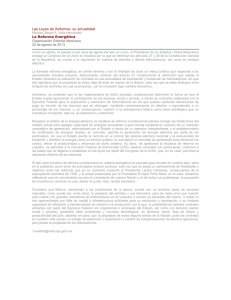
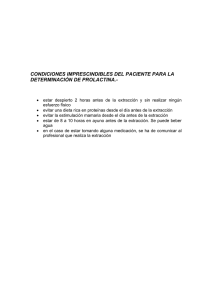
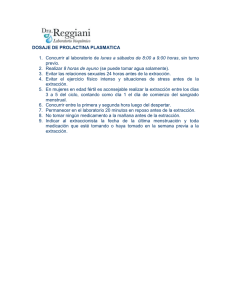
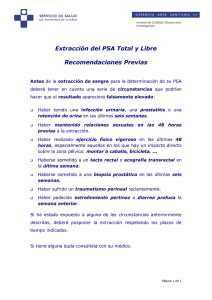
UNIVERSIDAD CATÓLICA SANTO TORIBIO DE MOGROVEJO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL PROCESOS INDUSTRIALES: EXTRACCIÓN Y LICUEFACCIÓN AUTOR (S) Katherine, Contreras Garboza Enemecio, Guevara Gallardo ASIGNATURA Procesos Industriales Go DOCENTE Bustamante Sigueñas Danny Adolfo CICLO VII FECHA DE PRESENTACIÓN 07 de Diciembre, 2021 ÍNDICE I. Introducción .................................................................................. ……….. 3 II. Situación del sector productivo en los últimos cinco años……..……... 4 III. Breve reseña de dos empresas líderes en el sector…………………….. 8 IV. Descripción Del Proceso Productivo…………....………………..…..….9 V. La función que cumplen los insumos o aditivos ..................................... 16 VI. Maquinaria utilizada en las operaciones ................................................. 17 VII. Los principales problemas de contaminación .................................... 20 VIII. Empresas que han reducido o resuelto la problemática ambiental…23 VIII. IX. Conclusiones........................................................................................ 24 Bibliografia ............................................................................................ 25 PROCESOS INDUSTRIALES 2 INTRODUCCIÓN Un polímero es una sustancia química o materia química pura, constituida por muchas unidades iguales o semejantes unidas entre sí. Generalmente, los polímeros se forman por combinación sucesiva de estas unidades, llamadas monómeros, a una cadena o una red que va creciendo a medida que aumenta el número de unidades. Esta característica de estar formados por unidades monoméricas se manifiesta a menudo en la llamada "degradación" de muchos tipos de polímeros, que vuelve a generar los monómeros. De manera general un biopolímero es una macromolécula que es sintetizada mediante algún proceso biológico. En este sentido las proteínas, el ADN y los polisacáridos son los biopolímeros más importantes. Los alginatos son una familia de copolímeros no ramificados consistentes de cantidades variables de ácido β-D-manurónico y su epímero, ácido Lgulurónico. Los monómeros están distribuidos en bloques de residuos continuos de manuronato (M), bloques de glucoronato (G), o residuos alternados (MG). Actualmente la producción de alginato se basa exclusivamente en la recolección y procesamiento de algas cafés, principalmente de las especies de Ascophyllum, Durvillaea, Ecklonia, Laminaria, Lessonia y Macrocystis. El alginato también puede ser producido mediante fermentación microbiana usando bacterias como Azotobacter vinelandii y Pseudomona aeruginosa. Ambos microorganismos producen alginato como un polisacárido extracelular en su forma celular vegetativa. El polímero producido por Azotobacter vinelandii tiene la misma estructura básica que el obtenido de las algas, excepto que el alginato bacteriano está parcialmente acetilado, aproximadamente de la décima parte de los grupos hidroxilos. En contraste los alginatos producidos por Pseudomonas carecen de bloques G; además de que están asociados al padecimiento de fibrosis cística, producida por este microorganismo patógeno. PROCESOS INDUSTRIALES 3 I. SITUACIÓN DEL SECTOR PRODUCTIVO EN LOS ÚLTIMOS CINCO AÑOS El desarrollo de la industria del gas natural en el Perú hasta el año 1998 se concentró en la zona de Talara y se limitaba al procesamiento del gas asociado, este gas natural era usado básicamente para la generación eléctrica de las operaciones petroleras y para uso residencial en los campamentos de explotación de la costa norte. A partir de ese año se extendió a la selva central con el inicio de las operaciones del proyecto Aguaytía. Las labores de supervisión, estas eran desarrolladas por OSINERGMIN a través de la Gerencia de Fiscalización de Hidrocarburos Líquidos. Posteriormente, en agosto del 2004 se da inicio a las operaciones comerciales del Proyecto Camisea, dando lugar a un creciente desarrollo de la industria del gas natural en nuestro país, lo cual impulsó a OSINERGMIN a replantear su organización creando así, en agosto del 2007, la Gerencia de Fiscalización de Gas Natural, con la finalidad de atender la demanda de regulación y supervisión de las actividades del gas natural en el país. En el 2016, las actividades de supervisión de distribución y comercialización de gas natural pasaron a la División de Supervisión Regional, quedando las demás actividades a cargo de la División de Supervisión de Gas Natural. Figura 1: Comportamiento del Consumo de Energía Primaria, Perú-2019 PROCESOS INDUSTRIALES 4 1.1 MATRIZ ENERGÉTICA MUNDIAL El consumo de energía primaria mundial creció en 1,3% en el 2019, este crecimiento es inferior al 2,9% registrado en el 2018, que fue el más alto incremento desde el 2010. Por regiones, el consumo cayó en América del Norte, Europa y la CEI. En otras regiones, el crecimiento fue inferior a la media en América del Sur y Central. Figura 1: Consumo Anual Mundial de Energía por Combustible desde 1993 hasta 2019 El petróleo continúa siendo el combustible dominante en el mundo (33,1%). El carbón es el segundo combustible más utilizado, pero disminuyó ligeramente en el 2019, representando ahora el 27%, su nivel más bajo en los últimos 15 años. La participación tanto del gas natural como de las energías renovables aumentó a un nivel récord máximos de 24,2% y 5,0% respectivamente. Las energías renovables ahora han superado nuclear, que representa solo el 4,3% de la matriz energética. La energía Hidroeléctrica se ha mantenido estable en torno al 6% durante varios años. 1.2 MATRIZ ENERGÉTICA DEL PERÚ En el 2019, el consumo energético en el Perú tuvo un incremento de 1,8%, respecto al año anterior, siendo el consumo más alto registrado. En cuanto a las fuentes de energía, disminuyó el consumo del carbón en 32,6%. Sin PROCESOS INDUSTRIALES 5 embargo, el consumo de gas natural creció en 3,7 %, Petróleo 1,7%, Hidroeléctrica 2,4% y energías renovables en 10,6%. Figura 2. La evolución de la matriz de consumo de energía en el país 1.3 Infraestructura de Transporte Los sistemas de transporte de GN y LGN han tenido una evolución sostenida de acuerdo a las necesidades de la demanda de gas natural para el mercado interno, desde su inicio de operación en el 2004 hasta la actualidad, como se puede apreciar en las imágenes. Figura 3. Sistema de Transporte de Gas Natural de Camisea al City Gate de Lurín - Transportadora de Gas del Perú S.A. Figura 4. Sistema de Transporte de Líquidos de Gas Natural de Camisea a la Costa - Transportadora de Gas del Perú S.A. PROCESOS INDUSTRIALES 6 1.4 Producción de líquidos de Gas Natural Los hidrocarburos que contienen más de tres átomos de carbono contenidos en el gas natural húmedo se separan para obtener los Líquidos de Gas Natural. En el tercer trimestre del 2020 se produjo en promedio 52 913 BPD en el lote 88, 22 504 BPD en el lote 56 y 12 689 BPD en el lote 57. Figura 5. Producción Promedio Mensual de Líquidos de Gas Natural, Principales Lotes (en MMPCD) 1.5 Volumen de Gas Natural exportado Shell GNL es el off taker, responsable de la exportación a mercados internacionales, ello lo realiza por medio de barcos especialmente acondicionados, denominados buques metaneros. Figura 6. Volumen Total de Gas Natural Licuefactado Embarcado por país al T3-2020 (en m3) PROCESOS INDUSTRIALES 7 II. Breve reseña de dos empresas líderes en el sector PERU LNG PERU LNG se creó el 24 de marzo de 2003 con el objetivo de desarrollar, construir y operar una planta de gas natural licuefactado (LNG por sus siglas en inglés). Es una empresa que opera principalmente en el sector Petróleo y Gas. La infraestructura de la empresa incluye una planta de procesamiento e instalaciones conexas, instalaciones marítimas para buques metaneros y un gasoducto de 408 km. PERU LNG es, hasta la fecha, la inversión privada más grande en hidrocarburos realizada en la historia del país (US$ 3800 millones). Durante su etapa de construcción, la empresa generó más de 20 mil puestos de trabajo y aportó 2 % al crecimiento del PBI. PLUSPETROL PERÚ S.A Pluspetrol es una compañía privada internacional independiente con más de 40 años de experiencia en la exploración y producción de hidrocarburos. Con presencia en Angola, Argentina, Bolivia, Colombia, Ecuador, Estados Unidos, Países Bajos, Perú, Surinam y Uruguay. Pluspetrol promueve el desarrollo energético y potencia las actividades a nivel internacional. Pluspetrol comenzó sus operaciones en Perú en 1994 y desde el año 2000 opera el consorcio Camisea. Su presencia estratégica produjo un cambio en la matriz energética del país, promoviendo su desarrollo y crecimiento tanto para el uso doméstico como industrial y de transporte. PROCESOS INDUSTRIALES 8 III. DESCRIPCIÓN DEL PROCESO PRODUCTIVO DE LA EXTRACCIÓN Y LICUEFACCIÓN DEL GAS NATURAL 1. ZONA DE EXTRACCIÓN 1.1 Acondicionamiento Colocar el equipo de perforación, se basa en una estructura metálica cuyo principal objetivo es el de bajar y subir el equipo de perforación. 1.2 Perforación Dependiendo del tipo de terreno, puede tener dientes que rompen la roca, cuchillas que la separan y diamantes que la perforan. Dependiendo del tipo de roca, el trépano puede perforar entre 35 y 600 cm por hora. La perforación de un pozo puede llevar entre dos y seis meses dependiendo de la profundidad programada y de las condiciones geológicas del subsuelo. La broca va perforando el subsuelo a medida que rota. La extracción del gas natural se obtiene utilizando una técnica de perforación por rotación directa. Durante este procedimiento, la materia perforada se traslada a la superficie a través del interior de un brazo perforador. Durante la perforación se hace circular un lodo compuesto por agua, arcilla y varios productos químicos, que da consistencia a las paredes del pozo y enfría la broca. A medida que avanza la perforación, se va colocando la tubería de revestimiento del pozo o casing para evitar que las paredes se derrumben y para aislar las napas de agua. 1.3 Extracción Cuando la presión del reservorio empieza a ceder y por lo tanto ya no fluye por la tubería hacia la superficie, se coloca una bomba de extracción en profundidad. PROCESOS INDUSTRIALES 9 Las tuberías transportan el petróleo y el gas a la superficie donde serán separados y almacenados en contenedores especiales hasta que sean transportados a una refinería 2. Zona De Tratamiento El gas natural proveniente de pozo puede contener, como ya se ha mencionado, componentes que afecten su calidad y propiedades, por lo tanto, se hace necesaria una etapa inicial de remoción de gases ácidos (H2S, CO2, Mercaptanos, etc.) para evitar la corrosión de los sistemas de procesamiento del gas natural y evitar una disminución en la calidad del mismo. 2.1 Separación de fases En la producción del Gas, usualmente se utiliza un equipo separador de fases, llamado comúnmente “Slug Catcher”, o los separadores convencionales. Ambos equipos están diseñados para realizar una expansión de la corriente de gas, provocando que se reduzca la velocidad y suministra un área para la conformación de los líquidos. El principio de funcionamiento consiste en ser un separador primario de las fases liquidas y gaseosas provenientes de los pozos, en el cual se lleva a cabo por densidad y tiempo de residencia, así mismo permite proteger la producción de abruptas cantidades de gas o líquido 2.2 Acondicionamiento del gas natural Conjunto de procesos a los que se somete el gas a fin de extraer los contaminantes y/o satisfacer las especificaciones de seguridad, del mercado o los procesos subsecuentes a los que el gas será sometido. Se realiza para maximizar la producción de hidrocarburos pesados líquidos con el fin de alcanzar mayores beneficios económicos. Las especificaciones más importantes están relacionadas el porcentaje azufre, de CO2, contenido de H2O o punto de rocío del agua, y poder PROCESOS INDUSTRIALES 10 calorífico que cumpla con las regulaciones establecidas. Aquí el gas natural pasa por tres tratamientos: Endulzamiento de gases ácidos: El endulzamiento se hace con el fin de remover el H2S y el CO2 del gas natural puesto que estos pueden ocasionar problemas en el manejo y procesamiento del mismo. Entre los métodos e insumos aplicables para el endulzamiento tenemos el sulfinol y el uso de aminas. Deshidratación del gas natural: Los sistemas de deshidratación de gas natural extraen agua saturada de las corrientes de gas para cumplir con las especificaciones del gas de venta y evitar los problemas asociados con trazas de agua como la corrosión, perdida de volumen útil por condensación y la formación de hidratos. Entre los procedimientos más utilizados para deshidratar el gas natural se encuentran el sistema de deshidratación con glicol para absorber el agua, el acondicionamiento con gel de sílice a altas presiones y temperaturas, y el tamiz molecular con una menor capacidad de absorción. Remoción de mercurio: La extracción del mercurio, se realiza en la entrada de la alimentación del gas natural, cuando se detecta en su composición la presencia de mercurio. Si bien los equipos de gas no contienen mercurio en su composición, se cuenta con este tratamiento a modo de prevención 2.3 Recuperación de hidrocarburos líquidos En muchos casos se hace una recuperación exhaustiva por componente, esto es, una separación rigurosa de cada uno de los hidrocarburos presentes (etano, propano, Iso-butano y n-butano). - Refrigeración simple: Consiste esencialmente en el enfriamiento del gas de modo de promover el propano y los hidrocarburos más pesados. PROCESOS INDUSTRIALES 11 - Absorción refrigerada: Recuperación de los componentes pesados del gas a través de una absorción física promovida por el contacto del gas con un aceite de absorción. - Expansión Joule Thompson: Separación del 45% de hidrocarburos líquidos. Simple y barata. - Turbo expansión: Separación del 98% de propano, 100% de butano y más hidrocarburos pesados. 2.4 Licuefacción del gas El método utilizado para conseguir el enfriamiento del gas difiere según los distintos procesos: - Ciclo de refrigeración en cascada: Consiste en 3 o 4 etapas de enfriamiento en serie para alcanzar las bajas temperaturas necesarias para licuar el gas natural. Cada etapa opera a una menor temperatura que la anterior usando un refrigerante adecuado y trabajando bajo presiones menores a la atmosférica. - Ciclo Inverso de Brayton: En este proceso el refrigerante, que comúnmente es nitrógeno (N2), pasa por dos procesos consecutivos de compresión y enfriamiento, siendo la única diferencia entre ambos casos que, en el primero, el refrigerante pasa por un enfriador mientras, en el segundo, pasa por un intercambiador de calor recuperativo con el objetivo de alcanzar las temperaturas criogénicas. - Ciclo de refrigeración de refrigerante mixto: Este ciclo emplea una mezcla de hidrocarburos livianos y nitrógeno para realizar el enfriamiento continuo de GNL hasta temperaturas criogénicas. Esto permite disminuir el consumo de energía, el tamaño y la cantidad de los intercambiadores de calor, así como el número de compresores empleados en el sistema. PROCESOS INDUSTRIALES 12 - Ciclo de expansión de gas: En este ciclo, nitrógeno puro es empleado para licuar el gas natural. Este refrigerante se mantiene en fase gaseosa a través de todo el ciclo, transfiriendo únicamente calor sensible con el gas natural. Este ciclo puede ser de expansión simple, doble y/o incluir pre enfriamiento con propano. 3. ZONA DE TRANSPORTE El transporte de GNL requiere de buques, también denominados metaneros, que cuentan con las facilidades de almacenamiento necesarias para llevar el gas líquido a presión atmosférica y temperatura cercana a 113K y, estaciones regasificadoras para su distribución. Estos barcos emplean la más alta tecnología, por lo que es especialmente diseñado y aislado para prevenir fugas o rupturas en caso de accidente. Todos cuentan con doble casco, lo cual proporciona protección óptima para guardar la integridad de la carga en casos de colisión o encallamiento, y tienen habilitados uno o varios depósitos criogénicos, que permiten mantener la carga a la temperatura indicada. 4. ZONA DE ALMACENAMIENTO El gas natural es almacenado en estado licuado a una temperatura más baja que -162°C y la presión interna del tanque es de 689,48 kPa con el fin de disminuir el volumen y facilitar el transporte ya que, en estado líquido, la densidad del GNL es 600 veces más alta que la de GNC. El tanque de contención simple consta de una cavidad interior y una exterior, sólo la primera capaz de almacenar GNL, el de contención doble cuenta con la cavidad interior y exterior, ambas con la capacidad de almacenamiento requerida; finalmente un tanque de contención completa que es un tanque de contención doble, en el cual la cavidad exterior que es capaz de almacenar el líquido criogénico y controlar la ventilación del vapor del criogénico. PROCESOS INDUSTRIALES 13 5. ZONA DE REGASIFICACIÓN Una planta de regasificación de gas natural licuado (GNL) es un conjunto de equipos y componentes destinados a recibir buques de gran capacidad de transporte de GNL y proporcionarles medios para la descarga; almacenar el GNL en tanques criogénicos y transformar el gas natural líquido a su estado gaseoso mediante la aportación de calor, e inyectarlo en la red de gas a alta presión para su consumo. El proceso de regasificación consiste en la conversión de gas natural en estado líquido a su estado gaseoso. El gas natural se recibe en estado líquido transportado en barcos metaneros a una temperatura de -160°C desde las plantas de licuefacción; estos buques atracan en el muelle de descarga de la planta de regasificación y se descarga el gas natural licuado a través de tres brazos, el cual circula a través de los conductos que unen los brazos con los tanques y se almacena en el interior de las mismos a una temperatura de -160 °C. Figura 7: Planta de procesamiento de gas natural licuado. PROCESOS INDUSTRIALES 14 DIAGRAMA DE OPERACIONES DEL PROCESO PRODUCTIVO (DOP) Cuencas Sedimentarias Inp.1 Lodo compuesto por agua, arcilla y productos químicos Aminas Gel de silice Búsqueda y exploración 1 Acondicionamiento 2 Perforación 3 Revestimiento 4 Extracción del gas natural 5 Separación primaria 6 Separación secundaria 7 Endulzamiento C02 y H2S Inp.2 8 Deshidratación H20 9 Remoción del mercurio Hg 1 0 Recuperación de Hidrocarburos Inp.3 1 1 Compresión 1 2 Licuefacción Inp.4 RESUMEN 16 TOTAL 4 20 PROCESOS INDUSTRIALES 1 3 Transporte 1 4 Almacenamiento 1 5 Regasificación 1 6 Despacho 15 IV. LA FUNCIÓN QUE CUMPLEN LOS INSUMOS O ADITIVOS QUE SE INCORPORAN AL PROCESO 4.1 Aminas: Este aditivo se usa en el endulzamiento del gas natural. En este tratamiento se pueden utilizar diferentes tipos de aminas, entre ellas se encuentran: Monoetanolamina (MEA), Dietanolamina (DEA), Diisopropanolamina (DIPA), Metildietanolamina (MDEA) y Diglicolamina (DGA). La función de estos aditivos es ajustar el contenido de gases ácidos, como el CO2 o H2S, las cuales son sustancias indeseables porque pueden acarrear problemas vinculados con la corrosión. Esto se puede llevar a cabo gracias a que Los componentes ácidos del gas son absorbidos por la solución de amina. 4.2 Sulfinol: Es usado para el endulzamiento del gas natural es el sulfinol, el cual está compuesto de sulfano, diisopropanol – amina (DIPA) y agua. Este solvente puede presentar a los componentes que lo conforma en diferentes, el más común es 40-40-20 de sulfano, DIPA y agua respectivamente. Su composición puede variar dependiendo de los requerimientos del proceso de endulzamiento. La función que cumple el sulfinol es la de, mediante la DIPA, ayudar a la reducción de la concentración de gases ácidos. Lo que lo diferencia del proceso de endulzamiento con aminas es que mediante la presencia del sulfolano en el sulfinol se reduce los requerimientos de calor. 4.3 Glicol: Este aditivo se usa la deshidratación del gas natural, en donde se emplea el trietilenglicol. Lo realiza este aditivo es absorber el agua de la corriente de gas de proceso y suele ser seguida por una sección de refrigeración mecánica para extraer a los hidrocarburos más pesados. 4.4 Gel de sílice: El gel de sílice es el agente desecante sólido más ampliamente utilizado para deshidratación estándar de gas natural para cumplir las especificaciones de los gasoductos. La regeneración del lecho se lleva a cabo a altas presiones y temperaturas. La función del gel de sílice es conseguir puntos de rocío de agua menor que - 40°C a - 50°C y remover el H2S del gas natural PROCESOS INDUSTRIALES 16 V. MAQUINARIA UTILIZADA EN LAS OPERACIONES Y PROCESOS UNITARIOS. CARACTERÍSTICAS DE CÓMO FUNCIONAN. 5.1 Maquinaria de extracción de Gas Natural Para la extracción la cual consiste en la perforación de pozos, cuya finalidad es llegar hasta la capa de roca donde posiblemente se pudieron acumular los hidrocarburos (petróleo y gas), inicia por lo general, después de que se obtiene la información del estudio sísmico. 5.1.1 Extracción convencional Equipo de perforación Equipo de exploración Es una estructura metálica cuyo principal objetivo es el de bajar y subir el equipo de perforación. - Polea móvil: Sistema que impide que el peso de los tubos recaiga sobre el trépano. - Tambor principal: Es la unidad que enrolla y desenrolla el cable de acero con el cual se baja y se levanta la “sarta” de perforación. - Motores: Es el conjunto de unidades que imprimen la fuerza motriz que requiere todo el proceso de perforación. - Mesa de rotación: Fuerza del motor a la sarta de perforación. - Sistema de lodos: Prepara, almacena, inyecta y circula permanentemente un lodo de perforación que lubrica la broca, sostiene las paredes de pozo y saca a la superficie el material sólido que se va perforando. PROCESOS INDUSTRIALES 17 5.2 Maquinaria para el acondicionamiento del gas natural Para el proceso de remoción de los gases ácidos, se utilizan los equipos que integran una planta de endulzamiento. 5.2.1 Separador de entrada Se encarga de separar los agentes contaminantes que lleguen a la planta, como partículas sólidas, hidrocarburos líquidos, etc., que puedan generar problemas de espuma, corrosión, entre otros. 5.2.2 Torre contactora Es una torre de platos de intercambio gas-líquido que realiza el contacto ente la solución que ingresa por la parte superior (amina pobre, es decir, sin CO2) y el gas que ingresa por la parte inferior. En cada plato se realiza una reacción de equilibrio entre ambos, donde el gas sale por la parte superior con un bajo porcentaje de dióxido de carbono y la amina pobre al salir aumenta su concentración en componentes ácidos 5.2.3 Tanque de venteo Se utiliza para recuperar los hidrocarburos disueltos en la solución, ya que provocan la generación de espuma en la torre regeneradora. Trabaja a bajas presiones, esa disminución de presión hace que los hidrocarburos disueltos se vaporicen y arrastren una pequeña cantidad e CO2. 5.2.4 Intercambiador Amina-Amina Se calienta la amina rica para facilitar la desorción del gas de la solución. Se aprovecha el calor de la amina pobre regenerada, disminuyendo así el requerimiento energético del reboiler (rehervidor) del sistema de regeneración. El intercambiador trabaja a una presión menor, esto produce que a medida que se calienta la amina rica libere gases ácidos, tal situación se debe evitar ya que el sistema se vuelve muy corrosivo. Para disminuir este efecto se PROCESOS INDUSTRIALES 18 puede colocar una válvula de control que regule el flujo de salida del intercambiador 5.2.5 Depurador Es un cilindro vertical en el que a medida que el gas ingresa las grandes cantidades líquidas caen al fondo del recipiente mientras el gas fluye hacia arriba, hacia el separador interno de paletas. La niebla y las partículas líquidas arrastradas se separan inicialmente del gas debido a los cambios en la dirección del flujo. Como resultado el gas sale limpio y seco a través de la salida del lavador de paletas. 5.3 Maquinaria de licuefacción de Gas Natural 5.3.1 Turboexpander Se utiliza para mejorar la eficiencia del ciclo de licuación. El funcionamiento consiste en la expansión del fluido a través de una máquina rotativa, produciendo energía mecánica. La entalpía del fluido es reducida consiguiéndose mayores descensos de la temperatura que utilizando la válvula de Joule Thompson. Además es un dispositivo mucho más eficiente que ésta, haciendo un importante cierre estanco que evita la pérdida de energía. 5.3.2 Compresor de nitrógeno Los compresores utilizados en la industria del GNL son siempre rotativos, centrífugos o axiales. Esta unidad comprende tres etapas de compresión dentro del ciclo cerrado de nitrógeno y es la unidad que más energía eléctrica consume en la planta. En total puede consumir 124 119 kW por lo que es una unidad grande y que necesita refrigeración entre etapas. PROCESOS INDUSTRIALES 19 5.3.3 Generadores eléctricos Existen distintos tipos de generadores a emplear en el accionamiento mecánico de los compresores de los sistemas de refrigeración. 5.3.4 Intercambiador criogénico Para lograr licuar el GN hay que alcanzar temperaturas muy bajas, y tener en cuenta que se está licuando un gas (menor cp y densidad que un líquido), y por ambas consideraciones se utilizan intercambiadores de aluminio con una superficie de intercambio muy grande por unidad de volumen. Por ello los intercambiadores que se utilizan son: Intercambiadores de placas y aletas (Brazed or Plate-Fin Aluminum Heat Exchanger, BAHX). Intercambiadores de tubos helicoidales (Spool or Coil Wound Heat Exchanger, CWHE). Los intercambiadores de calor usados para enfriar el gas para la licuefacción son instalados en cajas aisladas térmicamente que funcionan como enormes congeladores VI. PRINCIPALES PROBLEMAS AMBIENTALES A continuación, vamos a hablar de los principales impactos del gas natural en el medio ambiente, así como de los impactos que tienen otras actividades relacionadas con ellos. Contaminación del planeta Tanto la extracción, como el tratamiento y el consumo del gas natural pueden contaminar los diferentes elementos básicos de la naturaleza: aire, agua y tierra. El gas natural son fuentes de energía no renovables y además contribuyen al efecto invernadero. Su combustión emite gases de efecto invernadero como el dióxido de carbono (CO2) o el metano entre otros, que se van PROCESOS INDUSTRIALES 20 acumulando en la atmósfera y favoreciendo el calentamiento global. Aunque es verdad que la combustión de gas natural produce menos dióxido de carbono que el petróleo (en torno a un 15 -20% menos CO2 que la gasolina), sí que libera otros gases muy contaminantes como mercurio y óxidos de nitrógeno y azufre que además son los responsables de fenómenos como la lluvia ácida y el smog. Durante su extracción también se eliminan gases y partículas que aumentan la contaminación atmosférica. Contaminación del agua y suelos Por otro lado, su extracción y transporte también producen contaminación del agua y también contaminación de los suelos de alrededor. Su extracción en muchos casos conlleva la fractura del terreno y esto puede provocar fugas de los gases y del petróleo hacia las aguas subterráneas y mares. Además, el hecho de fracturar el terreno hace que se pierda el suelo y que sea más susceptible a la erosión, debido a su contaminación producida por la adición de sustancias para extraer el oro negro y de los restos de este tras su paso por el material rocoso. El transporte también entraña riesgos para el medio ambiente como fugas o accidentes, la construcción de oleoductos y gasoductos y las emisiones de los vehículos que los transportan hacia las industrias o lugares donde se les va a tratar. Gasoductos Los gasoductos son las redes de tuberías que se construyen para transportar el gas natural, respectivamente, desde el punto de extracción hasta el lugar de refinado o tratamiento. Como se puede deducir esto está muy relacionado con el apartado anterior pues su transporte conlleva riesgos de fugas y accidentes que pueden contaminar cualquier lugar. Además, hay que tener en cuenta que normalmente los yacimientos se encuentran en zonas muy alejadas de las ciudades y lugares inhóspitos y deshabitados (desiertos, selvas, océanos), por tanto, estas tuberías son de PROCESOS INDUSTRIALES 21 una longitud inmensa. La construcción gasoductos también conlleva otros impactos ambientales y pueden suponer una barrera al movimiento de las especies en los ecosistemas que atraviesan. Fracking El fracking es una técnica que está muy en boga y se basa en la generación de fisuras en la roca para aumentar la extracción y favorecer que tanto el petróleo como el gas natural fluyan al exterior a través de un pozo. A través de este método se inyecta agua a alta presión para que se abra una fractura controlada en el fondo del pozo. Un problema adicional es la introducción de sustancias químicas que se añaden en esta fase de la producción y que además escapan a la atmósfera. Dentro de los impactos ambientales de esta técnica se subrayan la contaminación de los acuíferos y aguas subterráneas, el elevado consumo de agua, la contaminación acústica, de la atmósfera y del suelo debido al movimiento de los gases y productos químicos y vertidos y además la generación de temblores o movimientos sísmicos. También puede tener efectos sobre la salud de los trabajadores y los habitantes del entorno Deforestación y pérdida de biodiversidad Como hemos mencionado antes los accidentes pueden causar la muerte y el envenenamiento de muchos seres vivos. Además, la prospección de ambos recursos conlleva la construcción de plantas petrolíferas que molestan a las especies y hacen que se desplacen a otros lugares o, en otros casos, impiden su desplazamiento, ya que dichas infraestructuras suponen una barrera para la migración. Por otro lado, los ecosistemas también se contaminan debido a los vertidos, al uso de productos químicos y a los gases y residuos que se generan poniendo en peligro a las comunidades de seres vivos y produciendo pérdida de la biodiversidad. PROCESOS INDUSTRIALES 22 VII. EMPRESAS QUE HAN REDUCIDO O RESUELTO LA PROBLEMÁTICA AMBIENTAL. Royal Dutch Shell Dueña de todo el ciclo de vida de las instalaciones, Royal Dutch Shell es una empresa anglo-neerlandesa que maneja la exploración, extracción y distribución de gas natural, incluyendo instalaciones de venta final al público. En junio de 2020, la capitalización de mercado de Royal Dutch Shell estaba en cerca de 128 mil millones de dólares. La problemática ambiental que esta empresa presentó fue la perdida enérgica que sostuvo al momento de transportar gas natural. Para esto nació la aplicación de los turboexpanders para generación eléctrica como un proyecto de eficiencia energética a tener en cuenta para resolver el problema mundial del suministro energético sin aumentar la contaminación. En primer lugar, se analizó el problema del suministro energético y eléctrico, estimando que el gas natural es uno de los vectores energéticos actuales (representa un 25% de la energía mundial) y es una materia prima que se debe transportar desde los yacimientos a los consumidores. En ese transporte se pierde una parte de la energía que podría recuperarse mediante los turboexpanders. El estudio concluyó que si se aprovechan a nivel mundial se podrían generar 372 TWh/año o 124 TWh/año si solo. Esto representaría poder co-generar el 1,8% ó el 0,6% respectivamente de toda la electricidad mundial sin emitir ni una tonelada de CO2 a la atmósfera. Chevron Corporation Con campos de Petróleo y Gas Natural en Asia, Australia, África, Europa, América Latina y América del Norte, Chevron gestiona la extracción y producción de gas natural, lubricantes, productos derivados del petróleo y gasolina. Su capitalización de mercado tenía un valor estimado de 172.000 millones de dólares para junio de 2020. Durante sus operaciones la compañía perforó 356 pozos y construyó más de una veintena de estaciones de producción, descargando el agua de producción, un agua toxica residuo del proceso extractivo, es decir fosas cavadas en el suelo sin ningún tipo de protección aislante en su fondo para evitar la penetración de los tóxicos en el suelo. PROCESOS INDUSTRIALES 23 CONCLUSIONES La exploración de hidratos de gas es un gran campo de oportunidad para las ciencias de la tierra, la industria, y en general para la humanidad, por representar una alternativa ante la creciente escasez de otras fuentes de energía viables y por su impacto en la explotación de hidrocarburos convencionales. Se identificó los principales problemas ambientales generados durante el proceso, tales como la deforestación durante la exploración, fisuras de suelo por extracción del gas, la técnica del fracking y la perdida dela biodiversidad. Se analizó el proceso de extracción y licuefacción del gas natural correspondiente al sector de hidrocarburos, identificándose las etapas de exploración, extracción del gas, separación de fases, endulzamiento, deshidratación, remoción del mercurio, recuperación de hidrocarburos líquidos, compresión, licuefacción y su posterior regasificación para el consumo. Se detalló las operaciones unitarias que intervienen en el proceso productivo del gas tales como la separación de fases, el tratamiento y la licuefacción, teniendo como insumos más importantes para la remoción de gases ácidos y de agua a las aminas, sulfinol, glicol, así como la utilización de maquinarias tales como separadores, torres, depuradores e intercambiadores. PROCESOS INDUSTRIALES 24 BIBLIOGRAFIA “Métodos YPF de extracción” [En línea]. Disponible en:https://www.ypf.com/energiaypf/Metodosdeextraccion/extraccion_no _convencional.html . [Accedido: 27-Nov-2021]. Energía y sociedad “Reservas, extracción y producción”,2016 [En línea]. Disponible en: https://www.energiaysociedad.es/manual-de-la-energia/32-reservas-extraccion-y-produccion/. [Accedido: 27-Nov-2021]. Blog “Análisis del carbón, gas natural y petróleo para inversiones en el Perú”,2020 [En línea]. Disponible en: http://blog.pucp.edu.pe/blog/qm2202-131/2018/09/09/analisis-del-carbon-gas-natural-y-petroleo-parainversiones-en-el-peru/#comments [Accedido: 27-Nov-2021]. Galp “Extracción y procesamiento”,2020 [En línea]. Disponible en: https://www.galpenergia.com/ES/agalpenergia/Os-nossos negocios/Exploracao-Producao/fundamentos-engenharia petroleo/Paginas/Extraccion-y-procesamiento.aspx [Accedido: 27-Nov2021]. C. Guerrero et al. “LICUEFACCIÓN DEL GAS NATURAL: una importante alternativa energética”, 2011. Unv. de Colombia,1°edicion. P. Fernández “DIMENSIONAMIENTO DEL PROCESO DE LICUACIÓN DE UNA PLANTA DE GAS NATURAL OFFSHORE” , Proyecto Profesional, DE INGENIEROS DE MINAS. PROCESOS INDUSTRIALES 25