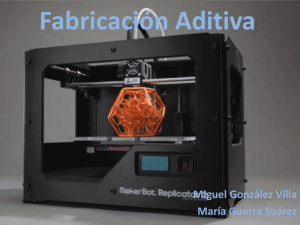
Manufactura flexible Universidad Técnologica de Tamaulipas Norte DEPOSICIÓN DIRECTA DE ENERGÍA ⬗ Integrantes equipo #6: Elizalde Reyes Giovanni González Jaramillo Oliver Ronaldo Jiménez Lara Luis Ángel ⬗ Grado y grupo MT5C ⬗ Materia Manufactura flexible ⬗ Docente: ⬗ Chapa Ávila César Alejandro ⬗o 2 Introducción Es un grupo de tecnologías de impresión 3D de metal que utilizan un material en forma de polvo o alambre, que se deposita y se funde localmente a través de una fuente de energía de alta densidad (que puede ser un haz láser, un haz de electrones, un arco eléctrico). Es una de las 7 tecnologías básicas de impresión 3D, especificadas en ASTM e ISO . 3 1. HISTORIA Sciaky, Inc. Fundada en 1939 Es el proveedor más confiable de sistemas de soldadura avanzados y servicios de soldadura de taller en el mercado de la fabricación. Sciaky está a la vanguardia de la tecnología de soldadura por haz de electrones y es pionera en los procesos de fabricación aditiva (AM) de metal, también conocida como impresión 3D Prodways tech. Fundada en principios de los 90s André-Luc Allanic, un especialista de renombre mundial y pionero de la impresión 3D, estaba trabajando en tecnologías innovadoras (incluidas la estereolitografía y la sinterización de polvos metálicos y poliméricos). Desarrolló algunos de los primeros sistemas de impresión 3D europeos para el Centro Nacional Francés de Investigación Científica (CNRS) y Laser 3D 5 Norsk Titanium. Fundada en 2007 en Hønefoss, Noruega. Consiguieron atraer financiación de varias empresas de alta tecnología y crearon un equipo de desarrollo. El equipo desarrolló titanio de muy alta pureza, que utilizaron para formar hilos de titanio. Ebobeam. Fundada en 2011 En mayo de 2011, Alexander Weil y el Dr.-Ing. Matthias Wahl fundó Evobeam GmbH y suministró el primer sistema de soldadura EB a un fabricante de motores para naves espaciales. 6 “2. Nombres alternos 7 Entre las tecnologías DED se encuentran diferentes tecnologías ⬗ Modelado de red de ingeniería láser (LENS). ⬗ Deposición de metales láser (LMD). ⬗ Deposición rápida de plasma (de Norsk Titanium). ⬗ WAAM (Fabricación de aditivos de arco de alambre). 8 Modelado de red de ingeniería láser (LENS). Es una tecnología de fabricación aditiva desarrollada para fabricar piezas de metal directamente a partir de un modelo sólido de diseño asistido por computadora (CAD) mediante el uso de un polvo de metal inyectado en una piscina fundida creada por Un rayo láser enfocado y de alta potencia. Esta técnica también es equivalente a varias técnicas de marca registrada que tienen el nombre de depósito de metal directo (DMD) y consolidación por láser (LC). 9 Deposición de metales láser (LMD). se refiere al proceso de formar un charco de metal fundido sobre un sustrato metálico con la ayuda de un láser. Se utiliza una corriente de gas para inyectar polvo metálico en el sustrato. Este polvo metálico absorbido forma un depósito de metal sobre el sustrato del metal. Este proceso de fabricación aditiva se utiliza para diversos fines, como reparar componentes metálicos, moldear herramientas metálicas o de aleación, tornillos metálicos, válvulas, etc. La deposición láser de metales se está convirtiendo en una técnica ampliamente utilizada en el campo de la fabricación. 10 Deposición rápida de plasma. La tecnología de deposición rápida de plasma de Norsk es la primera tecnología de deposición directa del mundo que ha alcanzado la aprobación de la FAA y es un proveedor autorizado por OEM de componentes de titanio estructural fabricados con aditivos. El proceso patentado de Norsk es adecuado para aplicaciones estructurales y críticas para la seguridad en los segmentos industriales de aviones comerciales y motores, petróleo y gas, marino, automotrices y de herramientas. Norsk ha estado en producción en serie continua de componentes de aviones comerciales durante más de dos años. 11 WAAM (Fabricación de aditivos de arco de alambre). Las capas de líquido o material en polvo se acumulan gradualmente sobre una placa base. Con WAAM, esto se realiza utilizando un electrodo de alambre consumible, y el proceso mismo se basa en la soldadura por arco voltaico. Las técnicas de fabricación generativa son particularmente adecuadas para producir geometrías complejas de los componentes. Además, las partes pueden fabricarse a un costo bajo y extremadamente rápido, lo que hace que WAAM sea una opción muy atractiva para la construcción de prototipos y de lotes pequeños. 12 3. DESCRIPCIÓN DEL PROCESO 13 Una máquina DED típica consta de una boquilla montada en un brazo multieje, que deposita el material derretido en la superficie especificada, donde se solidifica. El proceso es similar en principio a la extrusión de material, pero la boquilla puede moverse en múltiples direcciones y no está fijada a un eje específico. El material, que se puede depositar desde cualquier ángulo gracias a las máquinas de 4 y 5 ejes, se funde tras la deposición con un láser o un haz de electrones. El proceso se puede usar con polímeros, cerámicas, pero generalmente se usa con metales, en forma de polvo o alambre. 14 ⬗ ⬗ ⬗ ⬗ ⬗ ⬗ 15 Ventajas Gran cantidad de materiales-La F.A. por deposición de energía dirigida es un proceso de los más maduros dentro de las EA., por lo que existe un desarrollo e investigación avanzada en cuanto a materiales aplicables. Gran calidad en la operación Se da un aporte muy bajo de calor sobre la pieza base, con casi nula deformación y nula corrosión del mismo. El aporte es de alta densidad y mínima porosidad. Espesores variables- Comparado con otros procesos de FA., en este caso la aplicación puede se de entorno a 0,03 mm hasta pocos centímetros. Piezas existentes-Puede aplicarse sobre piezas existentes para conseguir recubrimientos o realizar reparaciones. Ratios de producción- En comparación con otros procesos productivos de F.A. se consigue un ratio alto, de 3-10 mm /s. Desventajas ⬗ ⬗ ⬗ ⬗ ⬗ 16 Limitación productiva- La FA. Deposición de Energía Dirigida sufre limitaciones de producción asociadas a la capacidad de maniobrabilidad de los ejes de trabajo. Complejidad de geometría- Sufre una deficiencia relacionada con la capacidad de reproducir cualquier geometría. Proceso de fabricación-Es necesario dar un acabado superficial y perfeccionar las dimensiones, tras la fase de fabricación aditiva. la rugosidad superficial es mayor que en otros procesos de F.A., obteniendo un valor de 60-100 um. 4. APLICACIONES 17 1. LENS: A través de LENS es posible obtener una amplia gama de componentes metálicos de densidad completa en cobre, aluminio, acero inoxidable, titanio, como piezas para aviones, prótesis médicas y herramientas para moldeo por inyección. 2. LMD: se utiliza para una serie de operaciones de fabricación industrial. Algunas de sus aplicaciones son: • • • • • • Se utiliza para la reparación de herramientas sinterizadas. Se utiliza para la reparación de componentes aeroespaciales y de automóviles. Se utiliza para la reparación de palas de turbinas. Se utiliza para el recubrimiento de superficies de instrumentos de perforación petrolera. Se utiliza para la fabricación y reparación de implantes médicos. Se utiliza para la creación rápida de prototipos. 3. Norsk Titanium: fabricación aditiva de titanio para la industria aeroespacial, y se aplica en un proceso de deposición rápida de plasma (RPD) que consiste en fundir un alambre de titanio en una nube de gas argón. 4. • • • 18 WAAM sus aplicaciones en diferentes áreas como: Aplicaciones aeroespaciales: Se realizo una pieza de titanio de metal en 3D, Con una longitud de 1,2 m, la pieza forma un elemento estructural principal del ala de un avión y tardó solo 37 horas en construirse a partir de un modelo digital. Aplicaciones marinas: La fundición es el método tradicional utilizado para crear hélices marinas, pero requiere largos plazos de entrega ya que el proceso implica hacer un molde, fundirlo y luego procesarlo. Hoy, WAAM puede producir estas partes mucho más rápido. Aplicaciones automotrices: WAAM ofrece la posibilidad de producir piezas complejas para vehículos que pueden no ser posibles con las técnicas de fabricación tradicionales. 5. MATERIALES UTILIZADOS 19 Los materiales utilizados que más destacan son: • Titanio puro: Es uno de los metales más utilizados para la impresión 3D en metal gracias a su versatilidad, dureza y ligereza. Se utiliza para procesos de fundición en lecho de polvo o inyección de aglutinantes, principalmente en el sector y en la industria aeroespacial, automotriz. • Acero inoxidable: Actualmente es uno de los metales más asequibles para la impresión 3D en metal. Destaca por su dureza y versatilidad ya que está presente en todo tipo de industrias. • Inconel: es una superaleación compuesta principalmente de níquel y cromo y es resistente a las altas temperaturas. Es por esta razón que se usa principalmente en la industria petrolera, química y aeroespacial. • Aluminio: es un metal muy popular para la impresión 3D debido a su ligereza y versatilidad. En general, el aluminio es un material fuerte y ligero con propiedades térmicas excepcionales. Normalmente se imprime con tecnología DMLS, igualando la calidad de las piezas mecanizadas. 20 6. CONCLUSIÓN 21