21 Ammonia storage
- a special case
Ammonia is a much used chemical in a number of industries and as such it is in need ofsystems
for its safe and economic bulk storage.
Ammonia is different from the other liquefied gases discussed in chapter 17
These differences in turn give rise to a variety of challenges in the search for suitable storage
systems. In particular the toxicity ofthe gas, the ability ofthe liquid to conduct electricity and the
susceptibility of carbon steels in contact with either the gaseous or the liquid phase to stress
corrosion cracking, give rise to problems. The problems related to toxicity speak forthemselves.
The truly lethal nature of the gas means that special measures are required for the design,
construction and especially the operation of storage facilities.
The significance of the electrical conductivity of the liquid is less obviously a problem area, but
this has, or at least has untilvery recently, prevented the development of in-tank pumps, and as
a consequence, offull containment storage systems for this product.
The stress corrosion cracking of carbon steels in contact with ammonia caused problems for the
early ambient temperature pressurised storage systems and more latterly has been found to
occur in refrigerated storage systems as well. This subiect has been researched extensively,
and would indeed probablyfurnish sufficient materialfor a book in its own right. The problem and
the main findings are discussed and references provided for further study if required.
The commonly adopted forms of refrigerated storage are described as well as an interesting
alternative system. The requirements for periodic inspection and repair of liquid ammonia
storage systems are also described.
Finally, a dramatic incident involving a liquid ammonia tank in Lithuania and the lessons to be
learnt are discussed .
Contents:
21,1 General
21.2What makes ammonia storage special?
21.2.1 Flammabiliiy
21
.2.2 f oxicity
21
.2.3 Latent heat
21.2.4 Eleclrical conductivity
2'1.2.5 Stress corrosion cracking (SCC)
21.3 Refrigerated storage of liquid ammonia
21.3. 1 Conventional systems
21.3 2 An alternative storage system
2'1.3.3 Chemical Industries Association guidance
21.3.4 Recent developments
21.3.5 Insulation systems
21.4 Inspection and repair of liquid ammonia storage systems
21.5 Incidents involving liquid ammonia tanks
21.6 References
STORAGE TANKS & EQUIPMENT 425
21 Ammonia storcge
- a special
case
It is estimated that there are currently around 1000 fully-refrig-
21.1 General
erated liquid ammonia tanks in ooeration worldwide of which
Ammonia is manufactured in large quantities and has numerous uses in the chemical industry Amongst these are:
-
some 50 are located in Europe.
The manufacture of nitrogenous fertilisers
21.2What makes ammonia storage
special?
The manufacture of explosives
The manufacture of dyes
Liquid ammonia differs from the other liquid gas products listed
in Chapter 17, Figure 17.1, in a number ofways.
The manufacture of man made fibres
As a chemical reagent in the forming ofamines and ammo-
nium compounds
-
21.2.1 Flammability
As a refrigerant
ln common with allof the gases listed in Figure 17.1 with the exception of oxygen, nitrogen and argon, ammonia is flammable
with flammable limits of between 16% and 25%. lt has the relatively high auto ignition temperature of 651 'C and for this reason liquid ammonia storage installations are not regarded as
representing significant fire hazards in the same way as is the
case for the bulk storage of LPG, ethane, ethylene and LNG.
Fof these reasons safe and economic bulk storaoe ofthis material is clearly necessary
Ammonia can be liquefied bythe application ofpressure alone.
At a maximum design temperature of 38 'C, the comparatively
modest pressure of 14.7 bar is required to maintain the gas in
liquid form. For many years, smaller quantities of ammonia (say
between 500 and 3000 tonnes) were stored in cylindrical or
spherical pressure vessels. For reasons which will be explained in Section 21.2.5, this practice has virtually ceased.
21.2.2 Toxicily
Liquid ammonia has also been stored in semi-refrigerated facilities. At a storage temperature of 0 'C the pressure required to
maintain the liquid state is only 3.0 bar. Semi- refrigerated stor-
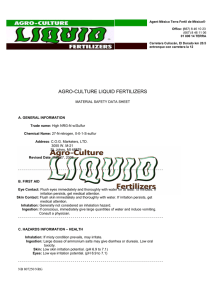
Ammonia is also highly toxic and it is this property that requires
particularcare to be taken with the design and operation of bulk
storage systems for this product. The health hazards are summarised in Figure 21.1 taken from References 21.1 and 21 .2
mentioned above. lt is to some extent fortunate that ammonia
can be detected by the average person at the low concentrations of around 50 ppm, well below the 500 - 1000 ppm levels
which are considered dangerous. lt is important that due attention is given to operator training and that the necessary site
safety facilities are provided. Reference 27.2 provides guidance !n this regard.
age is usually in spherical vessels, again in the 500 to 3000
tonnes range of unit capacity. This form of storage is also now
quite unusual. Fully pressurised and semi-refrigerated storage
systems are the subject of a Chemical Industries Association
(ClA) Code of Practice (Reference 21.1). This document is now
no longer published, perhaps an indication of the falling out of
favour of the pressurised and semi-refrigerated methods of
storage.
The majority of liquid ammonia storage facilities are now of the
fully-refrigerated type in which the liquid is stored at its atmospheric pressure boiling point of minus 33 'C. Lowtemperature
tanks with capacities of up to 60,000 m3 are not uncommon.
The fully-refrigerated storage systems are also the subject ofa
CIA Code of Practice (Reference 21.2).
Vapour
concentration
(ppm v/v)
One example of the special provisions required is that ammonia storage facilities must have one or more wind socks fitted in
high and prominent positions and that these must be illuminated at night to allow personnelto choose the correct escape
route in the event of a leakage incident.
Expmure period
Generrl effect
Thr€shold Limit Value
Maximum for I hour
working period.
Odour detectable by most
persons.
100
700
No adverse effect
average worker.
for
Deliberate exposure for
long periods not permitted.
t
lmmediate nose and
1/2 -
throat irritation.
no serious effect.
Immediete eye irritation.
hour erposure ceuses
12 - t hour exposure causes
ro serious effect.
1,?00
Convulsive cougbing
severe eye, nose and
Could b€ fat'al after l,2 hour
thrort irritation
2,000 - s,000
Convulsive coughing
severe eye, nose and
Could
be
fatal afler 1/4 hour
throal irritation
5,000 - 10,000
Respiratory spasm. Rapid
asphyxit,
Figure 21.1 Vapour concenlrauon health hazards
426 STORAGE TANKS & EOUIPMENT
Fatal within minutes.
21 Ammonia storage _
21.2,3 Latent heat
Liquid ammonia is also unusual in having a high latent heat
(327.10 kcal/kg as opposed to the next highest listed gas which
is methane at 121.86 kcal/kg). This makes it relatively easy to
achieve low atmospheric boil ofifigures, usually expressed as a
70 of the full tank contents per day, for liquid storage systems.
The commonly used insulation systems for liquid ammonia
tanks are discussed in Section 21.3.5.
21.2,4 Electrical conductivity
Liquid ammonia in its pureform hasa high dielectric constant. lt
does however have a high affinity for water In addjtion, for reasons associated with the propensity of carbon steels to suffer
from stress corrosion when in contact with ammonia as described in Section 21.2.5, water is deliberately added to stored
liquid ammonia. This generally gives a water content of beiween 1000 and 2000 ppm and at this level the liquid will conduct electricity. The significance of this is that until recenflV it
wasnot possible to develop an in-tank pump for liquid ammonia
serytce.
Conventional in-tank pumps as described in Chapter20foruse
with the other low temperature gases rely on the product liquid
being pumped to both lubricate and cool the pump motor by
flowjng directly through the motoritself. This is clearly not possible in the case of liquid ammonia. The influence of the lack of
availability of suitable in-tank pumping systems on the containment systems is discussed in Section 21.3.
21.2.5 Stress corrosion cracking (SCC)
a special case
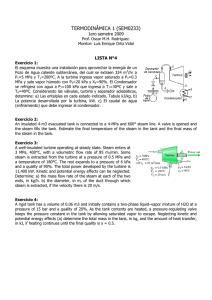
Although the main thrust ofthis effort was aimed at the storaoe
of ammoniaasa liquid in spherical vessels at ambienttempeLtures, the findings are of interest and relevant in part to refrigerated ammonia storage systems. The main conclusions were:
a) SCC initiation is influenced by the water and oxygen content of the ammonia as shown by Figure 21.2.
b) Sufficient water addition to avoid cracking in liquid ammonia may not always prevent its occurrence in the vapour
phase, in the event ofcondensation, due to adverse oartition of oxygen and water
c)
Under conditions typical of those known to cause SCC
(3 ppm oxygen and 50 ppm water) crack growth rates
found in the studies were similar to those found in service,
i.e. 2-6 mm/year dependent on stress intensity.
d)
e)
f)
Crack grolvth rates decreased markedly with time.
Lowerstrength steels showed generally lower susceptibility to SCC for both parent materiat and weld metal.
The initiation of SCC is more djfficult and its propagation
slower at -33 'C than at 18 'C, and is less affected by the
oxygen content at the lower temperature.
Both References 21.1 and 21.2include the following text:
"ln order to minimise the risk of stress corrosion crackino
the welding consumables should overmatch the tensili
properties ofthe plates by the smallest practicable amount
and carbon molybdenum electrodes shall not be used in
any circumstances. Furthermore, the tensile strenoth ofthe
plates shall not be allowed to exceed the maximum-detailed
in the plate soecifications."
The original versions of these guides to good practice were
published before the studies mentioned above had been carried out.
Stress corrosion cracking (SCC) has been known for many
years to be a problem for the storage of liquid ammonia in carbon steel vessels at or close to ambient temoeratures. paoers
were published on this phenomenon as early as 1956 (References 21.3and 21.4). Although the potentialfor SCC to occur in
carbon and low alloy steels in ammonia service was recoonised, it was not until the 1970s that inspection technology ha-d
developed to the point where the problem could be identified
and the effects quantified. This led to the discovery of widespread SCC in liquid ammonia storage spheres. For this rea-
son, many of the facilities which stored ammonia in the
fully-pressurised or semi-refrigerated form were decommis-
It is clear from the volume of work published during the 1970s
and 1980s that SCC, particularly in the ambient temperature
pressure storage area was seriously under the microscope.
Work published by Cracknell in 1982 (Reference 21.5\ and
Towers in 1984 (Reference 21.6) lutlnet explored the problem
and served again to confirm the importance of variables such
as oxygen content, water content, steel strenqth and stress re_
lief. Both suggest that refrigerated storage is l;ss tikely to suffer
from this phenomenon than ambient temperature pressure
storage, but in the light of more recent findings, were wise notto
have been too adamant that SCC will not occur at all in refrioer-
sioned and were replaced by fully-refrigerated storage systems.
To provide more data on the problem of SCC in liquid ammonia
storage systems using carbon steel containment vessels. a
corporale research programme was Set up at the Institute for
Energy T€chnology in Oslo, Norway. This was sponsored join y
by BASF, DSN/, Kemira O! Norsk Hydro AJs, tcl, E I Dupont de
Nemours Company Inc. and the UK Health and Safetv Executive. The work was all carried out by Lunde and Nyborg and the
early work was published in the proceedings of various conferences and in papers listed as References 21.7 to 21.11.
The general terms of reference for this work were:
a)
b)
c)
d)
A
t!
I
7
1000
e
3
c
B
i
g
!
100
a
To investigate the effect of operating parameters (especially water and oxygen concentrations and temperature)
on stress corrosion cracking.
To determine s€fe/unsafe operating conditions for ammonra slorage spheres.
To investigate the influence of material composition and
mechanical properties on susceptibilityto stress corrosion
cracking for both parent material and weld mebl.
To investigate possible means of preventing stress corro_
sion cracking in ammonia environmenb.
1
10
orys.n
A
B
C
100
in trquid
ph.$ ippn
t0o0
w/w)
Itrsp€.t rt normlt fftquency,
Insp.ct rt le8l rwice mrnrt frequeng_
Donolop€fut in lhisrrer.
Figure21.2
S-C-C,
contents at 18
'C
rrr
b
bdng
op.nring .ondi.iois
iib
zom
A or B_
susceptibilily of C,lVn steels wilh diffefenl oxygen and water
STORAGE TANKS & EQUIPMENT 427
21 Ammonia
storcge
a specialcase
ated storage systems. Alan Cracknell ends his paper with the
following sensible suggestion:
construction using backing straps. lMany of the cracks were
found in the tank bottoms and were repaired by fitting local
"ltwillbe appreciated that if SCC does turn out to be a prob-
cover strips, a procedure which the authorwould not endorse. lt
would be interesting to find out how these tanks have fared following their subsequent inspections.
lem in refrigerated storage, it is likely to affect all companies
using as-welded equipment. Proving thatit is absentortak-
ing precautions against it can prove expensive. lt is suggested therefore thatthe companies involved should set out
to share information on their findings in much the same way
as companies involved in the bulk (ambient temperature
pressurised) storage of ammonia. Hopefullythe information
derived will benefit not only the refrigerated storage industry, but will also give clues to the solution of the general
problem of avoiding SCC in ammonia storage."
The earlyworkdone by Lund and Nyborg suggested that stress
corrosion cracking was also a possibility at the temperature of
the low temperature storage systems, i.e. -33 'C. This was
something altogether new for the industry which had up to this
time believed that refrigerated storage of liquid ammonia was
not susceotible to this oroblem.
The inspection of the 12,000 tonnes liquid ammonia tank
owned by BASF at the Seal Sands site in the UKwas something
of a turning point. This tank was designed and constructed by
Whessoe to BS 4741 and the CIA guidelines and entered service in 1978.
The tank was previously owned by Monsanto who at that time
were devotees ofacoustic emission (AE) methods of non-intrusive inspection. The owners decided to override the CIA guidelines for the first internal inspection at six years after entering
service, by carrying out an AE examination in 1984 and a further examination in 1985. These test procedures had the advantage that the expensive de-commissioning, internal examination and re-commissioning could be avoided. No defects
were found during these tlvo examinations.
The industrywas atfirst slowto hold its hand up to the existence
of this problem. Indeed, it is probably unfair to blame those involved in the refrigerated storage of liquid ammonia of an ostrich-like disingenuous self-interest for their failure to immediately acknowledge the difficulty. ldentifying stress corrosion on
the internal surfaces of carbon steel liouid ammonia tanks was
not easy until detection techniques became more sophisticated, largely due to workdone in the UK by NationalVulcan.
Separating the evidence of SCC from original construction defects and from hydrogen cracking is not easy. Since the publication ofthe reports of the BASF ammonia tank problems and the
availability of the means of detecting and identifying this phenomenon, most of the liquid ammonia storage tanks in the UK
and Europe have been inspected. Some have been found to
exhibitthis problem and some have been found free of any sign
ofthe complaint. The reasons forthese apparent differences in
behaviour between storage tanks (all builtfrom carbon manganese steels) is not clearly understood.
The signiflcant variables would seem to be the same as those
identified for ambient temperature pressurised storage, i.e.:
-
oxygen content within the tank during its early life (ie during commissioning)
-
This tank insDection is reDorted in considerable detail in References 21.12 and 21.73. The defects were dressed out by local
grinding and the tank was re-commissioned wlth suitable care.
Some years following this inspection the tank was again decommissioned and subject to an internal inspection. By this
time the SCC was such that it was decided to remove and replace the tank bottom and annular plating and the lower five
(higher strength steel) shell courses. This was an expensive
and time-consuming modification and suggests that if SCC can
be avoided by the use ofweakerand less economical materials
(in the short term), by correct selection of welding procedures
and consumables and by careful commissioning, de-commissioning and operating procedures, then this is money well
spent.
BASF also owned and operated two refrigerated ammonia
tanks at Ludwigshafen Germany. These were each of 25,000
tonnes capacity, constructed in 1969 and 1981 by Ktockner.
Alerted by the Seal Sands experience, BASF decided to inspect these tanks internally. Both were found to have indications of SCC. This is reported in Reference 21 .14.lnteteslingly,
the older tankwas less badly affected than its newer partner (27
reported defects as compared to 214). The report is at a loss to
explain this difference. The tank bottom was of butt-welded
428 STORAGE TANKS & EQUIPMENT
Water content ofthe stored product
Stress relief
Welding techniques related to heat input and local hardness
ln 1985 the ownership of the site transferred to BASF. This
company did not favour the use of AE testing and arranged for
an internal insDection to take Dlace in 1987. This examination
found a large number of internal stress corrosion cracks, many
associated with original hydrogen cracks. The defects were in
the main associated with welded seams and areas of construction attachments (such as blank nuts and erection brackets) in
the lower shell where the stronger steel (minimum yield
strength 355 N/mm2) had been used. The upper courses where
steels of lower strengths had been used (minimum yield
strengths 280 and 245 N/mm2) were found to be almosi completely free of signs of SCC.
Stress in the parts ofthe tank exposed to the product liquid
-
The selection of a weld metal which closely matches the
strength of the parent plate
It is uncertain if this Iist includes allof the important variables. lt
is also uncertain which individual variable, or indeed combination of variables is the most important. There is however considerable circumstantial evidence to link these to the problem. lt
has become common practice to use a low strength steelforthe
inner tank in contact with the product liquid and vapour (i.e. a
275 N/mm2 yield strength grade steel rather than a 355 N/mm2
grade whichwould otherwise provide a more economic storage
tank) and to pay particular attention to the othervariables listed
above.
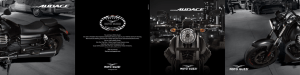
Later work, again by Lunde and Nyborg of the Norwegian Energy Institute and sponsored by the ammonia storage industry
was presented to the A.l.Chem.E. Ammonia Safety Symposium held in Vancouver in October '1994 (References 21.15
and 2t. t6). These papers are well worth reading for those with
a special interest in this problem area and contain a large number of useful references for further study. The figure comparing
the stress corrosion susceptibility of carbon steel as a function
of oxygen and water content at temperatures of 18 'C and
-33 'C is interesting and is shown in Figure 2'1.3.
21.3 Refrigerated storage of liquid
ammonia
21.3.1 Conventional systems
The early liquid ammonia tanks were of the single containment
type with remote low bunds as illustrated in Figure 21.4. As
safety standards increased, the tank type most commonly
adopted by the industry became the double containment type
21 Ammonia storage
-
a special case
as illustrated in Figure 21 .5. The final move through the types of
containmentfrom double to full, which was made in the cases of
many of the other low temperature gases, was not followed in
the case of ammonia. The reason for this is associated with the
8^l
E
c
last of the properties listed in Section 21.2.4, i.e. the ability of
the liquid ammonia to conduct electricity. For many years this
precluded the industry's ability to develop an in-tank pump for
A
use with liquid ammonia, a central requisite for the elimination
yl
of bottom or lower shell liquid outlets required for full contain-
{l
As has been stated in Section 21.2.4, in-tank pumps for the
u
ment systems.
BaYrl .!
8!5
other low temperature products are directly cooled and lubri-
83
cated by the pumped liquid. The first of these is clearly not possible with Iiquid ammonia. This problem was not aided by a fur-
ther unhelpful property of liquid ammonja
its affinity for
attacking copper bearing alloys. Recent developments which
will hopefully overcome this problem are described in Section
21.3.4.
The liquid containing metaltanks weredesigned in accordance
with API 620 appendix R or to BS 4741 and more latterly to its
reolacement Code BS 7777.
E
e.<
E
The outer wall may be constructed from low temperature carbon steel or prestressed concrete designed to contain the full
liquid contents of the inner tank without leakage. l\ilany of the
concrete wallswere prestressed using the "Preload" wirewindIng system.
-.+'
0.1
10
1
100
The tanks were most usually supported on elevated unheated
reinforced concrete base slabs supported on pile extensions or
by other suitable arrangements. The connection between the
concrete wall and the base slab was usually ofthe sliding or the
Oxygen ppm
:igure 21.3 Comparison ofihe susceptibilily of cabon steelio SCC as a luncron ofoxygen and waler content at temperatures of 18'C and -33 'C
On ground
:
gure 21.4 Single containment storage arrangements
: qire 21.5 Double conlainmenl storage arfangements
STORAGE TANKS & EQUIPMENT 429
21 Ammonia storage
-
a special case
Thin
dudntum $cdon b Pdvido
waalh.rp@nno
hof2.nbl
M tll(t, vt
@6trEt
of
!@l &
bnk b bto cla6
Prsbrn d ctc6d 6ll polytrm€
Figure 21.6 Interspace roofdetailof
lcl North Tees ammonia tank No.2
pinned type. The insulation systems were quite unsophisti-
21.3.2 An alternative storage system
cated as described in Section 21.3 5
It is important to prevent
rainwaterfrom entering the interspace
between the inner insulated steel shell and the outer steel or
Drestressed concrete wall. The undetected accumulation of
rainwaterand possible condensation within this interspace has
led to a number of tanks of this configuration having to be de-
commissioned and be the recipients of expensive and time
consuming remedial work. Clearly an effective roof covering
the interspace is a necessity.
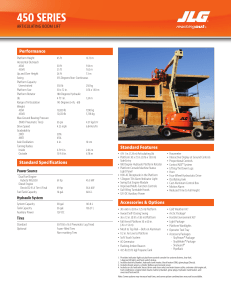
The storage arrangement shown in Figure 21.7was developed
between the plant owner and the tank contractor for a
22,000 m3 ammoniatankat a site in the UK and seemsto getas
close to full containmentas the lack ofsuitable in-tank pumps at
that time would allow. The outertank is designed to contiain the
full liquid contents ofthe innertankwhich are assumed to reach
The design of an efficient roof with a sensible lifespan would
seem straightfoMard, but for the reasons listed is not easily
achieved and requires carefuldesign and careful construction:
-
The roof is some 30 m above local grade and consequently subject to strong winds.
Ammonia tanks are mmmonly built at coastal locations
and are subject to adverse corrosion regimes.
-
The roof sDans between the steel inner tank which is sub-
ject to thermal movemenb and the concrete outer tank
which is not subject to thermal movements (at least not to
the same extent).
-
The roof is difficult to inspect and repair.
The arrangement indicated in Figure 21.6 was adopted by lcl
for the reolacement roof for the No. 2 ammonia tank at North
TeesWorks. This has served its purposewelland seems to answer the various problems posed.
It is also important to inspectthe interspace regulailyto ensure
an early indication is obtained of anywateraccumulation and to
have a suitable drainage system together with site operating
Drocedures to remove such water before it can damage the
tank base insulation.
430 STORAGE TANKS & EQUIPMENT
O
@
@
@
InBrsh.rl
oui*3h€n
shlbtrv.N.
Bsh.lt.lloi
@
@
@
@
Figure 21.7 An alternative storage anangement
21 Ammonia storcge
-
a special case
the equilibrium level in the outer tank within 5 minutes of the
leak commencing, i.e. a fast but non-zip type of failure.
The outer tank shell and bottom are cold in service which
means that there will be no thermal shock in the event that the
inner tank leaks its contents into the outer tank. The cold outer
tank also means that there will be no significant evolution of
vapourinthe inner tank failure case. The vulnerable lowershell
liquid outlets are protected by shut-off valves within the
interspace between the inner and outer tank shells as indicated
in Figure 21.8.
Figure 21.9 Bottom corner details forthe altemative arrangement
sons associated with the stress corrosion cracking problems.
The ability to get as much product liquid out of the tank as
quickly as possible leaving the minimum volume to be removed
via the atmospheric heatleak route willclearly be useful in mini-
mising the decommission/inspecvre-commission period and
consequent costs associated with unavailability of the tank. A
small drain connection also protected by two interspace valves
with a suitable external pump arrangement maywell be a good
@
@
investment. A photo of this facility is shown in Figure 21 .10.
@
Figure 21.8 Liquid oullet details for the allernative arangement
The first valve (i.e. thefirstvalve that the exiting liquid meets) is
a manually-operated valve whose purpose is to allow the second valve to be serviced. This second valve is open during nor-
mal service, but is pneumatically-closed in the event of liquid
leakage being detected by instrumentation located close to the
liquid outlet connection. The purpose of this arrangement is to
protect the plant and its surroundings from an incident involving
the liouid outlet externalto the outertank and before the first ex-
ternal shut-off valve in the outlet pipework. Without this arrangement, this incident would cause the tank to dump its entire
contents through the liquid outlet connection.
With this equipment in place, the amount of liquid escaping to
the environment would be that which would flow out ofthe tank
during the period that the detection equipment took to identify
the problem and the second pneumatically-operated shut-off
valve took to close. This is bad enough with a toxic product like
ammonia but much preferable to leakage of the full tank contentS.
The apparently curious arrangementwhere the inner and outer
tanks share
a
common roof
is important. This allows the
interspace between the two tank shells to be filled with air. This
air space is within the insulation envelope and consequentially
at the product temperature of -33 "C. Cold and inhospitable
though this interspace is, it allows the valves in the liquid outlet
lineto be accessed and serviced which is vitaltothe overallviability of the system. This arrangement does require the inner
tank to be fitted with holding down bolts or straps as the internal
pressure is predominantly applied to the part of the single roof
attached to the inner tank shell. The design of the anchorage
system which must penetrate the outer tank bottom can prove
interesting. The bottom cornerdetail for this tank is illustrated in
Figure 21.9.
As a side issue, when designing such a system it is importantto
remember that ammonia tanks are likely to have to be decommissioned, probably more than once during their careerfor rea-
Figure 21.'10 An ammonia storage tank ofthe alternative lype
21.3.3 Chemical Industries Association guidance
Much ofwhat is discussed in Sections 21.3.1 and 21 .3.2 is also
covered by the latest version of Reference 27-2. This divides
the types of tanks to be used for the storage of refrigerated liquefied ammonia into the nowfamiliar three categories. The ex-
act definitions vary from those given in Chapter 17, Section
'17.6 onwards which were derived from BS 7777 and EN 1473,
and for this reason are ouoted in full:
.
Single containment
This is a tank designed and constructed so that only the
containing element in contact with the refrigerated ammonia is required to meet the lowtemperature ductility requirements for storage of the ammonia. Any outerwall ofa single
containment storage system is primarily for the retention
and protection of insulation and is not designed to contain
liquid in the event of ammonia leakage from the innertank.
STORAGE TANKS & EQUIPMENT 431
21 Ammonia
storage
a special case
the inner tank and wall. An isolation valve is required to be
fitted betvveen the remote closing valve and the tank and
should be located as closetothetank as possible Asingle
A single containment tank is traditionally surrounded by
secondary containment in the form of a low bund wall to
contain any leakage.
outlet is permissible.
Afootnote elsewhere in the document shtes:
"storage tanks, for example tanks containing petroleum
products, are frequently surrounded with low earthern or
4.
concrete bunds which will contain the liquid in a large open
Dool should failure ofthe main tank occur. lfthis method was
adopted with an ammonia tank, evaporation from the pool
of ammonia would cause toxic concentrations considerable
distances downwind and is not considered desirable, nor
acceotable in the UK."
5.
6.
We also find:
"lvlany tanks were originally built as single containment type
but have been retrofitted to become double containment
type".
These are quite strong indicators that single containment is not
currently preferred.
.
Double containment
This refers to an inner tank designed and constructed with
secondary containment in the form of a wall or outer tank
Both the inner tank and the wall or outer tank shall be capable of containing the refrigerated liquid ammonia. To mini-
mise the pool of escaping liquid, the wall or outer tank
should be located at a distance not exceeding 1.5 m from
the inner tank. The innertank shall store the refrigerated liq-
uid under normal operating conditions. The wall or outer
tank shall be able to contain the refrigerated liquid ammonia
leakage from the inner tank.
The outer tank is not designed to contain vapour released
due to ammonia leakage from the inner tank
.
Full containment
This refers to a tankdesigned and constructed with secondary containment in the form of a wall or outer tank. Both the
inner tank and the wall or outer tank shall be capable of containing the refrigerated liquid ammonia
The innertank shall store the refrigerated liquid and vapour
ammonia under normal operating conditions.
The wall or outer tank shall be capable of containing both
the refrigerated liquid and vapour ammonia resulting from
ammonia leakage from the inner tank
It is a shame that the authors of this document have sought to
modify the definitions which were developed in EEN'4UA 147
and repeated in BS 7777. The wording of the full containment
definition suggests a fixed inner tank roofto contain the product
vapourduring normaloperation, whereas the figure (taken from
BS 7777) clearly indicates that a suspended ceiling is accept-
able.
The outer containment of double and full containment systems
is oermitted to be of steel or reinforced or postlensioned concrete. For steel components the rules of BS 7777 are required
to be adopted.
As has been mentioned, when this guide was written (1997),
in-iank pumps for ammonia service were not available. Consequently, liquid outlet connections which penetrated the inner
and outer tank walls could not be avoided. The guide gives the
lollowing advice regarding liquid outlet connections:
1
.
2.
3.
The liquid outlet pipe (or pipes) should be taken from the
side oithe innertank, as close to the base as permissible'
Each outlet pipe shall incorporate a valve for remote closure. Where internal valves are the preferred type of remote closing valve, two outlet pipes are recommende0'
When a remote closing valve is fitted externally to the inner tank, it should be sited in the annular space between
432 STORAGE TANKS & EQUIPMENT
ln the event of power failure, the remote closing valve(s)
should close automatically. The consequences to downstream operations should be evaluated
The outlet pipe (or pipes) shall be anchored into the base
slab (or wall if this is preferred in a structure which is not
oost-tensioned) and due allowance made for the movements which will occur when the bnk cools down
The tank should preferably be fitted with two liquid outlets.
Both shall be fitted with internal valves capable of remote
closure.
Items 1 to 5 apply to double containment systems with concrete
outer walls. ltems 1 to 6 apply to double containment systems
with steel outer tanks and to full containment systems with both
steel and concrete outer tanks/walls.
The document makes it mandatory for steel shell plates with
mountings (penetrating fittings) to be stress-relieved. A sensible SCC precaution.
The document has a section on commissioning and de-commissioning. Again SCC raises its head and the following advice
is offered:
"Recognition should be given to the possibility of stress corrosion cracking (SCC) occurring in ammonia storage tanks. Appropriate design and construction techniques wlll minimise this
risk but it should also be noted that research work has shown
the following:
.
.
SCC does not occur without the presence of oxygen
The oresence of water may inhibit
Scc
Therefore the purging ofthe tank with inert gas priorto the addition of ammonia, and the maintenance of a water content in the
ammonia of 0.15% to 0.20% should be considered The inert
gas purging ofa tank priorto the addltion of ammonia is recommended as a standard industry practice."
21.3.4 Recent developments
Quite recently in-tank pumps suitable for use with liquid ammonia have been developed. The pump is described in detail in
Reference 21 17.fhe design of this pump incorporates the following features to deal with the problems of liquid ammonia's
electrical conductivity and its highly corrosive action on copper
and copper bearing alloYS:
.
.
.
.
Electric motor housed in a liquid and gas tight enclosure
Magnetic coupling to connect motor to pump
Motor cooled indirectly by the product liquid
Nitrogen-purged motor enclosure and electrical containment system
.
Power cable assembly enclosed in a flexible bellows type
hose assemblY
.
Filtered product liquid bearing and coupling lubrication system
The Dumps can be installed with the usualtype offootvalve, operated by the pump self-weight and allowing the pump column
to be purged and freed from ammonia Iiquid and vapour priorto
removal or replacement, especially important for personnel
safety with this particular product.
Pumps of this type have been specified and installed at the
plant operated by Shanghai Golden Conti Petrochemicals in
China. They have been in service for some four years and other
21 Ammonia storage
e
than problems relating to the product cleanliness, have oper-
o
ated successfully.
e
For land-based storage systems, this development opens the
way to true full containment for liquid ammonia.
These new pumos could also be a useful addition to the marine
transport of liquid ammonia where external motors and long
drive shafts have traditionally been used.
21.3.5 Insulation systems
Because of the high latent heat of this gas, the tank insulation
systems are usually quite straighforward.
For the tank base, two layers of cellular glass with a load bearing ringwall dependent upon the seismic environment normally
suffices. For the tank walls, polyurethane foam, either foamed
n-situ behind metallic cladding or spray applied with a mastic
weatherproof coating are commonly used on the outside surfaces. There are a few double-walled tanks which use perlite insulation.
The tank roof could have a similar arrangementto the tankwalls
orfor reasons associated with weather protection, befitted with
an internal suspended deck supporting a glass fibre or mineral
wool insulation.
21.4 Inspection and repair of liquid
ammonia storage systems
Reference 27.2 also provides guidance regarding inspection
and maintenance of refrigerated liquid ammonia storage tanks.
Clearlythe possibilityof SCC is the reason why rules specific to
ammonia storage are required. The Reference suggests:
"All tanks should be thoroughly inspected, both internally
and externally, not more than 6 years from the date of inltial
commissioning. Thereafter, the interval between major inspections should be determined by the tank owner, depending on past experience. For example, if SCC was found at
the first inspection, then it may be necessary to carry out
subsequent inspection at an interval of less than 12 years,
and if it (the extent of SCC) was sufficient to warrant substantial repair or rebuilding, then it is recommended that the
next major inspection should be carried out within a further
6 years."'
.
-
a special case
Careful visual inspection of:
All other welds in floor and shell plates
All other internal brackets and attachments
Although it is not expressly stated, it is presumed that this inspection will be confined to the internal surfaces ofthe primary
liquid container. The outer surfaces ofthe primary container are
often inaccessible due to the presence of the thermal insulation.
Some guidance is given regarding the methodology of MPI to
be used, but this is in outline only and would not impress those
organisations skilled in the techniques necessarylor the detection of SCC. The sensible observation that "Those carrying out
the tests should be experienced with the techniques and of the
interpretation of the results obtained." is included.
External inspection is confined to looking for insulation cold
spots and ammonia leakage around fittings and pipework. For
this the tank should be three-quarters full oi liquid ammonia.
Four holding down bolts and their boxes or holding down straps
should also be inspected.
An interesting more recent development is the "Recommendations for safe and reliable inspection of atmospheric, refrigerated ammonia storage tanks" published in October 2002 by the
European Fertiliser ManufacturersAssociation (EFMA) (Refer-
ence 21.18). This document brings attention to the fact that
there are major differences between the national regulations
and/or Codes of Practice from different EuroDean countries regarding the frequency of inspection of liquid ammonia tanks.
This is illustrated in Figure21.11.
These regulations and Codes of Practice also do not discfiminate between tanks of diflerent lypes of construction, different
operating practices and posing different risks to the surrounding envifonment. This new guidance is based on Risk Based Inspection (RBl). and seeks to evaluate the pfobability and consequences of failure of each lndividuaL tank. This process is in
turn intended to optimise the lnspection frequency to obtain
knowledge about the tank and its cond tion and the negative effects of opening the tank for intefnal lnspection which could increase the potential for the occufrence of SCC
An inspection procedure is suggesied (Figure 2'1 .'12). A procedure is given for determining the maximum tolerable defect size
For such an important issue in terms of public safety, these
guidelines are remarkably non-specific and non-mandatory
Maximum inspcctioD iotcrvrl for 2tnrosph(flc.
The Reference goes on to say:
"For guidance, inspection intervals in the region of 12 years
are considered an appropriate balance between the need to
20 years, but a notijled body can de(jde shoner
monitor the tank and the risk incurred during de-commissioning and subsequent re-commissioning."
And:
None (VAWS, weter protection act, state 5, 1 0 or I 5
"lf, outside the recommendations of this guidance, a single
containment design of tank is operated, then the inspection
period shall (mandatory) not exceed 12 yearc."
It recommends that the first inspection should include:
.
Magnetic particle flaw detection (MPl) of all tee welds in
floor plates, for a length of 230 mm along each arm of the
weto.
.
l\y'agnetic particle flaw detection in accordance with BS
6072 of lojo/a of first course vertical and horizontal welds
(including the shell-to-floor weld), plus at least 50% of the
tee welds in the remaining shell plates, for a length of
230 mm along each arm of the weld, plus all internal attachment welds below the first to second course circumferential
weld. This shall include all areas of temporarv attachment
wetos.
depending on inspecuon r€sults. according to CLA
C!€eicrl
lldst
y Ass@iatiod Cuidd@ for &c lege scale sromge
in ihc UK Jue 1997.
.rny.LM ql@olia
+
offtly
Figu re 21 . 1 1 Nalional rules or recognised standa rds for th e frequ ency of in
speclion of atmospheric (lquld) ammonia storage tanks n Europe
Fram EFMA document. Abjendix
1
STORAGE TANKS & EQUIPMENT 433
-
21 Ammonia storage
a specialcase
SteD
B;ftom plates
Dlat6, T-w€lds ir co@e I &d 2
Sh€ll plales, honzontal atrd verhcsr
welds itrcowse I ed2
Shell Dlats. T-welds in @us€ 3 !o top
Shell plat6, horizontal md vertic.l
welds in couie 3 to tot
Marhols, pip€ cotne.tio&s, purnp sink
dd other sDeaial details
clamp marks or t@pomry fabrieiion
SheLl
89qq!@!e
poeeadon welds
I
Step 2
Step 3
I00%
100%
50%
r00%
t00%
t0%
ICD%
to%
50%
ILD'/O
to%
tatJ%
l0/o
100%
Itwould seem thatan operating erroralloweda small quantityof
warm ammonia liquid to enter the tank and this caused a large
quantity of vapour which over-pressurised the tank. Failure of
the shell-to-bottom joint and of the holding down anchors then
occurred and the failure sequence is illustrated in Figure 21.14
which is taken from the SUPRA report.
1rfro/o
100%
Ar.a! s biect to pr€vious repaiB
In much the same way as the Qatar LPG tank failure' the tank
was moved sideways by the reaction to the exiting liquid and
smashed its waythrough the concrete bund wall, tlnally landing
some 25 m from the originalfoundation. The tank bottom was
left on the elevated foundation slab.
100./"
Figure 21 12 Inlernal nsoeclion Iecommendatol
Frcm EFMA docunent, Aq?endix
tank of carbon steel to retiain and protect the perlite thermal insulation. The tank was supported on an elevated base slab and
was surrounded by a concrete wall supported at local grade
level and described as reinforced (as opposed to prestressed).
The inner tank was 30.3 m in diameter and 21 3 m high.
I
The liquid ammonia vaporised and caught fire, in turn setting
fire to an adjacent 15,OOO tonnes store of NPKwhich continued
to burn/decompose for 3 days. The official number offatalities
was 7, a surprisingly low figure for the magnitude of the event
E6
and the number of employees. Jonava was evacuated for a
short period of time.
10yrs
0
It is a pity that there is so little published information relating to
this incident. The lessons which can be learnt would seem to
be:
12
24
3.0
4.8
60
72
The necessity for careful process control, especially during unusual operating conditions such as start up or
re-commissioning activities, to avoid the unforeseen im-
Fallure Probabllity number
Figure 21.13 Inspection frequency diagram
port of warm liquid.
From EFMA dacunent
The design of a pressure relief valve system adequate to
cater for all uPSet conditions.
based on BS 7910 (Reference 21.19). An RBI evaluation
method is provided which results in arithmetic scores forfailure
-
probability and failure consequence. These scores are entered
in the inspection frequency diagram (Figure 21.13)and indicate
an inspection frequencyforthe particulartank in question ranging from greater than 20 years to a minimum of 3 years This
seems a sensible and disciplined approach in an area where
there is a confusing amount of non-specific advice.
incident, the tank failure
- ln an extreme overpressure provisions
to ensure
made
modes must be reviewed and
that failure cannot occur in elements which will cause the
tank to release the contained liquid, i e failure in the roof
sheeting or the shell{o-roof compression area ratherthan
the shell, the shell-to-bottom junction or the holding down
arrangements.
21.5 Incidents involving liquid ammonia
The reinforced concrete secondary liquid containing wall
must bedesignedto containthe productliquid in anycredi-
tanks
The history of liquid ammonia storage has been comparatively
free of incident. A number of minor incidents involving vapour
releases to the atmosphere, non-performance ofvacuum relief
valves and foundation problems usually associated with pooror
inadequate base heating systems have happened over the
years.
The one serious incident involved a liquid ammonia storage
tankin Lithuaniain 1989. Little information is available concerning this incident due to the site's military links, but despite this
the site was visited some two months afterthe event by a group
from the Swedish National Rescue Group (SUPRA) and a report was written by a member of that group (Reference 21'20)
This is interesting reading and the dearth (thankfully) of serious
incidents in this area makes it importantthatthose that do occur
are recorded and published aswidelyas possible so that all the
lessons are learnt and any modifications to industrial practices
and regulations are made and implemented as soon as practicaole.
The accident took place at the "Azotas" fertilizer plant'12 km
from Jonava in Lithuania. Jonava has a population of around
40.000 and the plant around 5OOo employees. The ammonia
tank was of 10,000 tonnes capacity and at the time of the incident held some 70OO tonnes of ammonia The tankwasofJap-
anese design and was constructed by Soviet personnel in
1978. The innertank was of lowtemperature steel and the outer
434 STORAGE TANKS & EQUIPMENT
ble inner tank leakageifailure scenario.
-
The location ofthe storage tank relative to othervulnerable
eouiDment or materials on the site
21 .6
21
References
.1
Code of Practice for the Storage on Anhydrous Ammonia Under Pressure in fhe UK The Chemical Industries
Association Ltd - January 1980, (nowno longer available).
21.2
Code of Practice for the Large Scale Storcge of Fully
21.3
Behavior of welded pressure vessels in agriculturalammonia service, T.J. Dawson, The welding Journal Vol
35, pp 568-574, 1956.
2'1.4
Sfress corrosion cracking of steeis ln agricultural ammonia, A.W. Loginow and E.H. Phelps, Corrosion 18
(8), 1962.
21.5
Refrigerated Anhydrous Ammonia in the UK, The
Chemical lndustries Association Ltd - 1997.
Stress Corrosion cracking of Steels in Ammonia,
lcl The lnstitute of Refrigeration, Paper
A.Cracknell,
presented 6 MaY, '1982.
21.6
SCC in welded ammonia vesse/s, O.L Towers, Metal
Construction, August 1984
21 Ammonia
stonge
-
a specia/ case
Position before accidEnt
f-
r
F
Failure of anchors
Agitation of tank begins
Base break-away
Position of tank afier accident
Figure 2'1.'14 Lithuanian ammonla lank faitu€ sequonc€
STORAGE TANKS & EQUIPMENT 435