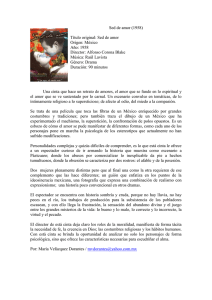
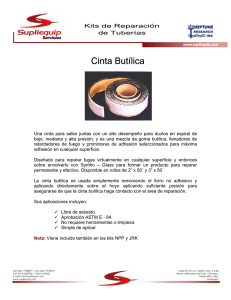
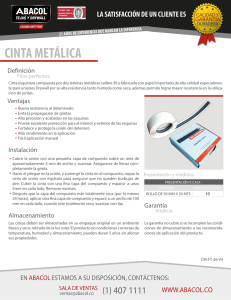
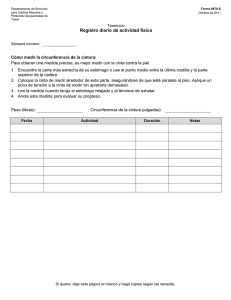
PROYECTO Nº 1. Mezcladora automática. Se quieren mezclar 2 productos A y B con agua. El proceso se inicia abriendo la válvula V1 para llenar el depósito de agua. La dosificación de los dos productos se realiza con una tolva central acumulativa. En primer lugar se vierte el producto A sobre la tolva central hasta que se alcanza un peso de 40 Kg. A continuación se añade el producto B para conseguir un peso total de 120 Kg. Una vez que tenemos la mezcla total, se abre la válvula de la tolva durante 10 segundos para dejar caer el contenido. A continuación se realiza el proceso de mezclado durante 20 segundos accionando el agitador. Finalmente se vacía el depósito para poder iniciar un nuevo ciclo. El proceso se activa con un pulsador A. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 1 PROYECTO Nº 2. Control de una vagoneta. Se quiere que la vagoneta efectúe el siguiente proceso cada vez que pulsemos el pulsador Marcha-Paro: La vagoneta debe cargar material en el área de carga (nivel 1) en un proceso que dura 5 segundos. Tras cargar, dirigirse al puesto de trabajo situado en el nivel 2 y efectuar la descarga de materia, este proceso dura 4 segundos. Una vez concluido el proceso de descarga volver a situarse en el área de carga. Repetir el mismo proceso para los puestos de trabajo situados en los niveles 3 y 4. Tras el proceso completo, la vagoneta deberá volver al nivel 1. Cuando el operario active el pulsador de limpieza de la vagoneta, y siempre después de que ésta haya terminado el ciclo completo de carga y descarga, la vagoneta se desplazará hasta el nivel 5 donde se abrirá una válvula VB para el vaciado de agua durante 3 segundos. Posteriormente se situará en el nivel 6 para su vaciado, y finalmente regresará al nivel 1. Durante la etapa de carga, descarga o limpieza debe mantenerse encendido el indicador luminoso correspondiente al nivel donde se encuentre la vagoneta. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 2 PROYECTO Nº 3. Fabricación de un reactivo químico. Se pretende realizar una mezcla de un determinado producto con agua para fabricar un reactivo químico. El proceso de mezcla se inicia al pulsar A y se realiza de la siguiente forma: Se permite salir agua a través de la válvula V1 durante un tiempo T = 10 segundos. Seguidamente el producto es vertido sobre un depósito intermedio mediante una válvula V2 hasta que alcanza un peso P = 5 Kg. Para el peso disponemos del sensor analógico SP que dispone de un rango de medida de 0 a 50 Kg. El producto pesado se echa en el depósito de mezcla a través de una compuerta activada por C. El tiempo de descarga es T2 = 5 segundos. Posteriormente, un batidor agitará la mezcla durante 8 segundos. Una vez la mezcla bien agitada, se abrirá la válvula V3 para el vaciado completo del depósito. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 3 PROYECTO Nº 4. Sistema de estampación, llenado, taponado y etiquetado. Se desea automatizar el sistema de la figura de forma que funcione de la siguiente manera: Cuando se pulsa el botón de Marcha la cinta avanza hasta situar el contenedor sobre la máquina de estampación (sensor P1). Se para la cinta y desciende el émbolo de la matriz de estampación, hasta que se produzca el impacto, subiendo de nuevo la matriz de estampación. Seguidamente, la base contenedora del recipiente avanza hasta situarse sobre la máquina de llenado (sensor P2). En esta posición, se para nuevamente la cinta, se abre la válvula VA durante 5 segundos para llenar el recipiente con el producto A. Trascurrido este tiempo, el recipiente avanzará hasta el sensor P3, donde nuevamente se para la cinta y el émbolo bajará para tapar y al mismo tiempo etiquetar el recipiente por impacto. Cuando el émbolo retroceda, el producto avanza nuevamente hasta abandonar la cinta (P4), finalizando así cada proceso. Las necesidades de producción hacen que se llenen series de 4 recipientes con el producto A y 3 con el producto B. Los tiempos de llenado del recipiente son idénticos para ambos productos. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 4 PROYECTO Nº 5. Sistema de clasificación de cajas. Una cinta transportadora principal (cinta 1) traslada cajas de diferentes tamaños y pesos hacia un sistema clasificador. Las cajas pequeñas con un peso mayor de 5 Kg son desviadas hacia la cinta 2 y las de peso menor a 5 Kg hacia la cinta 3. Las cajas grandes son derivadas siempre a la cinta 4. Si alguna caja grande o pequeña pesa más de 10 Kg. El sistema se detiene y avisará con una luz roja Cuando la caja llega hasta la plataforma la cinta se para hasta que haya sitio para la siguiente caja. La plataforma tiene 2 motores: un motor de rotación (M5) para girar la plataforma y el de transferencia (M7) para situar la caja en el centro y después empujarla fuera. Cuando no hay caja la plataforma se mantiene en posición central, lista para recibir la siguiente caja. Los tamaños de las cajas y sus posiciones son detectados por fotocélulas. La plataforma clasificadora dispone de un sensor de peso (SP) que nos mide entre 0 y 15 Kg. SENSORES SP – Fotocélula intermedia SG – Fotocélula de altura SC – Sensor de posición central SI – Sensor posición izquierdo SD – Sensor posición derecho SP – Sensor de peso (0-15 kg) Pulsador de Marcha Pulsador de Paro ACTUADORES M1 – Motor cinta 1 M2 – Motor cinta 2 M3 – Motor cinta 3 M4 – Motor cinta 4 M5 – Motor giro derecha M6 – Motor giro izquierda M7 – Motor transferencia L – Lámpara de señalización DIRECCIÓN I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 5 PROYECTO Nº 6. Sistema de llenado de cajas. Tenemos un sistema de carga automática de cajas de fruta compuesto por dos cintas transportadoras. El sistema debe funcionar de la siguiente manera: Tras pulsar el mando de Marcha, se inicia el movimiento de la cinta que transporta las cajas hasta que se sitúa una caja vacía en la posición de llenado. Cuando hay caja en la posición de llenado, se mueve la cinta transportadora de fruta para ir dejando caer piezas en la caja. Cada caja debe llenarse con 10 piezas de fruta. Una vez que la caja se ha llenado, se para la cinta que transporta fruta y se mueve la cinta que transporta las cajas para retirar la caja llena y situar una nueva caja vacía en la posición de llenado. Si se pulsa el botón de Paro el sistema debe pararse completamente. Nota: Antes de mover cinta de transporte de cajas, esperar 3 segundos para asegurarse que todas las piezas han caído en la caja. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 6 PROYECTO Nº 7. Tenemos un entorno de fabricación constituido por dos cintas transportadoras, un robot y un palet según se representa en la figura. El autómata controla el sistema que evoluciona de la siguiente manera: - Pulsando el botón de Marcha se inicia el proceso. Por la cinta 1 llegan cajas. El detector de proximidad detecta una caja y el autómata para la cinta. El autómata activa el programa del robot. Cuando el robot ha colocado 4 cajas en el palet, el autómata activa la cinta 2 durante 5 segundos. Al final, todo vuelve a la posición de reposo. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 7 PROYECTO Nº 8. Sistema de Llenado y Taponado de recipientes. Tenemos una cinta que transporta recipientes para su llenado y taponado. Se desea que el sistema funcione de la siguiente manera: Tras pulsar el mando de Marcha, el recipiente se sitúa sobre el sensor S1 para proceder al llenado. El nº de litros del recipiente se controla mediante un mando que permite el control entre 1 y 10 litros. La válvula VA está calibrada para un caudal de líquido de 0,5 Litros por segundo. El sistema sólo puede programarse para el llenado en litros enteros (1, 2, 3, ….10 L). Una vez lleno el recipiente, la cinta avanza hasta la máquina de taponado (S2). El émbolo bajará hasta introducir el tapón por impacto y volverá a subir. Finalmente, el recipiente abandonará la cinta para su recogida. Cuando se hallan llenado 10 recipientes el contenedor estará completo y el proceso se parará para la retirada completa de los recipientes. Situación que se indicará mediante una luz intermitente. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 8 PROYECTO Nº 9. Control de una grúa. Se trata de controlar una grúa para que realice los ciclos representados en la figura. Partiendo de la posición de reposo 1, cuando activemos el pulsador de marcha se realizará el ciclo 1, hasta llegar a la posición de reposo 2, donde permanecerá 10 segundos antes de realizar el ciclo 2; cuando vuelva a alcanzar la posición de reposo 1, la grúa seguirá realizando el proceso. El proceso debe repetirse 4 veces, y tras la finalización, deberá activarse una luz intermitente de señalización de final del proceso. Disponemos de un pulsador de paro, que en caso de activación situará la grúa en la posición de reposo 1. M1 – Motor desplazamiento horizontal de la grúa. M2 – Motor desplazamiento vertical del brazo grúa. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 9 PROYECTO Nº 10. Máquina Apiladora. La máquina apiladora dispone de tres cilindros A, B y C para apilar cajas que serán llevadas a un contenedor. El vástago del cilindro A tiene 5 posibles posiciones, determinados por los sensores A0 (retraído), A1, A2, A3 y A4. Los vástagos de los cilindros A y B sólo tienen dos posiciones posibles, detectadas por los sensores B0, B1, C0 y C1. El sistema funciona de la siguiente forma: Inicialmente todos los cilindros se encuentran retraídos. El sensor M detecta la presencia de cajas, y sólo dará impulso cuando, además de detectar pieza, el vástago del cilindro A esté accionando el captador A0. Tras activar el pulsador de marcha, el vástago del cilindro C sale hasta la posición C1. Los cilindros A y B se mantienen retraídos. Cuando el sensor M detecte un caja, hace salir el vástago del cilindro A hasta llevar la caja al captador A1. Cuando llega a esta posición, el cilindro se retrae. Un segundo impulso de M llevará la caja hasta el captador A2, y seguidamente retrocederá hasta A0. Un tercer impulso de M llevará la caja hasta el captador A3, que nuevamente retrocederá hasta A0. Un cuarto impulso de M, hará salir nuevamente el vástago del cilindro A hasta llevar la caja hasta A4. Seguidamente retrocederá hasta A0 y dará la orden al cilindro C para que el vástago retroceda hasta C0. Al llegar el vástago del cilindro C al captador C0, se dará la orden para la salida del vástago del cilindro B hasta llegar al captador B1 al objeto de llevar todas las cajas al contendor. Cuando el captador B1 se active, el vástago del cilindro B volverá a retraerse para volver a su posición inicial. Lo mismo ocurrirá con el cilindro C. A partir de este momento, se iniciará un nuevo ciclo si el sensor M sigue enviando información. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 10 PROYECTO Nº 11. Proceso de electrólisis. Se trata de automatizar un proceso para el tratamiento de piezas, con el fin de hacer su superficie resistente a la oxidación. Para ello, la pieza a tratar debe someterse en primer lugar a un baño de desengrase y limpieza durante 2 minutos, y posteriormente sumergirse 5 minutos en otro baño para la electrólisis. La grúa desplazará e introducirá las piezas de manera secuencial y automática en dos depósitos previstos de los líquidos necesarios para el tratamiento. Inicialmente, la grúa deberá estar situada en la zona izquierda y con el brazo bajado, a fin de que un operario pueda hacer la carga de la pieza a procesar. El ciclo de funcionamiento comenzará tras la activación del pulsador de marcha, y deberá ser el siguiente: Ciclo de avance: Carga de la pieza mediante activación del enganche BM → Elevación de la pieza hasta la activación del sensor nº 2 → Desplazamiento de la grúa hacia la derecha hasta la activación del final de carrera nº 4. → Bajada de la pieza hasta la activación del sensor nº 1. → Baño de limpieza y desengrase de la pieza durante 2 minutos. → Elevación de la pieza hasta la activación del sensor nº 2. → Desplazamiento de la grúa hacia la derecha hasta la activación del final de carrera nº 5.→ Bajada de la pieza hasta la activación del sensor nº 1. → Baño en electrólito durante 5 minutos. → Elevación de la pieza hasta la activación del sensor nº 2. → Desplazamiento de la grúa hacia la derecha hasta la activación del final de carrera nº 6. → Bajada de la pieza hasta la activación del sensor nº 1. → Desactivación del enganche BM. Retirada de la pieza. Ciclo de retroceso: Elevación del brazo-grúa hasta la activación del sensor nº 2 → Desplazamiento de la grúa hacia la izquierda hasta la activación del final de carrera nº 3. → Bajada del brazo-grúa hasta la activación del sensor nº 2. Finalizado el ciclo de retroceso, comenzará un nuevo ciclo sin necesidad de activar el pulsador de marcha. Si activamos el pulsador de paro, el sistema debe situar la pieza al inicio del proceso, y continuar en esa posición hasta una nueva activación. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa y Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 11 PROYECTO Nº 12. Báscula de pesado. Una pulsación de Marcha debe provocar la apertura de dos compuertas C1 y C2. Cuando la aguja de la báscula llegue a 3 Kg, debe cerrarse la compuerta C1. Cuando la aguja llegue a 3,5 Kg deberá cerrarse la compuerta de afinado C2. Alcanzado el peso final, se procederá al vaciado de la bandeja de pesado mediante la activación del cilindro basculante, volviendo ésta a su posición de reposo sin que el paso de la aguja de pesado provoque ningún efecto. Pulsando nuevamente M se inicia un nuevo ciclo. Al accionar el pulsador de Paro, se deben cerrar las dos compuertas en cualquier momento del ciclo y pararse todo el sistema. Para reanudar éste, bastará con pulsar el mando de rearme. El ciclo deberá continuar en la fase en que se interrumpió. Si durante el ciclo se pulsase M, no deberá alterarse éste. NOTA: Los cilindros son de simple efecto. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 12 PROYECTO Nº 13. Taladradora automática. Las piezas para taladrar se almacenan en un alimentador. Si se detecta la presencia de piezas en el alimentador se hace salir el cilindro A, que introduce la pieza en la zona de taladrado. Para que la pieza quede bien sujeta y bloqueada el cilindro B deberá salir hacia afuera y el cilindro D retraído en la posición de reposo. Una vez situada la pieza, la broca comienza a girar y a descender (sale el cilindro C). Al terminar el primer taladrado, el cilindro C se retrae hasta su posición inicial. Seguidamente, el cilindro D sale para situar la pieza en la posición del segundo taladro, para lo cual debe bajar nuevamente la broca (cilindro C baja). Finalizado el segundo taladrado, la broca vuelve a subir y el motor se para. El cilindro B libera la pieza y el D regresa a su posición de reposo. La pieza debe ser retirada manualmente del sistema. El ciclo se inicia con una nueva activación del interruptor de Marcha-Paro, siempre y cuando haya piezas en el alimentador. Si el alimentador no tiene piezas debe encenderse una luz indicadora de falta de pieza. NOTA: Los cilindros A y C son de doble efecto. Los cilindros B y D son de simple efecto. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 13 PROYECTO Nº 14. Detección y expulsión de botellas sin tapón. En una cadena de embotellado hemos de colocar el tapón a las botellas. Las botellas se desplazan por la cinta 1, separadas por la misma distancia y a velocidad constante. Se trata de detectar y sacar de la cadena las botellas que salgan de la fase de cierre sin el correspondiente tapón; además, si en una determinado periodo de tiempo (en este caso 8 botellas), se rechazan más de 3 botellas seguidas, debe activarse una alarma. Para la detección de la botella defectuosa se conjugan las acciones de detección de un sensor inductivo, que detecta la presencia del tapón, y de un equipo fotoeléctrico que señala la presencia de las botellas. Tras activar el botón de marcha, la cinta 1 se pone en funcionamiento. Si se detecta alguna botella sin tapón se activa la cinta 2 y el sistema de expulsión debe actuar para enviar la botella a la cinta 2 para su traslado. Si en el periodo en que pasan 8 botellas se detectan 3 sin tapón se parará la cinta 1 y se activará la alarma, hasta que las botellas defectuosas sean retiradas y se pulse el botón de rearme. Una vez pulsado el botón de rearme se conectará de nuevo la cinta 1 y se desconectará la alarma. La puesta a cero de las botellas detectadas y la alarma se realiza mediante el mismo pulsador de rearme. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 14 PROYECTO Nº 15. Tren de lavado. Se trata de automatizar un tren de lavado de vehículos. Para ello contamos con 5 células fotoeléctricas, un semáforo, una barrera de paso, una cinta transportadora y 4 estaciones: mojado, detergente, cepillado y secado. En condiciones normales la barrera deberá estar levantada y el semáforo desactivado. Cuando se detecte que hay 4 vehículos en la estación, uno en cada puesto, la barrera debe bajar y el semáforo activarse, indicando que no se puede pasar. Ambos permanecerán así, hasta que se detecte que los 4 vehículos han abandonado la estación. Tras accionar el botón de marcha, se activará la cinta transportadora. El puesto número 1 se activará tras la activación de la célula fotoeléctrica S1. Cuando se active la fotocélula S2 y la fotocélula S1 no esté activada (no hay un segundo vehículo) se desactiva el puesto 1. En caso contrario (hay un segundo vehículo) en el puesto de mojado, éste deberá seguir funcionando. Estas etapas se repetirán siempre y cuando no tengamos las cuatro primeras fotocélulas activas. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 15 PROYECTO Nº 16. Clasificadora de paquetes por peso. Tras activar el botón de marcha, el proceso se inicia con el transporte de los paquetes a través de la cinta 0 hasta la báscula, donde la cinta 0 se para y se procede al pesado para su clasificación en paquetes pequeños (1-4 Kg) y grandes (5-10 Kg). A continuación se pone en marcha la cinta 1 para llevar el paquete hasta el plano elevador. El cilindro C eleva los paquetes y la cinta 1 se para. Acto seguido los paquetes son clasificados; los paquetes pequeños han de colocarse en la cinta 2 mediante el cilindro A, y los paquetes grandes en la cinta 3 mediante el cilindro B. Las cintas 2 y 3 se activan cuando los paquetes han sido colocados por sus respectivos cilindros, y se paran cuando los cilindros A y B vuelven a regresar a su posición inicial. El cilindro C se retrae sólo cuando los cilindros A y B vuelven a su posición inicial Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 16 PROYECTO Nº 17. Control de temperatura de un líquido. Se trata de mantener la temperatura de un líquido entre unos márgenes determinados (50 y 60ºC), y de que el nivel en los depósitos se mantenga a una determinada capacidad. Si la temperatura del depósito 1 se mantiene dentro del margen fijado, la electroválvula E1 se abrirá para suministrar el líquido. La electroválvula E2 también se abrirá hasta que el depósito 2 alcance una capacidad máxima de 80 litros, cerrándose cuando se alcance dicha capacidad. Si la temperatura es menor de 50 ºC, se cierran las electroválvulas E1 y E2, se activa la resistencia calefactora y se conecta la motobomba a fin de que el líquido recupere su temperatura dentro del margen fijado. Alcanzada dicha temperatura, las electroválvulas E1 y E2 se abren y se cortan la resistencia y la motobomba M volviendo el sistema al equilibrio. Cuando la temperatura está dentro del margen fijado y el depósito 2 baje su nivel hasta los 30 litros deberá abrirse la electroválvula E2 hasta que recupere el nivel de 80 litros. Cuando la temperatura suba por encima de 60 ºC se cerrarán las electroválvulas E1 y E2, y se abrirá la electroválvula E3 para la entrada de aire de refrigeración y se conectará la motobomba M. Cuando la temperatura vuelva a estar dentro del margen, el sistema volverá al equilibrio, se desconectará la motobomba y la entrada de aire, volviéndose a abrir las electroválvulas E1 y E2. Por seguridad, si el sensor de nivel del depósito 1 llegara a activarse, deberá cerrarse la electroválvula E4 hasta que el nivel del depósito baje. En otras condiciones estará siempre abierta. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 17 PROYECTO Nº 18. Dosificador-Mezclador automático. Un depósito mezclador recibe dos líquidos A y B pesados por una báscula y piezas de una sustancia soluble a través de una cinta transportadora. La acción sobre el pulsador de marcha provoca la apertura de la electroválvula EA del depósito A hasta que la báscula llega a la marcación SP1. Alcanzado dicho peso, la electroválvula EA se cierra y se abre la electroválvula EB del depósito B hasta alcanzar la marca SP2. A continuación, se abre la electroválvula E1 para el vaciado de la báscula y se activa la cinta transportadora que debe suministrar 3 piezas de sustancia soluble. Una vez depositados todos los ingredientes en el depósito mezclador, se agita la mezcla durante 1 minuto. Transcurrido este tiempo la electroválvula E2 se abre para el vaciado de la mezcla. La electroválvula E2 debe estar abierta durante 30 segundos para el vaciado completo del depósito. Terminado el ciclo se enciente una luz verde para indicar al operario que el ciclo ha terminado. El ciclo vuelve a repetirse tras una nueva pulsación de marcha. El pulsador de paro corta todo el sistema. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 18 PROYECTO Nº 19. Mezcladora de líquidos. Un depósito mezclador recibe dos líquidos a una temperatura determinada para su mezclado y agitado. El sistema deberá funcionar de la siguiente forma: Cuando activemos el pulsador de marcha se abrirán las electroválvulas E1 y E2 hasta el llenado de los depósitos. Cuando estén llenos a los niveles de S1 y S3 las electroválvulas se cerrarán y se activaran las resistencias calefactoras hasta que se alcancen las temperaturas prefijadas. El líquido del depósito 1 debe alcanzar 80 º C y el líquido del depósito 2 debe alcanzar los 45º C. Cuando los líquidos estén a su temperatura, las resistencias se desactivarán y deberán abrirse las electroválvulas E3 y E4 hasta el vaciado completo de los depósitos sobre el depósito mezclador. Una vez vacios los depósitos, se conectara el motor (M) de la mezcladora, que permanecerá conectada 10 segundos, al cabo de los cuales el contenido del depósito será vaciado al exterior a través de la electroválvula E5 hasta el vaciado completo. La capacidad del depósito mezclador es suficiente para contener la capacidad de los depósitos 1 y 2. No obstante, si por alguna circunstancia se alcanzara el nivel marcado por el sensor S6, se deberán cerrar todas las electroválvulas, parar todo el sistema y activarse una luz intermitente de avería. El pulsador de paro actúa de igual forma pero sin activar la luz de avería. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 19 PROYECTO Nº 20. Llenado automatizado de recipientes. Tenemos recipientes de tres tamaños: A, B y C. El sistema consta de una cinta transportadora 1 en la que van en serie los tres contenedores. El primer recipiente en llegar a la plataforma de llenado será el A, después el B y por último el C. Se desea llenar éstos de la siguiente forma: Contenedor A: Contenedor B: Contenedor C: 4 segundos de líquido C más 6 segundos de líquido B y 10 segundos de líquido A. 6 segundos de líquido B más 4 segundos de líquido C. 5 segundos de líquido C. El cilindro B de tres posiciones se encarga de situar la plataforma móvil de llenado en las posiciones de llenado. Los sensores de posición S1, S2 y S3 nos indican la posición que ocupan los recipientes A, B y C en la plataforma móvil. Estos detectores están situados debajo de la plataforma y son fijos, no desplazándose con ésta. El cilindro A de simple efecto se encarga de evacuar los recipientes una vez llenos a través de la cinta 2. Cada depósito esta previsto de su correspondiente electroválvula para el llenado. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 20 PROYECTO Nº 21. Máquina de llenado y taponado. Tras pulsar el botón de marcha, el motor de la cinta (M) inicia la marcha; éste parará cuando tengamos botellas en condiciones de ser llenadas y en condiciones de ser taponadas. Se pretende que al mismo tiempo que se llena una botella otra ya llena sea taponada. Para inicial el sistema se colocarán manualmente las dos primeras botellas (una vacía y otra llena) Cuando los detectores de posición para llenado de botellas (SB) y el detector de botella llena (SL) se activen al mismo tiempo, la cinta debe pararse. Cuando ocurre esto, el cilindro A comienza a bajar para llenar la botella, al mismo tiempo que el cilindro C comienza a salir hasta la posición en la que el cilindro B recogerá el tapón. Todo esto ocurrirá simultáneamente. Seguidamente, el cilindro B (de tres posiciones) comienza a bajar hasta que coge el tapón por absorción, momento en el cual se para, permaneciendo en esa posición, y simultáneamente el cilindro C comienza a retraerse. Cuando el cilindro C está completamente retraído, el cilindro B continua su avance hasta llegar a la posición de roscado; en este punto, el cilindro A, que ya debería haber llenado la botella anterior, inicia su retroceso, al mismo tiempo el motor de roscado inicia su movimiento de giro; cuando ha girado 270 grados, el cilindro B inicia su movimiento de retroceso. Cuando los cilindros A y B están en las condiciones iniciales volvemos a iniciar un nuevo ciclo. Si alguna botella no está completamente llena se encenderá una luz intermitente de alarma y no se ejecutará ninguna acción hasta que sea sustituida por otra llena, iniciándose un nuevo ciclo. Documentación que deberá entregar el alumno para cada ejercicio: El alumno deberá entregar una memoria que incluirá los siguientes apartados: Enunciado del problema. Croquis o diagrama gráfico del sistema. Tabla de asignación de variables. Listado del programa cargado en la CPU. Archivos del programa. Memoria del proyecto en formato Word. C.F.G.S. Automatización y Robótica industrial. Módulo: Comunicaciones industriales Autor: José María Hurtado Torres. Departamento de Electricidad-Electrónica I.E.S. Himilce - Linares Página 21