6.110.999.340
V-Press
INSTRUCCIONES
DE SERVICIO
PRENSA DE BALAS VERTICAL
V-PRESS 605
V-PRESS 610
Conservar para futuros usos
V-Press
HSM GmbH + Co. KG
Austraße 1-9
88699 Frickingen, Germany
Tlf.
+49 7554 2100-0
Fax +49 7554 2100-160
e-mail: [email protected]
www.hsm.eu
2
V-Press 605/V-Press 610
03/2012
V-Press
Índice
1
Indicaciones de seguridad
5
1.1 Símbolos de seguridad ........................................................................................ 6
1.1.1 Símbolo “Seguridad laboral” ............................................................................................... 6
1.1.2 Símbolo “Indicación” ........................................................................................................... 6
1.2 Clasificación del grado de peligrosidad ............................................................... 6
1.2.1 Peligro ................................................................................................................................. 6
1.2.2 Atención .............................................................................................................................. 6
1.2.3 Cuidado............................................................................................................................... 6
1.3 Revisión de los dispositivos de seguridad ........................................................... 7
1.4 Lista de comprobación ........................................................................................ 8
2
Uso conforme a lo previsto
3
Características técnicas
9
10
3.1 Datos de prensado ............................................................................................ 10
3.2 Motor ................................................................................................................. 10
3.2 Bomba ............................................................................................................... 10
3.3 Depósito del aceite ............................................................................................ 10
3.4 Valores de emisión de ruido .............................................................................. 10
4
Manejo de la prensa de balas
11
4.1 Figura explicativa .............................................................................................. 11
4.2 Elementos de mando/elementos de indicación ................................................. 12
4.2.1 Abrir el menú..................................................................................................................... 14
4.2.2 Seleccionar el modo Instalación ....................................................................................... 15
4.2.3 Ajustar el idioma del usuario ............................................................................................. 15
4.2.4 Tipo de material ................................................................................................................ 15
4.2.5 Valores reales ................................................................................................................... 16
4.2.6 Configurar el modo de servicio Inicio automático/manual ................................................ 16
4.3 Transporte e instalación de la prensa de balas ................................................. 17
4.4 Insertar las cintas de atadura ............................................................................ 18
4.5 Poner en marcha y cargar la prensa de balas .................................................. 21
4.6 Atar la bala ........................................................................................................ 24
4.7 Expulsar la bala ................................................................................................. 26
4.8 Poner la prensa de balas fuera de funcionamiento .......................................... 29
4.9 Funcionamiento en el exterior ........................................................................... 29
03/2012
V-Press 605 / V-Press 610
3
V-Press
4.10 Fallos/Manejo incorrecto ................................................................................... 30
4.10.1 Llenado incorrecto ............................................................................................................ 30
4.10.2 Palanca del expulsor de balas sin accionar ...................................................................... 31
4.10.3 Descenso bloqueado ........................................................................................................ 31
4.10.4 Lista de fallos .................................................................................................................... 32
4.11 Mantenimiento ................................................................................................... 33
4
5
Hojas de dimensiones
35
6
Esquemas hidráulicos
37
7
Esquemas de conexiones eléctricas
39
8
Indicaciones relativas a la eliminación de la prensa
40
9
Almacenamiento
40
10
Declaración de conformidad CE
41
V-Press 605/V-Press 610
03/2012
V-Press
1
Indicaciones de seguridad
- La prensa de balas HSM V-Press 605 o HSM V-Press 610 está fabricada conforme al
estado actual de la técnica. Sin embargo, esta máquina puede suponer un peligro si el
personal la utiliza incorrectamente o hace un uso indebido de ella.
- Para el uso de la prensa de balas rigen en todo caso las normativas locales relativas a
la seguridad y prevención de accidentes.
- El empresario tiene que tener en cuenta y cumplir las “Disposiciones mínimas de
seguridad y protección de la salud relativas a la utilización de los equipos de trabajo
por parte de los trabajadores”. (2009/104/CE)
- Los menores de 16 años no están autorizados a manejar la prensa de balas.
- Todas las personas que tengan encomendado el manejo de la prensa de balas tienen
que haber leído y comprendido el manual completo de instrucciones de servicio y, en
especial, el capítulo “Seguridad”.
- Sólo personal autorizado y con la debida formación e instrucción puede realizar el
manejo, mantenimiento y reparación de la prensa de balas. Este personal debe haber
recibido una instrucción especial respecto a los peligros que pueden surgir.
- Antes de empezar a trabajar con la prensa de balas, asegure sus accionamientos
y dispositivos adicionales para que no se puedan conectar accidentalmente.
Desenchufe el conector de red.
- Al manejar la instalación no realice ningún trabajo que pueda poner en peligro su
propia seguridad.
- Comunique inmediatamente al responsable cualquier cambio que haya tenido lugar y
que pueda afectar a la seguridad. Ponga la instalación fuera de servicio hasta que se
haya solucionado el problema.
- Antes de cada puesta en marcha, asegúrese de que la instalación se encuentre en
perfectas condiciones.
- Encárguese de que el lugar de trabajo de la prensa de balas esté siempre limpio y sea
seguro.
- Los cables de conexión se deben tender de modo que no se pueda tropezar con ellos.
- No está permitido llevar a cabo por cuenta propia remodelaciones técnicas ni
modificaciones en la prensa de balas. No está permitido desmontar o dejar fuera de
servicio los dispositivos de protección.
- Sólo personas con conocimientos especiales y experiencia en dispositivos hidráulicos
pueden trabajar en el sistema hidráulico.
03/2012
V-Press 605 / V-Press 610
5
V-Press
1.1
Símbolos de seguridad
1.1.1
Símbolo “Seguridad laboral”
Este símbolo aparece junto a todas las indicaciones relativas a la
seguridad laboral, contenidas en estas instrucciones de servicio, que
advierten de un peligro para el cuerpo y la vida de las personas.
Respete estas indicaciones y tenga especial cuidado en estos casos.
Informe también a los demás operarios sobre todas las indicaciones
relativas a la seguridad laboral.
Además de las indicaciones contenidas en estas instrucciones de
servicio, también se deben respetar las normativas generales de
seguridad y prevención de accidentes de trabajo.
1.1.2
Símbolo “Indicación”
Este símbolo señala todos los puntos de estas instrucciones de servicio
que hay que tener especialmente en cuenta para que se cumplan las
directivas, normativas, indicaciones y la secuencia correcta de los pasos
de trabajo, así como para evitar daños y desperfectos en la máquina o
en otras partes de la instalación.
1.2
Clasificación del grado de peligrosidad
1.2.1
Peligro
Señala un peligro inmediato que, si no se evita, tiene como
consecuencia la muerte o lesiones muy graves (mutilaciones).
1.2.2
Atención
Señala una situación potencialmente peligrosa que, si no se evita,
puede tener como consecuencia la muerte o lesiones muy graves.
1.2.3
Cuidado
Señala una situación potencialmente peligrosa que, si no se evita,
puede tener como consecuencia lesiones leves o de escasa
importancia.
Esta indicación también se utiliza para prevenir daños materiales.
6
V-Press 605/V-Press 610
03/2012
V-Press
1.3
Revisión de los dispositivos de seguridad
Revise los dispositivos de seguridad:
• al comienzo de cada turno de trabajo (en caso de que se interrumpa el servicio)
• por lo menos una vez a la semana en caso de servicio ininterrumpido
• después de cada mantenimiento o reparación
Revise los dispositivos de seguridad en cuanto a:
• el estado prescrito
• la ubicación prescrita
• una fijación segura
• el funcionamiento prescrito
Utilice la lista de control que le damos a continuación para llevar a cabo la revisión de
los dispositivos de seguridad. Solucione cualquier problema antes de poner la máquina
en marcha.
Si se presentan deficiencias durante el servicio, pare inmediatamente la máquina y
encárguese de que se solucionen.
No modifique ni retire ningún dispositivo de protección. No desconecte ningún dispositivo
de protección para realizar modificaciones en la máquina.
Por motivos de seguridad no se permite llevar a cabo modificaciones en la máquina.
03/2012
V-Press 605 / V-Press 610
7
V-Press
1.4
Lista de comprobación
Haga una fotocopia de esta lista para llevar a cabo revisiones periódicas.
Marque cada uno de los puntos que supere satisfactoriamente la revisión.
No ponga la máquina en marcha hasta que no haya revisado todos los puntos.
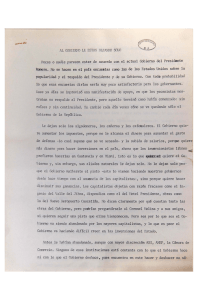
El armario de aparatos de mando
(1) debe estar cerrado y la señal
de aviso con un rayo debe estar
colocada en la caja de distribución.
Compruebe el funcionamiento del
conmutador de seguridad (2) para
la puerta de carga (3) o la puerta de
descarga de las balas (4).
Si una de las puertas está abierta,
no se permite poner en movimiento
la prensa de balas en el modo
normal.
1
8
2
3
7
5
4
Compruebe el funcionamiento del
cierre de la puerta de carga (3). Al
cerrar dicha puerta presionándola se
debe enclavar automáticamente el
pasador de cierre (5).
El mecanismo de expulsión de balas
(6) se tiene que poder mover de un
lado a otro con facilidad.
El adhesivo (7) “¡Atención! Manejo
unipersonal” (6.116.999.090) y
el adhesivo (8) “Prensar balas”
(6.110.999.204) deben estar en los
sitios señalados.
Inspección realizada
Fecha ……………………………
6
Firma ……………………….....…
8
V-Press 605/V-Press 610
03/2012
V-Press
2
Uso conforme a lo previsto
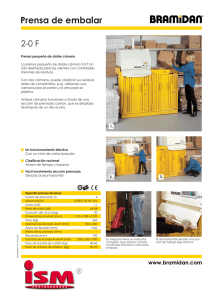
La prensa de balas vertical HSM V-PRESS 605 o HSM V-PRESS 610 está fabricada
exclusivamente para prensar cajas de cartón vacías y papel (estado: seco/que
no contenga disolventes) y películas de plástico de una sola capa, así como los
materiales adicionales que se indiquen en el contrato.
Sólo está permitido prensar materiales altamente expansivos, tales como papel burbuja
o espuma, si previamente se ha consultado con HSM.
¡No introduzca tubos de cartón!
(rollos de cartón grueso)
¡No introduzca pilas de papel!
¡No introduzca botellas de PET ni latas!
Pre miu m
PET
0,33l
Papel
03/2012
Cartón
V-Press 605 / V-Press 610
Plástico
9
V-Press
3
Características técnicas
Modelo
V-Press 605
V-Press 610
Peso total
Cinta de poliéster
WG 30 (8 mm) 6.205.993.010
~ 480 kg
WG 30/WG 40
(Cartón/plástico)
~ 490 kg
WG 40
WG 40 (11,5 mm) 6.212.993.010
Dimensiones
3.1
Véanse las hojas de dimensiones (cap. 5)
Datos de prensado
Fuerza de prensado
Cilindros de prensado
Tiempo prensado con recorrido retorno
Medidas de las balas (A x P x H)
Peso de la bala (cartonaje)
3.2
Motor
Potencia nominal Pn
Tensión de servicio U
Frecuencia f
Corriente nominal In
Tipo de protección
Fusible general
Conector
3.2
1,5 kW
230 V
50 Hz
9,1 A
IP 55
1 x 16 A
Característica B
Dependiendo
del país
3 kW
400 V
50 Hz
6,8 A
IP 55
3 x 16 A
Característica C, K
Dependiendo
del país
3,9 l/min
13,7 l/min
Bomba
Caudal Q
3.3
57 kN
120 kN
ø 50/40 x 620 mm
ø 80/55 x 620 mm
~ 26 s
~ 22 s
800 mm x 600 mm x máx. 600 mm
Hasta 70 kg
Hasta 100 kg
Depósito del aceite
Capacidad (volumen de llenado)
Tipo de aceite
5 l (3,5 l)
20 l (12 l)
Aceite multiusos DIN 51524-T3 HVLP 22
Índice de viscosidad ISO HVI 22
El rendimiento por hora depende del tipo y cantidad de material que se vaya a prensar, del
tipo de carga y/o de la cantidad de personas que carguen la prensa con material.
Peso de bala: el peso de la bala varía en función del tipo, de la humedad y del estado del
material prensado, así como de la longitud y altura de la bala.
3.4
Valores de emisión de ruido
El nivel de ruido, conforme a la norma DIN 45635 parte 27, no supera el valor de 80 dB (A).
10
V-Press 605/V-Press 610
03/2012
V-Press
4
Manejo de la prensa de balas
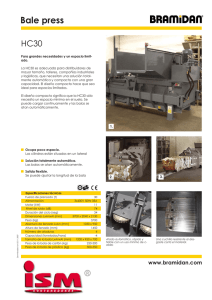
4.1
Figura explicativa
16
3
10
12
11
2
13
6
5
1
9
8
4
14
1 Cajón de prensado
2 Caja de distribución y de bornes
3 Cilindro de la prensa
4 Palanca de cierre de la puerta de carga
5 Puerta de carga
6 Conmutador de seguridad
7 Garra de retención
8 Puerta de descarga de las balas
9 Volante de cierre de la puerta
03/2012
7
15
10 Grupo hidráulico
11 Estación de cinta
12 Plancha de prensado
13 Palanca del eyector de las balas
14 Eyector de las balas
15 Perfiles guía para cinta
16 Aguja de introducción de la cinta
V-Press 605 / V-Press 610
11
V-Press
4.2
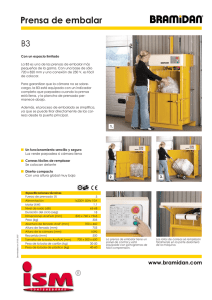
Elementos de mando/elementos de indicación
1
2
11
3
4
10
5
6
7
8
9
1 Interruptor principal
2 Display
3 Tecla de menú
4 Enter (tecla de introducción/confirmación de fallos)
5 Navegación vertical
6 Tecla Stop
7 Navegación horizontal
8 Navegación horizontal
9 Navegación vertical
10 Pulsador para el mando bimanual
11 LED (de 2 colores) verde/rojo
12
V-Press 605/V-Press 610
03/2012
V-Press
Interruptor principal (1)
El interruptor principal se conecta girándolo 90° a la derecha.
En la posición “Desconectado”, el interruptor principal se puede asegurar con un
candado.
Display (2)
En el display se muestran mensajes de aviso. (-> Véase también “Fallos”.)
Tecla de menú (3)
•
Para abrir el menú.
Tecla Enter/de introducción (4)
Con esta tecla se confirman las entradas. (Mantenga pulsada la tecla durante
2 segundos aprox.)
Teclas de mando (2, 4 - 6, 8)
Estas teclas son necesarias para realizar ajustes de mantenimiento.
Estas teclas están asignadas como en un bloque numérico.
2
4
5
6
8
Tecla para el mando bimanual (10)
•
•
Elevar plancha de prensado
>> con puerta abierta (teclas 2 + 10 simultáneamente)
Descender plancha de prensado
>> con puerta abierta (teclas 8 + 10 simultáneamente)
Nota
Sólo funciona en modo de instalación o en la expulsión de balas.
03/2012
V-Press 605 / V-Press 610
13
V-Press
4.2.1
Abrir el menú
Tecla de menú
Al pulsar la tecla de menú se accede al menú: Ajustes/Mantenimiento.
se puede cambiar entre los puntos de menú
Con las teclas de mando
Tipo de material – Valores actuales – Modo de servicio – Instalación – Idioma del
usuario – Sistema.
La contraseña para el modo de instalación es: 4455
14
V-Press 605/V-Press 610
03/2012
V-Press
4.2.2
Seleccionar el modo Instalación
¡Atención!
En el modo de instalación quedan fuera de funcionamiento
determinadas funciones eléctricas de seguridad. El manejo de la
máquina en el modo “Instalación” sólo lo puede realizar personal que
haya sido especialmente instruido para ello.
Este área está protegida con contraseña.
Mando bimanual: elevar plancha de prensado (teclas 2 + 10)
Accionando a la vez las dos teclas (con una diferencia de menos de 0,5 segundos)
puede desplazarse la plancha de prensado hacia arriba. Si se suelta una de las dos
teclas, la plancha de prensado se para.
Mando bimanual: descender plancha de prensado (teclas 8 + 10)
Accionando a la vez las dos teclas (con una diferencia de menos de 0,5 segundos)
puede desplazarse la plancha de prensado hacia abajo. Si se suelta una de las dos
teclas, la plancha de prensado se para.
4.2.3
Ajustar el idioma del usuario
La visualización de texto se puede configurar en los distintos idiomas de usuario.
4.2.4
-
Pulse la tecla de menú y, con las teclas de mando
usuario”.
-
Con las teclas de mando 4 y 6, vaya hasta el idioma que desee “ES”.
-
Pulse la tecla Enter (9) durante 2 segundos para confirmar.
, vaya a “Idioma del
Tipo de material
En este punto de menú puede conmutar entre servicio para cartón y para plástico.
En el programa para plástico puede seleccionarse entre PP arriba o PP abajo.
PP significa plancha de prensado
Plástico, PP arriba:
• La plancha de prensado se detiene arriba en posición inicial en cada ciclo de
prensado.
Plástico, PP abajo:
• La plancha de prensado se detiene abajo (para materiales expansivos).
• La plancha debe llevarse manualmente a la posición inicial antes de volver a llenarla.
03/2012
V-Press 605 / V-Press 610
15
V-Press
4.2.5
Valores reales
Pueden consultarse los siguientes valores reales:
• Horas de funcionamiento
• Balas
• Balas de cartón
• Balas de plástico
4.2.6
Configurar el modo de servicio Inicio automático/manual
El modo de servicio “Inicio automático” significa:
Cuando se cierra la puerta corrediza, se inicia el ciclo de prensado automáticamente.
El primer ciclo de prensado tras la expulsión de balas se tiene que iniciar pulsando la tecla
“Descender plancha de prensado” (8).
Ajuste normal = inicio automático
El modo de servicio “Manual” significa:
Tras cerrarse la puerta corrediza, el ciclo de prensado se tiene que iniciar pulsando la tecla
“Descender la plancha de prensado” (8).
16
V-Press 605/V-Press 610
03/2012
V-Press
4.3
Transporte e instalación de la prensa de balas
¡Atención!
La prensa de balas sólo se debe transportar con la puerta bloqueada. ¡De
lo contrario se podría volcar la prensa!
-
Para transportarla en un camión, la prensa de balas debe asegurarse con correas.
-
Es absolutamente necesario respetar los puntos de enganche para su descarga del
camión por medio de una carretilla elevadora de horquilla.
-
Para el transporte al lugar de instalación también se puede utilizar una apiladora de
horquilla (¡2000 kg de capacidad de carga!).
-
Coloque la prensa de balas sobre una superficie plana en el lugar de instalación
(compense las irregularidades con bases de metal).
Nota
Distancia a la pared: véase hoja de dimensiones (capítulo 5).
03/2012
-
Retire el plástico de embalaje y deséchelo respetando el medio ambiente.
-
Abra la puerta de carga y extraiga los accesorios de la prensa de balas.
-
Vuelva a cerrar la puerta de carga.
-
Inserte el conector en el enchufe dispuesto en el lugar de instalación.
-
Tenga en cuenta que la prensa de balas sólo se puede utilizar en un entorno seco y
limpio.
V-Press 605 / V-Press 610
17
V-Press
4.4
Insertar las cintas de atadura
-
Coloque los tres rollos de cinta de atadura en los soportes de cinta.
•
Conecte el interruptor principal.
Puertas cerradas/Standby luce.
•
Pulse la tecla “Descender plancha de prensado”
La plancha de prensado desciende.
•
tras aprox. 8 - 10 segundos.
Pulse la tecla “Parar plancha de prensado”
La plancha de prensado está aproximadamente a media altura.
-
Abra la puerta de carga.
-
Abra el volante de cierre y la puerta de descarga de las balas.
-
Abata el freno de cinta hacia la izquierda (freno de cinta abierto).
-
Introduzca el principio de la cinta de atadura de arriba hacia abajo a través del
orificio alargado en el freno de cinta.
.
STOP
18
V-Press 605/V-Press 610
03/2012
V-Press
-
Introduzca entonces la cinta de atadura a través del orificio del bastidor de la prensa
y pásela finalmente por el ojal trasero de la plancha de prensado.
-
Tire de la cinta de atadura hacia adelante y átela en el gancho de sujeción.
-
Pase la cinta de atadura por los perfiles guía situados en la base y por los canales de la
pared posterior.
-
Proceda de la misma manera con las 3 cintas de atadura.
-
Abata la puerta de descarga de las balas y enganche el perno de cierre.
-
Cierre la puerta de descarga de las balas girando el volante.
Nota
No apriete excesivamente el volante para que no resulte difícil abrirlo después
del proceso de prensado. Cuando finaliza el proceso de prensado, la puerta de
descarga de las balas y el mecanismo de cierre están bajo presión.
03/2012
V-Press 605 / V-Press 610
19
V-Press
-
Cierre la puerta de carga.
-
Abata el freno de cinta hacia la derecha (freno de cinta cerrado).
•
.
Pulse la tecla “Elevar plancha de prensado”
La plancha de prensado se desplaza hacia arriba a la posición inicial.
La prensa de balas está ahora lista para el funcionamiento.
20
V-Press 605/V-Press 610
03/2012
V-Press
4.5
Poner en marcha y cargar la prensa de balas
Para cargar la prensa de balas, la puerta de descarga de las balas tiene que estar
cerrada y la plancha de prensado debe estar en la posición inicial.
-
Conecte el interruptor principal.
Nota
La prensa de balas está dispuesta para el funcionamiento cuando
la plancha de prensado está en la posición inicial. Si la plancha de
prensado no está en dicha posición, pulse la tecla
plancha esté arriba del todo.
hasta que la
Dependiendo del material que se vaya a prensar, en el menú se puede cambiar a
“Plástico” o “Cartón”.
Material prensado:
Cartón
Avanzar
Retroceder
Material prensado:
Plástico, PP arriba
Avanzar
Retroceder
Material prensado:
Plástico, PP abajo
Avanzar
03/2012
V-Press 605 / V-Press 610
Retroceder
21
V-Press
-
Abra la puerta de carga.
-
Cargue el cajón de prensado de forma homogénea con material hasta que esté
completamente lleno.
¡Atención!
Si se llena la prensa de balas de forma desigual, por ejemplo con pilas
de material en un lado, la plancha de prensado se inclinará durante la
carrera de prensado. Esto provocará daños en la plancha de prensado y
el cilindro de la prensa.
Nota
Para obtener una forma de bala óptima al prensar cartonaje y papel,
recomendamos cargar el cartón de forma que cubra toda la superficie
durante el primer y último prensado.
Así se evita que se suelten pedazos pequeños de material en la parte
de arriba y de abajo de la bala.
-
Cierre la puerta de carga.
¡Llenar el
cajón de
prensado
de forma
homogénea!
Pre miu m
PET
0,33l
22
V-Press 605/V-Press 610
03/2012
V-Press
Ajuste “Cartón”:
Al cerrar la puerta de carga se inicia automáticamente el ciclo de prensado.
Sin embargo el primer ciclo de prensado después de la expulsión de balas se tiene que
iniciar pulsando la tecla “Descender plancha de prensado”
.
Nota
La plancha de prensado desciende y comprime el material. Tras alcanzar la
posición final inferior, la plancha de prensado retrocede automáticamente
a la posición inicial. El motor se apaga automáticamente.
Ajuste “Plástico”:
-
Pulse la tecla “Descender plancha de prensado”
.
Nota
La plancha de prensado se desplaza hacia abajo para prensar el material
y se queda parada encima de éste. El motor se apaga automáticamente.
-
Antes de la siguiente carga, pulse la tecla “Elevar plancha de prensado”
-
Repita el proceso de carga y prensado hasta que se encienda el símbolo
terminada”.
.
“Bala
La prensa de balas se apaga automáticamente y la plancha de prensado queda parada
sobre el material.
Nota
Cuando aparece el símbolo “Bala terminada” es posible elevar una vez
más la plancha de prensado para llevar a cabo un nuevo proceso de
prensado (p. ej., colocar cartonaje en la capa superior).
-
Ahora se puede atar la bala.
Nota
También puede atar la bala antes, es decir, sin que se haya encendido
el símbolo luminoso “Bala terminada”, por ejemplo, si desea cambiar el
material a prensar.
03/2012
V-Press 605 / V-Press 610
23
V-Press
4.6
Atar la bala
Cuando el símbolo “Bala terminada”
aparece en el display, puede empezar a atar.
-
Abra la puerta de carga.
-
Gire el volante hacia usted hasta que pueda desenganchar el perno de cierre.
-
Abra del todo la puerta de descarga de las balas.
(ángulo de apertura superior a 90°)
> 90°
-
24
Suelte el freno de la cinta abatiéndolo hacia la izquierda.
V-Press 605/V-Press 610
03/2012
V-Press
-
Introduzca la aguja de enhebrar la cinta (14) por el canal correspondiente de la
plancha de prensado hasta la pared posterior.
Nota
El gancho de retención de la aguja debe apuntar hacia arriba.
-
Gire la aguja de enhebrar la cinta (14) en el sentido contrario a las agujas del reloj
hasta que se enganche la cinta.
14
-
Extraiga la cinta con la aguja de enhebrar.
-
Corte el bucle de cinta.
Nota
No confunda los extremos (12) y (13) del bucle de cinta cortado.
-
Suelte el extremo de la cinta del gancho de sujeción y anude el extremo de la cinta
(11) a la cinta de atadura (12) (encima de la bala) de modo que quede tirante.
-
Proceda de la misma manera con las tres cintas de atadura.
13
12
03/2012
11
V-Press 605 / V-Press 610
25
V-Press
4.7
Expulsar la bala
¡Atención!
Asegúrese de que no haya otras personas cerca de la prensa cuando
se expulse la bala.
¡Respete el área de seguridad!
Achtung!
Caution!
Attention !
¡Atención!
Attentie!
Einmannbedienung
One-man operation
Commande à un seul opérateur
Manejo unipersonal
Eenman-bediening
Gefahr! • Danger!
Danger ! • ¡Peligro!
Gevaar!
Sicherheitsbereich
einhalten!
o.k.
Observe
safety area!
No !
Respecter la
zone de sécurité !
¡Respetar el
área de seguridad!
Veiligheidsafstand
bewaren!
6.116.999.090 - 03/2001
26
V-Press 605/V-Press 610
03/2012
V-Press
-
Abra la puerta de carga y la puerta de descarga de las balas.
Nota
Abra la puerta de descarga de balas más de 90° para que la bala pueda
salir sin problemas.
03/2012
-
Para poder transportar la bala con mayor comodidad, sitúe un palet delante de la
prensa de balas (p. ej., un europalet de 1,20 x 0,80 m).
-
Tire de la palanca del eyector de balas hacia delante (el perno eyector tiene que
introducirse en la cavidad situada detrás de la plancha de prensado).
-
Accione los dos pulsadores de mando bimanual “Elevar plancha de prensado” a la
vez (con una diferencia de menos de 0,5 segundos) y manténgalos pulsados hasta
que se haya expulsado la bala y se haya apagado el motor.
•
La plancha de prensado se desplaza hacia arriba arrastrando el eyector de las balas.
El eyector vuelca hacia adelante la bala expulsándola de la prensa.
V-Press 605 / V-Press 610
27
V-Press
-
Retire la bala expulsada.
-
Cierre la puerta de carga y la puerta de descarga de las balas.
Nota
En cuanto la puerta de carga está cerrada de nuevo, el eyector de balas
desciende a la posición inicial.
-
Introduzca de nuevo las cintas de atadura
(véase “Insertar las cintas de atadura”).
Ahora la prensa de balas vuelve a estar lista para funcionar.
28
V-Press 605/V-Press 610
03/2012
V-Press
4.8
Poner la prensa de balas fuera de funcionamiento
La prensa de balas se puede poner fuera de funcionamiento y asegurar contra uso no
autorizado cuando el trabajo se interrumpa durante largos intervalos, al final del trabajo,
o cuando se lleven a cabo trabajos de mantenimiento y de montaje.
4.9
-
Desplace la plancha de prensado a la posición final superior.
-
Cierre la puerta de descarga de las balas y la puerta de carga.
-
Desconecte el interruptor principal y asegúrelo.
-
Desenchufe el conector de red.
Funcionamiento en el exterior
¡Atención!
Por motivos de seguridad, la unidad sólo se puede poner en marcha si
está bajo vigilancia.
El usuario se debe asegurar de que ninguna persona no autorizada
pueda acceder a la prensa de balas.
Cuando no se trabaja con la prensa de balas, debe ponerse fuera de
funcionamiento y protegerse contra uso no autorizado.
-
03/2012
La prensa de balas no debe estar directamente expuesta a la lluvia.
Se deben reducir los intervalos de mantenimiento.
En caso de que la temperatura sea inferior a 0 °C, utilice otro aceite hidráulico con la
viscosidad adecuada.
V-Press 605 / V-Press 610
29
V-Press
4.10
Fallos/Manejo incorrecto
En cuanto aparece un fallo en la prensa de balas se ilumina el símbolo rojo de fallo. (1)
La prensa de balas se desconecta y en el display aparece el mensaje de error
correspondiente. (2)
2
1
4.10.1
Llenado incorrecto
Si se llena la prensa de balas de forma desigual, por ejemplo con pilas de material en un
lado, la plancha de prensado se inclinará durante la carrera de prensado.
Para evitar que se produzcan daños, se monitorea electrónicamente la inclinación de la
plancha de prensado.
Si se inclina 3 veces seguidas, la prensa se desconecta y en pantalla aparece la
indicación: “Bala terminada”.
Ahora se debe atar y expulsar la bala.
Véanse los capítulos: “Atar la bala”/“Expulsar la bala”.
30
V-Press 605/V-Press 610
03/2012
V-Press
4.10.2
Palanca del expulsor de balas sin accionar
Si antes de expulsar la bala olvida tirar de la palanca del expulsor hacia delante, eleve
la plancha de prensado con el mando bimanual sin arrastrar con ella el eyector de balas,
es decir, sin expulsar la bala.
•
-
•
Abata la puerta de descarga de las balas y enganche el perno de cierre.
Cierre el volante de cierre de la puerta.
Pulse “Descender plancha de prensado”.
La plancha de prensado desciende y se queda parada encima del material. El motor
se apaga automáticamente.
Abra el volante de cierre de la puerta.
Abra completamente la puerta de descarga de las balas (ángulo de apertura mayor
de 90°).
Tire de la palanca del eyector de balas completamente hacia delante (el perno
eyector tiene que introducirse en la cavidad situada detrás de la plancha de
prensado).
Vuelva a elevar la plancha de prensado con el mando bimanual.
El eyector de balas es impelido hacia arriba y se expulsa la bala.
Si no pudiera cerrar de nuevo la puerta de descarga de las balas porque el material se
ha expandido demasiado:
-
•
4.10.3
Seleccione el modo de instalación (véase el capítulo 4.2.2).
Con el mando bimanual, desplace la plancha de prensado hacia abajo sobre la bala.
Suelte el pulsador cuando el motor haga mucho ruido.
Tire de la palanca del eyector de balas completamente hacia delante (el perno
eyector tiene que introducirse en la cavidad situada detrás de la plancha de
prensado).
Vuelva a elevar la plancha de prensado con el mando bimanual.
El eyector de balas es impelido hacia arriba y se expulsa la bala.
Descenso bloqueado
Si la plancha de prensado no se encuentra en posición inicial, la tecla
funcionará. Indicación en pantalla: Descenso bloqueado.
Pulse la tecla
inicial).
03/2012
no
hasta que la plancha de prensado esté arriba del todo (= posición
V-Press 605 / V-Press 610
31
V-Press
4.10.4
Lista de fallos
Texto del fallo *
Código del fallo Causa del fallo
Solución del fallo
Comunicación
100
Comunicación PIC <-> ATMEL
Desconectar + conectar el interruptor
principal
Seguridad
101
Fallo en la cadena de seguridad
(plausibilidad)
Desconectar + conectar el interruptor
principal
Conmutador de seguridad de la puerta
defectuoso/cambiarlo
Protección atascada
102
La protección del motor está
atascada
Cambiar la protección del motor
Protección abierta
103
La protección del motor está abierta
Comprobar el accionamiento eléctrico
de la protección del motor
Válvula prensado
104
Error en el accionamiento eléctrico
de la válvula del cilindro de la prensa
Comprobar el accionamiento eléctrico
de la válvula
Válvula puerta
105
Error en el accionamiento eléctrico
de la válvula hidráulica del cierre de
puerta
Comprobar el accionamiento eléctrico
de la válvula
Puerta abierta
106
La puerta está abierta
Cerrar la puerta
Bobina apertura de puerta
107
Error en el accionamiento eléctrico
de la bobina magnética de la puerta
corrediza
Comprobar el accionamiento eléctrico
de la bobina magnética
Parada de emergencia
108
Se ha accionado la parada de
emergencia
Desbloquear la parada de emergencia
Fuerza de prensado/contacto
de fin de carrera
109
Se ha superado el tiempo de
prensado
Comprobar la presión del sistema
Temperatura motor
110
Exceso de temperatura en el motor
Dejar enfriar el motor
Sensor motor abierto
111
Ruptura en el cable del sensor de
temperatura del motor
Comprobar/cambiar el sensor de
temperatura del motor
Cortocircuito sensor motor
112
Cortocircuito en el sensor de
temperatura del motor
Comprobar/cambiar el sensor de
temperatura del motor
Fase cambiada
113
Dirección de rotación
Establecer campo giratorio a la derecha
Falta fase
114
Falta una fase
Comprobar la conexión eléctrica
(L1/L2/L3/N/PE)
Plancha de prensado torcida
115
La plancha no se ha llenado de
forma homogénea
Llenar la plancha de forma homogénea
Suma de verificación
EEPROM
116
CRC EEPROM
Desconectar + conectar el interruptor
principal + conectar el automático
Cambiar el control electrónico
Pila desbordada
117
La pila está desbordada
Cambiar el control electrónico
Bala demasiado grande
118
La bala es demasiado grande
Retirar material
Interruptor de presión
averiado
119
El interruptor de presión (160 bares)
está averiado
Comprobar/cambiar el ajuste de presión
Temperatura aceite
120
El aceite hidráulico está a una
temperatura excesiva
Dejar enfriar el aceite
Cortocircuito sensor aceite
121
Cortocircuito en el sensor de
temperatura del aceite hidráulico
Comprobar/cambiar el sensor de
temperatura del aceite hidráulico
Sensor aceite abierto
122
Ruptura en el cable del sensor de
temperatura del aceite hidráulico
Comprobar/cambiar el sensor de
temperatura del aceite hidráulico
Contacto fin de carrera arriba
123
Plancha de prensado ARRIBA
Sensor de proximidad averiado
Comprobar el ajuste/ajustar/cambiar el
sensor de proximidad
Contacto fin de carrera abajo
124
Plancha de prensado ABAJO
Sensor de proximidad averiado
Comprobar el ajuste/ajustar/cambiar el
sensor de proximidad
Interruptor de la puerta
125
El conmutador de seguridad de la
puerta está averiado
Comprobar/ajustar/cambiar el
conmutador de seguridad de la puerta
Sensor de inclinación TCS
126
Sensor de inclinación/Interruptor de
cinta
Comprobar/cambiar el sensor de
inclinación/el interruptor de cinta
Sensor TCS averiado
(V-Press 504)
127
Torsion Control System, no puede
limpiarse, averiado
Comprobar/cambiar la alineación del
sensor láser
* Los fallos se confirman con la tecla ENTER.
32
V-Press 605/V-Press 610
03/2012
V-Press
4.11
Mantenimiento
Nota
Al utilizar productos de limpieza y disolventes, tenga en cuenta a las
normas de seguridad e higiene en el trabajo.
Cumpla la legislación ambiental vigente relativa a la eliminación de
aceite usado.
No mezcle nunca aceite hidráulico o productos de limpieza con el aceite
usado.
Recoja siempre estas sustancias por separado y deséchelas según la
legislación vigente.
Cambie el aceite hidráulico cada 2 años:
•
Desplace la plancha de prensado a su posición final superior.
Desenchufe el conector de red.
Retire la(s) cubierta(s) de protección.
Desenrosque el filtro de ventilación (con la varilla de medición del aceite).
Aspire el aceite hidráulico con un aspirador de aceite.
Si está muy sucio, limpie el depósito de aceite hidráulico.
Rellene la cantidad indicada de aceite y controle el nivel de aceite con ayuda de la
varilla de medición.
El volumen de llenado del depósito de aceite hidráulico es de 3,5 l en el modelo 605
y 12 l en el modelo 610.
Tipos de aceite: aceite multiusos DIN 51524-T3/índice de viscosidad ISO HVLP 22
Mineralöle
Mineral oils
-
ISOViskositätsklasse
ESSO
DEA
SHELL
ARAL
ISO VG 22
HVLP
UNIVIS
N 22
Astron
ZHLP 22
Tellus Öl
T 22
Aral Vitam
HF 22
BP
FINA
Bartran
HV 22
HYDRAN
HV 22
Enrosque un nuevo filtro de ventilación (35).
Vuelva a insertar el conector de red y conecte el interruptor principal (sólo en el
modelo 610).
Desplace la plancha de prensado varias veces arriba y abajo, y compruebe el nivel
de aceite en la posición superior de la plancha de prensado.
Añada aceite si es necesario.
Vuelva a atornillar la(s) cubierta(s) de protección.
V-Press 610
V-Press 605
35
03/2012
V-Press 605 / V-Press 610
33
V-Press
Nota
Si es necesario, lubrique todas las piezas móviles y las bisagras, sobre
todo las de las puertas y los puntos de apoyo del cierre de la puerta con
grasa universal/aceite universal.
Cada mes
Cada 3 meses
ÖL
O
HU IL
O ILE
AC LIO
E
ÓL ITE
OL EO
OL IE
ÖL JA
JY
Cada 3 meses
34
V-Press 605/V-Press 610
03/2012
V-Press
5
03/2012
Hojas de dimensiones
V-Press 605 / V-Press 610
35
V-Press
36
V-Press 605/V-Press 610
03/2012
V-Press
6
Esquemas hidráulicos
V-Press 605
03/2012
V-Press 605 / V-Press 610
37
V-Press
V-Press 610
38
V-Press 605/V-Press 610
03/2012
V-Press
7
Esquemas de conexiones eléctricas
V-Press 610 – 1 x 230 V/50 Hz (N.° máq.: 6112123)
Esquema de conexiones eléctricas
100000075193
V-Press 610 – 3 x 400 V/50 Hz (N.° máq.: 6110P02442)
Esquema de conexiones eléctricas
100000075549
03/2012
V-Press 605 / V-Press 610
39
V-Press
8
Indicaciones relativas a la eliminación de la prensa
Las prensas de balas de HSM tienen una larga vida útil. A pesar de ello, para todas
las máquinas llega el momento en que ya no compensa revisarlas o repararlas. El
propietario se plantea entonces la pregunta: “¿Cómo eliminar la máquina debidamente?”
En su momento, le asesoraremos con mucho gusto acerca de cómo eliminar la prensa.
La prensa de balas está compuesta de diversos materiales y por lo tanto debe
desmontarse para eliminar los materiales por separado (materiales metálicos, piezas
eléctricas, plásticos).
El tanque hidráulico, los conductos y las mangueras deben vaciarse. Tenga en cuenta
que las fugas o salpicaduras de líquidos deben eliminarse mediante aglomerantes
o dispositivos técnicos apropiados de forma que no vayan a parar a aguas, suelos o
canalizaciones de aguas residuales.
Se deben respetar las disposiciones legales nacionales relacionadas con la eliminación
de los correspondientes líquidos hidráulicos.
9
Almacenamiento
Si se piensa almacenar la prensa de balas durante un período de tiempo prolongado, se
deberá comprobar que:
•
•
•
•
la prensa de balas esté desconectada de las fuentes de alimentación,
la prensa de balas no se exponga de manera directa a las inclemencias del tiempo,
el tanque o tanques hidráulicos, los conductos y las mangueras sean herméticos,
las ranuras y aberturas existentes estén protegidas de manera que no pueda caer
nada dentro,
• el canal de prensado esté protegido contra colapsos (deje material en el canal de
prensado).
40
V-Press 605/V-Press 610
03/2012
V-Press
10
Declaración de conformidad CE
El fabricante
HSM GmbH + Co. KG
Austrasse 1-9
D - 88699 Frickingen
declara que, debido a su concepción y estructura, la prensa de balas descrita, en el modelo que
hemos puesto en circulación, cumple los requisitos básicos de seguridad y salud establecidos en
las siguientes directivas de la CE:
• 2006/42/CE
• 2004/108/CE
Normas y especificaciones técnicas aplicadas:
EN 349, EN 574, EN 953, EN 1037, EN 1088, EN 4413, EN ISO 12100-1, EN ISO 12100-2,
EN 13478, DIN EN ISO 13732-1, DIN EN ISO 13849-1, DIN EN ISO 13850, DIN EN ISO 13855,
DIN EN ISO 13857, EN 60204, EN 61000-6
Frickingen, 01/03/2012
p.d. Hubert Kötzinger
Gerente de desarrollo de productos de técnica medioambiental
Responsable de la elaboración de la documentación técnica:
Hubert Kötzinger, HSM GmbH + Co. KG
HSM GmbH + Co. KG ha creado y pone a disposición la documentación técnica de acuerdo con el
anexo VII, parte A.
Esta explicación sólo es válida para la máquina en el estado de entrega y no atañe a las piezas
instaladas posteriormente por el cliente o las modificaciones que éste realice.
03/2012
V-Press 605 / V-Press 610
41
3 (( 3:;<1 =>? $$
>$ 6 1
1
' 7 54
% %
$$*9
>(
1 ( ! 2
8 3 45
*
)* +, "( % $&
-./
1 % $&
3 A
0'"
#$ % $&
!" '( '($
9
B 1 + B ( <
<
, # 7 , F ; .7
< !
99 D ;
B($& @A A+*!
(& 4C ! ( $
&++222$ ! ( $
'
'
: + E
)* +,
( &
%
"@%@"3
&
: - /
2 &
< <
4 &
1
3 (( 3:;<1 =>? $$
3
& (
@
&
@#<
&
@'D
' 4( ( & ( ( ;
( ( # 1
(( : H &
G
(( 2 2 4 &
G
*A 1;
( ( &
'(( 0'"
3
D
>$ 6 1
1
' 7 54
% %
$$*9
>(
*
B 1 ! B ( !" 8 3 45
3 A
D
0'"
#$ % $&
"( % $&
1 % $&
'(
9
'($
)
#
*
'
+
"
,
,
.
*#
-
"
5
5
)
#
*
)
, %6
%8'*
%0
%0)
2,&71.
2,&7#1.
2,&71,
2,&71,
.
/
/ /<-". =>? '1 1
/
0
>1 : .
.
, 6 9!
4 4
'11)+
>
)
! "#
"! % !1 1
1 4 1
$%& / !9
; / #
)
#
*
*
& 4 1
. 4 1
2,&
3
' (# ,
'
+
'
+
0
,1
"
"
%@
+
,
%@**
%@(
%>#
.
%&/
%@
%@(*
%@'
,
*
'
%, !
+
5
5
)
#
*
#
*
-
(
'
+
(
)
#
)
, %"
%")
%A
%@'
%@**
%@(
%>#7%B7B)
%, !
%, !
%, !
%@
%&/
%@
%@(*
2,&7*10#
2,&7*1-'
2,&71,)
2,&71/
2,&7)1,)
2,&7*1,
2,&7#1.
-
.
2,&71/)
2,&71/#
2,&7 1,'
2,&7*1/#
/
/ /<-". =>? '1 1
/
0
>1 : .
.
, 6 9!
4 4
'11)+
>
)
! "#
, ! % 1 4 1
$%& ; / !9
#
/ *
& 4 1
. 4 1
'
2,&
3,0
' (# ,
+
,1
0
*
"
+
,
0
0
1&<
1&<
"
*
+
*
+
1&
1&
+
)
)8>4*<
2
4
*"
+
+
* 4
:";< =
4
- - 4
' ' .
)-
-
3
*1&
")8>4
1&
)8>4+
)8>4+
)8>4+
1&
*1&
")8>4
4
)8>4+
*%
--: $ 9=
--// .9=
4--4:203EFG 5 5
1
0
"
#
%
*+
4
- ?@
- '
< &%
!<*0
:
8
4
% C* 4 :";< =
B
(+
*< 0
7
'
7
71(09 A"54"
71(09 A"54"
*
8 -
3
4
?
71(09, A+52
?* A+52
71(09!
#
(
F5 D
(*
0
4
71(09* A"54"
3
4
(
A"52"
$
*
"
2
&
1
1&<
1&<
3
5 5* ,
1 F-
)@.
8 8
*
-.-/
4.@
B
4
"
*
"
' 5859
+
+
-859
3859
61
7
(
!" 1- ,
1-5
,
0
0
71(0
"
+
71(0
*
#
*
"
2
3
*
3
5 5* ,
1 F-
)@.
8 8
*
4
-
-/
-
-.
(
3
7'0>+ +
*
--: $ 9=
--// .9=
4--4:203EFG 5 5
!
%+ +
7'0>+ F5 D
,
3-- :+; < =
3
4
1&
+)8>4
"1&
2
*
1
*1&
1
#+
-.-/
B
4.@
"
4
+
' 5859
-859
3859
61
7
(
!" 1- *
,
1-5
#
)
+
#
"
$
)
#
+%
#
"
$
%
!
#
)#
)
,
#
72'
"
$
72'
72'
0
721% &85&
721% 85
72/ 1
+5
**< A 5@
**.. -5@
1**1</)0=>? 2 2
)
*
/
(
>2 :
!
%
'
0
1
%
7 2("
/
$
*
&'()
'
"
0
0
2 2# %
' >*
89-
4 4
#
1
*-*.
1-9
;
1
"
#
"
6 2425
$
$
*425
0425
3'
&
(
!" '* "
%
'*2
%
)
)
&'()
/
#
"
$
%
!
&'()
#
+
#
"
$
.
<"C D"$@
&6)'! '4
',
';
#
&6)> "
0
F*-9 *
* '4
',
';
&6)'! $
**< A 5@
**.. -5@
1**1</)0=>? 2 2
/
*
.
(9***
*-*
*
1
&6) "
(
>2 :
!
721% E
65#
72(% E#
65
"';
#',
'4
"',
#',
G
B! $
B! <"C D"$@
0
1
%
'
'4
'
+!
0
0
2 2# %
' >*
89-
4 4
#
*-*.
;
1-9
"
1
$
6 2425
*425
0425
3'
&
(
!" '* $
%
'*2
#
"
'
(
)
)
)
9 37:;5
9(3 %:;5
-
.
%
%
)#
*+ + 5
8
#
#"' (
$
$$ $$$$$
:
.
7 <
<
&#
9!
,< &
/
&'
&(
="2-
&!
%%A E 6D
%%++ ,6D
0
&
-
5%
%
%
%
0
&
;
:2 ?
9
9
>
&#
&
0
0,>
0
7 2526
'
%526
/526
3-
4
1
!" -%
(
-%2
@
=2.
0
=2.#
4 0
0
#
4-1)
=2.#
0,>
"
"
4 0
0 '
#
4 0
7
0 &
-%
" J " J "
"
@I
/
9
0
5
=#0
=#5
)
11
A6&
8% %6'
ࢵ
0%%0A.)/B:C 2 2
8% %
-%
/%%
% /
-
@>,
5 5
5 %
2%
) %F%
*% K
*%
2K%
%
,
) %F 8%
/ + A G
H<
<
8%
%
) %F 9
)
11
=#0
=#5
0
5
@%
%
% H>
% #
@I
8% %
,
&#
%
,,
,,
7 7 ,
/
4 0
:2 ?
&
%
,,
%
%,%+
/
2 2# (
- :%
@>,
5 5
=2.#
1
% % 0%%0A.)/B:C 2 2
-
:#
/
0
9 9(
8%%% 2#2# ;
3-4 &
%526
/526
3-
4
!"
-% -%2
. E.A''A.
/0,*++0 1&)) )
&
1
0
+
2
*
5
,
&)
&&
&1
&&0
&+
&2
&*
&5
&,
1)
1&
11
110
1+
12
1*
15
1,
-)
-&
-1
--0
!
"#
,)&
,)0
&&)&&)&&)>0)&
>0)0
&
&
1
1
&
&
1
1
&
*)*
!
B)
B)
C&)
C&
C&
C&
C&
?&)
?*)0
?0)&
?,)2
?,)?*)2
?,)&
?,)0
?0)0
&*&)1))5
$%&
6 780 1
6 780.6 780 5
6 780 2
6 780 2
6 781 1
6 781 6 78+6 78+6 78+;*
6 78+;*
6 78& *
6 78& *
6 78& *
6 78& *
6 78& *
6 78-;6 78& 2
6 78& &
6 78& &
6 78&.&
6 78&;1
6 78&;1
6 78&;1
6 78&;2
! &))))))*+&,&))))))*+&,-
'
(
.($%
!7(( :;<=
(
2&-1+0)))&
! +--2 -
((
(
((
2&&2+)+-&1
2&1*+20)&1
2&&2+)+-)-
(%
%(
(%
%(
.( $%4
'((3$
2&-1+0)))&
21-*+1)))2
2+)++-+)*2+)++-+)*2&&2+)+-&1
2&1*+20)&1
2&&2+)+-)2&1*+20)&2
2&&2+*)1))
&01++*))+)
2&&2+*)1))
&01++*))+)
2-)2+,&)))
22+++&)*&)
. .9
?@3 :;
. .9
?@3 :;
A((
(
!&
&8-+
!&
&8-+
(
(%
22)++1&)&+
22)++1&&&)
(@
(@
9
9
9
9
'%
'%
D(9'%
9D@'%
9D@'%
'%
9D@'%
9D@'%
D(9'%
2+)-++)&-&
2+)-++)&-&
2+)-++)&-&
2+)-++)&-&
,,-)))+&&*
,,-)))+-&,
2+)++-+)*2+&1+))1&)
2+&1+))11)
,,-)))+&&*
2+&1+))11)
2+&1+))1&)
2+)++-+)*-
?@3 :;
?@3 :;
?@3 :;
?@3 :;
9 9 !.99
9 !.99
'%9
%
.993 7
%
(
$
$
$
$
3
&*&)1))5
.($( &))))))*+&,-
-&)1- & 0)
&,,)8 & 7
&2-1)5))))
&2-1)5))))
&2-1)5))))
&2-1)5))))
*))+5)1&1&*)-))
1) 0 7 ) 1) 0 7 )+
1) 0 7 )+
1) 0 7 )*))+5)1&1&*)-))
4
&
&
3 ++ 3:;< =>? "((!
>( 6 * 7 54
((!9
>+
+ & 2
8 3 45
!
,%-#. + ()
/0
()
3 1*
'( () ! !
%& #
"##$
"
*+ *+(
9
A - A + <
<
. ' 7 . E ; /7
* 4 (#
999! +
;
A+() @$=?"##-9!!&
+) 4B & + (
)--222( & + (
*
*
: - D
,%-#.
+ )
@ 3
)
: 0
2 )
< <
4 )
3 ++ 3:;< =>? "((!
3
) +
@
)
@'<
)
@*C
* 4+ + ) + + ;
+ + ' ++ : G )
F
++ 2 2 4 )
F
!%;
+ + )
*++ 1*
3
C
>( 6 * 7 54
((!9
>+
!
A & A + %& 8 3 45
3 #
C
1*
'( ()
+ ()
()
"
"##$ *+
9
!
*+(
!
,
"
(
*
-
$
.
.
!
"
/
$
/
5
5
!
,
"
,
. &6!
&8*)*
&1!
&1,
&1
3.'7"2(
3.'7*2
3.'7"2.(
3.'7"2.(
3.'7"2.*
0
0 0</$ =>? *22,
0
1
>2 : !
. 6 9#
!
!!2!!2,))> ,
!" # $
$# & #2 2
2 2
%&' (!)
0 #9
; 0 ,
"
(
"
(
' 2
2
3.'
4
!))))))*""+ . *
-
*
-
1
! .2
$
$
&@!)
-
.
(
&@)
&@+)!
&>!!)*
&'0
&@!!)(
&@+)
!)
&@*)*
.
"
*
&. #
-
)(
/
+
!
,
)(
,)"
5
5
!
,
"
"
"
(
*
+
!)
!)
!)
. &$!
&$,
&A)
&@*)*
&@)
&@+)!
&>!!)*7&B!7B,
&. #
&. #
&. #
&@!)
&'0
&@!!)(
&@+)
3.'7+2/
3.'7+2/*
3.'7"2/,
3.'7"20(
3.'7(2/
3.'7-2/,
3.'7-2/*
/
3.'7"20,
3.'7"20
3.'7-2/3.'7-2/
0
0 0</$ =>? *22,
0
1
>2 : !
. 6 9#
!!2!!2,))> ,
!" # $
. # & 2 2
%&' (!)
; 0 #9
0 "
(
' 2
2
*
3.'
4.1
!))))))*""+ . -
! .2
1
/
$
#
0
*
*
4, =$
4, =$
4, =$
4, =$
4, =$
4, =$
-
-/
B74$
4,
* 9
B74$
@
@/
@
4
4,
4,
5
B#76
.?6/=$
+
/ 6
.
6
) ) 2
.!1
41
6
()*)# #
1 @A
1 !
=*
'
'
6
4,
/4,
4,
.?6
.?6
6
)C
/
'# #
; "< =$>
-
/=$*
(
* 9
* 9
@
@/
6
1 1 ; "< =$>
.?6
.?6
.?6
4,
/4
.?
6
'
()*+
.?6
$$'
;
;/
;
6
11; " & "9 >
113 3 2 9 >
611 6;5*FGH#77/
B74$
* 9/
/
6
(
B#76
B#76
6
@
* 90 B075#
@/ B075#
* 9%
1"
G7 D!"
* 9
4,
$
* 9 /
6
4,
B#75
/*
: 1
3 *
$
/
&
,# #
/
5
! "
4
-
*
*
7 7/ 0
4 G1
.A2
/
1213 "! "
62A
E"
6!
/
) 779
$
$
179
"79
#
84
(
-
#$$% 41 $$
0
#
417
0
*
*
*
/
+
$
#
0
%
*
/
+$
B$740
4,
.?6
5
' /
7 7/ 0
4 G1
.A2
/
6
1
13 "
1
1 2 "
-
()*? /
11; " & "9 >
113 3 2 9 >
611 6;5*FGH#77/
@/
1 1 ; "< =#$>
()*?
G7 D!"
4
-/
B$740 -
@
6
B$740 @
4,
5
/
B%7-
/4,
4
! "
B%7-
1213 "! "
E"
62A
6!
) 779
$
179
"79
#
84
(
-
#$$% 41 $
0
417
&
(
$
)"
(
&
*#
$
#
'
%
$
#
'
%
&
(
+# #
&
7$2.$
7$2.$
$
7$2.$
7$20' : 54
4
))< " A "5 @
))- - , 5 @
0)) 0</(=>?#22&
/
7$20' : 5
0
7$2/$ * 5
0
1
>2 9!"
.
0
(
(&
/
'
7%21
! "
.
&
*'
7%21
#
)"
(
&
2 2& '
. >)
:8,
&
),)- "! "
0,8
;"
&
0!
6 225
$
$
3.
4
)25
"25
#
1
#$$% .) #$
'
#
.)2
'
(
(
(
&
*%
$
#
'
%
(
&
*
/
&
$
"
-
B% B%
! < "C D@
%
&
! < "C D@
/
46(.%
.
.+
.;
46(> #
.
.+
.;
18)))
)! ",)
)
46(
1
2 2& '
. >)
:8,
&
F),8 )
) "! 46(.% ))< " A "5 @
))- - , 5 @
0)) 0</(=>?#22&
'
7$20' E46(6# #5E&
7$21' E&
46(6# #5E
.+
.
&.;
.+
.
G
)
!-
>2 9!"
#
.
0
7%21
&.;
.
! "
7%21
),)- "! "
;"
0,8
0!
6 225
$
0
)25
"25
#
3.
4
1
#$$% .) '$
'
.)2
&
$
#
*
+
+
+
9#47:;
9*4 (:;
: &$
&
& $ # * 7
'
''' '''' 8
: 0
<
<
)&
9%
.< )
((A " E "6 D
((- - . 6 D
=*3/
)*
=#3/$
)%
=*3/&
=3/
)$
;"
:3 ?!"
)
)&
9$
9
" (""!
..
..
+
..
=&1 =&
1
1
=&1 =&
+
..
1
!
9$
9
">
"
)&
)
1!
$
(36
"36
#
2
#$$% /( %$
*
/(3
=$30&
=$30
5 1
57+7# # 1 5 1
1
&
5 1
+
1.>
4/
5
1
=$30&
=$30&
1!
7 336
/ @>.
7 7 .
@J
! =#3/&
" (""!
..
" (""!
1.>
1
57+)
/ (
! K K# 1(( 1A0+B:C#33&
8( "
(! " / (
! (("
( 8(
!"
- GA !"
H I<
<
8(
(
+ (F "
)#
A 6)
8( (6
3 (
! "
+ (F( , ( L
, (
" 3L(
"
(!
.
+ (F "
("
8( "
(! " .
=3/&
@!(
/(
( I>
( !
&
&
@J
! :3 ?!"
/ !
( ( ( "
( 1!"
"
)
(.(- "! "
3 3& *
/ :(
@>.
5 1
2
( ( 1(( 1A0+B:C#33&
+&
,- !! "
- ! 1
/
@
0
9# 9*
/
! "
( (!
8(( ( *3 3& *
;"
4/5 )
(36
"36
4/
5
#$$%
/(
/(3
) F)G''G)
*+,-./01123455 .
&
5
2
+
1
6
0
4
,
&.
&&
&5
&2
&+
&1
&6
&0
&4
&,
5.
5&
55
52
5+
51
56
50
54
5,
2.
2&
25
22
2+
21
!
"#
,.2
,.6
!0.0
&&.0
&&.2
&&.2
@&.
@&.
@&.
C+.&
C+.+
&
&
5
5
&
&
5
5
2
2
&
0.0
D.
@&
@&
@&
@&
B&.
B0.+
B+.&
B,.6
B,.2
B0.6
B0.0
&&&&5..4
$%&
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
9
:34 5
:34)2
:31 1
:34 4
:34 6
:34 6
:31)5
:31)5
:31)5
:36 5
:36 2
:3,2
:3,2
:3,=0
:3,=0
:31 0
:31 0
:31 0
:31 0
:31 0
:31 0
:31 0
:30=2
:31 5
:31=5
:31=5
:31=5
:31=6
! '%;
%
$(;
$(;
AA7(
;
);;7 :
%
(
(%
%(
(%
%(
(%
%(
'((7$
(
;
;
;
;
'%
'%
E(;'%
;EA'%
;EA'%
'%
'%
$
$
$
$
7
&&&&5..4
6&251+...&
652015...6
&+51121&1.
,,2...1.&&
66.1121...
61.1121.02
61.1121.02
6&&61.12&5
6&5016+.&5
6&&61.12.2
6&5016+.&6
6&&610.5..
&+5110..1.
6&&610.5..
&+5110..1.
6&&610.5..
&+5110..1.
62.,1,&...
66111&.0&.
66.115&.5.
61.211.&2&
61.211.&2&
61.211.&2&
61.211.&2&
,,2...1.2,
,,2...12&,
61.1121.02
61&51..5&.
61&51..55.
,,2...1&&0
,,2...12&,
'
(
)($%
!:(( <=>?
(
! ! BA7 <=
6&251+...&
! 1226 2
((
(
((
6&&61.12&5
6&5016+.&5
6&&61.12.2
) );
BA7 <=
) );
BA7 <=
) );
BA7 <=
!&
&321
!&
&321
!&
&321
(
(A
BA7 <=
BA7 <=
BA7 <=
BA7 <=
; ; !);;
; ; 2&.52 & +.
5. 5.23&0
&625.4....
&625.4....
&625.4....
&625.4....
)($( &......01++5
,.&,&5
0..14.5&5&0.2..
5. + : .2
5. + : .1
8
&
&&