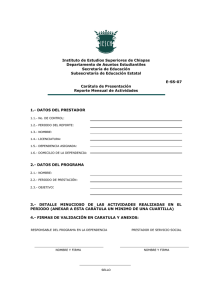
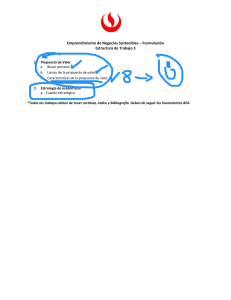
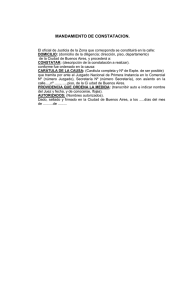
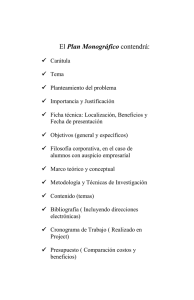
Boletín Técnico Mayo 2010 Indicadores de carátula Capuchón Tornillo de fijación del arillo Marcador de límites Manecilla (aguja indicadora Carátula Arillo Los indicadores de carátula son instrumentos de uso muy extendido en la industria para mediciones muy diversas, siendo una aplicación, su utilización en dispositivos de medición que permiten una medición muy rápida de piezas producidas en serie. Existe una gran variedad de modelos para adecuarse a diferentes aplicaciones, una variedad es, en el intervalo de medición, otra es el valor de la mínima graduación, existiendo los indicadores de carátula y los indicadores de carátula tipo palanca. Existen indicadores que dan lecturas en milímetros y otros que las dan en pulgadas. Existe variedad de las puntas de contacto, disponibles con geometrías diversas para una variedad de aplicaciones. Estas pueden ser usadas con extensiones. Para poder realizar mediciones los indicadores tienen que ser montados en una base soporte. Base Vástago Husillo Punta de contacto En la actualidad, están disponibles una gran variedad de modelos de indicadores digitales, con funciones diversas como la salida de datos, conversión mm/pulg, prefijado, cero ABS, cero INC y otras que facilitan el trabajo aumentando la confiabilidad de las mediciones. Mitutoyo Mexicana, S.A. de C.V. Oficinas de servicio: Naucalpan: [email protected] Monterrey: [email protected] Aguascalientes: [email protected] Querétaro: [email protected] Tijuana: [email protected] CONTENIDO Indicadores de carátula Indicadores de carátula tipo palanca Periodos de calibración Análisis de sistemas de medición Página 1 Página 6 Página 8 Página 9 Colaboradores de este número Ing. José Ramón Zeleny Vázquez Ing. Hugo D. Labastida Jiménez Ing. Héctor Ceballos Contreras 1 No. 8 Carátulas 0.001 mm 0.01 mm Carátula continua (lectura dual) Carátula continua (lectura dual) Carátula continua (lectura dual) Carátula BALANCEADA Carátula continua: Para lectura directa Carátula balanceada: Para lectura de la diferencia desde una superficie de referencia Carátula con lectura invertida: Para medición de profundidad o agujeros Carátula de una revolución: Para lectura libre de errores de pequeñas diferencias Carátula continua (lectura dual) Carátula continua (lectura dual) Carátula BALANCEADA Carátula BALANCEADA Punta de contacto del indicador de carátula La sección roscada está normalizada siendo M2.5x0.45 (Longitud: 5 mm) La sección incompleta en la raíz de la rosca debe ser menor que 0.7 mm cuando se fabrica una punta de contacto Husillo M2.5x45 La sección incompleta de la rosca debe ser menor que 0.7 mm PROXIMOS CURSOS M2.5x0.45, profundidad 7 mm Cajera Ø3, profundidad 1 mm INSTITUTO DE METROLOGÍA MITUTOYO 21-22 Junio Naucalpan 23-24 Agosto Naucalpan 23-24-25 Junio Naucalpan 25-26-27 Agosto Naucalpan 04, 05 y 06 Mayo Tijuana 28-29-30 Junio Naucalpan 06-07-08 Julio Tijuana 01-02 Julio Naucalpan Metrología Dimensional 1 (MD1) Metrología Dimensional 2 (MD2) Calibración de Instrumentos (CIVGP) Control Estadístico del Proceso (CEP) 03 – 04 – 05 Mayo Naucalpan 05-06-07 Julio Naucalpan 23-24-25 Junio Monterrey 08-09 Julio Naucalpan Tolerancias Geométricas Norma ASME Y14.5-2009 Medición de tolerancias geométricas con CMM Incertidumbre en Metrología Dimensional Análisis de Sistemas de Medición (MSA) Aplicación de ISO 17025 en Laboratorios de Calibración Verificación Geométrica de Producto con CMM Medición de Acabado Superficial para Verificación Geométrica de Producto Equipo Óptico y láser para Verificación Geométrica de Producto sin contacto 2 17-18-19 Mayo Naucalpan 12-13-14 Julio Naucalpan 20 – 21 de Mayo Naucalpan 15-16 Julio Naucalpan 27-28 Mayo Monterrey 19-20-21 Julio Naucalpan 27-28-29 Julio Monterrey 26 Mayo Naucalpan 21 Julio Naucalpan 22 Julio Naucalpan 30 Julio Monterrey 23 Julio Naucalpan $ 4300 más IVA $ 6200 más IVA $ 6600 más IVA $ 4400 más IVA $ 7500 más IVA $ 5100 más IVA $ 6200 más IVA $ 4400 más IVA $ 6200 más IVA $ 2100 más IVA $ 2100 más IVA $ 2100 más IVA Montando un indicador de carátula Montaje en vástago Sujetando el vástago mediante bloque con cuerpo ranurado Sujetando el vástago directamente con un tornillo Método 8 mm o más Tolerancia del agujero de montaje:{8G7 (+0.005 a 0.02) Tornillo de Fijación M4 a M6 Posición de fijación 8 mm o más desde el borde inferior del vástago Torque máximo de syujeción: 150Ncm cuando se sujeta con un solo tornillo M5 Note que excesiva fuerza de torque puede afectar adversamente el movimiento del husillo Nota Montaje con oreja Tolerancia del agujero de montaje:{8G7 (+0.005 a 0.02) Tornillo M6 Arandela plana Método Nota La orientación de la oreja puede ser cambiada 90° de acuerdo con la aplicación Sin embargo las orejas de algunos modelos de la serie 1 (Números. 1911, 19132-10, & 1003) no pueden ser alteradas para horizontal Para evitar el error de coseno, asegúrese de que un indicador de carátula es montado con el husillo en línea con la dirección pretendida de medición Posiciones de los indicadores de carátula y digitales Observaciones Posición Punta de contacto hacia abajo (posición normal) Si la medición es realizada con el husillo horizontal o con la punta de contacto hacia arriba, la fuerza de medición es menor que cuando la punta de contacto está hacia abajo. En este caso asegúrese de verificar la operación y repetibilidad del indicador. Para especificaciones garantizadas de operación de acuerdo a las posiciones de indicadores de carátula y digitales, referirse a las descripciones del producto en un catálogo general. Husillo horizontal (posición lateral) Punta de contacto hacia arriba (posición de cabeza) NOMBRE DEL CURSO CMM SOFTWARE VISION SOFTWARE FORM SOFTWARE M3SC Naucalpan M3SC Monterrey M3SC Tijuana COSTO POR PERSONA GEOPAK-WIN V 3.0 Junio 02,03 y 04 Junio 09,10 y 11 Junio 16,17 y 18 $ 7500.00 más IVA SCANPAK Junio 8 Junio 15 Junio 22 $ 2500.00 más IVA CAT100 PS Junio 9 Junio 16 Junio 23 $ 2500.00 más IVA QVPAK V 7.4 Junio 28,29 y 30 Julio 14,15 y 16 Julio 21,22 y 23 $ 7500.00 más IVA Julio 27 y 28 $ 5000.00 más IVA QSPAK V 7.0 Julio 01 y 02 Julio 20 y 21 FORMPAK-1000 Junio 07 y 08 Junio 14 y 15 $ 5000.00 más IVA ROUNDPAK V 5.0 Junio 09 y 10 Junio 16 y 17 $ 5000.00 más IVA SURFPAK Junio 11 Junio 18 $ 2500.00 más IVA 3 Extracto de la norma JIS (Japanese Industrial Standards) B7503-1997 Indicadores de carátula 1 2 3 Diagrama del arreglo de calibración Método calibración No. Manteniendo el indicador con su husillo fijado verticalmente Error de indicación hacia abajo, siga el procedimiento prescrito abajo y determine el error de indicación con referencia a las graduaciones de la carátula, Primero desplace el husillo hacia arriba sobre todo el intervalo Error de medición mientras se grafican los errores cada 1/10 de adyacente revolución de la aguja para las primeras dos revoluciones desde el punto cero, cada media revolución para las próximas cinco revoluciones y cada revolución después de la quinta revolución, entonces invierta el desplazamiento del husillo al final del intervalo de medición del indicador de carátula y Error de grafique los errores en los mismos puntos medidos durante el retroceso desplazamiento hacia arriba del husillo. Determine los errores de la curva de error bidireccional así obtenida. Indicador de carátula Base soporte Cabeza micrométrica u otra unidad de medición de longitud Indicador de carátula Coloque la punta de contacto del indicador de carátula perpendicular a la superficie superior de de una superficie de 4 Repetibilidad medición, desplace el husillo rápida y lentamente cinco veces a una posición deseada dentro del intervalo de medición y determine la diferencia máxima entre las cinco indicaciones obtenidas. 5 Fuerza de medición Herramientas para calibración Para indicadores de carátula con graduaciones de 0.001 mm ó 0.002 mm con un intervalo de medición de 2 mm ó menos. Una cabeza micrométrica u otra unidad de medición con graduaciones de 0.5 µm ó menos y error instrumental de ±1 µm y una base soporte. Para indicadores de carátula diferentes de los anteriores: una cabeza u otra unidad de medición Superficie de medición Base soporte Base soporte Superficie de medición Indicador de carátula Base soporte Manteniendo el indicador con su husillo fijado verticalmente hacia abajo, desplace el husillo hacia arriba y hacia abajo continua y gradualmente y tome mediciones de la fuerza de medición en los puntos cero, medio y final en el intervalo de medición en ambas direcciones hacia arriba y hacia abajo. Base soporte Balanza de resorte tipo plato superior (graduación 2 gf ó menos) o medidor de fuerza (sensibilidad: 0.02 N ó menos) Superficie de medición Error máximo permisible de indicación Intervalo de medición Error de retroceso Repetibilidad Error de 1/10 de revolución*1 indicación 1/2 revolución Una revolución Dos revoluciones Intervalo completo 0.01 mm 10 mm ó 2 mm ó menos menos 5 3 5 0.5 8 4 ±9 ±5 ±10 ±6 ±15 ±6 ±15 ±7 Graduación e intervalo de medición 0.002 mm 0.001 mm Más de 2 mm y 1 mm ó Más de 1 mm Más de 2 mm hasta 10 mm menos y hasta 2 mm y hasta 5 mm 4 3 3 4 1 0.5 0.5 1 5 2.5 4 5 ±6 ±3 ±5 ±6 ±7 ±4 ±6 ±7 ±8 ±4 ±6 ±8 ±12 ±5 ±7 ±10 *1 Error adyacente Observaciones: Los valores en la tabla se aplican a 20°C Desempeño: Errores máximos permisibles de un indicador de carátula deben cumplir con los valores de la tabla Los errores permisibles de indicación deben ser evaluados incluyendo la incertidumbre de la calibración Error de indicación Avance Retroceso Error de retroceso 1/10 revolución ó más revoluciones 1/5 revolución ó más Intervalo de medición Punto cero Recorrido Punto final Punto de reposo de la aguja indicadora larga Error de indicación en 2 revoluciones Error de indicación en ½ revolución Error de indicación en una revolución Intervalo para error de indicación de ½ revolución Error adyacente Intervalo para error de indicación de una revolución Intervalo para error de indicación y error adyacente 4 Nuevo servicio de calibración de patrones de rugosidad y medición de rugosidad El laboratorio de calibración de Mitutoyo Mexicana, S.A. de C.V. ha instalado un equipo de medición de rugosidad para proporcionar a sus clientes usuarios servicio de calibración de patrones de rugosidad, así como, servicio de medición de rugosidad, ambos acreditados. De acuerdo con los requerimientos actuales de los sistemas de gestión de calidad, todos los equipos y patrones de medición, deben ser calibrados periódicamente y antes de usarlos cuando son nuevos. En muchos casos, los equipos de medición de rugosidad son calibrados de acuerdo con lo anterior, sin embargo, no ocurre lo mismo con los patrones. Los patrones de rugosidad son utilizados para determinar si, en un momento dado, es necesario ajustar la ganancia de los equipos, para verificaciones periódicas de los mismos y para la calibración de los rugosímetros. El servicio, ya esta disponible con ACREDITACIÓN a los patrones nacionales Mitutoyo Mexicana, S.A. de C.V. a través de su departamento de ingeniería de servicio tiene disponible servicio de medición de piezas, para lo cual cuenta con variedad de equipo, tal como Máquinas de Medición por Coordenadas (CMM), equipo de medición por visión (QV, QS, QI), máquina de medición de redondez y otras características geométricas, equipo de medición de contorno (perfil), máquinas de medición de dureza, equipo de medición de rugosidad, comparadores ópticos y microscopios, lo cual permite una gran variedad de opciones para resolver eficientemente cualquier tipo de medición dimensional. Incluye 20% de descuento en refacciones y en servicio de reparación durante la vigencia del contrato Prioridad en programación Se requiere dibujo o modelo CAD o instrucciones detalladas de, que es lo que se desea medir para obtener una cotización y acordar tiempo de entrega. Este servicio se ofrece con trazabilidad a patrones nacionales de longitud. Se entrega reporte de medición. Sin gastos de viaje dentro de un radio de 50 km desde nuestros centros de servicio PAQUETES DE CALIBRACIÓN 3 equipos 10% 6 equipos 15% Más de 6 equipos 20% Uso de software de inspección original de Mitutoyo Condiciones sujetas a cambio sin previo aviso 5 de Indicadores de carátula tipo palanca y el error de coseno La lectura de cualquier indicador, no representa una, lectura exacta si su dirección de medición esta desalineada de la dirección pretendida de medición (efecto coseno). Debido a que la dirección de medición de un indicador de carátula tipo palanca es en ángulos rectos a una línea dibujada a través del punto de contacto y el pivote de la punta, su efecto puede ser minimizado fijando la punta para minimizar el ángulo q (como es mostrado en las figuras). Si es necesario la lectura de la carátula puede ser compensada para el valor actual de θ usando la tabla de abajo para dar la medición real. Medición real = Lectura de la carátula x valor de compensación Ángulo 10° 20° 30° 40° 50° 60° Valor de compensación 0.98 0.94 0.86 0.76 0.64 0.50 Ejemplos Si una medición de 0.200 mm es indicada sobre la carátula con varios valores de θ, las mediciones reales son: Para θ = 10°, 0.200 mm x 0.98 = 0.196 mm Para θ = 20°, 0.200 mm x 0.94 = 0.188 mm Para θ = 30°, 0.200 mm x 0.86 = 0.1726 mm Nota: Una punta de contacto especial con forma de evolvente puede ser usada para aplicar compensación automáticamente y permitir que la medición sea realizada sin compensación manual para cualquier ángulo θ entre 0 y 30° (Este tipo de punta de contacto es hecha solo bajo pedido especial a la planta). Error de indicación Errores de indicación permisibles para indicadores de carátula tipo palanca Graduación (mm) 0.01 0.002 Intervalo de medición (mm) 0.5 0.8 1.0 0.2 0.28 Error intervalo amplio 5 8 10 3 Error adyacente Repetibilidad 5 3 2 1 Error de retroceso 3 4*1 2 *1 Aplica a indicadores con punta de contacto de más de 35 mm de longitud Observaciones: Los valores en la tabla aplican a 20°C http://www.cenam.mx/simposio2010 NUEVOS CURSOS 2010 INTRODUCCIÓN A LA METROLOGÍA DIMENSIONAL 8h VERIFICACIÓN GEOMETRICA DE PRODUCTO ESPECIFICACIÓN Y VERIFICACIÓN DE FORMA 8h SIN CONTACTO CON EQUIPO OPTICO Y LASER INTERPRETACIÓN DE DIBUJO TECNICO 8h 6 8h Extracto de la norma JIS (Japanese Industrial Standards) B7533-1990 Indicadores de carátula tipo palanca No. No. 1 Error del intervalo amplio 2 Error adyacente 3 Error de retroceso a 4 Diagrama del arreglo de calibración Método de calibración (1) Para un indicador con graduación de 0.01 mm: Desplace la punta de contacto para que se mueva la aguja indicadora en sentido horario en incrementos de 0.1 mm con referencia a las graduaciones desde el punto cero hasta el punto final del intervalo de medición mientras se toman lecturas del equipo de calibración en cada punto y determinar su error a partir de la gráfica dibujada con las diferencias de cada "lectura indicada – lectura del equipo de calibración". (2) Para un indicador con graduación de 0.002 mm: Desplace la punta de contacto para que se mueva la aguja indicadora en sentido horario en incrementos de 0.02 mm con referencia a las graduaciones desde el punto cero hasta el punto final del intervalo de medición mientras se toman lecturas del equipo de calibración en cada punto y determinar su error a partir de la gráfica dibujada con las diferencias de cada "lectura indicada – lectura del equipo de calibración". El error instrumental del equipo de calibración debe ser compensado antes de esta medición. Después de completar el error de medición del intervalo amplio invierta el movimiento a partir del último punto de medición mientras toma lecturas en las mismas graduaciones de la escala que las tomadas para el error de medición del intervalo amplio y determine el error de retroceso a partir de la curva de error graficada Manteniendo el indicador de carátula tipo palanca con su punta paralela con la superficie superior de la superficie de medición, desplace la punta de contacto rápida y lentamente a una posición deseada dentro del intervalo de medición y determine la máxima diferencia en indicación. Indicador de carátula tipo palanca Base soporte Cabeza micrométrica o unidad de medición de longitud Superficie Indicador de carátula de medición tipo palanca Base soporte Repetibilidad Manteniendo la punta paralela a un bloque patrón colocado sobre la superficie de medición, mueva el bloque patrón al frente y atrás y de izquierda a derecha bajo la punta de contacto dentro del intervalo de medición y determine la máxima diferencia en indicación b Bloque patrón 5 Fuerza de medición Manteniendo un indicador por el cuerpo o el vástago, desplace la punta de contacto gradual y continuamente en las direcciones hacia delante y hacia atrás respectivamente y tome una lectura de la fuerza de medición en los puntos cero, medio y final del intervalo de medición en cada dirección. Desempeño La máxima fuerza de medición en la dirección hacia el frente no debe exceder 0.5N. La diferencia entre la fuerza máxima y mínima en una dirección no debe exceder 0.2N (20gf). Note que la mínima fuerza de medición posible es deseable para los indicadores 7 Equipo para calibración Cabeza micrométrica o unidad de medición (graduación ±1 µm ó menos, error instrumental: dentro de 1 µm), base soporte Superficie de medición, base soporte y bloque patrón de grado 1 como es estipulado en JIS B 7506 (Bloques patrón) Superficie de medición Balanza de resorte tipo plato superior Indicador de (graduación: 2gf ó carátula tipo menos) o medidor palanca de fuerza Balanza de resorte (sensibilidad 0.02 Tipo plato superior N ó menos Periodos de calibración La responsabilidad del establecimiento de periodos de calibración siempre permanece con el usuario quien debe justificar ante quien lo audite los periodos de calibración asignado a su equipo de medición. Si los periodos de calibración se alargan mucho se corre el riesgo de que en algún momento entre calibraciones el instrumento de medición empiece a proporcionar lecturas erróneas ocasionando la aceptación de piezas malas o rechazo de piezas buenas. Indudablemente el costo de la calibración especialmente en épocas de mala situación económica tiende a que los periodos de calibración se alarguen sin embargo el costo de malas decisiones al medir con un instrumento fuera de especificación es generalmente mucho mayor. Calibración de anillos patrón de 6 a 120 mm con máquina que incorpora una holo escala láser con resolución de 0,1 µm y repetibilidad de 0,2 µm SERVICIOS ACREDITADOS Los factores a considerar para el establecimiento de los periodos de calibración son la frecuencia y severidad de uso, las condiciones ambientales en que se use, la tendencia al desajuste o desgaste, la frecuencia con que se verifica el cero o punto de origen de la medición con un patrón, la formalidad de verificaciones o comprobaciones intermedias, etc. Por ejemplo un instrumento que se usa diariamente durante tres turnos debe ser calibrado más frecuentemente que uno que solo se usan esporádicamente, o uno que se utiliza en un árra de producción se debe calibrar más frecuentemente que uno que se utilice dentro de un laboratorio. Un laboratorio de calibración externo que no conoce las condiciones de uso no puede dar recomendación sobre el intervalo de calibración como es mencionado en 5.10.4.4 de la norma ISO 17025. Los periodos de calibración una vez establecidos se pueden acortar o alargar en base a los resultados obtenidos en calibraciones sucesivas por ejemplo si cada vez que se calibra un equipo es necesario ajustarlo quiere decir que el periodo de calibración es muy largo y debe acortarse por el contrario un instrumento que después de varias calibraciones no requiere ningún ajuste es posible considerar alargar el intervalo de calibración. Curso de Tolerancias Geométricas (GD&T) basado en la nueva norma ASME Y14-5-2009 Después de 15 años la norma ASME sobre dimensionado y tolerado fue actualizada incluyendo diversas mejoras entre las que destacan la diferenciación de los modificadores de la condición de material cuando es aplicada a la tolerancia o a los datos llamando a esto ultimo frontera de máximo o mínimo material. Se introducen algunos símbolos nuevos incluyendo el de perfil desigualmente dispuesto y la aplicación de una zona de tolerancia no uniforme. Se usa el concepto de grados de libertad con relación al establecimiento de marcos de referencia dato. Se permite la aplicación de marcos de referencia dato personalizados y datos movibles. Se introduce el concepto de sistema coordenado con relación al marco de referencia dato. Se permite usar más segmentos en los marcos de control de elemento compuestos. Todo el material fue reacomodado en 9 secciones en vez de las 6 de la versión anterior. Para saber más: capacitació[email protected] Cada vez que un equipo de medición no conforme se repare, ajuste, o modifique, debe revisarse su intervalo de confirmación metrológica es decir analizar si sigue siendo apropiado para el uso que se le da. Si se presenta un percance por ejemplo una caída el instrumento debe ser calibrado aunque haya sitio calibrado recientemente para asegurar que no fue afectado. REFERENCIAS ILAC-G24 OIML D10 Edición 1997 Guidelines for the determination of calibration intervals of measuring instruments ISO 10012:2003 IMNC-CC-10012-IMNC-2004 Sistemas de gestión de las mediciones – Requisitos para los procesos de medición y los equipos de medición ISO 17025:2005 NMX-EC-17025-IMNC-2006 Requisitos generales para la competencia de los laboratorios de ensayo y de calibración 8 Análisis de sistemas de medición Analizar si un sistema de medición es adecuado para una aplicación particular, es de vital importancia, dado que las mediciones obtenidas, son usadas para juzgar la conformidad de productos manufacturados o elaborar gráficas de control en las que pueden basarse decisiones para dejar operando un proceso o ajustarlo. Existe diferencia entre lo que es un instrumento de medición y un sistema de medición. Instrumentos son, por ejemplo, calibradores, micrómetros, indicadores, medidores de alturas etc. Sistemas de medición son aquellos en los que se involucran en una medición varios instrumentos, por ejemplo, un dispositivo en el que se usan varios indicadores de carátula o digitales para medir simultáneamente diferentes elementos en una pieza. Sistemas de medición más complejos, pueden involucrar más de una magnitud por ejemplo: temperatura, presión, tiempo etc. Cuando se desea analizar un sistema de medición, existen dos enfoques, uno metrológico y otro estadístico. El metrológico, analiza si las mediciones son hechas correctamente, por ejemplo a 20°C, usando el método y procedimiento adecuado, la regla del 1 a 10, empleando solo instrumentos calibrados y sus errores máximos permisibles, y otras características metrológicas son encontrados dentro de especificaciones, se conoce la importancia de la variación de forma dentro de la parte etc. El método estadístico en un momento dado puede usar análisis de varianza o diseño de experimentos. Cuando se trata de instrumentos el enfoque metrológico parece más adecuado para sistemas de medición complejos el enfoque estadístico es el más adecuado. Como ejemplo, consideremos el empleo de un instrumento simple, tal como un calibrador digital para medir dimensiones simples como el espesor o diámetro de una pieza. Su repetibilidad puede ser encontrada en un catálogo o folleto del fabricante. Comunmente, la repetibilidad tiende a ser numericamente igual a la resolución para diversos instrumentos, así, para el calibrador con resolución de 0.01 mm se tiene una repetibilidad de 0.01 mm. Esto nos puede ayudar a determinar si un instrumento es adecuado para una medición particular. Podemos determinar fácilmente que porcentaje de la tolerancia consume la repetibilidad del instrumento. Como ejemplo numérico consideremos que deseamos medir el espesor de una pieza, para el que se tiene una tolerancia de 0.1 mm. Lo podemos determinar usando una simple regla de tres. Tolerancia ---------------------------100% Repetibilidad del instrumento -----X% De donde: X= 100(repetibilidad del instrumento) Tolerancia Representando X el porcentaje de tolerancia que consume la repetibilidad del instrumento. Sustituyendo los valores antes obtenemos X = 10% dados El criterio establecido en el MSA, es que menos del 10% es aceptable. Por lo que hacer el análisis estadístico resultaría ocioso, dado que podremos obtener valores mayores a 10% pero no menores, dado que habría que sumar otros efectos, como la habilidad de la persona haciendo las mediciones y esto, sin considerar que el valor de repetibilidad mencionado antes es considerando como medida de dispersión con una desviación estándar, por lo que si usáramos 2 desviaciones estándar X sería igual a 20% etc. En otro ejemplo, un sistema vertical de medición con resolución de 0.0001 mm tiene una repetibilidad de 0.0005 (2σ) para medición sobre superficies planas y de 0.001 mm para medición de agujeros. Si medimos con este equipo una altura con tolerancia de 0.02 mm tendríamos X= 100(repetibilidad del instrumento) Tolerancia 9 Sustituyendo los valores dados antes obtenemos X = 1.25% lo que nos dejaría 9.9% para los otros factores afectando la medición. Aún si consideráramos 3σ, tendríamos X = 3.75 lo que nos dejaría 9.27% para los otros factores afectando la medición. Mejores resultados de repetibilidad y reproducibilidad se obtendrán cuando la influencia del operador es mínima o nula, por ejemplo, equipos de medición CNC en los que todo lo que hace un operador u otro es colocar las piezas en posición y dar la instrucción para que se ejecute el programa previamente elaborado. Aquí se depende exclusivamente de la repetibilidad del sistema de medición, la reproducibilidad podría entonces entenderse como la variación en los resultados de medición obtenidos con equipos diferentes. Existen otras técnicas de análisis, por ejemplo, comparaciones entre laboratorios o ensayos de aptitud, que tienen como propósito buscar la reproducibilidad de resultados de medición bajo diferentes condiciones de medición. El usuario de sistemas de medición, tiene otras herramientas para monitorear la estabilidad de sus sistemas, a través de los resultados de calibraciones periódicas y verificaciones intermedias, cuyos resultados pueden ser graficados. Otra herramienta, lo constituye la estimación de incertidumbre de los resultados de medición, en la que la repetibilidad de las mediciones es apenas uno de los contribuyentes. En muchos casos parece haber más problemas que soluciones, por ejemplo, el uso de algunos estudios requiere determinar un valor de referencia para piezas sacadas de un proceso normal de manufactura, lo que requiere, el empleo de un equipo de medición con mayor exactitud que el normalmente empleado, el cual muchas veces no está disponible. Los estudios de medición por atributos, requieren primero medir las piezas por variables que permitan una clasificación adecuada de piezas etc. A través de nuestro curso de Análisis de sistemas de medición conocerá más acerca de este tema usando el enfoque metrológico y el estadístico. Solicite informes Capacitació[email protected]