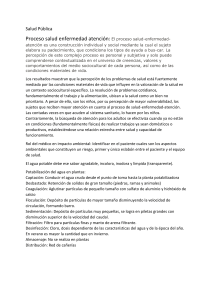
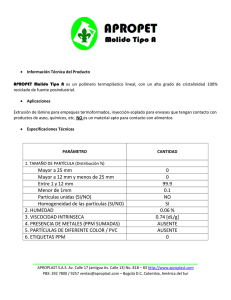
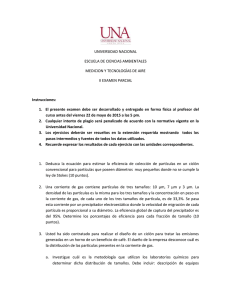
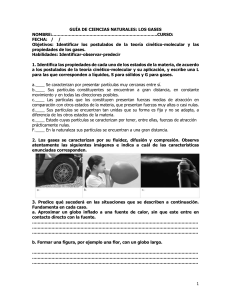
ELIMINACIÓN DE CONTAMINANTES PARTICULADOS. Los principales equipos y sistemas utilizados y los mecanismos físicos en los que se basan para la separación de partículas son: - - - Cámaras de sedimentación (fuerza de gravedad). Separadores inerciales. (inercia) • Impactadores • Ciclones (fuerza centrífuga). Filtros (cribado e impactación y otros). • de fibras, • textiles • "papel" (alta eficacia) Lavadores húmedos (captación y arrastre por líquidos). Precipitadores electrostáticos (fuerzas electrostáticas). 1. Cámaras de sedimentación. Estos equipos son cámaras paralepipédicas o cilíndricas de grandes dimensiones en las que la velocidad de la corriente gaseosa se reduce para que las partículas que están en suspensión tengan un tiempo suficiente para depositarse en el fondo de la cámara, en forma de tolva, desde donde son extraídas al exterior a través de un sistema estanco como puede ser una válvula rotativa o de doble compuerta. El gas contaminado con partículas se introduce por el extremo superior lateral del paralepípedo o cilindro, a través de una ranura distribuidora y sale por otra ranura dispuesta en la parte superior de la cara opuesta. Para un buen funcionamiento es conveniente que la velocidad del gas en la cámara sea inferior a 3 m/s o, en cualquier caso, inferior a la velocidad de arrastre de las partículas que queramos separar y que dependerá de su tamaño. Al aumentar la temperatura del gas disminuye el rendimiento del equipo en el sentido de que aumenta el diámetro mínimo de las partículas que son retenidas. En la Figura 1 se presenta un esquema genérico de funcionamiento y diseño de una cámara de gravedad. Para aumentar la eficacia de este tipo de cámaras se disponen placas horizontales en su interior con lo que se reduce la distancia vertical a recorrer por las partículas y se consigue una mayor eficacia de separación. En la Figura 2. se representa las llamadas cámaras de Howard que están diseñadas con este criterio. La instalación de estas placas de separación presenta el inconveniente de que para descargar el polvo depositado sobre ellas, hay que interrumpir el flujo de gas, por lo que en procesos continuos, se necesitan dos cámaras funcionando en paralelo, una que este en separación y la otra en limpieza. El funcionamiento de estas cámaras exige grandes longitudes y volúmenes para poder separar partículas pequeñas, por lo que solamente se emplean como etapa previa a otro sistema o como separación de partículas de gran tamaño (diámetros medios superiores a 0,05 mm). Las cámaras de gravedad son de fácil construcción, baja inversión y bajos costes de mantenimiento anual, tienen bajas pérdidas de carga y por tanto de energía, de forma que tienen reducidos consumos eléctricos provenientes de los motores de accionamiento de los ventiladores o soplantes y escasos problemas de abrasión. El principal inconveniente es que precisan grandes espacios para su instalación. También necesitan que el gas llegue seco para evitar problemas de incrustaciones provocadas por las condensaciones, y que el sólido no sea pegajoso. Para calcular el rendimiento de captación es necesario conocer la velocidad de caída libre de la partícula y los principales parámetros de la cámara. La velocidad de caída libre de las partículas depende de: - Tamaño, forma y densidad de las partículas - Viscosidad y densidad del gas portador. y se calcula según la Ley de Stokes, donde V es la velocidad de caída libre de la partícula, σ su densidad y d su diámetro, µ la viscosidad del gas y p su densidad. V = (g x d2 x ( – p))/18 El tiempo de sedimentación es ts = h / V, siendo h la altura de la cámara, y el tiempo de permanencia del gas en la cámara es tp = L / Vg siendo L la longitud de la cámara y Vg la velocidad del gas en la cámara. A partir de estas fórmulas se calcula el rendimiento de captación: Figura 1. Cámara de gravedad Figura 2: Cámara de Howard 2. Separadores inerciales. Estos equipos funcionan imprimiendo un cambio brusco a la dirección de la corriente gaseosa, mediante deflectores o pantallas situadas en la corriente del gas, lo que permite la separación de las partículas al chocar contra el obstáculo que desvía los gases, debido a su mayor inercia, aglomerándose con las existentes sobre la pared. El empleo de estos sistemas se limita a la captación, con un rendimiento aceptable, de partículas de diámetro medio superior a 20 µm con pérdidas de carga de 15 a 30 mm de columna de agua, por lo que se emplean como separadores previos. La diversidad de estos equipos es muy grande y su rendimiento se basa en la posibilidad de impacto de la materia particulada sobre los impactadores. Este rendimiento se define como la fracción de partículas que impactan sobre la placa quedando retenidas. Los separadores inerciales son relativamente baratos de fabricar y operar, aunque su efectividad no es muy alta y deben operar siempre con gases secos y material particulado no pegajoso o aglutinante. Tienen unas caídas de presión moderadas en proporción con la cantidad de materia particulada que separan y pueden trabajar a temperaturas y presiones elevadas que sólo estarán limitadas por los materiales empleados en su construcción. Permiten recoger los materiales en seco y necesitan menos espacio que las cámaras de sedimentación. La efectividad de estos equipos se correlaciona con la pérdida de carga que sufre el gas al atravesar el equipo. Cuanto mejor efecto tiene el obstáculo mayor será la pérdida de carga y su rendimiento. También suele ser proporcional a dicha pérdida de carga la erosión de las placas deflectoras y de la coraza del colector, que deben inspeccionarse periódicamente, por lo que los equipos más efectivos tendrán, asimismo, mayores costes de operación y mantenimiento. Figura 3. Impactador de baffled. Existen múltiples modelos, más o menos complejos, desde los simples baffled (paneles perpendiculares al flujo de la corriente) hasta los de orificio o ranurados. Estos últimos son capaces de retener partículas de 2 µm, pero su construcción es más cara y su mantenimiento y los costes energéticos más elevados. En las Figuras 3 y 4 se representan estos dos tipos de colectores por impacto. Figura 4. Colardor de impacto ranurado Dentro de la gama de separadores inerciales pueden también considerarse aquellos que separan la materia particulada con ayuda mecánica, siendo conocidos como separadores mecánicos o con ayuda mecánica. Los separadores de este tipo usan álabes rotatorios (p.e. ventilador de aspas radiales), para impartir mecánicamente una fuerza centrífuga a las partículas de la corriente del gas, causando su choque con las paredes, su aglomeración y separación del gas. Operando a bajas velocidades (400 a 600 r.p.m.), se minimizan los efectos de la abrasión. Se utilizan en aplicaciones donde el espacio es limitado. Permiten recuperar partículas de diámetro medio del orden de 10 µm con rendimientos superiores al 30%. Estos separadores han sido desplazados en gran parte de sus aplicaciones por los ciclones, cayendo en desuso en la actualidad. 3. Ciclones Este tipo de equipos son también conocidos como separadores centrífugos. En la Figura 5 se esquematiza un ciclón convencional. Los ciclones utilizan la inercia para remover las partículas de la corriente del gas. La corriente gaseosa entra de forma tangencial por la zona superior del cilindro con una velocidad elevada, chocando contra la pared, recorriéndola a la vez que desciende hasta el fondo en un movimiento en espiral. Cuando llega al fondo la corriente forma otra espiral ascendente en sentido contrario que sube por el interior de la corriente de bajada para salir del equipo por su conducto superior central. En la corriente descendente el movimiento de vórtice hace que las fuerzas centrífugas tiendan a empujar las partículas suspendidas en el gas hacia las paredes del ciclón, aglomerándolas, y empujándolas hacia el fondo de donde pueden ser extraídas. Los elementos base del ciclón son, por tanto, una apropiada entrada de gas que produzca el vórtice, un cuerpo cilíndrico donde se produce la separación de las partículas, un cuerpo troncocónico donde se depositan y una salida axial para el gas limpio. El equipo se completa, en su parte inferior, con un sistema de cierre de gases y extracción del polvo. En el tipo de ciclón más común, la entrada de gas es tangencial y se produce cerca de la parte superior del cuerpo ciclónico cilíndrico, creando un vórtice o flujo espiral hacia abajo entre las paredes del conducto de salida del gas depurado y el cuerpo del ciclón. Este vórtice, que recibe el nombre de vórtice principal, invierte su sentido de flujo cerca del fondo y sigue con un flujo en espiral hacia arriba formando un vórtice interior al vórtice principal evacuando los gases por el conducto de salida. Figura 5. Ciclón de entrada tangencial. El ciclón se comporta como un concentrador de polvo en las paredes. De allí, éste cae al fondo. Las partículas en la corriente del gas son forzadas hacia la pared del ciclón por la fuerza centrífuga del gas en rotación, pero se les opone la fuerza de arrastre del gas que pasa por el ciclón hacia la salida. Con las partículas más grandes, la inercia vence a la fuerza de arrastre, haciendo que las partículas alcancen la pared del ciclón y sean colectadas. Con las partículas más pequeñas, la fuerza de arrastre es mayor que la inercia, ocasionando que las partículas salgan del ciclón junto con el gas. La gravedad hace que las partículas más grandes que llegan a la pared del ciclón bajen hacia la tolva. La relación de dimensiones entre el cuerpo ciclónico y el cono de recogida de polvo afecta a la posible existencia de arrastres y por tanto al rendimiento. La descarga de fondo de los sólidos debe ser completamente estanca para evitar escapes de gas, si se trabaja a presión, y entrada de aire, si se trabaja a depresión. Uno de los cierres más comunes es el de tipo alveolar rotatorio o de doble clapeta. Los ciclones son uno de los equipos más empleados debido a su economía y versatilidad, con la ventaja adicional de carecer de elementos móviles. La eficiencia de colección de los ciclones varía en función del tamaño de la partícula y del diseño del ciclón.La eficiencia aumenta con: - El tamaño de la partícula y/o la densidad La velocidad en el conducto de entrada La longitud del cuerpo del ciclón El número de revoluciones del gas en el ciclón La relación entre el diámetro del cuerpo del ciclón y el diámetro del conducto de salida La carga de polvo El pulimento de la superficie de la pared interior del ciclón La eficacia del ciclón disminuirá con los aumentos en: - La viscosidad del gas El diámetro del cuerpo El diámetro de la salida del gas El área de conducto de entrada del gas La densidad del gas Los ciclones se suelen clasificar en tres tipos: convencionales, de alta eficacia y de alta capacidad. Varían en los parámetros de diseño y, fundamentalmente, en la pérdida de carga que presentan. Los ciclones convencionales pueden alcanzar rendimientos de hasta el 90% para partículas con tamaño medio superior a 10 µm y bajos para partículas entre 10 y 2,5 µm. Los de alta eficacia, ciclones con diámetros de cuerpo de pequeño tamaño y longitud proporcionalmente elevada, alcanzan el 90% para partículas con tamaño medio de 5µm y de hasta el 70% para 2,5µm. Tienen el problema de no poder tratar individualmente grandes caudales de gases. Los de alta capacidad, de diámetros de cuerpo muy grandes y corta longitud, están diseñados para separar partículas con tamaños medios superiores a 20µm, siendo prácticamente inefectivos por debajo de 10µm. Por sus características pueden construirse para tratar caudales muy elevados de gases. En la Figura 6 se esquematiza un ciclón con los parámetros y relación de dimensiones que definen los tipos de ciclones antes descritos y cuya variación hace que se consideren como convencionales, de alta eficacia o alta capacidad. Figura 6: Esquema de un ciclón Cuando se desea alta eficiencia y alta capacidad al mismo tiempo, se pueden operar varios ciclones de alta eficacia en paralelo, formando lo que se llama multiciclón. Figura 7. Para abaratar su construcción se introducen en un cuerpo común con una entrada y descarga única (los elementos más caros en su construcción, en especial las válvulas de descarga) y se disponen en su interior sobre una plataforma estanca, que separa los gases entrantes sucios de los salientes depurados, de forma que las perdidas de carga sean equivalentes en todos ellos para que funcionen todos con rendimientos similares. El gas entra a los tubos a través de aspas axiales que le imparten un movimiento circular. Figura 7. Multiciclón. La eficacia de un ciclón se define como la fracción en peso de las partículas que se recogen. El tamaño de partícula que puede eliminarse de una corriente de gas con una eficacia del 50% en un ciclón, se define como tamaño de corte, dpc, y se representa por la siguiente ecuación: Donde: dpc = Diámetro de corte (ft). Tamaño de partícula colectado con eficiencia del 50% µ = viscosidad del gas (lb mass/sec-ft = centipoise x 0,672 x 10-3) W = ancho entrada a ciclón (ft) N = número efectivo de vueltas dentro del ciclón V = velocidad de entrada del gas (ft/sec) ρp = densidad real de las partículas (lb/ft3) ρg = densidad del gas (lb/ft3) π = constante El límite mínimo de aplicación de este tipo de separador está en partículas de tamaño medio superiores a 5µm de diámetro, obteniéndose rendimientos de hasta el 95% de separación cuando se emplean multiciclones. Se emplean en instalaciones de funcionamiento continuo como secado, molienda, sinterización, tostación, hornos de cemento, siderurgia y fundiciones, industria química y combustión de carbones. Las ventajas de los ciclones son las siguientes: - Bajos costes de capital Pocas partes móviles, es decir poco mantenimiento y bajos costes de operación Caídas bajas de presión (5 a 15 cm de columna de agua) comparada con la cantidad de materia particulada que separan. Presión y temperatura limitadas únicamente por sus materiales de construcción Recogen y separan el material en seco. Como desventajas pueden citarse: - Eficacia de recolección relativamente baja para tamaños inferiores a 10µm No pueden manejar materiales pegajosos o aglomerantes Las unidades de alta eficacia pueden tener altas caídas de presión Los ciclones, por si solos, no son adecuados para cumplir con las reglamentaciones más estrictas en materia de separación de partículas de las corrientes gaseosas, pero tienen un uso muy importante como prelimpiadores antes del equipo de control final, siempre más caro, como son los precipitadores electrostáticos o los filtros de tela. 4. Separadores de capa porosa. Filtros. La filtración es el método más antiguo y más efectivo entre todos los que se utilizan para separar materia particulada en los gases. El gas residual se pasa por una tela de tejido apretado, un fieltro, o un "papel" con el fin de que la materia particulada en el gas sea retenida por los mismos. El mecanismo de retención es por tamizado o cribado, choque de las partículas contra las fibras del material filtrante y contra el propio sólido retenido anteriormente, atracción electrostática, y, dentro de la propia estructura filtrante, por deposición de las partículas por las fuerzas de gravedad. Las partículas en suspensión se retienen sobre el material filtrante, a través de cuyos huecos pasan los gases y sólo las partículas más pequeñas. Las partículas depositadas sobre el soporte filtrante crean a su vez, un nuevo sistema filtrante que tiene mayor superficie y deja menores huecos lo que permite retener partículas más pequeñas, aumentando la eficacia del filtro. Este aumento de eficacia viene acompañado también de un aumento de pérdida de carga, por lo que es necesario limpiarlo para mantenerse dentro de los límites de operación o sustituirlo si la limpieza no fuera posible. La filtración puede ser muy efectiva (99,999%) hasta con partículas muy pequeñas, menores de 0,5 µm de diámetro y sus limitaciones derivan fundamentalmente de la temperatura de los gases, que por la resistencia a la temperatura del material filtrante no suele ser superior a los 300 ºC, salvo en filtros cerámicos muy especiales, ni inferior a la temperatura de condensación del agua en los mismos. Dentro de los sistemas de filtración destacan los filtros de materiales fibrosos, los filtros de "papel" (incluidos cartuchos) y los filtros industriales o de tela. Filtros de materiales fibrosos. Son equipos que se caracterizan porque la energía necesaria para la filtración se aporta a través del movimiento del material filtrante constituido por un conjunto de filamentos que gira a elevada velocidad dentro de un sistema cerrado donde se introduce el gas con las partículas que se quieren separar. Las fibras, en su movimiento, impactan contra las partículas sólidas impulsándolas contra las paredes donde se aglomeran y caen al fondo del equipo desde donde se extraen del sistema. Se caracterizan por su elevada porosidad, 97 a 99% de espacios libres. El mecanismo de cribado y retención de las partículas no es significativo en este tipo de filtros. Las fuerzas dominantes en el funcionamiento para la limpieza de gases son la impactación, y la aglomeración, unidas a la atracción superficial. Estas fuerzas de atracción suelen ser electrostáticas y contribuyen a la retención de las partículas de menores tamaños. La eficacia es muy elevada. En algunos casos pueden alcanzar rendimientos del 99,9% utilizando fibras de vidrio, separando partículas submicrónicas. Las ventajas de estos filtros incluyen unos períodos largos de operación con baja limpieza, gran capacidad de filtración con bajas pérdidas de carga, y que pueden aplicarse a gases con temperaturas relativamente elevadas. Como principal inconveniente está la dificultad de limpiarlo por su propia naturaleza, el necesitar espacios importantes para su montaje y unos mayores costos operativos derivados del mayor consumo de energía y reposición de las fibras. Se pueden utilizar numerosos materiales y pueden diseñarse autolimpiables. En la Figura 8 se representa un filtro de estas características autolimpiable Figura 8: Filtro materiales fibrosos autolimpiable Filtros de "papel". Estos filtros se utilizan cuando se requiere una eficacia muy alta en la separación de las partículas. Los filtros de "papel" utilizan todos los mecanismos de captura de partículas y retención, siendo la más significativa las de difusión y cribado. Dependiendo del rendimiento, fugas y porosidad se clasifican en dos grupos: Los filtros Hepa (High Efficiency Particulare Air): H-10, H-11, H-12, H-13 y H-14. Los filtros ULPA (Ulpa Low Penetration Air): Su uso está indicado cuando se requiere un aire muy limpio como es el caso de “habitaciones blancas” en hospitales, centros de procesos de datos, la industria nuclear y aerospacial, plantas de procesamiento de alimentos o fabricación de semiconductores, alimentación de aire a motores, etc. Están limitados a aplicaciones con baja capacidad de flujo de aire Los filtros de "papel" pueden fabricarse a partir de papel, fibras minerales o microfibras de vidrio con o sin fibras vegetales, dependiendo de la resistencia que se necesite, temperatura de operación, el tamaño de poro definido y su resistencia al agua y agentes químicos. En general, el medio filtrante está plisado para proporcionar una mayor área superficial por la relación de flujo volumétrico, razón por la que también se les conoce como medios filtrantes extendidos. Pueden diseñarse geométricamente de la forma más conveniente para alcanzar superficies de filtración elevadas, plegándolos lineal o circularmente, formando cartuchos. En todos los casos el filtro hay que sellarlo al marco o tapa del cartucho con poliuretano plástico, resina epóxida u otros selladores para evitar pasos del aire, lo que puede ser otro limitador para su uso en determinadas condiciones de temperatura o agentes químicos. Figura 9. Requieren una inversión inicial media (filtros y soportes), y los costes de operación y mantenimiento son medianos si se limpian. Los planos no suelen limpiarse y reciclarse y una vez acabada su vida útil se reemplazan. Los más grandes, en especial los cartuchos, suelen limpiarse por chorro pulsante lo que hace que su ciclo de eficacia de retención varíe desde un máximo cuando está más sucio a un mínimo cuando se limpia. Figura 9. Filtros de alta eficiencia plisados Filtros de tela. Es uno de los métodos mas utilizados industrialmente para la separación de partículas de corrientes gaseosas. Un filtro de tela es capaz de trabajar con alta eficacia (99,9%) y retener partículas tan pequeñas como 0,5 µm. La retención de las partículas de una corriente gaseosa no es una simple operación de filtración por cribado. Los poros de la tela empleada tienen un tamaño muy superior al de las partículas que retienen, a veces del orden de 100 veces mayor. La retención de las partículas se basa en mecanismos de interceptación e impactación con las fibras de la tela, de difusión Browniana, atracción electrostática y deposición gravitacional. Estos mecanismos suelen actuar conjuntamente, lo que favorece la retención de toda la gama de tamaños de las partículas sobre la tela. Los elementos filtrantes tienen forma tubular, de ahí el nombre de filtros de mangas, y están cerradas por uno de sus extremos. Las mangas para caudales medios pueden tener unas dimensiones comprendidas entre 125 y 500 mm. de diámetro y entre 3 y 15 m. para la longitud. Las temperaturas deben ser inferiores a 300 ºC. para evitar la abrasión e incendio de las mangas. El tiempo de uso es variable oscilando entre 18 y 36 meses. Los filtros de mangas están constituidos por una carcasa estructural, dividida internamente en dos compartimentos por una placa horizontal que los hace estancos entre sí y que se utiliza asimismo para colgar las mangas en su interior. La entrada de gases sucios se hace por el compartimento inferior (plenum sucio) y la salida de gases limpios se realiza por el compartimento superior (plenum limpio). La placa horizontal de separación esta construida con un conjunto de orificios circulares a los que se adaptan y sujetan los extremos abiertos de las mangas, de tal forma que el paso de los gases desde el compartimento inferior al superior solo puede realizarse atravesando los gases la tela de las mangas. Por la longitud de las mismas el plenum sucio tiene una altura muy superior al plenum limpio. El gas que se introduce en el compartimento inferior atraviesa la tela para pasar al superior y en dicha operación se produce la filtración de las partículas que se depositan sobre la tela. Para evitar que las mangas, por la presión de los gases, se colapsen y se peguen sus paredes se las dota de una estructura metálica interna muy ligera que las permite mantener su forma y por lo tanto toda su superficie de filtración. Figura 10. Figura 10: Estructuras internas de telas filtrantes Periódicamente la tela debe limpiarse para impedir su taponamiento y disminuir la perdida de carga que se produce al ir aumentando el depósito de polvo. Este polvo que se desprende de las mangas cae a la zona inferior dotado de unas tolvas de descarga de las que se extrae por un sistema mecánico como puede ser un tornillo sinfín, o un sistema de válvulas. Las telas filtrantes se presentan en el mercado en una gran variedad de formas, tamaños y tejidos filtrantes. El tipo de tejido es muy importante pues nos va a determinar el rendimiento esperado, su resistencia a determinados agentes químicos y a la temperatura de trabajo (Tabla 4). Esta elección debe hacerse basándose en la consideración de una serie de características (Figura 11) que, suelen ser: - Temperatura de operación. Humedad de los gases. Peso específico del sólido. Resistencia a los ácidos y a las bases que acompañan a los gases. Resistencia a disolventes orgánicos que puedan estar presentes. Resistencia a la abrasión que producen los sólidos. Tabla 4. Tejidos de filtros de mangas POLIPROPILENO: Excelente resistencia a ácidos. MAX. 90 ºC HOMOPOLÍMERO ACRÍLICO (DOLANIT-RICEM): Buena resistencia a ácidos y álcalis. Sensible a sales de zinc. MAX. 125 ºC POLIÉSTER: Resistencia a ácidos: adecuada. Resistencia a álcalis: baja. Sensible a los ácidos ambientales. MAX. 140 ºC PPS (RYTON): Excelente resistencia a ácidos y álcalis. Sensible al contenido de oxígeno (debe haber menos de un 15% por volumen), agentes oxidantes MAX. 200 ºC META-ARAMIDA (NÓMEX-KONEX): Resistencia a ácidos: moderada. Resistencia a álcalis: buena. MAX. 220 ºC CO-POLIAMIDA (P-84): Resistencia a ácidos: buena. Resistencia a álcalis: moderada. Sensible a ácidos duros y a altas temperaturas. MAX. 260 ºC PFE: Excelente resistencia a ácidos y álcalis. Sensible a metales álcalis y gases fluorhídricos. MAX. 260 ºC Figura 11. Diagrama de aplicación de telas. Industrialmente los diferentes filtros se identifican por el sistema de limpieza empleado. Puede realizarse por: sacudida mecánica (Figura 12), aire inverso, (Figura 13), pulsaciones de aire comprimido (Figura 14). Su eficacia varía con el tiempo y puede alcanzar valores de hasta 99 %. Figura 12. Limpieza mecánica Figura 13: Limpieza por aire inverso. Figura 14. Limpieza por pulsaciones con aire comprimido La limpieza por sacudida mecánica consiste en que, cuando se hayan colmatado las mangas de polvo, es decir, cuando se ha alcanzado una pérdida de carga en el filtro preestablecida, entran en funcionamiento unos grupos moto-vibradores que sacuden las mangas haciendo caer el polvo recogido sobre unas tolvas. Este sistema permite trabajar en continuo. En el caso de limpieza por aire inverso se emplea un ventilador que impulsa una corriente de aire en la zona superior del filtro (zona limpia) en sentido contrario al de la filtración. De esta forma se consigue soltar la capa de polvo depositada sobre las mangas. Durante la limpieza se interrumpe la filtración por lo que, para un trabajo en continuo, es preciso tener dos unidades en paralelo una filtrando y otra en limpieza, o bien módulos independientes en el mismo filtro. En la limpieza mediante pulsaciones de aire comprimido se inyecta el aire en la zona limpia del filtro y en la boca superior de las mangas (Figura 15) accionando una válvula del sistema de aire comprimido, que crea una corriente que atraviesa la tela de dentro a fuera, inflando la manga y desprendiendo la capa de polvo acumulada que cae al fondo del filtro. Este sistema se ayuda de la captación de aire del plenum limpio ya que se inyecta a través de un venturi (Figura 16) que crea una depresión en la cámara y arrastra aire limpio de la misma, aumentando el caudal. El funcionamiento es continuo, ya que la limpieza se realiza sólo sobre una parte de las mangas que constituyen el filtro mediante pulsaciones periódicas de aire comprimido que actúan sin detener la filtración. Como resultado de los mecanismos de limpieza utilizados en los filtros de tela, su eficacia de recolección cambia continuamente. Cada ciclo de limpieza remueve, al menos, parte de la capa de polvo depositada sobre la tela, y afloja las partículas que permanecen en el filtro. Cuando se reinicia la filtración, la capacidad de filtrado ha disminuido porque se ha perdido parte de la capa de polvo y las partículas sueltas son forzadas a pasar a través del filtro por el flujo de gas. A medida que las partículas son capturadas, la eficiencia aumenta hasta el siguiente ciclo de limpieza. El criterio fundamental para el diseño de un filtro industrial es la relación caudal de gases/superficie de tela. Esta relación es la velocidad con que los gases atraviesan la superficial de la tela (m/min). Dependiendo del tipo de filtro estas velocidades oscilan entre los 0,3 y 6 m/min. Otro criterio, relacionado con el anterior, es la permeabilidad de la tela, expresada como el volumen de aire, en metros cúbicos por minuto, que pasa a través de un metro cuadrado de tela, con una diferencia de presión de 10 mm de columna de agua. Este rango varía entre 10 y 100 según el tipo de tela. La pérdida de carga depende de una serie de factores propios del polvo y del tejido. Con carácter general la pérdida de carga oscila entre 20 y 200 mm. de columna de agua / cm2 , (0.002 a 0.02 Kg./cm2). Figura 15: Mangas Figura 16: Venturis