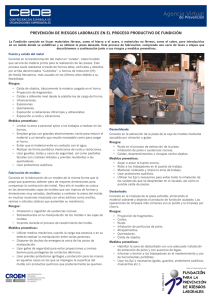
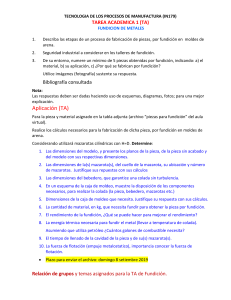
TECNOLOGIA DE LOS PROCESOS DE MANUFACTURA (IN179) PRACTICA CALIFICADA 1 Ciclo 2020-1 Profesor Sección Duración : Alejandro Salazar : IN73 : 150 minutos Apellidos y Nombre: Molina Rayme Oscar Enrique Indicaciones: El orden y la presentación influyen en la calificación. Prohibido intercambio de información. Tema “A” ________________________________________________________________________ 1. PREGUNTAS 4 PUNTOS a) Indique la verdad o falsedad las siguientes afirmaciones: (1 pto) V/F 1. Para moldear las campanas se utilizan modelos madera 2. La pieza sin acabado a T°a tiene las mismas dimensiones del modelo. 3. El método recomendado para fabricar tubos por fundición, es por fundición centrifuga horizontal. 4. La contracción de solidificación, es compensada en .el modelo 5. El macho o el alma se utiliza para reforzar el molde. b) V F V V F Para los siguientes defectos de fundición, indique su posible causa y como se evita que esté presente en la pieza (1 pto) Defecto Causa Como evitar que se presente en la pieza Rechupe La contracción volumétrica de la pieza debido a la solidificación Se usan mazarotas para trasladar el rechupe hacia ellas, para que no afecten a la pieza objetivo Presencia de gases dentro del molde Utilizar sustancias químicas para expulsar los gases fuera del molde Porosidad interna c) Enumere 2 piezas obtenidas por fundición, e indique su aplicación. (2 pts) Nombre de la pieza Aplicación Porque se fabrica por fundición Caja de cambios de automóviles Se usa para alternar entre las velocidades del automóvil Su diseño es considerado de alta complejidad, por ello las industrias automovilísticas optan por fabricarlas por fundición. Válvula de compuerta Controla el caudal y evita el retorno del fluido circulante Posee secciones asimétricas en la zona de tránsito del fluido, por lo que se recomienda el uso de machos en dicha zona. 1 Tema “A” 2. Fundición 5 PUNTOS Por fundición en molde de arena, se desea fabricar piezas de cobre. El modelo se muestra en la figura adjunta, construido en material no recuperable. Volumen del modelo: 192465,33 cm3 Superficie externa del modelo: 35487,54 cm2. Utilizar mazarota cilíndrica de Hmz = 1,8 Dmz Se recomienda que el tiempo de solidificación de la mazarota sea 1,7 veces el tiempo que demora en solidificar la pieza. Para estas condiciones; justificando sus respuestas, determine: a. Las dimensiones de la mazarota, en cm, utilice el método del módulo de solidificación (1p) b. Numero de mazarotas (0,5p) c. En un esquema del molde, muestre la ubicación de la “pieza”, de la(s) mazarota(s) y del bebedero (0,5p) d. La cantidad de material que se necesita fundir para llenar todas las cavidades del molde, asumiendo que el volumen del bebedero y del canal de alimentación es el 8 % del volumen del modelo (“pieza”) (1p) e. La cantidad de calor que se debe añadir al material, en kilocalorías. (1p) f. El volumen de la pieza sin acabado, (a temperatura ambiente 25 °), (1p) TABLA 1: Densidad a Temperatura 25 Material ºC Fusión (g/cm3) (ºC) Contracción Volumétrica (%) Liquida Solidificació n Sólida Calor especifico sólido (cal/g.ºC) Calor de fusión (cal/g) Calor especifico líquido (cal/g.ºC) Aluminio 2,7 660 1,2 7,0 5,6 0,21 105 0,18 Cobre 8,96 1084 0,8 4,5 7,5 0,092 82 0,86 Acero 7,84 1458 0,9 3,0 7,2 0,11 94 0,09 1 caloría = 1,163 x 10- 6 Kw-h; temperatura ambiente = 25 ºC, g = 980 cm/s2 2 3 Tema “A” 3. Deformación plástica volumétrica - Extrusión 4 PUNTOS La pieza, mostrada en la figura, se obtiene por extrusión directa, de un tocho de aluminio aleado y recocido, de 60 mm de diámetro por 250 mm de longitud. La curva de fluencia del material viene dada por la ecuación σ = 240. Ɛ 0,15 MPa Sabiendo que se deja una longitud remanente sin extruir de 10 mm y que las constantes de la fórmula de Johnson son a = 0,8 y b = 1,4. Justificando sus respuestas, determine: a. La sección transversal del perfil extruido (1p) b. El factor de forma. (1p) c. Fuerza de extrusión, en Newton. (1p) d. Longitud del perfil extruido, en mm (1p) 4 4. Deformación plástica volumétrica - Laminado 3 PUNTOS Por laminado; se reduce el espesor de una chapa de acero de 6 mm a 3 mm, en un tándem formado por dos pares rodillos, de forma que la reducción sea la misma en cada par de rodillos, el diámetro de los rodillos es de 700 mm, la velocidad de giro del primer par de rodillo es 60 rpm y la velocidad de giro del segundo par de rodillos es 120 rpm, siendo la velocidad de entrada del material al primer tren de 120 m/min. Determine: a) La velocidad de salida de la chapa, de cada tren de rodillos, en m/min. Considerar que el ancho de la chapa permanece constante. (1p) b) Si el coeficiente de rozamiento entre la chapa y el rodillo laminador es 0,12. ¿Será posible realizar la reducción?, en caso afirmativo que solución alternativa podría obtenerse para optimizar la operación. (1p) c) La Fuerza ejercida por los rodillos del 1er laminador, si el comportamiento plástico del material es K=500 Mpa y n=0,15. Ancho de la chapa 1 m (1p) 5 5. Deformación plástica- Embutido 4 PUNTOS Se desea obtener por embutido de láminas, el recipiente de la figura adjunta. El radio del punzón y de la matriz es de 4 mm. el material tiene una resistencia a la tensión de 650 MPa, resistencia a la fluencia de 320 MPa. Y resistencia al corte es 400 MPa. Determine: a) El diámetro del disco base Db, en mm (1p) b) La factibilidad del embutido. Si su resultado fuera negativo, ¿Cuál sería su propuesta? (1p) c) La fuerza de embutición, en N (1p) d) La fuerza de sujeción de la plancha, en N (1p) 6 7