")
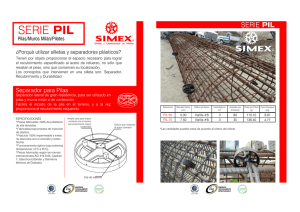
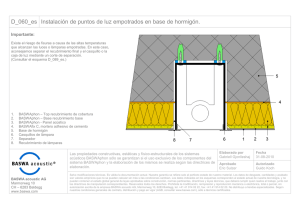
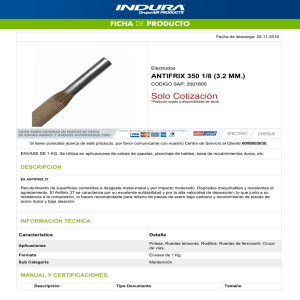
Norma: A 123/A 123M - 02 Norma Técnica para el Recubrimiento de Zinc (Galvanizado en caliente) en productos de hierro y acero1 Esta norma es emitida de acuerdo a la norma establecida A 123/A 123M; donde el número seguido de la norma indica el año de adopción original o, en caso de revisión, el año de la última revisión. Un número en paréntesis indica el año de la última reaprobación. El símbolo epsilon en el índice superior, indica un cambio de editorial desde la última revisión o reaprobación. Esta norma ha sido aprobada para su uso en las agencias del Departamento de Defensa. 1. Alcance 1.1 Esta norma contempla los requisitos para el recubrimiento de Zinc (galvanización) a través del proceso de recubrimiento en baño caliente de productos de hierro y acero en formas laminadas, prensadas y forjadas, piezas moldeadas, platos, barras y tiras. 1.2 Esta norma contempla los productos fabricados y no fabricados, por ejemplo, productos ensamblados de acero, producciones de acero de construcción, tubos grandes previamente doblados o soldados antes de ser galvanizados, y alambre de trabajo fabricado de alambre sin recubrimiento de acero. Esta norma contempla también, las piezas forjadas en acero y piezas moldeadas en hierro incorporadas a piezas fabricadas antes de ser galvanizadas o aquellas piezas que son muy grandes para ser centrifugadas (o por el contrario, tratadas para remover el exceso de metal del baño de galvanización). NOTA1Esta norma contempla aquellos productos previamente tratados en las normas A-123-78 y A 386-78. 1.3 Esta norma no se aplica a alambres, tuberías, tubos o chapas de acero galvanizados en líneas especializadas o continuas, y a aceros de un calibre menor a 22 (0.0299 pulg.) (0.76 mm). _ 1.4 El galvanizado de los artículos de ferretería que pueden ser centrifugados o, en su defecto, tratados para remover el exceso de zinc (tales como tornillos y tornillos de unión, piezas moldeadas y artículos laminados, prensados y forjados) deberán estar conforme a la norma A 153/A 153M. 1.5 Los ensamblajes fabricados de barras de acero reforzadas, están contemplados en esta norma. El galvanizado de las barras separadas de acero reforzadas deberán estar conforme a la Norma A767/ A 767M 1.6 Esta norma se aplica a pedidos en unidades pulgadas-libras (así como en A 123) o en unidades del SI (así como en A 123M). Las unidades pulgadas-libras y las unidades SI, no son necesariamente equivalentes exactos. En el texto de esta norma y en lugares apropiados, se muestran entre paréntesis las unidades del SI. Cada sistema deberá ser utilizado independientemente del otro, sin combinar los valores de manera alguna. En caso de pedidos en unidades del SI, se deberán realizar todas las 1 Esta norma está bajo la jurisdicción del Comité A05 del ASTM para productos de acero y hierro con recubrimientos metálicos, y representa la directa responsabilidad del Subcomité A05.13 en las Normas de Formas estructurales y de Ferretería. Edición actual aprobada el 10 de octubre 2002. Publicado en Diciembre 2002. Publicación original como A 123 - 28 T. Última edición anterior A 123 - 01a". pruebas e inspecciones, utilizando el equivalente métrico de la prueba o el método de prueba de inspección, según sea conveniente. En caso de pedidos en unidades del SI, deberán ser expuestos al galvanizador cuando sean colocados. 2. Documentación de referencia 2.1 Normas ASTM: A 47 Norma para fundiciones maleables ferríticas2 A90/A90M Método de prueba para el peso (masa) del recubrimiento de artículos de hierro o acero con recubrimientos de zinc o aleaciones de zinc3 A 143 Práctica para protección contra la fragilización de los productos de acero de construcción galvanizados en caliente y procedimientos para prevenir y detectar la fragilización3 A 153/A 153M Norma para el recubrimiento de Zinc (en caliente) en artículos de ferretería de acero y hierro 3 A 384 Práctica para la protección contra la asimetría axial y distorsión durante la galvanización en caliente de los ensamblajes de acero. 3 A 385 Práctica para el suministro de recubrimiento de zinc de alta calidad (en caliente) 3 A 767/A 767 M Norma para las barras de acero galvanizado recubiertos de zinc para barras de armadura4. A 780 Práctica para reparar los daños y las áreas sin recubrir de los recubrimientos galvanizados en caliente3 A 902 Terminología relacionada a los productos de acero con recubrimiento metálico 3 B 6 Norma para el Zinc5 B 487 Método de prueba para la medida del grosor del recubrimiento de metal y óxido, a través de un examen microscópico de una sección transversal. 6 B 602 Método de prueba de muestreo por atributos de recubrimientos inorgánicos y metálicos.6 E 376 Práctica de la medida del grosor del recubrimiento según los método de prueba de campo magnético o corrientes electromagnéticas (Eddy-current) 7 2 Libro Anual de las Normas ASTM, Vol 01.02. Libro Anual de las Normas ASTM, Vol 01.06. 4 Libro Anual de las Normas ASTM, Vol 01.04. 5 Libro Anual de las Normas ASTM, Vol 02.04. 6 Libro Anual de las Normas ASTM, Vol 02.05. 7 Libro Anual de las Normas ASTM, Vol 03.03. 3 Derechos reservados ASTM Internacional. 100 Barr Harbor Drive, Apartado Postal (P.O Box). C700. West Conshohocken, PA 19428-2959 Estados Unidos A 123/A 123M 3. Terminología (Véase Fig. 1) 3.1 Definiciones: 3.1.1 Los siguientes términos y definiciones son exclusivos para esta norma. La termología A 902 contiene otros términos y definiciones relacionadas a los productos de acero con recubrimiento metálico. 3.2 Definiciones de términos exclusivos para esta norma: 3.2.1 Grosor Promedio de recubrimiento, s- el promedio del grosor de recubrimiento de tres muestras. 3.2.2 Negro, adj- indica la condición de no galvanizado y a parte de eso, recubierto. Para propósitos de esta norma, la palabra negro no hace referencia al color o la condición de la superficie, o al depósito de la superficie o contaminación.. 3.2.3 Grado de grosor del recubrimiento, s.- El valor numeral de la Tabla 1 en la intersección de una categoría de material y un rango de grosor. 3.2.4 Inclusiones de escoria en bruto, s.- los intermetálicos de hierro/zinc presentes en un recubrimiento galvanizado en una forma diferente de granos finamente dispersos. 3.2.4.1 Discusión- si estas inclusiones son removidas del recubrimiento, crearían una mancha de acero expuesto. Estas inclusiones son superficies levantadas y son fáciles de sacar a través del contacto con estrobos para izar o cadenas, herramientas, aparatos y equipos fijos u otras partes galvanizadas. Artículos Multimuestra. Artículos cuya superficie es mayor de 160 pulg. 2 (100,000 mm2) Lote Muestra 3 Artículos de prueba, cada uno compuesto de 3 muestras Artículo de Prueba Cada muestra (5 o más medidas ampliamente dispersas) deben contar con un grosor promedio mínimo de revestimiento de -1 grado (Tabla 1) Muestra Cada Artículo de prueba en la muestra (3 muestras por cada uno) deben tener un promedio de grosor mínimo de recubrimiento de (Tabla 1) Artículos de una sola muestra Artículos cuya superficie es igual o menor a 160 pulg. 2 (100,000mm2) Lote Muestra 3 Artículos de Prueba 3 Muestras Cada muestra (5 o más medidas ampliamente dispersas) deben contar con un grosor promedio mínimo de recubrimiento de -1 grado (Tabla 1) Todos los artículos de prueba (muestras) juntas deben tener grosor promedio mínimo de recubrimiento de (Tabla 1) FIG. 1 Artículos de de una sola muestra y Multimuestras A 123/A 123M TABLA 1 Grado de grosor Promedio Mínimo de recubrimiento según la Categoría del Material Todas las muestras probadas Rango de grosor de acero (Medido), pulg. (mm) Categoría del Material Forma estructurales y platos Tiras y barras Tuberías y tubos Alambres <1/16 pulg. (<1 .6 mm) 1/16 a <1/8 (1.6 a <3.2) 1/8 a 3/16 (3.2 a 4.8) 45 45 45 45 65 65 45 45 75 75 75 60 3.2.5 Categoría del material, s.la clase general o tipo de material o proceso de manufactura, o ambos, que describe de manera representativa una unidad de producto, o de donde se elabora una unidad de producto. Por ejemplo, una parilla pertenece a la categoría tira, el pasamanos pertenece a la categoría tubería, etc. 3.2.6 Artículo multimuestra, s una unidad de producto cuya superficie es mayor de 160 pulg.2 (100 000 mm2). Para los propósitos de prueba del grosor, los artículos cuya superficie es mayor de 160 pulg. 2 están subdivididos en tres secciones continuas locales, distintivamente iguales en la superficie, cada una constituyendo una muestra. En caso de que cualquier sección local que contenga más de una categoría de material o un rango de grosor de acero, descrito en la Tabla 1, esa sección contendrá mas de una muestra (Véase Fig. 1) 3.2.7 Muestra ,suna colección de unidades individuales de un producto de un solo lote, elegida según la Sección 7 y buscada con el fin de representar al lote para su aprobación. Si una muestra es tomada con el fin de representar al lote para su aprobación, la muestra se tomará al azar del lote, sin considerar la calidad percibida o apariencia de ninguna unidad individual en ese lote. La muestra está compuesta de uno o más artículos de prueba. 3.2.8 Artículo de una sola muestra, suna unidad de producto cuya superficie es igual o menor a 160 pulg,2 (100 000 mm2) o que es centrifugada, o aparte, ha sido tratada de manera similar en los procesos de galvanización para remover el exceso de metal del baño de galvanización (zinc libre). Para propósitos de pruebas de grosor, la superficie total de cada unidad del producto constituye una muestra. En caso de que cualquier artículo contenga más de una categoría de material o rango de grosor del acero, descrito en la tabla 1, ese artículo contendrá mas de una muestra (véase Fig. 1). 3.2.9 Muestra, s.la superficie de un artículo individual de prueba o una porción de un artículo de prueba- se puede llevar a cabo bajo las medidas de grosor- es un componente de un lote, o un componente de una muestra que representa ese lote. Para medidas de grosor magnético, la muestra excluye cualquier área de la superficie, que está sujeto a procesos (tales como corte con soplete, trabajar a máquina, enroscados, etc.) que se suponen pueden resultar en condiciones de superficie no representativas de la condición general de la superficie del artículo de prueba, o es descalificado por el método de medida. El grado de grosor promedio mínimo de recubrimiento para cualquier muestra, deberá ser un grado menor de recubrimiento que el requerido para la categoría del material y grosor apropiados en la Tabla 1. Para una unidad de producto cuya superficie es igual o menor a 160 pulg. 2 (100 000 mm2), la superficie total de cada artículo de prueba constituye una muestra. En caso de que cualquier artículo que contenga más de una categoría de material o rango de grosor del acero, descrito en la tabla 1, ese artículo contendrá más de una muestra, según sea conveniente. (véase Fig. 1). 3.2.10 Grosor del recubrimiento de la muestra, s.el promedio del grosor obtenido luego de haber tomado no menos de cinco medidas de prueba en una muestra, cuando es seleccionada cada localización de medida para proporcionar la > 3/16 a <1/4 (>4.8 a <6.4) 85 85 75 65 1/4 ( 6.4) . 100 100 75 80 más amplia dispersión de las localizaciones (en todas las direcciones correspondientes) para la categoría acero del artículo de prueba en los confines del volumen de la muestra. 3.2.11 Artículo de prueba, s.una unidad individual del producto, que es un componente de la muestra, y que es examinado para la conformidad de una parte de esta norma. 4. Información de los pedidos 4.1 Los pedidos para realizar recubrimientos proporcionados según esta norma, deberán incluir lo siguiente: 4.1.1 Cantidad (número de piezas para galvanizar) y peso total. 4.1.2 Descripción (tipo y tamaño de los productos) y peso. 4.1.3 Normas técnicas ASTM y el año de emisión. 4.1.4 Identificación del Material (Véase 5.1) y condición de la superficie o contaminación . 4.1.5 Plan de muestreo, si es distinto del 7.3. 4.1.6 Requisitos de prueba especiales (Véase 8.1). 4.1.7 Requisitos especiales (Apilado especial, recubrimiento pesado, etc.). 4.1.8 Etiquetado o método de identificación de piezas. 5. Materiales y Fabricación 5.1 Acero o HierroLa norma, calidad o designación, tipo y grado de contaminación de hierro o acero en la superficie de los artículos para galvanizar, deberán ser proporcionados por el comprador previamente al proceso de galvanización en caliente. NOTA 2La presencia de algunos elementos, en determinados porcentajes, en aceros y metal de aportación, tales como: silicio, carbono y fósforo, tiende a acelerar el crecimiento de la capa de aleación zinc-hierro, en consecuencia, el recubrimiento puede tener un acabado mate con pocas o ninguna capa externa de zinc. El galvanizador solo tiene un control limitado sobre esta condición. La masa, forma, y cantidad de martillado del producto que es galvanizado, también puede afectar esta condición. La Práctica A 385 proporciona una orientación para la selección del acero, asimismo, trata los efectos de varios elementos en composiciones de acero (por ejemplo, el silicio), que influye en el peso y apariencia del recubrimiento. 5.2 Fabricaciónel diseño y fabricación del producto para galvanizar, son las responsabilidades del diseñador y del fabricante . Las Prácticas A 143, A 384, y A 385 proporcionan una orientación para la fabricación de acero, las cuales deberán ser recopiladas entre el diseño y la fabricación con el fin de obtener un óptimo galvanizado en caliente. Durante las etapas apropiadas de los procesos de diseño y fabricación, es deseable las consultas entre el diseñador, fabricante y galvanizador. 5.3 Piezas fundidasLa composición y el tratamiento térmico de las piezas fundidas de hierro y acero, deberá cumplir con las normas designadas por el comprador. Algunos tipos de piezas fundidas son conocidas para mostrar los posibles problemas con tendencia a ser fragilizados durante el ciclo térmico normal de galvanizado en caliente. Es responsabilidad del comprador, realizar el tratamiento térmico, o en su defecto, permitir la posibilidad de estos mencionados fenómenos de fragilización. Los requisitos de las fundiciones de acero maleable para galvanizar serán tal como aparecen en la norma A 47. A 123/A 123M 5.4 ZincEl zinc utilizado en el baño de galvanización, deberá cumplir con la Norma B 6. Si una aleación de zinc es utilizada como alimentador primario para el baño de galvanización, entonces, el material básico utilizado para producir esta aleación deberá cumplir con la norma B6. 5.5 Composición del bañoEl metal fundido en el volumen de trabajo del baño de galvanización, deberá contener un valor promedio de zinc no menor de 98.0% según el peso. NOTA 3Para el baño de Zinc, el galvanizador puede escoger, el añadir trazas de algunos elementos (por ejemplo, aluminio, níquel y estaño), con el fin de ayudar durante el proceso de algunos aceros reactivos o aumentar la apariencia cosmética del producto terminado. El uso de estas trazas es permitido debido a que el volumen de los químicos del baño de galvanización representa al menos un 98.0 % de zinc, según el peso. Los elementos que pueden ser añadidos al baño de galvanización, como parte de la alimentación de zinc prealeado, o pueden ser añadidos al baño por el galvanizador, utilizando una aleación madre de alimentación. 6. Propiedades del recubrimiento 6.1 Grosor del recubrimientoel grosor promedio del revestimiento para todas las muestras probadas, deberá cumplir con los requisitos de la Tabla 1 en las categorías y grosores del material para ser galvanizado. El grosor promedio mínimo de recubrimiento para cualquier muestra individual es un grado de recubrimiento menor de lo requerido en la Tabla 1. En los productos compuestos de diversos grosores de materiales o categorías que son galvanizados, los grados de grosor del recubrimiento de cada rango de grosor y categoría de material deberán ser tales como se muestran en la Tabla 1. En caso de haber pedidos en unidades del SI, los valores de la Tabla 1, deberán ser aplicados como unidades métricas en micrómetros. En caso de haber pedidos en unidades de pulgadas-libras, el valor medido deberá de convertirse a unidades de grado del revestimiento a través del uso de la Tabla 2. La norma del grosor de recubrimiento más pesado de los requeridos en la Tabla 1, deberá estar sujeta a un acuerdo mutuo entre el galvanizador y el comprador (La Figura 2 es una representación gráfica del muestreo y los pasos de delineación de la muestra, y la Fig. 3 es una representación gráfica de los pasos de la inspección del grosor de recubrimiento.) 6.1.1 Para artículos cuya superficie es mayor de 160 pulg.2 (100 000 mm2) (artículos multimuestra); cada artículo de prueba en la muestra debe cumplir los requisitos de grado del grosor promedio mínimo apropiado del recubrimiento de la Tabla 1, y cada grado de grosor del recubrimiento de la muestra que comprende ese promedio total para cada artículo de prueba, deberá calcular un promedio no menor de un grado del recubrimiento por debajo de lo requerido en la Tabla 1. Grado de Recubrimiento 35 45 50 55 60 65 75 80 85 100 Muestra Muestra Muestra NOTA 1Cada muestra comprende, de forma representativa, un tercio de la superficie total del artículo. Un mínimo de cinco medidas deberían tomarse en el volumen de cada muestra, tan ampliamente dispersas dentro del volumen, para representar el grosor general del recubrimiento en ese volumen de muestra, tanto como sea posible. FIG. 2 Artículos elaborados con varios Componentes promedio de todos los artículos en la muestra, deben cumplir con los requisitos de grado del grosor promedio mínimo apropiado del recubrimiento de la Tabla 1, y para cada artículo de prueba, su muestra de grosor de recubrimiento no deberá ser menor de un grado de recubrimiento por debajo de lo requerido en la Tabla 1. 6.1.3 En una muestra de prueba, ninguna medida individual o grupo de medidas en la misma ubicación, será causa de rechazo según los requisitos de grosor de revestimiento de esta norma, siempre y cuando, estas medidas son promediadas con otras medidas dispersas para determinar el grado de grosor del recubrimiento para esa muestra, se cumplirán los requisitos 6.1.1 o 6.1.2 correspondientes. NOTA 4El grado de grosor del recubrimiento en la Tabla 1, representa el mínimo valor disponible con un alto nivel de confianza para los rangos típicamente encontrados en cada categoría de material. Mientras hayan más grosores del recubrimiento que excedan esos valores, algunos materiales en cada categoría pueden ser menos reactivos (por ejemplo, debido a las propiedades o a la condición de la superficie) que otros materiales de categoría de espectro de acero. Por lo tanto, algunos artículos pueden contar con un requisito de grado mínimo del recubrimiento o cercano al que se muestra en la Tabla 1. En estos casos, la precisión y exactitud de la técnica de medida del grosor del recubrimiento debería ser considerada al rechazar tales artículos debido a que el grosor del recubrimiento es por debajo de lo requerido en esta norma. Los compradores que desean una garantía de recubrimientos más pesados que los grosores mínimos que se muestran aquí, deberían emplear los requisitos especiales (véase 4.1.6) para especificar los grados de grosor del recubrimiento más pesados que aquellos que se muestran en la Tabla 1. Asimismo, el comprador debería anticipar la necesidad de TABLA 2 Grado de grosor del recubrimiento A Milésimos de pulg. oz/pie2 µm 1.4 0.8 1.8 1.0 2.0 1.2 2.2 1.3 2.4 1.4 2.6 1.5 3.0 1.7 3.1 1.9 3.3 2.0 3.9 2.3 g/m2 35 45 50 55 60 65 75 80 85 100 245 320 355 390 425 460 530 565 600 705 A Los valores en micrómetros (µm) están basados en el grado de revestimiento. Los otros valores están basados en conversiones utilizando las siguientes formulas= mil. Pulg. = µm x 0.03937; oz/pie2 = µm x 0.02316; g/m 2 = µm x 7.067. A 123/A 123M pruebas por lotes o los pasos de extra preparación, o ambos, tales como el decapado con abrasivo antes del galvanizado u otros métodos, para tratar de alcanzar, de manera razonable, los requisitos más altos. Algunos grosores más altos que los de esta norma, pueden ser desfavorables o inasequibles. FIG. 3 Pasos de Inspección del grosor del recubrimiento Seleccionar los artículos de prueba según Artículos presentados para la inspección el plan de muestreo La muestra (el lote) Artículos de prueba que Corresponden a una sola categoría Inspeccionar cada categoría del material por separado producto, o la aspereza que esté relacionada a la condición de la superficie en la que se recibió (no galvanizada), propiedades del acero, o reactividad del acero con el zinc, no deberán ser argumentos para el rechazo (véase Nota 7). Las condiciones de la superficie relacionadas a fallas en el diseño, detalles o fabricación, mencionadas en la Práctica A 385, no deberán ser argumentos para el rechazo. El recubrimiento de zinc en componentes roscados de artículos galvanizados según esta norma, deberán cumplir con lo requerido en la norma A 153/A 153M. Las superficies que continúan sin recubrimiento después de la galvanización, pueden ser renovadas de acuerdo a los métodos de la Práctica A 780, a menos que el comprador indique dejar las áreas no revestidas sin ser tratadas, para una renovación posterior por parte del comprador 6.2.1 Cada área que está sujeta a renovación, deberá ser de 1 pulg. (25 mm) o menor en su dimensión más estrecha. 6.2.2 El área total sujeta a renovación en cada artículo, no deberá ser mayor de '/2 del 1% de la superficie a recubrir, o 36 pulg.2) por tonelada inglesa corta del peso de la pieza (256 cm2 por tonelada métrica), cualquiera que sea el menor. NOTA 5: Las superficies inaccesibles son aquellas que no se pueden alcanzar para propósitos de preparación apropiada de la superficie y la aplicación de los materiales de reparación, descritos en la práctica A 780. Tales áreas inaccesible, por ejemplo, serían las superficies internas de algunos tanques, Sí barras, tuberías, tubos, entre otros. Una muestra por artículo de prueba Superficie del Artículo de prueba > 160 pulg2 ó 100,000mm2 Subdividir cada artículo de prueba en tres muestras Promedio de todas las Probar cada muestra para cumplir con la Sección 6.1 Sí Cada promedio de muestras que cumplen muestra que cumple con la con la sección 6.1 Sección 6.1 Sí El lote falla por grosor El lote aprueba por grosor 6.2 AcabadoEl recubrimiento deberá ser continuo (excepto como se determina debajo), y razonablemente suave y uniforme en el grosor como en peso, tamaño, forma del producto, y el manejo necesario del producto durante las operaciones de inmersión y drenaje en la caldera de galvanización, en la medida de lo posible. A excepción de del exceso local del grosor del recubrimiento que podría interferir con el uso del producto, o hacerlo peligroso para su manipulación (roturas en los bordes o púas), el rechazo por disconformidad del recubrimiento debería de hacerse sólo por el exceso claramente visible del recubrimiento que no esté relacionado al diseño de los factores, tales como: agujeros, uniones, o problemas especiales de drenaje (Véase Nota 6). Debido a que la suavidad de la superficie es un término relativo, la menor aspereza que no interfiera con el uso intencionado del 6.2.3 El grosor de renovación deberá ser el requerido por el grado de grosor para la categoría apropiada del material y el rango de grosor en la Tabla 1, de acuerdo con los requisitos del punto 6.1, excepto que, para la renovación usando pintura de zinc, el grosor de renovación deberá ser un 50% más alto de lo requerido en la Tabla 1, pero no mayor de 4.0 milésimas de pulg. 6.2.4 Cuando las áreas que requieren renovación exceden al criterio previamente provisto, o son inaccesibles para reparar, el revestimiento será rechazado. NOTA 6Los requisitos para el acabado de un producto galvanizado se unen para una inspección de tipo visual. Estos requisitos no rigen en cuestión de variaciones medidas del grosor del recubrimiento, que pueden hallarse debido a diferentes aceros o grosores distintos de un acero dado, que es utilizado en un ensamblaje. NOTA 7Los artículos que están preparados para ser galvanizados mediante una limpieza abrasiva, desarrollarán generalmente un recubrimiento más grueso con una superficie moderadamente más áspera. 6.3 Componentes enroscados en los ensamblajesEl recubrimiento de zinc en las roscas exteriores no deberán estar sujetas a procesos de cortado, laminado o acabado de herramientas, a menos que sea autorizado específicamente por el comprador. Las roscas internas pueden ser enroscadas y vueltas a enroscar después de la galvanización. El revestimiento deberá cumplir con los requisitos de la norma A 153/A 153M. 6.4 AparienciaTras el envío del servicio de galvanizado, los artículos galvanizados deberán estar libres de áreas sin recubrimientos, ampollas, depósitos de flujos, e inclusiones de escorias en bruto. No se permitirán masas, proyecciones, glóbulos, o depósitos de zinc pesados que interfieran con el uso intencionado del material. Los agujeros llanos de ½ pulg. (12.5 mm) de diámetro más deberán estar limpios y libres de exceso de zinc de manera razonable. Las marcas en el recubrimiento de zinc, causado por las tenazas del fundidor u otros productos utilizados en el manejo del artículo durante la operación de galvanización, no deberá ser causa del rechazo, a menos que tales marcas hayan puesto al descubierto el metal base y las áreas de metal descubierto exceden deduciblemente al máximo del 6.2.1 y 6.2.2. Después de la galvanización, las piezas deberán ser manipuladas, de modo que durante el enfriamiento, no serán congeladas juntas. Nota 8: Dependiendo de cada diseño de producto o grosor del material, o ambos, película o exceso de refuerzo de zinc en los agujeros llanos de un diámetro menor de ½ pulg. (12.5 mm), p uede ser que se requiera un trabajo adicional para hacer que los agujeros tengan un uso intencionado. A 123/A 123M 6.5 AdherenciaEl recubrimiento de zinc deberá resistir el manejo constante con la naturaleza, asimismo, el grosor del recubrimiento deberá resistir el uso normal del artículo, sin pelarse o descascararse . NOTA 9A pesar que algunos materiales puedan formarse después de la galvanización; en general, el recubrimiento de zinc en los artículos contemplados por esta norma, es muy pesado para permitir doblados firmes sin dañar el recubrimiento. 7. Muestreo 7.1 El muestreo de cada lote deberá realizarse para cumplir los requisitos de esta norma. 7.2 Un lote es una unidad de producción o envío de donde se puede tomar una muestra para realizar una prueba. A menos que, por el contrario, se acuerde entre el galvanizador y el comprador, o se establezca dentro de esta norma, el lote podrá ser de la siguiente manera: para realizar una prueba en un servicio de galvanización, un lote es uno o más artículos del mismo tipo y tamaño, que comprenda un solo pedido o una sola entrega de carga, cualquiera que sea el más pequeño, o cualquier número de artículos identificados como un lote por el galvanizador. Si estos han sido galvanizados dentro de un único turno de producción y en el mismo baño de galvanización. Después de la entrega y para realizar la prueba por el comprador, el lote está compuesto de un solo pedido o de una sola entrega de carga, cualquiera que sea el más pequeño, a menos que la identidad del lote sea establecida según lo antes mencionado, se mantiene y se indica claramente en el envío por el galvanizador. 7.3 El método de selección y el número de las muestras de prueba deberán acordarse entre el galvanizador y el comprador. En su defecto, las muestras de prueba deberán seleccionarse al azar de cada lote. En este caso, el número mínimo de muestras de cada lote deberá ser de la siguiente manera: Número de piezas en el lote 3 o menos De4 a 500 De 501 a 1200 De 1201 a 3 200 De 3201 a 10 COO Número de muestras Todas 3 5 8 13 20 De 10 001 a más 10Donde un número de artículos idénticos pueden ser galvanizados, se recomienda un plan de muestreo estadístico. Dicho plan está contenido en el método de Prueba B 602 que menciona los procesos de muestreo para la inspección de los recubrimientos electrodepositados metálicos y acabados afines. Si se utiliza el Método de prueba B 602, el nivel de la muestra deberá acordarse entre el galvanizador y el comprador en el momento que es colocado el pedido de recubrimiento. NOTA 7.4 Una muestra de prueba que falla en el cumplimiento del requisito de esta norma, no deberá ser utilizada para determinar la conformidad de otros requisitos. 8. Métodos de Prueba 8.1 Requisitos de pruebaslas siguientes pruebas se deben llevar a acabo para asegurar que el recubrimiento de zinc está siendo suministrado de acuerdo a lo estipulado en esta norma. Lo especificado en las pruebas de adhesión y fragilidad deberá estar sujeto a un acuerdo mutuo entre el galvanizador y comprador. La inspección visual del recubrimiento deberá ser elaborado de acuerdo a los requisitos. 8.2 Prueba del grosor del recubrimientoEl grosor del recubrimiento es determinado por uno o más de los tres métodos descritos a continuación: 8.2.1 Medidas magnéticas del grosorel grosor del recubrimiento deberá ser determinado por la medidas del calibre o grosor magnético de acuerdo con la práctica E 376, a pesar de los métodos que son utilizados, descritos en los puntos 8.2.2, 8.2.3 u 8.2.4. Para cada muestra (descrita en el punto 3.2.9) deberán tomarse cinco o más medidas en puntos ampliamente dispersos a través del volumen ocupado por la muestra para representar, lo más posible, la superficie total de la muestra de prueba. De esta manera, el promedio elaborado de las cinco o más medidas para cada muestra, representa el grosor del recubrimiento de la muestra. 8.2.1.1 Para artículos cuya superficie es mayor de 160 pulg.2 (100 000 mm2) (artículos multimuestra, así como aparecen descritas en el punto 3.2.6), el promedio de los grados de grosor del recubrimiento de tres muestras, comprendido en cada artículo de prueba, representa el grosor promedio del recubrimiento para el artículo de prueba. Una muestra debe ser evaluada para cada categoría de acero y el grosor del material entre los requisitos para cada muestra del artículo de la muestra. 8.2.1.2 Para los artículos cuya superficie es igual o menor a 160 pulg.2 (100000 mm2) (artículos de una sola muestra, así como aparecen descritas en el punto 3.2.8), el promedio de todos los grados de grosor del recubrimiento de la muestra, representa el promedio de grosor del recubrimiento para la muestra. 8.2.1.3 En caso de componentes enroscados, el grosor del recubrimiento deberá de elaborarse en una porción del artículo no incluyendo ninguna rosca. 8.2.1.4 El uso de los métodos magnéticos de medida es apropiado para artículos más grandes, y puede ser apropiado para artículos pequeños, pero es más eficaz, donde hay suficiente superficie plana para la punta de sonda, con el fin de formar parte de la superficie utilizando la Práctica E 376. 8.2.2 Método de separaciónEl peso promedio del recubrimiento deberá ser determinado, separando un artículo de prueba, una muestra es extraída del artículo de prueba, o grupo de artículos de prueba, en caso que dicho artículo sea muy pequeño como clavos, etc., según el Método de prueba A 90/A 90M, a no ser que, los métodos mencionados en los puntos 8.2.1, 8.2.3 u 8.2.4 sean utilizados. De esta manera, el peso determinado del recubrimiento por unidad de superficie, es convertido en valores equivalentes del grosor del recubrimiento según la Tabla 2 (redondeando por exceso o por defecto, según sea conveniente). Así, el grosor del recubrimiento, es el grosor de recubrimiento del artículo de prueba; o en caso que una muestra es extraída de un artículo de prueba, es el grosor promedio del recubrimiento de la muestra. 8.2.2.1 El método de separación, es una prueba destructiva y puede ser apropiado para artículos de una sola muestra, sin embargo, puede ser desfavorable para artículos multimuestra. 8.2.3 Pesado antes y después del galvanizadoEl peso promedio del recubrimiento deberá ser determinado pesando los artículos antes y después del galvanizado, restando el primer peso con el segundo y luego, dividiendo el resultado entre la superficie, a no ser que los métodos descritos en los puntos 8.2.1, 8.2.2 u 8.2.4 sean utilizados . El primer peso deberá determinarse después del decapado al ácido y secado, y el segundo, después de enfriarlo a temperatura ambiente. El peso del recubrimiento por unidad de superficie se convierte, de esta manera, en los valores equivalentes de grosor del recubrimiento según la Tabla 2 (redondeando por exceso o por defecto, según sea conveniente). Así, el grosor del recubrimiento obtenido es el grosor del recubrimiento del artículo de prueba. 8.2.3.1 El método del pesado antes y después del galvanizado, es apropiado para artículos de una sola muestra, pero es desfavorable para los artículos multimuestra. NOTA 11: Ambos métodos, el de separación y pesado antes y después, no consideran el peso del hierro reaccionado del artículo. A 123/A 123M ASTM International no toma ninguna posición con respecto a la validez de ningún derecho de patentes declarados en relación con cualquier artículo mencionado en esta norma. Los usuarios de esta norma están informados de manera expresa, que la determinación de la validez de cualquier derecho de patentes, y el riesgo de incumplimiento de tales derechos, están abajo su propia y total responsabilidad. Esta norma está sujeta a revisión en cualquier momento por el comité técnico responsable y debe ser revisado cada cinco años y si no es revisada, no puede ser reaprobada o derogada. Sus comentarios son bienvenidos para la revisión de esta norma o para otras normas adicionales y deberán ser dirigidas a las oficinas centrales Internacionales de la ASTM. Sus comentarios recibirán una cuidadosa consideración en una reunión del comité técnico responsable, a la cual debería asistir. Si cree que sus comentarios no han recibido una atención debida, podría hacer llegar sus puntos de vista al Comité de Normas de la ASTM a la siguiente dirección: ASTM International ha registrado los derechos de esta norma. 100 Barr Harbor Drive, Apartado Postal (P.O Box). C700. West Conshohocken, PA 19428-2959 Estados Unidos. Las copias individuales (una o múltiples copias) de esta norma podrán obtenerse, contactándose con el ASTM en la dirección antes mencionada o al siguiente número telefónico: 610-832-9585 o al número de fax: 610-832-9555, o vía correo electrónico: [email protected], o a través del sitio Web: www.astm.org. .