciones de calentamiento.
Gas
combust.
Pc n eta
(Btu/ft)
(1)
Relación de
combustión
Relación
de
oxígeno/gas
utilizada
Temperatura de l a
llama (ºC)
Intensidad
de combustión
(total)
2
(Btu(2/s)/ft )
Acetileno
1433
2,5
1 a1
3250
12700
Propano
2309
5,0
3,25 a 1
3100
5500
Hidrógeno
275
0,5
0,5 a 1
2800
7500
17
SOLDADURA OXIACETILÉNICA II
SOLDADURA AUTÓGENA (OXI-ACETILÉNICA)
Soldadura autógena llamado también soldadura por fusión a gas, que significa soldar
fundiendo el material en una zona delimitada con adición del material de aportación o sin él, y
con un gas combustible.
En este proceso de soldadura, el calor necesario para calentar la pieza y el metal aportado y
luego fundirlos procede de una llama de alta temperatura, obtenida por la mezcla o
cporompbainnoa-coióxíngdeenoacyelotisle2n6o0c0oºnCecloonxgígaesndoe, alalcraendz-oaxnídgoenteom
. peraturas de 3200ºC, 2700º C con
Ambos gases se mezclan en proporciones apropiadas en un soplete proyectado y construido
en forma tal, que le soldador tiene la posibilidad de regular por completo la llama, ajustándola
a las necesidades del trabajo.
Se presenta una llama normal o neutra (Fig. 1), cuando se alimenta con iguales volúmenes de
oxígeno y acetileno; si se ausenta la proporción de acetileno, se logra una llama denominada
carburante o reductora y a la inversa, siempre con referencia a una llama neutra, si se
aumenta la proporción de oxígeno, se obtiene una llama oxidante. Ambas tienen
características y aplicaciones precisas que es necesario tener presente.
ZONA DE TEMPERATURA
MÁXIMA 3,200ºC
1 ÁTOMO DE HIDROGENO ( H )
2 ÁTOMO DE CARBONO
3 ÁTOMO DE OXÍGENO
DARDO
INTERIOR
(C)
(O)
AIRE
AI R E
DARDO EXTERIOR
AIRE
2C + 2H
ACETILENO
DESINTEGRADO
+
O2
OXÍGENO
=
AI R E
2CO
MONÓXIDO
DE CARBONO
+
LLAMA
ENVOLVENTE
+
2H
HIDRÓGENO
Q
CALOR
Fig. 1 La Soldadura Oxiacetilénica
18
SOLDADURA OXIACETILÉNICA II
En la soldadura oxiacetilénica podemos diferenciar 2 procedimientos, que son los siguientes:
Soldadura por fusión
• Se llama así, cuando dos piezas metálicas se juntan y cuando los bordes en contacto se
funden por medio de la llama oxi-acetilénica. Los bordes en fusión fluyen juntos hasta que
cada uno se funde completamente, con o sin aportación de un metal en fusión proveniente
de una varilla de soldar. Después que el metal se ha enfriado, el resultado será un solo
trazo continuo de metal.
• En la soldadura por fusión, el metal base y la varilla de soldar deben tener, en la mayoría
de los casos, la misma composición; por ejemplo, al soldar hierro fundido se utiliza una
varilla también de hierro fundido. De igual manera será al soldar acero dulce, el acero
inoxidable, cobre, níquel, aluminio, etc.
Soldadura fuerte y soldadura blanda
• Hay procedimientos para unir piezas metálicas, sin necesidad de llegar a la fusión del
metal base y que, sin embargo, producen juntas de alta resistencia.
• Estos procedimientos reciben las denominaciones “Brazing” o Soldadura Fuerte y
“Soldering” o Soldadura Blanda. La diferencia básica entre ambos es la temperatura. Las
aleaciones no ferrosas, que fluyen a una temperatura máxima de 427ºC, son utilizadas en
la soldadura blanda y aquellas, que lo hacen a una temperatura mínima de 427º son para
soldadura fuerte. Indudablemente, la temperatura de trabajo debe ser inferior a la
temperatura de fusión del metal base.
• Estas bajas temperaturas de trabajo permiten el uso de este tipo de procedimientos de
soldadura sobre materiales sujetos a cambios estructurales por efecto de altas
temperaturas.
EXPLICACIÓN DE LOS PROCEDIMIENTOS
Los procedimientos son primordialmente un proceso oxi-acetilénico. El intenso calor de la
llama oxiacetilénica eleva la temperatura del metal base en fusión, proveniente del metal de
aportación, fluya fácilmente, igual como el agua corre en una placa de vidrio limpio.
El metal base no llega a fundirse, pero el metal de aportación fluye fundido sobre la superficie
debidamente calentada y químicamente limpia, mientras que una delgada película de metal
de aporte es arrastrada hacia el interior de las superficies por atracción capilar, permitiendo el
enfriamiento del metal base hasta que el metal de aporte se solidifique; se producirá una liga
de alta resistencia entre el metal base y el metal de aporte.
La forma, en que el metal de aporte fluye o se difunde por encima del metal base, que se
encuentra en las condiciones adecuadas, es conocida como mojado del metal base o
humectación
Esta humectación dependerá de la naturaleza de los metales a unir y de su estado superficial.
Las películas de contacto entre el líquido y sólido deben estar libres de impurezas.
19
SOLDADURA OXIACETILÉNICA II
En la práctica casi siempre se presentan las superficies en estado “contaminado”, es decir
cubiertas de óxido o grasa que impiden el mojado.
Los elementos que contaminan las superficies, pueden ser gaseosos, líquidos o sólidos.
Para obtener resultados satisfactorios, es necesario recubrir o decapar las superficies con
fundentes limpiadores.
La alta resistencia conseguida con este proceso se debe a las siguientes razones:
Además de la acción de mojado en la zona de contacto del metal base con el material de
aporte, se produce también una ligera interrelación de los elementos constituyentes del
metal base y del metal de aporte.
La acción del metal de aporte abre, hasta cierto punto, la estructura granulada del metal
base, permitiendo que penetre por entre los límites del grano. Tratándose, por ejemplo,
de hiero fundido, parece que ocupa durante la soldadura el espacio libre dejado por
oxidación de algunas de las láminas o copos de carbono libre o grafitos de hierro fundido
caliente.
APLICACIONES
MAS COMUNES
TIPO
DE LLAMA
NEUTRA
SUAVE
Para soldar planchas
delgadas de acero.
NEUTRA
DURA
Para soldar planchas
gruesas de acero.
OXIDANTE
Para enderezar piezas,
tratamiento térmico,
calentamiento de piezas.
Soldadura de latón.
CARBURANTE
Para soldadura de
fierro fundido.
NEUTRA SUAVE : Partes iguales de Oxígeno y Acetileno (Baja Presión)
NEUTRA DURA : Partes iguales de Oxígeno y Acetileno (Altas Presiones)
OXIDANTE :
Mayor proporción de Oxígeno.
CARBURANTE : Mayor proporción de Acetileno.
20
SOLDADURA OXIACETILÉNICA II
CÁLCULO DE CAPACIDAD EN LAS BOTELLAS DE OXÍGENO Y ACETILENO
CAPACIDAD DE LAS BOTELLAS
Los cilindros (botellas) para transporte y almacenaje de gas comprimido se suministran en
dimensiones de 1 a 50 litros de capacidad. En el cilindro siempre se indica con cifras el
volumen en litros.
El tipo más empleado es el cilindro de acero al carbono con capacidad para 40 litros, con
denotación OK. 40, que se puede llenar hasta 150 atmósferas. En los últimos años ha
aumentado la producción de cilindros fabricados con aceros de cromo molidbeno que pueden
admitir una presión hasta de 200 atmósferas. Estos cilindros llevan la denotación OTC.
CONTENIDO DE OXÍGENO EN CILINDRO A PRESIÓN (M3)
Presión
Bar
Volumen interno d el c ilindro
psi
40 li tros
43 li tros
10
20
145
290
0.4 M
0.8
0.4 M
0.9
0.5 M
1.0
3
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
4
35
58
0
725
870
1015
1160
1305
1450
1595
1740
1885
2030
2175
2320
2465
2610
2755
2900
1.2
6
2.0
2.4
2.8
3.2
3.6
4.0
4.4
4.8
5.2
5.6
6.0
6.4
6.8
7.2
7.6
3
8.0 M
1.3
7
2.2
2.6
3.0
3.4
3.9
4.3
4.7
5.2
5.6
6.0
6.5
6.9
7.3
7.7
8.2
3
8.6 M
1
2.5
0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
9.5
3
10.0 M
3
3
50 li tros
3
Para el acetileno normalmente se utilizan botellas de 40 litros de capacidad en las que se
introducen 16 litros de acetona líquida, obteniéndose 400 litros de acetileno.
A la presión normal (1 Atmósfera), 1 litro de acetona disuelve 25 litros de acetileno, 16 litros
de acetona disolverán 16x25=400 litros de acetileno.
21
SOLDADURA OXIACETILÉNICA II
MEZCLA DE CALOR
Mezcla de calor
m = masa en Kg
Q = cantidad de calor en KJ
c = capacidad térmica específica en KJ/Kg
1. Unidad de cantidad de calor
t = diferencia de temperatura en K
t m = temperatura de mezcla en ºC
La unidad derivada de la cantidad de calor es 1 joule (J)
2
1 kg. m /s
2. Capacidad térmica específica
1 Kg
1 Kg
Cu
1K
H 2O
2
= 1 Nm = 1Ws = 1 J
La cantidad de calor requerida depende del material.
De ensayos con diferentes materiales resulta para
calentar la masa de 1 Kg 1 K la capacidad térmica
específica c.
Nota
1)
para calentar la masa de 1 kg de agua 1 K se requiere
la cantidad de calor de 4186 J
4,2 KJ
C
3. Cantidad de calor
tº
0º
Q
4. Mezcla
Cantidad de calor requerida para
calentar 1 kg de material 1 K = c(KJ)
Calentar m kg de material K = m • c •
t
Conclusión Q = m • c • t
En un intercambio de temperatura se efectúa también
un intercambio de cantidad de calor.
m1+
+m2
Conclusión
Cantidad de calor cedida = cantidad de calor
absorbida
m 1 • c 1 • t 1 + m 2 • c 2 • t 2 = (m 1•c 1 + m 2•c 2 )•tm
Atención
Para el agua se obtiene debido a que c1 = c2
m1 • t 1 + m 2 • t 2 = (m 1 + m2)• tm
5. Resumen
Regla de mezcla.
V
de las cantidades parciales de calor = cantidad de
calor de mezcla.
22
SOLDADURA OXIACETILÉNICA II
6. Ejemplo
tm
m1 + m2
En una bañera hay 40 litros de agua con una temperatura de 15ºC. Si se añaden 80 litros
de agua con una temperatura de 60 ºC. ¿Cuál es la temperatura de mezcla resultante?.
Buscado
tm
Dado
m1
m2
= 40 litros
= 80 litros
t1
t2
c
= 15 ºC
= 60º C
= 4 ,2 kJ /kg• K
Q1
= m1 • c1 • t1 = 40 kg • 4,2
Q
= m • c • t = 80 kg • 4,2
Solución
2
2
2
raciocinio previo
de las cantidades parciales de calor.
V
= cantidad de calor de mezcla
2
Q1 + Q2
=
kJ
Kg• k
kJ
Kg•K
• 15º C = 2520 kJ
• 60º C = 20160 kJ
Qm(mezcla)
= 22680 kJ
Qm = (m1 • c1 + m2 • c2) • tm
Qm
tm =
m • c + m •c
1
1
22680
=
(40+80) • 4,2
2
•
2
kJ • kg • k
kg • kJ
1)
t m = 45º C
Atención
En las mezclas de agua se puede prescindir de c debido a que c1 = c2
1)
Diferencias de temperatura en grados centígrados o Kelvin son iguales: 1º C = 1K
23
SOLDADURA OXIACETILÉNICA II
UNIDADES DE CALOR
15º C
16º C
1g
Agua
CALORÍA (Cal)
Caloría en la cantidad de calor necesaria para que un gramo de
agua varíe su temperatura en un grado centígrado.
KILOCALORÍA (K-cal) Para variar la temperatura en un grado centígrado a un litro de
agua (1,000 g), se necesitan 1,000 calorías. A esta unidad se le
denomina Kilocaloría o caloría grande.
B.T.U.
Si se toma una libra de agua para variar su temperatura en un
gr
reidnahdetité,rm
seicnaeecnee
siltS
aisutn
Ba.TIn
.Ug.lé(sB.ritísh Thermal Unit),
qruaedeosF
laauhn
em
1
B.T.U.
=
252 Cal-g
=
0,252 K -CAL
Si se tienen iguales cantidades de diversas sustancias, la variación de temperatura no es
igual para una misma cantidad de calor. Se elige por este una sustancia patrón como
referencia, que es el agua.
ALUMINIO
CALOR ESPECÍFICO
Para producir una misma temperatura, se
necesita diversas cantidades de calor,
según la naturaleza de la sustancia y la
cantidad de ésta.
+ 0,212 Cal =
1g a 18ºC
1g a 1 9ºC
24
SOLDADURA OXIACETILÉNICA II
Calor específico de un cuerpo
Es la cantidad de calor que requiere la unidad de masa de dicho cuerpo para elevar su
temperatura en un grado.
HIERRO
Ce = Calor específico
Ce =
m•
+ 0.11 Cal =
Q = Cantidad de calor
Q
t
m = Masa del cuerpo
At = Variación de la temperatura
1 g a 18ºC
{
El calor específico del cobre es 0,094, es decir
que un gramo de cobre necesita 94 milésimas
de calor para variar su temperatura en 1º C.
1 g a 19ºC
COBRE
0.094 cal =
El calor específico del aluminio es 0,212, es
decir que un gramo de aluminio necesita 212
milésimas de caloría, para variar su
temperatura en 1º C
1 g a 18ºC
1 g a 19ºC
Si la unidad de masa se toma en gramos, el calor específico indica calorías, para su variación
de temperatura en ºC
Si la unidad de masa se toma en Kilogramos, el calor específico indica calorías, para su
variación de temperatura en ºC.
Si la unidad de masa se toma en libras, el calor específico indica B.T.U.; para su variación de
temperatura en Fº.
CALOR ESPECÍFICO DE ALGUNAS SUSTANCIAS
Aluminio
0,212
Mercurio
0,033
Bronce
0,088
Fierro
0,160
Agua
1,000
Vidrio
0,190
Plomo
0,611
Zinc
0,093
Platino
0,032
Oro
0,012
Amoníaco
1,070
Estaño
0,055
Plata
0,056
Asbesto
0,200
Latón
0,090
Cobre
0,094
Alcohol
0,058
Eter
0,560
25
SOLDADURA OXIACETILÉNICA II
CONSTRUCCIÓN DE ELIPSES
Construir una elipse con tres circunferencias entrelazadas
PROCEDIMIENTO
• Sobre un eje AB trazar tres circunferencias con centros O,
O´,
O´´
formando los puntos E, J, G y G´.
• Trazar rectas por los puntos : COD, FOE,
• Localizar los centros K y
GO´´H
y
IO´´J.
L, en las intersecciones de las líneas trazadas.
• Con radios LH y KF trazar arcos respectivamente.
• Con radios OD y O" H trazar pequeños arcos cerrando la elipse.
K
D
A
O´
O
F
H
J
E
G
C
B
O”
I
L
26
SOLDADURA OXIACETILÉNICA II
CONSTRUCCIÓN DE HIPÉRBOLAS
Sistema de trazo continuo.-Conocemos la
distancia local F1F2 y el parámetro 2a.
Empezamos por señalar el punto medio O del
segmento F1, y tomamos a partir de él, a
ambos lados, una distancia igual a a.
Obtenemos así los puntos A y B.
M
M Ya tenemos preparado el problema. Vayamos
N
A O
F1
B
a por el trazo de nuestra hipérbola:
Tomamos una regla y cortamos un hilo cuya
longitud sea igual a la de ella, disminuida en la
longitud AB, o sea, 2a. Sujetaremos este hilo
en el extremo M de la regla y en uno de los
focos (en la figura F2). Mantendremos fijo en el
otro foco el otro extremo de la regla, a modo de
centro sobre el que debe girar la regla.
F2
m + n = FM - AB
El giro debe efectuarse de modo que el hilo
tirante por medio de un lápiz, cuya punta, al
deslizarse sobre la regla, señalará una curva
hiperbólica.
TRAZADO DE LA HIPÉRBOLA POR
PUNTOS.
Conociendo la distancia F1 F2, determinamos
los puntos A y B, como hemos hecho en el caso
anterior.
Debemos encontrar nuevos puntos de la
curva. ¿Cómo?... Tomamos sobre el eje
principal un punto X, a la derecha de F2. con un
radio igual a X A y con centro en F1, trazamos
un arco de circunferencia arriba y abajo del
P2
P1
P
F1
A
O
B
F2 X X1 X2
P
P1
P2
eje, como claramente indica en el gráfico.
Luego, con centro en F2 y radio X B, trazamos
dos nuevos arcos (por encima y por debajo del
eje) que, al cortarse con el arco anteriormente
trazado, nos darán los puntos P. Estos puntos
pertenecen a la hipérbola.
Operando de igual modo con los puntos X1
X2...,etc, iremos obteniendo nuevos puntos de
la curva. Bastará unirlos por un trazo continuo
para tener la hipérbola que deseamos.
27
SOLDADURA OXIACETILÉNICA II
INDICIOS DE UNA DESCOMPOSICIÓN DEL ACETILENO
La descomposición del acetileno ha comenzado cuando, después de un retroceso de la
llama, la temperatura de la pared del botellón aumenta (comenzando en el cuello) o cuando el
gas que sale por la válvula abierta del botellón arrastra hollón o humo, o presenta un olor
anormal. En los botellones que se ha calentado exteriormente por efecto directo del fuego o
de calor irradiado existe en todo caso el peligro de la descomposición del acetileno.
PREVENCIÓN DE ACCIDENTES
• Abrir lentamente la válvula de la botella, si se hace mucho consumo usar dos
botellas.
• Después de cada utilización del gas cerrar de nuevo la botella.
• Proteger las botellas contra el calentamiento.
• La presión del trabajo manual del acetileno es de 0,3 a 0,6 bar y no debe pasar de 1,5
bar.
• Deben comprobarse las botellas cada seis años, aunque la primera revisión ha de
ser a los 3 años.
28
SOLDADURA OXIACETILÉNICA II
CADENAS Y REDES ALIMENTARIAS
Todos los seres vivos necesitan consumir energía para sobrevivir. La fuente de energía es la
materia orgánica (energía química).
En la biosfera, y por tanto en los ecosistemas existen algunos seres que pueden producir su
propia materia orgánica a partir de sustancias inorgánicas; son los autótrofos o productores.
Los consumidores son todos aquellos organismos que deben tomar del exterior, mediante la
alimentación, la materia orgánica que necesita para realizar sus funciones vitales Fig. 1
Evidentemente, los organismos consumidores
dependen de los productores, pues han de
aprovechar el trabajo de síntesis de materia
orgánica que éstos llevan a cabo.
Cuando un ser vivo muere, entra en acción un
aserie de organismos (bacterias y hongos) que
son capaces de utilizar los restos de materia
orgánica y degradarlos totalmente; son los
descomponedores.
Obsérvese que la actividad conjunta de
productores, consumidores y descomponedores
permita que exista un flujo de energía de un nivel
trófico o alimentario a otro.
Consumidor
primario
(herbívoro) y
Consumidor
secundario
(carnívoro).
Fig. 1
Cadenas alimentarias
Llamamos cadena alimentaria a la sucesión por la que un ser vivo es comido por otro, el cual a
su vez, sirve de alimento a un tercero y éste a un cuarto, y así sucesivamente (Fig. 2)
Los productores constituyen siempre el primer eslabón de la cadena, puesto que sirven de
base para la alimentación de todos los demás seres vivos del ecosistema.
Entre los consumidores se pueden establecer
diferencias que corresponden a varios
eslabones dentro de las cadenas: los
herbívoros o consumidores primarios, que se
alimentan exclusivamente de productores; los
carnívoros o consumidores secundarios, que
se nutren de herbívoros ; también podemos
considerar a los supercarnívoros, que devoran
tanto animales herbívoros como otros
carnívoros; y por último, los necrófagos, que
se alimentan de cadáveres.
Fig. 2 Cadena alimenticia
29
SOLDADURA OXIACETILÉNICA II
Redes alimentarias
En la naturaleza, las relaciones alimentarias que se establecen entre las distintas especies
que componen una comunidad no son tan sencillas como una disposición en forma de
cadena nos pueda mostrar.
En cualquier ejemplo de cadena trófica, el productor que se indique servirá de alimento a un
gran número de consumidores primarios además de que se mencione en el ejemplo Rara
vez el consumidor (primario o secundario) se especializa en una sola y única fuente de
nutrición.
Fig. 3
Red alimentaria
Cuanto más variadas sean las fuentes de alimentación de una especie, mayores serán sus
posibilidades de adaptación a nuevas situaciones ambientales, y, por tanto, mayores sus
perspectivas de supervivencia.
De lo dicho podemos deducir que en los ecosistemas naturales se establecen muchas
conexiones, en cuanto a relaciones alimentarias se refiere que ofrecen en conjunto, una
estructura de red y no de cadena, como indicábamos anteriormente. Podemos afirmar
también que cuanto más duro sea un ecosistema, más complicada será la red alimentaria que
podamos establecer, pues al ser mayor el número de especies que constituyen la comunidad,
las relaciones tróficas son más numerosas (Fig. 3).
Al construir redes alimentarias podemos determinar cuál es la dieta de una especie concreta,
así como saber a qué otras especies sirve, a su vez, de alimento.
De todos modos, debemos señalar que la visión de una red alimentaria compleja nos muestra
tal cantidad de datos al mismo tiempo, que se nos hace difícil extraer de ella una información
clara y concreta de una determinada especie. Si bien es cierto que un animal puede disponer
de una alimentación variada, así mismo lo es que se nutre perfectamente de ciertas fuentes y
que sirve de alimento a otras determinadas especies; por lo tanto, una disposición en forma
de cadena nos facilita una información bastante aproximada a la realidad y mucho más clara
que una disposición en forma de red, aunque esta última siempre será mucho más completa.
30
SOLDADURA OXIACETILÉNICA II
HOJA DE TRABAJO
1. ¿En que consiste la soldadura a tope en posición plana?
2. Mencione las precauciones de seguridad para la soldadura a tope en
posición plana
3. ¿Qué es el gas propileno?
4. ¿Qué es el gas propano?
5. ¿Qué es el gas acetileno?
6. ¿Qué es el metano?
7. ¿Cuáles son las unidades de calor?
8. ¿Qué es soldadura autógena?
9. ¿Cuál es la temperatura que alcanza el oxígeno mezclado con los
gases combustibles?
10. Describa los procesos para obtener el carburo de calcio.
MEDIO AMBIENTE
11. Establezca diferencias entre redes alimenticias y cadenas alimenticias.
31
SOLDADURA OXIACETILÉNICA II
HOJA DE TRABAJO
1. ¿Qué cantidad de calor se requiere en KJ para calentar 120
litros de agua de 20ºC a 85º C?
1
2 . ¿Cuál es la temperatura de mezcla resultante de mezclar 80
litros de agua de 10ºC y 40 litros de agua de 70ºC?
3. Un recipiente contiene 25 litros de agua de 12ºC. ¿Qué
cantidad de agua caliente de 70ºC hay que añadir para que la
temperatura suba a 33,75ºC?
2-4
4. 90 litros de agua fría se mezclan con 60 litros de agua caliente
de 80º C para obtener agua de baño de 38ºC. ¿Cuál era la
temperatura del agua fría?
5. 40 litros de agua fría de12ºC se mezclan con 120 litros de agua
5
caliente de 45ºC. Calcule la temperatura del agua
6. En una caldera se ha de obtener de agua fría de 12ºC y agua
caliente de 62ºC una mezcla de agua de 120 litros de 36ºC.
¿Cuáles son las cantidades necesarias?
7,8
7. Una bañera contiene 90 litros de agua de 10ºC. ¿Qué cantidad
de agua de 80ºC hay que añadir para obtener una temperatura
de 40ºC?
8. ¿Cuántos litros de agua fría de 10ºC hay que mezclar con agua
caliente de 60ºC para obtener 160 litros de agua de baño de
45ºC?
9,10
9. 50 Kg de acero de 600ºC se endurecen por temple en 100 Kg
de agua de 12ºC. ¿En cuántos grados aumenta la temperatura
del agua?
10. Una plancha cortada de acero de 150 Kg se enfría en 250 litros
de agua de 15ºC. La temperatura del agua aumenta a 70
litrosºC. Calcule la temperatura de la plancha de acero.
11-13
e ecnotab rlea
11. cEanle nutna deondeu r6e2c0im
ºCieennto1 5p0o lri trtoesmdpelea gduea duen 1t6uºbCo a udm
temperatura del agua a 60ºC. Calcule el peso del tubo de
cobre.
12. 2 Kg de material de 400ºC se enfrían en 20 litros de agua de
12ºC. La temperatura de equilibrio resultante es de 15,5ºC.
¿Cuál es el material?
13. Un eje de acero de 30 Kg calentado a 160ºC se endurece por
temple en 200 litros de aceite para máquinas (densidad: 0,91).
¿Cuál es la temperatura inicial del aceite cuando la
temperatura de equilibrio resultante es de 60ºC?
32
TAREA Nº 02
SOLDADURA EN FILETE
EN POSICIÓN PLANA
,5
1
4
2
º
45
5
º
5
25
1
Nº
01
02
03
04
05
06
07
02
,5
150
ORDEN DE EJECUCIÓN
HERRAMIENTAS / INSTRUMENTOS
Prepare el equipo de soldadura
Prepare el material base
Encienda el soplete
Apuntale el material base
Posicione el material base
Suelde
Limpie los cordones
03
PLATINA
PZA. CANT. DENOMINACIÓN
AWS
- Lentes oscuros para oxi
- Guantes
- Equipo de soldadura oxi
- Pica escoria
- Escobilla de fierro
- Martillo
- Limpiador de boquillas
- Tenazas
1 , 5 x 25 x 150
NORMA / DIMENSIONES
SOLDADURA EN FILETE EN POSICIÓN PLANA
CONSTRUCCIONES METÁLICAS
ST 37
MATERIAL
HT
POSICIÓN 1F
OBSERVACIONES
02
TIEMPO: 16 Hrs.
ESCALA: S/ E
REF. H. O- 02
HOJA: 1 / 1
2003
SOLDADURA OXIACETILÉNICA II
SOLDADURA EN FILETE EN POSICIÓN PLANA
Esta operación consiste en soldar juntas en filete en posición plana, utilizando un equipo para
soldadura oxiacetilénica y material de aporte adecuado para el material base a soldar.
Esta operación la ejecuta el soldador para
soldar piezas pequeñas de hierro fundido,
aluminio o acero dulce que se encuentren en
mantenimiento.
PROCESO DE EJECUCIÓN
1º PASO : Prepare el equipo de soldadura.
2º PASO : Prepare el material base.
OBSERVACIÓN
Utilice escuadra para presentar las
planchas. (Fig 1)
Fig. 1
3º PASO : Encienda el soplete.
4º PASO : Apuntale el material base.
a) Apuntale las piezas a soldar
formando un ángulo de 90º.
(Fig.2)
Fig. 2
b) Apuntale con puntos de ½”de
longitud y con una separación
d(Feig6.”3e)n ambos lados de la junta.
Fig. 3
MECÁNICO DE CONSTRUCCIONES METÁLICAS
34
REF. HO.02/CM 1/2
SOLDADURA OXIACETILÉNICA II
5º PASO : Posicione el material base.
a) Colocar la pieza en posición
como muestra la (Fig. 4)
6º PASO : Suelde.
a) Precaliente, antes de iniciar el
ceolrvdéórntic,ey m
dobeons
parnatefnugsaioenladraarm
lados.
b) Inclinar boquilla y material de
Fig. 4
aporte 45º con respecto al
material base.
c) Deposite el metal de aporte en
forma continua. (Fig. 5).
OBSERVACIÓN
Ambas piezas deben fundirse al mismo tiempo; sino, cambie ligeramente el ángulo
de la boquilla. Mantenga la varilla dentro de la zona reductora de la llama.
7º PASO : Limpie los cordones.
a) Utilizar escobilla de fierro.
4
45º
5º
Fig. 5
MECÁNICO DE CONSTRUCCIONES METÁLICAS
35
REF. HO.02/CM 2/2
SOLDADURA OXIACETILÉNICA II
POSICIÓN DE LA JUNTA, EL SOPLETE Y LA VARILLA
Después de apuntalar las juntas, formando “T”, colóquelas una por una en posición, de
manera que se pueda realizar una soldadura hacia la izquierda (Fig. 1). Luego de realizar la
soldadura de las “tees”, se apilan paulatinamente. (Fig. 2).
45º
Fig. 1
45º
Fig. 2
OBSERVACIONES
Las juntas deben ponerse en posición, de
manera que se realicen soldaduras en
posición plana.
45º
45º
60º - 70º
La posición del soplete sobre el ángulo de las
planchas debe ser de 60º a 70º en el plano
vertical de la línea de soldadura, y por la parte
transversal, en ángulo de 45º (Fig. 3)
Al metal de aporte se le da un ángulo de
inclinación de 30º a 40º, según varíe la
posición del soplete (Fig. 3).
30º - 40º
Las planchas verticales deben preparase con
sus cantos rectos y paralelos, y las planchas
horizontales, en forma plana, para que el
contacto entre ellas sea satisfactorio.
Fig. 3
36
SOLDADURA OXIACETILÉNICA II
MANGUERAS
Mangueras
Las mangueras que se emplean en la soldadura con gas oxicombustible y operaciones
relacionadas, se fabrican especialmente para satisfacer los requisitos de utilidad y seguridad
de este servicio, las mangueras deben ser flexibles para que el soplete pueda moverse y
manipularse con facilidad durante la soldadura, y también deben ser capaces de soportar
presiones de línea elevadas a temperaturas moderadas.
Toda manguera deberá tener una válvula de retención en el regulador y otra en el soplete. El
propósito de las válvulas de retención es evitar retroincendidos dentro de la manguera y del
regulador
A fín de facilitar su identificación, todas las mangueras para gas combustible son de color rojo.
Como precaución adicional, las tuercas de eslabón giratorio que se usan para conectar la
manguera se identifican mediante un surco en la parte exterior de la tuerca. Además, las
tuercas tienen rosca izquierda que coincide con la salida del regulador de gas combustible y
el aditamento de entrada para el gas en el soplete.
Las mangueras para oxígeno son de color verde, y las conexiones tienen una tuerca lisa con
rosca derecha que coincide con la salida del regulador de oxígeno y el aditamento de entrada
para el oxígeno en el soplete. La forma estándar de especificar las mangueras es indicando
su diámetro interno y su aplicación.
Los diámetros internos nominales de uso más comunes son 3.2, 4.8, 6.4, 7.9, 9.5, y 12.7 mm
(1/8, 3/16, ¼, 15/16, 3/8 y ½ pulg.), aunque existen tamaños mayores.
Ltra
ngáuxeim
raasdye c2o0n0epxsioign.es para soldar de tipo industrial estándar tienen una presión de
a sb amjoam
Siempre que sea posible, las mangueras deberán estar sustentadas en una posición elevada
a fin de evitar daños por objetos que pudieran caer en el suelo, ruedas de vehículos o metal
caliente.
Las mangueras dañadas deberán reemplazarse o repararse con las conexiones apropiadas
diseñadas para este propósito.
Los tramos de manguera de más de 8 m (25 pies) de largo y de diámetro pequeño pueden
restringir el flujo de gas al soplete.
En algunos casos, es posible vencer esta restricción incrementando la presión del regulador,
pero lo que se recomienda en general es usar una manguera de mayor diámetro y lo más
corta que resulte práctico.
ACETILENO
OXÍGENO
Mangueras y acoplamientos
37
SOLDADURA OXIACETILÉNICA II
PROPORCIÓN IDEAL DE GASES PARA SOLDADURA OXIACETILÉNICA
En teoría la combustión completa del acetileno se representa con la reacción química.
C2 H2 + 2.5O2
2CO2 + H2O
Ecuación 1
Esta ecuación indica que un volumen de acetileno (C2H2) y 2.5 volúmenes de oxígeno (O2)
reaccionan para producir dos volúmenes de dióxido de carbono (CO2) y un volumen de vapor
de agua (H2O). La razón volumétrica de oxígeno a acetileno es 2.5 a 1.
Como señalamos antes, la reacción de la ecuación 1 no produce directamente los productos
finales que se muestran aquí, sino que se lleva a cabo en dos etapas. La reacción primaria se
realiza en la zona interior de la flama (llamada como interior) y se representa con la ecuación
química.
C2 H2 + O2
2CO + H2
Ecuación 2
Aquí un volumen de acetileno y un volumen de oxígeno reaccionan para formar dos
volúmenes de monóxido de carbono y un volumen de hidrógeno. El contenido de calor y la
elevada temperatura de esta reacción se deben a la descomposición del acetileno y a la
oxidación parcial del carbono que resulta de dicha descomposición.
Cuando los gases que salen por la punta del soplete están en la proporción uno a uno
indicada en la ecuación 2, la reacción produce el color interno azul brillante típico. Esta flama,
relativamente, pequeña, crea la intensidad de combustión necesaria para soldar acero.
La flama se denomina neutral porque no hay exceso de carbono ni de oxígeno para carburizar
o para oxidar el metal.
Los productos finales están realmente en condiciones reductoras, lo que resulta ventajoso al
soldar acero.
En la envoltura exterior de la flama, el monóxido de carbono y el hidrógeno producidos por la
reacción primaria arden con oxígeno del aire circundante.
Esto produce dióxido de carbono y vapor de agua, respectivamente, como se muestra en la
reacción secundaria siguiente:
38
SOLDADURA OXIACETILÉNICA II
ECONOMIZADORES DE GAS
Son aparatos que se conectan a las conducciones de oxígeno y de acetileno antes del soplete
(Fig. 1)
Soporte de horquilla
Mechero piloto
Hacia
el soplete
O
C2H2
Figura 1
Llegada de gases
Tienen por misión cortar el consumo de gas durante los tiempos muertos (preparación de
bordes a soldar, desplazamiento de piezas, martillado, etc.).
Basta con colgar el soplete del extremo de la palanca de horquilla para que se apague.
El soplete se vuelve a encender descolgándolo y acercando la boquilla a la llama piloto. La
regulación no habrá variado en absoluto.
39
SOLDADURA OXIACETILÉNICA II
PUNTO DE FUSIÓN EN LOS METALES
Los metales se funden a diferentes temperaturas.
La tabla siguiente muestra los puntos de fusión de los metales más comunes:
METAL
Estaño
PUNTO D E F USIÓN
240º C (4 50º F)
Plomo
340º C (6 50º F)
Cinc
420º C (7 87º F)
Aluminio
620º - 650º C (11 50º - 1200º F)
Bronce
880º -920º C (1620º - 1680º F )
Latón
930º - 980º C (1700º -1800º F)
Plata
960º C (1760º F)
Cobre
1050º C (1 980º F )
Hierro f undido
1220º C ( 2250º F )
Metal m onel
1340º C ( 2450º F )
Acero de alto carbono
1370º C (2500º F)
Acero de medio carbono
1430º C (2600º F)
Acero inoxidable
1430º C (2600º F)
Acero de bajo carbono
1510º C (2750º F)
Hierro f orjado
Tungsteno
1593º C ( 2900º F)
3396º C ( 6170º F )
40
SOLDADURA OXIACETILÉNICA II
CONSTRUCCIÓN DE PARÁBOLAS
CONSTRUCCIÓN POR PUNTOS.- Supongamos que es B C la base de nuestra parábola y
A D su altura. Trazamos el rectángulo B M N C y dividimos cada mitad de su base en igual
número de partes. Lo mismo hacemos con los lados B M y B N: lo dividimos en tantas partes
iguales como ha quedado dividida cada mitad de la base.
A continuación trazamos verticales desde los puntos de la base, y a partir de D trazamos
rectas a cada uno de los puntos de la base, y a partir de d trazamos rectas a cada uno de los
puntos de los lados B M y B N. Los puntos de intersección de estas inclinadas con las
verticales serán otros tantos puntos de la parábola, cuya curva continua obtendremos
trazando a pulso la línea que una los puntos encontrados.
B
A
C
1
1
2
2
3
3
4
4
5
5
N
M
4
3
2
1
0D
1
2
3
P5
OTRO SISTEMA POR PUNTOS.- Esta vez
tenemos situada la recta directriz a, al eje y su
foco F. Podemos situar el vértice A, ya que
sabemos que será el punto medio de C F.
Si a partir de a trazamos perpendiculares al
eje (sin necesidad de que guarden la misma
separación entre sí) y tomamos la distancia
que separa cada recta de la directriz a,
podemos hacer centro en el foco F, trazando
una arco que corte a la perpendicular
correspondiente a la distancia tomada por
radio.
4
P4
P3
P2
P1
C
1 2 3
A
F
4 5
P1
Estos puntos de intersección de arco y recta
serán otros tantos puntos de la parábola, que
ya sabemos debemos unir mediante una
curva continua.
P2
P3
a
P4
P5
41
SOLDADURA OXIACETILÉNICA II
CONSTRUCCIÓN DE PARÁBOLAS
Un sistema es el siguiente: supongamos que nos dan lo que podríamos llamar la base de la
parábola (recta A B) y su punto de máxima altura, S. Prolongamos la recta O S y tomamos
sobre esta prolongación una distancia igual a O S, que será S C.
Unimos ahora A y B con C. Dividimos estas dos nuevas rectas en un número igual de partes
iguales. En nuestro caso las hemos dividido en diez partes iguales; pero, obsérvelo, las
hemos numerado invirtiendo el orden de los números.
Se trata ahora de unir los puntos que llevan la misma numeración. Uniremos el 1 con el 1, el 2
con el 2, etc.
Se ve con toda claridad que estas rectas forman un envolvente de la parábola; pero conste
que las distintas intersecciones que forman estas rectas no son puntos de la parábola, sino
que dichas rectas son tangentes a ella. Se trata de trazar a pulso la curva continua, a pulso,
que vaya siguiendo la trayectoria indicada por estas rectas que son tangentes a la curva.
A
O
B
9
1
2
8
7
3
6
4
5
5
6
4
7
3
2
8
1
9
C
42
SOLDADURA OXIACETILÉNICA II
Comportamiento en caso de incendios en el botellón y después de retrocesos de la
llama
Se deberán iniciar inmediatamente las medidas citadas a continuación:
Cerrar la válvula del botellón.
Desenroscar los accesorios conectados; Volver a abrir luego la válvula. Si no se
produce una nueva inflamación si no sale hollín o humo por la válvula y si no se nota olor
anormal, entonces se puede seguir trabajando. La pared del botellón no tiene que
haberse calentado (controlar tocando rápidamente con la mano). Si se produce una
dnueescvoaminpfolanm
ieancdioó.n o si se observa uno de los demás indicios, el acetileno se está
Si la válvula del botellón no se puede cerrar, la llama solamente podrá apagarse cuando
se consigue dentro de los primeros minutos después de su iniciación. Para extinguir
incendios de acetileno solamente son adecuados los extintores de polvo seco y los de
anhídrido carbónico con boquilla.
Los botellones en los que ha comenzado la descomposición del acetileno se deberán
enfriar continuamente en todo caso con grandes cantidades de agua (manguera),
desde lugar cubierto y a gran distancia.
Si los medios del taller no son suficientes, se deberá avisar inmediatamente al servicio
de bomberos. Desalojar inmediatamente al entorno.
Al explotar, los botellones pueden volar varios cientos de metros. Los botellones en los
que haya comenzado la descomposición del acetileno se deberán llevar al aire libre, en
el caso de que haya apagado el incendio del acetileno y el botellón se pueda tocar
todavía con la mano desnuda en todas sus partes:
Si ya no es posible llevarlo al aire libre y está saliendo gas no quemado, entonces se
deberá eliminar los focos de inflamación (luces sin protección, fuego, tabaco encendido
y similares) y se abrirán las puertas y ventanas (peligro de explosión del local).
43
SOLDADURA OXIACETILÉNICA II
ECOSISTEMA
Todos los seres vivos que se encuentran rodeados de un ambiente inerte, el hombre en la
mina, en la fábrica, en el taller o en el trabajo; la mujer en la cocina o en la oficina; el hijo en la
calle o en la escuela; el canario en la jaula.
Los seres vivos están íntimamente relacionados con otros seres vivos y con el ambiente sin
vida, para producir intercambio continuo que mantenga un adecuado equilibrio, que viene a
ser un SISTEMA ECOLÓGICO O ECOSISTEMA. Los protistas, vegetales y animales que
dependen sucesivamente unos de otros constituyen los eslabones de una cadena
alimenticia, Veamos el siguiente esquema.
Componentes esenciales
Componentes no esenciales
s
e
r
o
t
c
u
d
o
r
P
Plantas verdes
LUZ
Herbívoros
s
e
t
ín
s
o
ot
F
Carnívoros
Parásitos
is
Comedores de
carroñas
Saprofitos
Desintegradores
Substancias
nutritivas
Componentes
no vivos
s
er
o
iid
m
u
s
n
o
C
Transformadores
Componentes
vivos
44
SOLDADURA OXIACETILÉNICA II
El ambiente
Al hacer referencia el ambiente natural se piensa, en primer lugar, en los elementos más
importantes del paisaje, tales como el agua, el suelo, el desierto o la montaña.
Estos ambientes pueden describirse con mayor exactitud atendiendo a los diferentes factores
físicos, diferencias de humedad, temperatura, composición de los materiales, etc y
biológicos.
Pero también forman parte del ambiente otros organismos, de la misma manera que el suelo y
las rocas, por lo que ningún animal y planta puede vivir como un ermitaño, aislado de los
demás, sino, que, por el contrario, necesitan disponer de varios organismos para utilizarlos
como alimento. Los animales dependen directa e indirectamente de los vegetales verdes y
muchos vegetales dependen, a su vez de determinados animales, como por ejemplo, los que
necesitan a los insectos para lo polinización. Algunos vegetales verdes pueden vivir
independientemente durante cierto tiempo a expensas de la energía solar y de las materias
minerales que toman del suelo, pero tan pronto empiezan a desarrollarse.
El ecólogo moderno se esfuerza en el conocimiento de la influencia de los factores
ambientales y en perfilar conceptos generales, tales como acción limitante, competición,
crecimiento de la población, y otros por el estilo.
El medio
La
otrobamlleana
mífeesrounqumeanmoí fpeuroedyevivvievierneenl eml aarg,uealm
, nuirvcoiélalarg;ocaedsaununmoacmreífceeroyvsoeladdeosra,errloclolaneejno seus
medio adecuado.
El hombre no podría vivir sin la ayuda de las plantas y de los animales que le sirven de
alimento, El agua y el oxígeno son indispensables para los seres vivos. El ser humano se
acomoda al medio de acuerdo a sus necesidades, en cambio otros seres vivos tienen que
adecuarse a los factores del medio que se encuentran.
El factor físico del ambiente que debe considerarse en primer lugar es el medio, entendiendo
por tal la materia que rodea inmediatamente al organismo y con la cual mantiene éstos sus
importantísimos intercambios.
45
SOLDADURA OXIACETILÉNICA II
HOJA DE TRABAJO
1. ¿ Qué son las mangueras, cómo se pueden identificar?
2. ¿Cómo se presenta la ecuación química de la combustión completa del
acetileno?
3. ¿Qué son los economizadores de gas?
4. Mencione los puntos de fusión de los diferentes metales.
Estaño, aluminio, bronce, plata, níquel, hierro forjado, metal monel.
5. ¿Cuál es el comportamiento del botellón en caso de incendios, y
después de retroceso de la llama?
MEDIO AMBIENTE
6.
¿Qué es el ecosistema?
7.
¿ Qué es el ambiente?
8.
¿ Qué es el medio?
46
TAREA Nº 03
SOLDADURA EN POSICIÓN
VERTICAL DESCENDENTE
Sacudidas rápidas
º
0
2
AGUJERO
0
5
1
ºº
0
3
Movimiento
rectílieno
1 a 2mm
25
Nº
01
02
03
04
05
06
07
03
3
ORDEN DE EJECUCIÓN
HERRAMIENTAS / INSTRUMENTOS
Prepare el equipo de soldadura
Prepare el material base
Encienda el soplete
Apuntale el material base
Posicione el material base
Deposite los cordones
Limpie los cordones
03
PLATINA
PZA. CANT. DENOMINACIÓN
AWS
- Lentes oscuros para oxi
- Guantes
- Equipo de soldadura oxi
- Pica escoria
- Escobilla de fierro
- Martillo
- Limpiador de boquillas
- Tenazas
3 x 25 x 150
NORMA / DIMENSIONES
SOLDADURA EN POSICIÓN VERTICAL DESCENDENTE
CONSTRUCCIONES METÁLICAS
ST 37
POSICIÓN 3G
MATERIAL
OBSERVACIONES
HT
03
TIEMPO: 16 Hrs.
ESCALA: 1 : 1
REF. H. O- 03
HOJA: 1 / 1
2003
SOLDADURA OXIACETILÉNICA II
SOLDADURA EN POSICIÓN VERTICAL DESCENDENTE
Esta operación es utilizada para soldar juntas en posición vertical descendente, utilizando un
equipo para soldadura oxiacetilénica y material de aporte adecuado para el material base a
soldar.
Esta operación la ejecuta el soldador para
realizar soldaduras de mantenimiento en
pequeños tanques cisternas y tuberías de
acero al carbono, en donde se requiera un tipo
de soldadura estanco y el acceso con otro tipo
de soldadura sea dificultoso.
PROCESO DE EJECUCIÓN
1º PASO: Prepare el equipo de soldadura.
2º PASO: Prepare el material base
OBSERVACIÓN
Los cantos deben estar completamente rectos.
3º PASO: Encienda el soplete.
4º PASO: Apuntale el material base.
a) Apuntale la unión. (Fig. 1)
OBSERVACIÓN
Guarde una separación entre unos
Fig. 1
1,5 a 2 mm entre las juntas.
MECÁNICO DE CONSTRUCCIONES METÁLICAS
48
REF. H.O.03/CM 1/2
SOLDADURA OXIACETILÉNICA II
5º PASO : Posicione material base.
a) Utilizar posicionador de los
cordones metálicos para soldar
en posición vertical (si la pieza a
soldar es pequeña) (Fig. 2)
6º PASO : Deposite los cordones.
Fig. 2
a) Romper el talón en la raíz dirigiendo la llama del soplete hacia el material base
con una inclinación de 60º aprox.
b) Cuando el material base esté líquido y se observe la ruptura del talón mediante
un cráter u agujero, entonces deposite el material de aporte mediante sacudidas
rápidas.
c) Si observa que el metal fundido se descuelga excesivamente, retire la llama de
la zona de soldadura, para enfriar la zona y luego continúe soldando. (Fig. 3)
7º PASO: Limpie los cordones
a) Utilizar cepillo de fierro para limpiar cordones.
AGUJERO
Fig. 3
MECÁNICO DE CONSTRUCCIONES METÁLICAS
49
REF. HO.03/CM 2/2
SOLDADURA OXIACETILÉNICA II
CONDICIONES DE LA SOLDADURA
Para obtener buenos resultados en las soldaduras ejecutadas con el procedimiento
oxiacetilénico hay que tener en cuenta las siguientes consideraciones:
A) Conocer bien el equipo de soldadura a emplear.
B) Identificar el material a soldar.
C) Preparación adecuada de las juntas.
D) Selección apropiada de la boquilla del soplete soldador.
E) Regulación correcta de las presiones de los gases en los manómetros de baja
presión.
F) Regular la llama soldadora correctamente (según el material a soldar).
G) Selección apropiada del metal de aporte (y de los fundentes, cuando haya que
emplearlos).
H) Ángulos de inclinación correctos, tanto del soplete como metal de aporte.
I) Velocidad de avance apropiada.
50
SOLDADURA OXIACETILÉNICA II
INFLUENCIA DE LA SOLDADURA EN EL METAL
LA SOLDADURA CON gas oxicombustible puede usarse con una amplia gama de
metales y aleaciones comerciales ferrosos y no ferrosos. Sin embargo, como en
todos los procesos de soldadura, las dimensiones físicas y la composición química
pueden limitar la soldabilidad de ciertos materiales y piezas.
Durante la soldadura, el metal pasa por un intervalo de temperaturas casi igual al del
procedimiento de colado original, le fueron conferidas por un tratamiento térmico o un
trabajado en frío previos.
La capacidad para soldar materiales como los aceros de alto carbono y de alta
aleación está limitada por el equipo del que se disponga para tratar térmicamente el
ensamble ya soldado.
Estos metales se sueldan con éxito cuando el tamaño o la naturaleza de la pieza
permite aplicarle procedimientos de tratamiento térmico postsoldadura.
El procedimiento de soldadura para los aceros al carbono simples es directo y no
presentan mucha dificultad para el soldador. En otros materiales se producen
soldaduras íntegras utilizando variaciones de precalentamiento, técnica, tratamiento
térmico y uso de fundentes.
El proceso de soldadura con gas oxicombustible puede servir para reparar piezas
metálicas de espesor considerable y para los ensambles que suelen encontrarse en
las operaciones de mantenimiento y reparación.
51
SOLDADURA OXIACETILÉNICA II
TENDENCIA A LA ROTURA
LA temperatura del metal base varía durante la soldadura, desde la del charco de soldadura
hasta la temperatura ambiente en las áreas mas alejadas de la soldadura.
En el caso de los aceros, la soldadura y las zonas térmicas afectadas adyacentes se calientan
bastante por encima de la temperatura de transformación del acero.
Esto produce una estructura de grano grueso en la soldadura y en el metal base adyacente, la
cual puede refinarse con un tratamiento térmico normalizador, como podría ser calentar al
intervalo de temperaturas de austenitilización (alrededor de 900º C o 1650º C) y enfriar en
aire después de soldar.
El metal base de la zona térmicamente afectada que se calienta por encima de la temperatura
de transformación del acero puede endurecerse si contiene suficiente carbono y la tasa de
enfriamiento es lo bastante alta. Es posible evitar el endurecimiento en la mayor parte de los
aceros endurecibles si se utiliza el soplete para seguir calentando la soldadura durante un
tiempo corto después de completada la operación. si se sueldan aceros endurecibles en aire,
el mejor tratamiento térmico es un recocido completo en horno del ensamble soldado.
La flama de oxicombustible permite ejercer cierto grado de control sobre el contenido de
carbono del metal depositado y de la porción del metal base que se calienta hasta un punto de
fusión. Si se emplea una flama oxidante, hay una reacción rápida entre el oxígeno y el
carbono del metal.
Parte del carbono se pierde en forma de monóxido de carbono, y además el acero y los
constituyentes se oxidan. Por otro lado, si el soplete opera con un exceso de acetileno en la
flama, se introduce carbono en el metal de soldadura fundido.
Cuando un acero inoxidable austenítico no estabilizado se calienta al intervalo de
temperaturas entre 430 y 870º C (800 y 1600º F), ocurre precipitación de carburos.
El carburo de cromo se acumula en las fronteras de los granos y reduce la resistencia a la
corrosión de la zona térmicamente afectada. Si esto sucede, será necesario aplicar un
tratamiento térmico después de soldar, a menos que el acero sea una aleación estabilizada
mediante la adición de colombio o titanio y soldada con ayuda de una varilla de soldadura de
acero inoxidable que contenga colombio.
El colombio se combina con el carbono y minimiza la formación del carburo de cromo; todo el
cromo permanece disuelto en la matriz austenítica, que es la forma en que mejor puede
resistir la corrosión.
Otro factor que debe considerarse al soldar es la posible tendencia del metal a la friabilidad en
caliente (una marcada reducción de la resistencia mecánica a temperaturas elevadas).
Algunas aleaciones con base de cobre acusan notablemente esta tendencia. Si el metal base
tiene esta tendencia, se deberá soldar con cuidado para evitar el agrietamiento en caliente de
la zona de soldadura. La técnica de soldadura deberá ajustarse para tener en cuenta en
cuenta dicha tendencia, y las guías y abrazaderas se deberán utilizar con cautela. El
agrietamiento en caliente puede reducirse con una secuencia de soldadura apropiada o
soldando en varí as capas con franjas angostas tipo cordón.
52
SOLDADURA OXIACETILÉNICA II
MATERIALES PARA LA CONSTRUCCIÓN
OXIACETILÉNICA
DE CILINDROS EN SOLDADURA
Botellas de oxígeno. Se fabrican en acero estirado, sin soldadura, y se someten a una
prueba hidráulica 235 Kg/cm2 (3360 psi).
En su extremo superior llevan en grifo que permite abrir o cerrar el paso de gasa (ver Fig. 1).
Para la manipulación del grifo de las botellas de oxígeno deben tenerse en cuenta las
siguientes recomendaciones:
- Abrir y cerrar siempre a mano. No utilizar llaves u otras herramientas.
- Abrir lentamente par que la presión en el manorreductor vaya aumentando de forma
gradual.
- El grifo debe abrirse hasta el final.
En caso contrario pueden producirse fugas de gas.
Hay varios tamaños de botellas de oxígeno. El tamaño grande, que es el más utilizado en
soldadura, contiene unos 7 m3 de oxígeno en condiciones normales. Las botellas de tamaño
medio contienen 3.5 m3 y las pequeñas 2.5 m3.
La presión de carga es de 150 Kg/cm2 ( 2200 psi), a una temperatura de 20º C (unos 70º F).
Hay que tener en cuenta que los gases se dilatan o se contraen al cambiar la temperatura, por
lo que al permanecer constante el volumen de la botella, cuando se calienta, aumenta la
presión; y cuando se enfría, la presión disminuye.
Por ejemplo, si la botella se encuentra a la intemperie no y sometida a bajas temperaturas,
aunque esté llena, la presión será menor de 150 Kg/cm2.
Esto no quiere decir que haya perdido
oxígeno, sino que ha disminuido la presión del
mismo como consecuencia del enfriamiento.
Puesto que la presión varía con la
temperatura, las botellas van provistas de una
válvula de seguridad que evita el que se
alcancen presiones peligrosas.
CAPUCHÓN
PROTECTOR
GRIFO
VÁLVULA DE
SEGURIDAD
SALIDA
DE GAS
Por ejemplo, si la botella se somete a la acción
de una llama, o se sitúa en zonas muy
calientes, entrará en funcionamiento la
válvula de seguridad, dejando escapar parte
del oxígeno y evitando de esta forma que la
presión pueda alcanzar valores peligrosos.
Las botellas de oxígeno llevan un capuchón
protector, roscado en el extremo superior de
las mismas.
Su finalidad es la de proteger el grifo, por lo
que debe colocarse siempre que no se esté
utilizando la botella.
Fig. 1 A la izquierda se observa el aspecto
exterior de una botella de oxígeno.
A la derecha, detalle de la parte superior.
53
SOLDADURA OXIACETILÉNICA II
Denotación
OTC- OTC50
20
Válvula
VT 4020
Caperuza
KB-10
Presión de llenado a + 15º C
alta ( = Kg/cm2)
200
3
10,0
Contenido mínimo de gas, m
Peso con gas y caperuza,
cuando ésta existe, peso
81,0
nom. k g
Longitud, incluido válvula y
caperuza, cuando ésta existe,
long. nom. mm
1700
OTC10
VT 4020 VT 4020
KB-10 KB-10
OLB8/11
OTC7/1
OTC- OTC5/1
2,5
VT 4820 VT 4820
KB-560
-
VT 4820 VT4820
-
200
4,0
200
2,0
150
1,2
39,0
20,4
11,3
1005
1005
753
200
1,4
200
1,0
200
0,5
9,8
7,7
4,0
655
520
495
OTC-50
OTC-20
OTC-10
OLB-8/11
OTC-7/1 OTC-5/1 OTC-2,5
54
SOLDADURA OXIACETILÉNICA II
Botellas de acetileno.
Para que el almacenaje de acetileno resulte seguro, las botellas van llenas de una materia
porosa. Este material va saturado de un líquido, que recibe el nombre de acetona, y que tiene
la capacidad de disolver grandes cantidades de acetileno bajo presiones superiores a 1,5
Kg/cm2, sin que se altere la estabilidad ni la naturaleza del gas (Fig. 2).
Las botellas llevan un tapón, el cual hace las veces de válvula de seguridad, que salta cuando
la presión alcanza valores peligrosos, bien sea por un calentamiento indebido o por cualquier
otra causa.
Materia porosa
Fig. 2 Aspecto exterior de una botella de acetileno y
corte parcial para mostrar la materia porosa.
El grifo de la botella situado en el extremo superior de la misma, se acciona mediante una
llave de tubo.
Este grifo no debe abrirse nunca más de una vuelta o vuelta y media. De esta forma resultará
fácil el cerrarlo en caso de emergencia.
55
SOLDADURA OXIACETILÉNICA II
Sección de un cilindro D i s t r i b u c i ó n d e
de acetileno mostrando volúmenes en un
el aspecto de la masa cilindro lleno de
porosa
acetileno.
8%
Espacio de
seguridad
29 %
Expansión de
la acetona al
extraerse
acetileno
38 %
Acetona
AK-50
AF-40
AF-20
25 %
Masa porosa
(aprox. 80%
de porosidad
AK-5 AF-1,1
Cilindros de acetileno
Denotación
AK-50
AF-40
AF-20
AK-5
Válvula
VT4491
KB-10
VT4491
KB-10
VT4491
KB-10
VT100
KB-50
AF-1,1
VT110
-
Capureza
contenido normal
de acetileno, Kg
Peso nom. con gas
y caperuza, cuando
ésta ex ista, Kg
Long. nom. incluído
válvula o caperuza,
cuando ésta exista,
mm
Diámetro nom. exterior, mm
8,5
6,2
3,1
0,84
0,17
104
76
43
10
2,2
1806
1349
971
496
280
234
234
205
145
89
Ventajas del acetileno envasado en cilindros
El acetileno de cilindro está completamente libre de agua y cede por ello la temperatura más
alta de combustión.
El acetileno de cilindro no lleva tampoco impurezas de azufre y fósforo, logrando por esta
causa unas uniones de soldadura de la mejor calidad.
ilinbdursotiópnosceoen auinrea ugroaxnígpeontoe.ncia calorífica y logra una temperatura muy alta
dEelallcaemtialeennoladecocm
El acetileno de cilindro está siempre listo para su empleo y puede adquirirse en casi todas las
partes. Con gran consumo de gas es interconectar varios cilindros formando una central de
gas, lográndose de este modo la cantidad de gas deseada, incluso en las horas punta de
consumo de este gas.
El acetileno de cilindro no lleva consigo el riesgo de explosión; es económico y limpio en su
empleo.
56
SOLDADURA OXIACETILÉNICA II
CONSTRUCCIÓN DE POLÍGONOS
POLÍGONO
S
CONSTRUIR UN TRIÁNGULO EQUILÁTERO (ÁNGULOS DE 60º) CONOCIENDO LA
LONGITUD DE SUS LADOS
C
A
Procedimiento
B
-
Con un radio AB y haciendo centros
alternativamente en A y B forman el
punto C.
-
Unir los puntos CA y CB obteniéndose el
triángulo pedido.
CONSTRUIR UN CUADRADO CONOCIENDO LA LONGITUD DE UNO DE SUS LADOS
Sea AB la longitud de uno de sus lados.
Procedimiento
D
-
Levantar una perpendicular en el extremo
B.
-
Con radio AB y haciendo centro en B;
cortar la perpendicular formando el punto
C.
-
Con el mismo radio y haciendo centros en
C y A. Formar el punto D.
-
Unir dichos puntos con rectas formando el
cuadrado pedido.
C
A
B
57
SOLDADURA OXIACETILÉNICA II
CONSTRUIR UN PENTÁGONO REGULAR
Procedimiento
-
Trazar una circunferencia.
-
Por su centro O trazar los diámetros AB Y
CD.
-
G
F
Hallar el punto medio del radio OB
formando el punto I.
-
Con radio IC y centrando en I trazar un arco
que corte el radio AO; formando el punto E.
-
Con radio CE dividir la circunferencia en
cinco partes.
-
C
Uniendo los puntos se tendrá el pentágono
pedido.
E
O
A
J
I
B
H
D
CONSTRUIR UN EXÁGONO REGULAR
Procedimiento
.
E
C
A
B
-
Trazar una circunferencia.
-
Trazar su diámetroAB.
-
Con el mismo radio y haciendo centros en
A y B trazar arcos que corten la
circunferencia para formar los puntos C, E,
D y E.
-
D
F
Uniendo dichos puntos tendremos el
hexágono pedido.
58
SOLDADURA OXIACETILÉNICA II
CONSTRUIR UN HEPTÁGONO REGULAR DE CUALQUIER NÚMERO DE LADOS
B
N
1
2
3
4
5
6
7
Procedimiento
1
2
3
4
5
6
7 A
M
-
Trazar la circunferencia y el diámetro vertical AB.
-
Dividir el diámetro en el mismo número de partes como lados deba tener el polígono
solicitado.
-
Con un radio igual al diámetro AB, y haciendo centro en A y B respectivamente, se
describen dos arcos que se cortan en el punto N.
-
Por el punto M y por la segunda división (Nº 2) del diámetro AB, se hace pasar una recta
M2 que al cortar a la circunferencia en el punto N, se origina la cuerda NB, la misma que
será igual a la séptima parte de la circunferencia.
-
Tomando una abertura de compás igual a la cuerda NB se comenzará a dividir a la
circunferencia en sus siete partes iguales.
-
Uniendo los puntos de división por líneas rectas, se tendrá el polígono regular de siete
lados inscrito en la circunferencia.
Nota.- Para trazar cualquier polígono se sigue el mismo procedimiento y siempre el lado s
determina trazando la recta MN por la segunda división hecha en el diámetro.
e
59
SOLDADURA OXIACETILÉNICA II
Tratamiento de botellones en peligro después del enfriamiento.
Enfriar los botellones hasta alcanzar la temperatura normal, almacenándolos después en un
sitio seguro (separación suficiente de los puestos de trabajo, zonas de tránsito y locales
habitados) como mínimo 24 horas.
Durante el almacenamiento, vigilar continuamente la temperatura en toda la longitud del
botellón; un nuevo calentamiento es posible aún después de varias horas.
No seguir utilizando los botellones y marcarlos en forma clara; informar al suministrador y a la
central de llenado.
60
SOLDADURA OXIACETILÉNICA II
MEDIO AMBIENTE
Es el mundo que nos rodea, en el cual vivimos y del cual tomamos las sustancias necesarias
para la vida. Conjunto de factores con capacidad física y química para hacer posible la
existencia de la vida.
Elementos del medio ambiente:
Aire
Agua
Suelo
Animales
Vegetales
Energía solar
EL HOMBRE Y EL MEDIO AMBIENTE
Desde un inicio, el hombre ha influido y cambiado el medio ambiente con sus diferentes
actividades, casi siempre de manera negativa. Para el hombre común el medio ambiente
nunca ha sido objeto de preocupación. En tiempos antiguos la destrucción del medio
ambiente solo fue local; el hombre pudo emigrar de lugares que fueron destruidos y encontró
espacios vacíos con tierras fértiles.
Hoy en día la alteración del medio ambiente ya no solo es local, sino global (en todo el
planeta).
Todo esto debido a la explotación exagerada de las diversas materias primas como el
petróleo y algunos metales. Los disturbios en procesos que observamos en el medio
ambiente, son consecuencias de no respetar los límites. Los ríos pierden su capacidad de
autopurificación, la producción de alimentos están en peligro por la erosión de los suelos, las
enfermedades pulmonares aumentan fuertemente por la emisión de gases de combustible
de aire.
61
SOLDADURA OXIACETILÉNICA II
Precisamente por la capacidad racional de construir y destruir, el hombre tiene que respetar
reglas éticas como:
.
Reconocer y respetar el derecho a la vida de todas las especies animales y vegetales.
.
Respetar las leyes naturales desarrolladas durante millones de años para que la
estabilidad y autorregulación en la tierra no se alteren.
.
Asegurar la diversidad de especies que forman la base de la estabilidad en la tierra.
.
Encontrar las soluciones viables a los conflictos entre el hombre y el medio ambiente que
lo rodea, que permitan la coexistencia entre el ser humano y otras especies.
62
SOLDADURA OXIACETILÉNICA II
HOJA DE TRABAJO
1.
¿En qué consiste la soldadura en posición vertical descendente?
2.
¿Qué condiciones se debe tener en la soldadura oxiacetilénica?
3. ¿Porqué se produce la rotura en el metal base después de soldarla?
4.
¿Cuál es la presión de carga de las botellas de oxígeno a una
temperatura de 20º C ?
5.
¿Cómo influye la soldadura con gas oxicombustible en el metal?
6.
Mencione las recomendaciones para la manipulación del grifo de las
botellas de oxígeno
7.
¿Cuáles son las partes de la botella de oxígeno?
8.
¿Para qué se utilizan las botellas de acetileno?
9.
¿Cuáles son las ventajas del acetileno envasado en cilindros?
10.
¿Qué tratamientos se daría a los botellones en peligro después del
enfriamiento?
63
TAREA Nº 04
SOLDADURA A TOPE
EN FILETE EN POSICIÓN
VERTICAL ASCENDENTE
25
15º
0
5
1
60º
5
Nº
01
02
03
04
05
06
07
ORDEN DE EJECUCIÓN
HERRAMIENTAS / INSTRUMENTOS
Prepare el equipo de soldadura
Prepare el material base
Encienda el soplete
Apuntale el material base
Posicione el material base
Suelde
Limpie los cordones
- Lentes oscuros para oxi
- Guantes
- Equipo de soldadura oxi
- Pica escoria
- Escobilla de fierro
- Martillo
- Limpiador de boquillas
- Tenazas
04
PZA.
03
PLATINA
AWS
3 x 25 x 150
NORMA / DIMENSIONES
CANT. DENOMINACIÓN
SOLDADURA A TOPE EN FILETE EN POSICIÓN VERTICAL
ASCENDENTE
SOLDADURA OXIACETILENICA II
ST
MATERIAL
HT
POSICIÓN 3G
37
OBSERVACIONES
04
TIEMPO: 32 Hrs.
ESCALA: 1 : 1
REF. H. O- 04
HOJA: 1 / 1
2003
SOLDADURA OXIACETILÉNICA II
SOLDADURA A TOPE EN FILETE EN POSICIÓN VERTICAL ASCENDENTE
Esta operación manual es utilizada para soldar juntas a tope en filete en posición vertical
ascendente, utilizando un equipo para soldadura oxiacetilénica y material de aporte
adecuado para el material base a soldar.
Esta operación la ejecuta el soldador para
realizar soldaduras en carrocerías, soportes
de tuberías en posición, etc.
PROCESO DE EJECUCIÓN
1º PASO : Prepare el equipo de soldadura.
2º PASO: Prepare el material base.
OBSERVACIÓN
Los cantos deben estar completamente rectos
3º PASO : Encender el soplete.
90º
4º PASO : Apuntale el material base.
a) Apuntalar las piezas a soldar
formando un ángulo de 90º.
(Fig. 1).
Fig. 1
MECÁNICO DE CONSTRUCCIONES METÁLICAS
65
REF. H.O.04/CM 1/2
SOLDADURA OXIACETILÉNICA II
b)Apuntalar con puntos de 1/2" de
longitud y con una separación
de 6" de longitud aprox. en
ambos lados de la junta. (Fig. 2)
6”
5º PASO : Posicione material base.
a) Utilizar posicionador metálico si
el tamaño de la pieza lo permite
(vertical ascendente).
(Fig. 3).
Fig. 2
6º PASO : Suelde
a) Inclinar la boquilla con respecto
a la vertical 60º y el material de
aporte 15º con respecto a la
vertical (Fig. 4)
b) Realizar movimientos en zig-
zag cortos, deteniéndose en los
extremos para depositar
material de aporte. (Fig. 5)
Fig. 3
½
7º PASO : Limpie los cordones
a) Utilizar escobilla de fierro.
Fig. 4
Fig. 5
MECÁNICO DE CONSTRUCCIONES METÁLICAS
66
REF. H.O.04/CM 2/2
SOLDADURA OXIACETILÉNICA II
MOVIMIENTO OSCILATORIO
Posición y movimientos del soplete.
Sostener el soplete con un ángulo de inclinación longitudinal de unos 45º, dirigiendo la llama
hacia la parte no soldada (Fig. 1). Los soldadores que sujetan el soplete con la mano derecha
deben iniciar la soldadura en el extremo derecho de la pieza y progresar hacia la izquierda.
En los zurdos se invierte el sentido de avance. Dirigir la llama hacia la pieza, de forma que el
extremo del dardo quede a unos 3 mm de la superficie de la misma, y mantenerla en esta
posición hasta que se inicie un baño de fusión.
A continuación, avanzar en el sentido indicado anteriormente, manteniendo el baño y
comunicando al soplete un movimiento de rotación como el que se indica en la Fig. 1. No
llevar el soplete encima del baño, sino ligeramente por delante del mismo, de forma que
pueda progresar la fusión.
Si el avance es muy rápido, la aportación de calor no es suficiente para mantener el baño de
fusión; y si la llama se mantiene mucho tiempo en la misma posición puede producirse
agujeros.
AVANCE EN
CADA VUELTA
1.5 mm
UNOS 6 mm
INICIO
UNOS 8 mm
SENTIDO DE AVANCE
Fig. 1 Posición y movimientos del soplete
67
SOLDADURA OXIACETILÉNICA II
MOVIMIENTOS DE LA VARILLA Y EL SOPLETE.
La base principal para una soldadura excelente, es el movimiento de la varilla o material de
aporte y soplete.
Los movimientos de la boquilla se pueden clasificar en movimiento de zig-zag, semicirculares
y ondulatorios (Fig. 1)
Fig. 1
Movimientos de zig. zag :
La posición vertical ascendente, requiere en la
varilla y la boquilla un movimiento en forma de
zig. Zag (Fig. 2) coordinados.
Movimiento semicircular :
Fig. 2
naic,ierclumlaorv.i(m
dPearla bsoqlduailrlaeenspeonsfiocirómnapsleam
Fige.n3to)
Fig. 3
Movimiento en zig.zag horizontal :
Para la soldadura sobre cabeza el movimiento
del soplete es ondulatorio, (Fig. 4).
Movimiento ondulatorio:
Fig. 4
Cuando se va a soldar en posición horizontal,
los movimientos del soplete son movimientos
de ondulación. (Fig. 5).
En esta clase de soldadura hay que evitar el
calor excesivo en la pieza, retirando y
acercando la boquilla, para impedir la caída
del metal líquido.
Fig. 5
68
SOLDADURA OXIACETILÉNICA II
CONDICIONES PARA SOLDAR CON SOPLETE
En los sopletes de baja presión, el oxígeno al pasar a través de un pequeño conducto que
lleva el inyector, aspira el acetileno, que viene por otros conductos, incorporándolo a la
corriente de oxígeno. En estos sopletes, sí se producen pequeñas fluctuaciones en el caudal
de oxígeno, el de acetileno varía en la misma medida, por lo que las proporciones de la
mezcla permanecen constantes.
En los sopletes de alta presión el acetileno y el oxígeno se alimentan con presiones similares,
se mezclan en el dispositivo mezclador y circulan a través de la lanza hasta salir por la
boquilla. En estos sopletes las fluctuaciones en el caudal de cualquiera de los gases afectan
mas directamente a las proporciones de la mezcla.
Los sopletes, en su parte posterior, llevan dos tomas para conectar las mangueras
procedentes de ambas botellas. A fin de evitar confusiones a la hora de realizar la conexión,
ambas tomas son diferentes: la de oxígeno lleva roscas a derecha, y la de acetileno a
izquierda. Además, llevan dos grifos: uno permite regular el caudalde oxigeno, y otro, el de
acetileno. El soplete es el elemento más importante en la instalación de soldar, dependiendo
en sumo grado de su funcionamiento el éxito de trabajo del operario soldador.
La manipulación del soplete requiere por tanto mucho cuidado y sólidos conocimientos sobre
su funcionamiento.
Precauciones en el manejo del soplete.
Al interrumpir o finalizar la soldadura, colocar el soplete en lugar seguro, de forma que no
pueda caerse. Hay que tener en cuenta que los grifos son especialmente delicados, y
cualquier golpe puede deteriorarlos. En algunas ocasiones los grifos están muy flojos y giran
libremente, por lo que resulta difícil mantener una mezcla de las proporciones adecuadas. En
estos casos, apretar ligeramente las tuercas de los grifos utilizando una llave adecuada.
Boquilla
Tuerca de
unión
Mango
Lanza
O2
C 2H 2
OXÍGENO
LLAVE
MEZCLA
Inyector
G
várlivfouslaos
SOPLETE DE BAJA PRESIÓN
69
SOLDADURA OXIACETILÉNICA II
Reglas de seguridad.
Para el uso y conservación de las sopletes para soldar, hay que tener presente las siguientes
normas:
a) Nunca manipular los sopletes con grasa o aceite en las manos.
b) No ajustar las tuercas de conexión con alicates o tenazas. Hay que usar
la llave adecuada (llave de sopletes).
c) No golpearlos, pues son instrumentos muy delicados y al hacerlo se
pueden obstruir los tubos conductores de gases.
d) Tener cuidado con las roscas del soplete donde van acopladas las
mangueras de gases.
e) Antes de conectar las mangueras al soplete, asegurarse que las tuercas
de acople estén bien limpias, lo mismo que las roscas del soplete.
f) Jamas trabajar con sopletes para soldar que presenten desperfectos y
Que tengan fugas por las tuercas de conexiones.
Acoplamientos
OXÍGENO
LLAVE
MEZCLA
Mezclador
SOPLETE DE ALTA PRESIÓN
70
SOLDADURA OXIACETILÉNICA II
DISTRIBUCIÓN TÉCNICA EN LA ZONA DE SOLDADURA
1200º
PENACHO.- Es la llama envolvente que
Protege al metal en fusión. Su
temperatura varía entre 1200 y 1700 grados
centígrados.
ZONA SOLDADORA O REDUCTORA.- Aquí
se producen las más altas temperaturas (entre
3000 y 3200 grados centígrados).
1700º
CONO O DARDO.- Llama brillante y luminosa.
Su temperatura está entre 1600 y 2000 grados
3000º
centígrados.
a
3200º
2000º
1600º
800º
300º
ZONA FRÍA.- Su temperatura es de 300 a 800
grados centígrados.
71
SOLDADURA OXIACETILÉNICA II
POTENCIA DEL SOPLETE
Los mangos de los sopletes para soldar se fabrican en diversos tamaños y estilos, desde los
pequeños para trabajos muy ligeros (con bajo flujo de gas) hasta los mangos extrapesados
(de alto flujo de gas) que se emplean generalmente para operaciones de calentamiento
localizado.
Un soplete pequeño típico que sirve para soldar láminas metálicas gasta acetileno con tasas
de flujo volumétrico de entre 0,007 y 1.0 m 3/h (0,25 a 35 pies3/h) los sopletes de tamaño
mediano se diseñan para manejar flujos de acetileno de 0,028 a 2,8 m3/h (1 a 100 pies3/h).
Los sopletes de calentamiento para trabajo pesado pueden manejar flujos de acetileno de
hasta 11 m3/h (400 pies3/h).
Lo
grasngdaeseesn closmlabutasstiabdleesflduijsotidnetogsadsepluaecdeitlelegnoarsaelopsu1e7demn3/hus(6a0r0copnies3o/hp)le.tes todavía más
Acople para manguera
de oxígeno
Válvula de oxígeno
Acople para manguera
de acetileno
Tubo mezclador
Mango
Válvula de acetileno
Boquilla
Tuerca de unión
PARTES DEL SOPLETE OXIACETILÉNICO PARA SOLDAR
72
SOLDADURA OXIACETILÉNICA II
CAUSAS DE RETROCESO DE LLAMA
Contra explosión y llama en retroceso
Hay una diferencia muy clara entre llama en retroceso y contraexplosión. Esta diferencia
debe ser comprendida por todos aquellos que usan el equipo oxi-acetileno. De las dos, la más
peligrosa es la llama en retroceso.
Algunas veces cuando alguien está soldando, la llama del soplete desaparece con un fuerte
chasquido o estallido en la boquilla. Esto es contraexplosión. Generalmente el soplete vuelve
a encender si se acerca accidentalmente al metal caliente.
Si ocurre una contraexplosión, cierre las válvulas del soplete inmediatamente y revise los
puntos siguientes.
1. ¿Se dejó que la boquilla tocara el metal?
Esta es la causa más frecuente con los principiantes.
2. ¿Hay algún pedazo de metal tapando el orificio de la
boquilla? 3. ¿Está floja la boquilla?
4. ¿Está sobrecalentada la boquilla? ¿ha estado demasiado cerca del metal?
Después de revisar, enfríe la boquilla en agua, con el oxígeno fluyendo por ella.
Cuando se produce una llama en retroceso, la llama desaparece y se oye un silbido o chillido
en la boquilla. Generalmente acompaña a este chillido la salida de un humo negro por la
boquilla.
Si se produce una llama en retroceso, cierre las válvulas del soplete (primero la de oxígeno) y
las válvulas de los cilindros. Pida al instructor que compruebe el equipo antes de hacer
cualquier otra cosa.
Con una llama en retroceso, la llama sigue encendida dentro de la boquilla. Si se deja, la llama
podría continuar su camino hasta los cilindros o tuberías de gas y provocar una violenta
explosión. El oxígeno mantendrá la llama. Por esta razón las válvulas de oxígeno se cierran
primero.
Todo equipo de oxi-acetileno debe tener instalado un dispositivo para detener la llama. Si no
lo tiene instalado, puede comprarse al fabricante. Algunos sopletes se construyen teniendo
esto presente. Las causas más frecuentes de una llama en retroceso son:
1.
sretasieosnleascianucosarremcátassfrdeecuoexnígte ncony laocseptirlie nncoip.iantes.
2.
Tocar el metal con la boquilla.
3.
El uso de métodos impropios para encender el soplete.
73
SOLDADURA OXIACETILÉNICA II
REGLAS DE SEGURIDAD
Para el uso y conservación de los sopletes para soldar, hay que tener presentes la siguientes
normas:
a) Nunca manipular los sopletes con grasa o aceite en las manos.
b) No ajustar las tuercas de conexión con alicates o tenazas.
Hay que usar llave adecuada (llave de sopletes).
c) No golpearlos, pues son instrumentos muy delicados y al hacerlo se pueden
obstruir los tubos conductores de gases.
d) Tener cuidado con las roscas del soplete donde van acopladas las mangueras
de gases.
e) Antes de conectar las mangueras al soplete, asegurarse, que las tuercas de
acople estén bien limpias, lo mismo que las roscas del soplete.
f) Jamás trabajar con sopletes para soldar que presenten desperfectos y que
tengan fugas por las tuercas de conexiones.
g) "En caso de tener sopletes con desperfectos, avisar inmediatamente al jefe".
74
SOLDADURA OXIACETILÉNICA II
SISTEMAS DE GESTIÓN MEDIOAMBIENTAL
EN LA EMPRESA (SGMA)
INTRODUCCIÓN
Actualmente las empresas con visión de futuro consideran la gestión medio ambiental como
una oportunidad de reducir sus consumos de materias primas, agua, energía y residuos, al
mismo tiempo que disminuyen sus costos, aumenta su competitividad y mejoran su imagen
frente a la administración y la sociedad en general.
Por este motivo nacen los Sistemas de Gestión Medioambiental (SGMA) como instrumentos
de prevención y reducción de la contaminación. Con su aplicación las empresas incluyen de
manera natural en su sistema de gestión general todos aquellos aspectos de sus actividades
que pueden generar un impacto sobre el medio.
Un Sisstema d Ges ió n M edio mbi e t l, s el m arco oo el étod
trabajo que sigue una
e pre a con el objeto d e implantar un ad ecu ado com p rta miento de acuerdo con las m et sa
em
fijadas y como respuesta unas normas, unos riesgos ambientales y unas presiones tanto
sociales como financieras, económicas y competitivas.
En definitiva, la empresa desarrollará un sistema de gestión medioambiental basado en sus
propios principios y filosofías, el cual tiene como meta alcanzar unos objetivos
medioambientales preestablecidos al fijar la política ambiental empresaria.
Los SGMA llevan implícitos los principios que se inspiran en la política actual protección
integral del medio ambiente. Estos principios se podrían resumir en los siguientes:
. Quien contamina paga.
. Necesidad de un desarrollo sostenible.
. U
Detilriezachcoiódnedaectceecsno ldoegíuassulaim
ripoisa/sc.onsumidores a la información medioambiental.
¿QUÉ ES UN SGMA?
Podemos decir con todo convencimiento que todas las empresas en función de su actividad,
tienen una repercusión ambiental. Por ello, cada día se hace más necesario que estas
empresas asuman la responsabilidad que les corresponde en la protección del medio
ambiente, sin que ello afecte a su competitividad o a su rendimiento productivo.
El Sistema de Gestión Medioambiental, es aquélla parte del sistema general de gestión
que comprende la estructura organizativa, las responsabilidades, las prácticas, los
procedimientos, los procesos, y los recursos para elaborar, aplicar, realizar y mantener la
política ambiental de la empresa (según definición tomada del reglamento 1836/93 del 29 de
junio, por el cual se permite a las empresas que se adhieran con carácter voluntario a un
sistema comunitario de gestión auditoria medioambiental).
75
SOLDADURA OXIACETILÉNICA II
P
reoarlilzoatcainótnod,veelamsossigquuienlateismapclcainotnaecsióentdaepausn: sistema de gestión medioambiental implica la
¿PARA QUÉ SIRVEN Y PORQUÉ SE IMPLANTAN LOS SGMA?
Los sistemas de gestión Medioambiental permiten a la empresa de forma inmediata:
.
Establecer una Política Ambiental adaptada a sus necesidades y problemas
específicos.
Esta política marca los objetivos generales y principios de acción de la empresa
respecto al medio ambiente, incluido el cumplimiento de todos los requisitos normativos
legales correspondientes al medio ambiente.
.
Identificar los aspectos ambientales que resultan de sus actividades, productos o
servicios existentes, pasados o planificados para el futuro con la finalidad de determinar
los impactos ambientales significativos.
Los impactos ambientales son todas aquellas modificaciones del medio ambiente, negativas
o positivas, totales o parciales, que resultan de las actividades, productos o servicios de una
empresa que interactuan con el medio ambiente.
.
Identificar las exigencias de orden legal y reglamentario aplicable a la empresa.
De esta forma se reduce la probabilidad de recibir sanciones por incumplimiento de lo
ambiental, y por lo tanto, los costos que de ellos se derivan.
. Identificar las prioridades y fijar los objetivos ambientales concretos, expresados en
términos de eficacia ambiental, que una empresa se plantea conseguir como resultado
de la política ambiental.
.
F
igbiliaen
a ya
reavciisliitar
ónlapsaaractaivsiedgaudreasr daelmpislamnoiftiiceamcpióonla,cpoonlíttricoal,avm
ntcailas,ecoarprleiccacyióqnu,eaeuldsiitsoterim
de gestión sigue siendo adecuado.
.
Ser capaz de adaptarse al cambio de las circunstancias.
Pero más allá de ello inmediatas de los SGMA, las empresas buscan otros resultados, o
actúan motivadas por otras razones de fondo.
Estas razones pueden ser muy diversas:
76
SOLDADURA OXIACETILÉNICA II
.
Linadesseegaudraidsa,deesnatnecnidoindeasco emxop eredideunctceisó nlegdaelersie, sdgeoc odneflaictcoisd econntelsa,sdaed m
initneirsrturpaciones
públicas, los vecinos o los consumidores. La política ambiental se configura como una
parte mas de la política integral de seguridad de la empresa.
.
La calidad global de los productos, servicios y proceso tiende a incorporar la gestión
ambiental como un componente más.
Como las empresas necesitan un alto nivel de calidad global para competir, les interesa
incorporar la calidad ambiental.
.
El ahorro en el consumo energético o de materias primas durante el proceso
productivo.
.
El mercado, con la finalidad de captar nuevos clientes, mantener las actuales o
completar la oferta de productos en el mercado, en la medida que la variable ambiental
sea importante en la decisión de la compra.
.
La imagen, mejorando la buena imagen de la empresa de cara al exterior y a las
administraciones públicas.
La implantación de un SGMA tiene un efecto muy positivo en la imagen corporativa de la
empresa, por lo que podemos utilizarla como una herramienta más de marketing.
¿QUIÉN PUEDE IMPLANTAR UN SGMA?
En la teoría podemos decir que cualquier empresa, independientemente de la actividad
productiva que desempeñe, puede implantar un SGMA.
En la práctica existen matizaciones, por ejemplo, el SGMA de la Unión Europea se dirige tan
solo aquellas empresas con actividades industriales relacionadas con la producción de
edne gía eléctrica, gaas, vapor, agua caliente y actividades de reciclaje y/o tratamiento,
trucción y elimin ción de residuos sólidos o líquidos.
En cualquier caso, antes de proceder a la implantación de una SGMA, la empresa tiene que
analizar los beneficios que obtendrá de esa implantación y los costos que puede suponer.
.
La producción, mejorando los procesos productivos, asegurando la óptima utilización
de materias primas y haciendo más eficiente el consumo más energético.
La implantación del SGMA supondrá una revisión de todos los procesos productivos
en la empresa realizando, si son necesarios, los correspondientes cambios que
comporten disminuciones en el consumo de agua, energía y materias primas o
minimicen la producción de residuos y/o emisores, lo cual comportará una
optimización de los costos de producción en general.
77
SOLDADURA OXIACETILÉNICA II
.
La financiación conseguido mediante un buen historial medioambiental ventajas en la
negociación de créditos bancarios, aumentar la cotización en bolsa u obtener ayudas
públicas.
.
El futuro y la permanencia de la empresa anticipándose a las exigencias de la
administración y de los clientes como arma para subsistir y competir.
La implantación de un SGMA permite establecer un compromiso de mejora continua de la
actuación medioambiental al ritmo más adecuado para cada empresa.
A medida que los procesos de producción sean más eficientes, los costos se reducirán y el
medio ambiente se beneficiará.
No obstante, para que un sistema de gestión medioambiental sea eficaz, es necesaria la
implantación de todo el personal de la empresa, desde el jefe hasta el último operario, si no es
así, la implantación no dará los resultados esperados.
A modo de resumen diremos que la implantación de un SGMA representa la situación de
soluciones costosas de última hora para la protección del medio ambiente por unos
procedimientos integrados que conducen a una protección preventiva del medio ambiente, al
mismo tiempo que compartan un mayor rendimiento de la actividad y un aumento de
competitividad.
Por lo tanto la implantación de un SGMA ayuda a realizar mejoras en los siguientes
apartados:
a)
b)
c)
de )
Los procesos de fabricación.
Los tipos y cantidades de materias primas empleadas.
El conocimiento de los efectos que tienen las actividades sobre el medio.
atrcoosm
. unicación tanto interna como externa.
78
TAREA Nº 05
SOLDADURA EN FILETE
EN POSICIÓN HORIZONTAL
1 cordón
e
º
5
3 e
1
,
5
4
5
º
4
25
150
Plano del soporte
y de la varilla
e
Nº
01
ORDEN DE EJECUCIÓN
Prepare el equipo de soldadura
HERRAMIENTAS / INSTRUMENTOS
- Lentes oscuros para oxi
02
03
04
05
06
07
05
Prepare el material base
Encienda el soplete
Apuntale el material base
Posicione el material base
Suelde
Limpie los cordones
03
PLATINA
- Guantes
- Equipo de soldadura oxi
- Pica escoria
- Escobilla de fierro
- Martillo
- Limpiador de boquillas
- Tenazas
AWS
1 , 5 x 25 x 150
ST 37
NORMA / DIMENSIONES
PZA. CANT. DENOMINACIÓN
POSICIÓN 2F
MATERIAL
HT
SOLDADURA EN FILETE EN POSICIÓN HORIZONTAL
OBSERVACIONES
05
REF. H. O- 05
TIEMPO: 16 Hrs.
CONSTRUCCIONES METÁLICAS
ESCALA: 1 : 1
HOJA: 1 / 1
2003
SOLDADURA OXIACETILÉNICA II
SOLDADURA EN FILETE EN POSICIÓN HORIZONTAL
Esta operación manual se utiliza para soldar juntas en filete en posición horizontal, utilizando
un equipo para soldadura oxiacetilénica y material de aporte adecuado para el material base
a soldar.
Esta operación la realiza el soldador para
ejecutar soldaduras de soportes en "T" o
partes de carrocerías para camionetas o
remolques. Etc.
45º
45º
45º
PROCESO DE EJECUCIÓN
1º PASO: Prepare el equipo de soldadura.
OBSERVACIÓN
Ver tabla sobre selección de
boquilla con relación al espesor del
material.
2º PASO: Prepare el material base
3º PASO: Encienda el soplete.
4º PASO : Apuntale el material base.
Fig. 1
a) Prepare las piezas formando un
ángulo. (Fig.1).
b) Puntee las piezas.
c) Corrija las deformaciones.
MECÁNICO DE CONSTRUCCIONES METÁLICAS
REF. HO.05/CM 1/2
80
SOLDADURA OXIACETILÉNICA II
5º PASO: Posicione material base.
a) Para soldar en posición horizontal.
6º PASO: Suelde.
a) Inclinar boquilla y material de aporte a 45º.
(Fig. 2)
7º PASO: Limpie los cordones.
a) Utilice cepillo de fierro.
Plano del soporte
y de la varilla
e
º
5
4
4
5
º
150
Fig. 2
MECÁNICO DE CONSTRUCCIONES METÁLICAS
REF. HO.05/MM 2/2
81
SOLDADURA OXIACETILÉNICA II
SENTIDO DE AVANCE EN LA SOLDADURA, A LA IZQUIERDA Y A LA DERECHA
Para el manejo del soplete de soldadura por gas se emplean dos técnicas diferentes. Para
planchas de hasta 3 mm de espesor se emplea la técnica hacia delante o a izquierda.
El soplete se sostiene en la mano derecha y la soldadura se hace de derecha a izquierda con
el soplete inclinado ligeramente de forma que la llama apunta en la dirección del movimiento
(Fig. 1), esto proporciona mejor visibilidad y dirige la llama hacia el metal no soldado delante
de ella.
El metal de aportación se añade del lado delantero del baño. El tamaño de la varilla de metal
de aportación se elige de forma que su extremo pueda mantenerse dentro de la llama y
cuando se acerca al borde del baño se funde rápidamente. Generalmente para las varillas de
metal de aportación son aplicables las mismas consideraciones que en la soldadura por arco
de tungsteno.
C
sm
s saenoutdileizraeclahatépcenricoalahasociladaadtruársa osea hdaecreecdheaisz(qFuiige.rd2a). aEldseorpelcehtea
seon
somstaietenreiatlaem
biéáns gcrounelsaom
de forma que la llama actúa sobre el cordón terminado. La soldadura a derechas concentra el
calor disponible haciendo el proceso más adecuado para soldar materiales gruesos.
Aunque la soldadura por gas de materiales gruesos es lenta en comparación con la soldadura
por arco, hay un control mejor de la penetración en la raíz, de modo que el proceso se usa a
menudo para el primer cordón en las uniones de tubos, realizándose las restantes pasadas
de relleno por arco metálico. la potencia de llama necesaria depende del espesor.
to
i en r e
m
b
vi
M o al la m qu i l la
d e a bo
yl
to
ien bre
m
i
v m a
Mo l ala quill
d e la bo
y
30-40º
60-70º
30-40º
Fig. 1 Técnica de soldadura
por gas a izquierda
40-50º
Fig. 2 Técnica de soldadura
por gas a derecha.
82
SOLDADURA OXIACETILÉNICA II
TÉCNICA DE SOLDADURA HORIZONTAL
Para el aprendizaje de la soldadura
oxiacetilénica hay que practicar una serie de
operaciones en un orden determinado. Estas
operaciones, que en una primera fase deben
realizarse en horizontal, pueden resumirse
como sigue: realización de líneas de fusión,
sin aportación de material; depósito de
cordones de recargue, con metal de
aportación; y sin soldadura de diversos tipos
de uniones.
Líneas de fusión sin aportación de material
Tomar una chapa de 2 o 3 mm de espesor, por
unos 150 mm de longitud, que presente una
superficie limpia.
Encender el soplete, ajustarlo hasta conseguir
una llama normal y proceder como sigue:
Fig. 1 Esta es una forma de sostener el soplete
Sujeción del soplete. En principio hay dos
formas fundamentales de sujetar el soplete, y
en cada caso habrá que recurrir a la que
resulte más cómoda.
En la soldadura de espesores finos, muchos
soldadores prefieren sujetar el soplete como si
fuese un lápiz, de forma que las gomas
quedan por encima de la muñeca. (ver Fig. 1).
Otros lo sujetan como si fuese un martillo,
como se indica en la Fig. 2. En cualquier caso,
a fin de reducir la fatiga, el soplete debe
cogerse sin excesiva rigidez.
Fig. 2 Otra forma de coger el soplete
83
SOLDADURA OXIACETILÉNICA II
Depósitos de cordones con aportación de material
a dd ed ereaspisotretnacrim
Ebnsatalgnuten,oesntilpaom
s adyeojurínatdaes lpousecdaesnoss,ollad aorbstee nlacsiópniedzeausnsainsnoeldcaedsuidra
o
a aatdeericaul.aNdo
a
exige la aplicación de material de aportación. La resistencia de la junta depende, en gran
medida, de la habilidad del soldador para fundir y ligar la varilla con los bordes de las piezas.
(Fig. 3)
El empleo de material de aportación requiere una gran coordinación entre ambas manos.
Mientras que una maneja el soplete y mantiene el baño de fusión a lo largo de la junta, la otra
debe añadir varilla de aportación en la cantidad adecuada.
A fin de adquirir la habilidad necesaria para la coordinación de estos movimientos, practicar el
depósito de cordones sobre una chapa, en horizontal.
45º
Fig. 3
Las líneas de fusión inferior y superior están
correctamente realizadas. La segunda por
arriba, responde a una aportación de calor
excesiva.
La siguiente se realizó con una aportación de
calor insuficiente.
84
SOLDADURA OXIACETILÉNICA II
Elección de la varilla
En cualquier soldadura, el material de la junta debe tener, por lo menos, la misma resistencia
que el metal base. Para conseguirlo hay que utilizar una varilla de características similares a
las del material a soldar. Es un error utilizar cualquier tipo de alambre, pues no solo dificulta la
operación, sino que, además, da soldaduras frágiles y de pequeña resistencia. Una buena
varilla de aportación funde suavemente con el metal base. Por el contrario, las varillas de
pequeñas soldabilidad producen gran cantidad de chispas, funden de forma irregular y dan
cordones muy rugosos y con picaduras.
Las varillas se fabrican en una gran variedad de diámetros, que oscilan entre 1,5 y 10 mm. El
diámetro a utilizar en cada caso depende, fundamentalmente, del espesor de las piezas a
soldar.
Como regla general, el diámetro de la varilla debe ser aproximadamente igual al espesor de
las piezas. Así, para el soldeo de chapas de 2mm, se recomienda la varilla de 2 mm de
diámetro.
Existe una gran variedad de varillas para el soldeo de los diferentes metales y aleaciones. Por
ejemplo, varios diferentes metales y aleaciones. Por ejemplo, varillas de acero al carbono,
para la soldadura de este tipo de acero; varillas de níquel para la soldadura de aceros al
níquel; varillas de latón; para las soldaduras homogéneas y heterogéneas; varillas de
aluminio; para el soldeo de aluminio, etc.
Manejo de la varilla. Sostener la varilla con un ángulo aproximadamente igual al del soplete,
llevándola por delante del mismo, como indica la Fig.4. Para no situar la mano en frente de la
llama puede doblarse la varilla como se muestra en la figura.
Fundir el metal base hasta conseguir un pequeño baño y, a continuación, introducir en el
mismo el extremo de la varilla. Hay que tener en cuenta que para conseguir una fusión
correcta es necesario utilizar el diámetro de aportación adecuado. Si la varilla es muy gruesa,
el
puceadleonrdperolbdauñcoirsneoasgeurájesruofsiceinenlates pchaarapfausn.dirla; y si es muy fina, no absorbe suficiente calor y
La llama debe dirigirse hacia el metal base y
no hacia la varilla. Para realizar la aportación
de material hay que introducir el extremo de
la varilla en el baño de fusión. Si el transporte
de las gotas se realiza a través del aire,
dejándolas caer desde una cierta altura,
quedan expuestas al ataque del oxígeno,
produciéndose soldaduras frágiles y
porosas.
Fig. 4 Posición de la varilla
85
SOLDADURA OXIACETILÉNICA II
Depósitos de los cordones. Comunicar al
soplete un movimiento de rotación, metiendo y
sfu
ñobidéen
f asciaóndaololalavrgaorildlae, lya djuenstpal.aEzlasnodpoleetel btaam
puede llevar un movimiento semicircular
alternativo, como el que se muestra en la fig. 5.
Cuando la varilla se retira del baño no debe
alejarse excesivamente, procurando
mantener su extremo en el interior de la llama.
Cuando la varilla se retira del baño no debe
alejarse excesivamente, procurando Fig. 5 En vez del movimiento de rotación puede
mantener su extremo en el interior de la llama. aplicarse un movimiento semicircular alternativo
Cuando se realiza este ejercicio por primera
vez, la varilla suele pegarse en el baño con
cierta frecuencia .
Esta anomalía se produce por una aplicación incorrecta del material de aportación. Si en vez
de aplicar la varilla en el centro del baño, donde el calor es suficiente para fundirla, se aplica en
el borde del mismo, en el que la temperatura es menor, la varilla no funde y queda pegada en
el baño. En estos casos, no intentar separarla a tirones, pues lo único que se conseguirá será
interrumpir la soldadura. Dirigir la llama hacia el extremo de la varilla, con lo que ésta se funde
y se despega fácilmente de la pieza. Mientras se realiza esta operación el baño enfría y
solidifica, por lo que antes de proseguir el avance debe restablecerse la fusión.
Velocidad de avance. Para conseguir un cordón de anchura y sobrespesor uniformes, es
necesario mantener la velocidad de avance adecuada. Si el avance es muy lento, el baño se
hace muy grande y puede llegar a perforar las chapas. Si es muy rápido, el metal de
aportación no liga íntimamente con el metal base, produciéndose faltas de fusión. Además,
resulta prácticamente imposible conseguir un cordón liso y uniforme.
Cuando el volumen del baño se hace
excesivo, retirar ligeramente el soplete, pero
de forma que la llama siga protegiendo al
metal en fusión. No alejar excesivamente el
soplete, ni desplazarlo lateralmente, pues
tales movimientos permiten que el aire entre
en contacto con el baño, contaminando el
metal fundido.
Repetir esta práctica hasta conseguir
cordones uniformes, de 100 a 125 mm de
longitud, como los indicados en la Fig. 6
Fig. 6 Cordones depositados con aportación
de material
86
SOLDADURA OXIACETILÉNICA II
UNIONES A TOPE
U
mnaatevrieazl caodnquuniraidvaalraillhaa.bLialidparádcntieccaessigauriiaenptaeracocnosnistrtoelaernelalbsaoñldoaddeurfausdieónd,oys paierzaaasp.oPratarar elal
realización de este ejercicio debe tenerse en cuenta lo siguiente:
Separación de bordes. Tomar dos chapas de 1,5 a 3 mm de espesor, por unos 150 mm de
longitud, situarlas sobre dos ladrillos refractarios. Dejar una separación de 1,5 mm,
aproximadamente, en el extremo en el que se va a iniciar la soldadura, y unos 3 mm en el
extremo opuesto.
Esta separación progresiva tiene la finalidad de permitir la expansión de las piezas sin que
lleguen a cerrarse o solaparse los bordes antes de completar la soldadura (ver Fig. 7).
Además esta separación es necesaria para que la llama pueda penetrar entre los bordes y
fundirlos en todo su espesor.
A)
B)
C)
D)
Fig. 7
Al progresar la soldadura se van juntando los bordes.
87
SOLDADURA OXIACETILÉNICA II
Punteado de las piezas. Cuando no se utilizan la separación progresiva es necesario
puntear las piezas para mantener la posición de los bordes durante toda la operación de
soldeo (ver Fig. 8).
Para realizar un punto se aplica la llama sobre las piezas hasta fundir los bordes, y se aporta
una pequeña cantidad de varilla.
Soldadura. Iniciar la operación en el extremo derecho de la junta (los zurdos, al revés).
Utilizando, para la varilla y para el soplete, los mismos movimientos recomendados en la
práctica anterior. Desplazar lentamente el soplete de forma que el calor pueda penetrar hasta
el fondo de la junta, y aportar material suficiente para conseguir un sobre espesor adecuado
(aproximadamente 1,5 mm).
Asegúrese de que el baño es suficientemente grande y fluido antes de introducir en el mismo
el extremo de la varilla. Vigilar cuidadosamente el curso de la llama, de forma que afecte por
igual a los dos bordes y produzca un baño de fusión de unos 6 a 9 mm de ancho. En cada
balanceo del soplete el baño debe avanzar, aproximadamente 1,5 mm.
P
e ásseum
trea peonsliablfeig.A
uruan.q9u,eeasl
o rpdleótne dceonununbauveenl oacsipdeacdtod,ecaovm
n acrae scaorniosemgouvireruenl cso
ne
anoceel lqoum
niufoersm
principio puede aparecer muy difícil, después de un poco de práctica resulta sencillo en
mantener un movimiento uniforme.
Fig. 8.
Puntear las chapas antes de soldar.
Fig. 9.- Aspecto de una soldadura a
tope correctamente realizada.
88
SOLDADURA OXIACETILÉNICA II
Comprobación de la soldadura.
Suojredtaazralass ypiseozbarseesanliuen dtoornliiglleoradm
e ebnatnecod,edelasform
misamqause. laA scooldnatidnuuraaciqóunedgeolp
p eaararlelalapaielzaas
m
superior con un martillo, como indica la Fig. 10.
hasta conseguir un ángulo de plegado de 90 a 180º. El plegado debe realizarse de forma que
la raíz del cordón quede sometida a tracción y su cara superior a comprensión.
Si la fusión es correcta, al realizar el ensayo no aparecen grietas en la junta.
Defectos en la soldadura.
Como es de suponer, los primeros cordones romperán fácilmente al someterlos al ensayo de
plegado, pero después de una serie de prácticas, pueden conseguirse uniones sanas, que
soporten perfectamente esta prueba.
Fig. 10. Comprobación de la soldadura mediante plegado.
89
SOLDADURA OXIACETILÉNICA II
A continuación se citan algunos de los defectos más frecuentes al iniciar el aprendizaje de
esta técnica.
1. Cordón irregular, producido por un avance excesivamente rápido, o lento.
2. Agujeros en la junta, provocados por un avance muy lento.
3. Soldadura frágil, como consecuencia de desajustes en la llama.
4. Penetración excesiva e irregular, como la que se muestra en la Fig. 11.
5. Faltas de penetración, motivadas por un avance excesivamente rápido. Cuando la
penetración es correcta, el reverso de la junta presenta un aspecto como el de la Fig. 12.
6. Agujero en el extremo de la junta, producido al no retirar el soplete cuando se alcanza el
final de la soldadura.
7. En muchos casos, soldaduras aparentemente bien penetradas no soportan la prueba de
plegado. Esto puede deberse a numerosas razones, tales como:
a) Separación de bordes incorrecta.
b) Faltas de fusión producidas al rellenar la junta con material de aportación fundido sin
que los bordes de las piezas hayan alcanzado una fusión suficiente.
c) Soplete muy inclinado, que empuja el metal líquido hacia zonas que no han sido
previamente fundidas.
Fig. 11. El reverso de esta junta presenta
una penetración irregular.
Fig. 12. Aspecto del reverso de una soldadura
con penetración correcta.
90
SOLDADURA OXIACETILÉNICA II
Uniones a topes con bordes levantados
Este tipo de junta se emplea con bastante frecuencia en el campo de los espesores
finos (h
enalsata
Fi1g,.51m
3.m). La preparación exige doblar los bordes de las piezas a soldar, como se
indica
La soldadura se realiza sin metal de aportación y la posición del soplete es la misma que en
las uniones a tope con bordes rectos.
Una vez punteadas las chapas, sin separación entre los bordes, se aplica la llama en el
extremo de la derecha (al revés, para los zurdos) hasta conseguir un baño de fusión. Luego se
va desplazando a lo largo de la junta hasta completar la soldadura.
Soldadura en ángulo exterior
Las uniones en esquina se emplean ampliamente en la fabricación de numerosos productos,
así como en los diversos trabajos de reparación.
Las piezas se puntean, como se indica en la fig. 14 y se van fundiendo igual que en la
soldadura con bordes levantados, es decir, sin metal de aportación. No obstante, cuando se
quiere reforzar la esquina es necesario aportar una pequeña cantidad de varilla.
Para comprobar la soldadura, abrir la junta hasta que las piezas estén una en prolongación de
la otra, de forma que la raíz quede sometida a tracción. Luego, proseguir ligeramente el
plegado y observar si aparecen grietas.
3 mm
Fig. 13. Unión a tope con bordes levantados.
Fig. 14. Soldadura en ángulo exterior.
91
SOLDADURA OXIACETILÉNICA II
Soldadura a solape
T
coom
ma
or sdeosincdhicaapeans ldaeF1ig,5.1a53. mm de espesor, por 150 mm de longitud y puntearlas a solape,
Realizar la soldadura empleando un movimiento semicircular y avanzando de derecha a
izquierda (al revés, para los zurdos).
Puesto que el borde de la chapa superior funde más fácilmente que la superficie de la inferior,
el calor debe dirigirse principalmente hacia esta última.
Esto puede conseguirse prolongando la aplicación de la llama sobre la chapa inferior y
acortándola en el borde de la superior.
Una vez realizada la soldadura por una cara de las chapas, comprobarla, como se indica en la
fig. 16 y soldar por la otra.
Fig. 15 Soldadura a solape.
Fig. 16
Comprobación de una soldadura a solape.
92
SOLDADURA OXIACETILÉNICA II
Uniones en ángulo interior
Para realizar una soldadura en ángulo interior, proceder como sigue:
Punteado de las piezas. Tomar dos chapas de 1,5 a 3 mm, por unos 150 mm de longitud, y
puntearlas en ángulo, como se indica en la Fig. 17.
30º
15º a 20º
Varilla
Varilla
Boquilla
Boquilla
45º
45º
VISTA EN PLANTA
VISTA DE PERFIL
Fig. 17 - Posición de la varilla y del soplete para la soldadura en ángulo interior.
Soldadura.
Iniciar el trabajo en el extremo derecho de la junta y progresar hacia la izquierda, dotando al
soplete de un movimiento semicircular (en los zurdos el avance será de izquierda a derecha).
Mantener el soplete en le plano medio de la junta, con una inclinación longitudinal de unos
45º, y llevar la varilla por delante, en la posición indicada en la Fig. 17.
Dirigir la llama hacia ambas piezas, con el extremo del dardo a unos 3 mm de la superficie del
baño.
En este tipo de unión existe el peligro de calentar excesivamente la chapa vertical y producir
mordeduras sobre la misma.
Para evitar este defecto hay que dirigir el material de aportación hacia la chapa vertical.
93
SOLDADURA OXIACETILÉNICA II
Comprobación de la soldadura.
S
paurjaetianrtelanptaierzaabreirnlaunratíozrdneillocodredbóann.co, como se indica en la Fig. 18, y golpear con un martillo
Fig. 18
Puntos a recordar
1. Desplazar el soplete de forma que el baño se mantenga en fusión y
progrese a lo largo de la junta.
2. Al llegar al final de la junta, levantar la llama momentáneamente
para que se produzca la solidificación parcial del baño.
3. Utilizar un material de aportación de características similares a las
del metal base.
94
SOLDADURA OXIACETILÉNICA II
VELOCIDAD DE EJECUCIÓN DE LAS SOLDADURAS EN LOS HIERROS Y ACEROS
ORDINARIOS
Los aceros de bajo carbono, de baja aleación y colados son los materiales que con más
facilidad se sueldan por el proceso de oxiacetileno. Por lo regular se requieren fundentes para
soldar estos materiales.
En la soldadura con gas oxicombustible, los aceros con más de 0,35% de carbono se
consideran aceros de alto carbono y requieren un cuidado especial para mantener sus
propiedades particulares.
Los aceros de aleación del tipo que endurece en aire requieren precauciones adicionales
para mantener sus propiedades, aunque su contenido de carbono sea del 0,35% o menos.
Por lo regular se precalienta el área de la unión a fin de retardar el enfriamiento de la
soldadura por conducción del calor al metal base circundante.
El enfriamiento lento evita la dureza y falta de ductilidad que se asocia al enfriamiento rá pido.
P
r eqnuteedessepureéqsudeie rsaolduanr arceecroocsidqoueceonm
i umeeddeiatsaem
in
duprleetcoenocotnraetlaamiriee.nto
térmico en horno
El soldador deberá usar una flama neutral o ligeramente carburizante para soldar, y deberá
tener cuidado de no sobrecalentar y descarburizar el metal base. La temperatura de
precalentamiento requerida depende de la composición del acero que se va a soldar. Se han
utilizado temperaturas entre 150 y 540ºC (300 y 1000º F).
Además de encontrar la temperatura de precalentamiento apropiada, es importante
mantenerla uniforme durante la soldadura. Esto es posible si se protege la pieza con una
cubierta que retenga el calor.
Hay otros métodos de protección que pueden servir para conservar la temperatura de la
pieza. En general, la temperatura entre pasadas deberán mantenerse dentro de un margen
de 65ºC (150º F) de la temperatura de precalentamiento. Si la reducción en la temperatura
entre pasadas es mayor entre pasadas es mayor, se crearán fuerzas de contracción
excesivas que pueden producir distorsión o agrietamiento en la soldadura o en otras
secciones.
Este tipo de agrietamiento se presenta a menudo cuando se sueldan estructuras circulares
de metales quebradizos, como el hierro colado.
Es necesario modificar los procedimientos para soldar aceros inoxidables y similares. En
virtud de su alto contenido de cromo y níquel, estos aceros tienen una conductividad térmica
relativamente baja, por lo que se recomienda una flama más pequeña que la que se usaría
para un espesor equivalente de acero al carbono ordinario.
Como el cromo se oxida fácilmente, se utiliza una flama neutral para minimizar la oxidación y
un fúndente para disolver los óxidos y proteger el metal de soldadura. Se emplea metal de
aporte de acero con alto contenido de cromo o cromo-níquel. Incluso con estas precauciones,
generalmente se recomienda un proceso distinto de la soldadura con gas oxicombustible
para soldar uniones de gran calibre. En la tabla se resume la información básica para soldar
metales ferrosos.
95
SOLDADURA OXIACETILÉNICA II
La soldadura de hierro colado, hierro maleable y hierro galvanizado presenta problemas
especiales con cualquier método. La estructura del hierro colado gris se puede mantener en
el área de soldadura mediante el empleo de precalentamiento, un fundente y una varilla de
soldadura de hierro colado apropiada.
El hierro nodular materiales en el metal de aporte que promuevan la aglomeración del grafito
libre, a fin de mantener la ductilidad y la resistencia al choque en el área térmicamente
afectada. Se deberá consultar con el fabricante del metal de aporte para obtener información
sobre el control de temperatura de precalentamiento y entre pasadas para el metal de aporte
empleado.
Desde luego, hay casos en los que se suelda hierro colado sin precalentamiento, sobre todo
en operaciones de recuperación.
Sin embargo, en la mayor parte de las aplicaciones, un precalentamiento entre 200 y 320ºC
(400 y 600º F) con un control de temperatura entre pasadas y medidas para frenar el
enfriamiento asegurarán la obtención de resultados más consistentes. Se puede usar una
protección, como cubiertas resistentes al calor, para asegurar un enfriamiento lento y
uniforme.
Hay que cuidar que no ocurra un enfriamiento localizado de hierro colado es necesario
eliminar por completo resultados de reparación consistentes.
Metal
Ajuste de flama
Acero colado
Tubería d e a rco
Placa d e a cero
Lámina d e a cero
Neutral
Neutral
Neutral
Neutral
Ligeramente oxidante
Ligeramente carburizante
Neutral
Neutral
Ligeramente oxidante
Neutral
Ligeramente oxidante
Ligeramente oxidante
No
No
No
No
Si
No
No
No
Si
Si
Si
Si
Acero
Acero
Acero
Acero
Bronce
Acero
Acero
Acero
Bronce
Hierro colado
Bronce
Bronce
Neutral
Ligeramente oxidante
Neutral
Si
Si
Si
Hierro co lado
Bronce
Hierro colado o composición del metal base
Neutral
Si
Composición del metal base o acero al cromo-níquel 25-12
Neutral
Neutral
Neutral
Si
Si
Si
Acero i noxidable al colombio o composición del metal base
Acero inoxidable al colombio o composición del metal base
Acero i noxidable al colombio o composición del metal base
Acero de alto carbono
Hierro fo rjado
Hierro g alvanizado
Hierro colado gris
Hierro colado maleable
Tubería de hierro colado
gris
Tubería de hierro colado
Acero al cromo-níquel
colado
Acero al cromo-níquel
(18-8 y 2 5-12)
Acero al cromo
Hierro a l c romo
Fundente Varilla para soldar
Condiciones generales para soldar con oxiacetileno diversos metales ferrosos
96
SOLDADURA OXIACETILÉNICA II
LA SUCESIÓN EN LOS ECOSISTEMAS ACUÁTICOS
Podemos dividir los organismos acuáticos en dos grandes categorías: los que viven sobre el
sustrato del fondo, que denominamos bentónicos, y cuyo conjunto constituye el bentos; y los
q
duiveidveivne,na lisburevseezn, elans daogsu agsr,aandloesscguraulpeossll:aemlapm
laonsctpoenlá, gciocnosst.itLuoidsoorpgoarnliossmqousepenloágpicoosseesne
órganos natatorios activos y viven a la deriva en las aguas superficiales (que a su vez se
dividen en fitoplancton o plancton vegetal y zooplancton o plancton animal), y el necton,
formado por el conjunto de seres nadadores activos que se desplazan libremente por las
aguas.
En los ecosistemas acuáticos se observa una estrecha interdependencia entre las
comunidades del bentos, el plancton y el necton, lo cual hace que las etapas de la sucesión
sean difíciles de definir.
Ecosistemas marinos
P
r alarisnuac,ehsaiónnqm
n elarsg icdoasst ayshdaen sinidmoeorsciuópna,dzaosnapsorqluoes,oargcaanuisamdoes
u oadetrm
un
anossgeresstuiódniam
ueadraítdimoasuem
marinos. También podemos estudiarla en diques y puertos (donde se añade y se modifica el
biotopo marino), y en bloques especialmente sumergidos al efecto, cuyas superficies se van
observando periódicamente. Para estudiar las etapas iniciales se colocan portaobjetos sobre
la superficie de los citados bloques (fig. 1).
Los primeros organismos colonizadores son siempre bacterias y poco después aparecen los
primeros depredadores, que suelen ser los protozoos. A continuación se observa la presencia
de celentéreos, larvas de diversos invertebrados y algas verdes de crecimiento rápido, los
cuales ocupan toda la superficie.
Fig. 1 dPiasreañeasdtousdialrelafescutoceyssióenhbaecnetóunicsaes
geuismuim
enetrogepnerbiólodqicuoesdeslp
aseceiaslpmeecnietse
colonizadoras
97
SOLDADURA OXIACETILÉNICA II
Posteriormente aparecen nuevos grupos de invertebrados, entre ellos los que se alimentan
de algas y sus depredadores naturales; pero lo que caracteriza la sucesión marina es que la
presencia de muchas nuevas especies no depende de las establecidas anteriormente, sino
launchtoons. Eploaliuqm
de lalodsisoprognaibniilsidmaodsdefilltorasdnourtersie,ncteosmeon laasmaegliubarasncqousitoesr,ase;sopsoenaja,sdeyl pm
ueetnotso,
depende de la cantidad de materia en suspensión.
En general, la comunidad animal va siendo más rica en especies y ocupa una superficie
relativamente mayor que la cubierta de algas. Esto es así porque numerosos animales
bentónicos no toman su alimento del propio bentos, sino del plancton; al mismo tiempo, las
larvas de muchos invertebrados bentónicos forman parte del plancton (vemos la
interdependencia entre bentos y plancton)
Por otro lado las algas verdes van siendo desplazadas, poco a poco, por algas pardas y rojas,
y el conjunto de las algas se distribuye a distintas profundidades según la disponibilidad de la
luz.
Es interesante señalar que la distribución de las comunidades marinas a diferente
profundidad no corresponde a diversas etapas de la sucesión, sino a una adaptación a las
condiciones ambientales que dominan a distintas profundidades (fig. 2)
Pleamar
Bajamar
Fondos rocosos
Pleamar
Bajamar
Fondos arenosos
Pleamar
Bajamar
Fondos limosos
Fig. 2
La distribución de los seres vivos en función de la profundidad
responde a los distintos tipos de fondos y a las condiciones ambientales
dominantes
Aguas dulces
En las aguas dulces de los lagos se dan unas situaciones parecidas a las que se encuentran
en las zonas litorales marinas.
En los ríos se puede establecer relaciones sucesionales entre los distintos tramos del cauce;
sin embargo, son difíciles de definir, pues cada tramo responde a unas condiciones
adaptativas diferentes.
T
e rnctaramnbsiouspeyrqpuuee ssteasp:uleaddeenl
f anm
fo
dobiyénlasdeecloanssaidgeuraasnlidboresst,ipeonstrdeelacsocmuuanleidsasdeeessqtaubelesceeennicnute
considerar como dos estratos del mismo ecosistema.
98
SOLDADURA OXIACETILÉNICA II
HOJA DE TRABAJO
1.
¿ En qué consiste la soldadura en filete en posición horizontal ?
2.
Mencione las técnicas que se emplean para la soldadura por gas.
3.
¿ Cómo debe de ser la sujeción del soplete?
4. ¿ Porqué es importante la elección de la varilla en el momento de
soldar?
5. ¿ Porque es importante la velocidad de avance en la soldadura a gas ? 6.
¿ En qué consiste la separación de bordes ?
7. Diferencias entre uniones a tope y uniones a tope con bordes
levantados
8. ¿ De qué manera se emplea la soldadura en ángulo exterior ? 9.
¿ Cómo se realiza la soldadura a solape ?
10.
Pasos para soldar uniones en ángulo exterior
11.
Diferencias para la soldadura de aceros y hierro colado
99
SOLDADURA OXIACETILÉNICA II
BIBLIOGRAFÍA
1.- MATEMÁTICAAPLICADA PARA TÉCNICA
MECÁNICA
por
GTZ
2.- TECNOLOGÍA DE LA CALDERERIA UNIONES
PROVISIONALES Y PERMANENTES
por
CH. LOBJOIS
3.- MANUAL DE SOLDADURA
por
AWS
Editorial: Prentice
Hall-Hispano Americana
100
PROPIEDAD INTELECTUAL DEL SENATI PROHIBIDA
SU REPRODUCCIÓN Y VENTA SIN LA AUTORIZACIÓN
CORRESPONDIENTE
CÓDIGO DE MATERIAL
0183
EDICIÓN
JUNIO 2004