Manufactura Esbelta en PyMEs: Protocolo de Investigación
Anuncio

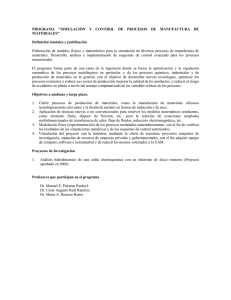
Instituto tecnológico de Durango. Taller de investigación 1. Protocolo de investigación Implementación de la manufactura esbelta para pequeñas y medianas empresas. Maestra: María Quetzalcihuatl Galván Ismael. Equipo: Maturino Delgado Valeria Yaujar Castellanos Tayde Estupiñan Navarro Karime Maryela Valencia Salazar Lázaro Cano Escobedo José Manuel Grupo: 6P Índice Contenido Planteamiento del problema .............................................................................................. 3 Justificación ....................................................................................................................... 3 Relevancia social ........................................................................................................... 3 Utilidad metodológica ..................................................................................................... 3 Implicaciones practicas .................................................................................................. 3 Objetivo ............................................................................................................................. 3 Preguntas de investigación ................................................................................................ 4 Antecedentes ..................................................................................................................... 4 Marco teórico ..................................................................................................................... 8 MARCO CONTEXTUAL .................................................................................................. 16 Metodología ..................................................................................................................... 35 Diseño muestral ............................................................................................................... 39 Bibliografías ..................................................................................................................... 40 Estrada Crespo, Héctor. (2009). Implementación de la estrategia manufactura esbelta en una empresa ensambladora de controles electro-mecánicos para secadoras eléctricas. Recuperado de http://tesis.ipn.mx/handle/123456789/4546 ............................................. 40 Índice de tablas y figuras Planteamiento del problema Hoy en día en la ciudad de Durango las pequeñas y medianas empresas han ido creciendo considerablemente en número, más sin embargo no han podido desarrollarse como empresa, es decir, llega un cierto punto en el que su crecimiento exponencial se detiene y es aquí donde aplica la implementación de la manufactura esbelta; esta consiste en tener más ganancias con menos trabajo, costo y tiempo. Es de gran importancia que estas empresas crezcan y no desaparezcan, ya que en la ciudad son muy necesarias en cuanto al punto de vista económico, porque gracias a estas se generan empleos dentro de la misma y son las que proporcionan una mayor parte de ingresos en la localidad. Lo que se plantea en este proyecto es la aplicación de las metodologías de la manufactura esbelta, ya que con ellas se conllevara a una mejor organización de la empresa, o de un área de trabajo específico; mejorando la productividad, calidad, la salud ergonómica de los trabajadores, así como la estación de trabajo. Justificación La Manufactura esbelta es muy necesaria dentro de una empresa para el ahorro de recursos tanto económicos como materiales, la aplicación de esta misma optimiza los tiempos y mejora la calidad del producto, así, logra hacer más eficiente los trabajos realizados dentro de la empresa. Relevancia social Esta aplicada en la empresa disminuye el impacto hacia el medio ambiente ya que hace que la empresa sea socialmente responsable ya que ayuda al entorno de las instalaciones no generando residuos nocivos para la salud sino generando y promoviendo conciencia de las 3R (reducir, reciclar y reutilizar). Utilidad metodológica Su aplicación resuelve conflictos en rublos monetarios y a la salud del trabajador ya que es aplicable en cualquier tipo de empresa porque mejora su calidad, la cantidad y el precio. Con la investigación se pretende encontrar mejoras en un área en particular detectando el problema y las variables que lo provocan así mismo se plantearan posibles soluciones. Implicaciones practicas En esta investigación se seguirá una serie de pasos: en primer lugar, se observan las variables que influyen en el proceso, luego en base al análisis de dichas variables se plantea la herramienta que pueda litigar las anomalías encontradas en el paso anterior y finalmente se lleva a la practica la herramienta establecida dando como resultado un proceso optimizado. Objetivo Implementar las herramientas necesarias de la manufactura esbelta en el área de producción de una empresa en la ciudad de Durango. Objetivos específicos Detectar las pérdidas que se tienen en el área de producción. Crear un plan apropiado debido a las perdidas encontradas. Implementar el plan establecido. Verificar los resultados obtenidos. Concluir sobre los resultados deseados contra los obtenidos. Preguntas de investigación ¿Cuáles son las principales perdidas en el área de producción? ¿Qué medidas se establecerán para eliminar las perdidas? ¿Quiénes serán los encargados de realizar el plan? ¿En qué tiempo se realizará? ¿Cuáles serán los métodos establecidos en el plan? ¿Cómo se verificarán los resultados? ¿Se consiguieron los resultados deseados? ¿Los métodos fueron realmente correctos? Antecedentes Se estudió un documento llamado Manufactura esbelta: propuestas de mejora al proceso productivo; en donde el objetivo principal es identificar donde se generan los desperdicios de una línea de producción en una empresa dedicada a la elaboración y comercialización de frituras, y generar acciones de mejora que permita la eliminación de las actividades que no agregan valor del proceso productivo de las frituras de la empresa Pacoyo’s S.A. ubicada en Sonora. En donde el primer paso fue determinar las especificaciones del producto, es decir, las especificaciones establecidas por el cliente; de ahí se partió para verificar todos los aspectos que engloban dicha línea de producción y se tuvo que buscar una ayuda externa a la empresa, se realizó un balance de líneas, la aplicación de las 5’s, distribución de planta, para quitar las siete grandes pérdidas y así ser más eficientes y eficaces; se obtuvo un flujo constante y controlado de producción, además se redujeron en un 90% los recorridos, se disminuyó el tiempo en un proceso de la línea en un 47.5% y la capacidad de producción diaria aumento de 22 a 29 cajas lo que representa un ingreso extra de $2700 al día. Así se puede concluir que es demasiado importante verificar cosas tan sencillas como el conocer a fondo un proceso de producción y así aplicar herramientas de la manufactura esbelta y que se vea reflejado en utilidades para la empresa, y eso se puede aplicar a cualquier empresa por más pequeña que sea. (Naranjo, Ramirez, Portugal, & Lizardi, 2013). La manufactura esbelta es muy importante, por ejemplo, se aplicó a la empresa SEDEMI S.C.C. que es una empresa ecuatoriana dedicada a producir construcciones civiles, montajes electromecánicos y fabricaciones metálicas esto lo dice el artículo llamado: Implementación de manufactura esbelta en la empresa SEDEMI S.C.C. en donde se aplicaron herramientas de la manufactura esbelta como lo son: el takt time, kaizen, smed, estudio de tiempos, balanceo de líneas, 5’s, just in time, TPM, actitud en el trabajador, etc. Y aplicadas estas herramientas se redujo la cantidad de 43 minutos en todo el proceso, es decir, el proceso de producción se redujo en un 10.41%. La producción diaria aumento un 29.45%. Es interesante el observar como herramientas básicas puedan elevar la producción de una manera muy significativa y que esto se realice con el mismo tiempo y los mismos recursos que se tenían desde antes de implementar las herramientas. Se puede dar el conocimiento o poder comunicarles a las empresas pequeñas sobre estas herramientas para que estas puedan hacer el correcto uso y aplicarlas a sus negocios, de esta manera crecer como empresa y poder dar nuevos empleos. (Mejia, 2012). Se estudió un artículo llamado: efectos de implementación de la manufactura esbelta en una línea de ensamble de la industria automotriz. En donde se pretende analizar y documentar la transición de la eficiencia de desempeño, disponibilidad operativa y tasa de calidad, así como cuantificar los efectos de la implementación de herramientas de la manufactura esbelta. Para esto se revisaron las aportaciones administrativas y se realizaron preguntas de investigación, también se definieron herramientas que permitieron facilitar el entendimiento y alcances de este: eficiencia total del equipo, las 5´s y administración total de la calidad. Con esto se logró tener eficiencia total del equipo y una considerable reducción en los tiempos de entrega. En conclusión, se puede decir que la implementación adecuada de las estrategias de la manufactura esbelta trae mejoras en los procesos; la mayoría de dichas estrategias representan bajos costos en su implementación y mejoras contundentes en los procesos. La investigación tiene relación con la manufactura esbelta ya que ambas pretenden generar una mayor productividad en los procesos que se llevan. (Limon, 2015). En una empresa maquiladora se pretende diseñar un modelo para la implementación de la manufactura esbelta como estrategia para lograr una mejor productividad, calidad y reducir los tiempos de entrega. Para realizarlo se hizo una evaluación del estado general de la empresa y se llevó a cabo el diseño de plan de acción de mejora continua y productividad. Con ello se incrementó la productividad un 87%, se reutilizaron 60% de los materiales y hubo una reducción de inventarios de 35% a 90% en diferentes áreas de la compañía. En conclusión, la aplicación disciplinada y seguimiento de herramientas de la manufactura esbelta dentro de la empresa pueden cambiar todos los indicadores esenciales de la compañía, como lo son los inventarios, los costos de implementación y el nivel de calidad. Dicha investigación se relaciona con la manufactura esbelta debido a que ambas esperan generar una cadena de productividad mucho más eficiente. (Montoya, 2014). En una fábrica de camisetas se veía reflejada una gran cantidad de perdida de dinero, la empresa TEXTISA se dio a la tarea de indagar el motivo por el cual estaba ocurriendo eso, fue cuando un grupo de expertos llegaron y propusieron la aplicación de la manufactura esbelta. Estos realizaron un trabajo de campo dentro de la organización para conocer más a fondo el funcionamiento del proceso de la elaboración de camisetas, se estudió celda por cela durante una jornada de 8 horas. Después se reunió al equipo de trabajo de dicha empresa y se empezó con la dinámica de lluvia de ideas para poder llegar al problema principal de la perdida. Al terminar esto se llegó a la conclusión de que había demasiados tiempos perdidos en las jornadas, al corregir esto se vio un beneficio cuantitativo, ya que aparte de la reorganización de las áreas de trabajo y los puestos, se redujo el tiempo de pérdidas a 1.52 minutos lo cual representa un ahorro de $25,916.50 pesos en la empresa. (Marmolejo, 2016). En una empresa ensambladora de controles electromecánicos para secadoras eléctricas se llevó a cabo la implementación de la manufactura esbelta ya que los dueños querían la mejora en indicadores específicos así dando el flujo a la elaboración del producto teniendo este a tiempo y así mismo brindar una excelente calidad a sus clientes. Esto se realizó en base a encuestas a los trabajadores en las cuales se les preguntaba de los pros y contras que ellos le veían a la empresa; por lo cual al momento de tener los resultados de esta aplicaron las 5s y se tuvo un aumento en las ventas de un 53%, hubo menos stock en el inventario y los gastos para el almacenamiento de calidad pasaron de ser del 21% al 3.57%, la rotación del personal se redujo un 60% y el costo de la manufactura ahora es del 16.58%. (Estrada, 2009). En el estudio del ensayo Modelo de aplicación de herramientas de manufactura esbelta desde el desarrollo y mejoramiento de la calidad en el sistema de producción de Americana de Colchones. Su principal objetivo es el Diseñar un modelo para la aplicación de herramientas de manufactura esbelta en el sistema de producción d América Colchones. Esta investigación se realizó en diferentes etapas (metalmecánica, laminado, acolchonado, confección, ensamble). Definiendo puntos críticos y las dificultades que se representan, aclarando la gravedad atravesó de una lluvia de ideas, diagramas d causa-efecto, Pareto, etc. Los resultados obtenidos fueron similares a los que se esperaba desde que se planteó el problema y la solución. En el área de confección se redujo la producción de productos defectuosos, lo que a su vez genera una reducción de costos, acolchonado con un mayor seguimiento de calidad, en el área de corte tiempos de repuestas más cortos. Se redujo de tiempos de promedio entre 2 y 2.5 en las operaciones. Se impacta el 60% de los efectos encontrados en la producción. Este trabajo tiene grandes similitudes ya que las herramientas utilizadas, los metros son los mismos con el proyecto que se desea realizar y su principal objetivo es producir más con los mismos recursos. (Olave & Niño, 2004). En el proyecto seleccionado para recabar información de la aplicación de herramientas de manufactura esbelta para el mejoramiento de la cadena de valor de la línea de producción de silla para oficina. Su principal objetivo es el minimizar el uso de recursos con el fin de que la empresa pueda lograr la satisfacción del cliente con una gran variedad de productos solicitados y con ceros defectos. Los resultados obtenidos se reflejan con el logro disminuir los tiempos de producción de la silla estándar en un 10%, el desperdicio de materiales bajo considerablemente a un 15% de un 30% que se tenía anteriormente, el lanzamiento de nuevos prototipos de sillas atravesó de la ayuda de la mercadotecnia. Esta investigación se realizó atreves de registros con los que se contaban en la empresa (inventarios, compras, ventas, tiempos estandarizados). Al igual que con una serie de muestreos de la producción de estas sillas. La similitud de este proyecto con el que se va a realizar es casi en su totalidad ya que por medio de las mismas técnicas se busca en general el mismo resultado solo que en cantidades proporcionales a cada empresa. (Wilches, 2013). En el proyecto del mejoramiento de una línea de producción de calzado industrial y militar se aplicaron las mejoras, diseñando un proyecto con las herramientas que se utilizan en la manufactura esbelta. Los resultados obtenidos arrojan que se puede reducir de un 6% de errores en el calzado a un 3%, mientras que la eficiencia de esta línea arrojaba que trabajaba con un 75% de eficiencia, y con las mejoras aumentara de 10 a 20% lo que significa un gran cambio significativo. Esta investigación fue realizada por medio de un estudio de tiempos y observación directa para observar cuales eran las principales fallas y errores cometidos en la producción, y con esto se pudo aplicar las herramientas de calidad. La similitud de este proyecto con el que se está por realizar es parecida, ya que se puede implementar la misma metodología para encontrar los defectos en la línea de producción. (Matos, 2014). En el trabajo realizado a una empresa de confecciones, se aplicaron las herramientas de la manufactura esbelta. Esto se hizo para mejorar las ganancias de las mismas ya que presentaba grandes pérdidas por los tiempos muertos que tenían en línea. Los resultados que arrojaron el proyecto fueron que se logró disminuir $25916.485 aplicando la herramienta de 5´S y control visual. La investigación se realizó por medio de la detección visual ya que se podía hacer directamente, después con el inventario de herramientas de la manufactura esbelta se eligieron las que más se aplicaban al problema. La semejanza que se tiene con el proyecto a realizar es grande ya que se tiene que observar directamente para saber que herramienta implementar. (Marmolejo, 2016) Marco teórico Cuestionario ¿Qué tipo de investigación se realizará? Exploratoria por que se buscarán los problemas en la empresa y descriptiva ya que se describirán los procesos realizados dentro de la empresa. ¿Por qué es importante la manufactura esbelta? Es muy necesaria dentro de una empresa para el ahorro de recursos tanto económicos como materiales. Una buena aplicación de esta optimiza los tiempos y mejora la calidad del producto, así haciendo más eficiente los trabajos realizados dentro de la empresa. ¿Cómo ayuda a mejorar el medio ambiente? Esta aplicada en la empresa disminuye el impacto hacia el medio ambiente ya que hace que la empresa sea socialmente responsable ya que ayuda al entorno de las instalaciones no generando residuos nocivos para la salud sino generando y promoviendo conciencia de las 3R. ¿Qué se logra con su aplicación en todos los niveles de la empresa? Su aplicación resuelve conflictos en rublos monetarios y a la salud del trabajador ya que es aplicable en cualquier tipo de empresa porque mejora su calidad, la cantidad y el precio. Con la investigación se pretende encontrar mejoras en un área en particular detectando el problema y las variables que lo provocan así mismo se realizara se plantearan posibles soluciones. ¿Qué tipo de variables se investigarán? De todo tipo. Variables desde la materia prima, motivación de trabajadores, tiempos, estilo de liderazgo y métodos utilizados en la fabricación de los productos. ¿Cómo se realizará? En esta investigación se seguirá una serie de pasos; en primer lugar, se observan las variables que influyen en el proceso que en base a su análisis se utiliza la herramienta que pueda litigar las anomalías encontradas en el paso anterior dando como resultado un proceso optimizado. ¿Qué es la manufactura esbelta? Según Ralph Bernstein (2008), la manufactura esbelta es un procedimiento que incluye un enlistado de herramientas que ayudan al mejoramiento o eliminación de las operaciones que no aportan valor al producto, servicio o procesos. Eliminando lo que no se requiere en el proceso reduciendo operaciones y tiempos. Basándose en los principios ergonómicos para los trabajadores. Sus raíces de esta mitología radican en Japón, por Taiichi Ohno, director y consultor de la empresa Toyota. Ingresado en 1937. Esta metodología fue definida como una metodología de excelencia para las empresas, su implementación es la clave del éxito. Se enfoca principalmente en la eliminación de los 7 desperdicios que toda empresa evita: Sobreproducción Tiempo de espera Transporte Exceso de procedimientos Inventario Movimientos Defectos Objetivos de la Manufactura esbelta Bernstein (2008) afirma que el principal objetivo de la manufactura esbelta es implementar la mejora continua en los diferentes procesos para eliminar los desperdicios y costos de esta manera aumentar los beneficios de la empresa, la calidad y las cantidades producida. Proporciona a las compañías la metodología para sobrevivir en la competencia global de manera que los procesos son más rápidos y a más bajo precios: Eliminación de los espacios y proceso que no son útiles. Garantizar producto y/o servicio en tiempo y forma. Fomentar esfuerzos y mejora continua. Sistemas de producción más robustos. Beneficios La manufactura esbelta tiene un sinfín de beneficios para la empresa y los trabajadores. A continuación, un listado de los beneficios más generales mencionados por Bernstein: Aumento de la producción. Reducción en tiempos de entrega. Detección y solución a problemas desde su raíz. Reducción en sus costos de producción. Reducción del inventario y espacios en piso de producción. Sistemas de producción más precisos y estandarizados. Distribución de la planta (ergonómica). Aumento de la calidad. Pensamiento Esbelto Una de las partes más importantes de la manufactura esbelta resalta en la actitud de los trabajadores ya que implica cambios radicales en la forma convencional de llevarlo a cabo. El descubrimiento de los japoneses es que es más que una técnica sino más bien un régimen de relaciones humanas. Se demostró que en el paso del tiempo no solo se ha desperdiciado materiales tangibles, sino también la inteligencia y la creatividad del trabajador al que solo se paga como si fuese una maquinan más. En la sociedad es criticado o juzgado tomado a mal, cuando un trabajador que está posicionado en los lugares más bajos del organigrama da o sugiere una idea. La maculatura esbelta busca eliminar mandos y remplazarlos por liderazgo es una de las actividades fundamentales de esta metodología. Este pensamiento se basa en 5 principios básicos que describe Bernstein: 1.- Definir valor desde el punto de vista del cliente: La mayor parte de os clientes no solo buscan el obtener un producto si no en realidad buscan solucionar un problema. 2.-Identificar tu corriente valor: Eliminar todos los tipos de desperdicios encontrados los cuales agregan valor innecesario a los productos y otros costos evitables. 3.-Crear flujo: Identificar la serie de procesos que sean claves y que agreguen valor al producto o servicio (desde la materia prima hasta el consumidor). 4.- Produzca el "Jale" del Cliente: Una vez realizado el flujo se empieza a crear atreves de los órdenes de los clientes y no basándose en procesos probabilísticos de pronósticos de ventas a largo plazo. 5.- Persiga la perfección. Una vez que la empresa ya tiene establecidos y en marcha los primeros 4 pasos, sigue buscar la mejora continua y cada vez más cerca de la perfección. Las Herramientas de Manufactura Esbelta 5'S William Hodson (2001) menciona que las 5’s fueron creadas para tener áreas de trabajo más limpias, más organizadas y más seguras. El objetivo de estas es el lograr el correcto funcionamiento de las máquinas y hacer más eficiente todo. Algunos beneficios de estas pueden ser que los niveles de seguridad son más altos, hay mayor calidad en los productos en menores tiempos, al igual que aumenta la vida útil de las cosas. Las 5´s son: 1. Clasificar (seiri)- Esta consiste en separar en el área de trabajo las cosas necesarias de las innecesarias, esto quiere decir solo conservar lo que en realidad vayas a necesitar y lo otro eliminarlo ya que estos afectan el rendimiento de las personas, así como pueden hacer que los tiempos de elaboración del producto sea más largo. 2. Ordenar (seiton)- Esta consiste en tener que organizar lo que ya se clasificó como producto o elemento necesario para que así sea más fácil el poder encontrarlo, al aplicar esto se facilita el acceso rápido a elementos que se requieren para trabajar, se llega a tener una mejor información y así se evitan errores de tipo visuales. De igual manera la empresa puede tener sistemas de control visual para así poder evitar el stock de las cosas, y así se pueden evitar las pérdidas monetarias y poder cumplir al 100 por ciento la demanda que se tenga. 3. Limpieza (seiso) Limpieza significa eliminar el polvo y desperdicios que puedan llegar a generar la empleada, se identifican problemas de escapes, averías, fallos o cualquier tipo de FUGUAI (defecto). Limpieza incluye, además de la actividad de limpiar las áreas de trabajo y los equipos, el diseño de aplicaciones que permitan evitar o al menos disminuir la suciedad y hacer más seguros los ambientes de trabajo. 4. Estandarizar (seiketsu) El estandarizar pretende mantener el estado de limpieza y organización alcanzado con la aplicación de las primeras 3's. El estandarizar sólo se obtiene cuando se trabajan continuamente los tres principios anteriores. En esta etapa o fase de aplicación (que debe ser permanente), son los trabajadores quienes adelantan programas y diseñan mecanismos que les permitan beneficiarse a sí mismos. Para generar esta cultura se pueden utilizar diferentes herramientas, una de ellas es la localización de fotografías del sitio de trabajo en condiciones óptimas para que pueda ser visto por todos los empleados y así recordarles que ese es el estado en el que debería permanecer, otra es el desarrollo de unas normas en las cuales se especifique lo que debe hacer cada empleado con respecto a su área de trabajo. 5. Disciplina (shitsuke) Significa evitar que se rompan los procedimientos ya establecidos. Solo si se implanta la disciplina y el cumplimiento de las normas y procedimientos ya adoptados se podrá disfrutar de los beneficios que ellos brindan. La disciplina es el canal entre las 5'S y el mejoramiento continuo. Implica control periódico, visitas sorpresa, autocontrol de los empleados, respeto por sí mismo y por los demás, y mejor calidad de vida laboral. Justo a tiempo Gutiérrez Garza (2000) dice que “Justo a Tiempo” es una filosofía que consiste en la reducción de desperdicio. Existen muchas formas de reducir el desperdicio, pero el Justo a Tiempo se apoya en el control físico del material para ubicar el desperdicio y, finalmente, forzar su eliminación. La idea básica es producir un artículo en el momento que es requerido para que este sea utilizado por la estación de trabajo en un proceso de manufactura. Sistema de jalar Es un sistema de producción donde cada operación estira el material que necesita de la operación anterior. Consiste en producir sólo lo necesario, tomando el material requerido de la operación anterior. Su meta óptima es: mover el material entre operaciones de uno por uno. El sistema de jalar permite reducir el inventario, tener el mayor control de todo, maximizar la retroalimentación y minimizar el tiempo de entrega. (Ídem, 2008) Células de Manufactura Hodson dice que los controles visuales están relacionados con los procesos de estandarización. Un control visual es un estándar representado mediante un elemento gráfico o físico, de color o numérico y muy fácil de ver. La estandarización se transforma en gráficos y estos se convierten en controles visuales. Cuando sucede esto, sólo hay un sitio para cada cosa, y podemos decir de modo inmediato si una operación particular está procediendo normal o anormalmente. Control Visual El control visual, según Gutiérrez Garza, es el que proporciona información sobre el estado de la producción en tiempo real y nos permite identificar problemas de calidad. Su principal objetivo es aumentar la efectividad de los procesos de producción al hacer los pasos desarrollados más claros. El control visual ayuda a informar de manera fácil y clara temas como: Lugar en donde se encuentran ubicados los elementos a utilizar. Donde se debe ubicar el material en proceso y el producto final. Lugar en donde se deben ubicar los materiales de higiene y seguridad. Frecuencia con la que se debe lubricar el equipo de trabajo. Entre otros. El control visual se implementa para: Mejorar la calidad de los productos. Comprender de mejor manera los problemas. Reducir los costos. Aumentar la seguridad. Kanban Gutiérrez Garza explica que “Kanban” significa “etiqueta de instrucción” y es una herramienta que se utiliza para controlar el avance del trabajo dentro de una línea de producción. Esta herramienta nos da información de la producción, la cantidad a producir, los medios que se utilizaran y la manera en que será transportado el producto final. El Kanban tiene dos principales funciones: 1. La primera es “control de la producción”, el cual consiste en desarrollar un sistema denominado “justo a tiempo” que se encarga de que los materiales a utilizar lleguen en el tiempo y la cantidad requerida. 2. La segunda función es “mejora de los procesos”. Facilita los procesos utilizando técnicas como: reducción o eliminación de desperdicios, disminución en los niveles de inventarios, eliminación de tiempos muertos, prevención de errores, etc. Existen varios tipos de Kanban, los cuales son: Kanban de producción. Kanban de transporte. Kanban urgente. Se utiliza en caso de que exista insuficiencia de un componente. Kanban de emergencia. Utilizado cuando se presentan circunstancias poco comunes debido a componentes defectuosos o fallas en las maquinas. Kanban de proveedor. Cuando la distancia entre el proveedor y el área de producción es considerable. El Kanban se implementa en cuatro fases: Fase 1. Se informa al personal sobre los principios y beneficios del Kanban. Fase 2. Se determinan los componentes con más fallas para implementar en ellos el Kanban. Fase 3. Se implementa el Kanban en el resto de los componentes. Fase 4. Se revisan los resultados obtenidos. Mantenimiento Productivo Total (TPM) Meyers (2006) explica que el TPM se orienta a desarrollar un sistema que permita maximizar la efectividad del sistema de producción, previniendo las pérdidas en todas las operaciones que se llevan a cabo dentro de la empresa. El TPM tiene como objetivo principal lograr que el equipo de producción realice el trabajo sin fallo alguno, logrando de esta manera la eliminación total de pérdidas. El TPM pretende: Eliminar por completo los accidentes. Lograr que todos los departamentos de la empresa se involucren en la implementación del TPM. Diseñar un sistema de mantenimiento que dure toda la vida del equipo. Eliminar en su totalidad los defectos de los productos. Lograr que existan cero averías. Genera beneficios en la empresa tales como: Mejor calidad de trabajo. Control total de las operaciones. Mejora las condiciones ambientales. Elimina los accidentes. Mejora la calidad del producto final. Genera menos costos. Entre otros. Productividad Total Efectiva de los Equipos (PTEE) Esta medida se obtiene mediante dos factores que según Meyers son: 1. Aprovechamiento del Equipo (AE) 2. Efectividad Total del Equipo (OEE, por sus siglas en ingles) El primero indica la cantidad de tiempo de utilización de los equipos. Para determinarlo se deben llevar a cabo los siguientes pasos: Establecer el tiempo calculado de producción. Calcular el tiempo no programado (descansos, actividades de mantenimiento, etc.). Obtener el tiempo de paros planeados. Por último, calcular el tiempo de funcionamiento total. El segundo evalúa el rendimiento del equipo mientras está funcionando. Esta medida indica las pérdidas reales de los equipos de producción representadas en tiempo. Estos dos factores se desarrollan diariamente y son de vital importancia para conocer la competitividad de la planta de producción. Están compuestos por tres factores: 1. Disponibilidad. Determina las pérdidas de los equipos generadas por paros no programados. 2. Eficiencia. Determina las perdidas por rendimiento provocadas por un mal funcionamiento del equipo. 3. Calidad a la primera. Perdidas que representan el tiempo en el cual se fabrican productos defectuosos. Producción Nivelada (Heijunka) Meyers (2006) menciona en su libro que “Heijunka” significa “hacer llano y nivelado”. Es una técnica que hace a la producción adaptarse a la variable demanda del cliente, la mayoría de las empresas prefieren que la demanda este nivelada, pero la demanda es muy variable es por eso que la empresa debe tomar medidas para poder hacer la producción y entrega a tiempo; la herramienta consiste en suavizar la producción, es decir, en vez de producir lotes grandes seguidos, se hace uno grande y consecutivamente lotes pequeños, para poder hacer entregas a tiempo y ahorrar costos de almacén. Verificación de proceso (Jidoka) Según Meyers (2006), “Jidoka” significa “verificación”, herramienta que trata de hacer una comparación de lo que se está produciendo con lo que se tiene preestablecido o estandarizado, en caso de que haya algunas diferencias o existan características anormales en el producto se detiene la producción hasta que se estandarice nuevamente, puede ser por ejemplo, si un producto debe pesar 1kg con margen de error del ±.01 y un producto sobrepasa los límites aplica este punto, también funciona con volumen, fuerza, presión, longitud, textura, etc. Y aplica también en áreas de trabajo, cuando un operador tiene problemas en su área, si él no puede resolver el problema, se para la producción. Dispositivos para prevenir errores (Poka Yoke) Meyers (2006) dice que “Poka Yoke” significa “prevenir error” y consta de dispositivos que previenen los errores desde antes que sucedan o los indica para que el trabajador los detecte y los corrija, para de esta manera eliminar los defectos en el producto y poder indicar donde se encuentra el problema ahorrando tiempo. MARCO CONTEXTUAL La región en donde se basará esta investigación es en la capital del estado de Durango, la ciudad Victoria de Durango. Se desenvolverá para las pequeñas y medianas empresas ya que se observó en los estudios realizados que este tipo de empresas aportan mucho a la economía del estado. Este tipo de empresas aparte de ser un gran aporte a la economía de la región también generan una gran cantidad de empleos por lo tanto se vuelve una fuerte unidad económica. Los estudios realizados muestran que este tipo de empresas no pasan del año de servicio por estar mal planificados. Con este tipo de implementación de nuevas medidas en sus procesos se podrá lograr que se aumente el tiempo promedio de estas. El área de Victoria de Durango es, aunque en el estado la más fuerte económicamente, con la implementación de las medidas aumentara y podrá competir con otras ciudades de otros estados. PIB El producto interno bruto por sus siglas PIB es la suma de los valores de los mercados que son producidos por los habitantes del país con el fin de medir en números cuantificables el avance o bien el retroceso de la economía del país o de la entidad, es decir es una suma en la que intervienen la cantidad en la que se consume, lo que se invierte en las empresas, los inventarios, los gastos que hace el mismo gobierno y todos los tipos de relaciones comerciales que se llevan a cabo. La importancia de conocer estas cifras es para poder hacer una comparación de periodos anteriores y lo que sucede con el tipo de moneda. Así mismo su función para la toma decisiones respecto a inversiones que se pudieran llevar a cabo dentro de la misma entidad para tener bases concretas de la fluidez de efectivo que pudiera dejar los negocios. En México estas cifras se dan a conocer cada año en el mismo periodo a través de páginas como el INEGI que con la ayuda de censos y estadísticos formulan estos resultados. Figura 1. Producto Interno Bruto Por Entidad Federativa 2016. Fuente: (INEGI, 2016) Variación porcentual anual del comportamiento del PIB. Demuestra el comportamiento de aportaciones en el país. Con color azul fuerte se señalan los estados con contribuciones mayor (Durango, Sinaloa, Chihuahua, etc.). En color azul mediado son estados con crecimiento nacional menor (Baja California Sur, Baja California, Coahuila. Etc.). En color azul más tenue son los estados con variación porcentual negativa (Zacatecas, Campeche, etc.). Figura 2. Participación Estatal en el Producto Interno Bruto 2016. Fuente: (Cuèntame Inegi, 2016) Actividad económica del PIB total en el año 2016 en México. En manera detallada se observar como contribuye cada estado en la cifra Nacional en el año de 2016. Reflejando resultados como la Ciudad de México (17.0) es la que tiene más influencia teniendo como siguiente el Estado de México (8.9) y así sucesivamente. Se expone los que aportaron menormente son los estados de Nayarit (.7), Colima (.6) y Tlaxcala (.6). Figura 3. Estructura del PIB de Durango 2016. Fuente: (PROMÈXICO, 2016) Porcentajes de aportación al PIB en los distintos sectores económicos en el estado de Durango en el año 2016. El comportamiento que se tuvo en este periodo como se demuestra en la figura , número 3 es que las actividades terciares fueron las que tuvieron más aportación con una aportación de un 59%, siguiendo las actividades secundarias con 31% y por ultimo las actividades terciarias con un porcentaje de contribución del 10% Figura 4. Comportamiento del PIB por Sectores Económicos. Fuente: (PROMÈXICO, 2016) Aportación por sectores económicos en el estado de Durango en el año 2016. Las cantidades en unidades que se aportó dividida en sectores económicos y estos subdivididos por las actividades económicas que se realizan en el estado lo, que se aportó por cada actividad, así como individualmente la aportación que dieron de manera Nacional y por porcentaje que se aportó. COMPORTAMIENTO DEL PIB EN LAS INDUTRIAS MANUFACTURERAS Figura 5. Comportamiento del PIB en las Indutrias Manufactureras. Fuente: (PROMÈXICO, 2016) Aportación de la Industrias Manufactureras en el PIB en el año 2016. Las industrias manufactureras dentro del campo de actividades secundarias es de las labores que más aportan, reflejándose en las unidades contribuidas totales 72,588 unidades, añadiendo la cantidad de 35,464. De manera Nacional es de las actividades que más participaron debido que el total del aporte es de 5, 895,701 unidades y esta industria aporta 3, 373,038. Trabajadores en las Industrias manufactureras La manufactura muestra una parte importante en la vida cotidiana, ya que gracias a ella hoy en día usamos distintos objetos o cosas, como lo son la ropa que vestimos, carros, lápices, techos, etc. Este tipo de industrias se dividen en ciertas ramas como lo son las alimentarias, las de bebidas, las de textiles, prendas de vestir, etc. Como se puede apreciar en la figura número 6 se ve el total de la población que hay en Durango, después esta la dividen en edad, los que están activamente trabajando y los que están inactivos. Para poder dar un mayor énfasis a esto se ocupa ver primero de cuanta población se está hablando para poder sacar estimados y porcentajes al momento de comparar. Figura 6. Diagrama de flujo de la población que se encuentra en la Capital de Durango. (STPS, 2018) En Durango existe una gran tasa de personas que estas inactivas, ya que puede que tengas ciertos problemas mentales, o físicos, o inclusive unos por pereza se niegan a hacerlo, este es un gran problema que la ciudad presenta, lo único que esto provoca es más escases de cosas al igual que la tasa de pobreza va incrementando. En la figura número 7, se puede apreciar en que ámbitos laborales las personas que están activas se están desempeñando, tanto nacionalmente como en la Ciudad de Durango. Todo esto con la finalidad de conocer más a fondo en que se están especializando más los duranguenses al igual ver en qué áreas son en las que falta más personal, para en dado caso poder llegar a incorporar más gente para que así la pobreza vaya en descenso. Figura 7. Tabla de la ocupación laboral en Durango del 4to trimestre del 2017. (STPS, 2018) A lo largo de la vida siempre la mujer ha sido el lado débil, desde los siglos más remotos, pero al entrar al sigo XXI la mujer empezó a tomar un papel importante en la vida, ahora se puede ver que ya está más involucrada en temas de los que antes ni se podía hablar, eso mismo pasa al momento de laborar, estas antes eran un poco más resguardadas y más al momento de hablar de un trabajo en una industria manufacturera, desde el momento que se empezó a tomar la importancia que esta tenía en las industrias las tasas laborales en dichas empresas ha ido aumentando. En la figura número 8 se puede apreciar el cambio que hubo al inicio del año 2000 como en el 2017, el porcentaje de mujeres activas fue incrementando. Figura 8. Comparación en porcentaje de los años 2000-2017 de la población económicamente activa. (STPS, 2018) En la figura número 9 se puede observar un gran porcentaje de cambio del año 2000 al 2017, en las áreas en las que se están desempeñando las mujeres, esto ha sido un gran paso que ha dado la ciudad de Durango tuvo que dar para poder crecer un poco más. Figura 9. Cuadro comparativo laboral dividido en seco masculino y femenino. (INEGI, s.f.) Los establecimientos y personal ocupado en Durango Como ya se había mencionado anteriormente, hay diversos tipos de trabajos en Durango, por lo cual la INEGI decidió dividirlos en sectores, para así poder tener un mayor control del personal y estos a su vez en qué áreas se están desempeñando, en la figura número 10 se muestran los establecimientos que existen y las áreas en las que se están desempeñando. Se observó que hay 266471 personas laborando hasta el año 2013. Figura 10. Cuadro comparativo de los establecimientos existentes y el personal ocupado en cada sector. (INEGI, s.f.) De igual manera estos trabajadores activos de siguen dividiendo aún más, como las personas que no son dependientes de la razón social, el personal ocupado remunerado y los propietarios, familiares y otros trabajadores no remunerados, a continuación, en la figura número 11 se mostrara una gráfica con los porcentajes manejados en Durango. Figura 11. División de sectores de las industrias en Durango, expresada en porcentaje. (INEGI, s.f.) Con estos porcentajes se llega a la conclusión de que 6 de cada 10 personas que son remuneradas, representan el 26.5% y 1 de cada 6 que son remunerados no dependen de la razón social. Por otra parte, los comercios tuvieron una demanda en el 2013 de 34.5%, las industrias manufactureras con el 28.3% y los servicios privados por 14.6%, en la figura número 12 de mostrará el personal ocupado por tipo de contratación según su tipo de sector en 2013. Figura 12. Cuadro comparativo de industrias en Durango. (INEGI, s.f.) Unidades economicas Es importante conocer el numero de las unidades economicas que existen en los diferentes niveles, para poder hacer una comparacion sobre como se esta en cuanto a empresas manufactureras obviamente, para de esta manera poder concretar que se necesita aplicar la manufactura esbelta dentro de las empresas manufactureras. Cabe mencionar que los datos de unidades economicas es de todos los tamaños de empresas manufactureras, esto ya que la manufactura esbelta se puede aplicar a todas, aunque repercute mas en las pequeñas y medianas. Por ejemplo a nivel nacional se cuenta con 328,718 unidades econonomicas, es decir, empresas manufactureras (esto hasta el 2003), pero en 1998 eran 342,659, lo que quiere decir que en 5 años redujo 4.06% el numero de dichas unidades economicas, como lo muestra la figura numero 13 : Figura 13 Unidades económicas en México Fuente: (INEGI, DENUE, 2008) Aunque del 2003 al 2008 hubo un cambio exponencial positivo, es decir, la cantidad de empresas subio hasta 436,851 unidades economicas, esto quiere decir que en 5 años aumentaron en un 24.75% dichas empresas. Figura 14 Unidades económicas en México 1998-2008 Fuente: (INEGI, DENUE, 2008) En la figura siguiente figura número 15 se muestra que a nivel estatal (Durango) para el 2008 cuenta con 4,858 unidades económicas, es decir, el 1.11% de las empresas a nivel nacional (México). Colocándose en el puesto número 25 en comparación con los demás estados de la república, como lo muestra la siguiente figura: Figura 15 Unidades económicas en estados de México Fuente: (INEGI, DENUE, 2008) A nivel estatal tuvo una baja muy grave en el año 2003, aunque después, para el año 2008 tuvo un crecimiento exponencial como lo muestra la línea de la figura 16. Figura 16 Unidades económicas en el estado de Durango 1998 – 2008 Fuente: (INEGI, DENUE, 2008) A nivel municipal (Victoria de Durango) es lo más importante, ya que en este nivel es donde impactara la manufactura esbelta, y nos dice que en el año 1998 existían 1,985 unidades económicas, y para el 2008 había un total de 2,208 unidades lo cual dice que en 10 años hubo un crecimiento del 10.09% lo cual indica que es un crecimiento muy pobre en una década, dejando de lado la caída que hubo en el año 2003. Figura 17 Unidades económicas en el municipio de Durango Fuente: (INEGI, DENUE, 2008) Aunque para el año 2010 se tiene un total de 2,437 empresas manufactureras, lo que quiere decir que en un lapso de 2 años abrieron 229 empresas de la misma clase. Figura 18 Unidades económicas en el municipio de Durango 2010 Fuente: (INEGI, DENUE, s.f.) Si se compara el número de empresas a nivel municipal con las de nivel estatal y nacional para el año 2008, se tiene que: 1. Las 2,208 unidades económicas a nivel municipal comprenden el 45.45% de las 4,858 unidades económicas a nivel estatal. 2. Las 2,208 unidades económicas a nivel municipal comprenden el 0.50% de las 436,851 unidades económicas a nivel nacional. En el 2014 la INEGI realizo censos que registraron 50 452 unidades económicas del sector privado la cual tenía una variación por año del 2.2%. El personal ocupado con respecto al 2008 aumento un 2.5% lo que es igual a 266 471 personas, lo cual conlleva a una diferencia de trabajos de más de 30,000. A continuación, se mostrará una gráfica la cual muestra las diferencias del 2003, 2008 y 2013. Figura 19 Unidades económicas a nivel nacional 2014 Fuente: (INEGI, Censos Economicos 2014, s.f.) Haciendo comparación con las unidades económicas en el 2013 de la manufactura y el comercio estas se concentraron al 97.9%, el 87.4% de los trabajadores y el 77.1% de la producción bruta. En la siguiente grafica se mostrará cada uno de estos puntos a comparar. Figura 20 Grafica comparativa de censos económicos Fuente: (INEGI, Censos Economicos 2014, s.f.) En el 2014 los principales municipios que participan con las unidades económicas de Durango son 8 de cada 10 unidades económicas de la entidad, también como 9 de cada 10 de los trabajadores, este último no depende de la razón social, ya que del total de las remuneraciones es de 9 de cada 10 pesos pagados a los trabajadores. Sector económico La manufactura pertenece al sector económico secundario, ya que dicho factor se encarga de la transformación de la materia prima, que es extraída o producida por el sector primario, en productos de consumo. Y la manufactura se encarga de la transformación de la materia prima en un producto totalmente terminado mediante la producción industrial. SECTOR ECONOMICO NACIONAL EN LOS AÑOS 2004, 2009 Y 2014 Figura 21. Sector Económico Nacional en los años 2044,2009 y 2014. Fuente: (INEGI, 2014) Actividad económica respecto a las Industrias manufactureras en México. Como se observa en la figura número 21, el sector económico a través de los años ha ido aumentando. En el año 2004 el total de unidades económicas era de 3,005,157 y la manufactura aportaba 328,718, lo cual represento un 10.93%. Para el año 2009 la actividad económica aumento a 3,724,019 en los cuales la manufactura aporto 436,851, lo que represento un 11.73%. Y en el año 2014 las unidades económicas aumentaron a 4,230,745 en donde la manufactura aporto 489,530, lo que represento un 11.57%. Con lo que se puede concluir que, en el sector económico, hablando nacionalmente, las industrias manufactureras han crecido aportando cada año más en la economía de México. ACTIVIDAD ECONOMICA DE LAS INDUSTRIAS MANUFACTURESRAS EN EL ESTADO DE DURANGO EN EL AÑO 2004, 2009 Y 2014. Figura 22. Actividades Económicas en las Industrias Manufactureras en el Estado de Durango 2004, 2009 y 2014. Fuente: (INEGI, 2014) La aportación de las industrias manufactureras en la actividad económica dada en unidades económicas. En el estado, las actividades económicas en el año de 2004 se reflejaron en 16,503 unidades económicas (aportadas a las cifras nacionales), la aportación de las industrias manufactureras fue de 1,848 unidades lo cual represento un 11.19% de contribución con respecto al 100%. Con el trascurso de los años estas unidades aumentaron, como se refleja en la figura número 22. En el año 2014, las unidades económicas en Durango se vieron reflejadas en 22,235, de los cuales la industria manufacturera aporto 2,235, lo que corresponde a un 10.05%. Se observa que a través de dichos años la contribución de las industrias manufacturera disminuyo 1.14% en su aportación al sector económico. Distribución La distribución de la manufactura se divide en 5 tipos: 1. Distribución de producto. Es donde se llevan a cabo los procesos de trabajo necesarios para la fabricación de los productos. 2. Distribución de procesos. Es aquella en la cual se agrupan los equipos y se ubican las maquinas adecuadas para cada operación. 3. Distribución de tecnología. Agrupa las maquinas con funciones similares en centros de trabajo. 4. Distribución por posición fija. En ella, el producto permanece en un lugar fijo y se debe mover el equipo de manufactura a donde se encuentra el producto. 5. Distribución justo a tiempo. Esta distribución de clasifica en dos tipos: Línea de flujo semejante a una línea de montaje. Se crean secuencias en el equipo y las estaciones de trabajo. Distribución por proceso o taller de trabajo. En ella, se simplifica el manejo de materiales. Clasificación La manufactura se clasifica de 5 maneras: 1. Procesos que cambian la forma de la materia. En este proceso se aplica la metalurgia extractiva, la metalurgia de polvos, la fundición, el moldeo de plásticos y el formado en frio y en caliente. 2. Procesos que provocan desprendimiento de viruta por medio de máquinas. En este proceso se llevan a cabo los métodos de maquinado convencional y maquinado especial, los cuales se llevan a cabo mediante el arranque de viruta, el cepillado, el mandrilado, el roscado, el fresado, el taladrado y el brochado. 3. Procesos que cambian las superficies. Dicho proceso se lleva a cabo mediante el desprendimiento de viruta, el pulido y el recubrimiento. 4. Procesos para el ensamblado de materiales. Se realiza mediante uniones permanentes y temporales. 5. Procesos para cambiar las propiedades físicas. Se lleva a cabo a través del temple de piezas y de superficies. Es muy importante que la empresa conozca claramente la clasificación de los procesos de la manufactura, ya que debe buscar implementar el proceso que le genere un mayor valor agregado con la menor inversión y poco o nulo desperdicio de materiales. Metodología Tipo de investigación Exploratoria por que se buscarán los problemas en la empresa y descriptiva ya que se describirán los procesos realizados dentro de la empresa. Este tipo de investigación es la más apropiada, ya que se busca saber, y esto se realizará explorando dentro de la empresa a aplicar el protocolo, y descriptiva ya que con los datos obtenidos se tendrá una evaluación sobre cómo está la empresa, un área de trabajo, o hasta una maquina en específico. Lugar de estudio El lugar de estudio está destinado a ser en la ciudad de Victoria de Durango. Área de investigación Un área social y tecnológica, porque a lo que se pretende llegar es meramente técnico, pero lo que se hará y mantendrá será mediante personas, es por eso el hecho de que sea de esta manera. Ruta Metodológica Es muy interesante el conocer las variables a trabajar dentro del protocolo, ya que serán de mucha ayuda para poder acertar en los puntos donde se debe trabajar con mayor cuidado, en este caso para aplicar la manufactura esbelta. Dentro de estos se puede destacar la productividad de una empresa, que es muy importante para conocer las utilidades y saber si es un empresa productiva y su porcentaje; el tiempo que se necesita para los procesos va de la mano con el punto anterior, ya que dependiendo de los tiempos de producción se va a definir la mayor parte de productividad de la empresa, y la motivación de los trabajadores es cadena con el tiempo de producción, ya que un empleado motivado trabaja y produce más que uno que no lo está, y esto también depende de un líder o jefe que maneja los movimientos dentro de la empresa y el trato con los trabajadores, se puede decir que todo es una cadena; en donde el punto clave es el trabajador, esto ya que si un trabajador está motivado va a cuidar a la empresa, esto significa que la materia prima la va a utilizar correctamente (haciendo las cosas bien y a la primera), cuidar la maquinaria para así ir manejando las 7 grandes pérdidas, entre algunas otras variables que se verán dentro del protocolo. Para empezar, se deberá sacar una radiografía general de la empresa, es decir, estar al tanto de toda la información, por ejemplo: 1. Trabajadores, ISO, ESR, equipo, estructura. 2. RH, jerarquía, motivación. 3. Tiempos, materia prima, producción, Entregas, 7 grandes pérdidas, almacenes. Se realizará mediante una lista de verificación, y observación directa (esta para tener un contacto tangible con su estado), en donde se observarán. Es necesario saber que todas las empresas pueden mejorar en diferentes campos, por eso se realizara un cuestionario de autoevaluación para saber de una manera interna como está la empresa, para saber que es necesario aplicar un protocolo aun y cuando se crea que todo está bien. Cuestionario de autoevaluación (gerente) ¿Considera que la empresa tiene un buen nivel de producción? ¿Se puede mejorar el nivel de producción? ¿La maquinaria que se utiliza es la adecuada para los procesos? ¿Cuál el estado de la maquinaria? ¿Qué tipo de mantenimiento se utiliza? En los últimos 3 años ¿Han aumentado o disminuido los accidentes / incidentes? ¿Cómo es tu relación con los trabajadores? ¿Considera que sus trabajadores son felices? En los últimos 3 años ¿han disminuido los desperdicios de la empresa? ¿Hace algo productivo con estos? ¿La empresa cumple con los tratos acordados de los clientes? ¿Qué hace para disminuir sus costos y aumentar sus utilidades? En una palabra, define a tu empresa. Teniendo claro esto es necesario estar dentro de la empresa para aplicar lo antes mencionada lista de verificación, en donde se verán aspectos muy generales que servirán para verificar en que aspectos se debe empezar a trabajar, por ejemplo, si la empresa está en orden, si los trabajadores se ven motivados, la seguridad e higiene de trabajadores y empresa, etc. Posterior a esto se indagará ya de una manera interna aspectos que no son “visibles” por así decirlo, en donde se observarán puntos como el recurso humano en donde estarán incluidos puntos como la motivación, la jerarquización de puestos, liderazgo, etc. que son puntos de gran importancia para que una empresa marche bien. Después se detectarán los puntos que pueden clasificar a la empresa en lugar muy competitivo dentro del mercado, que son aspectos como tiempos, producción, entregas, almacenes, etc. En donde se incluirán mucho los números y cálculos, esto para saber en qué aspecto se encuentra la empresa, es decir, si la producción es equivalente de acuerdo con el número de empleados, si el costo de almacén es necesario o innecesario, si los clientes son leales desde que empezaron a adquirir productos o servicios de la empresa, etc. A continuación, se revisarán los resultados arrojados en la lista de verificación. Se concretarán con 2 resultados para cada herramienta de la manufactura esbelta de acuerdo a los datos obtenidos, la primera “se aplicará la herramienta” y la segunda “no se aplicará la herramienta”. Posterior a esto se irán sacando los resultados sobre si la empresa cumple o no con los aspectos de la manufactura esbelta en este orden: 1. Operadores (personal) 2. Liderazgo (de gerentes y personas que manejan gente en las diferentes jerarquías). 3. Takt time 4. Kaizen 5. Smed 6. Estudio de tiempos 7. Balanceo de líneas 8. 5’s 9. Seguridad e higiene industrial 10. Just in time (JIT) 11. Tiempos en la producción Este orden se generó para que de esta manera se empiece a trabajar desde las bases, por ejemplo, si los operadores se toman al final lo más probable es que en el transcurso del tiempo en que se manejen los demás puntos, los mismos operadores no quieran aplicarlos, por lo que ellos serán el primer punto, para cuando se deban aplicar los demás apartados, estén en la disposición de ayudar a lograrlo. Cabe mencionar que habrá algunos puntos con los que la empresa ya cumpla, en ese caso se omitirá si es que es correcto como se está manejando, por ejemplo, si es una empresa ordenada y limpia, las 5’s no se aplicaran; pasando así al siguiente punto. Cuando ya se haya trabajado en todos los puntos y “ya se haya terminado de trabajar”, se continuará con el seguimiento, esto significa que se estará evaluando como la empresa ha seguido con la continuidad de los pasos que hizo, por ejemplo; si la producción aumento aplicando un balanceo de líneas, lo que debe suceder es que la producción se mantenga o se eleve, entonces el seguimiento consiste en que se obtenga la información verdadera si se sigue cumpliendo con el objetivo o no. Grafica Gantt La tabla 1 es una gráfica Gantt sobre la programación de las actividades a realizar para aplicar la manufactura esbelta. Tabla 1 Grafica Gantt sobre tiempos para la aplicación del protocolo 1 2 3 4 5 6 7 8 Semanas Verificar aspectos generales (1er punto) Verificar aspectos internos (2do punto) Verificar aspectos de logística y producción (3er punto) Analizar aspectos generales (1er punto) Analizar aspectos internos (2do punto) Analizar aspectos de logística y producción (3er punto) Revisar los resultados y obtener que herramientas de la manufactura esbelta aplicar Aplicar herramientas de la manufactura esbelta necesarias 1 2 3 4 5 6 7 8 9 10 11 N N+1 N+2 9 Seguimiento En la gráfica GANTT se divide en semanas las operaciones que se realizaran para obtener la aplicación de la manufactura esbelta en una empresa, en el punto numero 8 no se sabe el tiempo, es decir las semanas que se llevara terminar ese punto, ya que no es el mismo tiempo para todas las empresas, esto gracias a que en algunas empresas se deben aplicar unas herramientas de la manufactura esbelta que en otras no, por ende, puede ser muy extenso el tiempo o muy corto. Diseño muestra Evaluar el desempeño de la empresa para, en base a eso poder aplicar la implementación de la manufactura esbelta. Población: La población está conformada por las pequeñas empresas en la ciudad de Durango en donde se pueda aplicar la manufactura esbelta, ya que estas son con las que se puede trabajar para mejorar la implementación de esta. Muestra La muestra serán las secciones en las que se dividen las empresas para el balanceo de líneas, seleccionadas aleatoriamente para ver en cuál de ellas está fallando la manufactura. Individuo Una estación de dicha empresa. Variable -Productividad de la estación de trabajo, de acuerdo con las 6`s (limpieza, orden, clasificación, etc.) -Variable Independiente. Edad del trabajador, tamaño del producto, cantidad del producto, materia prima con la cual se está elaborando el producto. -Variable Dependiente. Precio y calidad del producto. -Variables Cualitativas. Tamaño del producto. -Variables Cuantitativas. 1- Cuantitativas Continuas. Salario del trabajador 2-Cuantitativas Discretas. Material del que este hecho el producto. Bibliografías Bernstein, Ralph, (2008), Cultura esbelta de la manufactura, México, DF, Panorama, 1ra edición. Estrada Crespo, Héctor. (2009). Implementación de la estrategia manufactura esbelta en una empresa ensambladora de controles electro-mecánicos para secadoras eléctricas. Recuperado de http://tesis.ipn.mx/handle/123456789/4546 Gutiérrez Garza, Gustavo, (2000), Justo a Tiempo y Calidad total, principios y aplicaciones, Monterrey, Nuevo León, México, Ediciones Castillo, Quinta edición. K. Hodson William. Maynard, (2001), Manual del Ingeniero Industrial, México, Mac Graw Hill, Cuarta edición. Limón De los Santos, José Daniel. (2015). Efectos de implementación de la manufactura esbelta en una línea de ensamble de la industria automotriz. Recuperado de http//www.uaslp.mx/ Marmolejo Mejía, Natalia. (2016). Mejoramiento mediante herramientas de la manufactura esbelta, en una Empresa de Confecciones. Recuperado de http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S1815-59362016000100004 Matos Alegre, Joseph André. (2014). Mejora de proceso en la línea de producción en una empresa de calzado industrial y militar. Recuperado de http://repositorioacademico.upc.edu.pe/upc/bitstream/10757/324573/2/Matos_AJ.p df Mejia, Carpio. (2012). Implementación de Manufactura Esbelta en la Línea de producción de la empresa SEDEMI S.C.C. Riobamba. Redicoder. Recuperado de http://dspace.unach.edu.ec/bitstream/51000/397/1/UNACH-EC-IINDUST-20120003.pdf Meyers, Fred, Stephens Matthew, (2006), Diseño de instalaciones de manufactura y manejo de materiales, México, Pearson Educación, 3ra edición. Montoya Aravelo, Beatriz Elena. (2014). Desarrollo de un modelo de implementación de la manufactura esbelta en empresas maquiladoras. Recuperado de http://acacia.org.mx/busqueda/pdf Naranjo; Ramírez; Portugal; Lizardi. (2013). Lean Manufaccturing. Madrid, Creative Commons. Recuperado de https://www.itson.mx/publicaciones Olave Triana, Carolina; Niño Navarrete, Ángela. (2014). Modelo de aplicación de herramientas de manufactura esbelta desde el desarrollo y mejoramiento de la calidad en el sistema de producción de Americana de Colchones. Recuperado de https://repository.javeriana.edu.co/bitstream/handle/10554/7141/tesis66.pdf?seque nce=1&isAllowed=y Wilches Cabarcas, María Jimena. (2013). Aplicación de herramientas de manufactura esbelta para el mejoramiento de la cadena de valor de la línea de producción de silla para oficina. Recuperado de http://ojs.uac.edu.co/index.php/dimension-empresarial/article/view/166